Припои серебряные – Серебряный припой: температура плавления, состав, марки
alexxlab | 09.10.2019 | 0 | Разное
Серебряный припой: температура плавления, состав, марки
Серебряный припой обладает уникальными качествами. С его помощью можно спаивать самые разнообразные металлы и сплавы. В зависимости от содержания серебра и других ингредиентов свойства припоя можно подобрать под требуемую задачу. Основным достоинством серебряных припоев является высокая прочность, долговечность и электропроводность получаемых соединений.
 Серебряный припой
Серебряный припойРазновидности
Серебряные припои делятся на несколько разновидностей в зависимости от содержания в них серебра.
Припои с низким содержанием — до 40% — используют для пайки заготовок из стальных и цветных сплавов. Такие составы обладают недостаточной прочностью для соединения деталей толще 3 мм.
Составы со средним содержанием — от 40 до 60% применяют для пайки медных, никелевых и стальных деталей, испытывающих значительные статические нагрузки, удары и вибрацию.
Серебряный припой с высоким процентом — от 65% используют при пайке особо ответственных швов, таких, как ленточные пилы и соединения проводов. Состав с высоким содержанием серебра позволяет обеспечить отличную электропроводность.
Физико-химические свойства и состав серебряного припоя
Свойства того или иного серебряного припоя определяются его составом. Серебряный припой, которым осуществляют многоэтапную пайку, должен иметь достаточно высокую температуру плавления. Это необходимо для того, чтобы во время наплавки следующего слоя предыдущий не расплавился и не вытек в паяльный зазор. Средняя температура плавления составляет 600 °С.

- Химический состав серебряных припоев

- Свойства серебряных припоев
Чтобы создать такой припой, потребуется на 30 частей серебра взять 33 части кадмия, 16 частей цинка и 20 частей меди. Как и любой состав с низким содержанием основного элемента, он не отличается стойкостью к высоким нагрузкам, ударам и вибрации.
Повышение содержания серебра до 50% позволит повысить текучесть расплава и способность паяного шва выдерживать статические и динамические нагрузки. Его также можно будет применять для пайки в несколько слоев, однако потребуется особая аккуратность и осторожность.
Технические характеристики
В состав наиболее распространенных серебряных припоев входят такие элементы, как Ag, Cu, Zn, Sn, Mn, P, Cd.
| Марка | Наличие элементов, % | |||||||||
| Ag | Cu | Zn | Sn | Mn | P | Cd | Примеси, макс | |||
| Pb | Fe | |||||||||
| ПСр72 | 72 | След | — | — | — | — | — | 0,005 | 0,1 | |
| ПСр71 | 71 | След | — | — | — | 1 | — | 0,005 | 0,15 | |
| ПСр70 | 70 | 26, | След | — | — | — | — | 0,05 | 0,1 | |
| ПСр65 | 65 | 20,0 | След | — | — | — | — | 0,1 | 0,1 | |
| ПСр62 | 62 | 28,0 | — | След | — | — | — | 0,005 | 0,15 | |
| ПСр50 | 50 | След | — | — | — | — | — | 0,005 | 0,15 | |
| ПСр50 Кд | 50 | 16,0 | 16,0 | — | — | — | След | 0,1 | 0,1 | |
| ПСр37,5 | 37,5 | Ост | 5,5 | — | 8,2 | — | — | 0,05 | 0,1 | |
Серебряные припои с содержанием выше 72% используются в ювелирном деле.
Особенности выбора
Выбор припоя, лучшим образом подходящего к конкретному сочетанию материалов, толщины и конфигурации заготовок, требований к механическим и тепловым нагрузкам на шов — непростое дело. Для создания прочных долговечных швов, устойчивых к статическим и динамическим нагрузкам, опытные мастера рекомендуют выбирать серебряный припой со средним или высоким содержанием благородного металла. В их состав могут входить Ni, Cu и Pb. Для пайки трубопроводов и емкостей, используемых в холодильниках и кондиционерах, подойдут только смеси с высоким содержанием Ag.

Пайка ювелирных изделий
При пайке ювелирных изделий высокая стоимость основного материала оправдывает применение припоев с содержание серебра от 85 до 100%, или чистого серебра. Такой припой для серебра выпускается в виде проволоки диаметром 1 мм.
При создании швов, предназначенных для эксплуатации при повышенных температурах, не подходят составы, содержащие свинец или олово. Из-за своей низкой температуры плавления они будут ослаблять все соединение. В этом случае выбирают серебряно-медные паяльные материалы.
Достоинства
Температура плавления чисто серебряного припоя составляет 962 °С, шов получается пластичным и мягким. Для экономии драгоценного металла и получения более прочных соединений в припой добавляют другие металлические элементы.
От состава и процентного содержания присадок зависят достоинства конкретного припоя.
Общими достоинствами серебряных припоев являются:
- высокая жидкотекучесть;
- прочность;
- коррозионная стойкость;
- пригодность для работы с широким диапазоном материалов;
- низкое сопротивление электрическому току.
Рабочая температура состава тем ниже, чем меньше содержание Ag. Пропорционально уменьшаются трудоемкость и энергоемкость пайки.
Процентное содержание серебра
Содержание серебра в серебряном припое влияет также на другие физические характеристики, такие, как теплопроводность и электропроводность.
Низкое содержание
Составы с низким содержанием серебра широко используются в промышленности для пайки металлических заготовок.
Применяются они и в электротехнике — состав, содержащий всего 2% Ag, 62% Sn и 36% Pb весьма популярен при электро- и радиомонтаже.
Он отличается высокой проводимостью и повышенной жидкотекучестью, что облегчает процесс пайки.
Средний процент серебра
Составы с содержанием от 40 до 60% рекомендованы для швов, работающих при невысоких температурах.
Швы, паяные с применением ПСр40, отличаются не только высокой прочностью, и пластичностью, но и способностью выдерживать высокие динамические и периодические нагрузки.

- Припой ПСр40

- Припой ПСр45
ПСр45 применяется при работе со стыками толщиной до 3 мм. Также стоек к вибрации и агрессивным средам.
Высокий процент серебра
Припой ПСр65, в который добавлено 2% меди и 14% Zn, специально разработан для пайки лезвий ленточных пил. Он имеет повышенную прочность на разрыв и на изгиб.
Состав ПСр70 обеспечивает отличную проводимость, используется для пайки ответственных соединений электрокомпонентов и проводов. Минимальное сопротивление соединения важно как в микроэлектронике, так и в мощных электроустановках промышленного назначения и на генерирующих станциях. Высокая цена сдерживает его широкое применение.

