Приспособление для сгибания проволоки: Приспособа для гибки проволоки из болта и гайки
alexxlab | 20.08.1986 | 0 | Разное
Станок для изготовления пружин и гибки проволоки [чертежи прилагаются]
Данная машина предназначена не только для изготовления пружин, она также может сгибать проволоку 0,8/0,9/1 мм в любую 2D-форму. Основная цель заключается в том, чтобы сделать станок для пружин достаточно точным. Другие станки для гибки проволоки своими руками не очень точны, а изгибы которые на них получаются, как правило, имеют довольно большой радиус. Вторая цель заключалась в том, чтобы максимально упростить сборку из общедоступных деталей и компонентов. Все конструктивные детали напечатаны на 3D-принтере, а все металлические детали доступны в большинстве хозяйственных магазинов.
Шаг 1. Посмотрите видео!
Я попытался записать всю сборку, чтобы помочь вам понять ее. Всегда лучше увидеть сборку в действии.
Примечание: данная статья является переводом.
Шаг 2: Необходимые детали и материалы
Детали для печати на 3D-принтере прилагаются.
- Сгибатель
- Головка инструмента
- Рама двигателя
- Механизм подачи
- Рама двигателя
- Нижняя рама
- Проводник
- Каретка промежуточной шестерни
- Прокладка промежуточной шестерни
- Проставка подающего механизма
- Гибочная пластина
- Выпрямительные ролики (2 шт.)
- Каркас (2x)
- Рама высшей передачи (2x)
- Ролики (14x)
- Держатель катушки
Винты и болты
- Шуруп для дерева 3×16 (16x)
- Болт с шестигранной головкой M3x10 (4 шт.)
- Болт с шестигранной головкой M3x12 (18x)
- Болт с шестигранной головкой M3x20 (6 шт.)
- Болт с шестигранной головкой M3x40 (4 шт.)
- Гайка M3 (10 шт.)
- Шайба М3 (14 шт.)
Электроника
- Arduino UNO
- Комплект ЧПУ для Arduino UNO
- Шаговый драйвер A4988 (2x)
- Шаговый двигатель NEMA17 / 17HS8401 (2x)
- Адаптер питания 12В 3А
- Джампер (6x)
Подшипники и прочее
- Подающая шестерня V-образной формы (диаметр 30 мм)
- Маленькая стальная пружина 4×6 мм
- Подшипник 3x10x4 мм
- Подшипник 6x15x5 мм
- 6 мм стальной стержень
- Небольшой стальной лист толщиной 2 мм для гибки листа (опционально)
- Деревянная доска для основы (минимальный размер – 450×100 мм)
Spring Making 3D files. rar
81Скачать
rar
81Скачать
Шаг 3: Печать пластиковых деталей
Загрузите файлы STL для пластиковых деталей и запустите их печатать на 3D принтере. Я всегда проектирую детали таким образом, чтобы исключить необходимость в использовании опор, поэтому постобработка была намного проще, а детали были чище.
Я печатал файлы с высотой слоя 0,15 мм, 3 периметрами и 40% заполнением с настройкой шаблона Gyroid. Неважно, используете ли вы PLA или PETG. Детали не нагреваются, поэтому PLA подойдет, расчетное время печати 2 дня.
Шаг 4: Как это работает?
Пока вы печатаете пластмассовые детали, давайте посмотрим, как работает станок для гибки проволоки и из каких компонентов он состоит (справа налево):
- Держатель катушки – он удерживает катушку с проволокой для обработки машиной.
- Выпрямляющие ролики – набор из 7 роликов, чтобы проволока была как можно более прямой.
- Механизм подачи – вы можете найти аналогичный механизм в своем 3D-принтере.
 Набор шестерен, которые вытягивают проволоку с катушки через ролики и проталкивают ее к гибочной головке. Подающий механизм должен иметь достаточное сопротивление проволоке, чтобы он не соскользнул, что сделало бы машину неточной.
Набор шестерен, которые вытягивают проволоку с катушки через ролики и проталкивают ее к гибочной головке. Подающий механизм должен иметь достаточное сопротивление проволоке, чтобы он не соскользнул, что сделало бы машину неточной. - Сгибатель – вращая штифт на головке, он сгибает проволоку в запрограммированную форму.
Все это управляется одним Arduino UNO с платой с ЧПУ. Arduino принимает команды от компьютера и переводит их в движения шаговых двигателей. Как и любой другой станок с ЧПУ.
Шаг 5: Сгибатель
Для начала возьмите деревянную основу и прикрутите основание для двигателей гибочного и подающего устройства. Используйте шурупы 3×16. Важно установить обе рамки, потому что их положение должно быть точным относительно друг друга, как показано на изображении макета ниже.
Продолжите установку одного из шаговых двигателей в раму двигателя гибочного станка и закрепите его четырьмя винтами M3x10. Ориентация значения не имеет. Теперь прижмите головку гибочного станка к валу двигателя. Они подходят друг другу. Довольно просто, да?
Они подходят друг другу. Довольно просто, да?
Шаг 6: Механизм подачи
Давайте рассмотрим механизм подачи проволоки. Рама уже установлена, поэтому первый шаг в сборке механизма подачи – это построить каретку для промежуточной шестерни, которая будет прижимать проволоку к подающей шестерне. Вдавите пластиковую втулку внутри подшипника 6x15x4 мм, чтобы проделать отверстие под болт M3. Вставьте болт M3x20. Вдавите гайку M3 в каретку и прикрутите подшипник болтом. Убедитесь, что подшипник вращается свободно. Вдавите вторую гайку M3 в корпус двигателя (со стороны двигателя в левом нижнем углу) и прикрутите каретку через небольшой кронштейн с помощью болта M3x20. Не затягивайте болт слишком сильно, каретка должна двигаться свободно. Поднимите каретку и вставьте пружину в отверстие под ней.
Возьмите второй шаговый двигатель и поместите его в корпус двигателя. Пока не прикручивайте, еще нужна пластиковая деталь. Наденьте распорную втулку шестерни подающего механизма на вал двигателя и установите подающий механизм.
Подающий механизм, который я использую, взят от сварочного аппарата MIG. Шестерня имеет две бороздки сбоку. Один для провода 0,8 мм и один для провода 1 мм. Раньше я экспериментировал с шестернями с зубьями, используемыми в экструдерах 3D-принтеров. Но зубы оставляли видимые следы на проволоке.
Механизм подачи и гибочный станок соединены металлической пластиной толщиной 2 мм с небольшой канавкой на задней стороне, которая подает проволоку прямо в центр гибочной головки для идеального изгиба. Пластиковая пластина для гибки, напечатанная на 3D-принтере, отлично работает, но быстро изнашивается и требует частой замены. Так что используйте её, если не можете сделать идентичную деталь из металла.
Возьмите пластиковую деталь направляющей для проволоки и вдавите четыре гайки M3 в отверстия на ее задней стороне. Теперь прикрутите к ней изгибающуюся пластину болтами M3x20. Поместите направляющую для проволоки на переднюю часть рамы двигателя механизма подачи и закрепите ее на двигателе четырьмя болтами M3x12. Теперь отрегулируйте положение гибочной пластины. Он должен находиться точно в центре гибочной головки. Ослабьте четыре
болта на гибочной пластине и плотно установите гибочную пластину в центр гибочной головки. Снова затяните болты.
Теперь отрегулируйте положение гибочной пластины. Он должен находиться точно в центре гибочной головки. Ослабьте четыре
болта на гибочной пластине и плотно установите гибочную пластину в центр гибочной головки. Снова затяните болты.
Шаг 7: Выпрямляющие ролики
Проволока обычно поставляется в виде катушки. Чтобы согнуть проволоку, ее сначала нужно распрямить. Это правда. Выпрямитель состоит из 7 роликов (4 вверху и 3 внизу), которые можно прижимать друг к другу для обеспечения надлежащего натяжения проволоки. Это также предотвращает скручивание проволоки при сгибании.
Начнем со сборки роликов. Вставьте подшипник 3x10x4 мм в пластмассовый роликовый корпус. Вставьте болт M3x12 с одной стороны и шайбу M3 с другой стороны ролика. Шайба предотвратит трение колеса о раму. Прикрутите все ролики к станине и верхней раме. Вставьте верхнюю раму с 4 роликами в раму кровати. Имеется набор V-образных канавок для обеспечения надлежащего контакта. Вставьте две гайки M3 к нижней стороне базовой рамы и вставьте два болта M3x40 сверху вниз.
Если вы хотите сэкономить на подшипниках для роликов. Напечатайте деталь Straightener_RollerNoBearing вместо Straightener_Roller. Но производительность будет намного хуже.
Чтобы добиться еще лучших результатов, используйте 2 выпрямителя подряд.
Шаг 8: Держатель катушки
Держатель катушки – это простой цилиндр, который удерживает проволоку и позволяет ей разматываться с катушки. Прикрепите его к концу машины с помощью четырех винтов 3×16.
Шаг 9: Подключение
Во-первых, проволока для гибки должна быть подана на станок. Я использую латунную проволоку 0,8 мм или 1 мм в виде катушки 5 м или 25 м.
Проволока проходит с катушки сначала через набор роликов для правки. Просто поместите проволоку в ролики. Затем она проходит через подающее устройство. Отрегулируйте положение подающего механизма так, чтобы нужная вам леска была вровень с поверхностью направляющей для проволоки. Нажмите рычаг на ведомой шестерне и протолкните проволоку через подающее устройство до гибочной пластины.
