Припаять деталь: Как правильно паять паяльником: подготовка, технология пайки
alexxlab | 30.04.2023 | 0 | Разное
Как правильно паять? Первые шаги начинающего радиолюбителя.
Содержание:
Что такое пайка
Не ссылаясь на «википедию», объясним своими словами. Пайка, это соединение металлических контактов с помощью токопроводящего расплава, с последующим его застыванием. При этом, в отличие от сварки, ни одна из соединяемых деталей не должна плавиться в процессе. Разумеется, после застывания токопроводящего расплава (припоя), должна быть обеспечена надежная электропроводимость соединения. Сопротивление контактов не может влиять на характеристики электросхемы.
Общие правила работы с паяльником (подробно все эти пункты мы рассмотрим в обзоре)
- Место соединения должно быть механически зачищено от загрязнений, защитного покрытия и окислов (если позволяют размеры и конструкция деталей и проводников).
На чем можно акцентировать внимание: некоторые металлы в принципе не могут быть очищены от оксидной пленки, по крайней мере на воздухе. Только под непрерывным слоем специальных флюсов (речь идет об алюминии и сплавах на его основе). Дело в том, что «крылатый металл» окисляется моментально.
Дело в том, что «крылатый металл» окисляется моментально. - Для обезжиривания точки соединения применяются специальные очистители: флюсы.
Они не должны оказывать разрушающего воздействия на металл, с которым вы работаете. Даже если место соединения кажется идеально чистым, пайка без флюса практически невозможна. При касании нагретого жала паяльника, происходит термическое окисление.Важно: металлы, применяемые в электротехнике (алюминий, медь, серебро, золото), в чистом виде обладают неплохой адгезией. Стандартные припои как бы прилипают к поверхности, надежно фиксируясь после застывания. Слой оксидной пленки не просто препятствует «прилипанию», он еще и является диэлектриком.
А флюсы при нагреве активируют свои очистительные свойства, и не просто удаляют невидимые загрязнения, но и препятствуют окислению.
Для различных материалов разработаны специальные флюсы. Используются даже кислоты.
- Форма и размеры рабочего кончика жала паяльника должны соответствовать контактам и условиям пайки.
 Материал не имеет значения: это может быть медь, керамика, или твердые сплавы, покрытие серебряным напылением.
Материал не имеет значения: это может быть медь, керамика, или твердые сплавы, покрытие серебряным напылением.
 Дело в том, что «крылатый металл» окисляется моментально.
Дело в том, что «крылатый металл» окисляется моментально.- Выбор мощности — для пайки печатных плат подойдет диапазон 25–60 Вт. Слишком высокая температура может не просто перегреть место пайки, некоторые радиодетали выходят из строя при термическом воздействии. Обратная сторона медали: низкая температура будет отводиться из зоны пайки массивными контактами или толстым теплопроводным проводником. Придется долго держать жало в рабочей зоне — отсюда снова перегрев деталей. Например, когда встает вопрос, как выпаять конденсатор, важно точно знать градус. Золотое правило пайки: высокая температура и кратковременный нагрев. Это умение приходит только вместе с опытом.
- Подбор припоя. С точки зрения адгезии — все виды работают неплохо. То есть, подбор для определенного металла контактов — это не задача №1. А вот к температуре плавления следует относиться внимательно. С одной стороны, легкоплавкие составы позволяют минимизировать тепловое воздействие на детали.
 С другой стороны — это создает две дополнительные проблемы:Во-первых, легкоплавкий припой так же быстро «отпаивается». Если температурный режим контактного соединения не очень благоприятен, есть возможность потери контакта при работе.Во-вторых, вы обязательно столкнетесь с тем, что припой уже в жидком состоянии, а контакты еще не прогрелись для нормальной адгезии. В результате снова перегрев точки пайки.
С другой стороны — это создает две дополнительные проблемы:Во-первых, легкоплавкий припой так же быстро «отпаивается». Если температурный режим контактного соединения не очень благоприятен, есть возможность потери контакта при работе.Во-вторых, вы обязательно столкнетесь с тем, что припой уже в жидком состоянии, а контакты еще не прогрелись для нормальной адгезии. В результате снова перегрев точки пайки.
В чём суть пайки
В паяльном деле используется способность одних металлов в расплавленном состоянии эффективно растекаться по поверхности других под действием гравитации и умеренного поверхностного натяжения. Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Поскольку мы будем рассматривать пайку именно в контексте пайки металлов, то наиболее важными параметрами будут прочность механического и проводимость электрического соединения. В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой. Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.
Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.
Для того чтобы пайка была возможна в принципе, существует два условия. Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Второе условие — температура плавления припоя должна быть значительно ниже температуры спаиваемых деталей. Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.

Следующим этапом подготовки будет выбор инструмента, и перед новичком всегда встает вопрос, что нужно для пайки паяльником.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
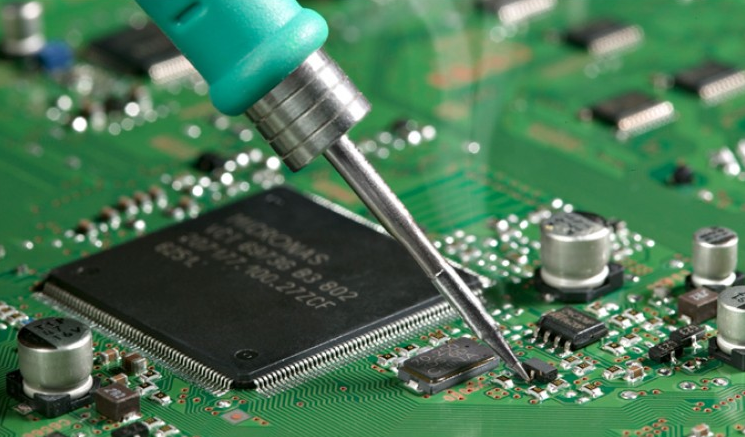
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Тонкости хорошей пайки
Чтобы припаять деталь к плате, нужно:
1) Нанести флюс на поверхность пайки;
2) Залудить их припоем;
3) Снова нанести флюс на контакты;
4) Запаять зазор между контактами.
Первое важное правило – избегать температуры выше 400 °C и более. Многие начинающие (и даже опытные) радиолюбители пренебрегают этим. Это критические значения для микросхем и плат.
Припой расплавляется примерно от 180 до 230 °C (свинец — содержащие припои) или от 180 до 250 °C (бессвинцовые). Это далеко не 400 °C. Почему тогда выставляют высокую температуру?
Это далеко не 400 °C. Почему тогда выставляют высокую температуру?
Что нужно для надежного контакта
Основные критерии:
- Правильно выбрать флюс. Например, для пайки проводов подойдет жидкий флюс. Он лучше всего смачивает провода и позволяет качественнее залудить такие контакты. Низкокачественный флюс быстро вскипает и растекается по плате.
- Использовать качественный припой. Именно припой определяет дальнейшую надежность и прочность соединения. Так же качество припоя может повлиять на работу схемы в целом, из-за шлаков и низкокачественных сплавов могут образоваться помехи в работе электроники и со временем могут появиться трещины.
- Пользоваться проверенным инструментом и оборудованием. Паяльники плохого качества могут нестабильно держать температуру, перегреваться.
- Соблюдать температурный режим. Не перегревать детали и держаться в температурном режиме плавления припоя. Слишком низкая температура и припой будет плохо плавиться, а если слишком высокая – материал будет испаряться, хуже лудить контакты.

- Долгие часы практики, проб и ошибок. Без практики не будет и своего метода пайки.
Эти критерии взаимосвязаны друг с другом. И при плохом выборе комплектующих с материалами, будет такой же результат.
Флюсы и припои — как правильно подобрать
По описанным выше причинам правильный выбор флюса и припоя — это практически половина успеха в паяльном деле. К счастью, имеются вполне универсальные марки, подходящие для большинства задач. Отрасль применения почти всех флюсов и припоев вполне доходчиво указывается на этикетках, но некоторые аспекты их применения всё же нужно знать.
Начнём с флюсов. Их применяют для протравливания деталей, снятия и растворения оксидной плёнки с дальнейшей защитой металла от коррозии. Пока поверхность покрыта флюсом, можно быть уверенным в её чистоте, как и в том, что расплавленное олово будет хорошо её смачивать и растекаться.
Флюсы различают по типу металлов и сплавов соединяемых деталей. В основном это смеси металлических солей, кислот и щелочей, активно вступающих в реакцию при нагреве паяльником. Ну а поскольку оксидных форм и загрязнений существует достаточно много, коктейль должен специально подбираться под конкретный тип металлов и сплавов.
Ну а поскольку оксидных форм и загрязнений существует достаточно много, коктейль должен специально подбираться под конкретный тип металлов и сплавов.
