Припой для пайки радиодеталей – Ликбез по пайке | Электроника для всех
alexxlab | 06.06.2020 | 0 | Разное
Как выпаять микросхему? Инструменты и расходники для удаления припоя.
Приспособления для удаления припоя
Как правило, при выпаивании обычных радиоэлементов с небольшим количеством выводов не возникает проблем. Но при демонтаже многовыводных радиоэлектронных компонентов, таких как микросхемы, строчные трансформаторы, многовыводные переменные резисторы, трудности возникают даже у тех, кто умеет аккуратно и правильно паять.
Для демонтажа многовыводных деталей необходим инструмент, с помощью которого можно легко удалить припой с места паяного контакта. Чтобы эффективно убрать припой можно воспользоваться несколькими простыми приспособлениями.
Медная оплётка.
Первый и довольно распространённый способ – это использование медной оплётки. Медная оплётка представляет собой множество переплетённых между собой тонких медных жил. Как правило, продаётся в катушках по 1,5 метра длиной и шириной в несколько миллиметров (1,5…3,5мм).
Как пользоваться медной оплёткой?
Пользоваться медной оплёткой достаточно просто. Нужно приложить медную оплётку к месту, где необходимо удалить припой и, прижав её разогретым жалом паяльника, дождаться момента, когда припой расплавиться и впитается оплёткой под действием капиллярного эффекта. При этом будет хорошо видно, как жидкий припой впитывается медной оплёткой, а место вокруг вывода и сама печатная дорожка остаются чистыми от припоя. Использованный отрезок медной оплётки, заполненный застывшим припоем, откусывается кусачками.
Следует помнить, что оплётка оплётке рознь. Так, например, можно услышать критику качества медной оплётки, которую производят малоизвестные фирмы и похвалу продукции таких фирм, как Weller или Goot Wick. И это действительно так.
Например, я разочаровался в оплётке таких марок, как Pro’sKit или REXANT. Жилы толстые и не скручены в косичку. Работать такой оплёткой можно, но использовать при ремонте важных и дорогих узлов я бы не рискнул.

На фото – катушка медной оплётки. Маркирована весьма лаконично – SOLDER WICK. Качество весьма неплохое, но есть пустяковые недочёты. Оплётка сильно спрессована и вытянута в длину – наверняка для того, чтобы сэкономить на меди. Что же можно сделать, чтобы комфортно использовать эту медную оплётку для своих целей?

Первым делом нужно “распушить” медную оплётку так, чтобы между медными жилами было как можно больше свободного пространства. Поскольку действие медной оплётки основывается на капиллярном эффекте, то необходимо обеспечить возможность расплавленному припою подниматься вверх по медным жилам и заполнять пространство между ними. Для этого, естественно, нужно обеспечить свободное пространство между медными жилами.
Также не помешает пропитать оплётку жидким флюсом. Подойдёт ЛТИ-120. Флюс ослабляет поверхностное натяжение и способствует равномерному покрытию жидким припоем медных жил. Конечно, можно использовать и твёрдую, кусковую канифоль, но добиться хорошего эффекта будет труднее.
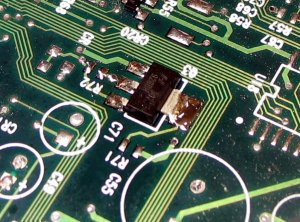
С помощью медной оплётки можно без труда удалять припойные перемычки между выводами микросхем, которые могут образоваться при монтаже многовыводного чипа на печатную плату.
Как-то раз по телевизору видел репортаж с китайского завода электроники, где монтажник удалял излишки припоя между выводами микросхемы, смачно проводя медную оплётку под жалом паяльника вдоль выводов микросхемы на плате – смотрелось очень эффектно!
Раньше медную оплётку можно было купить либо на радиорынке, либо в радиомагазине. Сейчас медную оплётку легко купить в интернете, например, на всем известном Алиэкспресс. Выходит дешевле, чем в магазинах.
Я для себя взял оплётку Goot Wick, которая считается одной из лучших. Купил сразу 5 штук разной ширины (1.5мм; 2.0мм; 2.5мм; 3мм; 3.5мм) и длиной 1,5 метра каждая. На тот момент вышло чуть больше $1 за штуку.

Позиций просто огромное количество, можно даже катушку в 20 метров купить. Вот ссылка на Goot Wick, выбирайте.

Понятно, что единственный минус использования медной оплётки для удаления припоя это то, что она является расходным материалом и может кончиться в самый неподходящий момент. Этого недостатка лишён специальный инструмент под названием десольдер.
Десольдер (Оловоотсос).
Слово десольдер происходить от английского слова desoldering – распайка, удаление припоя.
Сам по себе десольдер или по-другому оловоотсос представляет собой цилиндрическую трубку, на одной стороне которой закреплён узкий носик, а на другой поршневой механизм с ручкой и кнопкой. Внутри этого приспособления помещается жёсткая пружина, которая толкает поршень.
На фото ниже показан механический десольдер в разборе. Как видим, этот нехитрый инструмент состоит из узкого носика, полого цилиндра, пружины и поршня с фиксатором.

Как пользоваться оловоотсосом?
Для того чтобы убрать припой с места паяного контакта расплавляем припой в месте контакта с помощью паяльника. Чтобы придать расплавленному припою лучшую текучесть используем канифоль или флюс. Канифоль и флюс способствует снижению поверхностного натяжения металла и увеличивает текучесть расплавленного припоя.
Далее фиксируем поршень десольдера, нажав рычаг до щелчка. При этом поршень зафиксируется, а пружина будет находиться в сжатом состоянии. Не прекращая нагрева места, откуда нужно убрать припой подносим вплотную узкий кончик оловоотсоса к месту пайки. Нажимаем кнопку фиксатора десольдера. При этом поршень резко переместиться за счёт сжатой пружины и создаст разряжение воздуха в цилиндре, за счёт которого и происходит втягивание расплавленного припоя внутрь цилиндра. Поверхность печатной дорожки и вывод остаётся чистой от припоя.
Пользоваться десольдером достаточно удобно, но есть и некоторые минусы.
При частом использовании десольдера проявляется его основное отрицательное качество – загрязнение поршневого механизма кусочками припоя смешанного с канифолью. При этом смесь крошек припоя и флюса налипают на стенки цилиндра и пружину. Это мешает свободному ходу поршня в цилиндре и, естественно, затрудняет работу.
Чтобы очистить десольдер необходимо его разобрать и произвести чистку. В качестве чистящего средства можно применить, например, спрей-очиститель Degreaser. Он хорошо растворяет канифоль, которая сцепляет кусочки припоя. Внутренние стенки полого цилиндра и носика после нанесения спрея-очистителя прочищаем щеточкой. Затем цилиндр необходимо протереть тканью, удалив остатки припоя и чистящего вещества. После этой процедуры десольдер вновь готов к работе. Проводить чистку можно и другими средствами, например, изопропиловым спиртом (“Очиститель универсальный”). Такой продаётся в магазинах радиотоваров.
Хороший десольдер можно купить всё на том же Али. Вот ссылка на выдачу с десольдерами. Её можно отфильтровать по количеству заказов, наличию новинок или рейтингу продавца. Выбирайте, что понравится.
Десольдер пригодится там, где необходимо выпаять с платы радиодетали с выводами большого сечения. Это могут быть трансформаторы, ТДКС’ы, строчные транзисторы в кинескопных ТВ, IGBT-транзисторы в сварочных инверторах, металлические экраны и радиаторы. В общем, там, где для монтажа применяется много припоя и использовать медную оплётку нерационально.
Во времена, когда инструментов подобного десольдеру не было в широкой продаже, радиомеханики использовали резиновую грушу .
Использование сплава Розе.
Кроме перечисленных приспособлений и материалов хочу посоветовать ещё один. Это – сплав Розе. Отличительным качеством этого сплава является его низкая температура плавления (около 95…100 0С). Это делает его незаменимым помощником в деле выпайки миниатюрных компонентов. Кроме того, он может пригодиться и при их повторном монтаже. Например, в том случае, когда перегрев компонента нежелателен.