Во-вторых, электроника контроллера также должна быть подключена к машине. Я использую классический Arduino UNO с CNC платой с двумя драйверами шаговых двигателей A4988. Двигатель подачи подключен к оси Z, а двигатель гибочной головки – к оси X. Драйверы настроены на максимально возможную точность – 3 перемычки под драйверами шаговых двигателей. Все должно питаться от источника питания 12В 3А.
Шаг 10: Исполнение кода
Все подключено? Хорошо. Наконец-то вы можете попробовать запустить станок. Я использую GRBL в сочетании с cncjs. Он разработан для запуска фрезерного станка, но отлично подходит для любого типа ЧПУ. GRBL – это прошивка, которую нужно прошить в Arduino UNO. Установите GRBL на Arduino и cncjs на свой компьютер.
GRBL – это прошивка, которую нужно прошить в Arduino UNO. Установите GRBL на Arduino и cncjs на свой компьютер.
Когда все готово, вы можете подключиться к станку и начать пробовать перемещать головку и проволоку вручную, нажимая кнопки Z+/- или X+/-.
Калибровка
; 1 degree = X0.1 $100=40 $101=400 ; 10 mm = Z10 $102=34 $110=1600 $111=600 $112=1000 $120=500 $121=350 $122=350</p>
Вышеупомянутые команды определяют калибровку. Проще говоря, это набор значений, определяющих, как преобразовать число, указанное в коде, в движение двигателя. Например, если вы настроили перемещение оси Z на 30, это фактически означает, что 30 мм проволоки будет проталкиваться через механизм подачи.
Установка нулевого положения головки гибочной машины
Движение гибочной головки определяется известным фиксированным положением гибочной головки. В моем случае это положение, когда изгибающий штифт на голове обращен влево. см. картинку ниже. Разумно отметить это нулевое положение на голове, чтобы иметь возможность вернуть голову в то же положение.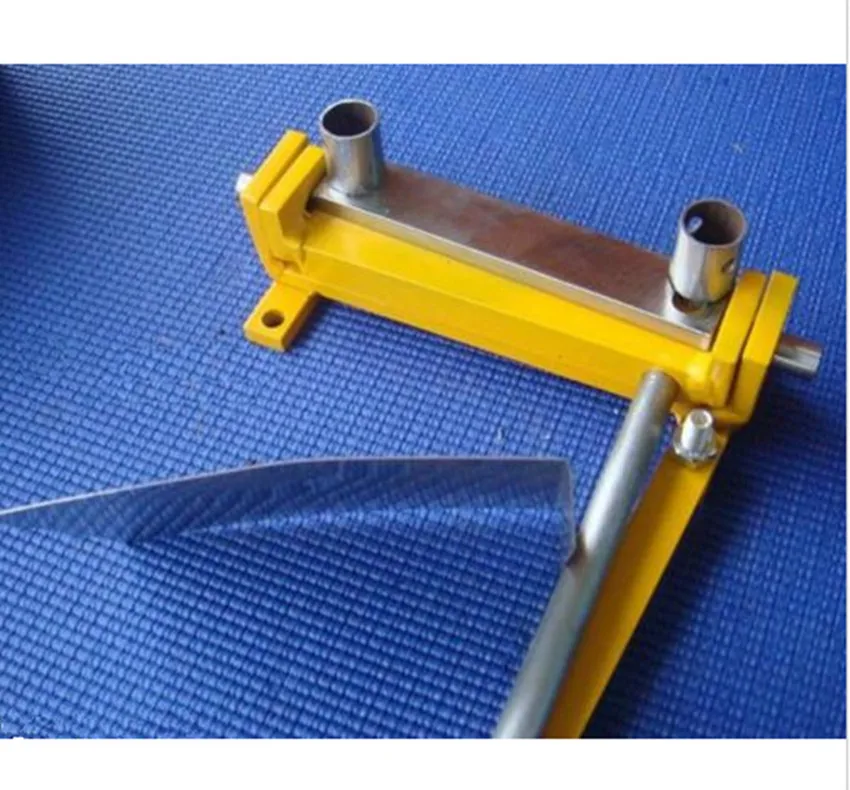 Нет такой необходимости в определении нулевого положения для механизма подачи, потому что он всегда перемещается относительно текущего положения.
Нет такой необходимости в определении нулевого положения для механизма подачи, потому что он всегда перемещается относительно текущего положения.
GCode
G91 G1 Z1 G90 G1 X2 G1 X-6
Это пример программы гибки. Это последовательность инструкций по перемещению двигателей.
G91 - использовать относительные координаты (требуется перед перемещением по оси Z) G1 Z1 - подача 1 мм проволоки G90 - использовать абсолютные координаты (требуется перед любыми перемещениями по оси X) G1 X2 - поверните гибочную головку в положение 2 (в этом номере нет единиц измерения) G1 X-6 - поверните гибочную головку в положение -6
Если вы повторите вышеуказанные шаги 100 раз, вы получите код изгиба пружины. Вы можете найти больше исходных файлов для начала ниже.
Вы можете найти больше исходных файлов для начала ниже.
hex-outer.gcode 42Скачать
hex-inner.gcode 33Скачать
spring.gcode 39Скачать
Шаг 11: Вот и все!
Хотя нет, это не так. У этой машины есть несколько ограничений или, скорее, упрощений, чтобы любой мог ее легко построить. Она предназначена для гибки только в одном направлении, потому что гибочная головка не может пропустить проволоку в другую сторону. Она может создавать только 2D-формы.
Приспособление для сгибания проволоки – Приспособление для сгибания обода служит для формирования обода заземления под форму поверхности
Москва
| Компании: | 129 804 (+10) |
| Товары и услуги: | 98 196 (+3) |
| Статьи и публикации: | 14 625 (+1) |
| Тендеры и вакансии: | 566 |
Вход в личный кабинет
А ваша компания есть в справочнике?
- Компании
- Товары и услуги
- Тендеры
- Вакансии
- Статьи и публикации
Купить
Приспособление для сгибания обода служит для формирования обода заземления под форму поверхности
Приспособление для сгибания проволоки служит для формирования проволоки под форму поверхности. Правильные станки значительно упрощают работу при установке молниезащитного оборудования, а также других монтажных работах. Изготавливаются из оцинкованной стали серии Silver.
Правильные станки значительно упрощают работу при установке молниезащитного оборудования, а также других монтажных работах. Изготавливаются из оцинкованной стали серии Silver.
Купить машинку для выравнивания проволоки в Москве вы можете в компании Тернус, связавшись с нами по телефонам +7 966 389 11 70 или отправив запрос на e-mail: [email protected]
Подробную информацию о товарах Вы можете найти на нашем сайте ternus.ru
посмотреть все (24)
Другие товары и услуги компании:
Станок для выравнивания проволоки
Ручные правильные машины применяются для разравнивания шнура и полосы для токоотвода
Молниезащита и заземление
Технические решения и специальные приспособления для обеспечения безопасности зданий и людей.
Оцинкованная проволока (токоотвод)
Оцинкованный стальной шнур используется при монтажа молниеприемной сетки, токоотводов и для подключения к системе заземления.
Лоток кабельный проволочный
Конструкция из проволоки, которая служит для прокладки проводов и кабелей при строительстве сооружений.
1 р.
Молниезащита – Молниеприемник для частного дома
Шпили для дымохода – часть системы молниезащиты здания, обеспечивают защиту от ударов молнии, выполняя роль молниеприемника.
Молниезащита – Изолированный молниеприемник
Изолированный молниеприемник используется для обеспечения безопасности вентиляционного оборудования, антенно-мачтовых сооружений, труднодоступных устройств на крыше и др.
Товары и услуги других компаний:
Аппарат пылеудаляющий AS370M Wegoma с пылесборником из ПВХ
Системы AS370M предназначены для удаления стружки и пыли. Систему возможно использовать: с форматно-раскроечными, фрезерными, кромкооблицовочными, фуговальными и рейсмусовыми станками.
Систему возможно использовать: с форматно-раскроечными, фрезерными, кромкооблицовочными, фуговальными и рейсмусовыми станками.
52 500 р.
9 роликов, ручной привод, для проволоки диам. 6-10мм и обода 20х3-30х4мм
Выпрямляет за один проход. Не критичен к вмятинам и прочим незначительным недостаткам на поверхности выпрямляемых изделий.
45 500 р.
Шлифовальный станок для обработки древесины KS2600 Wegoma
Шлифовальный станок для обработки древесины с электромеханической вибрацией, не требующей обслуживания. Шлифовальная лента 2600 x 200 мм.
204 000 р.
Ножи для гильотинных ножниц в Москве от производителя.
Ножи для гильотинных ножниц в Москве от производителя. Ножи для шредеров, роторов от завода производителя.
Ножи для шредеров, роторов от завода производителя.
1 000 р.
Гибкие трубки для подачи сож в Туле и Москве для станков и обрабатывающих центров
Гибкие трубки для подачи сож в Туле и Москве для станков и обрабатывающих центров любых объёмов и любого цвета. Тульский Промышленный Завод
257 р.
Универсальные комплекты шарнирных трубок для подачи(подвода) СОЖ.
Универсальные комплекты шарнирных трубок для подачи(подвода) для станков для подачи охлаждения.