Активный флюс для пайки
Условно флюсы для пайки делятся на два типа. Активные флюсы создаются на основе неорганических кислот, в основном хлорной и соляной. Недостаток их в необходимости смывки сразу по завершении пайки, иначе остатки кислот вызывают довольно сильное корродирование соединения и сами по себе обладают достаточно высокой проводимостью, способной вызвать замыкание. Зато активными флюсами можно паять практически что угодно.
Второй тип флюсов создаётся, преимущественно, на основе канифоли, которая может использоваться и в чистом виде. Жидкий флюс гораздо удобнее в нанесении, в него также входят спирт и/или глицерин, полностью испаряющиеся при нагреве. Канифольные флюсы наименее эффективны при пайке стали, однако для цветных металлов и сплавов используют преимущественно их или другие соединения органической химии. Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха.
Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха.
Жидкая и твёрдая канифоль
С припоями всё несколько проще. В основном для пайки используются свинцово-оловянные припои марки ПОС. Цифра после маркировки означает содержание олова в припое. Чем его больше, тем выше механическая прочность и электропроводность соединения и при этом ниже температура плавления припоя. Свинец используется для нормализации процесса застывания, без него олово может растрескаться или покрыться иглами.
Припой ПОС-61 с канифолью внутри
Существуют специальные типы припоев, прежде всего — бессвинцовые (БП) и прочие нетоксичные, в них свинец заменён индием или цинком. Температура плавления у БП выше, чем у обычных, но соединение прочнее и более устойчиво к коррозии.
Есть также легкоплавкие припои, растекающиеся уже при 90–110 ºС. К таким относятся сплавы Вуда и Розе, используют их для пайки компонентов, чувствительных к перегреву. Специальные припои находят главное применение при пайке радиоаппаратуры.
Специальные припои находят главное применение при пайке радиоаппаратуры.
Сплав Розе
Мощность и виды паяльников
Главным отличием паяльного инструмента является тип источника его питания. Для обывателей наиболее знакомы сетевые паяльники, питающиеся от 220 В. Их используют главным образом для пайки проводов и более массивных деталей, ибо перегреть медный провод практически невозможно за исключением, разве что, оплавления изоляции.
Плюс сетевых паяльников в их высокой мощности. За счёт неё обеспечивается качественный и глубокий прогрев детали, плюс не требуется громоздкого блока питания для работы. Из недостатков можно выделить невысокое удобство работы: паяльник довольно тяжёлый, жало расположено далеко от ручки и для тонкой работы такой инструмент не годится.
Паяльные станции используют термоконтроль для поддержания стабильного уровня температуры. Такие паяльники не обладают значительной мощностью, обычно 40 Вт — это уже потолок. Однако для чувствительной к перегреву электроники и пайки мелких деталей этот инструмент подходит наилучшим образом.
Преимущества и недостатки пайки
Самым главным преимуществом пайки перед другими видами соединений проводов является надёжность. Спаянный электрический узел в плане надёжности может уступить лишь соединению, выполненному сваркой.
На весь период эксплуатации вы можете забыть о спаянном соединении, никакого дополнительного обслуживания оно не потребует.
Пользуясь пайкой, вы можете соединить проводники разные по сечению, одножильные с многожильными.
Этот метод относится к низким по себестоимости. Главное, чтобы у вас был паяльник, а припой с канифолью стоят совсем недорого, при этом расход их совсем мизерный.
Также несомненным преимуществом пайки является то, что с её помощью можно одновременно соединять более 2-х проводов.
К недостаткам пайки можно отнести высокую трудоёмкость и обязательное наличие навыков в пользовании паяльником.
С чего начать?
- Подготовка жала. Для этого, используя плоскогубцы и надфили, нужно зачистить рабочую часть паяльника.
 Жало должно иметь угол 30-45 градусов. В том случае, если кончик поврежден, его нужно снова заточить, придав необходимую форму. После этого выполняется лужение кончика – разогретый паяльник следует окунуть сначала в канифоль, а потом – в припой.
Жало должно иметь угол 30-45 градусов. В том случае, если кончик поврежден, его нужно снова заточить, придав необходимую форму. После этого выполняется лужение кончика – разогретый паяльник следует окунуть сначала в канифоль, а потом – в припой. - Необходимо в целях безопасности подготовить подкладку под паяльник. Это обусловлено тем, что прибор разогревается до температуры более 300 градусов и работает под высоким электрическим напряжением. Важно во время эксплуатации паяльника оптимизировать свое рабочее место. Желательно, чтобы в качестве подкладки использовался кусок текстолита или фанеры. Также необходимы специальные ванночки для припоя и канифоли.
