Припой пос 40 технические характеристики: Разновидности Припоев Оловянно-Свинцовых (ПОС) / Статьи – Амперо
alexxlab | 09.11.1990 | 0 | Разное
температура плавления, технические характеристики, оловянно свинцовые бессурьмянистые марки – Оборудование для пайки на Svarka.guru
Припой ПОС 40 – универсальный расходный материал для спайки деталей из различных металлов и сплавов. Изготавливается на основе смеси олова, свинца и дополнительных материалов, улучшающих качественные характеристики соединения.
Содержание
- 1 Описание
- 2 Характеристики материала
- 2.1 Химический состав
- 2.2 Температура плавления
- 3 Расшифровка
- 4 Разновидности
- 5 Применение в быту и на производстве
- 6 Нормативная номенклатура
- 7 Популярные фирмы производители
- 8 Заключение
Описание
Припои оловянно-свинцовые бессурьмянистые марки ПОС 40 относят к категории легкоплавких материалов. Как следует из названия, в составе отсутствует сурьма, что выделяет его из линейки родственных присадочных элементов.
Уникальное сочетание основных компонентов позволяет применять припой не только в промышленности, но и в быту. С его помощью можно паять материалы кабельно-проводниковой продукции, различные электронные схемы и даже оцинкованную сталь.
Припой обладает массой достоинств, среди которых:
- низкая температура плавления;
- высокая текучесть расплавленного материала;
- отличная смачиваемость, что обеспечивает прочность соединения;
- отсутствие опасных для здоровья соединений в составе;
- после кристаллизации соединение обладает хорошей устойчивостью к коррозии;
- простые правила применение;
- возможность использования маломощных бытовых паяльников;
- широкий выбор форм выпуска.
Характеристики материала
Рассмотрим основные физико-механические свойства припоя 40:
- Плотность материала – 9,3 г/см2;
- Удельное электрическое сопротивление – 0,159 Ом*м;
- Временное сопротивление механическому воздействию на разрыв – 32 МПа;
- Относительное удлинение при разрыве – 60 %;
- Ударная вязкость – 4,0 кгс/см2;
- Твердость по Бриннелю – 12,5 НВ.

[stextbox id=’info’]Данные свойства получены при температуре 20 Сº.[/stextbox]
Химический состав
Основным отличием рассматриваемого материала является практически полное отсутствие сурьмы в составе. Согласно требованиям межгосударственных стандартов, ее массовая доля не превышает 1,0 %. Это придает составу высокую пластичность, ввиду отсутствия соединений олова и сурьмы. Кроме того, бессурьмянистым припоем можно соединять детали из цинка и сплавов на его основе.
Основными элементами припоя являются:
- Свинец. Массовая доля в составе составляет 59-61%.
- Олово. Массовая доля в составе составляет 39-41%.
От соотношения основных материалов зависит, при какой температуре плавится олово для пайки. Температурные характеристики данного материала будут рассмотрены ниже.
Точное количество вышеуказанных химических элементов зависит от производителя и наличия вспомогательных компонентов, призванных улучшить качество шва и облегчить пайку сложных металлов и сплавов. Процентное содержание добавочных элементов:
Процентное содержание добавочных элементов:
- железо – до 0,02 %;
- никель – до 0,02 %;
- сера – до 0,02 %;
- алюминий – до 0,002 %;
- медь – до 0,05 %;
- мышьяк – до 0,02 %;
- цинк – до 0,002 %;
- висмут – до 0,2 %.
Температура плавления
Рассмотрим температурные показатели материала:
- Припой начинает плавиться при температуре 183 Сº;
- Переход в жидкое агрегатное состояние происходит при 238 Сº;
- Интервал полной кристаллизации составляет 69 Сº.
Обращаем внимание, что температура плавления припоев ПОС 40 и ПОС 60 практически не отличаются друг от друга. При равном температурном пороге начала плавления, ПОС 60, за счет большего содержания олова в составе, становится жидким быстрее – при 193Сº. У ПОС 40 более длительный интервал кристаллизации, что негативно вливает на производительность работ.
Важным параметром является процент растворимости олова в свинце. При нормальной температуре этот показатель составит 2 %, тогда как по достижении эвтектической планки в свинце растворится приблизительно пятая часть всего олова.
При нормальной температуре этот показатель составит 2 %, тогда как по достижении эвтектической планки в свинце растворится приблизительно пятая часть всего олова.
Расшифровка
В аббревиатуре материала указаны сведения о составе:
- «П» указывает на назначение материала – припой.
- «О» — в составе содержится олово;
- «С» в составе содержится свинец;
- «40» — массовая доля олова составляет 40 %.
Разновидности
Производство припоя оловянно-свинцового бессурмянистого марки ПОС 40 подчиняется требованиям межгосударственных стандартов. Согласно указаниям нормативной документации, для состава предусмотрены следующие формы выпуска:
- проволока;
- пруток;
- лента;
- трубки;
- чушки;
- паста;
- жидкий флюс;
[stextbox id=’info’]Рассматриваемый материал в виде пасты и жидкого флюса практически не производится.[/stextbox]
Наиболее распространенной формой выпуска, для использования в домашних условиях, является проволока.
Для работы в промышленных масштабах удобнее использовать припой в виде прутков или чушек. Максимальный диаметр прутка составляет 8 мм – это самый большой показатель среди всех выпускаемых форм. Самой массивной разновидностью припоя является литая заготовка, вес которой может достигать 20 кг.
Применение в быту и на производстве
Безсурьмянистые припои с низким содержанием олова нашли свое применение в области низкотемпературной пайки. Эта технология отличается более экономной себестоимостью производственного процесса, при высоких качественных характеристиках.
ПОС 40 применяют при следующих работах:
- Создание неразъемных соединений металлических деталей.
- Ремонт радиоэлектроники и прочих изделий, которые плохо переносят высокотемпературное воздействие.

- Устранение дефектов в сосудах и емкостях, которые эксплуатируются без давления и не подвергаются воздействию высоких температур.
На предприятиях серийного производства рассматриваемый материал используют при сборке электронных схем, печатных плат и прочих управляющих устройств. После кристаллизации припой демонстрирует высокие показатели электрической проводимости, что является основным критерием подбора, поскольку данные элементы в процессе эксплуатации не подвергаются ударам, вибрации и иным механическим воздействиям. Таким образом, ПОС 40 отлично зарекомендовал себя в качестве средства соединения различных полупроводников.
Другая область применения припоя – герметизация различных металлических сосудов и емкостей. Низкая температура изменения агрегатного состояния позволяет использовать состав в качестве средства для лужения металла.
Особенности работы с припоем не имеют отличий от использования прочих составов свинцово-оловянной группы. Обрабатываемая поверхность должна пройти подготовительную обработку – это залог качественного соединения. Главное условий пайки – температура плавления базовой поверхности должна быть ниже температуры припоя. Для припоя ПОС 40 температура полного расплавления материала составляет 238 Сº. Этого достаточно для получения качественного соединения за счет высоких эксплуатационных параметров.
Обрабатываемая поверхность должна пройти подготовительную обработку – это залог качественного соединения. Главное условий пайки – температура плавления базовой поверхности должна быть ниже температуры припоя. Для припоя ПОС 40 температура полного расплавления материала составляет 238 Сº. Этого достаточно для получения качественного соединения за счет высоких эксплуатационных параметров.
Помимо высокого качества соединения, несомненным преимуществом припоя является простота использования. Для работы подойдет любой паяльный аппарат, включая приборы бытового назначения.
Технические характеристики подразумевают использование всех видов флюса. Активные составы, такие как соляная кислота, хлорид цинка или хлористый аммоний, эффективно очищают обрабатываемые заготовки от следов коррозии.
Их применение требует осторожности – чрезмерное воздействие на заготовку приводит к удалению поверхностного слоя материала. Нейтральные флюсы предупреждают негативные процессы, поэтому их использование лишено риска повреждения поверхности металла.
Нормативная номенклатура
Как и основной конкурент – припой ПОС 61, ПОС 40 изготавливается с соблюдением требований и указаний, включая условия производства и методы испытания, межгосударственного стандарта для припоев ГОСТ 21930-76.
Популярные фирмы производители
Рассматриваемый материал является продуктом отечественного производства. Его изготовлением занимаются следующие предприятия:
- Завод металлов и сплавов;
- СКАТ;
- Укрнихром;
- Завод припоев;
- Регетон;
- Технологические линии.
Заключение
Рассматриваемый материал обладает высокими качественными характеристиками, схожими на припой ПОС 61. Однозначного ответа на вопрос: «Какой припой лучше ПОС 40 или ПОС 61?», нет. Все зависит от условий выполнения работ и свойства обрабатываемой поверхности.
[stextbox id=’info’]Электромонтер 6-го разряда Зыков Андрей Станиславович. Опыт – 15 лет: «За время работы я перепробовал множество расходных материалов для пайки.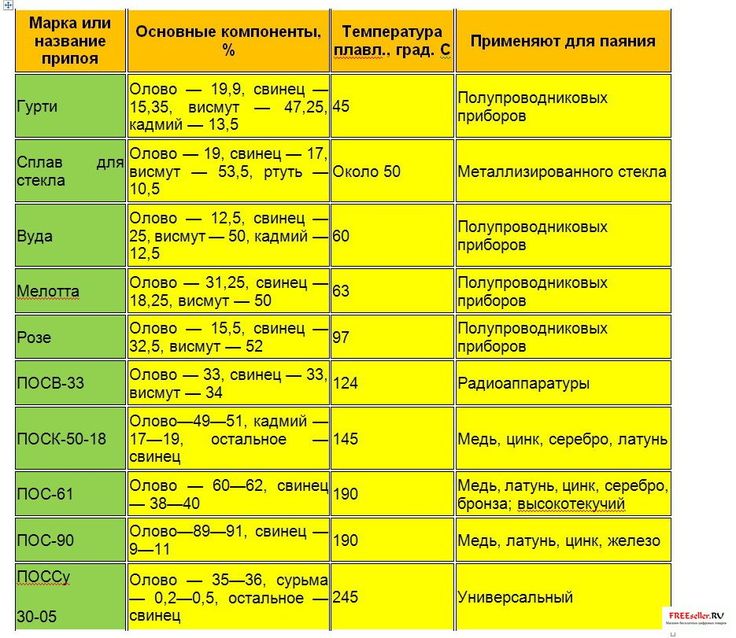 В качестве средства для обработки скруток лучше использовать ПОС-40 – он создает более прочный шов, по сравнению с ПОС-61. Кроме того, у ПОС-40 температура плавления составляет 230 Сº, тогда как у ПОС-61 наблюдаются изменения в структуре уже при 130 Сº».[/stextbox]
В качестве средства для обработки скруток лучше использовать ПОС-40 – он создает более прочный шов, по сравнению с ПОС-61. Кроме того, у ПОС-40 температура плавления составляет 230 Сº, тогда как у ПОС-61 наблюдаются изменения в структуре уже при 130 Сº».[/stextbox]
ГОСТ, технические характеристики, температура плавления
Классификация припоев для медных труб
Припои для качественной и надежной пайки медных труб изготовляются из разных компонентов. Друг от друга изделия отличаются по форме и химическому составу.
Тип и параметры соединительных элементов определяются областью последующей эксплуатации трубной системы из медных деталей.
Различия по температуре плавления
По уровню температурной обработки припои разделяются на три типа:
- низкотемпературные;
- среднетемпературные;
- высокотемпературные.
Низкотемпературные варианты плавятся в диапазоне от 150 до 450 °C. Не меняют изначальные физические параметры деталей. В области соединения создают аккуратный, но не слишком прочный шов. Предназначаются для применения в отопительных и водопроводных сетях, не подвергающихся серьезным нагрузкам.
В области соединения создают аккуратный, но не слишком прочный шов. Предназначаются для применения в отопительных и водопроводных сетях, не подвергающихся серьезным нагрузкам.
Обеспечивают герметичность и целостность труб диаметром до 10 см, установленных в коммуникационных системах, транспортирующих теплоноситель температурой до 130 °С.
Среднетемпературные и высокотемпературные материалы размягчаются при показателях в диапазоне от 450 до 1100/1850 °C. Гарантируют максимально прочное, крепкое соединение, не чувствительное к внешнему воздействию.
Область, соединенная среднетемпературным или высокотемпературным припоем, проявляет устойчивость к механическим повреждениям и спокойно переносит активные термонагрузки.
Разделение по химическому составу
По химическому составу современные, практичные припои распределяются на мягкие легкоплавкие и твердые тугоплавкие.
В первую категорию входят следующие позиции:
- свинцовые – содержат только свинец в чистом виде и расплавляются при температуре от 180 до 230 °C;
- оловянные – состоят из олова и плавятся при 220 °C, создают прочный и пластичный шов;
- свинцово-оловянные – могут содержать от 15 до 90% олова.
 Температура расплавления таких элементов составляет 183-280 °C;
Температура расплавления таких элементов составляет 183-280 °C; - оловянно-медные – на 97% состоят из высококачественного олова и на 3% из меди. Относятся к самым популярным и продаются по разумной цене. Образуют прочное соединение с хорошей устойчивостью к коррозии;
- медные с серебром – на 95% состоят из меди и на 5% из серебра. Отличаются высокими прочностными характеристиками и обеспечивают надежное сцепление между фрагментами.
Применяются мягкие легкоплавкие компоненты для объединения в единый комплекс труб диаметром от 6 до 108 мм. В стыковой области образуют аккуратный шов шириной от 7 до 50 мм.
Свинец считается вредным для здоровья человека элементом. Использование свинцовосодержащих припоев категорически запрещается в сетях, подающих воду в многоквартирные или частные дома, на предприятия или в общественные учреждения. На другие типы коммуникаций этот запрет не распространяется.