Кроме сплава Розе есть ещё один низкотемпературный сплав, температура плавления которого ещё ниже, чем у Розе. Это сплав Вуда (65-720С). Наверняка, вы захотите использовать его в своей практике. Но, хочу отметить, что сплав Вуда токсичен, так как содержит кадмий (около 10% сплава). Поэтому применять его в повседневной работе я настоятельно не рекомендую.
Технология выпайки с помощью сплава Розе проста как дважды два. Её суть заключается в том, чтобы растворить “родной” припой более низкотемпературным сплавом. За счёт диффузии сплав Розе растворяется в более высокотемпературном припое, с помощью которого компонент запаян на плату. Благодаря этому температура его плавления уменьшается. Сплав Розе как бы замещает “родной” припой. При этом электронную деталь, модуль или даже блок можно легко и безопасно выпаять паяльником либо феном термовоздушной паяльной станции.
Естественно, после того, как электронный компонент демонтирован с платы, остатки припоя с контактов и жала паяльника нужно убрать медной оплёткой. Если этого не сделать, то наличие остатков низкотемпературного сплава приведёт к деградации пайки, особенно в том случае, если электронная деталь или компонент в процессе своей работы сильно нагревается. Думаю это и так понятно, объяснять не надо.
Исключением такого правила можно считать, например, запайку микрофонного модуля на плату смартфона. Микрофонный модуль очень чувствителен к перегреву, поэтому в качестве основного припоя можно применить сплав Розе. В процессе работы микрофонный модуль не нагревается, а пайка получается достаточно качественной, чтобы аппарат проработал не один год.
К недостаткам сплава Розе можно причислить лишь то, что он довольно дорогой. Поэтому, многие поначалу избегают его использование в своей радиолюбительской практике. Кроме того, не пытайтесь искать его в Алиэкспресс или других китайских интернет-магазинах. Дело в том, что висмут – это довольно редкий металл и его экспорт из Китая в чистом виде запрещён. Тоже касается и сплава Вуда, содержащего кадмий, который ещё и токсичен. Его свободная пересылка ограничена.
Главная » Радиоэлектроника для начинающих » Текущая страница
Также Вам будет интересно узнать:
go-radio.ru
Пайка SMD деталей в домашних условиях

SMD — Surface Mounted Devices — Компоненты для поверхностного монтажа — так расшифровывается эта английская аббревиатура. Они обеспечивают более высокую по сравнению с традиционными деталями плотность монтажа. К тому же монтаж этих элементов, изготовление печатной платы оказываются более технологичными и дешевыми при массовом производстве, поэтому эти элементы получают все большее распространение и постепенно вытесняют классические детали с проволочными выводами.
Надеюсь мой опус будет полезен для начинающих и для тех, кто пока с такими компонентами дела не имел.
Выход статьи приурочен к выпуску первого датагорского конструктора, где таких элементов 4 шт., а собственно процессор PCM2702 имеет супер-мелкие ноги. Поставляемая в комплекте печатная плата имеет паяльную маску, что облегчает пайку, однако не отменяет требований к аккуратности, отсутствию перегрева и статики.
Инструменты и материалы
Несколько слов про необходимые для этой цели инструменты и расходные материалы. Прежде всего это пинцет, острая иголка или шило, кусачки, припой, очень полезен бывает шприц с достаточно толстой иголкой для нанесения флюса. Поскольку сами детали очень мелкие, то обойтись без увеличительного стекла тоже бывает очень проблематично. Еще потребуется флюс жидкий, желательно нейтральный безотмывочный. На крайний случай подойдет и спиртовой раствор канифоли, но лучше все же воспользоваться специализированным флюсом, благо выбор их сейчас в продаже довольно широкий.
В любительских условиях удобнее всего такие детали паять при помощи специального паяльного фена или по другому — термовоздушной паяльной станцией. Выбор их сейчас в продаже довольно велик и цены, благодаря нашим китайским друзьям, тоже очень демократичные и доступны большинству радиолюбителей. Вот например такой образчик китайского производства с непроизносимым названием. Я такой станцией пользуюсь уже третий год. Пока полет нормальный.

Ну и конечно же, понадобится паяльник с тонким жалом. Лучше если это жало будет выполнено по технологии «Микроволна» разработанной немецкой фирмой Ersa. Оно отличается от обычного жала тем, что имеет небольшое углубление в котором скапливается капелька припоя. Такое жало делает меньше залипов при пайке близко расположенных выводов и дорожек. Настоятельно рекомендую найти и воспользоваться. Но если нет такого чудо-жала, то подойдет паяльник с обычным тонким наконечником.

В заводских условиях пайка SMD деталей производится групповым методом при помощи паяльной пасты. На подготовленную печатную плату на контактные площадки наносится тонкий слой специальной паяльной пасты. Делается это как правило методом шелкографии. Паяльная паста представляет собой мелкий порошок из припоя, перемешанный с флюсом. По консистенции он напоминает зубную пасту.

После нанесения паяльной пасты, робот раскладывает в нужные места необходимые элементы. Паяльная паста достаточно липкая, чтобы удержать детали. Потом плату загружают в печку и нагревают до температуры чуть выше температуры плавления припоя. Флюс испаряется, припой расплавляется и детали оказываются припаянными на свое место. Остается только дождаться охлаждения платы.
Вот эту технологию можно попробовать повторить в домашних условиях. Такую паяльную пасту можно приобрести в фирмах, занимающихся ремонтом сотовых телефонов. В магазинах торгующих радиодеталями, она тоже сейчас как правило есть в ассортименте, наряду с обычным припоем. В качестве дозатора для пасты я воспользовался тонкой иглой. Конечно это не так аккуратно, как делает к примеру фирма Asus когда изготовляет свои материнские платы, но тут уж как смог. Будет лучше, если эту паяльную пасту набрать в шприц и через иглу аккуратно выдавливать на контактные площадки. На фото видно, что я несколько переборщил плюхнув слишком много пасты, особенно слева.
Посмотрим, что из этого получится. На смазанные пастой контактные площадки укладываем детали. В данном случае это резисторы и конденсаторы. Вот тут пригодится тонкий пинцет. Удобнее, на мой взгляд, пользоваться пинцетом с загнутыми ножками.
Вместо пинцета некоторые пользуются зубочисткой, кончик которой для липкости чуть намазан флюсом. Тут полная свобода — кому как удобнее.
После того как детали заняли свое положение, можно начинать нагрев горячим воздухом. Температура плавления припоя (Sn 63%, Pb 35%, Ag 2%) составляет 178с*. Температуру горячего воздуха я выставил в 250с* и с расстояния в десяток сантиметров начинаю прогревать плату, постепенно опуская наконечник фена все ниже. Осторожнее с напором воздуха — если он будет очень сильным, то он просто сдует детали с платы. По мере прогрева, флюс начнет испаряться, а припой из темно-серого цвета начнет светлеть и в конце концов расплавится, растечется и станет блестящим. Примерно так как видно на следующем снимке.

