Припуск на хонингование цилиндров: обзор технологии и критерии качества
alexxlab | 22.02.2023 | 0 | Разное
Практическое занятие по теме «Хонингование блоков цилиндров ДВС »
Практическая работа № 3 « Хонингование блоков цилиндров ДВС»
Цель практической работы: «Хонингование блоков цилиндров ДВС »
Практическая работа являются неотъемлемой частью изучения дисциплины, определяемой учебным планом, относятся к средствам, обеспечивающим решение следующих основных целей:
-приобретение студентами навыков выполнения технологического процесса, изучаемых в рамках данной дисциплины: «Технологические процессы технического обслуживания и ремонта автомобилей»;
-закрепление, развитие и детализация теоретических знаний, полученных на лекциях;
-получение новой информации по изучаемой дисциплине;
Задачи практической работы
Изучить конструкцию блоков цилиндров двигателя внутреннего сгорания, основные дефекты и причины их возникновения.
Рассмотреть способ восстановления рабочей поверхности цилиндров.
Провести анализ технологического оборудования для хонингования цилиндров.
Ознакомится с требованиями по безопасности
Ознакомится установкой-станком.
Составить технологическую карту.
Ход работы
1. Ознакомиться с методическими указаниями по практической работе.
2. Изучить конструкцию блоков цилиндров двигателя внутреннего сгорания, основные дефекты и причины их возникновения.
3. Рассмотреть способ восстановления рабочей поверхности цилиндров.
4. Провести анализ технологического оборудования для хонингования цилиндров.
5. Ознакомится с требованиями по безопасности
6. Ознакомится установкой-станком.
7.Составить технологическую карту.
8. Вывод
Содержание практической работы
1 Особенности конструкции блоков цилиндров двигателей внутреннего сгорания, основные дефекты и причины их возникновения
Блок цилиндров является остовом двигателя. На блоке цилиндров и внутри него находятся главные механизмы и детали двигателя.
На блоке цилиндров и внутри него находятся главные механизмы и детали двигателя.
Автомобильные и тракторные блоки цилиндров двигателей внутреннего сгорания (ДВС) бывают линейными и V-образными. Их разделяют на безгильзованные, с мокрыми или с сухими гильзами. Еще блоки разделяют на однорядные и двухрядные, а также с нижним и с верхним расположением клапанов. Число цилиндров у двигателей в основном – от 2 до 16. Блоки двигателей у малолитражных автомобилей в основном линейные – чугунные, алюминиевые с сухими полугильзами и верхним расположением клапанов.
У чугунных блоков толщина стенок варьируется в диапазоне 5-8 мм.
Допустимое колебание толщины стенок составляет 1,5-2 мм. В свою очередь в алюминиевых блоках стенки на 1,5-2 мм толще, чем у чугунных.
Обработка отдельных элементов блоков выполняется с высокой точностью. Особенное значение имеет точность размеров и формы зеркала цилиндров. Важно также обеспечение правильного взаимного расположения указанных поверхностей.
Блоки цилиндров ДВС отечественного производителя изготавливаются из серого чугуна марок: СЧ 18 – 36, СЧ 15 – 32, СЧ 24 – 44 или алюминиевого сплава АЛ 4.
Рабочий цилиндр – одна из главных частей поршневого двигателя внутреннего сгорания.
Традиционные монолитные блоки из чугуна, которые не имеют съемных гильз (рис.1).
Рисунок 1 – Монолитный чугунный блок ВАЗ 2121
После изнашивания рабочей поверхности встал вопрос их ремонта, их стали растачивать под ремонтный размер, но после последнего ремонтного размера приходилось менять весь блок, что было нецелесообразно. Тогда стали делать съемные чугунные гильзы (рис.2) , что намного увеличило ресурс блока.
Рисунок 2 – Чугунный блок со съемными гильзами
Позже блок стали делать из алюминия, со съемными чугунными гильзами, данные блоки цилиндров изготавливаются большей частью литьём из более дешёвого алюминиевого сплава. Сейчас изготавливают монолитные алюминиевые блоки, они могут быть полностью алюминиевые либо с чугунными вставками.
Сейчас изготавливают монолитные алюминиевые блоки, они могут быть полностью алюминиевые либо с чугунными вставками.
Под монолитными блоками понимаются конструкции блоков цилиндров, которые не имеют мокрых гильз.
Для получения определённых поверхностей или прочности монолитные блоки могут иметь соответствующие заливаемые части в зоне отверстий цилиндров, а также заливаемые части из серого или ковкого чугуна и усиления волокном в зоне отверстий под коренные подшипники.
Алюминиевый блок получается намного легче чугунного удельная масса алюминия (2850кг/м3) в 2,7 раза меньше удельной массы чугуна (7695кг/м3). А это важно, особенно для многоцилиндровых моторов с большим рабочим объемом. Кроме того, теплопроводность алюминия в 4 раза выше, чем у чугуна. В результате этого двигатель с алюминиевым блоком быстрее прогревается, а объем системы охлаждения может быть уменьшен благодаря более эффективному охлаждению и быстрому выравниванию температуры стенок блока. Однако реализовать на практике эти преимущества алюминия не так-то просто. Известно, что по чугунным цилиндрам прекрасно «ходят» поршневые кольца, как с твердыми покрытиями, так и без таковых, и сами «мягкие» алюминиевые поршни. С алюминиевыми цилиндрами ситуация другая: сочетание «мягкого» металла поршня с таким же «мягким» материалом цилиндра мгновенно приводит к «схватыванию» металлов и заклиниванию двигателя. Разумеется, конструкторы двигателей, принимая во внимание эти свойства металлов, разработали несколько способов решения проблемы. Один из них – блоки цилиндров с «мокрыми» гильзами.
Известно, что по чугунным цилиндрам прекрасно «ходят» поршневые кольца, как с твердыми покрытиями, так и без таковых, и сами «мягкие» алюминиевые поршни. С алюминиевыми цилиндрами ситуация другая: сочетание «мягкого» металла поршня с таким же «мягким» материалом цилиндра мгновенно приводит к «схватыванию» металлов и заклиниванию двигателя. Разумеется, конструкторы двигателей, принимая во внимание эти свойства металлов, разработали несколько способов решения проблемы. Один из них – блоки цилиндров с «мокрыми» гильзами.
Таким образом, для блока цилиндров используют как чугуны, так и алюминиевые сплавы. Особенности этих материалов обязательно влияют на технологию восстановления. Основные дефекты и причины их возникновения. Блок цилиндров, как одна из наиболее нагруженных деталей двигателя, может иметь отклонения в процессе эксплуатации от номинальных значений благодаря износу в различных точках конструкции. Нагрузка на элементы блока распределяется крайне неравномерно и, как следствие этого неравномерность износа рабочих поверхностей имеют различный запас прочности. Гильзы цилиндров изготавливают из чугуна марок СЧ 18-36, СЧ 22-44 твердостью НВ 179-229 (ЗИЛ, ЗМЗ). В верхней части некоторые гильзы (ЗИЛ, ЗМЗ), имеют тонкостенную вставку из специального легированного чугуна.