Для высокотемпературной обработки подходят твердые тугоплавкие материалы:
- медь в сочетании с серебром и цинком – содержит меди 30%, серебра — 44% и цинка — 26%.
 Область сцепления отличается хорошей прочностью, сохраняет пластичность, эффективно противостоит коррозии и демонстрирует повышенную теплопроводность;
Область сцепления отличается хорошей прочностью, сохраняет пластичность, эффективно противостоит коррозии и демонстрирует повышенную теплопроводность; - медь с фосфором – сплав из 94% меди и 6% фосфора. В процессе пайки не нуждается в применении флюса. Делает крепкое и надежное соединение, но частично теряет эластичность при низких температурах окружающей среды;
- серебро – во время пайки требует обязательного использования флюса. Создает крепкий, надежный шов с хорошей пластичностью и высокой коррозийной устойчивостью. Стоит значительно дороже аналогов из простых металлов и широкого распространения не имеет. Применяется там, где есть экономическая целесообразность и предъявляются повышенные требования к качеству трубного соединения.
При помощи тугоплавких припоев монтируют комплексы из труб диаметром от 12 до 159 мм, включая газовые коммуникационные сети, отопительные трассы и водопроводные магистрали диаметром от 28 мм.
Использование классических медно-фосфорных или любых других элементов допускается при создании соединений внахлест. Такой вариант сцепления обеспечивает максимальную прочность конструкции и увеличивает период работы трубопровода.
Такой вариант сцепления обеспечивает максимальную прочность конструкции и увеличивает период работы трубопровода.
Читать также: Какое масло заливается в рохлю
Мягкие припои для удобства пользования обычно изготовляются в форме катушек. Твердые элементы поставляются в виде проволок разной длины.
Флюсы для пайки алюминия
Рассмотрим все распространенные флюсы для пайки алюминия.
Канифоль
Да, можно паять алюминий. Да, в безвоздушной среде без оксидной пленки. Даже при таком раскладе времени обычно тратится больше, чем с активными флюсами. Да, это не профессионально, но паяет же.
Порошковый флюс
часто применяют вместе с газовой горелкой. При этом все пишут, что кислород к пламени добавлять нельзя. Из-за него снижается эффективность флюса из-за окисления алюминия. Порошковые флюсы часто применяют следующие:
- Активный флюс Ф-34А. Выполнен по ТУ 48- и имеет в составе — хлорид калия 50%, хлорид лития 32%, хлорид цинка 8%, фторид натрия 10%.
 Такой состав успешно используется с легкоплавкими и тугоплавкими припоями, содержащими много химических добавок. Хорошо растворяется в воде и гигроскопичен.
Такой состав успешно используется с легкоплавкими и тугоплавкими припоями, содержащими много химических добавок. Хорошо растворяется в воде и гигроскопичен. - Бура (натриевая соль борной кислоты) представляет собой порошок, который при температуре 700 градусов плавится и становится вязким. Стоит дешево, растворяется в воде. Смывается хорошо с лимонной кислотой.
- Ацетилсалициловая кислота. Я как-то пробовал паять таблеткой ацетилсалициловой кислоты — пары сильно обжигают глаза и нос. В общем, опасная вещь! Лучше активным жидким флюсом паять.
- Активный паяльный жир — хоть и не является порошком, но является твердым флюсом, который состоит из парафина, вазелина, деионизированной воды, хлорида цинка и хлорида аммония. Его структуру создает парафин, так что обычно паяльник опускают в банку или крошат паяльный жир на место пайки. Паяет он достаточно хорошо, особенно если подогревать место лужения. Пары лучше не вдыхать и отмывать после пайки, потому как корродирует и окисляет металлы со временем.
 Впрочем, как и любой активный флюс.
Впрочем, как и любой активный флюс.
Жидкий флюс
Жидкие флюсы хороши тем, что их можно нанести тонким слоем. Испаряются они активнее и часто имеют обжигающие пары. Больше предназначены для пайки паяльником.
- Флюс Ф-64 содержит тетраэтиламмоний, фториды, дионизированная вода, смачивающие присадки и ингибиторы коррозии. Он способен разрушать прочную оксидную плёнку значительной толщины, а значит подходит для пайки больших заготовок. Подходит для пайки алюминия, оцинкованного железа, меди, бериллиевой бронзы и т. д.
- Флюс Ф-61 содержит триэтаноламин, фторборат цинка, фторборат аммония. Его можно рекомендовать для низкотемпературной пайки при 250 градусах или лужения изделий из алюминиевых сплавов.
- Castolin Alutin 51 L содержит 32% олова, свинец и кадмий. Этот состав лучше всего оправдывает себя при использовании припоев того же производителя на температурах от 160 градусов и выше.
- Есть и , но перечислять их не буду — все должны быть в равной степени хорошие.

Особенности состава пищевых припоев
Безопасным сплавом считается олово, поэтому основная доля всех припоев изготавливается на его основе. В состав входит ограниченное количество элементов, поэтому пищевых разновидностей немного. Элементы для «чистых» припоев:
- Медь, содержание которой находится в пределах 10%, что не повышает токсичность.
- Цинк также часто используется в качестве основного или добавочного элемента.
- Висмут. Он безвреден, его содержание в небольшом количестве относится к добавочному, и такие припои больше применяются для медицинских целей.
Нельзя использовать сурьму в больших количествах, категорически запрещен кадмий, который имеет высокий уровень токсичности.
Припой пищевой
Применение «чистых» припоев также определяется толщиной соединяемых деталей и допустимой температурой плавления для конструкций и изделий. Например, припой для пищевой меди по химическим свойствам может быть медно-серебряный, оловянно-цинковый и оловянно-медный, но температура плавления серебряных (670-800 °С) и использование горелки не подойдут для тонких конструкций, а также для металлов с температурой плавления, приближенной к температуре плавления припоя. Именно поэтому наиболее распространены оловянные сплавы, которые способны соединять различные металлы и «работают» при нагреве до 250 °С.
Именно поэтому наиболее распространены оловянные сплавы, которые способны соединять различные металлы и «работают» при нагреве до 250 °С.
Разновидности
Пищевые припои для пайки используются в нескольких типах.
Серебряные. Здесь могут быть взяты модификации с добавлением никеля, меди, висмута, марганца. Температура их плавления составляет 670-800 градусов, что требует использования горелки для разогрева. Соединять конструкции нужно без применения нагрузок или давления на нее.
Хромоникелевые. Обеспечивают высокую прочность соединения, но для повышения прочности могут дополнительно быть легированы кальцием, натрием, никелем.
Медно-фосфорные. Низкоплавкие (до 450 °С), нужны для работы с медными изделиями. Образуют прочное соединение, для взаимодействия с которым требуется горелка соответствующей мощности.
Оловянные. Наиболее распространены «мягкие» разновидности с температурой плавления 250 °С. В их состав могут входить следующие элементы: медь, цинк, висмут. Их используют для неответственных деталей, а также соединяемых элементов тонкого сечения. Для некоторых изделий может потребоваться особый пищевой припой: для пайки самовара, например, применяют чистое олово или варианты с его содержанием 90%. Это одна из самых экологически чистых марок низкоплавкого припоя.
Их используют для неответственных деталей, а также соединяемых элементов тонкого сечения. Для некоторых изделий может потребоваться особый пищевой припой: для пайки самовара, например, применяют чистое олово или варианты с его содержанием 90%. Это одна из самых экологически чистых марок низкоплавкого припоя.
Процесс пайки пищевой нержавейки и меди
Области применения
Назначение зависит от используемых металлов для самих изделий, их конфигурации и толщины. Основные пищевые металлы — это:
Нержавейка
Метод ее соединения зависит от толщины листа: если она менее 3 мм и при отсутствии требований по прочности шва, можно использовать оловянные сплавы. Но лучшим считается серебряный припой для пайки нержавейки пищевой, особенно если в него входит небольшое количество никеля. Он имеет схожий цвет и коррозионную стойкость. Во втором случае нужно учитывать условия работы с нержавейкой, а также ее физико-химический состав, не каждый из которых может без последствий подвергаться столь высокому нагреву, который нужен для расплавления твердых припоев. Сложными являются сплавы с содержанием никеля более 25%, которые начинают при длительном нагреве до +500-700 °С выделять карбиды (снижается стойкость к коррозии).
При печном спаивании применяют серебряно-марганцевые или хромоникелевые разновидности. Пайка проводится с использованием буры.
Медь с латунью, нержавейкой
Комбинирование металлов усложняет пайку. Разница температур плавления и свойства металлов усложняют выбор припоя, флюса и, соответственно, технологии. Применение паяльника в большинстве случаев нерентабельно из-за использования твердых припоев и/или больших площадей соприкосновения. В качестве универсальной технологии подойдет пайка горелкой, поскольку это ускорит процесс, предотвращая окисление флюса. Для неответственных деталей вполне уместны латунные припои, для ответственных — стоит остановиться на более дорогом и качественном медно-фосфорном варианте.
Заключение
Для производственных масштабов разработаны нормы расхода припоя для пайки по ГОСТ, без которого невозможно рациональное применение дорогостоящих материалов. Оценка результативности проводилась на основании табличных данных свойств материала, базирующихся на измерении и сравнительных расчетах. Нормированию также подлежат и дополнительные элементы: флюсы, защитные, окислительные среды, расходные элементы для пайки.
Оценка результативности проводилась на основании табличных данных свойств материала, базирующихся на измерении и сравнительных расчетах. Нормированию также подлежат и дополнительные элементы: флюсы, защитные, окислительные среды, расходные элементы для пайки.
Разновидности припоев для пайки
Встречается много разновидностей. В первую очередь они различаются по тому, для чего предназначаются. Это могут быть:
- припои для пайки меди, куда входят инструмент для заделывания трещин в трубах, течи, соединения проводов и прочих вещей из этого металла и его сплава;
- для соединения алюминиевых деталей, причем сам алюминий не входит в состав марок, так как относится к трудно спаиваемым металлам и все рассчитано для улучшения его свойств;
- для ремонта нержавеющих деталей, для чего подбираются составы с тугоплавкими добавками, обладающие антикоррозионными свойствами;
- серебряные припои, для соединения изделий из серебра, в том числе и ювелирных изделий, а также сложно соединяемых металлов, так как данные составы обладают высоким качеством.

Состав и теплопроводность припоев и баббитов при различных температурах
В таблице представлен состав и значение коэффициента теплопроводности алюминиевых антифрикционных сплавов, баббитов и припоев при температуре от 4 до 300 К (от -269 до 27°С).
Рассмотрены следующие припои и подшипниковые материалы: АН2,5, АО6-1, БКА, Б16, Б83, Б88, ПОС61, ПОС18, ПОССу18-2, ПОССу40-2, сплав Вуда, сплав Розе, ПСр25, ПСр44, ПСр70.
Наиболее теплопроводным антифрикционным сплавом, по данным таблицы, является сплав АО6-1 — его теплопроводность равна 180 Вт/(м·град). Наибольшую теплопроводность среди рассмотренных припоев имеет серебряный припой ПСр70 (на основе серебра и меди) — теплопроводность этого припоя равна 170 Вт/(м·град).
- Физические величины. Справочник. А.П. Бабичев, Н.А. Бабушкина, А.М. Братковский и др.; Под ред. И.С. Григорьева, Е.З. Мейлихова. — М.:Энергоатомиздат, 1991. — 1232 с.
- Чиркин В.С. Теплофизические свойства материалов ядерной техники.

- Таблицы физических величин. Справочник. Под ред. акад. И.К. Кикоина. М.: Атомиздат, 1976. — 1008 с.
- Цветные металлы. Справочник. — Нижний Новгород: «Вента-2», 2001. — 279 с.
Область применения
ПОС 40 применяется при проведении низкотемпературной пайки с непосредственным применением припоя. Она является более экономичной, по сравнению с высокотемпературной или композиционной. Обеспечивает достаточно надёжное и долговечное соединение.
Данная присадка применяется для решения следующих задач:
- термического соединения металлических деталей, в основном латуни, жести;
- соединения элементов электрической и радиоэлектронной аппаратуры, не имеющей высоких термических показателей;
- устранение трещих и пробоев в медных и оцинкованных ёмкостях, которые не будут подвергаться нагреву.
Сварка припоем ПОС 40
Широкое применение он получил на предприятиях электрической и радиоэлектронной промышленности для закрепления деталей на печатных платах, аппаратурных корпусах. Он позволяет обеспечить надёжное соединение и прекрасную электропроводность. С его помощью осуществляют пайку и лужение выводов деталей (резисторов, конденсаторов, ножек микросхем и транзисторов), соединительных проводов. Производят пайку медных жил многожильных проводов и кабелей. Облуживают медные наконечники и припаивают к оболочке кабеля (стальной или свинцовой). Не смотря на различие металлов соединение получается достаточно прочным.
Он позволяет обеспечить надёжное соединение и прекрасную электропроводность. С его помощью осуществляют пайку и лужение выводов деталей (резисторов, конденсаторов, ножек микросхем и транзисторов), соединительных проводов. Производят пайку медных жил многожильных проводов и кабелей. Облуживают медные наконечники и припаивают к оболочке кабеля (стальной или свинцовой). Не смотря на различие металлов соединение получается достаточно прочным.
Он позволяет осуществлять герметизацию швов в различных сосудах и устранения герметичности в трубопроводах по которым проходят не реактивные жидкости. Благодаря своей невысокой температуре плавления он широко применяется для лужения участков металла, который необходимо подготовить для последующей пайки. Наличие в составе присадки только олова и свинца позволяет после остывания получить надёжное соединение. Для пайки изделий из латуни, железа или меди применяют именно прутки диаметров 8 миллиметров.