После того как припой расплавился, наконечник фена медленно отводим подальше от платы, давая ей постепенно остыть. Вот что получилось у меня. По большим капелькам припоя у торцов элементов видно где я положил пасты слишком много, а где пожадничал.
Паяльная паста, вообще говоря, может оказаться достаточно дефицитной и дорогой. Если ее нет в наличии, то можно попробовать обойтись и без нее. Как это сделать рассмотрим на примере пайки микросхемы. Для начала все контактные площадки необходимо тщательно и толстым слоем облудить.

На фото, надеюсь видно, что припой на контактных площадках лежит такой невысокой горочкой. Главное чтобы он был распределен равномерно и его количество на всех площадках было одинаково. После этого все контактные площадки смачиваем флюсом и даем некоторое время подсохнуть, чтобы он стал более густым и липким и детали к нему прилипали. Аккуратно помещаем микросхему на предназначенное ей место. Тщательно совмещаем выводы микросхемы с контактными площадками.

Рядом с микросхемой я поместил несколько пассивных компонентов керамические и электролитический конденсаторы. Чтобы детали не сдувались напором воздуха нагревать начинаем свысока. Торопиться здесь не надо. Если большую сдуть достаточно сложно, то мелкие резисторы и конденсаторы запросто разлетаются кто куда.

Вот что получилось в результате. На фото видно, что конденсаторы припаялись как положено, а вот некоторые ножки микросхемы (24, 25 и 22 например) висят в воздухе. Проблема может быть или в неравномерном нанесении припоя на контактные площадки или в недостаточном количестве или качестве флюса. Исправить положение можно обычным паяльником с тонким жалом, аккуратно пропаяв подозрительные ножки. Чтобы заметить такие дефекты пайки необходимо увеличительное стекло.

Паяльная станция с горячим воздухом — это хорошо, скажете вы, но как быть тем, у кого ее нет, а есть только паяльник? При должной степени аккуратности SMD элементы можно припаивать и обычным паяльником. Чтобы проиллюстрировать эту возможность припаяем резисторы и пару микросхем без помощи фена одним только паяльником. Начнем с резистора. На предварительно облуженные и смоченные флюсом контактные площадки устанавливаем резистор. Чтобы он при пайке не сдвинулся с места и не прилип к жалу паяльника, его необходимо в момент пайки прижать к плате иголкой.
Потом достаточно прикоснуться жалом паяльника к торцу детали и контактной площадке и деталь с одной стороны окажется припаянной. С другой стороны припаиваем аналогично. Припоя на жале паяльника должно быть минимальное количество, иначе может получиться залипуха.
Вот что у меня получилось с пайкой резистора.

Качество не очень, но контакт надежный. Качество страдает из за того, что трудно одной рукой фиксировать иголкой резистор, второй рукой держать паяльник, а третьей рукой фотографировать.
Транзисторы и микросхемы стабилизаторов припаиваются аналогично. Я сначала припаиваю к плате теплоотвод мощного транзистора. Тут припоя не жалею. Капелька припоя должна затечь под основание транзистора и обеспечить не только надежный электрический контакт, но и надежный тепловой контакт между основанием транзистора и платой, которая играет роль радиатора.

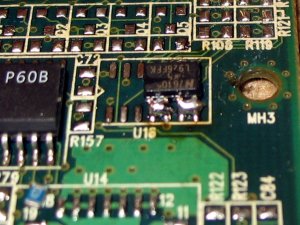
Во время пайки можно иголкой слегка пошевелить транзистор, чтобы убедиться что весь припой под основанием расплавился и транзистор как бы плавает на капельке припоя. К тому же лишний припой из под основания при этом выдавится наружу, улучшив тепловой контакт. Вот так выглядит припаянная микросхема интегрального стабилизатора на плате.
Теперь надо перейти к более сложной задаче — пайке микросхемы. Первым делом, опять производим точное позиционирование ее на контактных площадках. Потом слегка «прихватываем» один из крайних выводов.

После этого нужно снова проверить правильность совпадения ножек микросхемы и контактных площадок. После этого таким же образом прихватываем остальные крайние выводы.

Теперь микросхема никуда с платы не денется. Осторожно, по одной припаиваем все остальные выводы, стараясь не посадить перемычку между ножками микросхемы.
Вот тут то нам очень пригодится жало «микроволна» о котором я упоминал вначале. С его помощью можно производить пайку многовыводных микросхем, просто проводя жалом вдоль выводов. Залипов практически не бывает и на пайку одной стороны с полусотней выводов с шагом 0,5 мм уходит всего минута. Если же такого волшебного жала у вас нет, то просто старайтесь делать все как можно аккуратнее.

Что же делать, если несколько ножек микросхемы оказались залиты одной каплей припоя и устранить этот залип паяльником не удается?
Тут на помощь придет кусочек оплетки от экранированного кабеля. Оплетку пропитываем флюсом. Затем прикладываем ее к заляпухе и нагреваем паяльником.

Оплетка как губка впитает в себя лишний припой и освободит от замыкания ножки микросхемы. Видно, что на выводах остался минимум припоя, который равномерно залил ножки микросхемы.