- Припой ПСр60

- Припой ПСр70
Экономические соображения препятствуют также более широкому использованию составов с высоким содержанием серебра за пределами научных исследований, военного и ювелирного дела.
Какие флюсы подходят
Чтобы получить высококачественный и долговечный шов, требуется перед пайкой обработать поверхности заготовок флюсами. Эти вспомогательные материалы очищают поверхность от химических загрязнений и оксидной пленки, предотвращая ее повторное возникновение.
Флюсы также способствуют увеличению текучести расплава и смачиваемости поверхности заготовки серебряным припоем.
Один из наиболее популярных среди пайщиков флюсовых материалов — это бура.
Бура для пайки
Паяльную пасту можно приготовить следующим образом:
- Порошок буры высыпать в термостойкую емкость для смешивания.
- Тонкой струей добавить воду, тщательно размешать.
- Нагреть до достижения полной прозрачности.
- Слить жидкую фазу, осадок растереть до консистенции сметаны.
Паста подходит для серебряных припоев с температурой плавления от 490 до 910 °С.
Применяется также состав, содержащий:
- 35% борного ангидрида B2O3;
- 43% KF;
- 22% K₂B₄O₇.

Паяльная паста
Фторид калия прокаливают в течение 3-4 часов, далее все составляющие тщательно перемешивают, нагревают до расплавления. После охлаждения материал дробят и растирают до состояния мелкодисперсного порошка. Держать его следует в герметичной таре, поскольку он активно поглощает водяные пары, содержащиеся в воздухе, теряя при этом свои рабочие качества.
Для пайки пористых материалов применяют флюс на основе тетрафторбората калия. Для того чтобы получить такой состав, потребуется использовать чрезвычайно сильную и опасную плавиковую кислоту.
Если нет достаточных навыков обращения с сильнодействующими химикатами, состав надежнее купить в магазине.
Технология создания серебряного припоя в домашних условиях
При создании припоя своими руками потребуется сначала расплавить серебро и другие компоненты, а потом отлить получившийся расплав в специальную емкость — ингус.
Процесс начинают с подготовительной фазы. На дно плавильной ложки кладут картонный квадратик, на нем размещают лист таким образом, чтобы его края обернулись вокруг краев ложки. Это делается для ускорения процесса расплавления.

Нарезание серебряного припоя
С применением ювелирных или лабораторных весов навешивается шихта, ее делят на порции по 18-20 г. На одну порцию берут 6 г серебра 875 пробы и 40% чистого металла. Из смеси посредством сильного магнита удаляют железную пыль.
Далее следует добавить мелко нарезанную медь. Ее берут из расчета 1 часть меди на 3 части серебряной смеси. Флюсом будет служить порошок буры, его добавляют 10% от общего объема.
Следующий этап — плавление. Следует зажечь горелку и отрегулировать режим горения. Плавильную ложку помещают в верхнюю, самую горячую часть пламени горелки. Шихта начинает плавиться и скапливаться на дне плавильной ложки.
Ингус следует заранее покрыть тонким слоем воска, прогреть и держать наготове рядом с горелкой.
Как только вся шихта расплавилась, можно приступать к завершающему этапу — отливке.
Ложку снимают с огня и без малейшего промедления, не давая расплавленному металлу остыть, единым плавным движением выливают ложку в ингус. Ингус охлаждают струей воды. После того, как отливка окончательно остыла, и процессы кристаллизации завершились, ее извлекают из ингуса, перевернув его и постучав при необходимости.
При самостоятельном изготовлении припоя следует соблюдать следующие меры предосторожности:
- Проводить работы в хорошо проветриваемом помещении.
- Использовать средства индивидуальной защиты: очки или прозрачный щиток, защитные перчатки из спилковой кожи или брезента.
- Проводить работы на огнеупорном основании.
- Сразу по окончании нагрева и отливки выключить горелку.
- Не оставлять оборудование без присмотра.
Приготовление серебряного припоя своими руками работа не слишком сложная, но требующая сосредоточенности и определенного навыка.
Материалы и инструменты для создания припоя
Для самостоятельного изготовления серебряного припоя следует подготовить следующие материалы и оборудование:
- Серебряный лом.
- Присадочные материалы (Zn, Cu, бура в качестве флюса и другие по рецептуре).
- Лабораторные или ювелирные весы.
- Газовая горелка, закрепленная на подставке, исключающей опрокидывание.
- Плавильная ложка.
- Ножницы по металлу.
- Емкость и лопатка для смешивания ингредиентов.
- Абразивная бумага.
- Ингус.

Серебряный лом
Стол, на котором будут проводиться работы, должен иметь огнеупорное покрытие.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Медно-серебряный припой: особенности и характеристики
Одним из вариантов соединения цветного металла является пайка, для которой используется медно-серебряный припой. Он относится к тугоплавким видам и имеет повышенную прочность шва. Технология пайки может упрощаться использованием припоя с уже внедренной в него бурой и требовать только подготовки поверхности. В зависимости от соотношения содержания элементов, он «работает» в 2 диапазонах:
- низкотемпературном — 425 °С;
- высокотемпературном — 460-820 °С.
Наряду с техническими изделиями, используется медно-серебряный припой для пищевых целей. Сплав отличается коррозионной стойкостью, инертностью элементов, поэтому пригоден для применения по любому назначению. Шов характеризуется твердостью, прочностью и отличным сцеплением с поверхностью основы за счет высокой обтекаемости расплава.