- Ремонт и строительство
Измерение заземления Молниезащита Станки
Информация о продавце
ООО “Тернус”
- +7 (499) 110-26-05
- 127299, г. Москва, ул. Космонавта Волкова, д.20 офисы 420, 422 и 423 (Бизнес-центр «Волкова 20»)
- ternus.ru
Тернус – официальный представитель польского производителя систем молниезащиты и заземления AH Hardt в России.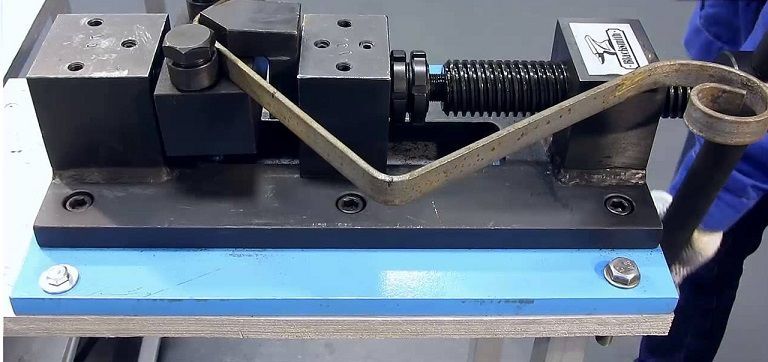 Профессиональная консультация, расчет проекта, гарантия выгодной цены
Профессиональная консультация, расчет проекта, гарантия выгодной цены
Бюджетные станки для гибки проволоки. Что используют для гибки проволоки? Как смастерить станок своими руками! Правила для ручной гибки
Станки для гибки проволоки – это оборудование, позволяющее гнуть проволоку в автоматическом режиме. Такие устройства оснащены тремя сервоприводами, подающими проволоку, а также осуществляющими повороты и отвечающими за процесс гибки. Все это обусловливает высокие показатели эффективности, снижение рабочего шума и высокие показатели точности гибки, погрешности, которая составляет ± 0,05°. Они могут гнуть проволоку методом проталкивания. Такой метод актуален при производстве спиралей.
Автоматические станки для гибки проволоки модельной линейки CHR-3A – это станки, которые работают в автоматическом режиме. Они производят изделия с очень высокой точностью, скорость процесса находится тоже на соответствующем уровне.
Установка укомплектована из станка для гибки проволоки и разматывателя проволоки. ЧПУ оснащена простым и весьма понятным интерфейсом. Все поставленные задачи и параметры отображаются на дисплее диагональю 15 дюймов.
ЧПУ оснащена простым и весьма понятным интерфейсом. Все поставленные задачи и параметры отображаются на дисплее диагональю 15 дюймов.
Параметры станка для гибки проволоки
- ЧПУ базированное на компьютере с индивидуальным ПО, разработанным специально под Windows XP.
- Имеется возможность сохранять гибочные программы на жестком компьютерном диске объемом 160 Гб. Такой объем памяти способен вмещать до 4 млн гибочных программ, также при необходимости можно использовать для хранения внешний жесткий диск.
- Наличие сенсорного дисплея, который значительно облегчает работу.
- ЧПУ предусматривает несколько вариантов работы. Так при ручном режиме каждый привод станка функционирует самостоятельно путем нажатия клавиши. При режиме обучения запоминаются все операции, выполненные оператором. При полуавтоматическом режиме все процессы производятся поэтапно. Автоматический режим предусматривает беспрерывное выполнение операций согласно ЧПУ.
- Имеется возможность регулирования скоростного режима всех приводов.

- Имеется в наличие система самодиагностики, способная выводить возникшие ошибки на монитор.
В нашем каталоге Вы сможете подобрать наиболее оптимальный вариант. Купить станок для гибки проволоки в Москве можно связавшись с представителями нашей компании. Наш персонал быстро и качественно подберет необходимый для Вас вариант.
Из проволоки могут быть изготовлены предметы различной конфигурации и назначения. Во время работы важно правильно согнуть материал, поэтому при диаметре металлической нити более 1 мм желательно использовать специальные приспособления.
Об основных видах этого типа инструментов, а также о том, как изготовить станок для гибки проволоки своими руками будет рассказано в этой статье.
Если необходимо выполнить небольшой объём работ, то для гибки проволоки используются ручные приспособления. Для изгибания материала из мягких металлов или когда диаметр проволоки не превышает 3 мм, применяются плоскогубцы или круглогубцы. Эти инструменты позволяют надёжно зажать часть изделия в одном инструменте, а с помощью другого произвести изгиб проволоки на нужный угол.
Таким образом можно согнуть материал и при помощью столярных тисков. В этом случае проволока фиксируется в вертикальном положении, а изменение направления также осуществляется с помощью плоскогубцев или любого другого зажимающего устройства или механизма.
Если необходимо выполнить изгиб округлой формы, то для этой цели применяют любой подходящих по диаметру прут, который также зажимается в тисках. Округлый изгиб потребуется изготовить при самостоятельном изготовлении пружин из упругой проволоки.
Для этого достаточно зажать прут или трубу подходящего диаметра в тисках, зафиксировать с одной стороны конец проволоки, и пассатижами осуществить накрутку проволоки на необходимое количество витков.
Если проволоку приходится изгибать слишком часто, то наиболее правильным решением будет приобретение специальных приспособлений или станков.
Инструменты для изгибания этого материала представляют собой конструкцию, в которой зажим проволоки и её изгиб осуществляется за счёт мускульной силы человека. В станках, как правило, используется электрические приводы, а для изготовления сложных изделий такие машины оснащаются электронным управлением.
В станках, как правило, используется электрические приводы, а для изготовления сложных изделий такие машины оснащаются электронным управлением.
Правила при работе
Гибка проволоки не является сложным процессом, но для эффективной работы с этим материалом необходимо придерживаться следующих правил:
- Для работы необходимо использовать перчатки из плотной ткани.
- Применять только исправные инструменты и автоматические машины.
- Если для выполнения этой операции применяются тиски, то прежде чем приступить к процессу, необходимо убедиться в надёжной фиксации заготовки.
- Перед выполнением изгиба следует выровнять заготовку.
Выполнение этих рекомендаций позволит не допустить брака и получения ранений в случае резкого высвобождения материала из удерживающего устройства. Также следует позаботиться об исправности проводки и правильном заземлении, при использовании станков работающих на электричестве.
Использование оборудования
Если объём работ достаточно велик, то выполнить большое количество операций позволит оборудование, оснащённое электрическим мотором.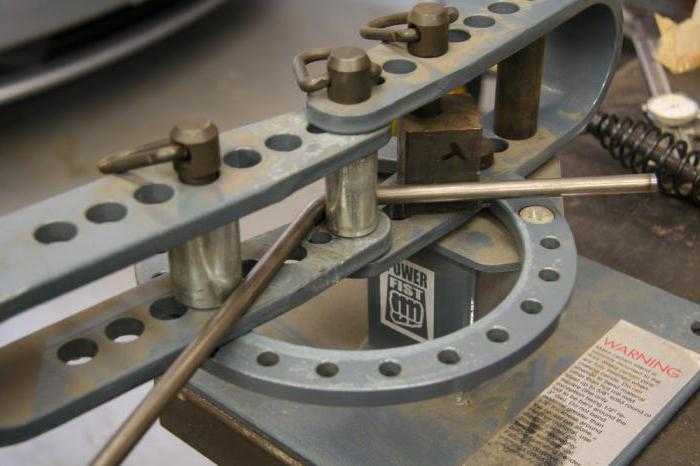 Применение станков значительно увеличит производительность труда, но на начальном этапе потребуется приложить некоторые усилия для изучения процесса работы проволокогибочной машины.
Применение станков значительно увеличит производительность труда, но на начальном этапе потребуется приложить некоторые усилия для изучения процесса работы проволокогибочной машины.
Наиболее экономным станком для гибки проволоки, считается бухтовое оборудование, в котором подача материала осуществляется из объёмных мотков.
Процесс гибки проволоки на таком оборудовании осуществляется следующем порядке:
- Проволока из бухты подаётся на роликовый механизм, который осуществляет выравнивание материала.
- Выровненная проволока поступает на гибочный механизм.
- На следующем этапа происходит изгиб и отделение проволочного изделий.
- После отрезания готового изделия процесс повторяется.
Чтобы сделать работу по изгибу проволоки максимально комфортной применяют станки с ЧПУ.
Несмотря на значительную стоимость такого оборудования, окупаемость вложений в бизнес производится в течение нескольких месяцев. Оснащённые микропроцессором станки позволяют не только полностью автоматизировать процесс, но и производить сварочные работы изогнутых изделий.
Приспособление своими руками
Если приспособление для гибки проволоки будет использоваться только для домашней работы, то можно изготовить ручной станок самостоятельно. Оборудование сделанное собственными руками не будет отличаться высокой производительностью, но для выполнения ежедневных операций в небольшом объёме такого изделия будет вполне достаточно.
Для самодельного станка потребуется приготовить следующие материалы:
- Листовая сталь 4 мм.
- Стальной прут 20 мм.
- Профильная труба 20*20 мм и 30*30 мм.
- Две гайки 12 мм.
- Стальная труба ¾.
- Болт 12 * 70 мм.
- Втулка с реактивной тяги автомобиля Ваз 2106.
Также для выполнения этой работы потребуется подготовить инструменты:
- дрель и 20 мм.