Надеюсь, я не утомил вас своей писаниной, и не сильно расстроил качеством фотографий и полученных результатов пайки. Может кому-нибудь этот материал окажется полезным. Удачи!
С уважением, Тимошкин Александр (TANk)
Александр (TANk)
РФ, г.Ижевск
С паяльником с детства. По этой причине попал в спецшколу, где вместо уроков труда в старших классах были уроки радиоэлектроники.Потом физфак университета. Работа технологом в цехе микроэлектроники на оборонном заводе, пока завод не развалили.
Потом преподавал всяческую физику в университете. И вот уже лет двадцать – лужу паяю, компы починяю.
datagor.ru
Учимся как правильно паять паяльником
Пайка — технологический процесс соединения металлических деталей, существующий уже не одно тысячелетие. Изначально он использовался ювелирами для создания украшений. Ведь известная уже в те времена кузнечная сварка для ювелирного дела не годилась, а процесс пайки металлов при помощи легкоплавких сплавов‑припоев оказался как нельзя кстати. Золото паяли с помощью припоев серебряно‑медных, серебро — медно‑цинковыми, а для меди самым лучшим составом оказался сплав олова и свинца.
По прошествии времени, с развитием электротехники, а затем радиоэлектроники, пайка стала, и остаётся поныне, основным методом монтажа деталей для создания различных схем. Появились роботизированные конвейерные системы, автоматически, без участия ручного труда, выпускающие в час сотни печатных плат и узлов современной аппаратуры, основным методом сборки которых является пайка. Но старый добрый ручной паяльник не утратил своей актуальности и сегодня.
Какие существуют виды паяльников
А он за долгие годы претерпел много изменений и усовершенствований.
- Начиналось все давным‑давно с массивных паяльников‑молотков, нагреваемых на огне или углях. Широко распространённые когда‑то бензиновые паяльные лампы даже имели сверху специальные держатели для нагревания этих молотков. Таким паяльником вполне можно было запаять прохудившийся чайник или самовар. А рыболовы‑любители, самостоятельно изготовлявшие себе всю оснастку в те времена, делали с их помощью блесны и мормышки, обеспечивавшие уловы не хуже современных воблеров и твистеров.
- В 20‑е годы XX в., когда началось повсеместное распространение радио‑ и электрооборудования, был изобретён паяльник электрический. Поначалу он тоже был похож на молоток, но затем пришёл к своей классической стержневой форме, в которой существует до сих пор.
- Классическая конструкция электропаяльника продержалась довольно долго. Она хороша для мощностей нагревателя в диапазоне 25~200 Вт. Но миниатюризация радиоэлектронной аппаратуры поставила перед этими приборами новые требования. Появилась потребность в инструментах небольшой мощности, быстро разогревающихся и позволяющих мгновенно регулировать температуру жала.
- Определённую популярность приобрели паяльники импульсные, в которых жало представляет собой часть цепи вторичной обмотки трансформатора, намотанной очень толстым проводом. Напряжение в такой обмотке очень мало, зато по ней протекает ток силой в несколько ампер, что и приводит к сильному нагреву.
- Более экзотичным вариантом являются паяльники индукционные, в которых разогрев ферритового термостержня осуществляется высокочастотными индукционными токами. Регулировка температуры в них происходит автоматически за счёт изменения магнитной проницаемости стержня при его нагреве до точки Кюри.
- Развитием первоначальной идеи нагрева горелкой паяльной лампы стали современные модели газовых паяльников. В них нагревание жала осуществляется газовой горелкой, расположенной прямо в корпусе трубчатого стержня. Газ поступает от заправляемого баллончика, находящегося в ручке.
Он представляет собой ручку из тепло‑ и электроизолирующего материала, через которую проходит электрический провод, соединённый с трубчатым нагревательным элементом, закреплённым на другом её конце. В трубчатый нагреватель вставляется стержень‑жало, с помощью которого, собственно, и производится пайка. В качестве нагревательного элемента традиционно используется нихромовая спираль, намотанная на слой асбестового изолятора. Жало — медный стержень, заточенный на конце соответствующим образом.
Поэтому в традиционном электропаяльнике инерционный нихромовый термоэлемент был заменён на керамический. В таких приборах полое с одного конца жало надевается на разогретый керамический стержень. За счет хорошего теплового контакта и малого теплового рассеяния, жало нагревается практически мгновенно, а измеритель температуры, находящийся от него в непосредственной близости, позволяет установить степень нагрева с высокой точностью.
Кроме того, эти модели паяльников значительно долговечнее обычных, что очень важно для конвейерной сборки радиоаппаратуры.
Выполнены они обычно в форме пистолета с тумблером‑курком, позволяющим включить прохождение тока на несколько секунд. Этого достаточно для выхода жала на рабочую температуру. Недостаток таких приборов — невозможность точной регулировки температуры тем не менее для бытового применения они достаточно удобны.
Они хороши для автономной работы в отсутствие электричества. Жало у таких паяльников легкосъёмное, при его извлечении, прибор превращается в миниатюрную газовую горелку, которой можно производить пайку высокотемпературными припоями.
Какие существуют припои
 Как уже говорилось выше, соединение деталей при пайке производится с помощью специальных сплавов металлов — припоев, которых существует великое множество, на все случаи жизни. Но в основном их можно поделить на два больших класса:
Как уже говорилось выше, соединение деталей при пайке производится с помощью специальных сплавов металлов — припоев, которых существует великое множество, на все случаи жизни. Но в основном их можно поделить на два больших класса:
- Низкотемпературные или мягкие. Температура плавления менее 350°C. В свою очередь, делятся на несколько видов:
- Оловянно‑свинцовые. Цифра в их обозначении показывает процентное содержание олова: ПОС‑18 (температура плавления — 277°C), ПОС‑30 (256°C), ПОС‑40 (235°C), ПОС‑50 (222°C), ПОС‑61(190°C), ПОС‑90 (222°C). Для монтажа радиоэлектронных изделий наиболее широко применяется ПОС‑61, или его импортные аналоги, например, 60/40 Alloy. Для остальных применений, в том числе бытовых, не требующих очень высокого качества соединений, используется чаще всего ПОС‑30.
- Безоловянистые — свинцовые (327°C), свинцово‑серебряные (304°C).
- Легкоплавкие — сплавы Вуда (60,5°C), д’Арсэнваля (79,0°C), Розе (97,3°C).
- Специальные, например,для пайки алюминия — Авиа‑1 (200°C), Авиа‑2 (250°C).
Представлены несколькими классами:
- Медные (1083°C)
- Медно‑цинковые или латунные (830~870°C)
- Медно‑фосфористые (700~830°C)
- Серебряные (720~830°C)
Разновидности флюсов для пайки радиодеталей
 Флюсы представляют собой специальные составы, предназначенные для очистки и лужения поверхностей деталей, соединяемых пайкой. Лужение — процесс предварительного покрытия деталей припоем, облегчающее их окончательное соединение. Он является необходимым и рекомендуемым в технологии пайки, т. к. поверхности, покрытые слоями окислов и загрязнений не дадут надёжного соединения с припоем, а, значит, качественного результата паяного соединения. Для удаления таких окислов и загрязнений и применяются флюсы:
Флюсы представляют собой специальные составы, предназначенные для очистки и лужения поверхностей деталей, соединяемых пайкой. Лужение — процесс предварительного покрытия деталей припоем, облегчающее их окончательное соединение. Он является необходимым и рекомендуемым в технологии пайки, т. к. поверхности, покрытые слоями окислов и загрязнений не дадут надёжного соединения с припоем, а, значит, качественного результата паяного соединения. Для удаления таких окислов и загрязнений и применяются флюсы:
- Некислотные. Самым известным и, пожалуй, до сих пор одним из лучших флюсов была и остаётся обычная канифоль, или очищенная сосновая смола. Ее содержит и большинство специальных флюсов, выпускающихся для применения в радиоэлектронной промышленности. Для пайки электронных схем до сих пор не придумано ничего лучше. Именно канифоль содержится внутри пруткового припоя. Достоинство её в том, что после пайки она легко удаляется и не создаёт агрессивной среды, разрушительно действующей с течением времени на паяное соединение.
- Химически активные. Содержат кислоты, поэтому требуют тщательной промывки соединения после пайки. Большинство известных составов содержит хлористый цинк. Применяются в основном для соединения изделий из чёрных и цветных металлов.
Чтобы паять с канифолью можно использовать как в первоначальном виде, так и в спиртовом растворе. Из выпускаемых промышленностю составов она содержится в радиотехнических флюсах «ЛТИ‑120», «Канифоль‑гель» и др.
Из активных флюсов можно назвать Ф‑34А, ФСГЛ, «Глицерин‑гидразин» и др.
Вспомогательные материалы
Приступая к пайке радиодеталей, следует тщательно подготовить рабочее место. Оно должно быть хорошо освещено и иметь хорошую вентиляцию, т. к. при этой работе обычно выделяется достаточно много едкого дыма и газов.
Неплохо иметь в составе инструментов небольшие тиски, лупу с зажимом «третья рука», вакуумный отсос для припоя. Также нужно держать под рукой пинцет, шило, плоскогубцы или утконосы, кусачки‑бокорезы, мелкий напильник или надфиль, кусочки наждачной бумаги, ветошь и губку. Перед началом пайки следует удобно разложить на рабочем месте все инструменты, приспособления и реактивы.
Температура пайки
Температура пайки паяльника для микросхем не должна превышать — 250°C, при пайке радиодеталей нагрев жала не должен подниматься выше 300°C. Паяльник без регулятора температуры может при длительной работе и скачках сетевого напряжения разогреваться до 400°C. Если в составе оборудования нет специальной паяльной станции, желательно для понижения температуры приобрести в магазине электротоваров обычный диммер, используемый для регулировки яркости света. Тем более что при повсеместном переходе на экономлампы, которые с ним не работают, спрос на него, а соответственно и цены снижаются.
Подготавливаем главный инструмент к работе
У обычного, медного, без специального покрытия жала при пайке, особенно при завышенной температуре, окись меди, образующаяся на стержне, растворяется в смеси припоя и флюса. На рабочем его конце образуются выемки и раковины, из‑за которых как ещё более ускоряется его разрушение, так и ухудшается качество пайки.
Поэтому перед началом работы с паяльником и в её процессе их необходимо удалять. Для этого нужно зачистить рабочую часть жала напильником, придав ему необходимую форму: конуса, плоской отвёртки или скошенного среза.
Включив паяльник в сеть и дождавшись его разогрева, зачищенное до красного медного цвета жало необходимо залудить. Это не так трудно. Достаточно, окунув рабочий его конец в канифоль, расплавить небольшой кусочек припоя, положенный на подставку паяльника или на другую металлическую поверхность.
Затем в расплавленном припое потереть рабочими гранями жала по металлу подставки пока конец стержня не покроется ровным и равномерным слоем припоя. Паяльник должен быть достаточно хорошо разогрет, признаком чего служит легкое и быстрое размягчение, как канифоли, так и припоя.
Как только вы начинаете работать жало паяльника постепенно начинает обгорать, даже если вы всё делаете правильно. Об этом свидетельствует его почернение и покрытие окалиной, поэтому процесс чистки и лужения следует периодически повторять. Для того чтобы не снимать много меди напильником, можно в это время зачищать стержень, потерев его по кусочку наждачной бумаги, разложенной на столе, а потом повторно залудить.Все это не касается специальных необгораемых стержней. Их нельзя зачищать напильником. Мало того, нужно их никелированный блестящий слой бережно охранять от повреждений и царапин. Тем не менее такие паяльники также необходимо залуживать при работе. А вот для них эта процедура не так проста и требует сноровки.
Для этого нужно их очистить от налёта, образующегося при высокой температуре, сильно потерев о специальную губку, или чуть влажный кусок махрового полотенца, а затем сразу же окунуть в канифоль и в её расплаве, потереть о жало прутком припоя.
Подготовка деталей к пайке
Для того чтобы качественно склеить две детали, нужно их смазать клеем, подождать немного, смазать снова, а затем крепко сжать. То же самое и в процессе пайки: для получения качественного соединения, детали следует сначала залудить — покрыть тонким слоем припоя. Этот процесс требует определённого опыта и знаний. Для каждого вида материала, соединяемого пайкой, существует своя технология.
Лужение — неотъемлемая часть процесса
 Выводы большинства радиодеталей для облегчения их монтажа выходят с завода уже залуженными. Тем не менее перед началом установки на плату их следует снова покрыть слоем припоя. Зачищать снова уже не нужно, достаточно, взяв на жало паяльника каплю припоя, равномерно распределить ее по выводам деталей.
Выводы большинства радиодеталей для облегчения их монтажа выходят с завода уже залуженными. Тем не менее перед началом установки на плату их следует снова покрыть слоем припоя. Зачищать снова уже не нужно, достаточно, взяв на жало паяльника каплю припоя, равномерно распределить ее по выводам деталей.