Технологически процесс лужения и последующей пайки не вызывает трудностей и не отличается от технологий работы с другими припоями. Для получения качественного соединения целесообразно провести подготовительные работы. Они заключаются в обезжиривании поверхности пайки и предварительному лужению. Паяльник или паяльная станция выбирается таким образом, чтобы можно было обеспечить температуру плавления припоя. То есть температура плавления припоя должна быть ниже температуры плавления спаеваемых деталей, иначе произойдет не спайка, а полная диффузия. В этом случае не удастся получить надёжного соединения. Для припоя ПОС 40 также необходимо учитывать температуру солидуса (точка плавления самого легкоплавкого компонента присадки) и температуру так называемого ликвидуса (наименьшая температура при которой припой становиться жидким – для ПОС 40 это 238 °С).
Этой температуры достаточно для полного расплавления присадки, хорошего прогрева металлической детали и обеспечения надёжного соединения за счёт присущей текучести и прекрасной смачиваемости.
Кроме нагревательных аппаратов, для обеспечения качественной пайки необходимо подобрать флюс для ПОС 40. При выборе флюса следует учитывать следующие параметры совместимости: вид флюса, температурный интервал пайки, агрессивности и агрегатному состоянию. На практике с ПОС 40 применяют два вида флюса: активные или пассивные. Первый вид позволяет удалять с поверхности металла любые окислы. Это происходит за счёт их растворения. Однако растворяется и поверхностный слой самого металла. Такими флюсами является соляная кислота, хлористый цинк и хлористый аммоний. Пассивные флюсы лишены этого недостатка. С их помощью только защищают место будущей пайки от возможной коррозии. Яркими представителями этого класса является хорошо известные воск и канифоль.
Технические характеристики припоя ПОС-61
Обозначение припоя , как мы выяснили, довольно спорное, но против ГОСТа не попрешь. ПОС-61 применяют для пайки и лужения электронных компонентов и печатных плат точных приборов с высокогерметичными швами, для которых не допускается перегрев.
Состав припоя ПОС-61
Химический состав припоя ПОС-61 следующий:
- Олово 59 — 61 %;
- Сурьма — не более 0,1 %;
- Медь — не более 0,05 %;
- Висмут — не более 0,02 %;
- Мышьяк — не более 0,02 %;
- Железо — не более 0,02 %;
- Никель — не более 0,02 %;
- Сера — не более 0,02 %;
- Цинк — не более 0,002 %;
- Алюминий — не более 0,002 %;
- Свинец — все остальное — около 38,7 — 40,7 %.
Температура пайки припоя ПОС-61 составляет 220 градусов Цельсия. Солидус равен 183 градуса. Я даже снял видеоролик о плавлении этого припоя в замедленной съемке на свой Olympus Tough TG-860 с частотой 240 кадров в секунду.
Солидус равен 183 градуса. Я даже снял видеоролик о плавлении этого припоя в замедленной съемке на свой Olympus Tough TG-860 с частотой 240 кадров в секунду.
Припой ПОС 61 ГОСТ 21931-76 имеет следующие технические характеристики:
- Плотность определяет вес и равна 8,5 г/куб. см.;
- Удельное электрическое сопротивление равно 0,139 Ом х кв.мм./м;
- Теплопроводность равна 0,12 ккал/см х с х град;
- Временное сопротивление разрыву составляет 4,3 кгс/кв.мм.;
- Относительное удлинение равно 46 %.
Достоинства припоя марки ПОС-61:
- наилучшее соотношение температуры плавления и прочности;
- хорошая адгезия к поверхности металлов;
- универсальный припой для пайки и большинства радиомонтажных работ;
- доступность и распространенность;
- низкая стоимость;
- часто выпускается в виде проволоки, например припой ПОС 61 Т2А.
Недостатки припоя типа ПОС-61:
- универсальность снижает характеристики в частных случаях, например при пайке цинка;
- температура плавления подходит не для всех устройств;
- пары припоя (свинца в нем) вредны для здоровья.

Классификация припоев
От температуры плавления зависит класс припоя:
- Мягкий припой достигается за счет плавления до четырехсот градусов Цельсия.
- Твердый припой достигается за счет плавления выше пятисот градусов Цельсия.
- Полутвердый припой достигается за счет плавления в диапазоне от расплавленного олова до четырехсот градусов Цельсия.
Припои классов мягкий и полутвердый прочны при растяжении от пятидесяти до семидесяти Мегапаскалей, они предназначены для спаивания токопроводящих частей машин. Они производятся при помощи паяльника или опускания частей для спаивания в жидкий припой.
Твердый припой прочен до пятисот Мегапаскалей, используется как припой категории прочности номер один для спаивания токопроводящих частей с большим нагревом и деталей с главной механической нагрузкой. Производится такой припой электродами из меди или графита. Небольшие детали спаивают автогеном.
Читать также: Самоделки для гаража своими руками приспособы
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2. 1. Припои оловянно-свинцовые в чушках изготовляют в соответствии с требованиями настоящего стандарта по технологической инструкции, утвержденной в установленном порядке. Химический состав припоев должен соответствовать требованиям таблицы.
1. Припои оловянно-свинцовые в чушках изготовляют в соответствии с требованиями настоящего стандарта по технологической инструкции, утвержденной в установленном порядке. Химический состав припоев должен соответствовать требованиям таблицы.
2.2. Форма чушек припоев всех марок приведена в приложении 3. Размеры чушек, указанные в приложении 3, приведены для конструирования и изготовления изложниц. Допускаемые отклонения по размерам изложниц должны соответствовать 13 классу точности по ГОСТ 26645.
| Химический состав, % | ||||||
|---|---|---|---|---|---|---|
| Марка припоя | Код ОКП | Основные компоненты | ||||
| Олово | Сурьма | Кадмий | Медь | Свинец | ||
| Бессурьмянистые | ||||||
| ПОС 90 | 17 2311 1100 04 | 89-91 | – | – | – | Остальное то же |
| ПОС 63 | 17 2312 0100 | 62,5-63,5 | – | – | – | “ |
| ПОС 61 | 17 2312 1100 10 | 59-61 | – | – | – | “ |
| ПОС 40 | 17 2314 1100 00 | 39-41 | – | – | – | “ |
| ПОС30 | 17 2321 1100 09 | 29-31 | – | – | – | “ |
| ПОС 10 | 17 2326 1100 06 | 9-10 | – | – | – | “ |
| ПОС 61М | 17 2312 1200 07 | 59-61 | – | – | 1,2-2,0 | “ |
| ПОСК 50-18 | 17 2313 1200 02 | 49-51 | – | 17-19 | – | “ |
| ПОСК 2-18 | 17 2343 1100 09 | 1,8-2,3 | – | 17,5-18,5 | – | “ |
| Малосурьмянистые | ||||||
| ПОССу 61-0,5 | 17 2312 1400 01 | 59-61 | – | – | – | Остальное то же |
| ПОССу 50-0,5 | 17 2313 1100 05 | 49-51 | – | – | – | “ |
| ПОССу 40-0,5 | 17 2314 1200 08 | 39-41 | – | – | – | “ |
| ПОССу 35-0,5 | 17 2315 1200 03 | 34-36 | 0,05-0,5 | – | – | “ |
| ПОССу 30-0,5 | 17 2321 1200 06 | 29-31 | – | – | – | “ |
| ПОССу 25-0,5 | 17 2322 1200 01 | 24-26 | – | – | – | “ |
| ПОССу 18-0,5 | 17 2323 1100 10 | 17-18 | – | – | – | “ |
| Сурьмянистые | ||||||
| ПОСу 95-5 | 17 2311 1200 01 | Ост. | 4,0-5,0 | – | – | – |
| ПОССу 40-2 | 17 2314 1300 05 | 39-41 | 1,5-2,0 | – | – | Остально то же |
| ПОССу 35-2 | 17 2315 1300 00 | 34-36 | 1,5-2,0 | – | – | “ |
| ПОССу 30-2 | 17 2321 1300 03 | 29-31 | 1,5-2,0 | – | – | “ |
| ПОССу 25-2 | 17 2322 1300 09 | 24-26 | 1,5-2,0 | – | – | “ |
| ПОССу 18-2 | 17 2323 1200 07 | 17-18 | 1,5-2,0 | – | – | “ |
| ПОССу 15-2 | 17 2324 1100 05 | 14-15 | 1,5-2,0 | – | – | “ |
| ПОССу 10-2 | 17 2326 1200 03 | 9-10 | 1,5-2,0 | – | – | “ |
| ПОССу 8-3 | 17 2326 1300 00 | 7-8 | 2,0-3,0 | – | – | “ |
| ПОССу 5-1 | 17 2327 1100 01 | 4-5 | 0,5-0,1 | – | – | “ |
| ПОССу 4-6 | 17 2327 1200 09 | 3-4 | 5,0-6,0 | – | – | “ |
| ПОССу 4-4 | 17 2327 1300 06 | 3-4 | 3,0-4,0 | – | – | “ |
| Массовая доля, % | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Марка припоя | Примесей, не более | |||||||||
| Бессурьмянистые | ||||||||||
| Сурьма | Медь | Висмут | Мышьяк | Железо | Никель | Сера | Цинк | Аллюминий | Свинец | |
| ПОС 90 | 0,10 | 0,05 | 0,1 | 0,01 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| ПОС 63 | 0,05 | 0,05 | 0,1 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| ПОС 40 | 0,10 | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| ПОС 30 | 0,10 | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| ПОС 10 | 0,10 | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| ПОС 61М | 0,20 | – | 0,2 | 0,01 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| ПОСК 50-18 | 0,20 | 0,08 | 0,2 | 0,03 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| ПОСК 2-18 | 0,05 | 0,05 | 0,2 | 0,01 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| Малосурьмянистые | ||||||||||
ПОССу 61-0. 5 5 | – | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 50-0,5 | – | 0,05 | 0,1 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 40-0,5 | – | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 35-0,5 | – | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 30-05 | – | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 25-0,5 | – | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 18-0,5 | – | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | – |
| Сурьмянистые | ||||||||||
| ПОСу 95-5 | – | 0,05 | 0,1 | 0,04 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | 0,07 |
| ПОССу 40-2 | – | 0,08 | 0,2 | 0,02 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 35-2 | – | 0,08 | 0,2 | 0,02 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 30-2 | – | 0,08 | 0,2 | 0,02 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 25-2 | – | 0,08 | 0,2 | 0,02 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 18-2 | – | 0,08 | 0,2 | 0,02 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 15-2 | – | 0,08 | 0,2 | 0,02 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 10-2 | – | 0,08 | 0,2 | 0,02 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 8-3 | – | 0,1 | 0,2 | 0,05 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 5-1 | – | 0,08 | 0,2 | 0,02 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 4-6 | – | 0,1 | 0,2 | 0,05 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | – |
| ПОССу 4-4 | – | 0,1 | 0,2 | 0,05 | 0,02 | 0,08 | 0,02 | 0,002 | 0,002 | – |
Примечания:
- По требованию потребителя массовая доля мышьяка в бессурьмянистых пирпоях марок ПОС 61, ПОС 40 и ПОС 30 должна быть не более 0,01%.

- В сурьмянистых припоях марок ПОССу 40-2, ПОССу 30-2 и ПОССу 18-2, применяемых в автомобилестроении, допускается массовая доля меди до 0,1% и мышьяка – до 0,05%. 3. Содержание примесей железа, серы, никеля, цинка, аллюминия обеспечивается технологией изготовителя.
2.3. Поверхность чушек не должна иметь шлаковых и других инородных включений. Допускается наличие усадочных раковин и трещин.(Измененная редакция, Изм. № 2). 2.4. Физико-механические свойства припоев приведены в приложении 1. 2.5. Области преимущественного применения припоев приведены в приложении 2. Разд. 2а (Исключен, Изм. № 3).
Низкотемпературные припои
Химический состав припоев разных видов.
Низкотемпературные сплавы используются для пайки радиодеталей, чувствительных к действию высокой температуры. К ним относятся: припой ПОС 40 и припой ПОС 30. Они широко применяются в промышленности, но их также берут и для частного использования.
ПОС 30 отлично подходит для пайки меди и сплавов не ее основе. Он используется и как присадочный материал и в целях лужения деталей. Особенностью данной марки является отсутствие в ее составе сурьмы.
Он используется и как присадочный материал и в целях лужения деталей. Особенностью данной марки является отсутствие в ее составе сурьмы.
ПОС 30 позволяет получать надежные герметичные соединения, что обусловило активное применение материала для трубопроводных систем. Кроме того, он характеризуется хорошей проводимостью и низким сопротивлением, что позволяет использовать его с целью получения мелких контактов.
Низкая температура плавления позволяет избежать перегрева радиодеталей при пайке. В то же время, после застывания, он надежно фиксирует части изделия.
С технической точки зрения выполнять пайку данным сплавом достаточно легко. Однако следует иметь в виду, что в случае его использования детали не должны работать при высоких температурах.
Выпускается ПОС 30 в форме проволоки различного диаметра от 0,5 до 8 мм. Толщину выбирают исходя из задач, которые необходимо решить. Чтобы соединить мелкие провода и детали, отлично подойдет наименьший вариант. А вот ремонт корпусов и спайку крупных изделий проще осуществлять 8 мм проволокой.
Отличаются они друг от друга, конечно же, составом. Об этом свидетельствуют цифры в конце их маркировки.
Разновидности бессвинцовых припоев.
ПОС 40 позволяет получать качественные и надежные соединения. При работе с ним не появляются трещины, а также отсутствуют не пропаянные места и другие дефекты. Незначительное сопротивление и хорошая проводимость позволяют применять ПОС для пайки электроники.