Медно-серебряный припой
Особенности применения
Сплавы на основе серебра можно разделить на 2 типа: «дорогие» с содержанием только Ag+Cu и «дешевые» — Ag+Cu+Pb. Самые простые идут с добавлением еще и Sn (до 27%)
Назначение серебряных припоев — широкое использование для цветных металлов и сплавов на их основе. Соединение таких изделий затруднено из-за физико-химических особенностей металлов, но серебряные припои в своей разновидности позволяют получить сцепление, эквивалентное по прочности со сварным швом, но без дефектов, которые ему присущи. К ним относятся сплавы:
- титано-никелевые;
- никель-вольфрамовые;
- железо-никелевые;
- медные;
- медно-никелевые.
Возможно соединение никеля, меди со стеклоэмалью, керамикой, поверхностей с гальваническим покрытием более 10 мм.
Температура плавления чистого серебра равна 962 °С, это не только нерационально, но также не оправдано технически, поскольку этот металл имеет высокую пластичность и низкую прочность. Оптимизация этих параметров достигается, если использовать медно-серебряный припой, температура плавления которого снижается до 425 °С, а прочностные свойства увеличиваются. Но в целом, соединение металлов отличается высокой t плавления (выше 400 °С), поскольку у чистой меди она равна 1085 °С.
Соединительный шов в данном случае выдерживает температуру до 800 °С, имеет широкий диапазон по параметрам и свойствам, в зависимости от используемых элементов.
Сплав на основе серебра отличается высокой экологичностью, поскольку входящие в состав элементы не активны с большинством окружающих их аналогов. В основном используется медно-серебряный припой для пайки меди или изделий на ее сплаве (латунь, бронза).
Характеристики
Отличается большим разбегом по свойствам, в зависимости от соотношения элементов. Вторым компонентом является медь, дополнительно могут присаживаться элементы железа, сурьмы, висмута, но их суммарное количество не превышает 0,1%. Свинец и олово содержатся в мягких сплавах. Температура плавления припоя снижается прямо пропорционально содержанию серебра в нем.

Процесс пайки медно-серебряным припоем
Эта категория сплавов определяется уровнем серебра в диапазоне 10-45%. Его стоимость самая низкая. Припой с малым содержанием этого драгоценного металла (10%) позволяет получить твердый шов, он активно используется в машиностроении.
Сплавы всего лишь с 2% содержанием серебра можно назвать свинцово-оловянными, поскольку Pb в них равен 36%, а Sn — 62%. Плавкость драгоценного металла сведена к минимуму, поэтому сплав отлично плавится, переходит из одного состояния в другое, идеально проводит ток. Используется в радиотехнике.
Сплав 40-62% обладает наилучшими сочетаниями прочности и пластичности, но также отличается низкими температурами плавления — 426 °С. Именно поэтому его применяют для соединений, которые не испытывают высоких температур.
Сплавы с содержанием серебра 50-72% характеризуются низким удельным сопротивлением, что идеально подходит для изделий с высокой электропроводностью.
Разновидности и популярные производители
Компаниями предлагается широкий ассортимент как по составу припоев, так и по флюсам, используемым с ними. Известные производители РФ:
- ООО «СнабТехмет»;
- ТОО «Специальная металлургия».
Припой серебросодержащий изготавливается по ГОСТ 19738-74. На рынке представлены изделия в ассортименте: проволока различного диаметра, прутки, лента. Маркируются они индексами ПСр, после которых указывается процентное содержание серебра: чем оно выше, тем большей пластичностью отличается состав.
Названия припоев содержат первые буквы входящих в них элементов:
- Ср — серебро;
- Су — сурьма;
- М — медь;
- Ф — фосфор;
- С — свинец;
- Кд — кадмий;
- Ц — цинк.
Цифровой индекс обозначает процентное содержание основного элемента — серебра.
Заключение
Состав припоя определяет его назначение, изменение химического состава, даже в незначительных количествах меняет его свойства. Для работы с паяльником используются исключительно «мягкие» сплавы, в то время как «твердые» можно расплавить только с помощью газовой горелки. Их основное назначение можно узнать в описаниях ГОСТ.
Видео: Пайка медно-серебряный припоем (высокотемпературная пайка)
svarkaipayka.ru
Серебряный припой


Припоем называют материал, имеющий металлическую основу, который применяется при пайке. С его помощью соединяются поверхности деталей. Температура, при которой происходит плавление припоя, ниже чем у соединяемого материала. В промышленности его выпускают в гранулированном виде, в прутках, проволокой, порошком, фольгой. Сплавы делятся на мягкую группу, с температурой плавления до 300С, и твердую, у которой температура плавления выше 300С.
Серебряный сплав как материал для пайки
Относится к группе твердых. Температура плавления от 1830С до 11330С. Такой большой температурный разбег объясняется неоднородностью состава. Само серебро – достаточно дорогой металл, по структуре мягкий и использовать его в чистом виде не технологично и недешево. Поэтому мастера всегда используют сплавы, где в составе, порядка трети, занимает серебро. Состав припоя устанавливается ГОСТ 19746 – 74. Этот же ГОСТ регламентирует его применение. В обиходе используются различные формы припоев, выпускают в виде отдельных прутков, похожих на электроды, накручивают на катушки или в виде полос толщиной в 2 мм.
Кроме самого серебра, компонентами обязательно являются – около 20% меди, прядка 16% цинка и 33% кадмия. Это примерный обязательный состав серебряного сплава. В отдельных случаях, количество серебра может достигать 52%. При этом сплав, будучи очень текучей субстанцией, обладает большой прочностью при многоступенчатой пайке поверхностей. Кадмий и олово добавляют в тиноль в качестве легирующих элементов. Эти элементы или повышают температуру плавления, или наоборот, понижают ее. В итоге пайка получается замечательной. Легирующие элементы упрочняют соединение и немало экономят на серебре.
И каждый состав предназначается для определенных задач в пайке. Очень обширная география применения серебра как в промышленности, так и в быту. Применяется для работы практически с любыми стальными сплавами.
Используется для лужения и пайки меди, медь спаивают с бронзой, бронзу с латунью, латунь спаивают с нержавейкой.
Кроме всего прочего, серебро — это хороший проводник.