- Очистка поверхностей соединяемых металлов под припой. Для этого понадобится наждачная бумага, растворитель или паяльная кислота. Важно, чтобы на поверхностях, на которые будет наноситься припой, не оставалось остатков масел, жиров и других загрязнений.
Последовательность работы
Как научиться паять правильно, станет ясно, если придерживаться пошаговой инструкции. Необходимо:
Необходимо:
- Установить паяльник на подставку и включить в электросеть.
- Макнуть в канифоль. Это выполняется через 5-7 минут после подключения к розетке. Цель этой процедуры заключается в том, чтобы проверить температуру нагрева жала и избавиться от окалин. Паяльник считается готовым к эксплуатации, если канифоль закипает и плавится. Если же она только размягчается, то жало недостаточно разогрето. При перегреве паяльника канифоль шипит и разбрызгивается. В таком случае устройству необходимо немного остыть.
- Обработать поверхности лужением. Расплавленным припоем покрываются места соединений металлических изделий.
- Облуженные поверхности прижать друг к другу. В местах их совмещения паяльником нанести новую порцию припоя. Соединенные детали должны быть прижаты до тех пор, пока припой не остынет и не затвердеет.
Использование припоя
Успешная пайка возможна при умелом подборе необходимого припоя – сплава олова и свинца. Самым распространенным считается припой марки ПОС-40 и ПОС-60. Они характеризуются низкой температурой плавления (183 градуса) и применяются в большинстве паечных работ для соединения стальных элементов. Этот стандартный припой имеет форму проволоки с диаметром 2,5 мм, что очень удобно для работы с микросхемами.
Они характеризуются низкой температурой плавления (183 градуса) и применяются в большинстве паечных работ для соединения стальных элементов. Этот стандартный припой имеет форму проволоки с диаметром 2,5 мм, что очень удобно для работы с микросхемами.
Для пайки частей из алюминия желательно приобрести специальный алюминиевый припой. Во время работы важно помнить, что, нагреваясь, оловянно-свинцовые соединения выделяют газы, которые очень вредны для человека. Поэтому работу с ними рекомендуется выполнять в хорошо проветриваемом помещении с использованием специальных респираторов, перчаток и защитных очков.
Как научиться паять провода?
Итак, как соединять провода? Последовательность работы стандартная для всех видов пайки. Соединяемые концы проводов лудятся. Но для надежного крепежа их рекомендуется плотно скрутить между собой. Во время процедуры жало паяльника одной рукой направляется в места соединения, а другой к этому месту подводится проволочный припой.
В некоторых случаях скручивание проводов невозможно. Тогда соединяемые концы проводов необходимо уложить параллельно друг к другу и сжать плоскогубцами. Работа выполняется одной рукой, вторая – направляет жало паяльника с припоем к месту соединения. Удерживание концов провода должно выполняться после выведения жала паяльника из зоны пайки.
Тогда соединяемые концы проводов необходимо уложить параллельно друг к другу и сжать плоскогубцами. Работа выполняется одной рукой, вторая – направляет жало паяльника с припоем к месту соединения. Удерживание концов провода должно выполняться после выведения жала паяльника из зоны пайки.
Иногда возникает потребность соединить конец одного провода со срединой другого. Скрутка в таком случае производится путем обвивания конца провода вокруг другого, к которому он крепится.
Нужно помнить, что пайка проводов встык невозможна, поскольку ее надежность зависит от прочности механического соединения.
Вопрос о том, как научиться паять провода, является одним из самых актуальных среди пользователей Интернета. Освоив технику сращивания и пайки, мастера получают возможность самостоятельно, без помощи специалистов выполнить ряд следующих задач:
- оборудование бесшовного отопления;
- удлинение шнура для электрогитары;
- соединение usb-кабеля с антенной и др.

Как научиться паять платы?
Перед тем как приступить к сложной пайке, например, к работе с диодными лентами, специалисты рекомендуют начинающим мастерам обзавестись недорогими бюджетными платами. Потренировавшись на них и освоив стандартные приемы пайки, спустя некоторое время новичок научится паять микросхемы.