Как уже было отмечено выше, данный припой имеет низкую температуру плавления. Это также накладывает ограничения на использование изделий паяемых с его применением.
Наиболее распространенная форма выпуска сплава – проволока. Ее диаметр варьируется от 0,5 до 7 мм. Однако он существует и в виде прутков, ленты фольги, небольших трубок.
Еще одним низкотемпературным припоем является ПОС 61. Однако у него в составе присутствует сурьма. Сплав отличается достаточно хорошей пластичностью. Наиболее широко используется для пайки полупроводниковой техники. Удельное сопротивление припоя ПОС 61 составляет 0,139 Ом*мм2/м.
Выпускается в виде металлических слитков весом около 25 кг, прутков с сечением от 8 до 15 мм, проволоки с диаметром от 0,5 до 6 мм. Существуют также такие форм-факторы, как ленты, аноды и трубки.
Паяльная паста
Главным образом используется для пайки компонентов монтируемых поверхностно (SMD’шек), а также безвыводных микросхем в BGA корпусах.
Выглядит как кашица серого цвета, состоит из мельчайших шариков сплава Sn62Pb36Ag2 (серебра 2%, свинца 36%, олова 62%), также в составе содержится безотмывочный флюс. О том, что флюс безотмывочный, говорят две буквы на упаковке NC (No Clean). Флюс, содержащий шарики припоя, высыхает на воздухе, поэтому хранится паста в закрытой упаковке.
Используется это средство при сложном ремонте сотовых и для пайки микросхем в корпусе BGA. Ее применение предполагает использование дополнительного оборудования для ремонта мобильных, к примеру, специальные трафареты. Стоит паста довольно дорого, поскольку содержит серебро.
Ее применение предполагает использование дополнительного оборудования для ремонта мобильных, к примеру, специальные трафареты. Стоит паста довольно дорого, поскольку содержит серебро.
Сейчас в производстве электроники массово применяются припои без свинца.
Разновидности
Независимо от формы выпуска, состав материала и соотношение основных компонентов остается неизменным. Наиболее распространенными разновидностями являются:
- Проволока. Ее диаметр находится в пределах от 1 до 7 мм, в зависимости от области применения. Величина шага составляет 0,5 мм. Поставка осуществляется в компактных бухтах или катушках, которые разматывают в процессе эксплуатации. Данная форма выпуска является самой востребованной.
- Припой с канифолью ПОС 61 выпускают в виде тонких трубок с наполнителем, закрученных спиралью. Сосновая канифоль играет роль флюса при паяльных работах. Ее преимущество – нейтральный состав, который не требует удаления после завершения рабочего цикла, в отличие от флюсов на кислотной основе. Прочие виды припоев ПОС 61 выпускают без канифоли.

- Лента. Отличительная особенность – возможность быстрого ремонта кабельно-проводниковых материалов. Ленточный припой характеризуется низким содержанием сурьмы.
- Прутки. Их длина не превышает 40 см. Максимальный диаметр – 8 мм. Данная форма выпуска идеально подходит для лужения температурного стержня паяльника. Некоторые мастера предпочитают изготавливать прутки самостоятельно, отливая их в специальные формы.
Для крупных производственных предприятий ПОС 61 поставляют в виде массивных слитков, массой до 25 кг. Это снижает себестоимость расходных материалов и паяльных работ.
Общие сведения о пайке
Что главнее в работе паяльщика: инструмент или материал? Важным является все: и паяльник, и припой, и флюс. Многообразие паяльников связано с объектом пайки. Массивные детали прогревают мощными паяльниками, а микроскопические схемы чипов — маломощными. Профессиональные паяльщики применяют несколько видов этих нагревательных инструментов.
Классификация паяльников по мощности:
- Паяльник с нихромовой вставкой мощностью 25 ватт — это обычный хозяйственный инструмент, которым пользовались умельцы, радиолюбители, электронщики.
 Популярны они и по сей день, довольно дешёвые, служат до 10 лет. Металлическая вставка в виде медного прута, кончик которого срезан под 60 градусов. Применяется в 90% случаях, которые возникают в хозяйственных ситуациях, даже многие ремонтные мастерские ими пользуются.
Популярны они и по сей день, довольно дешёвые, служат до 10 лет. Металлическая вставка в виде медного прута, кончик которого срезан под 60 градусов. Применяется в 90% случаях, которые возникают в хозяйственных ситуациях, даже многие ремонтные мастерские ими пользуются. - Второй вид — это более мощный с нагревателем в 40 ватт и нихромовой вставкой, в два раза тяжелее и больше своего собрата в 25 ватт. Применяется для более сложных работ. Жало заточено под клин, похоже на отвёртку, но применять его для завинчивания шурупов нельзя. Такая заточка сделана для удобства пайки массивных деталей, для прогрева до 190 С. Используют их профессионалы, для домашнего использования не рекомендуется.
- Третий вид — это газовый паяльник, три в одном. Сам паяльник с медным сердечником, заточенным под иглу. Вторая функция — фен, способный прогреть объект до 600 градусов. Газовая горелка- в этом случае меняется насадка, инструмент выполняет функции горелки на газу, прогревает детали до температуры 1300 градусов.

- Четвёртый тип — это современный керамический паяльник. Чемпион по сравнению со всеми представленными инструментами. Имеет очень тонкое жало, способное паять миллиметровые точки, применяется для выполнения очень точных работ. Мощность — 100 ватт. Комплектуется паяльной станцией с диапазоном температур от 200 до 480 градусов. Среди специалистов используется как универсальный инструмент.
Особенности материала
Припой характеризуется высокой текучестью, поэтому может использоваться совместно с бытовыми паяльниками. Это является большим преимуществом, как и высокое качество пайки. Расплавленный припой ПОС 61 хорошо проникает в отверстия и трещины, что гарантирует прочность соединения. Также необходимо упомянуть смачиваемость детали, что гарантирует качественную пайку и снижает риск появления брака до минимума.
Концентрация основных элементов припоя и их пропорция в составе определяют его характеристики. Добавление других элементов дает возможность расширить область применения, а также повысить универсальность присадки. Это позволяет паять различные металлы, которые встречаются в технической сфере, например, сталь с цинковым покрытием, медь, латунь и пр.
Это позволяет паять различные металлы, которые встречаются в технической сфере, например, сталь с цинковым покрытием, медь, латунь и пр.
Благодаря невысокой температуре при работе обеспечивается возможность использования припоя ПОС 61 ГОСТ 21931-76 для соединения элементов радиоэлектроники, где требуется особенная точность и тщательность, а также соблюдение температурного режима. Такое преимущество сохраняется и при пайке тонких листов металла, а также других теплочувствительных предметов. Данный фактор положительно сказывается на еще одном достоинстве – возможности использования в качестве средства для лужения жала паяльного инструмента, а также деталей в местах проведения работ.
Читать также: Можно ли подключать духовой шкаф через удлинитель
В состав припоя ПОС 61 входит свинец, вместо которого могут вводиться другие компоненты. Также среди составляющих присадки имеются олово и сурьма, последняя используется во всех припоях серии. Герметичность при пайке обусловлена отменным качеством шва и хорошим проникновением состава в детали. Это дает преимущество при работе в домашних условиях с трубами, изготовленными из меди и используемыми для прокладки инженерных сетей.
Это дает преимущество при работе в домашних условиях с трубами, изготовленными из меди и используемыми для прокладки инженерных сетей.
Простота применения также положительно сказывается на популярности припоя. Он способен хорошо заделывать трещины и отверстия в различных сосудах для хранения жидких составов. К тому же, ПОС имеет небольшую температуру плавления, что позволяет использовать его с термочувствительными элементами.
Химический состав припой ПОС 60
Название элемента состава | Примерное содержание в припое, % |
Олово | |
Свинец | 39-40 |
Сурьма | 0,05 |
Висмут | 0,01 |
Железо | 0,02 |
Никель | 0,02 |
Сера | 0,02 |
Физические свойства
Технические характеристики припоя ПОС 60
Марка | Температура плавления, °C | Плотность, грамм/см3 | Сопротивление удельное | Тепло-проводность | Сопротивление на разрыв | Удлинение относительное, % | Вязкость ударная, кгс/см2 |
Начальная | Конечная | ||||||
ПОС 60 | 185 | 192 | 8,5 | 0,139 | 0,12 | 4,3 | 3,9 |
Сортамент и размеры
Проволока
Диаметр проволоки, мм | Возможная погрешность, мм |
0,5 | 0,055 |
0,6 | 0,065 |
0,8 | 0,075 |
0,085 | |
1,2 | 0,09 |
1,5 | 0,1 |
1,8 | 0,15 |
0,15 | |
2,5 | 0,17 |
0,17 | |
3,5 | 0,16 |
0,16 | |
0,17 |
Пруток
Величина диаметра, мм |
Трубка
Наружный диаметр, мм | 1,5 | 2,5 | 3,5 |
Лента
Ширина, мм | От 8 до10 | От 10 до 15 | |
Толщина, мм | 0,8 | 1,5 | 2,5 |
Примеры расшифровки маркировки
Припой ПОС 60 2 мм и с другими размерами имеют в своем названии следующую информацию:
- ПОС – припой оловянно-свинцовый.
 Во всех марках этой серии содержится большинство количество свинца и олова, относительно других элементов.
Во всех марках этой серии содержится большинство количество свинца и олова, относительно других элементов. - 60 – количество содержания олова в этом составе.
https://youtube.com/watch?v=KBr6fTDMazw
Фирмы производители
На рынке можно встретить товары следующих компаний:
- КиевЦветМет;
- Manwell;
- «Технологические Линии»;
- Вадис-М;
- Укр-Спецсплав;
- Арсенал;
- Техноскрап;
- УкрИнтерсталь.
ГОСТ, технические характеристики, температура плавления
ПОС 61
Температура плавления пос 61 составляет 183 градуса, что является начальной точкой. Полное расплавление достигается при температуре около 190 градусов, что позволяет работать с ним при помощи любого бытового паяльника или профессиональной паяльной станции. Температура пайки равна 240 градусам. Это самый низкоплавкий припой из всей группы оловянно-свинцовых припоев.
Состав
Данный присадочный материал относится к категории мягких, имеет в своем составе 61% олова, 38−39% свинца и может содержать допустимый процент примесей в виде сурьмы, никеля, железа серы и висмута.
Внутри оловянно-свинцовой группы данный материал является наиболее чистым по составу припоем и больше подходит для электромонтажа и лужения, так как из-за содержания в нем меди снижает скорость растворения медных проводов и дорожек и меньше изнашивает жало паяльника, а относительно низкая температура плавления не повредит печатную плату.
Характеристики материала
- Температура начала плавления 183 градуса.
- Температура расплава 190 градусов.
- Плотность 8.5 г/куб см.
- Удельное сопротивление — 0.139мкОМ/м.
- Предел прочности — 4.3 Мпа.
Выпускается в нескольких разновидностях, которые отличаются исключительно по внешнему виду:
- В виде проволоки — толщина сечения приблизительно 2 мм, наиболее удобный и распространенный вариант.
 Также может быть встречена проволока с флюсом внутри. Роль флюса выполняет сосновая канифоль, которая хорошо себя показывает при пайке электромонтажных соединений, так как не окисляет детали, в отличие от кислотных флюсов, после работы с которыми детали нужно тщательно промывать.
Также может быть встречена проволока с флюсом внутри. Роль флюса выполняет сосновая канифоль, которая хорошо себя показывает при пайке электромонтажных соединений, так как не окисляет детали, в отличие от кислотных флюсов, после работы с которыми детали нужно тщательно промывать. - В виде паяльной ленты — припой в виде очень тонкой длинной ленты. Идеально подходит для быстрой пайки скруток и лужения проводов. Как и проволока, бывает с флюсом и без него.
- В виде прутьев до 8 мм толщиной и приблизительно 40 см в длину. Данные прутики удобно использовать при пайке монтажных проводов и лужения жала паяльника. При желании их можно сделать самостоятельно, отливом в заранее изготовленные формочки.
Применение в быту и на производстве
Данный припой имеет широкое распространение как в быту, так и в промышленности. Дешевизна материала делает его очень доступным, а химический состав и технические свойства допускают его применение при решении многих поставленных задач.
Так, выше уже было сказано о том, что при помощи пос 61 удобно паять радиодетали, потому что низкая температура его плавления не повредит дорожкам печатной платы и радиокомпонентам, особенно микросхемам, которые могут выйти из строя при перегреве.
Также, с помощью этого материала можно проводить качественную пайку скрутки медных проводов, что активно применяется в электромонтаже, притом паять можно как паяльником, так и газовой горелкой. Помимо этого, пос 61 имеет очень хорошую текучесть и образует герметичные швы, что допускает его применение и при сварке между собой труб при помощи газовой горелки.
Но низкая температура плавления накладывает и некоторые ограничения на сферу его применения — его нельзя применять при работе с материалами, которые в последствии будут подвержены сильному нагреву. Это может привести к тому, что сварочный шов деформируется, или даже расплавится, что испортит всю работу.
Паяльная паста
Главным образом используется для пайки компонентов монтируемых поверхностно (SMD’шек), а также безвыводных микросхем в BGA корпусах.
Выглядит как кашица серого цвета, состоит из мельчайших шариков сплава Sn62Pb36Ag2 (серебра 2%, свинца 36%, олова 62%), также в составе содержится безотмывочный флюс. О том, что флюс безотмывочный, говорят две буквы на упаковке NC (No Clean). Флюс, содержащий шарики припоя, высыхает на воздухе, поэтому хранится паста в закрытой упаковке.