Некоторые примеры применения тиноли
Как паяют медь серебряным сплавом
Серебро вместе с цинком и медью обладает сильной текучестью, это способствует установлению прочной связью для поверхностей. Соединение получается очень прочным. Металл шва при минимуме серебра хорошо поддается обработке на наковальне.
Припой с серебром
Представляет собой листы, которые просто режутся на полосы и используются. Может выпускаться проволокой на катушках или просто в виде прутков. Такой материал отлично применяется для заполнения зазоров между кромками детали. Соединение устойчиво к вибрациям, ударам и деформационным нагрузкам.
Серебряный припой с флюсом
В пайке часто применяется ступенчатый способ. Как раз для этого хорошо подходит данный вид сплава. Швы с применением этого припоя могут держать температуру до 6000С. Это позволяет качественно провести ступенчатый процесс.
Распространенные марки припоев
ПСр72
Представляет собой проволоку диаметром 1 мм. В состав входит около 72% серебра и примерно 28% меди. Плавится при 7790C. Отлично справляется с лужением и хорош в ювелирной работе.
ПСР70
Так же производится в виде проволоки диаметром 3 мм. Состоит из 70% серебра, 27% меди и совсем небольшого количества цинка. Плавится при температуре около 7350С. Работает с титаном и его сплавами.
ПСР 2
Это проволока до 2-х мм в диаметре. Припой имеет всего лишь 2% серебра, олова — 30%, кадмия – 5%, а все остальное занимает свинец. Температура плавления всего лишь 2360С. Используется для спаивания никеля с медью. Очень хорош для работы с ювелирными изделиями.
ПСр 15
Так же выпускается проволокой. Состоит из серебра – 15%, меди – 5%, фосфора – 80%. Начинает плавиться при температуре 720С.
Как видим, серебро не всегда составляет основу припоя. Тем не менее, название остается «серебряным». В тиноле может не быть каких-то других составляющих, но серебро в той или иной степени присутствует всегда. Чем больше в составе соединения присутствует серебра, тем крепче оно получается. Очень хорошо паять «серебром» нержавейку.
Правильный выбор
Выбрать правильный тиноль не так-то просто, потому что имеется очень много марок. Необходимо ясно представлять для каких задач нужен сплав. Для выдерживания сильных вибраций полезен большой процент серебра в составе. Для соединений слабее допускается содержание меди, никеля и свинца.
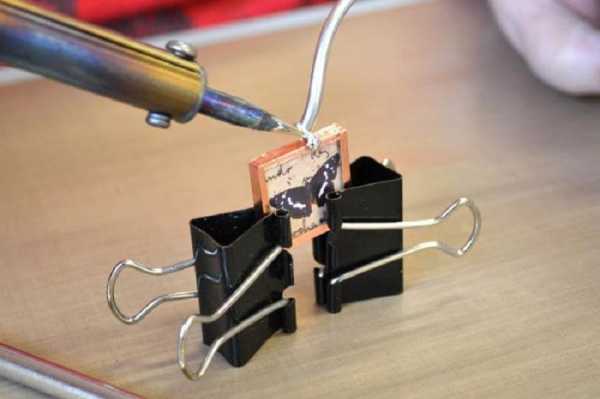
Порядок пайки серебра
Процесс пайки лучше проводить газовой горелкой. Обычный паяльник не выдаст нужную температуру плавления. Порядок следующий:
• с помощью кисточки наносится на место пайки флюс;
• изделие укладывается на термостойкую поверхность;
• пламенем минимальной мощности стык «разглаживается» ровными и быстрыми движениями.
Изделие готово тогда, когда припой полностью расплавится и растечется.
Расплавить серебро дома
Форма для изделия готовится заранее. В примерной пропорции 7:1 перемешивается кварц и гипс. Далее эта смесь заливается водой и доводится до состояния жидкой глины. Из этой глины изготавливается нужный макет.
Когда форма будет готова, начинается процесс плавки. Одинаково ломаные кусочки серебра укладываются в тигель. Там сырье будет ровнее и быстрее прогреваться. Для подогрева использовать можно горелку или газовую плиту. Когда расплавленный металл дойдет до «состояния ртути», можно его заливать в форму. Залитый продукт необходимо быстро захлопнуть. Для верности заливки, можно под крышкой поместить немного быстро сгорающего материала, например, ваты. При сгорании от высокой температуры она создаст давление и металл заполнит все неровности и щели.
Чтобы уметь вести пайку серебром, требуется хороший опыт, реакция и отличный глазомер. Специалист должен владеть специальными навыками. Желаемый результат возможен только в том случае, если правильно выбран флюс, серебряный припой.
Важно помнить, если требуется соединение, способное выдержать высокую температуру, в припое не должно быть свинца. Потому что свинец быстро плавится! Медь вполне приемлема и имеет более высокую точку плавления, чем серебро.
svarkagid.com
Пайка серебра в домашних условиях: припой, флюс, горелка
Пайка серебра происходит путем плавления твердого металла, действие происходит при температуре 960 градусов. В сплавах показатель плавления может меняться, зависит от составных частей. Прежде чем приступить к произведению работ при домашних условиях, стоит набить руку на менее дорогих поделках.
 Пайка серебра в домашних условиях
Пайка серебра в домашних условияхПайка серебром
Процесс протекает с помощью специального припоя, структура которого подобрана по соответствию к пробе драгоценного металла. Действие можно производить двумя инструментами:
- электрическим паяльником;
- газовой горелкой.
Серебро помещается на ровную поверхность с низкой тепло проводимостью, которая не поддается к температурным воздействиям, отличным предметом для этих целей служит кирпич. Место спайки обрабатывается флюсом, рядом помещается необходимого размера кусок материала для пайки. Паять серебро лучше горелкой, плавными, равномерными движениями металл прогревается до нужной температуры.
В домашних условиях пайка требует определенных навыков и квалификации. Подбор правильного флюса и припоя требует практики, опыта, знаний по маркировке компонентов. Не рекомендуется использовать серебряный лом в качестве смеси для пайки. Температура плавления детали должна быть ниже драгоценного металла, иначе существует вероятность испортить отрезок.
Равномерно расплавив изделие, нужно продолжать операцию до момента создания качественного шва. Припой может быть помещен малыми количествами, далее добавлен при соответствии к обстоятельствам. В конце операции требуется очистить продукт от остатков субстанций пайки и флюса, действие совершается мелкозернистой наждачной бумагой, во избежание царапин и других повреждений.
Для осветления соединения применяется раствор лимонной кислоты, а чернение происходит йодом. При мероприятиях важно помнить о технике безопасности, процесс должен производится проветриваемом помещении, оператор должен одеть средства индивидуальной защиты.
Какие применяют припои
Серебряные добавки производятся разных видов, прилагается при запаивании предметов из стали, а также других сплавов, распространенных на промышленности. Различные детали содержат прочие элементы, состав отличается надежностью и хорошими показателями качества при соединении компонентов. Основной особенностью является стойкость к коррозии соединённых компонентов, обработанных серебром.
В производстве наиболее востребованными считаются соединения марок ПСР-10, ПСР-15.
Паяльно-серебряный раствор обладает различными характеристиками, число на конце маркировки обозначает количество драгоценного металла составом. При возвышенных требованиях к антикоррозийной стойкости шва применяются марки ПСР-70 и выше, однако такие вещества дороги, используются крупными промышленностями. Пайка серебра осуществляется по различным требованиям, поэтому к выбору состава перед производством необходимо грамотно подойти.