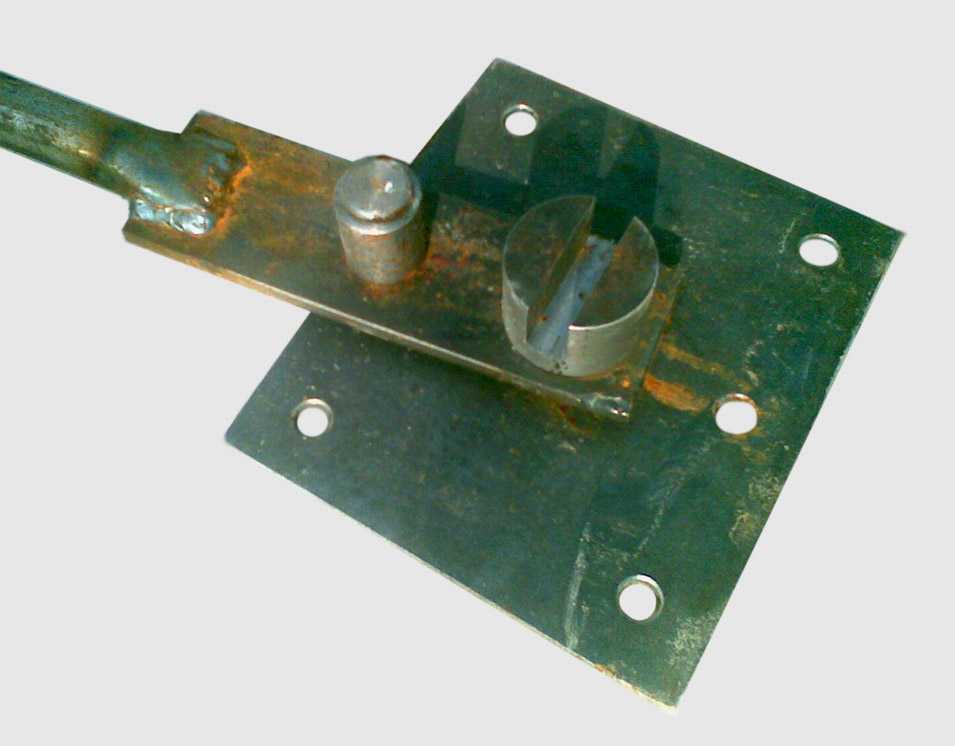
Изготавливается приспособление для гибки проволоки своими руками в такой последовательности:
- Из стального листа болгаркой вырезается прямоугольник размером 150*80 мм.
- Отступив от стороны меньшей длины примерно 30 мм, ровно посередине необходимо сделать отверстие диаметром 20 мм.

- От металлического прутка отрезать кусок длиной 45 мм.
- Установить отрезок прутка в сделанное ранее отверстие и приварить его с обратной стороны.
- Вырезать из металлического листа прямоугольник 70*30 мм.
- Сделать в пластине 70*30 мм два отверстия диаметром 16 мм. Отверстия должны быть равноудалены от краёв пластины, а расстояние между ними должно быть равно 20 мм.
- Приварить к пластине 70*30 мм гайки М12 таким образом, чтобы они совместились со сделанными ранее отверстиями. Для того чтобы идеально центрировать гайки перед сваркой их рекомендуется наживать на болт, который следует продеть в отверстие.
- От стальной трубы ¾ отрезать кусок длиной 45 мм.
- К получившемуся цилиндру из металлической трубы приварить пластину 70*30 мм, таким образом, чтобы отверстие трубы находилось в одном ряду с ранее просверленными отверстиями 16 мм. При выполнении этой работы пластину следует разместить ровно посередине высоты стального цилиндра.
- Отрезать от профильной трубы 30*30 мм кусок длиной 400 мм.

- Приварить отрезок профильной трубы к стальной пластине 70*30 мм. Соединение металла осуществляется со стороны противоположной приваренному цилиндру. Таким образом получится рычаг с цилиндром и 2 отверстиями на конце.
- От профильной трубы 20*20 мм отрезается кусок длиной 100 мм.
- Отрезок профильной трубы приваривается к краю пластины 150*80 мм. Расположить этот элемент необходимо от одного из углов до уровня приваренного ранее металлического прутка.
- Из металлического листа вырезать пластину 70*40 мм. Эта деталь будет предназначена для упора заготовки, поэтому её необходимо также приварить к отрезку профильной трубы.
- Втулка от реактивной тяги надевается на болт 12 мм, который затем следует ввернуть в приваренную к рычагу гайку.
- Рычаг с втулкой одевается цилиндром на приваренный к станине отрезок металлического прута.
- Для надёжной фиксации станка во время работы, рекомендуется закрепить станину на ровной горизонтальной поверхности с помощью резьбовых соединений или сварки.
Гибка проволоки осуществляется следующим образом:
- Заготовка кладётся на боковую площадку таким образом, чтобы передняя часть была введена в промежуток между центральным цилиндром и закреплённой на рычаге втулкой.
- Рычаг поворачивается на необходимый угол.
- Заготовка снимается со станка, обрезается и используется по назначению.
Если самодельный станок был сделан из качественных материалов, а сварочные швы выполнены на профессиональном уровне, то устройство можно использовать не только для обработки проволоки. В этом случае возможно применить изделие для гибки трубы, в том числе профильной, диаметром до 10 мм.
Полезное видео
Посмотрите видео, где человек показывает, как собрать несложную конструкцию арматурогиба для сгибания прутков и квадрата:
Станки для плоской гибки проволоки находят широкое применение у производителей торгового оборудования.
Проволока подается из бунта, проходит через правильный блок и подаётся на гибочную консоль, где производится гибка изделия по заданной программе ЧПУ. По окончании процесса гибки деталь отрезается гильотиной. Все операции производятся полностью в автоматическом режиме. Станки обладают широкими возможностями для изготовления плоских изделий любой сложности: колец, рамок, различных открытых и замкнутых контуров, плоских спиралей. Для получения пространственного изделия, многие заказчики используют пресс, таким образом, имея высокую производительность при производстве плоских изделий на станке для гибки проволоки, заготовка помещается под пресс для пространственной подгибки, что обеспечивает высокую производительность и хорошую повторяемость получаемого проволочного изделия.
По окончании процесса гибки деталь отрезается гильотиной. Все операции производятся полностью в автоматическом режиме. Станки обладают широкими возможностями для изготовления плоских изделий любой сложности: колец, рамок, различных открытых и замкнутых контуров, плоских спиралей. Для получения пространственного изделия, многие заказчики используют пресс, таким образом, имея высокую производительность при производстве плоских изделий на станке для гибки проволоки, заготовка помещается под пресс для пространственной подгибки, что обеспечивает высокую производительность и хорошую повторяемость получаемого проволочного изделия.
имеют запатентованную систему компенсации неплоскостности. Актуально для отечественной проволоки, у которой при размотке из бухты остаются внутренние напряжения, геометрию изделия “крутит” и оно получается не плоским (что в 3D станках обычно компенсируется поворотом консоли). В гибочных станках UMЕ реализована механическая возможность настраивать «обратное скручивание» проволоки, в результате чего можно получать абсолютно плоское изделие, без корректировки гибочного инструмента или программы ЧПУ.
Станки для гибки проволоки серии UMЕ
имеют поворотный стол, таким образом оператор может настроить удобный угол стола (например более вертикальный или более горизонтальный), в соответствии с геометрией изделия.
Станки для гибки проволоки серии UMЕ очень просты в эксплуатации и надежны. ЧПУ известной фирмы B&R (Англия) позволяет программировать режимы гибки, есть возможность программирования партии изделий, где последовательно выполняются несколько изделий друг за другом. Программируется как гибка обкаткой, так и проталкиванием, с переходом из радиуса в радиус.
Станок для гибки проволоки, модель UME-40. Гибка проволоки производится из бухты. Станки наиболее популярны у производителей торгового оборудования и POS изделий. Гибка проволоки производится по ЧПУ программе. Отличительная особенность – высокая производительность, а также недорогая цена станка и инструмента. Максимальный стандартный размер рамки 600х600мм.
Станок для гибки проволоки, модель UME-65. Проволока разматывается из бухты, проходит через правильный блок и поступает на гибочно-отрезной узел. Все операции выполняются по программе ЧПУ. Станки наиболее популярны у производителей торгового оборудования и POS изделий. Отличительная особенность – высокая производительность, а также недорогая цена за гибочное оборудование и инструмент. Максимальный стандартный размер рамки 600х600мм.
Проволока разматывается из бухты, проходит через правильный блок и поступает на гибочно-отрезной узел. Все операции выполняются по программе ЧПУ. Станки наиболее популярны у производителей торгового оборудования и POS изделий. Отличительная особенность – высокая производительность, а также недорогая цена за гибочное оборудование и инструмент. Максимальный стандартный размер рамки 600х600мм.
Станок для гибки проволоки, модель UME-80. Проволока разматывается из бухты, проходит через правильный блок и поступает на гибочно-отрезной узел. Все операции выполняются по программе ЧПУ. Станки используются для изготовления плоских проволочных изделий различных форм, как с малыми радиусами, так и с большими (переменными). Отличительная особенность станка – высокая производительность, а также недорогая цена за инструмент и оборудование. Максимальный стандартный размер рамки 1000х1000мм.
Трудно сказать, где сегодня не нашли применение изделия из проволоки, которая представляет собой металлическую нить или тонкий пруток. Гибка проволоки дала возможность придавать изделиям любые необходимые формы. Как при помощи как ручного инструмента, так и механических воздействий на специальном оборудовании.
Гибка проволоки дала возможность придавать изделиям любые необходимые формы. Как при помощи как ручного инструмента, так и механических воздействий на специальном оборудовании.
С физической точки зрения, процесс сгибания проволоки заключается в одновременном сжимании внутренних и растягивании внешних слоев металла проволоки. Процесс также может сопровождаться и продольным смещением этих слоев, если при этом происходит скручивание. Такая технология работы с металлической проволокой широко используется как во многих отраслях промышленности, так и в ювелирном деле.