Для того чтобы качественно и правильно паять медные провода, следует начать с лужения без изоляции. Их следует предварительно зачистить наждачной бумагой, затем опустив в разогретую паяльником канифоль или, смазав спиртовым её раствором, покрыть расплавленным припоем.
Медный провод в эмалевой изоляции, необходимо предварительно зачистить, убрав покрытие наждачной бумагой или соскоблив лезвием ножа. Для тонких проводов сделать это не так просто. Их изоляцию можно обжечь в пламени горелки или зажигалки, но это значительно ухудшает прочность самого провода.
Можно воспользоваться проверенным способом: положить конец провода на таблетку отечественного аспирина (импортный чаще всего не годится) и прижав разогретым жалом паяльника протащить несколько раз по расплавленному препарату.
Надо сказать, что такая процедура буквально съедает жало паяльника. К тому же при этом выделяется очень едкий дым, вдохнув который можно обжечь дыхательные органы, так что прибегать к этому способу нужно в самом крайнем случае.Для облуживания деталей из чёрных металлов, бронзы и других необходимо использовать активные флюсы. Для таких соединений не требуются легкоплавкие и высококачественные радиотехнические припои — можно воспользоваться и обычным, более дешёвым, ПОС‑30.
Тщательно зашкурив поверхности перед пайкой, нужно покрыть их флюсом, например, хлористым цинком, хорошо прогреть и качественно облудить места соединений. После этого, ещё раз прогрев вместе обе соединяемые поверхности, пропаять их, крепко прижав друг к другу, и затем зафиксировать до остывания припоя. Чем массивнее детали, тем мощнее нужен паяльник. Во время пайки нужно постараться их не сдвинуть, так как массивные детали долго держат температуру.
Алюминий следует паять специальными припоями с использованием специальных флюсов. Правда, набравшись немного опыта, можно соединить и обычным припоем. Но это проходит только для чистого металла, а многие алюминиевые сплавы очень трудно поддаются пайке.
Рассмотрим технику пайки паяльником подробнее
Радиодетали, подготовленные к пайке нужно вставить в отверстия платы, укоротить кусачками до нужной длины и, прогрев паяльником вместе с дорожкой печатной платы, поднести к ним пруток припоя, а когда капля его растечётся ровным слоем по месту пайки, убрать паяльник и дождаться остывания припоя, стараясь также в это время не сдвинуть детали с места.
Пайку миниатюрных транзисторов и микросхем следует производить особенно осторожно, стараясь не допускать их перегрева. При монтаже чипов лучше всего припаять сначала выводы питания и «земли», дождаться надёжного застывания припоя и только затем, прикасаясь паяльником и прутком припоя на долю секунды, распаять все остальные контакты. Предварительно можно смазать места пайки спиртовым раствором канифоли, это значительно повысит качество соединений.
Главные условия качественной пайки — хорошая зачистка и облуживание перед соединением, хороший прогрев во время него. Припой полуды в месте пайки должен быть полностью расплавлен на обеих деталях — это обеспечит надёжное соединение. Но при этом он не должен быть и перегрет. Мастерство хорошей пайки в том и заключается, чтобы найти тот оптимальный баланс, который обеспечит наивысшее качество работы.
Меры безопасности при пайке
О выделении едких газов при пайке уже было сказано. Место работы должно хорошо проветриваться и вентилироваться. Процесс пайки может сопровождаться брызгами раскалённого припоя и флюса, поэтому следует остерегаться ожогов, а особенно беречь глаза. Лучше всего использовать для этого защитные очки. Да и просто при нечаянном прикосновении открытыми частями тела к раскалённому инструменту можно получить сильный ожог.
Большинство электрических паяльников, кроме батарейных и низковольтных, действуют от сетевого напряжения, поэтому при работе с ними строго обязательно соблюдать все правила электробезопасности.Не следует разбирать паяльник — потом, после сборки, существует опасность нарушения изоляции и пробоя высокого напряжения на его корпус, а это уже чрезвычайно опасно.
При работе необходимо также следить за проводом питания паяльника. Попадание его на раскалённое жало может вызвать повреждение изоляции провода и риск удара электрическим током. Также это может привести к короткому замыканию и к пожару.
Научитесь правильно работать с паяльником из этого видео
Самое интересное, что все разновидности паяльников, появлявшиеся за все время их существования, находят применение и сегодня.
Как соединить пайкой две массивные детали в полевых условиях, когда электричество недоступно, или нет подходящего по мощности электрического паяльника? Помочь сможет молотковый паяльник, нагретый на костре или с помощью паяльной лампы.
А пылящийся в кладовке старый 100‑Вт электропаяльник, непригодный для работы с современными электронными схемами, вполне справится с ремонтом латунных или бронзовых изделий или украшений.
Тому же, кто увлекается самостоятельным изготовлением ювелирных украшений, незаменимым помощником станет универсальный газовый паяльник‑горелка.
elektrik24.net
Распайка радиодеталей на плате (припои, флюсы, методика)
Пайка детали на печатной плате производится прикосновением жала паяльника к контактной площадке и концу вывода детали в течении 2…3 секунд. При этом припой должен равномерно заполнить зазоры между выводами контактной площадки и закрыть монтажное отверстие. Не допускается проникновение припоя на обратную сторону платы, затекание под детали, отслаивание печатных проводников и замыкание соседних проводников. Закончив пайку, удаляют остатки флюса, проверяют качество и надежность монтажа.
Распайку радиодеталей на печатной плате производят по мере их установки или сразу установив их все и закрепив выводы подгибом. Транзисторы впаиваются в последнюю очередь. При этом необходимо соблюдать последовательность: вначале припаивается база, потом эмиттер и в конце коллектор. Выпаиваются транзисторы из платы при замене в обратной последовательности. Последними впаиваются детали, значения величин которых возможно придется подбирать. Обычно это резисторы в цепи базы или эмиттера транзистора. Эти детали на схемах обозначают звездочкой «*».
Во время пайки накапливающийся припой периодически счищается опусканием жала в канифоль. Процесс снятия припоя довольно трудоемок, поэтому лучше набирать незначительное его количество с последующим добавлением, если окажется недостаточно.
При пайке не следует долго нагревать выводы малогабаритных резисторов и конденсаторов. Место пайки не должно находиться от корпуса детали ближе 5…8 мм. Особенно чувствительны к нагреву транзисторы и диоды. Выводы транзисторов и диодов не должны быть короче 15 мм, чтобы они не вышли из строя из-за перегрева. Кроме этого следует применять для отвода тепла пинцет или плоскогубцы, зажимая вывод детали немного выше места пайки. Паять нужно быстро и уверенно.
Для получения паяных соединений используют припои сплавы, температура плавления которых ниже, чем у соединяемых деталей. При пайке расплавляется только припой, в то время как основной металл остается твердым. Припой смачивает основной металл и диффундирует в него, основной же металл частично растворяется в припое. В результате место соединения представляет собой тонкий промежуточный слой из частиц основного металла и припоя. После остывания в месте пайки образуется достаточно прочное механическое соединение и надежный электрический контакт. В процессе пайки используются флюсы, которые растворяют и удаляют окислы и загрязнения с поверхности спаиваемых металлов. Флюсы также защищают поверхность металла и расплавленный припой от окисления, улучшают текучесть припоя и смачиваемость соединяемых поверхностей.
В радиолюбительской практике обычно используются мягкие припои на основе сплавов олова и свинца с добавками кадмия, висмута и сурьмы. Температура плавления мягких припоев не превышает 300 °С. Припои, выпускаемые промышленностью, имеют маркировку, состоящую из букв и цифр. Первая буква П обозначает припой, а последующие буквы составляющие его компоненты (О олово, С свинец, К кадмий, В висмут). Стоящие после букв цифры показывают процент содержания олова в припое. Данные о некоторых припоях, которые могут быть использованы радиолюбителями для соединения деталей и узлов в радиоэлектронных устройствах методом пайки, приведены в табл. 7.1.
Таблица 7.1 Припои для пайки деталей радиоэлектронных конструкций
Тип припоя | Температураплавления, *С | Применение |
Сплав Вуда | 68 | Для пайки деталей с температурой плавления 200’С и выше, а также лужение печатных плат |
Сплав Розе | 94 | То же |
ПОСВ-32-15-33 | 96 | То же |
ПОСВ-33 | 130 | Лужение печатных плат и пайка выводов микросхем |
ПОСК-50-18 | 145 | То же |
ПОС-61 | 190 | Лужение печатных плат, пайки выводов радиодеталей и микросхем и получения шва повышенной прочности |
ПОС-40 | 183…235 | Для лужения и пайки кабельных изделий, а так же для токоведущих деталей из латуни, серебра, луженого никеля |
ПОС-ЗО | 256 | Для пайки изделий из латуни и луженого железа |
Для пайки радиоконструкций используют легкоплавкие припои ПОС-61 или в крайнем случае ПОС-40. ПОС-61 обычно используют для лужения печатных плат, пайки выводов дискретных элементов, деталей из меди и медных сплавов. В качестве флюса используют твердую канифоль. Перед пайкой выводы деталей необходимо облудить, то есть покрыть слоем припоя. Делается это обычно перед пайкой конструкции. Вывод зачищают ножом, кладут на канифоль и смачивают жидкой канифолью. Потом большую часть вывода (не ближе 10 мм от корпуса) опускают в расплавленный кусочек припоя и, поворачивая деталь, облу-живают вывод. Алогично облуживают монтажные провода.
Пайка печатных плат и радиодеталей, как правило, производится с использованием пассивных бескислотных флюСов. Некоторые характеристики флюсов, используемых при монтаже радиоэлектронной аппаратуры, приведены в табл. 7.2.
При использовании припоев пайка получается более надежной и аккуратной. Использование кислотных флюсов нежелательно. В их состав входят химически активные элементы и соединения (соляная кислота, хлористый цинк, бура и т. д.), которые всегда остаются в небольшом количестве на месте пайки и вызывают коррозию радиодеталей и соединительных проводников. К бескислотным флюсам относится канифоль. Часто радиолюбителями применяются жидкие флюсы: спиртовой раствор канифоли (25% канифоли и 75% этилового спирта), глицериново-канифольный флюс (6% канифоли, 16% глицерина и 78% этилового спирта), а также пастообразную смесь канифоли с глицерином.
Таблица 7.2 Некоторые типы флюсов для пайки
Состав флюса | Основные характеристики и область применения | Способ удаления остатков | |
Бескислотные флюсы | Канифоль | Применяется для пайки радио-и электромонтажных соединений легкоплавкими припоями | Протирка спиртом или бензином Б-70 |
Флюс КЭ: канифоль 15…28%. остальное этиловый спирт | Назначение то же, но более удобен при пайке труднодоступных мест | то же | |
Активированный флюс | Флюс ЛТИ-120: спирт этиловый 63…7 4%, канифоль 20…25%, диэтиламин солянокислый 1…2% | Пайка железа, стали, цинка, никеля, меди, оксидных деталей из медных сплавов без предварительной зачистки | то же |
Предпочтительнее использовать светлые сорта канифоли. Не рекомендуется пользоваться канифолью, продающейся в музыкальных магазинах для натирания смычков. Эта канифоль содержит различного рода добавки, в частности известь, и не соответствует требованиям пайки. Жидкие флюсы удобны при пайке в труднодоступных местах, на которые флюс наносят кисточкой. Для пайки легкоплавкими припоями в качестве флюса можно использовать стеарин.
Жидкий флюс необходимо хранить в небольшой стеклянной баночке с крышкой, в которую плотно вставлена кисточка. Баночка открывается только в процессе работы при нанесении флюса на место пайки с помощью кисточки.
В процессе эксплуатации паяльника конец жала растворяется в припое и укорачивается, изменяет форму. В связи с этим его необходимо периодически зачищать напильником.
При пайке НЕОБХОДИМО ПОМНИТЬ, что выделяются вредные для здоровья пары олова и свинца. НЕЛЬЗЯ наклоняться над местом пайки и вдыхать испарения. Старайтесь работать у открытого окна, если это возможно. Чаще проветривайте помещение, в котором работаете.
После окончания радиомонтажных работ производят очистку монтажной платы от остатков флюса и припоя. Механическую прочность соединений проверяют пинцетом, осторожно и легонько потягивая выводы радиодеталей и соединений. При этом на губки пинцета следует надеть полихлорвиниловые трубочки, чтобы не повредить детали.
Проведя осмотр и проверку монтажа, места качественных соединений пайкой для защиты от атмосферных воздействий покрывают цветным прозрачным лаком. Гайки болтов и выходящую часть винтов покрывают красной нитрокраской, которая будет предохранять резьбовые соединения от саморазвинчивания. После окончания радиомонтажных работ обязательно вымойте руки.
Литература: В.М. Пестриков. Энциклопедия радиолюбителя.
nauchebe.net
Припои для пайки
Припои для пайки .