Припой ПСР-10
Форма выпуска материала для пайки может быть различной, зависит от предназначения и содержания различных сплавов. Реализуется под видом порошка или кусочков от 2 мм, существуют вариации из цельного листа, который легко режется кусачками на требуемые размеры. При действиях с проводами, подходит элемент под видом проволоки, его легко транспортировать и добавлять малыми пропорциями.
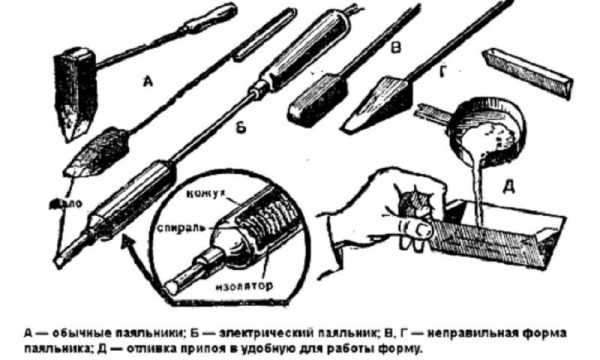
Паяльный инструмент
В домашних условиях возможно починить любой предмет, главное желание. Серебряные детали не исключение, часто после механических воздействий украшения ломаются или обретают трещины. Поход к ювелиру может вылиться в копеечку, да и качество действий, применяемый материал может быть под вопросом.

Паяльник
Своими руками произвести действия не сложно, важно аккуратно подойти к выбору инструмента. При домашних условиях возможно использование паяльника. Важно отметить, что не каждое электрическое нагревательное оборудование может разогреть жало до существенной температуры. Обычный паяльник может нагреть кончик жала до 350 ⁰C, чего не достаточно для плавления деталей.
Мастера точек по ремонту ювелирных продуктов пользуются газовой горелкой, она способна разогреть сталь до нужной отметки. Возможна деятельность нагревательным оборудованием с повышенной мощностью и тонким жалом, однако такие действия могут выполняться только с припоями, имеющими в структуре не высокое количество смеси.
Подготовка материалов
Электропаяльник прилагается для спайки радиотехнических частей с помощью припоев, имеющих в структуре серебро. Соединить ювелирное изделие паяльником не получится, ввиду отсутствия достаточной производительности. Для деяний с такими компонентами применяется термобур, а также следующие материалы:
- стойкое к высоким температурам сырье – кирпич;
- канифоль;
- кислотный раствор;
- пинцет, кисточка, кусачки;
- медные щипцы, небольшой отрезок ветоши.
Инструменты для пайки серебра
Флюсом для производства применяется колофоний. Предназначением является образование пленки во избежание взаимодействия субстанции с кислородом в процессе работы. Для ювелирных поделок используется специальное соединение, если магазинами не предлагается соответствующих вариантов, возможно изготовить канифоль самостоятельно. Бура и поташ смешиваются пропорциями один к одному, кристаллы порошкообразной буры перетирают с поташом, результатом получается флюс.
Несеребреные припои
При производстве, крайне не рекомендуется применять продукты, в которых присутствует свинец. Обуславливается это тем, что следы свинца удаляются с трудом, а надёжное крепление получается в единичных случаях. Также свинец токсичен, а ювелирные поделки, как правило, носятся на видных местах тела. При продолжительном ношении может возникнуть реакция кожи на токсичный свинец, который может впитываться в покровы.

Пайка серебра в домашних условиях при помощи олова
Оловянные проволоки применяются при действиях с серебряными металлами крайне редко, скрепление частей возможно произвести, но существую негативные факторы:
- шов получается заметным, разные металлы будут выдавать оттенок при солнечных лучах;
- олово темнеет при контакте с водой или воздействии среды повышенной влажности.
К серебряным деталям печатных плат может употребляться элемент спаивания марки ПОС-60, где содержится большая доля олова. Форма выпуска зачастую выглядит в виде проволоки, имеющей флюс составом.
Как паять серебро паяльником
Ювелирные предметы ремонтируются с помощью газовой горелки или электрического паяльника. Перед тем, как паять серебро в домашних условиях, важно определить пробу. Высокопробные металлы не подвергаются температурным воздействием паяльника. При наличии денежных средств, сложной формы изделия, лучше обратиться к специалистам.
Запрещается паять ювелирные предметы эмалью или чернением, твердыми элементами пайки.
Закрепленные драгоценные камни перед спайкой требуется удалить, иначе они могут раскрошиться и испортиться под воздействием большой температуры.
Электрическим паяльником, работающим от сети, невозможно плавить твердотельные серебряные вещества. Для надежного крепления, требуются высокие показатели расплавления вещества, нагревательным оборудованием образовывается поверхностное крепление элементов.

Пайка серебра паяльником
При помощи электропаяльника предоставляется возможность крепить массивные детали серебряным припоем, зачастую инструмент используется для работы со свинцово – оловянными субстанциями.
Как паять газовой горелкой
Для качественного и надежного крепления элементов используется газовая горелка. Инструментом возможно разогреть необходимый отрезок до 1200 ⁰C пайки серебра в домашних условиях происходит при отметке 960 ⁰С. Совершается процесс следующим образом:
- Перед любой операцией спайки, компоненты обезжириваются, окисления убираются с помощью наждачной бумаги.
- После механического воздействия, часть необходимо промыть, просушить. На поверхности стыковки наносится канифоль, приобретенный в магазине, либо изготовленный в домашних условиях.
- Продукт закрепляется тисками или используется специальное крепежное приспособление, при работе невозможно будет держать определенный отрезок каким-либо инструментом. Нагрев подразумевает занятость обеих рук, при процессе изделие нужно перемещать.
- Включение происходит путем перемещения регулятора газа соответствующим положением. Струя пламени регулируется путем подачи или уменьшения количества газа. Важно помнить, мероприятия с газом проводить пожароопасно, необходимо организовать вентиляцию помещения.
- Обозначенное место пайки греется струей пламени, равномерно распределяя величину факела по поверхности серебряного продукта. Пламя должно контролироваться визуально, в идеале оно имеет темную сердцевину, повышенная температура производится ядром факела. Мероприятия по ремонту ювелирных предметов различных смесей в домашних условиях производится наружном слоем пламени, производительность соответствует плавлению по всем параметрам.
- После начатой операции плавления, необходимо поднести проволоку ко шву. Под воздействием высоких температур металл, предназначенный для пайки, начнет плавиться и заполнит шов самотеком.