Существует несколько основных способов придания металлической проволоке необходимой формы готового изделия, так можно выделить:
- ручной способ сгибания проволоки с помощью специальных инструментов и простых приспособлений. Он применяется для проволоки диаметром до 3 мм при изготовлении несложных изделий в подсобном производстве или домашнем хозяйстве. Как правило, не требует практически никаких денежных вложения и специальных знаний;
- ручной способ изготовления ювелирных изделий из проволоки до 2 мм в диаметре.
 Требует специальных инструментов и приспособлений, а также определенных знаний и навыков для работы с драгоценными металлами;
Требует специальных инструментов и приспособлений, а также определенных знаний и навыков для работы с драгоценными металлами; - гибка проволоки из бухты, в основе которого используется специальное приспособление, которое называют размотчиком;
- сгибание проволоки из металлического прутка;
- сгибание методом обкатки проволоки;
- сгибание металлической проволоки методом проталкивания.
Проволокогибочные станки
Механические станки для массового изготовления деталей и готовых изделий из металлической проволоки широко применяются в промышленном производстве. В зависимости от способа технологии придания формы готовому изделию, различают:
- Проволокогибочный станок, выполняющий изготовление деталей непосредственно из бухты. Является наиболее производительным и экономичным вариантом массового производства изделий из проволоки. Происходит это за счет того, что бухту с проволокой устанавливают в специальное приспособление – размотчик, из которого металлическая нить поступает в правильный блок.
 Там она подвергается воздействию роликового или плоскостного механизма, в результате чего на выходе приобретает форму ровного и прямого прута. После этого проволока попадает в гибочный блок станка, где с помощью механических приспособлений ей придается необходимая форма готового изделия. По окончании процесса производится отрезание механическими ножницами готовой детали. Как правило, такой проволокогибочный станок может выпускать одну разновидность готового изделия, которая определяется заранее установленными механическими приспособлениями и ограничивается возможностью манипуляции подающего механизма. Поэтому формы изделий, выпускаемые на таких станках, не очень сложные по конфигурации, так как количество операций сгибания ограничено числом пять.
Там она подвергается воздействию роликового или плоскостного механизма, в результате чего на выходе приобретает форму ровного и прямого прута. После этого проволока попадает в гибочный блок станка, где с помощью механических приспособлений ей придается необходимая форма готового изделия. По окончании процесса производится отрезание механическими ножницами готовой детали. Как правило, такой проволокогибочный станок может выпускать одну разновидность готового изделия, которая определяется заранее установленными механическими приспособлениями и ограничивается возможностью манипуляции подающего механизма. Поэтому формы изделий, выпускаемые на таких станках, не очень сложные по конфигурации, так как количество операций сгибания ограничено числом пять. - Проволокогибочный станок для сгибания проволоки из металлического прутка является более технологичным способом, который имеет ряд преимуществ по сравнению с работой из бухты. Особенно это необходимо, когда готовому изделию необходима дополнительная обработка.
 Это может быть нарезка резьбы или штамповка, которую при этом можно выполнить лишь до придания готовой формы изделию. Недостаткам такого станка является его потребность в дополнительном сложном механизме подачи заготовок и сравнительно невысокой общей производительности.
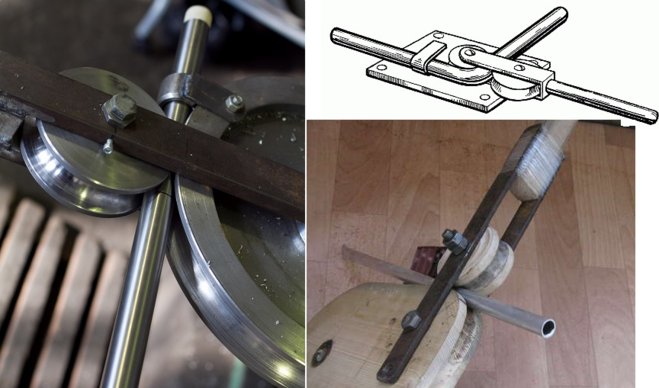
Это может быть нарезка резьбы или штамповка, которую при этом можно выполнить лишь до придания готовой формы изделию. Недостаткам такого станка является его потребность в дополнительном сложном механизме подачи заготовок и сравнительно невысокой общей производительности. - Проволокогибочный станок для сгибания проволоки методом обкатки служит в основном для изготовления различных деталей округлой формы и разных видов круглых пружин. К примеру, такой станок для гибки проволоки путем обкатки работает за счет того, что проволока подается через направляющие ролики на вал заданного радиуса, где, вследствие своего вращательного движения, огибает палец заданное количество раз. При этом проволока скручивается по заданному радиусу, который имеет гибочный палец и обкаточные ролики. За счет положения обкаточных роликов относительно центрального вала можно задавать и регулировать угол сгибания или шаг пружины. Станок для гибки проволоки путем обкатки, как и другие аналогичные механические приспособления, способны выпускать только один вид изделия за операцию.
 Для смены ассортимента выпускаемой продукции требуется как замена , так и пусконаладочные работы.
Для смены ассортимента выпускаемой продукции требуется как замена , так и пусконаладочные работы. - Проволокогибочный станок для сгибания металлической проволоки методом проталкивания. Для определенных деталей из проволоки при их изготовлении требуется придавать им сложные формы определенных геометрических фигур, таких как переменные радиусы, дуги неправильной формы, спиралевидный вид и тому подобное. Путем обкатки это выполнять не очень эффективно, а иногда даже технологически просто невозможно. Отсюда, единственно возможный способ – это применение метода проталкивания проволоки. Принцип работы заключается в поступательном движении металлической проволоки через трехвалковый профилегибочный блок или специальное пружинонавивочное приспособление, в котором за счет положения обкатывающих роликов и придается форма готовому изделию. В итоге можно получать любую заданную кривизну или плавное изменение размера радиуса. Основное отличие обкатки от других методов гибки – это более сложное устройство оборудования, требующее при наладке и обслуживании специальных знаний.

- Рихтовочные станки используются как дополнительное устройство в технологических линиях изготовления различных металлических проволочных сеток для и придания ей определенной формы. Здесь применяются две технологии: правка методом вращения с помощью рамки и правка с помощью двухплоскостного правильного блока. Двухплоскостной блок правит не очень идеально, но не скручивает при этом проволоку. А вот вращающаяся правильная рамка имеет более сложную конструкции, но многие производители станков все-таки предпочитают ее классической конструкции правильного блока.
ЧПУ станки
Развитие станкостроения позволило выпускать станки для гибки проволоки с одной или двумя гибочными консолями. Они могут изготавливать готовые изделия не только плоской 2D формы, но и пространственные 3D модели.
Передача управления производственными процессами промышленному компьютеру дала возможность станку с ЧПУ обеспечивать поворот гибочных консолей в трехмерном пространстве в любой заданной последовательности.
Гибка проволоки ЧПУ станками не только позволяет обеспечивать более высокую производительность, но и наладить выпуск разных по форме изделий всего лишь путем смены производственной программы.
Приспособления для сгибания проволоки «своими руками»
В любом домашнем хозяйстве широко применяется металлическая проволока, точнее, различные изделия из нее.
Гибка проволоки с помощью ручного слесарного инструмента своими руками позволяет изготавливать достаточно большое количество необходимых в хозяйстве изделий, такие как:
- хомуты,
- кронштейны,
- вешалки и т. п.
Но для этого приходиться использовать наиболее мягкие и пластичные виды проволоки, так чтобы можно было с легкостью сгибать металл в нужную нам форму.
Так, для работы с проволокой до 3 мм в диаметре, подойдут круглогубцы, плоскогубцы и слесарные тиски, а разрезать проволоку можно кусачками или бокорезами.
Такого набора вполне достаточно для придания металлической проволоке нужной формы и ее последующей обработки.
Работа же с проволокой большого диаметра имеет определенные трудности. А вот если она еще и жесткая, то для ее сгибания вручную понадобиться использовать специальные приспособления для гибки.
Конечно, можно купить готовое приспособление для гибки, но вполне по силам сделать инструмент своими руками. Как сделать своими руками приспособление для гибки проволоки из доступных деталей можно посмотреть на фото.
Как согнуть проволоку в кольцо ровно
Для того, чтобы согнуть проволоку в кольцо и оно при этом получилось правильной формы, необходимо воспользоваться либо заранее изготовленной деревянной болванкой нужного диаметра, либо использовать кусок металлической трубы подходящего диаметра. На шаблон навиваем не менее двух витков и делаем отметки, при этом не забываем взять поправку на толщину реза. Далее, разрезаем проволоку и свариваем ровное кольцо.
Известно несколько приемов сгибания проволоки. Самым распространенным вариантом является сгибание подобных деталей вручную. В рамках промышленного производства ручной метод не является рентабельным и имеет многочисленные затраты. На производстве используются различные варианты станков для гибки проволоки.
В рамках промышленного производства ручной метод не является рентабельным и имеет многочисленные затраты. На производстве используются различные варианты станков для гибки проволоки.
Типы проволокогибочных станков
В зависимости от технологии выделяют несколько типов проволочных станков:
- изготавливающие детали из бухты;
- сгибающие из металлического прутка;
- сгибающие обкатным способом;
- сгибающие способом проталкивания;
- аппараты с чпу.
Станки, изготавливающие проволоку из бухты
Указанный тип агрегата применяется для серийного производства. Подобные проволокогибочные аппараты имеют высокую производительность и экономичность по сравнению с другими.