Гильзы цилиндров изготавливают из чугуна марок СЧ 18-36, СЧ 22-44 твердостью НВ 179-229 (ЗИЛ, ЗМЗ). В верхней части некоторые гильзы (ЗИЛ, ЗМЗ), имеют тонкостенную вставку из специального легированного чугуна.
К основным дефектам блоков двигателей относятся: износ или задир внутренней поверхности гильзы или блока, трещины и отколы различного характера и расположения.
При сгорании топлива в цилиндре газы прорываются в канавки поршневых колец и с силой отжимают их к стенкам цилиндра, при этом сила давления колец по мере движения поршня вниз уменьшается, вследствие чего износ цилиндра в верхней части больше, чем в нижней (конусность). Кроме того, условия смазки верхней части цилиндра из-за более высоких температур хуже.
Боковые силы действуют также при тактах впуска и выпуска, но в меньшей мере. В результате действия боковых сил цилиндр изнашивается больше в плоскости качания шатуна и приобретает эллипсность. Более интенсивен износ левой стенки цилиндра вследствие того, что боковая сила при рабочем ходе наибольшая
Кроме эллипсности, боковые силы вызывают и конусность, так как по мере движения поршня вниз они уменьшаются.
Задиры на зеркале цилиндра образуются вследствие перегрева двигателя, недостатка смазки и ее загрязненности, недостаточного зазора между поршнем и стенкой цилиндра, плохого крепления поршневого пальца и поломки поршневых колец.
Для определения конусности индикатор перемещают вдоль цилиндра в плоскости, перпендикулярной оси коленчатого вала. Разность размеров в верхней и нижней частях цилиндра, показанных индикатором, есть величина конусности.
Если эллипсность превышает 0,04 мм, а конусность 0,06 мм и имеются задиры, цилиндры необходимо ремонтировать.
При ремонте цилиндра увеличивают его диаметр до соответствующего ремонтного размера, затем устанавливают увеличенный поршень.
Характерные дефекты гильз: трещины, износ рабочей поверхности, коррозионные и кавитационные повреждения посадочных поясов. Трещины и ослабление вставки являются дефектами, при которых гильзы цилиндров выбраковываются.
Гильза цилиндра работает в условиях переменных давлений в надпоршневой полости. Поршень при перемещении действует на гильзу с боковой силой и в конце каждого хода, перекладываясь с ударом о стенку гильзы, меняет направление своего движения, причём в мёртвых точках скорость его равна нулю, а потом нарастает до максимума, составляющего в автомобильных двигателях до 25 м/с при номинальной частоте вращения коленчатого вала и снова уменьшается до нуля в мёртвой точке (рис.3).
Поршень при перемещении действует на гильзу с боковой силой и в конце каждого хода, перекладываясь с ударом о стенку гильзы, меняет направление своего движения, причём в мёртвых точках скорость его равна нулю, а потом нарастает до максимума, составляющего в автомобильных двигателях до 25 м/с при номинальной частоте вращения коленчатого вала и снова уменьшается до нуля в мёртвой точке (рис.3).
В процессе перемещения поршня к верхней мертвой точке увеличивается давление сжатия в цилиндре. Высокая температура при завершении сжатия (700 – 800оC) ухудшает процесс смазки колец из-за уменьшения вязкости и увеличения испаряемости масла. В процессе работы усилие шатуна в плоскости, перпендикулярной оси коленчатого вала, направлено не по оси цилиндра, а под углом к ней. Из-за чего на рабочую поверхность блока воздействует неравномерное давление в плоскостях вдоль оси вала и перпендикулярной к ней.
Стенки внутренней полости цилиндра служат направляющими для поршня при его перемещениях между крайними положениями и соприкасаются с пламенем и горячими газами, достигающими температуры 1500 – 2500оС.
Указанные особенности работы являются причиной ускоренного износа верхней части цилиндра, при этом рабочая поверхность цилиндра приобретает по высоте форму неправильного конуса, а в поперечном сечении – форму овала.
Как правило, основной причиной, вызывающей необходимость ремонта, является износ поверхностей под воздействием трения. Обеспечить при изготовлении точное совпадение твердости поверхностей хотя бы двух деталей практически невозможно, поэтому обычно одну из деталей изготавливают заведомо менее износостойкой, обеспечив, по возможности, простоту ее замены.
Внутренняя поверхность гильзы цилиндров изнашивается неравномерно, как по диаметру, так и по образующей. Максимальный износ наблюдается в верхней части гильзы (рис.3), в зоне, где верхнее кольцо меняет направление движения при прохождении высшей мертвой точки. В этом месте образуется кольцевая выработка, глубина которой обычно и лимитирует срок службы гильзы цилиндра.
Дефектами, характерными для гильз и блоков цилиндров, является износ рабочей поверхности.
Предельный износ цилиндров автомобильных двигателей в пределах 0,3-04 мм. Дальнейшая эксплуатация становится затруднительной из-за ухудшения эксплуатационных характеристик.
Способы восстановления рабочей поверхности хонингованием.
Хонингование − метод окончательной обработки преимущественно гладких цилиндрических отверстий абразивными брусками специальным инструментом − хонинговальной головкой. Его сущность состоит в снятии припуска абразивными брусками хонинговальной головки, связанной с шпинделем станка шарнирно или жёстко и совершающей вращательное или возвратно-поступательное движение (а иногда и осевое колебательное). В результате такого сочетания движений абразивные бруски движутся по винтовым линиям, как показано на рис 2.1
Рис. 2.1. Технологическая и конструктивная схема хонингования:
а –схема процесса: 1 – шпиндель станка; 2 – стержень головки; 3 – корпус головки; 4 – обрабатываемая деталь; 5 – брусок; б – схема следов обработки
Хонингование является процессом массового микрорезания (царапания) обрабатываемой поверхности большим количеством абразивных зёрен, беспорядочно расположенных на рабочей поверхности брусков. Абразивные зёрна обеспечивают срезание большого количества тонких стружек. Процесс микрорезания происходит в результате внедрения контактирующего выступа абразивного зерна в граничный слой обрабатываемого материала.В процессе хонингования абразивные бруски снимают припуск от 0,01 мм, в некоторых случаях до 1 мм и более на диаметр. При этом удаляются как гребешки микронеровностей, так и основной металл. В пределах снимаемого припуска обеспечивается исправление погрешностей предыдущих операций в виде конусности, эллипсности, бочкообразности, корсетности огранки и в некоторой степени искривления оси отверстия. Процесс сопровождается обильной подачей технологической жидкости в зону микрорезания, чем обеспечивается удаление
Абразивные зёрна обеспечивают срезание большого количества тонких стружек. Процесс микрорезания происходит в результате внедрения контактирующего выступа абразивного зерна в граничный слой обрабатываемого материала.В процессе хонингования абразивные бруски снимают припуск от 0,01 мм, в некоторых случаях до 1 мм и более на диаметр. При этом удаляются как гребешки микронеровностей, так и основной металл. В пределах снимаемого припуска обеспечивается исправление погрешностей предыдущих операций в виде конусности, эллипсности, бочкообразности, корсетности огранки и в некоторой степени искривления оси отверстия. Процесс сопровождается обильной подачей технологической жидкости в зону микрорезания, чем обеспечивается удаление
продуктов износа из пор абразивных брусков и с обрабатываемой поверхности. В качестве СОЖ применяют керосин чистый или с добавкой масла. Значительно реже используются некоторые водорастворимые эмульсии. В процессе обработки абразивные бруски выходят из отверстия на некоторую величину Lпер, называемую перебегом, чтонеобходимо для обеспечения правильной геометрической формы обрабатываемого отверстия и равномерного износа брусков. Неправильное установление величины Lпер ведёт к образованию конусности, бочкообразности или корсетности отверстия. Угол сетки рисок определяется отношением скоростей вращательного и возвратно-поступательного движений скоростей головки.