Используется это средство при сложном ремонте сотовых и для пайки микросхем в корпусе BGA. Ее применение предполагает использование дополнительного оборудования для ремонта мобильных, к примеру, специальные трафареты. Стоит паста довольно дорого, поскольку содержит серебро.
Сейчас в производстве электроники массово применяются припои без свинца.
Выбор припойного материала
Одним из главных критериев выбора сплава для создания паяного соединения металлических деталей является температура его плавления.
То есть, присадочный материал должен расплавляться раньше, чем основной. Но это не единственное условие выбора.
Жидкий расплав должен хорошо смачивать поверхность основного металла. Кроме этого, к паяному соединению предъявляются определённые прочностные требования.
Именно по этой причине при пайке какого-либо металлического изделия стараются использовать присадку на основе такого же металла, как металл изделия.
При этом более низкая температура плавления припоя обеспечивается дополнительными компонентами, входящими в его состав.
Правда, следует заметить, что сравнять эти характеристики при пайке не удаётся никогда. То есть, при механических испытаниях на разрушение излом всегда будет происходить в месте соединения.
В некоторых специфических видах пайки прочность соединения играет не главную роль. Например, при пайке ювелирных изделий основной является эстетическая часть работы. Поэтому изделия из золота, серебра и платины паяются только припоями на основе одноимённых металлов, причём той же пробы.
Например, при пайке ювелирных изделий основной является эстетическая часть работы. Поэтому изделия из золота, серебра и платины паяются только припоями на основе одноимённых металлов, причём той же пробы.
Разогрев
В зависимости от температуры плавления используемого присадочного материала, применяются различные методы нагрева при пайке. В случае с мягкими материалами, содержащими олово, цинк, свинец, основным инструментом при пайке может служить обычный паяльник.
В качестве примера можно привести сборку и ремонт электронных схем, содержащих компоненты, критичные к перегреву. В этой ситуации обычно используются свинцово-оловянные материалы, имеющие невысокую температуру плавления и электрические паяльники небольшой мощности.
Механическая прочность соединений играет здесь второстепенную роль, главным является обеспечение надёжного электрического контакта.
Когда речь идёт о пайке высокотемпературными материалами, паяльник оказывается бессильным. В этих случаях нагрев осуществляется посредством газовых горелок и специальных установок, использующих токи высокой частоты.
Это относится к промышленной пайке в условиях производственных цехов и использованию твёрдых припоев.
В отдельных случаях, когда спаиваемые детали очень массивны, и при использовании обычных средств нагрева достичь плавления не удаётся, применяются специальные печи, куда заготовки помещают целиком. Только таким способом обеспечивают надежную пайку.
Общие сведения о пайке
Что главнее в работе паяльщика: инструмент или материал? Важным является все: и паяльник, и припой, и флюс. Многообразие паяльников связано с объектом пайки. Массивные детали прогревают мощными паяльниками, а микроскопические схемы чипов — маломощными. Профессиональные паяльщики применяют несколько видов этих нагревательных инструментов.
Классификация паяльников по мощности:
- Паяльник с нихромовой вставкой мощностью 25 ватт — это обычный хозяйственный инструмент, которым пользовались умельцы, радиолюбители, электронщики. Популярны они и по сей день, довольно дешёвые, служат до 10 лет. Металлическая вставка в виде медного прута, кончик которого срезан под 60 градусов. Применяется в 90% случаях, которые возникают в хозяйственных ситуациях, даже многие ремонтные мастерские ими пользуются.
- Второй вид — это более мощный с нагревателем в 40 ватт и нихромовой вставкой, в два раза тяжелее и больше своего собрата в 25 ватт. Применяется для более сложных работ. Жало заточено под клин, похоже на отвёртку, но применять его для завинчивания шурупов нельзя. Такая заточка сделана для удобства пайки массивных деталей, для прогрева до 190 С. Используют их профессионалы, для домашнего использования не рекомендуется.
- Третий вид — это газовый паяльник, три в одном. Сам паяльник с медным сердечником, заточенным под иглу.
 Вторая функция — фен, способный прогреть объект до 600 градусов. Газовая горелка- в этом случае меняется насадка, инструмент выполняет функции горелки на газу, прогревает детали до температуры 1300 градусов.
Вторая функция — фен, способный прогреть объект до 600 градусов. Газовая горелка- в этом случае меняется насадка, инструмент выполняет функции горелки на газу, прогревает детали до температуры 1300 градусов. - Четвёртый тип — это современный керамический паяльник. Чемпион по сравнению со всеми представленными инструментами. Имеет очень тонкое жало, способное паять миллиметровые точки, применяется для выполнения очень точных работ. Мощность — 100 ватт. Комплектуется паяльной станцией с диапазоном температур от 200 до 480 градусов. Среди специалистов используется как универсальный инструмент.
Группа специальных сплавов
При добавлении в состав металлических композиций в небольших количествах сурьмы значительно увеличивается прочность шовных соединений.
Материал обозначается маркировкой «ПОСсу», имеет температуры плавления от 189 ℃ (у состава со следовым содержанием сурьмы) до 270 ℃ (у припоя с содержанием сурьмы, достигающим 4 %, в некоторых даже 6 %).
Материалы первой подгруппы с концентрацией добавки, измеряющейся в сотых долях процента – это малосурьмянистые марки.
Такие припои применяются в авиа- и автомобилестроении, при производстве холодильного оборудования, пищевой посуды, подлежащей последующему лужению.
Таблица 1. Малосурьмянистые припои:
Марка | Содержание, % | Область применения | ||
Sn | Sb | Pb | ||
ПОССу 61-0,5 | 59-61 | 0,05-0,5 | Остальное | Пайка деталей, чувствительных к перегревам |
ПОССу 50-0,5 | 49-51 | 0,05-0,5 | Остальное | Авиационные радиаторы |
ПОССу 40-0,5 | 39-41 | 0,05-0,5 | Остальное | Оцинкованные детали холодильников, радиаторные трубки, обмотки электрических машин |
ПОССу 35-0,5 | 34-36 | 0,05-0,5 | Остальное | Кабельные оболочки электротехнических изделий, тонколистовая упаковка |
ПОССу 30-0,5 | 29-31 | 0,05-0,5 | Остальное | Радиаторы |
ПОССу 25-0,5 | 24-26 | 0,05-0,5 | Остальное | Радиаторы |
ПОССу 18-0,5 | 17-18 | 0,05-0,5 | Остальное | Трубки теплообменников, электролампы |
Металлические оловянно-свинцовые композиции с концентрацией сурьмы от 1,5 % до 6 % называются сурьмянистыми. Они рекомендованы к применению в электролампах, трубчатых радиаторах, белой жести.
Они рекомендованы к применению в электролампах, трубчатых радиаторах, белой жести.
Прибавка сурьмы удешевляет оловянно-свинцовый материал, но спаивание происходит сложнее. Незначительное изменение оловянно-свинцового композита заметно уменьшает смачивающие способности расплава. Работать с этим расходным материалом могут только профессионалы.
Таблица 2. Сурьмянистые припои
Марка | Содержание, % | Область применения | ||
Sn | Sb | Pb | ||
ПОССу 95-5 | Остальное | 4.0-5.0 | Не более | Трубопроводы, работающие при повышенных температурах, изделия электропромышленности |
ПОССу 40-2 | 39-41 | 1.5-2.0 | Остальное | Холодильные устройства, тонколистовая упаковка |
ПОССу 30-2 | 29-31 | 1.5-2.0 | Остальное | Холодильники, электроламповое производство, абразивная упаковка |
ПОССу 25-2 | 24-26 | 1. | Остальное | Изделия автомобилестроения |
ПОССу 18-2 | 17-18 | 1.5-2.0 | Остальное | |
ПОССу 15-2 | 14-15 | 1.5-2.0 | Остальное | |
ПОССу 10-2 | 9-10 | 1.5-2.0 | Остальное | |
ПОССу 8-3 | 7-8 | 2-3 | Остальное | Электроламповое производство |
ПОССу 5-1 | 4-5 | 0.5-1.0 | Остальное | Трубчатые радиаторы, детали, работающие при повышенных температурах |
ПОССу 4-6 | 3-4 | 5-6 | Остальное | Шпатлевка кузовов автомобилей, пайка белой жести |
ПОССу 4-4 | 3-4 | 3-4 | Остальное | Изделия автомобилестроения |
 5-2.0
5-2.0Технические характеристики
Припой для пайки ПОС 61 достаточно хорошо распространен в нашем государстве. Его повсеместно применяют как на промышленном уровне, так и бытовых условиях. Его отличительной особенностью является то, что из-за высокого процентного содержания олова в химическом составе, его температурная точка, при которой материал начинает подвергаться плавлению, очень низкая. Стоит отметить, что этот припой можно отнести к одному из самых легкоплавких расходников для пайки. К данной категории причисляются все присадочные материалы, температура плавления которых меньше 450-ти градусов по Цельсию. ПОС 61 плавиться при температурах ниже 200-от градусов по Цельсию. Эта модель производится в нашей стране в строгом соответствии с государственными стандартами.
Его повсеместно применяют как на промышленном уровне, так и бытовых условиях. Его отличительной особенностью является то, что из-за высокого процентного содержания олова в химическом составе, его температурная точка, при которой материал начинает подвергаться плавлению, очень низкая. Стоит отметить, что этот припой можно отнести к одному из самых легкоплавких расходников для пайки. К данной категории причисляются все присадочные материалы, температура плавления которых меньше 450-ти градусов по Цельсию. ПОС 61 плавиться при температурах ниже 200-от градусов по Цельсию. Эта модель производится в нашей стране в строгом соответствии с государственными стандартами.
Благодаря вышеописанным свойствам присадочный материал этой модели обладает повышенной текучестью. В некоторых случаях это свойства относится к минусам, но не в данном. Из-за низкой температуры плавления и высокой текучести припоя с ним можно работать практически с любым оборудованием, начиная от обычного бытового паяльника, заканчивая профессиональными специализированными агрегатами. В процессе пайки, припой способен проникать даже в самые мельчайшие трещины и выемки, что, безусловно, позволяет поднять уровень качество итогового результат соединения, в частности его прочность.
В процессе пайки, припой способен проникать даже в самые мельчайшие трещины и выемки, что, безусловно, позволяет поднять уровень качество итогового результат соединения, в частности его прочность.
Также присадочный материал хорошо взаимодействует с водой. Благодаря хорошему смачиванию, пайка с использованием припоя этой модели не вызывает никаких трудностей в процессе работы. Все химические, физические и механические свойства расходного материала определяются его химическим составов, а точнее определенным соотношением элементов в нем. Даже если изменить это значения всего лишь на одни процент, все характеристики материала могут кардинально измениться. Помимо основных элементов в составе, в его структуру могут добавляться дополнительные вещества, которые позволяют улучшить ту или иную конкретную характеристику припоя.
Этот присадочный материал можно использовать при работе с микросхемами, так как низкая температура плавления не вызовет технических проблем, а главное минимизирует риск повреждение тонкой поверхности. В отличие от других моделей припоев, в работе с которыми используются высокие температуры, что может повредить состояние рабочей поверхности, использовании ПОС 61, при должном умении и оборудовании, абсолютно безопасно даже для самого тонкого металла.
В отличие от других моделей припоев, в работе с которыми используются высокие температуры, что может повредить состояние рабочей поверхности, использовании ПОС 61, при должном умении и оборудовании, абсолютно безопасно даже для самого тонкого металла.
Низкое значение температурной отметки, при которой материал начинает подвергаться плавлению, помогает добиться еще одного важного свойства материала. Оно заключается в том, что помимо основного применения в качестве расходного материала для пайки, его можно использовать в качестве вещества для лужения паяльника и рабочей поверхности
Существует характерная особенность, суть которой заключается в том, что чем меньшем количестве в химическом составе припоя присутствует свинец, тем больше там имеется разнообразных дополнительных элементов. Наиболее редким элементом, имеющимся в составе альтернативных моделей достаточно редко, является сурьма. Его присутствие позволяет получать соединения максимального уровня герметичности, что значительно улучшает качество итогового результата соединения в целом.
Припой ПОС 61 гост 21931 76 очень часто используются в процессе ремонта трубопроводов и других изделий, чья рабочая деятельность производится в постоянном контакте с водой и другими разнообразными жидкостями. Высокий уровень популярности обусловлен простотой применения данной модели материала.
Состав и характеристики
Химические компоненты
Ранее упоминалось, что припой ПОС состоит из сплава олова и свинца. Олово имеет меньшую температуру плавления, чем свинец, поэтому варьируя процентное содержание этих двух компонентов, можно подбирать определённые температурные характеристики. ПОС 60 имеет следующие химические соединения в своём составе:
- Олово. Доля составляет 59–60,5% от общей массы.
- Свинец. Процентное содержание колеблется от 39 и до 40,5% от массы ПОС.
- Примеси. Представлены различными элементами, такими как медь, железо, сурьма, никель, цинк и другие. Их массовая доля составляет не более 0,3% от общей массы сплава.
Химический состав припоя ПОС61
Другие металлы также оказывают своё влияние на технические свойства сплава для пайки.
Физические свойства
Большое количество олова, содержащееся в припое этой марки, напрямую влияют на его температурные характеристики и физические свойства. Так, ПОС 60 обладает ниже перечисленными свойствами:
- Температура плавления 183-190 градусов по Цельсию.
- Плотность 8,5 грамм на кубический сантиметр.
- Удельное сопротивление 0,137 Ом на метр, что составляет 9–15% от удельной электропроводности меди.
- Предел прочности соответствует пределу для мягких припоев и равен 50–70 МПа.
- Твёрдость по Бринеллю равна 14,9 ПВ.