Процесс изготовления проволоки проходит несколько этапов:
- берется размотчик;
- в нем фиксируют бухту с проволокой;
- на проволоку оказывают действие сразу два механизма, один из которых плоскостной, другой – роликовый;
- проволока становится прямым прутом;
- прямой проволочный прут помещается в гибочный участок аппарата;
- на выходе получается деталь, имеющая нужную форму;
- готовое изделие отрезается специальными механическими ножницами.

Подобный в состоянии выпускать только определенный вид готового изделия. Это обусловлено наличием в нем приспособлений, заранее настроенных на изготовление деталей, имеющих определенную форму.
Агрегаты выпускают простые по форме детали и не предлагают их широкого разнообразия. Число операций по сгибанию на подобных станках ограничено пятью.
Аппараты, сгибающие проволоку из металлического прутка
Указанный аппарат считается более технологичным по сравнению с предыдущим. Станок проводит дополнительную обработку готового изделия, чего не делает агрегат из бухты.
Аппарат позволяет делать штамповку и резьбу на проволочных изделиях.
Указанный тип станка имеет два основных недостатка:
- отличается низкой производительностью;
- требует установки вспомогательного устройства подачи заготовок, отличающегося сложностью конструкции.
Устройства, сгибающие обкатным способом
Устройства данного типа предназначены для изготовления деталей круглой формы. Подача проволоки на станке производится на вал с заранее установленным радиусом. Подача проводится при помощи направляющих роликов. Создается вращательное движение вала, результатом становится огибание проволокой пальца несколько раз.
Подача проволоки на станке производится на вал с заранее установленным радиусом. Подача проводится при помощи направляющих роликов. Создается вращательное движение вала, результатом становится огибание проволокой пальца несколько раз.
Устройство позволяет регулировать пружинный шаг и угол сгибания детали. Это обеспечивается благодаря положению обкаточных роликов касательно вала.
Данный ручной станок для гибки изготавливает только один тип продукции. Чтобы изменить вид и форму выпускаемой продукции, потребуется предварительная замена приспособлений для гибки. Необходимо будет выполнить пусконаладочные работы.
Агрегаты, работающие способом проталкивания
Метод проталкивания применяется для проволоки, которой необходимо придать форму сложной геометрической фигуры.
Процедура проталкивания основывается на поступательном движении металлического материала через профилегибочное устройство. Заданную форму детали придают обкатывающие ролики. Вместо профилегибочного устройства станка может использоваться пружинонавивочное устройство.
Оборудование, на котором возможна гибка проволоки данным способом, отличается сложностью и требует специальных познаний.
Аппараты с числовым программным управлением
Прогресс в станкостроении позволил внедрить агрегаты с чпу, с помощью которых стала возможна гибка проволоки.
Аппараты изготавливают детали 2D-формы и изделия пространственной 3D-формы. Управление на станках осуществляется промышленным компьютером. Благодаря компьютеру удается поворачивать гибочные консоли в трехмерном пространстве при любой последовательности.
Агрегаты с чпу имеют высокую производительность труда. При необходимости изменить форму и вид выпускаемой продукции достаточно только сменить на компьютере.
Варианты приспособлений для сгибания проволочных материалов своими руками
Для сгибания порой достаточно воспользоваться подручными инструментами. Многое зависит от толщины используемого материала.
Для гибки изделий своими руками, имеющих диаметр до 3 мм, подходят:
- слесарные тиски;
- плоскогубцы;
- круглогубцы.

Разрезается материал бокорезами или обычными кусачками.
Изделия с большим диаметром потребуют применения устройства, изготовленного своими руками. Сборка станка проводится поэтапно:
- к столу болтами привинчивается уголок из стали длиной 19 см;
- изготавливается станина из металлической пластины, в ней просверливаются отверстия;
- к уголку прикручивается станина с направляющими роликами и ручками;
- к станинному пазу подбирается брусок из металла;
- в бруске проделываются несколько сквозных и глухих отверстий;
- к бруску прикручиваются болтами ручка и рифленый ролик;
- внизу станины привариваются пластины;
- брусок вставляется в станинный паз так, чтобы он скользил в нем, а не выпадал;
- вкручиваются направляющие ролики;
- конструкция из бруска прикручивается к уголку.
Механизм, сделанный своими руками, позволит делать изделия более сложной конфигурации.
Приспособления для гибки проволоки в Украине.
 Цены на Приспособления для гибки проволоки на Prom.ua
Цены на Приспособления для гибки проволоки на Prom.uaПриспособление для натяжения проволоки в рамке «Волна»
На складе в г. Днепр
Доставка по Украине
140 грн
Купить
Бджолкін Дім
Подвязка для растений пластиковая 12смХ1000 гибкая стальная проволока, CORDIOLI (23FASPE12)
На складе
Доставка по Украине
по 115 грн
от 2 продавцов
115 грн
Купить
NICEGARDEN
Приспособление для оснащения пчеловодных рамок проволкой
На складе в г. Житомир
Доставка по Украине
525 грн
Купить
Бджолина лавка
Подвязка для растений 15смХ1000 гибкая стальная проволока в бумажной оболочке (23FCSPE15)
На складе в г. Киев
Доставка по Украине
100 грн
Купить
NICEGARDEN
Подвязка для растений 12смХ1000 гибкая стальная проволока в бумажной оболочке (23FCSPE12)
На складе
Доставка по Украине
80 грн
Купить
NICEGARDEN
Подвязка для растений 10смХ1000 гибкая стальная проволока в бумажной оболочке (23FCSPE10)
На складе в г. Киев
Киев
Доставка по Украине
70 грн
Купить
NICEGARDEN
Набор для творчества Пушистые гибкие палочки, синельная проволока (100 шт) от Lakeshore
На складе
Доставка по Украине
611 грн
435 грн
Купить
Obetty – умный ребенок
Набор для творчества блестящие гибкие палочки, синельная проволока (300 шт) от Lakeshore
На складе
Доставка по Украине
985 грн
781 грн
Купить
Obetty – умный ребенок
Набор для творчества детский Разноцветные гибкие палочки, синельная проволока (100 шт) от Lakeshore
На складе
Доставка по Украине
215 грн
176 грн
Купить
Obetty – умный ребенок
Приспособление для осмотра узлов и агрегатов с гибкой рукояткой (L-560мм) Forsage F-617XL
Доставка по Украине
257 — 257.15 грн
от 4 продавцов
257 грн
Купить
STRONG TOOLS
Щипцы Aderer трехщечные для сгибания провода до 0,7 мм “Asa Dental” Италия
Доставка по Украине
1 575 грн
Купить
Престижная защита для профессионалов — Престиж Медикал
Станок для гибки проволоки ZD-2D-206
Под заказ
Доставка по Украине
Цену уточняйте
Сварочные технологии
Станок для гибки проволоки ZD-2D-308
Под заказ
Доставка по Украине
Цену уточняйте
Сварочные технологии
Станок для гибки проволоки ZD-2D-4010
Под заказ
Доставка по Украине
Цену уточняйте
Сварочные технологии
Подвязка для растений 10смХ1000 гибкая стальная проволока в бумажной оболочке (23FCSPE10)
Доставка по Украине
по 70 грн
от 2 продавцов
70 грн
Купить
ООО «Водоспад»
Смотрите также
Подвязка для растений 12смХ1000 гибкая стальная проволока в бумажной оболочке (23FCSPE12)
Доставка по Украине
по 80 грн
от 2 продавцов
80 грн
Купить
ООО «Водоспад»
Подвязка для растений 15смХ1000 гибкая стальная проволока в бумажной оболочке (23FCSPE15)
Доставка по Украине
по 100 грн
от 2 продавцов
100 грн
Купить
ООО «Водоспад»
Станок для гибки выправленного прутка и трубки 2D AIM Table Top AFT-2D8
Под заказ
Доставка по Украине
Цену уточняйте
ООО “ЦТО КВАРЦ”
Станок для гибки выправленного прутка и трубки 2D AIM Table Top AFT-2D12
Под заказ
Доставка по Украине
Цену уточняйте
ООО “ЦТО КВАРЦ”
Станок для гибки выправленного прутка и трубки 2D AIM Table Top AFT-2D16
Под заказ
Доставка по Украине
Цену уточняйте
ООО “ЦТО КВАРЦ”
Станок для гибки выправленного прутка и трубки 3D AIM Table Top AFT-3D8
Под заказ
Доставка по Украине
Цену уточняйте
ООО “ЦТО КВАРЦ”
Станок для гибки выправленного прутка и трубки 3D AIM Table Top AFT-3D12
Под заказ
Доставка по Украине
Цену уточняйте
ООО “ЦТО КВАРЦ”
Приспособление для выставления проволоки mecatool (c 840200)
Доставка по Украине
Цену уточняйте
ООО “ИНСПРОМ”
Приспособление для оснащения пчеловодных рамок проволкой
Доставка по Украине
470 грн
Купить
Покровская Вощина Zolotoysot
Гибкая подводка для воды VALTEC вн-вн резьба
На складе
Доставка по Украине
114. 75 грн
75 грн
97.54 грн
Купить
ОТОПРАЙС
Гибкая подводка для воды VALTEC вн-нар резьба
На складе
Доставка по Украине
157.25 грн
133.66 грн
Купить
ОТОПРАЙС
Гибкая подводка для воды VALTEC вн-нар резьба 18 мм.
На складе
Доставка по Украине
110.50 грн
93.92 грн
Купить
ОТОПРАЙС
Гибкая подводка для воды VALTEC вн-нар резьба 35 мм.