Неправильное установление величины Lпер ведёт к образованию конусности, бочкообразности или корсетности отверстия. Угол сетки рисок определяется отношением скоростей вращательного и возвратно-поступательного движений скоростей головки.
2.Порядок выполнения работы
1.Ознакомится с устройством хонинговального станка
Рисунок – Хонинговальный станок 3Г833
Вертикальный одношпиндельный хонинговальный станок модели ЗГ833 предназначен для хонингования отверстий гильз и блоков автомобильных и тракторных двигателей внутреннего сгорания, пневмоцилиндров и гидроцилиндров, отверстий шатунов, шестерен диаметром от 30 до 125 мм и других аналогичных деталей, габариты которых допускают установку их на столе станка и размеры хонингуемых отверстий находятся в пределах указанных размеров.
На станке допускается хонингование отверстий до 165 мм.
Перечень органов управления хонинговальным станком 3Г833
Кран охлаждения
Маховик механизма разжима хона
Кулачки регулировки хода ползуна
Рукоятка реверса
Маховик ручного ввода хоны
Указатель нагрузки
Переключатель режимов: “Ввод хоны”, “Ручной”
Сигнальная лампа
Кнопка управления: “Подача пуск”
Кнопка управления: “Толчковый”
Кнопка управления: “Шпиндель стоп”
Кнопка управления: “Шпиндель пуск”
Кнопка управления: “Общий стоп”
Кнопка управления: “Конец цикла”
Техническая характеристика хонинговального станка Таблица 6
Наименование параметра | Параметры |
Тип | Вертикально-хонинговальный |
Диаметр хонингования, мм | 20. |
Длина хонингования, мм | 15…400 |
Частота вращения, мин–1 | 125; 160; 200; 250; 300;350; 400; 500; 630; 800; 1000 |
Ход шпинделя, мм | 600 |
Габаритные размеры, мм | 400 × 250 × 1600 |
Масса, кг | 600 |
 ..160
..160Хонингование выполняют на одношпиндельных вертикально-хонинговальных станках моделей 3А 833, 3Б 833, 3Г 833, СС 700М и др. технические характеристики в табл. 6.
Хонинговальная головка (рис. 6а) с набором абразивных брусков может быть различных номеров в зависимости от диаметра обраба-тываемого цилиндра и предназначена для доводки цилиндров диаметров 65. ..150 мм после их расточки.
..150 мм после их расточки.
а) б)
Рис. 6. Хонинговальная головка – а; схема процесса хонингования – б
В корпусе 1 установлено шесть брусков 2 предварительного или окончательного хонингования. Бруски разжимаются валиком 5. На валике установлены две фасонные шайбы с шестью пазами. Корпус головки соединяется штангой 8 с пневматическим приводом. Принцип работы хонинговальной головки состоит в следующем: разжимный валик 5, перемещаясь под действием пневматического привода вниз, разжимает хонинговальные бруски. Для смены брусков производится извлечение хонинговальной головки и ручная замена брусков с предварительных на окончательные. После каждого двойного хода (или нескольких ходов) механизмом хона производится разжатие (радиальная подача) брусков. Зернистость абразивного бруска выбирается в зависимости от требуемой шероховатости поверхности цилиндра, а твердость связки – в зависимости от твердости обрабатываемого материала. Наибольшее распространение получили карборундовые бруски на керамической связке зернистостью 120 и твердостью СТ-С2 или бруски из синтетических алмазов АС6для предварительной обработки зернистостью 400 и твердостью СМ1-СМ или АСМ20 на металлической связке М1 при 100% концентрации для окончательной доводки. Для окончательного хонингования рекомендуются алмазные бруски на эластичной основе. Алмазные бруски на эластичной основе имеют стойкость примерно в 100 раз больше по сравнению со стойкостью абразивных брусков. Учитывая, что алмазные бруски на эластичной связке снимают ограниченный припуск до 4…6 мкм на диаметр, необходимо обеспечить после предварительного хонингования шероховатость поверхности по внутреннему диаметру гильзы в пределах Ra = 0,25…0,6 мкм и точность геометрической формы 0,01…0,02 мм. Хонингование алмазными брусками осуществляется в два – три приема. Общий припуск на хонингование составляет 0, 05…0 ,08 мм на сторону. При предварительном хонинговании удаляется припуск 0,03…0,04 мм на сторону.
Для окончательного хонингования рекомендуются алмазные бруски на эластичной основе. Алмазные бруски на эластичной основе имеют стойкость примерно в 100 раз больше по сравнению со стойкостью абразивных брусков. Учитывая, что алмазные бруски на эластичной связке снимают ограниченный припуск до 4…6 мкм на диаметр, необходимо обеспечить после предварительного хонингования шероховатость поверхности по внутреннему диаметру гильзы в пределах Ra = 0,25…0,6 мкм и точность геометрической формы 0,01…0,02 мм. Хонингование алмазными брусками осуществляется в два – три приема. Общий припуск на хонингование составляет 0, 05…0 ,08 мм на сторону. При предварительном хонинговании удаляется припуск 0,03…0,04 мм на сторону.
Двукратным или трехкратным хонингованием можно обеспечить точность до 6 квалитета и шероховатость поверхности Ra = 0, 2…0 ,32 мкм.
3.Ознакомится с видеоматериалом “Хонингование блока цилиндров”
4.Технологический процесс хонингования блока цилиндров
Настройка станка. Настройка станка заключается в установлении частоты вращения шпинделя, определении величины хода хонинговальной головки и числа двойных ходов хона. Необходимую частоту вращения шпинделя устанавливают с помощью коробки передач станка, а число двойных ходов хонинговальной головки сменными шестернями, расположенными с левой стороны станка под крышкой. Обработка отверстий хонингованием алмазными брусками проводится на следующих режимах, приведенных в табл. 7.
Настройка станка заключается в установлении частоты вращения шпинделя, определении величины хода хонинговальной головки и числа двойных ходов хона. Необходимую частоту вращения шпинделя устанавливают с помощью коробки передач станка, а число двойных ходов хонинговальной головки сменными шестернями, расположенными с левой стороны станка под крышкой. Обработка отверстий хонингованием алмазными брусками проводится на следующих режимах, приведенных в табл. 7.