Пайка серебра газовой горелкой
Существуют смеси в порошкообразной форме, их нужно перемешать с флюсом и предварительно нанести на место соединения. Нагревательное устройство не нужно направлять в этом случае на вещество, иначе он может заблаговременно расплавиться и растечься или окислиться.
Выбор припоя
Выбор соответствующего вида смеси при спаивании сталей проводится в соответствие со структурой сырья. Припои с содержанием серебра позволяют производить прочные швы, с равномерным, плотным покроем. Данные виды обладают повышенными антикоррозийными свойствами, что дает возможность применять их с веществами, подвергаемыми агрессивному воздействию окружающей среды.
Для домашних условий, хозяйственных нужд используются обычные изделия, смесь которых содержит олово, небольшое количество серебра, пайка может применяться к радиотехнике и другим бытовым приборам.
Для ремонта штуцеров, различных патрубков и других субстанций с содержанием меди более 57% употребляется структура с маркировкой ПСР-12. Для конструкций с возвышенными требованиями к надежности и прочности, важно использовать более насыщенные материалы. Необходимо знать, что существуют продукты с содержанием серебра до 70%.

- Припой ПОС-40

- ПОС-40 в упаковке
В качестве альтернативы оловянному составу пайки, используется серебрено — цинковый. Цена такого продукта высока, однако окупается при использовании со сталями повышенной хрупкости. Распространенным в радиотехнике является припой марки ПОС-40, который содержит 2,5% серебра.
Подготовка флюса своими руками
Существует несколько способов приготовления флюса в домашних условиях. Основные инструменты и материалы, которые могут понадобиться при изготовлении:
- Газовая плита, ей производится разогрев вещества до жидкого состояния.
- Ложка, служит для дозировки порошка.
- Стальная емкость или ступа, используется для измельчения твердой канифоли до мелких частиц.
- Герметичная емкость для хранения.
После приготовления порошка, необходимо подготовить растворитель. Подогревается элемент до требуемой температуры, обычно применяется раствор с пропорциями 1 к 1. Перемешивание раствора, приготовленного в домашних условиях, происходит ложкой до перехода всех частиц в жидкое состояние. В процессе смесь приобретает желтоватый оттенок.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Серебряные припои – ООО ПКФ «УТМК»