На складе
Доставка по Украине
157.25 грн
133.66 грн
Купить
ОТОПРАЙС
Гребень для волос гибкий из бусин и ювелирной проволоки. Ручная работа
Доставка по Украине
438 грн
Купить
Магазин “AmourShop” (Амуршоп)
Презентация по «Технологии». 5 класс. Тема урока: Гибка заготовок из тонколистового металла и проволоки. | Презентация к уроку по технологии (5 класс):
Слайд 1
Презентация по «Технологии». 5 класс. Тема урока : Гибка заготовок из тонколистового металла и проволок Цель урока: дать учащимся представление о процессе сгибания тонколистового металла и проволоки, способствовать воспитанию трудовой дисциплины учащимися, способствовать развитию технического мышления. Инструменты и оборудование: тонколистовой металл, проволока стальная, плоскогубцы, круглогубцы, набор металлических заготовок, тиски, нагубники , киянка, слесарный молоток, оправки, приспособление для гибки. I . Организационный момент Ввод учащихся в мастерскую. Приветствие. Проверка готовности к уроку. Создание в классе атмосферы психологического комфорта. II. Проверка домашнего задания Заслушивание сообщения учащихся по теме «Рассказ о профессии шлифовальщика». Ученики выступают с сообщениями на заданную тему. Принимают участие в обсуждении. III . Повторение изученного материала Организуется опрос учащихся по вопросам: – Для чего необходима технологическая операция «зачистка»? – Какие инструменты требуются для её выполнения? -Какие правила безопасности необходимо соблюдать при зачистке острых кромок? Ученики отвечают на вопросы учителя, высказывают своё мнение.
5 класс. Тема урока : Гибка заготовок из тонколистового металла и проволок Цель урока: дать учащимся представление о процессе сгибания тонколистового металла и проволоки, способствовать воспитанию трудовой дисциплины учащимися, способствовать развитию технического мышления. Инструменты и оборудование: тонколистовой металл, проволока стальная, плоскогубцы, круглогубцы, набор металлических заготовок, тиски, нагубники , киянка, слесарный молоток, оправки, приспособление для гибки. I . Организационный момент Ввод учащихся в мастерскую. Приветствие. Проверка готовности к уроку. Создание в классе атмосферы психологического комфорта. II. Проверка домашнего задания Заслушивание сообщения учащихся по теме «Рассказ о профессии шлифовальщика». Ученики выступают с сообщениями на заданную тему. Принимают участие в обсуждении. III . Повторение изученного материала Организуется опрос учащихся по вопросам: – Для чего необходима технологическая операция «зачистка»? – Какие инструменты требуются для её выполнения? -Какие правила безопасности необходимо соблюдать при зачистке острых кромок? Ученики отвечают на вопросы учителя, высказывают своё мнение. IV . Актуализация жизненного опыта учащихся До сих пор мы с вами выполняли действия с плоским листом металла. Но результатом нашей работы должно быть объёмное изделие, например совок. Каким способом мы можем превратить плоский лист в объёмное изделие? Отвечают на вопрос учителя, высказывают своё мнение. V. Сообщение темы. Постановка цели и задач Сообщает тему урока. Учитель организует совместное с учащимися формулирование цели и задач урока. Записывают в тетрадь тему урока. VI . Мотивирование к учебной деятельности Учитель показывает лист металла и гнутые из него изделия, имеющие разные форму (слайды) – Можете ли вы рассказать, как из плоского листа металла получить трубку цилиндрической формы? Мальчики отвечают на мотивационные вопросы. Тем самым создают условия для успешной учебной деятельности.
IV . Актуализация жизненного опыта учащихся До сих пор мы с вами выполняли действия с плоским листом металла. Но результатом нашей работы должно быть объёмное изделие, например совок. Каким способом мы можем превратить плоский лист в объёмное изделие? Отвечают на вопрос учителя, высказывают своё мнение. V. Сообщение темы. Постановка цели и задач Сообщает тему урока. Учитель организует совместное с учащимися формулирование цели и задач урока. Записывают в тетрадь тему урока. VI . Мотивирование к учебной деятельности Учитель показывает лист металла и гнутые из него изделия, имеющие разные форму (слайды) – Можете ли вы рассказать, как из плоского листа металла получить трубку цилиндрической формы? Мальчики отвечают на мотивационные вопросы. Тем самым создают условия для успешной учебной деятельности.
Слайд 2
Презентация по «Технологии». 5 класс. Тема урока: Гибка заготовок из тонколистового металла и проволок VII . Изучение нового материала. Гибка — слесарная операция, с помощью которой заготовке или ее части придается необходимая форма. Гибку небольших заготовок из тонколистового металла выполняют в тисках. Демонстрируются приёмы закрепления в тисках. Чтобы не испортить поверхность заготовок, на губки тисков надевают нагубники . Заготовку в тисках закрепляют так, чтобы линия сгиба (разметочная риска) находилась на уровне нагубников . Гибку выполняют киянкой (рис. 1, а). Можно пользоваться слесарным молотком, но удары следует наносить не по заготовке, а по деревянному бруску, который будет отгибать металл, не оставляя на нем вмятин (рис. 1, б). Первоначально легкими ударами сгибают края заготовки, а затем переходят к ее средней части. Рис. 1 . Сгибание заготовок из тонколистового металла в тисках: а — киянкой; б — с помощью слесарного молотка и деревянного бруска Записывают в тетради определение термина гибка . Рассматривают слайды или рисунки в учебнике. Наблюдают за действиями учителя, показывающего приёмы закрепления заготовки в тисках.
Гибку небольших заготовок из тонколистового металла выполняют в тисках. Демонстрируются приёмы закрепления в тисках. Чтобы не испортить поверхность заготовок, на губки тисков надевают нагубники . Заготовку в тисках закрепляют так, чтобы линия сгиба (разметочная риска) находилась на уровне нагубников . Гибку выполняют киянкой (рис. 1, а). Можно пользоваться слесарным молотком, но удары следует наносить не по заготовке, а по деревянному бруску, который будет отгибать металл, не оставляя на нем вмятин (рис. 1, б). Первоначально легкими ударами сгибают края заготовки, а затем переходят к ее средней части. Рис. 1 . Сгибание заготовок из тонколистового металла в тисках: а — киянкой; б — с помощью слесарного молотка и деревянного бруска Записывают в тетради определение термина гибка . Рассматривают слайды или рисунки в учебнике. Наблюдают за действиями учителя, показывающего приёмы закрепления заготовки в тисках.
Слайд 3
Презентация по «Технологии». 5 класс. Тема урока: Гибка заготовок из тонколистового металла и проволок Отвечают на вопрос: – Какие инструменты потребуются для выполнения гибки? Для гибки заготовок часто применяют оправки в виде брусков металла различной формы (рис. 2) Учитель показывает оправки разной формы. Ученики рассматривают оправки. Для получения нужной нам формы заготовки мы будем использовать оправку, установленную в губках тисков. Рис . 2. Гибка тонколистового металла с помощью оправок: а — оправки; б, в — приёмы гибки. Учитель демонстрирует приёмы выполнения гибки плоского листа металла. Ученики наблюдают за действиями учителя, показывающего приёмы работы. Отвечают на вопрос:
2) Учитель показывает оправки разной формы. Ученики рассматривают оправки. Для получения нужной нам формы заготовки мы будем использовать оправку, установленную в губках тисков. Рис . 2. Гибка тонколистового металла с помощью оправок: а — оправки; б, в — приёмы гибки. Учитель демонстрирует приёмы выполнения гибки плоского листа металла. Ученики наблюдают за действиями учителя, показывающего приёмы работы. Отвечают на вопрос:
Слайд 4
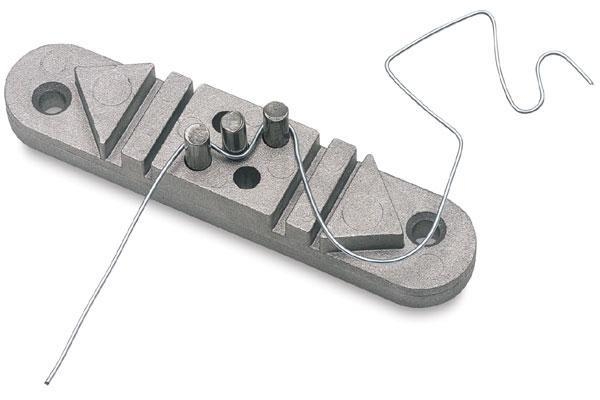
Презентация по «Технологии». 5 класс. Тема урока: Гибка заготовок из тонколистового металла и проволок – Какой формы можно получить заготовку, используя ту или иную оправку? Если необходимо согнуть большое количество одинаковых деталей, пользуются специальными приспособлениями. Например, установив заготовку в прорезь приспособления, показанного на рис. 3, и ударяя по ней молотком, можно быстро получить деталь необходимой формы. Рис . 3 . Приспособление для гибки . Заготовки большой длины можно гнуть в приспособлении, представляющем собой металлическую полосу, прикрепленную к деревянному брусу (рис. 4).
4).
Слайд 5
Презентация по «Технологии». 5 класс. Тема урока: Гибка заготовок из тонколистового металла и проволок Рис.4 Сгибание заготовок большой длины из тонколистового металла: а – приспособление для гибки; б, в, г — приемы работы На заводах листовой металл сгибают в штампах ( рис. 5) и на профилегибочных станах . Эту работу выполняют кузнецы и штамповщики.