Таблица 7 Режимы резания при хонинговальной обработке
Параметры | Операция хонингования | ||||
Первая | Вторая | Третья | |||
Частота вращения хонинговальной головки, мин-1 | 120 | 160 | 240 | ||
Число двойных ходов головки, ход/мин | 60 | 60 | 60 | ||
Длина хода, мм | 165 | 165 | 165 | ||
Давление на разжим брусков, МПа | 1,5 | 1,2 | 1,0 | ||
Количество брусков в комплекте, шт. | 6 | 6 | 6 | ||
Время хонингования, с | 40…45 | 20…25 | 15 | ||
Цилиндричность отверстия, мм | 0,02 | 0, 1…0 ,02 | 0, 01…0 ,02 | ||
Шероховатость поверхности, Ra | 0,8 | 0,63 | 0,25 | ||

В рабочем цилиндре двигателя создаются условия для взаимодействия через масляную пленку между деталями цилиндропоршневой группы. Для ряда ковких чугунов установлено, что эта величина должна составлять 12…25 мкм. Глубина впадин находится на уровне 8…18 мкм. Оптимальный угол для сетки составляет α = 30-35 ⁰.
Для ряда ковких чугунов установлено, что эта величина должна составлять 12…25 мкм. Глубина впадин находится на уровне 8…18 мкм. Оптимальный угол для сетки составляет α = 30-35 ⁰.
Риски наносят при первом хонинговании с использованием брусков, имеющих зерно 150 единиц (150 зерен на 1 см). Глубина образуемых рисок может достигать до 120-160 мкм.
Однако, использовать сразу после подобной обработки детали нельзя. Износ поршневых колец при высокой температуре газов будет довольно интенсивным (но некоторые производители выпускают двухтактные двигатели с подобной обработкой, у них невысокий моторесурс).
Вторая обработка ведется обязательно в среде СОЖ. Используют бруски с зерном 400…500 единиц. Здесь стачиваются острые кромки на рисках. Глубина впадин уменьшается до 45-60 мкм.
Финишная обработка позволяет получать требуемые параметры на стенках цилиндров.
При необходимости производят карцевание. Здесь выполняется не обтачивание, а прикатывание поверхностных выступов. Размер практически не меняется. Происходит уплотнение самой поверхности. Обычно такую операцию выполняют для цилиндров гоночных автомобилей, работающих на предельных режимах эксплуатации.
После хонингования отклонение геометрической формы рабочей поверхности гильзы должно быть не более 0, 01…0 ,02 мм, а шероховатость Ra = 0,08 мкм
5.Заполнить технологическую карту
Последовательность операций | Инструмент, приспособление | Технические условия и указания |
1.Настройка станка | ||
2….. |
6.Вывод
Восстановление рабочей поверхности гильз цилиндров двигателей внутреннего сгорания автомобилей
Библиографическое описание: Захаров, Ю. А. Восстановление рабочей поверхности гильз цилиндров двигателей внутреннего сгорания автомобилей / Ю. А. Захаров, Р. Р. Булатов. — Текст : непосредственный // Молодой ученый. — 2015. — № 5 (85). — С. 145-148. — URL: https://moluch.ru/archive/85/15983/ (дата обращения: 08.02.2023).
Гильзы цилиндров ДВС подвергается значительным нагрузкам в процессе работы. Жесткие условия эксплуатации гильз цилиндров приводят к появлению разнообразных дефектов, которые необходимо устранять для обеспечения работоспособности ДВС. Для каждого вида дефектов гильз существуют различные способы и устройства для их устранения, в частности для восстановления геометрии и размеров изношенной рабочей поверхности. Все эти способы и устройства для их применения имеют свои достоинства и недостатки, которые необходимо учитывать при выборе рационального способа восстановления рабочей поверхности гильз цилиндров.
Ключевые слова: гильза, цилиндр, восстановление, ремонт, рабочая поверхность гильзы, износ, осаждение, наплавка.
Рабочая поверхность гильз цилиндра ДВС представляет собой внутреннюю цилиндрическую поверхность, обработанную по пятому квалитету качества. Такой квалитет обработки является наивысшим, применяемым в машиностроении и обеспечивает очень низкую шероховатость. В связи с этим рабочую поверхность гильз цилиндров называют «зеркалом» цилиндра или гильзы.
В процессе эксплуатации ДВС, рабочая поверхность гильз цилиндров испытывает значительные нагрузки при высоких температурах, что приводит к появлению таких дефектов как: износ рабочей поверхности, увеличение шероховатости, изменение макрогеометрии (овальность конусность седлообразность и т. д.), нагар, раковины, трещины и сколы. При дефектации рабочей поверхности гильз цилиндров ДВС определяют геометрические размеры и форму изношенной гильзы, а также шероховатость ее зеркала. Наличие трещин, сколов, раковин и т. д. приводит к отбраковке гильзы [1–3].
В основном, восстанавливают рабочую поверхность гильзы цилиндров механической обработкой под ремонтный размер, но может применяться нанесение слоя металла или изменение геометрии гильзы за счет пластического деформирования.
Механическая обработка рабочей поверхности гильз цилиндров под ремонтный размер осуществляется растачиванием, хонингованием, шлифованием или комбинацией этих обработок.
Растачивание и хонингование гильз цилиндров в основном применяется при износе внутренней поверхности до диаметра, превышающего предельное значение, при овальности и конусности на рабочем участке более допустимых размеров.
По величине износа внутренней поверхности гильзы сортируют на три группы. Первая группа гильз — с внутренним диаметром в пределах допуска на новую гильзу; вторая группа — с внутренним диаметром, превышающим номинальный не более чем на 0,2 мм, и третья группа — с внутренним диаметром, превышающим номинальный на 0,15…0,2 мм, но не более чем на 0,4 мм [1–3].
Гильзы первой группы могут быть использованы без ремонта или после хонингования внутренней поверхности до удаления неровностей и следов коррозии. Хонингование гильз производят на хонинговальных станках, например на станке ЗГ833 головками ПТ-1085А с шлифовальными брусками К36–5 СМ1-С1К и КЗЗ-М20 СМ1-С1К. В качестве охлаждающей жидкости рекомендуется применять керосин. Иногда к нему добавляют 10…20 % веретенного масла.
В качестве охлаждающей жидкости рекомендуется применять керосин. Иногда к нему добавляют 10…20 % веретенного масла.
Также для хонингования цилиндров применяются бруски из синтетических алмазов, обеспечивающие значительное повышение производительности процесса, точности обработки, уменьшение шероховатости поверхности. Стойкость брусков из синтетических алмазов в десятки раз выше стойкости обычных брусков. Для предварительного хонингования могут быть использованы бруски АС12М1, а для окончательного АСМ40М1.
Гильзы второй группы ремонтируют хонингованием или шлифованием на внутришлифовальном станке с последующим окончательным хонингованием.
Гильзы третьей группы ремонтируют растачиванием внутренней поверхности с последующим предварительным и окончательным хонингованием до ремонтного размера. В процессе растачивания и хонингования нагрев гильзы допускается не более 50…60° С.