- Теплопроводность равна 0,117 Вт/(м×к).Прочность на растяжение 4,3 кг/мм.
Физические свойства ПОС 60 и других припоев
Стоит заметить, что олово и свинец идентичны как по мягкости, так и по вязкости. Оба этих металла имеют характеристику 1,5 по шкале Мосса, поэтому их процентное соотношение не влияет на физические свойства припоя.
Allied Electronics & Automation, часть RS Group
Вы видите эту страницу, если страница, которую вы искали, не существует или больше недоступна.

Пожалуйста, используйте окно поиска выше или ссылки ниже, чтобы завершить свой запрос. Если вам потребуется помощь, свяжитесь с нами или позвоните по бесплатному номеру 1-866-433-5722. Спасибо и приносим извинения за неудобства.
- Панели выключателей / Центры нагрузки
- Аксессуары для панелей выключателей / центров нагрузки
- Автоматические выключатели
- Трансформаторы постоянного напряжения
- Фильтры
- Аксессуары для предохранителей
- Комплекты предохранителей
- Предохранители
- Защита GFI
- Линейные реакторы
- Стабилизаторы напряжения
- Контроллер коэффициента мощности
- Устройства защиты от перенапряжения
- Соединители для конкретных приложений
- Аудио- и видеоразъемы и аксессуары
- Автоматические разъемы
- Соединители уровня платы
- Шинные шины и изделия для заземления
- Круглые соединители
- Коаксиальные/РЧ разъемы
- Разъемы для передачи данных/Ethernet/телекоммуникаций
- Разъемы D-Sub, контакты и аксессуары
- Электрические / сетевые разъемы
- Розетки, вилки и адаптеры для ИС
- Прямоугольные соединители
- Пружинные датчики, тестовые соединители и адаптеры
- Клеммные колодки и планки
- Клеммы, наконечники и наконечники
- Датчики для монтажа на плате
- Конденсаторы
- Вычислительная техника
- Средства разработки и проектирования
- Дискретные полупроводники
- Экранирование/подавление электромагнитных/радиочастотных помех
- Газоразрядные трубки (ГДТ)
- Катушки индуктивности
- Интегральные схемы
- Оптоэлектроника
- Пассивные аксессуары и комплекты
- Модуль ввода питания (PEM)
- Принадлежности модуля ввода питания
- Массивы резисторов Сети резисторных делителей
- Резисторы
- Изделия РФ
- Термисторы
- Переменные резисторы
- Варисторы (MOV)
- Видеоразветвители и мультиплексоры
- Шкаф и стойка
- Части шкафа и стойки/аксессуары
- Аксессуары для электрических шкафов
- Электрические шкафы
- Электронный блок
- Аксессуары для электронных корпусов
- Системы продувки и повышения давления
- Корпус кнопки
- Аксессуары для структурных систем
- Рельсы структурной системы
- Полка / каркас для карт
- Принадлежности для каркаса/корзины для карт
- Дорожные и портфели
- Чистящие средства
- Продукты ESD
- Охрана объекта
- ОВКВ
- Лестницы и ступеньки
- Смазочные материалы, консистентные смазки и масла
- Товары для офиса
- Блок питания
- Безопасность и СИЗ
- Оборудование для мастерских и хранение
- Кондиционеры
- Воздуходувки
- Потолочные вентиляторы
- Вентиляторы для закрытых помещений
- Охладители/чиллеры
- Модули охлаждения
- Настольные вентиляторы
- Электрические нагреватели
- Вентиляторы оборудования
- Аксессуары для вентиляторов и воздуходувок
- Защита вентилятора
- Вентиляторы с фильтром
- Решетки
- Теплообменники
- Радиаторы
- Промышленные вентиляторы
- Принадлежности для моторизованного рабочего колеса
- Моторизованные рабочие колеса
- Полупроводниковые изоляторы, розетки и комплекты
- Обогреватели и радиаторы
- Термопрокладки
- Контакторы и принадлежности
- Станции управления
- Контроллеры и аксессуары
- Разъединители
- Электрический линейный привод
- Электронные и механические счетчики
- Индуктивные ответвители сигналов
- Защита машин и безопасность машин
- Механическая передача мощности
- Панельные счетчики
- Розетки
- Переключатели питания
- Роботы
- Формирование сигналов и преобразователи сигналов
- Контактные кольца
- Соленоиды и принадлежности для соленоидов
- Таймеры
- Аксессуары для передачи данных Ethernet-коммутаторы
- Пограничные шлюзы Интернета вещей
- Медиаконвертеры
- Преобразователи протоколов
- Маршрутизаторы
- Беспроводная связь
- Аудибл
- Балласты
- Аксессуары для маяков
- Маяки
- Фонари и рабочие фонари
- Патроны для ламп
- Лампы (лампочки)
- Линзы
- Осветительные мачты, компоненты и аксессуары
- Освещение
- Индикаторы, линзы и оборудование для монтажа на панели
- Фотоконтроль
- Предупреждения об электропитании
- Принадлежности для привода переменного тока
- Приводы переменного тока
- Усовершенствованные пускатели двигателей
- Комбинированные пускатели двигателей
- Контроллеры двигателей постоянного тока
- Мотор-редукторы
- Ручные пускатели двигателей
- Аксессуары для двигателей
- Защита двигателя
- Аксессуары для защиты двигателя
- Принадлежности для пускателя двигателя
- Пускатели двигателей
- Комбинации мотор-привод
- Двигатели
- Нагреватели перегрузки
- Перегрузки
- Устройства плавного пуска
- Комплекты и комплекты контроллера
- Станции данных
- Аксессуары ЧМИ
- Дисплеи ЧМИ
- Модули ЧМИ
- Промышленные мониторы
- Промышленные ПК
- Сбор данных ПК
- Принадлежности для сбора данных с ПК
- Принадлежности ПЛК
- Модули расширения ПЛК
- ПО для программирования ПЛК
- Комбинация ПЛК/ЧМИ
- ПЛК
- Модули удаленного ввода/вывода
- Интеллектуальные реле
- Подготовка/обработка воздуха
- Воздушные насосы/воздушные компрессоры
- Принадлежности для фитингов
- Фитинги
- Регуляторы расхода / регуляторы скорости
- Гидравлика
- Приборы
- Логические элементы
- Многоканальные соединители
- Трубопровод и водопровод
- Аксессуары для пневматических приводов
- Пневматические приводы
- Пневматические глушители / Пневматические глушители
- Насосы и принадлежности для насосов
- Смотровые стекла
- Трубки/шланги
- Вакуум
- Клапаны
- Генераторы и генераторы
- Батареи
- Преобразователь (блоки питания постоянного тока)
- Инвертор (блоки питания постоянного/переменного тока)
- PoE (питание через Ethernet)
- Блок питания (блоки питания переменного/постоянного тока)
- Аксессуары для источников питания
- Солнечное зарядное устройство/инвертор
- Солнечная панель
- Объединитель солнечной энергии
- Трансформеры
- ИБП (источник бесперебойного питания)
- Ардуино Магазин
- Магазин BBC micro:bit
- Средства разработки и одноплатные компьютеры
- Прототип
- Магазин Raspberry Pi
- Промышленные оптопары
- Реле контроля
- Силовые реле
- Герконовые реле
- Аксессуары для реле
- Релейные модули
- Сигнальные реле
- Твердотельные реле
- Реле задержки времени
- Акселерометры
- Датчики качества воздуха
- Зонды анемометра
- Считыватели штрих-кода
- Датчики тока
- Энкодеры
- Датчики потока
- Вилочный датчик/датчик паза
- Датчики Холла
- Датчики наклона
- Световые завесы
- Световые датчики
- Линейные преобразователи
- Датчики уровня жидкости
- Тензодатчики
- Датчики магнитного поля
- Магнитные звукосниматели
- Фотоэлектрические датчики
- Датчики давления
- Датчики приближения
- Радарные датчики
- Радиочастотная идентификация (RFID)
- Аксессуары для датчиков
- Тензодатчики
- Датчики температуры
- Термостаты
- Датчики крутящего момента
- Датчики вибрации
- Датчики зрения
- Датчики напряжения
- Базовые переключатели мгновенного действия
- Биометрические переключатели
- Тросовые выключатели
- DIP-переключатели
- Выключатели аварийной остановки
- Поплавковый выключатель
- Ножные переключатели
- Шарнирные переключатели
- Блокировочные выключатели
- Джойстик-переключатель
- Выключатели с замком
- Концевые выключатели
- Магнитные и герконовые переключатели
- Программируемые переключатели дисплея
- Кнопочные переключатели
- Переключатели с нажимным колесом
- Кулисные переключатели
- Поворотные переключатели
- Селекторные переключатели
- Ползунковые переключатели
- Электромагнитные блокировочные выключатели
- Аксессуары для переключателей
- Комплекты переключателей
- Тактильные переключатели
- Дисковые переключатели
- Переключатели наклона
- Тумблеры
- Сенсорные переключатели
- Беспроводные коммутаторы
- Анализаторы
- Калибраторы
- Регистрация и сбор данных
- Электронные нагрузки постоянного тока
- Коробка Десятилетия
- Карты расширения
- Частотомер
- Инспекционные прицелы
- метров
- Осциллографы
- Источники питания
- Генераторы сигналов
- Аксессуары для испытательного оборудования
- Тестеры
- Тепловизоры
- Термометры
- Химикаты и клеи
- Соединительный и обжимной инструмент
- Инженерные материалы
- Оборудование
- Пайка
- Ленты
- Принадлежности и детали для инструментов
- Инструменты
- Товары без категорий
- Кабель
- Кабельные сборки
- Управление кабелями
- Маркировка
- Провод
Технические паспорта и паспорта безопасности
Технические паспорта и паспорта безопасности | Лукас Мильхаупт Технические паспорта Lucas Milhaupt (TDS) содержат дополнительную информацию о каждом сплаве и его характеристиках, физических свойствах и номинальном составе. Паспорта безопасности Lucas Milhaupt (SDS) содержат четкие инструкции для операторов по обеспечению безопасного и эффективного применения.
Паспорта безопасности Lucas Milhaupt (SDS) содержат четкие инструкции для операторов по обеспечению безопасного и эффективного применения.
Отфильтровать результаты
Закрыть
Ключевые слова
Подождите, пока мы соберем ваши результаты.
12-009 Commercial Grade Fine Silver TDS
KX200 Dry Flux TDS
280 Magnesium TDS
KX4600SSKNCTDS2018English.pdf
35AU/62CU/3NI VTG SDS
KX6000SSKNCTDS2018English.pdf
35AU/65CU VTG SDS
Lithobraze 720 SDS
40/60 Оловянно-свинцовый мягкий припой SDS
Lithobraze 925 & Lithobraze 720 TDS
40/60 Tin-Lead Soft Solder TDS
Lithobraze 925 SDS
40AG/60CU SDS
LM 60-112 (99.4 Min Copper) TDS
460 Stop-Off TDS
LM 60 -870 (88CU/12SN) SDS
470 Stop-Off TDS
LM 63-999 PureTin (99.8SN) SDS
50/50 SDS
LM 63-999 PureTin (99.
 8SN4) TDS
8SN4) TDSTDS
LM 69-025 (80CU/20SN) SDS
502 SSK Медная паста TDS
LM 69-025 (80CU/20SN) TDS
60/40 Мягкий припой с оловянно-свинцовым припоем SDS
LM 69-068 (Cu/Sn/P) TDS
60/40 Мягкий припой с оловянно-свинцовым припоем TDS
LM 69 -069 TDS
60-112 (медь 99,4 мин.) SDS
LM 69-207 (2AG/53CU/42ZN/3NI VTG TDS
60AU/20CU/20AG VTG SDS
LM 69-207 (2AG/53CU/42ZN/3NI VTG TDS
60AU/20CU/20AG VTG 42ZN/3NI) VTG SDS
62/36/2 Мягкий припой с оловом и свинцом TDS
LM 69-241 (60AG/24CU/14IN/2TI) SDS
63/37 Мягкий припой с оловом и свинцом SDS
LM 69-241 (60AG/24CU/14IN/2TI) TDS
63/37 Мягкий оловянно-свинцовый припой TDS
LM 69-270 (70AG/28CU/2TI) SDS
69-054 LM
0 TDS0 69-270 (70AG/28CU/2TI) TDS69-285 VTG TDS
LM 69-271 (71AG/27.5CU/1.5TI) SDS
75AU/20CU/5AG VTG SDS
2 7 LM 6 ( 71AG/27.
 5CU/1.5TI) TDS
5CU/1.5TI) TDS77-525 TDS
LM 69-272 (64AG/34.2CU/1.8TI) SDS
78ZN/22AL SDS
LM 69-272 (64AG/13.8.8.4) ТИ) ТДС
81.5AU/16.5CU/2NI VTG SDS
LM 69-273 (70.5AG/26.5CU/3.0TI) SDS
88AL/12SI TDS
LM 69-273 (70.5AG/3.5TI) TDS
97.5PB/1.5AG/1SN SDS
LTB6000SSKNCTDS2018English.pdf
97.5PB/1.5AG/1SN TDS
Lucanex TDS
97.5PB/2.5AG SDS
OFHCCUCertifiedCDA101SDS2018English.pdf
97.5PB/2.5AG TDS
PB-HT1 TDS
AL 714 TDS
Plata Fina Grado Comercial TDS Испанский
AL 716 SDS
POS FRAZE CHIENDER – Раствор для удаления потока TDS
AL 716 TDS
Prembraze 030 TDS
AL 718 (4047) SDS
AL 718 (4047) SDS
AL 718 (4047)
AL 718 (4047).