Этот вид пайки состоит из последовательных этапов:
- Подготовительный. Перед началом работы нужно обеспечить прочное соединение и понизить сопротивление. С этой целью поверхность нужно хорошенько очистить от жиров и пыли. Для обезжиривания можно применять салфетки и мыльный раствор. Ацетон используется, когда нужно начистить поверхность схемы до блеска. В качестве более безопасного растворителя рекомендуется метил гидрат. Он так же эффективен, как и ацетон, но имеет не такой резкий запах.
- Размещение спаиваемых деталей платы. Прежде чем научиться паять схемы, нужно знать места расположения всех ее элементов. В самую первую очередь пайке подлежат плоские детали.
 Это резистор и варистор. После приступают к конденсатору, транзистору, трансформатору, микрофону и потенциометру. Такая поочередность гарантирует безопасность элементов платы, чувствительных к температурному воздействию.
Это резистор и варистор. После приступают к конденсатору, транзистору, трансформатору, микрофону и потенциометру. Такая поочередность гарантирует безопасность элементов платы, чувствительных к температурному воздействию. - Нагревание соединения для улучшения теплопроводимости металла. Жало паяльника необходимо на несколько секунд прислонять к компонентам схемы. Важно при этом не допустить её перегрева. О нем будут свидетельствовать появившиеся на поверхности пузыри. В таком случае паяльник нужно убрать из зоны пайки.
- Нанесение припоя. Выполняется до тех пор, пока на схеме не появится небольшое возвышение.
- Снятие излишков. Выполняется после затвердения и остывания припоя. Рекомендуется не спешить, а дать время схеме некоторое время остыть. Это важно, поскольку можно нарушить произведенные соединения, и работу придется выполнять заново.
Научиться паять схемы должен каждый мужчина. Это даст возможность собственноручно чинить штекеры, модемы и т. д.
Пайка как процесс не ограничивается только работой с медными проводами и микросхемами. Овладев умением использовать паяльник на проводах, можно переходить к последующим, более сложным операциям с применением различных припоев и разнообразных металлов.
Овладев умением использовать паяльник на проводах, можно переходить к последующим, более сложным операциям с применением различных припоев и разнообразных металлов.
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты.
 Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя. - Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы.
 Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ. - Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Практические советы в нестандартных ситуациях
- Установка и демонтаж элементов с двумя ножками выполнить несложно.
 А как выпаять микросхему из платы паяльником, ведь надо одновременно греть несколько ножек? Используйте теплопроводный предмет большой площади. Например, медную оплетку.
А как выпаять микросхему из платы паяльником, ведь надо одновременно греть несколько ножек? Используйте теплопроводный предмет большой площади. Например, медную оплетку. - Если после удаления деталей из платы, отверстие оказалось закрыто припоем, используйте зубочистку.
- Для фиксации элементов перед пайкой можно использовать зажим «третья рука».
Итог
Несмотря на обилие теоретических советов, научиться правильно паять поможет только практика. Возьмите неисправную монтажную плату от любой электроники, несколько раз демонтируйте и припаяйте компоненты. То же самое относится к сращиванию проводов. Достаточно пары метров использованной проводки, чтобы получить практический навык. После чего приступайте к реальной работе.
Предыдущая
РазноеСумеречные выключатели
Следующая
РазноеЧто такое ограничитель перенапряжения и как он работает?
Как правильно паять паяльником с канифолью и оловом (припоем)
Как правильно паять паяльником с канифолью и оловом (припоем) | Зарядные устройства | Металлоискатели | Основы электроники | Справка по электронным компонентам | Строительство | Прочее |
Что нам понадобится для пайки? Конечно же паяльник, оловянный припой, канифоль, в идеале – проволочный припой, который представляет из себя намотанную на катушку, длинную, тонкую оловянную трубку, похожую на проволоку, в полости которой находится канифоль. Т.е. при пайке, в этом случае, нам не нужно, как по-старинке, опускать жало паяльника, то в канифоль, то в припой, а все это происходит одновременно в одной точке. Об этом подробнее чуть ниже…
Т.е. при пайке, в этом случае, нам не нужно, как по-старинке, опускать жало паяльника, то в канифоль, то в припой, а все это происходит одновременно в одной точке. Об этом подробнее чуть ниже…
Приобрести все необходимые компоненты можно в ближайшем магазине радиотоваров.
Если у Вас не паяльная станция, которая изначально готова к пайке сразу же после включения, а обычный паяльник, то перед работой (особенно если он новый) его нужно специальным образом подготовить — залудить, иначе паять не будет. Что это такое «залудить», сейчас разберём.