Растачивают гильзы на вертикально-расточных станках, на пример на алмазно-расточном станке –278Н расточными резцами с пластинками из твердого сплава ВК2 или ВКЗМ. Гильзы на станке центрируют при помощи оправки, вставленной в шпиндель станка. Шаровой конец оправки должен входить в цилиндр на глубину 3… 4 мм. При установке резца для растачивания необходимо учесть припуск на хонингование в пределах 0,06…0,12 мм на диаметр. Внутренняя рабочая поверхность расточенной гильзы может иметь овальность не более 0,04 мм, конусность не более 0,05 мм, шероховатость поверхности должна быть не ниже 6-го класса чистоты [1, 4–5].
Гильзы на станке центрируют при помощи оправки, вставленной в шпиндель станка. Шаровой конец оправки должен входить в цилиндр на глубину 3… 4 мм. При установке резца для растачивания необходимо учесть припуск на хонингование в пределах 0,06…0,12 мм на диаметр. Внутренняя рабочая поверхность расточенной гильзы может иметь овальность не более 0,04 мм, конусность не более 0,05 мм, шероховатость поверхности должна быть не ниже 6-го класса чистоты [1, 4–5].
Для того чтобы получить высокую чистоту рабочей поверхности, гильзу хонингуют. Для хонингования гильзы применяют подпружиненную хону, в которой каждый брусок прижимается к поверхности гильзы отдельной пружиной. Обработка такими хонами служит не для изменения размеров, а для придания поверхности нужной шероховатости.
При предварительном хонинговании расточенной гильзы до ремонтного размера оставляют припуск на окончательное хонингование в пределах 0,01…0,03 мм на диаметр. После предварительного хонингования на внутренней поверхности гильзы не должно быть следов износа, неровностей. Овальность не должна превышать 0,04 мм, а конусность — 0,05 мм.
Овальность не должна превышать 0,04 мм, а конусность — 0,05 мм.
После окончательного хонингования диаметр внутренней поверхности гильзы должен находиться в пределах допуска на ремонтный размер, а овальность и конусность не должны превышать 0,03 мм. Шероховатость поверхности должна быть не ниже 9-го класса чистоты.
Данный способ широко применяют при ремонте цилиндро-поршневой группы двигателей, однако при износе внутренней поверхности гильз больше последнего ремонтного размера деталь обычно выбраковывают, тем самым увеличиваются затраты на приобретение новой детали.
При небольшой величине износа растачивание можно заменить шлифованием. Внутреннюю рабочую поверхность гильзы шлифуют до выведения следов износа. Овальность рабочей поверхности гильзы в нижнем и верхнем поясах, а также конусность поверхности на длине гильзы допускается не более 0,06 мм. Разрешается наличие нетронутой шлифовальным камнем выработки от верхнего поршневого кольца. Кроме того, допускается наличие нетронутых камнем площадок на высоте не более 50 мм от нижнего края гильзы, общей площадью не более 20 см 
Для шлифования гильзы применяют круг ПП-125–50–50 на керамической связке СМ1, зернистостью 12…16. После шлифования рабочей поверхности гильзы наружную поверхность подвергают пескоструйной очистке и цинкованию [1–2, 5].
Такая последовательность выполнения операций принята потому, что на некоторых гильзах в процессе шлифования не удается устранить следы износа. Эти гильзы бракуют. Следовательно, цинкование наружной поверхности гильз до шлифования рабочей поверхности нецелесообразно.
Один из недостатков восстановления гильз обработкой под ремонтный размер — резкое (на 20…30 %) снижение их ресурса из-за уменьшения твёрдости поверхности. Для его повышения гильзы упрочняют пластическим деформированием, электромеханическим способом, плосковершинным хонингованием, закалкой ТВЧ, лазерной обработкой и т. д.
При восстановлении гильз возможно использование способа электроимпульсного нанесения покрытий. Электроимпульсное нанесение покрытий основано на импульсном разряде конденсатора через проволоку напыляемого металла. При этом происходит взрывное плавление проволоки и осаждение расплавленных мелких частиц металла на внутренней поверхности гильзы. Такой способ применяется редко ввиду невысокого качества получаемого покрытия и возникновения местного нагрева гильзы, который может привести к короблению и (или) возникновению внутренних напряжений [1, 6].
При этом происходит взрывное плавление проволоки и осаждение расплавленных мелких частиц металла на внутренней поверхности гильзы. Такой способ применяется редко ввиду невысокого качества получаемого покрытия и возникновения местного нагрева гильзы, который может привести к короблению и (или) возникновению внутренних напряжений [1, 6].
Применяется восстановление рабочей поверхности гильзы цилиндров гальваническими покрытиями. Сущность способа состоит в том, что при прохождении постоянного электрического тока через раствор солей металла в воде (электролит) в нем образуются положительно и отрицательно заряженные ионы [1–2, 5]. Положительно заряженные ионы перемещаются к отрицательному электроду-катоду, которым является металлическая деталь, и осаждаются на ее поверхности, прочно с ней сцепляясь. Отрицательно заряженные ионы перемещаются к положительному электроду-аноду и выделяются на нем. В качестве электролитов, как правило, применяются водные растворы солей, кислот и щелочей.
Осажденные при электролизе металлы отличаются по своим свойствам от литых металлов тем, что кристаллическая решетка их искажена вследствие различных условий кристаллизации.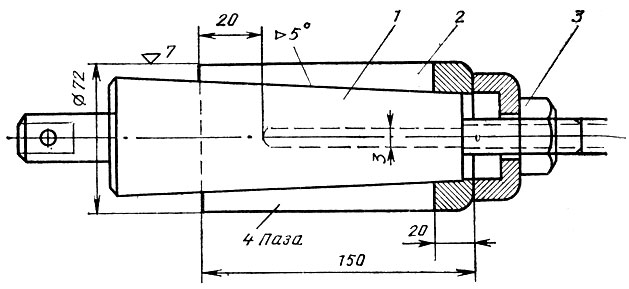 Недостатком восстановления гильз электролитическими покрытиями является небольшая толщина наносимого покрытия, большая продолжительность нанесения покрытия, неравномерность наносимого слоя и недостаточная прочность сцепления покрытия с основой (рабочей поверхностью).
Недостатком восстановления гильз электролитическими покрытиями является небольшая толщина наносимого покрытия, большая продолжительность нанесения покрытия, неравномерность наносимого слоя и недостаточная прочность сцепления покрытия с основой (рабочей поверхностью).
Для устранения этих недостатков применяют гальваномеханическое осаждение покрытий. Отличительной его особенностью является то, что в процессе электролиза покрываемая поверхность подвергается механическому активированию (царапанию) абразивными или алмазными инструментами в виде лент или брусков, которые перемещаются в межэлектродном пространстве [7]. Механическое активирование способствует снижению перенапряжения разряда осаждаемого металла за счет уменьшения концентрационных ограничений, интенсивного удаления с поверхности катода пассивирующей плёнки, гидроокисей и газообразного водорода. Все это позволяет значительно увеличивать рабочие плотности тока при нанесении хрома, никеля, кобальта, меди и существенно повышать скорость их осаждения.
Кроме перечисленных способов восстановления применяют способ пластического деформирования [1–3]. Способ заключается в нагреве наружной поверхности гильзы в индукторе в течение нескольких секунд до температуры 700…7500С и последующем быстром охлаждении в масле. При этом рабочая часть гильзы сокращается на величину до 0,1 мм, что позволяет дальнейшей механической обработкой восстановить требуемый размер. Нагрев и охлаждение детали ведут в процессе перемещения детали, относительно источников со скоростью не более 3…4 мм/с.