Серебряные припои подразумевают собой металлоизделия, которые включают в свой состав не только серебро и медь, но и фосфор, сурьму, кадмий, марганец, свинец и олово. Подходят для паяния чёрных и разноцветных металлов, которые имеют повышенную температуру плавки. Они легчайшим образом герметизируют швы и обеспечивают их прочностью, а также устойчивостью к коррозионному воздействию. Поставляются лентами, прутками и лентами.
Более обширное распространение получили серебряные припои, состоящие из трёх компонентов, серебра, цинка и меди. Им присуща топкость и ковкость, а объединяющие швы, которые получаются в конце пайки, обладают такой же прочностью, как и спаиваемые материалы. Серебряные припои могут содержать различное количество чистого серебра, а их назначения зависят от марки. Для изменения их химических и физических качеств в состав добавляют дополнительные элементы.
Сфера использования припоев обусловливается напрямую от химического состава. Изделия с высочайшим содержанием чистейшего серебра имеют малое удельное противодействие, по этой причине используются исключительно для пайки токопроводящих материалов, где необходима высочайшая электрическая проводимость. Изделия с минимальным содержанием чистого серебра применяются для пайки материалов, в которых не должен происходить перегрев. В большей части случаев, серебряные припои пользуются спросом в машиностроении.
Классификация припоев из серебра:
1) «ПСр-10» – содержит в своём составе десять процентов чистого серебра. Предназначен для твёрдой пайки. Его посредством крепятся детали из стали и разноцветных металлов;
2) «ПСр-25» – произведено на двадцать пять процентов из серебра. Пользуется спросом там, где нужна утончённая работа и высокая чистота места спаивания;
3) «ПСр-45» – имеет большую долю серебра, в отличие от предыдущих видов. Наделён жёлтым оттенком, а также тягучими и текучими качествами;
4) «ПСр-65» – находит своё применение для твёрдого паяния;
5) «ПСр-70» – больше всего нужен там, где необходимо, чтобы места спаивания не уменьшали свою электрическую проводимость.
В обозначении марок припоев буквы означают: П – припой, Ср – серебро, Кд – кадмий, Ц – цинк, Су – сурьма, М – медь, Ф – фосфор, О – олово, С – свинец. Цифра после буквы означает содержание серебра в процентах.
Содержание цинка в сплавах ПСр 72 и ПСр 50 должно быть не более 0,007%.
utmk.ru
Свойства серебряных припоев
Марка | Плотность, г/см3 | Температура, °С | Удельное электрическое сопротивление, мкОм · см | |
начала плавления | полного расплавления | |||
ПСр 72 | 10,0 | 779 | 779 | 2,1 |
ПСр 71 | 9,8 | 645 | 795 | 4,3 |
ПСр 70 | 9,8 | 715 | 770 | 4,1 |
ПСрМО 68-27-5 | 9,9 | 655 | 765 | 14,0 |
ПСр 65 | 9,45 | 695 | 722 | 8,6 |
ПСр 62 | 9,6 | 650 | 723 | 25,5 |
ПСр 50 | 9,3 | 779 | 860 | 2,5 |
ПСр 50 Кд | 9,25 | 625 | 640 | 7,8 |
ПСр КдМ 50-50-34-16 | 9,4 | 615 | 6,5 | |
ПСр 45 | 9,6 | 630 | 635 | 5,8 |
ПСр МЦКд 45-15-16-24 | 9,1 | 665 | 730 | 10,0 |
ПСр 40 | 9,25 | 590 | 610 | 7,0 |
ПСр 37,5 | 8,9 | 725 | 810 | 37,2 |
ПСр 25 | 8,7 | 740 | 775 | 7,7 |
ПСр 25Ф | 8,3 | 645 | 725 | 18,6 |
ПСр 15 | 8,5 | 640 | 810 | 20,7 |
ПСр 12М | 8,3 | 793 | 830 | 7,4 |
ПСр 10 | 8,4 | 822 | 850 | 7,1 |
Таблица 10
Состав и область применения серебряных припоев
Марка или состав припоя, % | Пайка |
ПСр 50, ПСр 70, ПСр 72 | Токопроводящих соединений, от которых требуется высокая электропроводность |
ПСр 50 Кд | Капиллярных швов |
ПСр 40, ПСр 45, Ag | Титана и коррозионно-стойких сталей |
72 Ag – 28 Cu | Тонкостенных конструкций из коррозионно-стойких сталей |
82 Ag – 15 Mn | Коррозионно-стойких сталей, титана, жаропрочных и кобальтовых сплавов в восстановительной атмосфере |
Окончание табл. 10
Марка или состав припоя, % | Пайка |
В Ag-3, В Ag-4 | Твердосплавного инструмента |
В Ag-7 | Пищевой посуды, электроприборов |
В Ag-8 | Вакуумных изделий |
24 Ag – 5 Mn – 2 Ti – 2 Ge – Cu | В вакууме металлизированной керамики (770°С) |
Ag – 24 Cu – 19 Ge – 1 Ti Ag – 9 Pd – 9 Ge | В вакууме титана и его сплавов (700°С) |
Таблица 11
Состав латуней, применяемых в качестве припоев
Марка | Содержание элементов, % (Zn – остальное) | Температура полного расплавления, °С | |||
Cu | Sn | Si | Ni | ||
Л 63 | 62,0–65,0 | – | – | – | 905 |
Л 68 | 67–70 | – | – | – | 938 |
ЛОК 62-06-04 | 60–63 | 0,4–0,6 | 0,3–0,4 | – | 905 |
ЛОК 59-1-03 | 58–60 | 0,7–1,1 | 0,2–0,4 | – | 905 |
МЦН 48-10 | 46–50 | – | – | 9–11 | 985 |
ЛК 62-05 | 60,5–63,5 | – | 0,3–0,7 | – | 905 |
ЛКН 56-03-6 | 55,0–57,5 | – | 0,25–0,3 | 5,5–6,0 | 905 |
Таблица 12
Физико-механические свойства медно-цинковых припоев
Марка | γ, г/см3 | α · 106,
| ρ,
| σВ, кгс/мм2 | δ, % | НВ |
ПМЦ36 | 7,7 | 22 | 0,03 | – | – | – |
ПМЦ48 | 8,2 | 21 | 0,036 | 21 | 3 | 130 |
ПМЦ54 | 8,3 | 21 | 0,04 | 26 | 4 | 123 |
Л 63 | 8,5 | 20 | 0,071 | 31 | 38 | 56 |
Л 68 | 8,6 | 19 | 0,071 | 30 | 40 | 56 |
ЛОК 62-06-04 | – | – | – | 45 | – | – |
Таблица 13
Сплавы меди с фосфором
Марка | Содержание фосфора, % (Cu – остальное) | Примеси, %, не более | |
Bi | Sb | ||
МФ1 | 9,5–11,0 | 0,002 | 0,002 |
МФ2 | 7,5–9,5 | 0,005 | 0,1 |
Таблица 14
Никелевые припои, содержащие ниобий и титан
Марка | Содержание элементов, % (Ni – остальное) | Температура, °С | |||
Nb | Ti | V, Si | начала плавления | полного расплавления | |
Пр Н65В | 18 | 12 | 5 V | 1213 | 1297 |
Пр Н68К | 18 | 12 | 2 Si | 1113 | 1235 |
Таблица 15
Титановые припои для пайки окиси бериллия и графита
Содержание элементов, % | Температура пайки, °С | ||
Ti | Si | Другие элементы | |
93 | – | 7 Ni | 1700 |
93 | – | 7 Fe | 1620 |
53 | – | 47 Cr | 1450 |
22 | 78 | – | 1400 |
Таблица 16
Титановые припои для плавки молибдена
Содержание элементов, % (Ti – остальное) | Температура полного расплавления, °С | ||
Cr | Ni | Другие элементы | |
25 | – | 10 Co | 1282 |
13 | – | 13 Fe | 1327 |
– | 10 | 25 Zr | 1350 |
– | 10 | 6 Si | 1182 |
25 | 15 | – | 1160 |
15 | 13 | – | 1254 |
20 | – | 2 Be | 1330 |
40 | – | 2 Be | 1232 |
40 | 5 | 1 Be | 1282 |
Таблица 17
Титановые припои для пайки ниобия
Содержание элементов, % | Температура пайки, °С | |||
Ti | Be | Fe | Другие элементы | |
68 | 4 | – | 28 V | 1250 |
63 | – | 27 | 10 V | 1300 |