Берём напильник и прикладываем плашмя к срезу жала паяльника. Теперь точим в той же плоскости, периодически посматривая на жало, до тех пор, пока оно не станет плоским, гладким и блестящим.
После этого разогретое жало опускаем в канифоль и сразу в припой (в олово). Прилипать припой к жалу почти не будет, поэтому сразу же после этой процедуры прикладываем жало к небольшой дощечке, желательно природного происхождения (не ДСП) лучше еловой или кедровой (смолянистой), но в принципе сойдёт и любая, только возиться придется дольше.
Итак, повторяем эту процедуру (канифоль > припой > дощечка) до тех пор, пока подготовленный предварительно напильником срез жала из жёлто – с переливом сизого цвета разогретой меди, не станет серебристым и блестящим от покрывающего его равномерно припоя. Вот это и называется «залудить», в данном случае паяльник.
Примерно так должно выглядеть залуженное жало паяльника:
Теперь мы будем учиться припаивать проводок (предварительно его, залудив) к латунной жестянке, тоже залудив её с начала. Окунаем жало паяльника в канифоль, потом в припой, и сразу же, плоскостью жала параллельно плоскости подносим вплотную к нашей латунной подопытной, не дав испариться канифоли, прижимаем, потом притираем, елозим, в общем – лудим. Если канифоль испарилась или растеклась, процесс повторяем, и постепенно, постепенно наша жестянка покрывается качественно налипшим на неё припоем. Если материал чистый или без сильных окислов, то подобное лужение происходит быстро.
Если используется проволочный припой, то прислоняем жало паяльника к жестянке, а к точке их контакта подносим кончик проволочного припоя, стараясь больше прикасаться к залуженной части паяльника, и трём ею об эту часть, чтобы олово с канифолью обогатило собою место контакта.
Теперь лудим проводок. Аккуратно снимаем изоляцию ровно настолько, чтобы нам хватило места для пайки, и для расположения термоусадочной трубки, (или другого изолятора) чтобы потом не возникло каких-нибудь «коротышей» (коротких замыканий)…
Провод лудить проще, т.к. обычно, под изоляцией металл чистый, не окисленный. Его мы окунаем в канифоль, приложив сверху него жало разогретого паяльника и по-потихоньку вытаскиваем провод из под паяльника наружу, после того, как канифоль расплавится и задымится. Это делается, как наверное поняли, для того, чтобы расплавленная канифоль обволокла контактную часть провода. Теперь обогащаем жало паяльника припоем, коснувшись олова, подносим жало к налипшей на проводке канифоли.
Если провод медный и чистый – лужение произойдёт сразу же.
Есть у нас залуженная подопытная латунная жестянка и залуженный проводок, которые теперь мы обязаны соединить, запечатлеть разогретым припоем и потом остудить, чтобы навсегда сохранить их электрическую связь, что мы и делаем, поднеся залуженную часть провода к залуженной части жестянки.
К месту их контакта подносим обогащённое припоем жало паяльника так, чтобы припой качественно обволок залуженные части припаиваемых деталей. Этому будет способствовать участвующая в процессе канифоль. Если что-то не ладится — окунайте в неё. После того, как детали оказались в расплавленном припое, постарайтесь их больше не шевелить. Можно слегка подуть на место пайки, пока блеск припоя слегка не потемнеет, что будет свидетельствовать о затвердевании пайки.
И наверное, последний штрих — можно ещё окунуть небольшую малярную кисть в растворитель и промыть остатки канифоли в местах пайки.
Источник: http://www. auditionrich.com
auditionrich.com
Старайтесь при пайке использовать как можно меньше припоя, соединение будет прочнее.
Время пайки должно составлять одну – две секунды.