Таким образом, существующие технологии позволяют восстанавливать изношенную рабочую поверхность гильз цилиндров ДВС, однако при выборе способа восстановления работоспособности гильзы необходимо учитывать следующее:
1. Величину износа.
2. Вид износа, его форма и характер повреждений.
3. Первичное состояние гильзы (новая или ремонтная).
4. Тип и материал гильзы.
5. Наличие дефектов других поверхностей гильзы.
6. Стоимость работ по восстановлению.
7. Производительность восстановления и годовую программу ремонта.
На сегодняшний день наибольшее распространение получил способ механической обработки под ремонтный размер, ввиду его простоты, доступности оборудования и стабильности.
Литература:
1. Воловик, Е. Л. Справочник по восстановлению деталей [Текст] / Е. Л. Воловик. — М: Колос, 1991 г.
2. Одинцов, Л. Г. Упрочнение и отделка деталей поверхностным пластическим деформированием [Текст] / Л. Г. Одинцов. — М: Машиностроение, 1997 г.
3. Захаров, Ю. А. Упрочнение деталей автомобилей типа «вал» и «ось» [Текст] / Ю. А. Захаров, Е. В. Ремизов, Г. А. Мусатов // Молодой ученый. — 2014. — № 20. — С. 141–143.
141–143.
4. Китаев, Ю. А. Восстановление деталей с последующей ФАБО [Текст] / Ю. А. Китаев, И. А. Спицын, А. Ю. Китаев // Механизация и электрификация сельского хозяйства. — 1995. — № 1 — С.25.
5. Молодык, К. В. Восстановление деталей машин [Текст] / К. В. Молодык, А. С. Зенкин. — М.: Машиностроение, 1993 г.
6. Технология электромеханической обработки материалов [Электронный ресурс]. — Режим доступа: http://www.vstu.ru/razrabotka/tekhnologiya-elektromekhanichesk.html
7. Захаров, Ю. А. Преимущества гальваномеханического осаждения металлов при восстановлении деталей мобильных машин [Текст] / Ю. А. Захаров, Е. В. Ремизов, Г. А. Мусатов // Молодой ученый. — 2015. — № 1. — С. 66–68.
Основные термины (генерируются автоматически): ремонтный размер, рабочая поверхность гильз цилиндров, внутренняя поверхность гильзы, гильза, рабочая поверхность, внутренний диаметр, внутренняя поверхность, механическая обработка, окончательное хонингование, пластическое деформирование.
| |||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||
ПОИСК | |||||||||||||||||||||||||||||||||||
Когда хонинговать цилиндрСледует ли всегда хонинговать канал при повторном кольце, или рекомендуется повторно хонинговать изношенный канал без хонингования? Ситуация такова: на любом двигателе и с любым набором колец (независимо от производителя) наилучшие результаты всегда будут достигнуты, если отверстия будут возвращены в исходное состояние. Однако все же бывают ситуации, когда хороший результат можно получить и без хонингования, например: 1. Если отверстия не сильно изношены и не имеют глубоких царапин или потертостей. 2. Если отверстия не сильно искривлены. 3. Если отверстия не застеклены. 4. Если устанавливаемые кольца предназначены для использования в нехонингованных отверстиях. Некоторые наборы колец предназначены для притирки и герметизации новых или изношенных отверстий. Их компрессионные кольца будут иметь профили, преднамеренно обеспечивающие контакт нижней кромки. Это означает, что они являются скребковыми кольцами, направленными вниз. ПРИМЕЧАНИЕ. Некоторые производители колец в основном изготавливают кольца для оригинального оборудования, и их комплекты колец разрабатываются с учетом этого. Часто эти наборы имеют хромированные верхние кольца, притертые к бочонку, и такие кольца действительно не подходят для использования на вторичном рынке и, конечно, не подходят для бывших в употреблении каналов ствола – они не будут прирабатываться и не будут контролировать масло. Было время, когда различные производители колец активно препятствовали хонингованию для повторного кольцевания. Основная причина этого заключалась в опасении (часто оправданном) того, что высокоабразивная карборундовая хонинговальная крошка (и чугун) не будет должным образом очищена перед повторной сборкой. Это было особенно актуально, когда отверстия были повторно отточены с двигателем в шасси. Очистка отверстий после хонингования В процессе хонингования абразив от хонинговальных брусков и мусор из цилиндра могут оставаться в хонинговальном шаблоне. Если позволить этому мусору остаться, это приведет к преждевременному износу поршневых колец. Протирание отверстий промасленной тряпкой или промывка керосином или подобными растворителями не удалит этот мусор. Для обеспечения чистоты канала ствола его следует тщательно промывать горячей мыльной водой и жесткой щеткой до тех пор, пока белая ткань, протертая о стенки цилиндра, не останется чистой. После этого отверстия следует протереть слегка промасленной ветошью, чтобы предотвратить коррозию. Если перед сборкой блок должен быть помещен на хранение, следует нанести консервирующее масло. Перед использованием компонентов может возникнуть необходимость удалить любой консервант для хранения – необходимо получить и соблюдать инструкции производителя. Алюминиевые отверстия Алюминиевые блоки традиционно оснащаются литыми или запрессованными сухими вкладышами, а иногда и мокрыми вкладышами. В интересах снижения затрат, веса и сложности производства некоторые производители двигателей разработали алюминиевые сплавы для блоков цилиндров, которые позволяют поршню и кольцам двигаться непосредственно по алюминиевой поверхности. В одной из технологий используется алюминий, известный как Reynolds A 390, с высоким содержанием кремния (17%), а шлифованные отверстия протравливаются специальным химическим веществом, которое воздействует на алюминий, оставляя частицы кремния гордо выступающими — и именно эти частицы кольца и поршни работают против. Эта технология требует использования поршня из алюминиевого сплава, его юбка покрыта железом, а хромирование должно быть указано на всех кольцах. Некоторые последние модели двигателей Honda, например Prelude, имеют алюминиевый канал цилиндра, пропитанный керамическими волокнами. Эти отверстия должны быть заточены в соответствии с инструкциями производителя, которые требуют использования камня с зернистостью 600. Восстановление цилиндров из алюминиевого сплава является узкоспециализированным и требует, чтобы хонинговальное оборудование было оснащено специальными брусками с методами хонингования, указанными производителем соответствующего двигателя. Один аспект, который заслуживает упоминания, заключается в том, что используемый механический хонинговальный станок должен быть абсолютно свободен от мусора и песка из чугуна – на самом деле лучше всего выделить хонинговальный станок специально для задачи хонингования алюминиевых отверстий, практика, которая неизбежно приводит к тому, что эти двигатели восстанавливаются очень немногими специалистами по ремонту. Чистовая обработка отверстия Окончательная обработка отверстия цилиндра является результатом как хонингования, так и растачивания. Успешная расточка вряд ли может быть достигнута одним проходом. Окончательный срез должен быть примерно 0,125 мм (0,005 дюйма) с радиусом вершины режущего инструмента не менее 0,5 мм (0,020 дюйма). Причина, по которой для окончательного растачивания требуется инструмент с большим радиусом вершины, заключается в том, что он оставляет наименьшую глубину от пика до высоты впадины на поверхности для