Premabraze 051 (75AU/20CU/5AG) TDS
AL 719 SDS
Premabraze 110 TDS
AL 802 SDS
PREMBRAZE 127 (35AU/62C/3NI/3NI/3NI/3NI/3NI/3NI.

PREMBRAZE 127 (35AU/62C/3NI/3NI/3NI.
PREMBRAZE 127 (35AU/62C/3NI/3NI/3NI/3NI). /62CU/3NI) ТДС
AL 802 TDS Испанский
Premabraze 131 (82AU/18NI) SDS
AL 815 TDS
SMABRARE
Premabraze 140 (40AU/60CU) TDS
AL 822 TDS Испанский
Premabraze 178 (36PD/51NI/10.5CR/2.5B) SDS
AL713TDS.pdf
9.51PD/NI8036 10639 Premabraze ) TDSМетоды нанесения Active Metal Ink (Tiger Ink) TDS
Premabraze 179 (60PD_40NI) SDS
CDA 101 Certified OFHC TDS
Premabraze 179 (60PD_40NI) TDS
CDA 102 SDS
Premabraze 180 (65PD/35CO) SDS
CDA 102 TDS
Premabraze 180 (65PD/ 35CO) TDS
CDA 102 TDS Испанский
Premabraze 265 (65AG/20CU/15PD) SDS
CDA 110 TDS
PREMBRAZE 265 (65AG/20CU/15PD) TDS
39 SDA 265 (65AG/20CU/15PD) TDS40640640640640.908 906.908 906.908 906.908265 (65AG/20CU/15PD) TDS
404040404040404040404040404040640640640. 7. /15NI) SDS
7. /15NI) SDSCDA 521 SDS
Premabraze 286 (85AG/15NI) TDS
CDA 521 TDS
Premabraze 300 (30AU/34PD/36NI) SDS
CDA 680 TDS
Premabraze 300 (30AU/34PD/36NI) TDS
CDA 681 SDS
Premabraze 399 (37.5AU/62.5CU) SDS
CDA 681 TDS
Premabraze 399 (37.5AU/62.5CU) TDS
Commercial Grade Fine Gold TDS
Premabraze 402 (50AU/50CU) SDS
Чистое серебро товарного сорта TDS
Premabraze 402 (50AU/50CU) TDS
Commercial Pure Palladium TDS
Premabraze 403 (80AU/20CU) SDS
Commercial Pure Platinum TDS
Premabraze 403 (80AU/20CU) TDS
Compressor Flux TDS
Premabraze 407 ( 35AU/65CU) SDS
Consil 720 TDS
Premabraze 407 (35AU/65CU) TDS
Consil 900 TDS
Premabraze 408 (60AU/20CU/20AG) SDS
Consil 901 TDS
Premabraze 408 (60AU/20CU /20АГ) ТДС
Consil 995 TDS
Premabraze 409 (81,5AU/16,5CU/2NI) SDS
Медная паста паста TDS
PREMBRAZE 409 (81,5AU/16.
 5CU/2NI) TDS640. 540 (54AG/21CU/25PD) SDS
5CU/2NI) TDS640. 540 (54AG/21CU/25PD) SDSCU 870 TDS
Premabraze 540 (54AG/21CU/25PD) TDS
CUPRO-FLO 100 TDS
PREMBRAZE 550 (55550.70/30AGI/300/30.0/30.070/30.070/70.070/706 (555-FLO 100.
). -Flo 200 TDS
Premabraze 550 (55AG/30CU/10PD/5NI) TDS
CX-60 Flux TDS
Premabraze 580 (58AG/32CU/10PD) SDS
Easy-Flo 053 SDS
Prembraze 580 (58Ag/32cu/10pd) TDS
400
0090
090
00
00
580. 61.5AG/24CU/14,5 дюйма) SDS
Easy-Flo 056 SDS
Premabraze 616 (61,5AG/24CU/14,5 дюйма) TDS
Easy-Flo 056 TDS
Prembraze 639 639 639 (630101010101010101010101010101010101010101067. 25 SDS
Premabraze 631 (63AG_27CU_10IN) TDS
Easy-Flo 25 TDS
Premabraze 680 (68AG_27CU_5PD) SDS
Easy-Flo 3 SDS
Premabraze 680 (68AG_27CU_5PD) TDS
Easy-Flo 3 TDS
Premabraze 700 (70AU_8PD_22NI) SDS
Easy-Flo 30 & Easy-Flo 35 TDS
Premabraze 700 (70AU_8PD_22NI) TDS
Easy-Flo 30 SDS
Premabraze 800 (80AU/20SN) SDS
Easy-Flo 35 SDS
Premabraze 800 (80AU/20SN) TDS
Easy-Flo 44 SDS
Premabraze 880 (88AU/12GE) SDS
Easy-Flo 44 TDS
Premabraze 880 (88AU/12GE) TDS
Easy-Flo 45 SDS
Premabraze 901 (90AG/10PD) SDS
Easy-Flo 901 (90AG/10PD)
Easy-FLO 45 (90AG/10PD)
).
 TDS
TDS
Easy-Flo SDS
Premabraze 920 (92AU/8PD) SDS
Easy-FLO TDS
Premabraze 920 (92AU/8PD) TDS
ETP CU (92AU/8PD) TDS
ETP CU (92AU/8PD)
ETP CU (92AU/8PD)
(92AU/8PD)
9064 SLS 9064.Fos-Flo 6 TDS
Sil-Fos 15 TDS
Fos-Flo 6 TDS
Sil-Fos 15 TDS Spanish
Fos-Flo 670 TDS
Sil-Fos 18 SDS
Fos-Flo 671 SDS
Sil-Fos 18 TDS
Fos-Flo 671 TDS
Sil-Fos 18M TDS
Fos-Flo SDS
Sil-Fos 2 SDS
Fos-Flo TDS
Sil-Fos 2 TDS
Fos-Flo TDS Spanish
Sil-Fos 2 TDS Spanish
Handy Alumibraze 302 TDS
Sil -Fos 2M SDS
Handy B-1 Flux TDS Испанский
Sil-Fos 2M TDS
Handy Flux 1166A Dry SDS
Sil-Fos 2MS TDS
Handy Flux 1166A Dry TDS
Sil-Fos 5 SDS
Handy Flux 1166A-BM Dry SDS
Sil-Fos 5 TDS
Handy Flux 1166A- BM Dry TDS
Sil-Fos 5 TDS Испанский
Handy Flux A-1 SDS
Sil-Fos 5F TDS
Handy Flux A-1 TDS
Sil-Fos 6 SDS
Handy Dry Flux B-
Sil-Fos 6 TDS
Handy Flux B-1 SDS
Sil-Fos 6 TDS Испанский
Handy Flux B-1 TDS
SIL-FOS 6i TDS
Handy Flux Dry 6040 TDS
Silvabraze TDS
Смочи
SILRITE 9064 SILVERSE 9039 SILRITE 9064 SILRITE 9069 SILVERSE 9039 SILRITE 9064 SILRITE 9069 SILRITE 9064SERITE 9064 SILRITE 9064SE 9039 SILRITE 9069.
 Boron Modified SDS
Boron Modified SDSSilvabrite 100 TDS
Handy Flux Hi-Temp Boron Modified TDS
Silvabrite 6 SDS
Handy Flux Hi-Temp SDS
Silvabrite 6 TDS
Handy Flux Hi-Temp TDS
Silvabrite 95/5 SDS
Handy Flux HPB TDS
Silvabrite 95/5 TDS
Handy Flux Liquid TDS
Silvabrite 973 SDS
Handy Flux SDS
Silvabrite 973 TDS
Handy Flux SLS Plus TDS
Silvabrite Paste Solder Flux SDS
Handy Flux SLS TDS
Silvabrite Paste Solder Flux TDS
Handy Flux SLSB TDS
Silvabrite S SDS
Handy Flux TDS
Flux
Flux4 S TDS 9 00640 Silvabrite SDS
Handy Flux TEC SDS
Silvabrite TDS
Handy Flux TEC TDS
Silvacote 380 TDS
Handy Flux Type D SDS
Silvacote 380 TDS Spanish
Handy Flux Type D TDS
Silvaloy 051 SDS
Handy Flux Type DB SDS
Silvaloy 051 TDS
Handy Flux Type DB TDS
Silvaloy 071 SDS
Handy Hi-Temp Bronze Flux TDS
TDS 9 70
Silvaloy Handy One AL 718 SDS
Silvaloy 090 SDS
Handy One AL 718 TDS
Silvaloy 090 TDS
Handy One AL 718 TDS Spanish
Silvaloy 180S TDS
Handy One AL 802 TDS
Silvaloy 202 SDS
Handy One AL 822
Silvaloy 202 TDS
Handy One Silvaloy 299 SDS
Silvaloy 250 SDS
Handy One Silvaloy 299 TDS
Silvaloy 250 TDS
Handy One Silvaloy 300 SDS
Silvaloy 252 TDS
Handy One Silvaloy 300 TDS
Silvaloy 255 SDS
Handy One Silvaloy 340 SDS
Silvaloy 255 TDS
Handy One Silvaloy 340 TDS
Silvaloy 299 SDS
Handy One Silvaloy 380 SDS
Silvaloy 299 TDS
Handy One Silvaloy 380 TDS
Silvaloy 300 SDS
Handy One Silvaloy 505 SDS
Silvaloy 300 TDS
Handy One Silvaloy 505 SDS 940 Silvaloy
0
00640 Handy One Silvaloy 505 TDS Spanish
Silvaloy 340 TDS
Handy One Silvaloy 560 SDS
Silvaloy 351 SDS
Handy One Silvaloy 560 TDS
Silvaloy 351 TDS
Handy One Silvaloy 560 TDS Spanish
Silvaloy 380 SDS
Заявление о хранении Handy One
Silvaloy 380 TDS
Handy-Flo 110 SDS
Silvaloy 380 TDS Испанский
Handy-Flo 110, Handy-Flo 111 (DF110, DF1064 DF111) TDS0639 Silvaloy 381 SDS
Handy-Flo 120, Handy-Flo 121 (DF120, DF121) TDS
Silvaloy 381 TDS
Handy-Flo 121 SDS
Silvaloy 385 385 385 385 Silvaloy 385 385 385 385 385 385.
 DF130, DF131) TDS
DF130, DF131) TDS
Silvaloy 385 TDS
Handy-Flo 131 SDS
Silvaloy 400 SDS
Handy-Flo 135 SDS
Silvaloy 400 TDS
Handy-Flo 135, Handy-Flo 135 (DF135, DF135) TDS
Silvaloy 401 SDS
Handy-Flo 150 SDS
Silvaloy 401 TDS
Handy-Flo 150, Handy-Flo 160 (DF150, DF160) TDS
Silvaloy 402 SDS
Handy-Flo 155 SDS
Silvaloy 402 TDS
Handy-Flo 155 TDS
Silvaloy 403 SDS
Handy-Flo 231 (DF231) TDS
Silvaloy 403 TDS
Handy-Flo 231 SDS
Silvaloy 403 TDS
Handy-Flo 245 (DF245) TDS
Handy-Flo 245 (DF245) TDS
Handy-Flo 245 (DF245) TDS
SDS
Сильвалой 404 TDS
Handy-Flo 310 SDS
Silvaloy 450 SDS
Handy-Flo 310 TDS
Silvaloy 450 TDS
COATED-FUX 340 TDS
0
HANDY-FLO 340 TDS
0
HANDY-FLO 340 TDS
0
HANDY-FLO 340 TDS
.
 Silvaloy 452 Flux Coated (Blue) TDS
Silvaloy 452 Flux Coated (Blue) TDS
Handy One AL 718 SDS
Silvaloy 090 SDS
Handy One AL 718 TDS
Silvaloy 090 TDS
Handy One AL 718 TDS Spanish
Silvaloy 180S TDS
Handy One AL 802 TDS
Silvaloy 202 SDS
Handy One AL 822
Silvaloy 202 TDS
Handy One Silvaloy 299 SDS
Silvaloy 250 SDS
Handy One Silvaloy 299 TDS
Silvaloy 250 TDS
Handy One Silvaloy 300 SDS
Silvaloy 252 TDS
Handy One Silvaloy 300 TDS
Silvaloy 255 SDS
Handy One Silvaloy 340 SDS
Silvaloy 255 TDS
Handy One Silvaloy 340 TDS
Silvaloy 299 SDS
Handy One Silvaloy 380 SDS
Silvaloy 299 TDS
Handy One Silvaloy 380 TDS
Silvaloy 300 SDS
Handy One Silvaloy 505 SDS
Silvaloy 300 TDS
Handy One Silvaloy 505 SDS 940 Silvaloy
0
00640Handy One Silvaloy 505 TDS Spanish
Silvaloy 340 TDS
Handy One Silvaloy 560 SDS
Silvaloy 351 SDS
Handy One Silvaloy 560 TDS
Silvaloy 351 TDS
Handy One Silvaloy 560 TDS Spanish
Silvaloy 380 SDS
Заявление о хранении Handy One
Silvaloy 380 TDS
Handy-Flo 110 SDS
Silvaloy 380 TDS Испанский
Handy-Flo 110, Handy-Flo 111 (DF110, DF1064 DF111) TDS0639 Silvaloy 381 SDS
Handy-Flo 120, Handy-Flo 121 (DF120, DF121) TDS
Silvaloy 381 TDS
Handy-Flo 121 SDS
Silvaloy 385 385 385 385 Silvaloy 385 385 385 385 385 385.