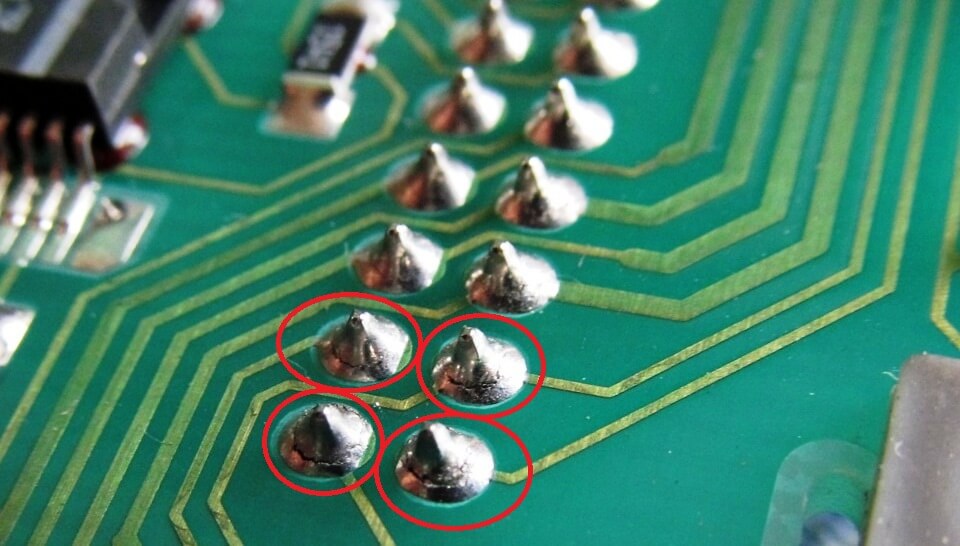
Хорошая пайка блестит как отполированная, если цвет серый, то пайка не качественная.
Выводы деталей нельзя гнуть слишком близко к корпусу. Нельзя держать за деталь при изгибе, нужно держать за сам вывод пинцетом.
Остатки канифоли нужно обязательно удалять, крупные куски с помощью шила или скальпеля, остальное смывать спиртом.
При пайке важно не перегревать плату, иначе дорожки могут отслоиться.
Что бы освободить отверстие в плате от припоя, используйте зубочистку или заточенную спичку.
Тренируйтесь на старых платах, выпаивайте и впаивайте детали, умение паять приходит только с практическим опытом.
паяль
21 Продукция
Электронный паяль 60/40 0,8 мм (0,031 “) Диаметр 1 фунт. : 1-3
 98/ea
98/eaВ наличии
Часть № 370-032
Электронный паярь 60/40 1,2 мм (0,050 “) Диаметр 1 фунт.
Bulk Pricing
| Quantity: Qty: 1-3 | $29.27/ea |
| Quantity: Qty: 4-9 | $27.60/ea |
| Quantity: Qty: 10-49 | 25,09 $/шт. |
| Количество: QTY: 50+ | $ 24,25/EA |
в запасе
Часть# 370-034
KESTER 44 ROSIN COR SEPLER 60/40 .031 “1 LB. SPOOL
444444444
4444. 52,98 долл. США
Огромные цены
Только 14 в складе
Часть № 370-080
Кестер 44 Розовый ядро припая 60/40 .050 “1 фунт.
 98/ea
98/eaв складе
Часть № 370-090
4% Серебряный паярь 1,0 мм (0,04 “) 1/2 фунта. Spool
. Цена| Количество: QTY: 1-3 | $ 44,98/EA |
| Количество: QTY: 4+ | $ 39,98/EA |
только 10 в запасе
. Часть № 370-038
Кестер 83-4000-0000 Pocket Pak SN60/PB40 0,031 “0,50 унции. Количество: Кол-во: 1-9
In Stock
Part# 370-050
Kester 83-3000-0000 Kwik-Draw Pocket Pak SN60/PB40 0,050 “1,3 унции. Розовая ядро припаяя трубка
Розовая ядро припаяя трубка
Ваша цена: 7,49 долл. США
MSRP: $ 10,99
. Ссылка
| 7,49 $/ea | |
| $6.89/ea | |
| Quantity: Qty: 50+ | $6.54/ea |
In Stock
Part# 370-052
Серебряный припой WBT 0800, содержание серебра 4%, 1/8 фунта
Ваша цена: $44,00
Оптовая цена
На складе
Деталь № 093-586
Ваша цена: $217.00
+ Бесплатная доставка
MSRP: $ 325,99
Ссыпная цена
в складе
Часть № 093-584
Кестер 44 Rosin Core Solder 63/37 .031 “1 LB. Spool
9000 4.