хонингования. Если используется инструмент с радиусом вершины 0,15 мм, шероховатость конечной расточенной поверхности, вероятно, составит приблизительно 5 микрометров (200 микродюймов) Ra и будет иметь высоту от пика до впадины 0,3-0,5 микрометра. Для удаления требуется много хонингования, особенно если используется ручной точильный станок или если в хонинговальном станке используются мелкие камни. Если для растачивания используется инструмент с большим радиусом вершины, полученная поверхность будет намного более гладкой, около 1,8 микрометра (70 микродюймов) Ra, а высота от вершины до впадины будет составлять 0,1-0,2 микрометра. Это облегчает обеспечение удаления всех следов растачивания, минимизирует время хонингования и, что важно, уменьшает нарушение подповерхностного слоя во время окончательной операции хонингования. Грубая резка или разрыв расточенной поверхности приведет к нарушению внутренней поверхности, которое не может быть удовлетворительно исправлено в процессе хонингования. Должен быть оставлен припуск на хонингование, достаточный для полного удаления всех следов сверления. Величина этого припуска, конечно, будет зависеть от глубины резания процесса расточки, но в целом должна составлять 0,05–0,07 мм (0,002–0,0025 дюйма). Хонингование лучше всего выполнять с помощью хонинговального станка, который позволяет получить равномерный рисунок хонингования. Ручное хонингование, хотя и все еще практикуется, страдает от проблем непостоянства рисунка и естественного нежелания оператора снимать с помощью этого процесса сравнительно большое количество металла. Вероятность того, что после ручного хонингования останутся следы расточки, высока, и неизбежным результатом будет высокий расход масла. На практике было установлено, что многоэтапное хонингование дает наиболее удовлетворительные и стабильные результаты, обеспечивая не только более чистую поверхность, но и значительно меньшую вариацию между цилиндрами. Некоторые производители тяжелых дизельных двигателей предусматривают три этапа хонингования. Однако для общего восстановления два этапа дают стабильные и удовлетворительные результаты. На первом этапе хонингования удаляется припуск и устанавливается основа хонингования. На этом этапе необходимо удалить все скучные следы. Зернистость камня может варьироваться от 80 до 220, чаще всего используется зернистость 180. Слишком грубая основа потребует чрезмерного использования финишного заточка. На втором этапе следует использовать точильный станок с зернистостью от 280 до 400. В зависимости от количества используемых стадий хонингования и характеристик двигателя, бруски с зернистостью от 280 до 320, как правило, давали удовлетворительные результаты, при этом предпочтение отдавалось зернистости 320. Для тех двигателей, которые из-за своих рабочих характеристик или твердости материала блока требуют более тонкой обработки, может потребоваться зернистость 400 в качестве третьего этапа хонингования. Первую стадию хонингования следует выполнять с помощью хона, чтобы сохранить правильное и параллельное отверстие. В конце каждого этапа хонингования необходимо сделать несколько ходов с низким давлением или «задержкой». Заключительный этап может быть выполнен экономично за счет использования гибкого хона. Правильно восстановленный двигатель после 150 000–200 000 км пробега может иметь шероховатость отверстия Ra от 0,13 до 0,15 микрометра (от 5 до 6 микродюймов). Можно ожидать, что двигатели, произведенные для оригинального оборудования, будут иметь чистую поверхность отверстия в диапазоне от 0,38 до 0,76 микрометра (от 15 до 30 микродюймов) Ra, причем большинство из них находится в диапазоне от 0,25 до 0,51 микрометра (от 10 до 20 микродюймов) Ra. Подводя итоги, можно сказать, что для достижения постоянного хорошего контроля масла и прорыва газов – 1. Окончательный проход растачивания должен быть 0,125 мм (0,005 дюйма) 2. Инструмент должен иметь радиус вершины не менее 0,5 мм (0,020 дюйма) 3. 4. Хонингование следует проводить не менее чем в два этапа с зернистостью конечного хонингования 300 или мельче 5 , Третий этап может быть выполнен с использованием гибкого хона 6. Большее количество этапов хонингования даст более качественную поверхность и меньший разброс значений 7. Фактором, оказывающим наибольшее влияние на окончательную отделку, является размер зерна хонинговального бруска, хотя смазка оказывает некоторое влияние. 8. Приработка происходит быстрее, и меньше мусора осаждается в масле с более тонкой отделкой. 9. Более твердые блочные материалы требуют более тонкой обработки. Хонингование цилиндров гоночных двигателей — хонингование плато Этот метод хонингования быстро завоевывает широкое признание, поскольку он предлагает простой и экономичный способ добиться отличного уплотнения с низким коэффициентом трения и хорошим контролем масла. Шаг 1. Растачивание с точностью до 0,004 дюйма (0,1 мм) от конечного размера с помощью инструмента с большим радиусом. Поверхность должна быть ровно отрезана и не должна иметь зазубрин или трещин, вызванных чрезмерным давлением/скоростью подачи или тупым инструментом. Результат максимальная чистота Rz 500 микродюймов (12,5 микрометров, Ra 125 микродюймов (3,2 микрометра)). шток) с использованием брусков с зернистостью 220. Рисунок штриховки должен быть равномерным в обоих направлениях с четкими линиями. Примечание. Двигатели, предназначенные для гонок на выносливость или уличного использования, должны быть грубо отшлифованы с помощью более крупных зернистых камней, т. е. с зернистостью от 100 до 180. Шаг 3. Завершите хонингование. a) Жесткое хонингование: Финишное хонингование с помощью жесткого хонингования с зерном 600, снижающее давление на последних 5-10 проходах. В качестве альтернативы, если зернистость 600 отсутствует или слишком сложна в использовании, замените ее камнями зернистостью 400, а затем завершите жестким шлифовальным кругом зернистостью 600 или гибким точилом зернистостью 400-600. b) Гибкое хонингование: Хонингование гибким хонинговальным инструментом с зернистостью 400-600 в течение не менее 1 минуты. Используйте масло с флексхоном, чтобы получить абразивную суспензию, руководствуясь правилом: чем гуще суспензия, тем более однородной будет отделка. Поверхность отверстия, полученная этим методом, будет иметь около 90% своей площади в виде плато с очень гладкой поверхностью, что обеспечивает быструю приработку, отличное уплотнение и низкое трение кольца о отверстие. Остальная часть поверхности будет иметь равномерно распределенную сеть узких впадин для удерживания нефти. Глубина впадин должна быть порядка 100-125 микродюймов (2,5-3,2 микрометра), а опорная поверхность – 25-40 микродюймов (0,6-1,0 микрометра). Очистка после хонингования Повторим еще раз: крайне важно правильно очищать отверстия после любой операции хонингования. НЕ ИСПОЛЬЗУЙТЕ БЕНЗИН ИЛИ КЕРОСИН! Ни один из них не подходит для очистки канала ствола. Подойдет горячий бак с подходящей жидкостью, но наилучшие результаты достигаются при использовании нейлоновой чистящей щетки, мыла и горячей воды. *Найджел Тейт — главный инженер компании Automotive Components Limited, крупнейшего в Австралии производителя оригинального оборудования и запасных частей для двигателей.