DF130, DF131) TDSHandy-Flo 350 TDS
Silvaloy 452 SDS
Handy-Flo 370 SDS
Silvaloy 452 TDS
Handy-Flo 370 TDS
Silvaloy 452 TDS Spanish
Handy-Flo 410, Handy-Flo 420 TDS
Silvaloy 495 SDS
Handy-Flo 411 SDS
Silvaloy 495 TDS
Handy-Flo 411 TDS
Silvaloy 501 SDS
Handy-Flo 420 SDS
Silvaloy 501 TDS
Handy-Flo 440, Handy- Flo 445 TDS
Silvaloy 502 SDS
Handy-Flo 445 SDS
Silvaloy 502 TDS
Handy-Flo 460 SDS
Silvaloy 503 SDS
Handy-Flo 460 TDS
Silvaloy 503 TDS
Handy-Flo 462 паспорт безопасности
Silvaloy 505 Flux Coated SDS
Handy-Flo 462 TDS
Silvaloy 505 Flux Coated TDS
Handy-Flo 465 SDS
Silvaloy 505 SDS
Handy-Flo 465 TDS
Silvaloy 505 TDS
Handy-Flo 470 SDS
Silvaloy 505 TDS Spanish
Handy-Flo 470 TDS
Silvaloy 541 SDS
Handy-Flo 475 SDS
Silvaloy 541 TDS
Handy-Flo 475 TDS
Silvaloy 550 SDS
Handy-Flo 510 (DF510) ТДС
Silvaloy 550 TDS
Handy-Flo 510 SDS
Silvaloy 559 SDS
Handy-Flo 530 SDS
Silvaloy 559 TDS
Handy-Flo 530 TDS
Silvaloy 560 Flux Coated SDS
Handy-Flo 6 SDS
Silvaloy 560 Flux Coated TDS
Handy-Flo 6 TDS
Silvaloy 560 SDS
Handy-Flo 6 TDS Spanish
Silvaloy 560 TDS
Handy-Flo 600 SDS
Silvaloy 560 TDS Spanish
Handy-Flo 600 TDS
Silvaloy 580 SDS
Handy-Flo 660 SDS
Silvaloy 580 TDS
Handy-Flo 660 TDS
Silvaloy 600 SDS
Handy-Flo 712 (DF712) TDS
Silvaloy 600 TDS
Handy-Flo 712 SDS
Silvaloy 603 SDS
Handy-Flo 718 (DF718)TDS
Silvaloy 603 TDS
Handy-Flo 731 (DF731) TDS
Silvaloy 604 SDS
Handy-Flo 731 SDS
Силвалой 604 TDS
Handy-Flo 732 (DF732) TDS
Silvaloy 630 SDS
Handy-Flo 737 TDS
Silvaloy 630 TDS
Handy-Flo 740 SDS
Silvaloy 632 SDS
Handy-Flo 740 TDS
Silvaloy 632 TDS
Handy-Flo 741 TDS
Silvaloy 650 SDS
Handy-Flo 751 (DF751) TDS
Silvaloy 650 TDS
Handy-Flo 751 SDS
Silvaloy 655 SDS
Handy-Flo 753 SDS
Silvaloy 655 ТДС
Handy-Flo 753 TDS
Silvaloy 697
Handy-Flo 756 TDS
Silvaloy 700 SDS
Handy-Flo 757 TDS
Silvaloy 700 TDS
Handy-Flo 760 TDS
Silvaloy 711 SDS
Handy- Flo 780 Dry SDS
Silvaloy 711 TDS
Handy-Flo 780-Dry (X7427) TDS
Silvaloy 715 SDS
Handy-Flo 801 (DF801) TDS
Silvaloy 716 TDS
Handy-Flo 801 SDS
Silvaloy 716 VTG SDS
Handy-Flo 822 (DF822) TDS
Silvaloy 717 VTG SDS
Handy-Flo 822 SDS
Silvaloy 717 VTG TDS
Handy-Flo 826 (DF826) TDS
Silvaloy 720 SDS
Handy-Flo 826 SDS
Silvaloy 721 VTG SDS
Handy-Flo 876 (DF876) TDS
Silvaloy 721 VTG TDS Spanish
Handy-Flo 876 SDS
Silvaloy 750 SDS
Handy-Flo 881 (DF881) TDS
Silvaloy 752 SDS
Handy-Flo 881 SDS
Silvaloy 752 TDS
HandyOneAL718Draft_ES.
 pdf
pdfSilvaloy 999 VTG SDS
Hi-Temp 095 SDS
Silvaloy 999 VTG TDS Spanish
Hi-Temp 095 TDS
Silvaloy721.pdf
Hi-Temp 548 SDS
Silvaloy750.PDF
HI-TEMP 548 TDS
SILVALOY999.PDF
HI-TEMP 575 TDS
SN95/SB5-Органическая кислота 3% CORE TDS
SN95/SB5-Органическая кислота 3% CORE TDS
SN95/SB5-Органическая кислота 3% CORE TDS
SN95/SB5-Органическая кислота 3% CORE TDS
SN95/SB5-Органическая кислота 3% TDS
SN95/SB5-Organic Acid 3% TDS
. 3% ТДС
Hi-Temp 675 TDS
Sn95/Sb5 Inorganic Acid 3.3% Core TDS
Hi-Temp 720 SDS
Sterling Ag SDS
Hi-Temp 720 TDS
Test – SilFos 15 SDS
Hi-Temp 773 SDS
Tiger-Ink TDS
Hi-Temp 773 TDS
Trimet 245 SDS
Hi-Temp 801 TDS
Trimet 245 TDS
Hi-Temp 820 SDS
Trimet 258 SDS
Hi-Temp 820 TDS
Trimet 258 TDS
Высокотемпературный 850 SDS
Trimet 259 SDS
Hi-Temp 850 TDS
Trimet 259 TDS
Hi-Temp 870 SDS
Ultra Black Flux SDS
Hi-Temp 870 TDS
Ultra Black Flux TDS
Hi-Temp 910 SDS
Ultra Flux SDS
Hi-Temp 910 TDS
Ultra Flux SDS Spanish
Hi-Temp 930 SDS
Ultra Flux TDS
Hi-Temp 930 TDS
Ultra Flux TDS Spanish
Hi-Temp 932 SDS
VACUBRAZE 33 TDS
Hi-Temp 932 TDS
Vacubraze 721 TDS
Hi-Temp 933 SDS
Varilla Recubierta Con Fundente Silvaloy 452 TDS Spanish
Hi-Temp 933 TDS
X6346 TDS
Hi-Temp 935 TDS
X6630 ТДС
© Copyright 2020 Lucas-Milhaupt, Inc. | Все права защищены.
| Все права защищены.
ХАККО | HAKKO Corporation
Простая в эксплуатации роботизированная система автоматической пайки с 4 осями + 1 (податчик) управления
Универсальная роботизированная система для автоматической пайки, в которую встроены контроллер подачи припоя и программное обеспечение для программирования. Всеми операциями, такими как условия пайки, включая количество подаваемого припоя и время нагрева, можно совместно управлять с помощью планшетного ПК, входящего в стандартную комплектацию.
- ① Простая в эксплуатации роботизированная система автоматической пайки с 4 осями + 1 (податчик)
- HU-200
- ② Планшетный ПК
- Позволяет настроить все функции блока подачи припоя FU-500 с помощью сенсорной панели.
Программное обеспечение Easy Programming Software II для HU-200 предустановлено, что позволяет вам легко создать программу пайки без специальных знаний о роботах.
- ③ Очиститель
- Щеточный очиститель входит в стандартную комплектацию.
Вы можете точно отрегулировать положение пылесоса.
- ④ Паяльник FU-601
- FU-601 поддерживает 2 типа насадок. Серия TX1 на 140 Вт и серия TX2 на 300 Вт.
Это может повысить качество пайки и снизить как первоначальные, так и эксплуатационные расходы.
ФУ-601
- ⑤ Простое обучение
- Обучение можно проводить интуитивно с помощью джойстика и EIS (Easy Input Switch), что позволяет сократить время создания программы пайки.
Сокращение времени работы по программированию и превосходная работоспособность
Полное управление с помощью планшетного ПК, входящего в стандартную комплектацию
Планшетный ПК, входящий в стандартную комплектацию, позволяет настраивать все элементы, например, программирование и условия пайки, с помощью сенсорной панели на той же панели без подключения обучающего пульта или ПК.
Предустановленное программное обеспечение Easy Programming
Предустановлено простое программное обеспечение для программирования (Easy Programming Software II), которое позволяет легко создавать программы для пайки без специальных знаний о роботах. Это программное обеспечение также позволяет контролировать количество накопленных точек пайки и время работы. Таким образом, только установка времени замены наконечника позволяет роботу выполнить автоматическую остановку.
Простое обучение с помощью EPS (Easy Positioning System)
Обучение можно проводить интуитивно с помощью джойстика. Ощущение использования джойстика, такое как скорость и шаг медленного перемещения, можно легко изменить. При выполнении тонкой регулировки положения установка режима шага шага позволяет управлять роботом с точностью не менее 0,01 мм. Использование EIS (Easy Input Switch) позволяет автоматически вводить координаты робота и шаги подачи, что может сократить время обучения.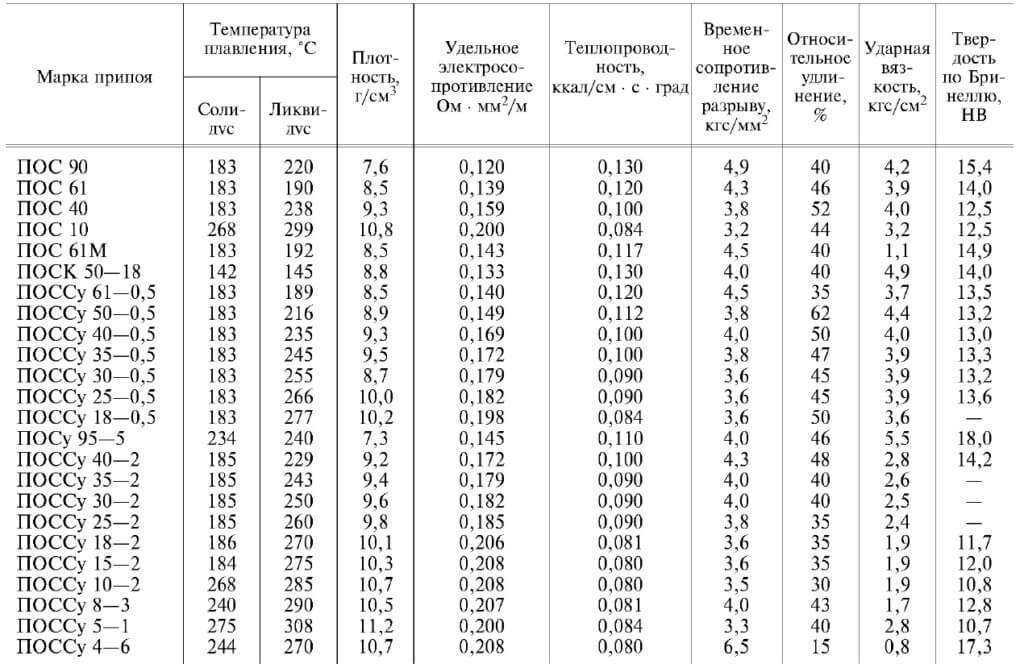
Удобные функции начала работы и укладки на поддоны для сокращения времени обучения
В случае обучения с одинаковым расположением нескольких P.W.B. программирование возможно только путем ввода значения смещения от исходного положения. Позиции пайки, расположенные с одинаковым интервалом в случае разъемов и т. д., могут быть спаяны только путем ввода расстояния перемещения и количества сеансов пайки после позиционирования на одной секции.
Предотвращает неисправности путем считывания 2D-кодов
Чтение штрих-кода и QR-кода, прикрепленного к P.W.B. использование считывателя штрих-кода позволяет автоматически выбирать рабочие каналы. Это предотвращает сбои в работе по ошибке работника.
- Сканер штрих-кода не является обязательным.
Полезные функции для стабилизации качества пайки
Устройство подачи с функцией предотвращения разбрызгивания флюса и шариков припоя в стандартной комплектации
Создание V-образной канавки на поверхности припоя (как показано ниже) может предотвратить рассеивание флюса и шариков припоя.
Щеточный очиститель для наконечников входит в стандартную комплектацию
Используется щеточный очиститель наконечников.
Этот щеточный очиститель наконечника может удалять не только излишки припоя, но и карбид флюса с наконечника.
NEWДополнительные детали для очистителя наконечников
Щетка для очистки/силиконовая щетка
С силиконовыми щетками(без сборника отходов припоя)
- Меньше прилипания припоя к щетке благодаря силиконовому материалу. Силиконовая щетка
- более эластична и долговечна, чем стальной материал.
Приблизительно в 21 раз длиннее , чем стандартная щетка (артикул A1567), изготовленная из стали. *
*На основе нашего внутреннего теста
Плата для позиционирования очистителя
Наличие доски для позиционирования очистителя позволяет поворачивать очиститель наконечника на 90 градусов.
Таким образом, очистка наконечника вглубь канавки становится возможной, так как наконечник охватывает щетки в направлении оси X (вправо и влево).
Очиститель наконечника, установленный без платы для позиционирования очистителя(без сборника отходов припоя)
Очиститель наконечника, установленный на пластине для позиционирования очистителя
(без сборника отходов припоя)
Подробности отсюда Новости
Быстрая и простая замена наконечника с помощью приспособления для регулировки наконечника
Если готовится еще один наконечник, то во время работы робота на запасной наконечник можно установить еще одно паяльное жало.
Качество пайки и удобство в работе значительно повысились благодаря высокой мощности 300 Вт
Использование высокой мощности 300 Вт может улучшить обычные неисправности «несмачивание припоя из-за недостаточного нагрева» и «недостаточное заполнение сквозного отверстия». Работа, требующая длительного времени нагрева, может быть резко сокращена.