Bulk Pricing
| Quantity: Qty: 1-3 | $56.95/ea |
| Quantity: Qty: 4+ | $54. 25/ea 25/ea |
In Stock
Part# 370 -074
Бессвинцовый серебряный припой Kester Pocket Pak 0,5 унции. Трубка
Ваша цена: $ 6,98
MSRP: $ 6,99
Основные цены
| Количество: QTY: 1-3 | $ 6,98/EA | |||||
| $ 6,98/EA | ||||||
| $ 6,98/EA | : 4,98/ | : 4,98. | : 4,98/ | . /EA | ||
| Количество: QTY: 10+ | $ 6,39/EA |
В Сток
Часть# 370-051
CAIG TPC-14 Deoxit Soldering Iron Tinner/Entener
CAIG TPC-14 Deoxit Soldering Iron Tinner.0005
Ваша цена: 10,69 долл. США
Основная цена
| Количество: QTY: 1-11 | $ 10,69/EA | ||||||||||||||
| . -Ordered Part# 341-223 Kester 245 No-Clean Core Solder 63/37 .031″ 1 lb. Spool Your Price: $39. MSRP: $48.99 Bulk Pricing
в складе Часть № 370-078 Кестер 83-7145-0415 Pocket Pak SN62/PB36 0,020 “0,35 унции. Оптовые цены
в складе Часть № 370-054 Кестер Pocket Pak Spler 63/37 0,031 “0,50 унции. 9 | 4,39 $/шт. | ||||||||||||||
| Quantity: Qty: 10-49 | $3.98/ea | ||||||||||||||
| Quantity: Qty: 50+ | $3. 75/ea 75/ea |

In Stock
Part# 370-053
Kester 44 Rosin Основной паяль 63/37 .020 “1 фунт. Spool
Ваша цена: 56,49 долл. США
MSRP: $ 58,99
Стремительные цены
в складе
Part# 370-072
STAHL SPB112 0,039 “039 “039 “039 “039” (1,0 мм № 370-072
4. ) Solder 60/40 Pocket Pack Tube 12g
Ваша цена: 1,98 долл. США
MSRP: $ 2,99
Огромные цены
| Количество: QTY: 1-4 | $ 1,98/EA |
| $ 1,98/EA | |
| : QTOR: QU ea | |
| Quantity: Qty: 12-49 | $1.69/ea |
| Quantity: Qty: 50+ | $1.59/ea |
In Stock
Part# 374-614
Stahl Инструменты СПБ112-20 0,039″(1,0 мм) паяль 60/40 Pocket Pack Tube 12G 20-Pack
Ваша цена: $ 26,98
MSRP: $ 32,99
. ea
ea
В наличии
Часть № 374-616
STAHL TOOLS SCU112 0,039 “(1,0 мм) Без свинцового припоя карманной пакеты Qty: 1-4
в складе
Часть № 374-610
Кестер 331 Органический ядро припоя 63/37 .031 “1 фунт.
в складе
Часть № 370-076
STAHL TOOLS SCU112-20 0,039 “(1,0 мм) Бесплатный паяльный пак
| Quantity: Qty: 1-4 | $21.49/ea | |||
| Quantity: Qty: 5-11 | $18.89/ea | |||
| Quantity: Qty: 12-49 | $17. 84/ea 84/ea | |||
| Количество: Кол-во: 50+ | 15,74 $/шт.Электроника Vetco • 425-641-7275Ардуино Искусство, игрушки и ремесла Аудио оборудование Автомобильный A/V конвертеры и удлинители Аудио/видео разветвители и переключатели Батареи и держатели Управление кабелями Кабели Кабельное ТВ конденсаторы Химикаты Распродажа/излишек Запчасти для компьютеров/ПК Соединители и адаптеры Диоды Электрический Корпуса и проектные коробки Поклонники Предохранители Любительское радио и связанное с ним Аппаратное обеспечение HDMI Термоусадка Праздничные и сезонные товары Светодиоды и освещение Магниты Maker / Сделай сам / Обучение Аксессуары для мобильных телефонов и планшетов Сеть/ИТ Шумоподавители Шнуры питания и полоски Источники питания Raspberry Pi Реле Резисторы Полуфабрикаты и комплектующие Солнечная энергия и панели Пайка Предметы специального заказа Переключатели Клеммные колодки Испытательное оборудование Инструменты Крепления для телевизоров и проекторов USB Видео, карты PCI и игровые устройства Настенные тарелки Водонепроницаемый и устойчивый Носимые Провод и кабель
{{ кластер.продукты[кластер.выбранный_продукт].атрибуты[имя] }} {{кластер.количество}} Изменить количество Выберите из {{ get_attribute_values(cluster.active_attribute).length }} {{ cluster.active_attribute }}s: Отмена Добавить сколько в корзину? |
 title }}
title }}