Вам понравилась эта статья? Поддержите AutoSpeed небольшим взносом. Подробнее…
| |||||||||||||||||||||||||||||||||||

 Точно так же маслосъемные кольца имеют более высокое давление на стенку, чем большинство колец оригинального оборудования, что также способствует быстрой приработке.
Точно так же маслосъемные кольца имеют более высокое давление на стенку, чем большинство колец оригинального оборудования, что также способствует быстрой приработке. Также существовало опасение (тоже оправданное), что будет достигнута неправильная заточка, что может быть хуже, чем полное отсутствие заточки.
Также существовало опасение (тоже оправданное), что будет достигнута неправильная заточка, что может быть хуже, чем полное отсутствие заточки.





 Следует оставить припуск на хонингование в размере 0,05–0,07 мм (0,002–0,0025 дюйма)
Следует оставить припуск на хонингование в размере 0,05–0,07 мм (0,002–0,0025 дюйма) Хотя здесь речь идет о платохонинговании гоночных двигателей, эта практика может и должна применяться для каждого типа двигателя. Обратите внимание, что для того, чтобы отверстия были как можно более круглыми и прямыми, все серьезные гоночные и высокопроизводительные двигатели следует хонинговать с установленной накладкой. Он будет состоять из стальной пластины толщиной 40-50 мм с отверстиями, просверленными для шпилек и отверстий, прикрученной к верхней части блока с тем же крутящим моментом, что и головка.
Хотя здесь речь идет о платохонинговании гоночных двигателей, эта практика может и должна применяться для каждого типа двигателя. Обратите внимание, что для того, чтобы отверстия были как можно более круглыми и прямыми, все серьезные гоночные и высокопроизводительные двигатели следует хонинговать с установленной накладкой. Он будет состоять из стальной пластины толщиной 40-50 мм с отверстиями, просверленными для шпилек и отверстий, прикрученной к верхней части блока с тем же крутящим моментом, что и головка. Угол должен составлять от 30 до 60 градусов. Результирующая максимальная чистота Rz 175 микродюймов (4,5 микрометра), Ra 35 микродюймов (0,95 микрометров).
Угол должен составлять от 30 до 60 градусов. Результирующая максимальная чистота Rz 175 микродюймов (4,5 микрометра), Ra 35 микродюймов (0,95 микрометров). Адекватный результат также может быть достигнут с более грубым шлифовальным хоном с использованием масла или смазки с высокой вязкостью и более длительным временем цикла.
Адекватный результат также может быть достигнут с более грубым шлифовальным хоном с использованием масла или смазки с высокой вязкостью и более длительным временем цикла. Затем протрите канал ствола чистой промасленной тканью.
Затем протрите канал ствола чистой промасленной тканью. Расход масла будет чрезмерным.
Расход масла будет чрезмерным.

Абразивная обработка | Хонингование на 6061 | Практик-механик
конский хвост
Пластик
- #1
Всем привет.
Мне нужно отверстие 0,723 дюйма +/- 0,0005 в части 6061. Я рассматриваю возможность сверления 23/32 дюйма (0,7188 дюйма), а затем доводку до размера с помощью хона. Можно ли будет стереть все сверло отметки и оставить гладкую поверхность с припуском на хонингование 0,0042 дюйма?
Спасибо,
Бакай
Конрад Хоффман
Титан
- #2
Возможно, с рассверленным отверстием, не уверен насчет просверленного.
В Семионовас
Алюминий
- #3
У меня нет большого опыта в хонинговании, но я считаю, что алюминий слишком мягок для хонингования, не застревают ли абразивные зерна в металле?
как насчет того, чтобы вставить в него шарик подшипника?
Владимир
конский хвост
Пластик
- #4
можно купить правильные камни, только не уверен, хватит ли материала для очистки.
Кен Хосфорд
Чугун
- #5
очистка
Тележка имеет некоторый износ по вероятному размеру отверстия от сверления. Я бы сказал, что нет, это, вероятно, не запас, который нужно чистить. если вам не нужна 100% чистота. Я согласен, рассверленное отверстие да. Шаровая протяжка возможно
Дэвис В Южной Каролине
Алмаз
- #6
Несколько лет назад я построил несколько пресс-форм для коротких серий из 6061-T6511. Было довольно много отверстий для выталкивающих штифтов, размер которых необходимо было подобрать для плотного прилегания к выталкивающим штифтам. Я аккуратно нашел, просверлил и расширил эти отверстия на 0,002 дюйма, а затем заточил их, используя стандартный камень Sunnen, который используется для стали. Я использовал очень низкое давление подачи и обильный поток масла. Отверстия получились идеальными, пресс-формы все еще работают, после того, как они должны быть изношены.. Просто будьте осторожны, чтобы не повредить горловину отверстия, когда хонинговальная машина входит.. HTH
Я аккуратно нашел, просверлил и расширил эти отверстия на 0,002 дюйма, а затем заточил их, используя стандартный камень Sunnen, который используется для стали. Я использовал очень низкое давление подачи и обильный поток масла. Отверстия получились идеальными, пресс-формы все еще работают, после того, как они должны быть изношены.. Просто будьте осторожны, чтобы не повредить горловину отверстия, когда хонинговальная машина входит.. HTH
конский хвост
Пластик
- #7
Спасибо, это тоже короткий пробег, но мне нужен действительно круглый профиль и хороший СФ. Скучно, наверное, сработало бы, но власть имущие отказываются покупать надлежащий инструмент, а у меня нет времени делать его самому.
десятая часть
Горячекатаный
- #8
Я бы оставил около 0,010 на сторону. Грубый с грубым камнем, отделка с более тонким камнем. Запас выйдет быстро. Используйте много масла. Проверьте наличие камней. Вскройте камень с помощью алмазного инструмента для правки, который поставляется с машиной. Деталь будет быстро нагреваться, поэтому следите за температурой, если вы пытаетесь удержать 0,0001. Вы не упомянули длина отверстия. Хон любит длинное отверстие, не любит короткое.
конский хвост
Пластик
- #9
разделить десятый сказал:
Я бы оставил около 0,010 на сторону. Грубый с грубым камнем, отделка с более тонким камнем. Запас выйдет быстро. Используйте много масла. Проверьте наличие камней. Вскройте камень с помощью алмазного инструмента для правки, который поставляется с машиной. Деталь будет быстро нагреваться, поэтому следите за температурой, если вы пытаетесь удержать 0,0001. Вы не упомянули длина отверстия. Хон любит длинное отверстие, не любит короткое.
Нажмите, чтобы развернуть…
Хорошо, следующим шагом по сверлению будет оставить диаметр 0,018 дюйма. Длина ствола составляет около 5,950 дюйма. Какие зернистые камни вы бы использовали для черновой и чистовой обработки? Я хотел бы что-то около 20 микродюймов отделки.