Припои для пайки
В различных областях применяют разные припои для пайки. Различают припои: мягкие, полутвёрдые и твердые. Мягкие и полутвёрдые припои для пайки имеют предел прочности до 50–70 МПа при растяжении и применяются для пайки токоведущих частей. Твёрдый припой для пайки, имеет предел прочности до 500 МПа и применяются при пайке токоведущих частей, допускающих высокий нагрев и деталей, несущих механическую нагрузку.
Какой же припой лучше использовать?
В радиолюбительской практике чаще всего применяются мягкие, легкоплавкие, низкотемпературные припои.
Различают следующие мягкие припои: оловянно-свинцовые, мало оловянистые, легкоплавкие и специальные.
Припои оловянно-свинцовые (ПОС), имеющие температуру плавления = 183 ? 265?С, представляют собой сплавы олова и свинца с добавкой 1,5-2,5% сурьмы и обозначаются (ГОСТ 1499-54) ПОС-18, ПОС-30, ПОС-40, ПОС-50, ПОС-61, ПОС-90 (цифра показывает процент содержания олова).
Малооловянистые и безоловянистые мягкие припои: свинцовые (tпл = 327° С), свинцово-серебряные (2,5% серебра, tпл = 304° С) и др.
Легкоплавкие припои (tпл = 60,5 ? 145° С) — сплавы олова, свинца, висмута и кадмия. Их применяют в случаях, когда требуется понижение температуры пайки из-за опасности перегрева деталей. Механическая прочность таких припоев незначительна.
Специальные припои используют для пайки материалов, не поддающихся качественной пайке стандартными припоями (например высокоуглеродистой стали).
Для пайки алюминия и его сплавов применяют специальные припои на оловянной основе, которые содержат цинк, кадмий и иногда алюминий. Лучшими являются оловянно-цинковые, оловянно-кадмиевые и кадмиево-цинковые сплавы (Т пл = 197 ? 310° С), так как цинк и кадмий (особенно цинк) хорошо диффундируют в алюминии.
Мягкие припои изготавливают в виде прутков, проволоки, ленты, а также трубок из оловянно-свинцового сплава, заполненных канифолевым флюсом, различных размеров и диаметра.
Какие же припои для пайки используются в радиолюбительстве? Основных припоев несколько, вот их краткая характеристика.
ПОС 61 — припой для пайки с температурой плавления — 190 градусов. Предназначен для пайки радиоэлементов и микросхем, монтажных проводов в полихлорвиниловой изоляции, а также пайка в тех случаях, когда требуется повышенная механическая прочность и электропроводность.
ПОС 50 припой с температурой плавления — 222 градуса. Те же самое, но когда допускается более высокая температура нагрева.
ПОС 40 припой с температурой плавления — 235 градусов. Пайка толстых проводов, наконечников, соединений проводов с лепестками, когда разрешен ешё более высокий нагрев, чем в случае ПОС 61 или ПОС 50.
Итак, делаем выводы.
Наиболее подходящим припоем для пайки является ПОС61 имеющий, низкую температуру плавления, повышенную механическую прочность и электропроводность. Применение трубчатых припоев различных диаметров значительно упрощает процесс пайки. Самые удобные на мой взгляд, припои с диаметром 0,6 мм, 0,8 мм, 2 мм, для различных ситуаций.
data-matched-content-rows-num=”4,8″ data-matched-content-columns-num=”1,4″ data-matched-content-ui-type=”image_stacked” data-ad-format=”autorelaxed”>
xn--80aanab4adj2bicdg1q.xn--p1ai
Пайка smd
Пайка smd деталей без фена