63 | – | 27 | 10 Mo | 1300 |
48 | 4 | – | 48 Zr | 1050 |
45 | – | 15 | 40 Zr | 1050 |
Таблица 18
Флюсы для пайки электро- и радиотехнических приборов
Компоненты | Состав, % | Компоненты | Состав, % |
Канифоль | 100 | Канифоль Стеарин Спирт этиловый | 24 1 75 |
Канифоль Полиамидная смола | 50 50 | ||
Канифоль Бензин | 40 60 | Канифоль Скипидар Олеин Спирт этиловый | 5 23 22 50 |
Канифоль Спирт этиловый | 30 70 |
Таблица 19
Флюсы на основе хлористых солей
Компоненты | Состав, % | Область применения |
Цинк хлористый | 40 | Пайка и лужение железа, чугуна, стали, меди, латуни, бронзы, свинца, никеля, серебра |
Вода | 60 | |
Цинк хлористый | 10–50 | |
Аммоний хлористый | 5–10 | |
Вода | 85–40 | |
Цинк хлористый | 10–50 | |
Кислота соляная | 25–35 | |
Вода | 65–15 | |
Цинк хлористый | 10–50 | |
Аммоний хлористый | 5–10 | |
Кислота соляна | 5–30 | |
Вода | 80–10 | |
Цинк хлористый | 70 | |
Натрий хлористый | 15 | |
Аммоний хлористый | 15 | |
Кадмий хлористый | 15–50 | |
Натрий хлористый | 10–25 | |
Цинк хлористый | 20–65 | |
Аммоний хлористый | 2–10 | |
Цинк хлористый Олово двухлористое Медь хлорная Кислота соляная Вода | 40 5 0,5 3,5 51 | Пайка стали, железа, чугунов припоями с большим содержанием свинца. Применяется для получения высококачественного покрытия без предварительного лужения стальной поверхности чистым оловом |
Цинк хлористый | 40 | Пайка стали, чугуна, меди и ее сплавов малооловянистыми припоями, а также припоями на основе висмута, кадмия и цинка |
Олово двухлористое | 2 | |
Калий хлористый | 2 | |
Кислота соляная | 2 | |
Вода | 54 |
Продолжение табл. 19
Компоненты | Состав, % | Область применения |
Цинк хлористый | 40 | Пайка стали, мелких сплавов, оцинкованного железа малооловянистыми и цинковыми припоями |
Натрий хлористый | 5 | |
Медь хлорная | 1 | |
Кислота соляная | 1 | |
Калий хлористый | 1 | |
Вода | 52 | |
Цинк хлористый | 50 | Пайка чугуна |
Аммоний хлористый | 5 | |
Плавиковая кислота | 2 | |
Вода | 43 | |
Цинк хлористый | 40 | Пайка стали, оцинкованного железа и медных сплавов малооловянистыми припоями |
Натрий хлористый | 5 | |
Калий хлористый | 1 | |
Вода | 54 | |
Цинк хлористый | 40 | Пайка меди и ее сплавов цинковыми припоями |
Натрий хлористый | 20 | |
Медь хлорная | 2 | |
Кислота соляная | 1 | |
Вода | 37 | |
Цинк хлористый | 40 | Пайка стали висмутовыми припоями |
Олово двухлористое | 2,5 | |
Натрий хлористый | 10 | |
Кислота соляная | 2 | |
Вода | 45,5 | |
Цинк хлористый | 40 | |
Олово двухлористое | 4 | |
Медь хлорная | 0,5 | |
Натрий хлористый | 10 | |
Кислота соляная | 2,5 | |
Вода | 43 | |
Натрий хлористый | 50 | Пайка меди и ее сплавов припоями на основе кадмия, имеющими температуру плавления выше 400°С |
Кадмий хлористый | 30 | |
Цинк хлористый | 15 | |
Аммоний хлористый | 5 | |
Цинк хлористый | 15 | Пайка углеродистых сталей |
Аммоний хлористый | 1,5 | |
Кислота соляная | 36 | |
Спирт денатурат | 12,8 | |
Кислота ортофосфорная | 2,2 | |
Железо хлорное | 0,6 | |
Вода | 31,9 |
Окончание табл. 19
Компоненты | Состав, % | Область применения |
Цинк хлористый | 45 | Пайка чугуна, стали, меди и ее сплавов |
Аммоний хлористый | 40 | |
Олово двухлористое | 5 | |
Барий хлористый | 5 | |
Медь хлорная | 5 | |
Цинк хлористый | 25 | Пайка монеля |
Аммоний хлористый | 25 | |
Глицерин | 25 | |
Вода | 25 | |
Цинк хлористый | 30 | Пайка стали |
Медь хлорная | 5 | |
Кислота соляная | 5 | |
Вода | 60 | |
Цинк хлористый | 30 | Пайка стали висмутом и свинцом |
Олово двухлористое | 5 | |
Кислота соляная | 5 | |
Вода | 60 |
Таблица 20
studfiles.net
Серебряные припои с различным содержанием серебра. В чем отличия? – Пайка
Вот я и советую вам взять и попробовать своими руками. Тем более, что вы с этим постоянно работаете, и для вас сплавить несколько вариантов припоя – минутное дело.Думаю, чужой опыт может рассказать гораздо больше, нежели пара сухих строчек из книжки.
Советские полтинники 20-х годов стали дефицитом? :))))Серебро не так уж просто достать, чтобы вот так вот кидаться им в припой.
Да, не самый бюджетный вариант, но вам ведь не килограмм нужен…
В тех же полтинниках – 875 проба, 87,5% серебра, остальное медь. Вам зачем чистое? Пересчитайте уже имеющееся кол-во меди в сплаве, и добавляйте сколько нужно.+ нужна высокая проба, чтобы быть уверенным, что не влияют примеси.
Да, верно. Как верно и то, что в пайке они все разные. Вопрос “как паять нержавейку” так же ниачом, как вопрос “как точить нержавейку”. Сразу последует встречный вопрос – какую марку нержавейки? 20Х13 и 12Х18Н10Т и точатся, и паяются, и свариваются по-разному, очень по разному…Нержавейка, в большинстве случаев, используются одна из 4-5 основных марок, это не так много.
Сотрите это быстрее, пока Аллент не пришёл… :)))))))))))))))От горелки, думаю, зависеть тут почти нечему.
Вы это серьёзно??? То есть, для вас горелка-насадка от китайского баллончика и кислородно-пропановая – одно и то же? Главное, чтобы грела?
Я в ауте… :unknw:
Верно – для обсуждений.Форум ведь и создан для подобных обсуждений, или я чего-то не понимаю в этом мире? 🙂
А что обсуждать? Пайку каких марок стали? Как вы написали с головном посте:
Вы их токарить пробовали? Вот такая же разница и при пайке…Пока работаю лишь с обычной сталью, но в перспективе использование нержавейки (40Х13), будет ли разница ощутима на ней?
выражаясь другим языком – “сейчас езжу на Жигуле, но собираюсь пересесть на Мицубиси. Будет ли ощутима разница?” :))))))))))))))))
========
Не обижайтесь за резкость, но меня реально раздражают люди, которые готовы неделями ждать ответов на форуме, вместо того, чтобы потратить один вечер на пробы своими руками…
Хрена ли там выяснять? Берётся советская копейка, на калькуляторе прикидываете примерное кол-во серебра, сплавляете, пробуете паять. Потом сплавляете чуть больше серебра, чуть меньше серебра… пробуете результат, выбираете что больше понравилось…
Интересно, какими словами я вам расскажу свои впечатления от работы такими припоями? Тем более, что у нас разные горелки, разные металлы для пайки, разные назначения…
Кстати, просто советской копейкой многое паяется из черных сталей…
www.chipmaker.ru