Все понимают, как можно с помощью обычного паяльника ЭПСН, мощностью 40 ватт, и мультиметра, самостоятельно ремонтировать различную электронную технику, с выводными деталями. Но такие детали сейчас встречаются, в основном только в блоках питания различной техники, и тому подобных силовых платах, где протекают значительные токи, и присутствует высокое напряжение, а все платы управления, сейчас идут на SMD элементной базе.
Так как же быть, если мы не умеем демонтировать и впаивать обратно SMD радиодетали, ведь тогда минимум 70% от возможных ремонтов техники, мы уже самостоятельно не сможем выполнить… Кто нибудь, не очень глубоко знакомый с темой монтажа и демонтажа, возможно скажет, для этого необходимы паяльная станция и паяльный фен, различные насадки и жала к ним, безотмывочный флюс, типа RMA-223, и тому подобное, чего в мастерской домашнего мастера обычно не бывает.

У меня есть дома в наличии, паяльная станция и фен, насадки и жала, флюсы, и припой с флюсом различных диаметров. Но как быть, если тебе вдруг потребуется починить технику, на выезде на заказ, или в гостях у знакомых? А разбирать, и привозить дефектную плату домой, или в мастерскую, где есть в наличии соответствующее паяльное оборудование, неудобно, по тем или иным причинам? Оказывается выход есть, и довольно простой. Что нам для этого потребуется?
Что нужно для пайки?
1. Паяльник ЭПСН 25 ватт, с жалом заточенным в иголку, для монтажа новой микросхемы.
2. Паяльник ЭПСН 40-65 ватт с жалом заточенным под острый конус, для демонтажа микросхемы, с применением сплава Розе или Вуда. Паяльник, мощностью 40-65 ватт, должен быть включен обязательно через Диммер, устройство для регулирования мощности паяльника. Можно такой как на фото ниже, очень удобно.

3. Сплав Розе или Вуда. Откусываем кусочек припоя бокорезами от капельки, и кладем прямо на контакты микросхемы с обоих сторон, в случае если она у нас, например в корпусе Soic-8.

4. Демонтажная оплетка. Требуется для того, чтобы удалить остатки припоя с контактов на плате, а также на самой микросхеме, после демонтажа.

5. Флюс СКФ (спиртоканифольный флюс, растолченная в порошок, растворенная в 97% спирте, канифоль), либо RMA-223, или подобные флюсы, желательно на основе канифоли.

6. Удалитель остатков флюса Flux Off, или 646 растворитель, и маленькая кисточка, с щетиной средней жесткости, которой пользуются обычно в школе, для закрашивания на уроках рисования.

7. Трубчатый припой с флюсом, диаметром 0.5 мм, (желательно, но не обязательно такого диаметра).

8. Пинцет, желательно загнутый, Г – образной формы.

Распайка планарных деталей
Итак, как происходит сам процесс?Мы откусываем маленькие кусочки припоя (сплава) Розе или Вуда. Наносим наш флюс, обильно, на все контакты микросхемы. Кладем по капельке припоя Розе, с обоих сторон микросхемы, там где расположены контакты. Включаем паяльник, и выставляем с помощью диммера, мощность ориентировочно ватт 30-35, больше не рекомендую, есть риск перегреть микросхему при демонтаже. Проводим жалом нагревшегося паяльника, вдоль всех ножек микросхемы, с обоих сторон.

Демонтаж с помощью сплава Розе.
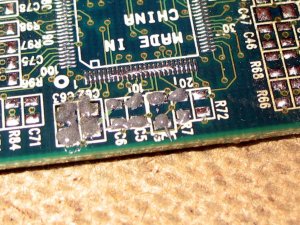
Контакты микросхемы у нас при этом замкнутся, но это не страшно, после того как демонтируем микросхему, мы легко с помощью демонтажной оплетки, уберем излишки припоя с контактов на плате, и с контактов на микросхеме.
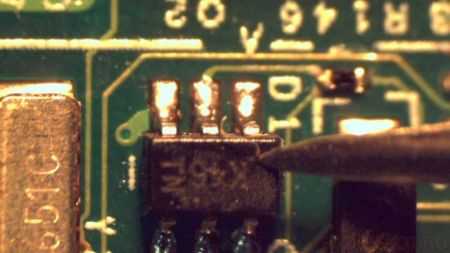
Итак, мы взялись за нашу микросхему пинцетом, по краям, там где отсутствуют ножки. Обычно длина микросхемы, там где мы придерживаем ее пинцетом, позволяет одновременно водить жалом паяльника, между кончиками пинцета, попеременно с двух сторон микросхемы, там где расположены контакты, и слегка тянуть ее вверх пинцетом. За счет того что при расплавлении сплава Розе или Вуда, которые имеют очень низкую температуру плавления, (порядка 100 градусов), относительно бессвинцового припоя, и даже обычного ПОС-61, и смещаясь с припоем на контактах, он тем самым снижает общую температуру плавления припоя.

Демонтаж микросхем с помощью оплетки.
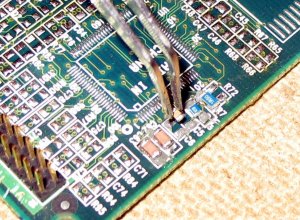
И таким образом микросхема у нас демонтируется, без опасного для нее перегрева. На плате у нас образуются остатки припоя, сплава Розе и бессвинцового, в виде слипшихся контактов. Для приведения платы в нормальный вид мы берем демонтажную оплетку, если флюс жидкий, можно даже обмакнуть ее кончик в нее, и кладем на образовавшиеся на плате “сопли” из припоя. Затем прогреваем сверху, придавив жалом паяльника, и проводим оплеткой вдоль контактов.

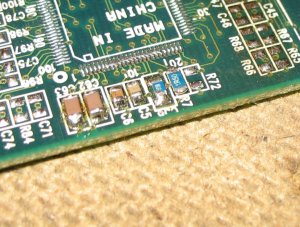
Выпаивание радиодеталей с оплеткой.
Таким образом весь припой с контактов впитывается в оплетку, переходит на нее, и контакты на плате оказываются очищенными полностью от припоя. Затем эту же процедуру, нужно проделать со всеми контактами микросхемы, если мы собираемся запаивать микросхему в другую плату, или в эту же, например после прошивания с помощью программатора, если это микросхема Flash памяти, содержащая прошивку BIOS материнской платы, или монитора, или какой либо другой техники. Эту процедуру, нужно выполнить, чтобы очистить контакты микросхемы от излишков припоя.
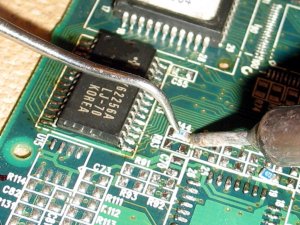
После этого наносим флюс заново, кладем микросхему на плату, располагаем ее так, чтобы контакты на плате строго соответствовали контактам микросхемы, и еще оставалось немного места на контактах на плате, по краям ножек. С какой целью мы оставляем это место? Чтобы можно было слегка коснувшись контактов, жалом паяльника, припаять их к плате. Затем мы берем паяльник ЭПСН 25 ватт, или подобный маломощный, и касаемся двух ножек микросхемы расположенных по диагонали.
Припаивание SMD радиодеталей паяльником.
В итоге микросхема у нас оказывается “прихвачена”, и уже не сдвинется с места, так как расплавившийся припой на контактных площадках, будет держать микросхему. Затем мы берем припой диаметром 0.5 мм, с флюсом внутри, подносим его к каждому контакту микросхемы, и касаемся одновременно кончиком жала паяльника, припоя, и каждого контакта микросхемы.
Использовать припой большего диаметра, не рекомендую, есть риск навесить “соплю”. Таким образом, у нас на каждом контакте “осаждается” припой. Повторяем эту процедуру со всеми контактами, и микросхема впаяна на место. При наличии опыта, все эти процедуры реально выполнить за 15-20 минут, а то и за меньшее время.
Нам останется только смыть с платы остатки флюса, растворителем 646, или отмывочным средством Flux Off, и плата готова к тестам, после просушивания, а это происходит очень быстро, так как вещества применяемые для смывания, очень летучие. 646 растворитель, в частности, сделан на основе ацетона. Надписи, шелкография на плате, и паяльная маска, при этом не смываются и не растворяются.

Единственное, демонтировать таким образом микросхему в корпусе Soic-16 и более многовыводную, будет проблематично, из-за сложностей с одновременным прогреванием, большого количества ножек. Всем удачной пайки, и поменьше перегретых микросхем! Специально для Радиосхем – AKV.
radiostroi.ru