Слайд 6
Презентация по «Технологии». 5 класс. Тема урока: Гибка заготовок из тонколистового металла и проволок Рис . 5. Гибка в гибочном штампе 1— матрица; 2 — заготовка; 3 — пуансон; 4 — изделие Для придания нужной формы иногда используют плоскогубцы и круглогубцы
Слайд 7
Презентация по «Технологии». 5 класс. Тема урока: Гибка заготовок из тонколистового металла и проволок Рис . 6 . Инструменты для гибки проволоки: а — круглогубцы; б – плоскогубцы При изготовлении изделий из проволоки для придания заготовке нужной формы также применяется операция гибки. Учитель демонстрирует приёмы выполнения гибки изделий из проволоки. Ученики наблюдают за действиями учителя, показывающего приёмы работы. Проволоку диаметром до 3 мм сгибают плоскогубцами и круглогубцами (рис. 6). Плоскогубцы применяют, когда необходимо согнуть часть заготовки под нужным углом. Для сгибания деталей криволинейной формы применяют круглогубцы. Толстую проволоку гнут в тисках с помощью оправок (рис. 7).
Ученики наблюдают за действиями учителя, показывающего приёмы работы. Проволоку диаметром до 3 мм сгибают плоскогубцами и круглогубцами (рис. 6). Плоскогубцы применяют, когда необходимо согнуть часть заготовки под нужным углом. Для сгибания деталей криволинейной формы применяют круглогубцы. Толстую проволоку гнут в тисках с помощью оправок (рис. 7).
Слайд 8
Презентация по «Технологии». 5 класс. Тема урока: Гибка заготовок из тонколистового металла и проволок Рис . 7 . Гибка толстой проволоки в тисках Ученики отвечают на вопрос: – Какие травмы можно получить, выполняя гибку листа металла или проволоки? Ученики осознают целесообразность применения правил техники безопасности. Мальчики изучают правила безопасности (учебник с.136) Чтобы не получить травмы при выполнении этой технологической операции, необходимо строго соблюдать правила безопасной работы. Текущий инструктаж Работать только исправными киянкой и молотком.
Слайд 9
Презентация по «Технологии». 5 класс. Тема урока: Гибка заготовок из тонколистового металла и проволок Надежно закреплять заготовку в тисках. Не класть оправки и инструменты на край верстака. Не стоять за спиной работающего. При гибке проволоки не держать левую руку близко к месту сгиба. VIII . Практическая работа. Учитель организует практическую работу, контролирует и при необходимости оказывает практическую помощь в выполнении задания. Ученики планируют свои действия в соответствии с поставленной задачей и условиями её реализации. Выполняют практическую работу № 25 (учебник, с. 136) X . Подведение итогов урока. Организация подведения итогов урока учащимися. Для работы в парах раздают карточки «Оценивание работы соседа». Подводят итоги своей работы на уроке. Проводят самооценку. На карточке ученик пишет свою фамилию и вместе со своей работой передаёт рядом сидящему учащемуся. Выставление оценок. Домашнее задание . Параграф 27 учебника. Дополнительное задание: найти информацию о профессии штамповщика. Записывают домашнее задание.
Не класть оправки и инструменты на край верстака. Не стоять за спиной работающего. При гибке проволоки не держать левую руку близко к месту сгиба. VIII . Практическая работа. Учитель организует практическую работу, контролирует и при необходимости оказывает практическую помощь в выполнении задания. Ученики планируют свои действия в соответствии с поставленной задачей и условиями её реализации. Выполняют практическую работу № 25 (учебник, с. 136) X . Подведение итогов урока. Организация подведения итогов урока учащимися. Для работы в парах раздают карточки «Оценивание работы соседа». Подводят итоги своей работы на уроке. Проводят самооценку. На карточке ученик пишет свою фамилию и вместе со своей работой передаёт рядом сидящему учащемуся. Выставление оценок. Домашнее задание . Параграф 27 учебника. Дополнительное задание: найти информацию о профессии штамповщика. Записывают домашнее задание.
Правила гибки заготовок из проволки
Поделитесь с коллегами:
Для обработки проволоки применяют слесарные инструменты. Различные операции выполняют определенным инструментом. Изогнутую проволоку выпрямляют киянкой. Тонкую проволоку выпрямляют на круглой деревянной болванке, зажатой в тиски, способом протягивания ее по краю.
Различные операции выполняют определенным инструментом. Изогнутую проволоку выпрямляют киянкой. Тонкую проволоку выпрямляют на круглой деревянной болванке, зажатой в тиски, способом протягивания ее по краю.
Кольца, плавные сгибы делают круглогубцами (а),
для сгибания проволоки под различными углами применяют плоскогубцы (б),
для резания используют кусачки (в). Круглогубцы, плоскогубцы и кусачки различают по форме губок – рабочей части инструмента.
Толстую проволоку рубят зубилом (г) на металлической плите.
При резании проволоки края, получаются неровными, их зачищают напильниками (д), которые могут быть различными как по форме, так и по величине насечки.
Измеряют проволоку металлической линейкой (е).
Виды проволоки:
Мягкая медная проволока легко сгибается и режется, но она не упругая и не годится, например, для пружин и крючков.
Для многих изделий понадобится железная проволока – тонкая оцинкованная и более толстая, так называемая «печная».
Крючки и пружинки можно делать из стальной проволоки марки «ПК» или из балалаечных струн.
Запасы проволоки хранят, наматывая ее кругами. Такие витки проволоки называют буртами.
Как резать и сгибать проволоку
Проволока, особенно медная и железная, легко гнется. Чтобы сделать какую-нибудь вещь из проволоки, ее прежде всего надо выпрямить. Короткие отрезки проволоки выпрямляют на наковальне, толстом куске железа или на перевернутом утюге. Сперва простукивают молотком все изгибы, а затем проводят им по всей длине проволоки взад и вперед, прижимая ее к наковальне. Железную и алюминиевую проволоку выпрямляют металлическим молотком, более мягкую – медную – киянкой.
Длинную проволоку выпрямляют протягиванием. Например, ее продевают в ручку двери и протягивают, крепко держа руками оба конца. Если с проволокой приходится работать часто, то лучше сделать специальное приспособление для выпрямления ее. В толстую доску вбивают ряд гвоздей, между ними пропускают проволоку и протягивают.
В толстую доску вбивают ряд гвоздей, между ними пропускают проволоку и протягивают.
Режут тонкую железную и медную проволоку кусачками, сжимая их руками. Стальную проволоку в месте разреза предварительно нагревают на огне, благодаря чему она становится мягче. Иначе твердую стальную проволоку откусить трудно, и кусачки при этом портятся: на острых губках их получаются зазубрины. Кусать стальную проволоку надо краями губок, а не серединой. Если получится зазубрина, то на краю она не так страшна. Случается, что кусачки «не берут» проволоку: сил школьника не хватает, чтобы ее откусить. Нельзя в таких случаях бить по кусачкам молотком – так легко испортить и даже сломать их. Толстую или твердую проволоку можно разрубить зубилом или же подпилить острой гранью напильника (трехгранного) и затем сломать руками, согнув и разогнув несколько раз в этом месте. Под прямым углом тонкую проволоку сгибают в руках плоскогубцами. Толстую проволоку зажимают в тиски и сгибают при помощи молотка или киянки. Нельзя ударять по тискам металлическим молотком, так как их можно разбить.
Нельзя ударять по тискам металлическим молотком, так как их можно разбить.
Ушки и колечки из проволоки сгибают круглогубцами. А чтобы согнуть правильный большой круг, подбирают стержень, металлическую трубу или круглое бревно соответствующего диаметра.
Спиральные пружинки навивают на круглых стержнях (например, на толстом гвозде). Удобнее всего стержень вместе с концом проволоки зажать в тисках. Наматывая проволоку, ее все время туго натягивают и плотно укладывают один виток к другому без пропусков. Лишний конец проволоки откусывают кусачками. Если намотанную спираль распилить по длине, то она распадается на отдельные разрезанные колечки. Из таких колечек легко сделать цепочку. Распилить спираль можно мелкозубчатой ножовкой или острой гранью напильника, если проволока тонкая. Зубья ножовки предварительно смазывают машинным маслом.
Стальная проволока – очень упругая. После сгибания она несколько расходится. Поэтому, чтобы получить сгиб стальной проволоки под прямым углом, ее надо согнуть немного больше. А чтобы получить спираль из стальной проволоки нужного диаметра, стержень берут немного тоньше. Медная и железная проволока после сгибания сохраняет приданную ей форму и не расходится.
А чтобы получить спираль из стальной проволоки нужного диаметра, стержень берут немного тоньше. Медная и железная проволока после сгибания сохраняет приданную ей форму и не расходится.
Железная проволока выделывается разной твердости, иногда ее бывает трудно сгибать. Трудносгибаемую проволоку предварительно отжигают на огне, а затем дают ей остыть на воздухе, чтобы сделать гибкой.
Рис. 55. Приемы работы с проволокой:
1, 2, 3 – способы выпрямления проволоки; 4 – сгибание проволоки под углом;
5 – загибание ушка; 6 – сгибание колечка; 7 – намотка пружинки; 8 – колечки и цепочки из проволочной спирали.
Остывшую проволоку, покрывшуюся окалиной, зачищают шкуркой. Согнутую железную проволоку можно закалить – снова сделать твердой. Для этого ее накаляют на огне и сейчас же опускают в холодную воду.
Для работы используют тонкую медную проволоку в пластмассовой изоляции. Поделки выполняют на тонком картоне. Вначале подготавливают рисунок. На основу переводят лишь контурные и некоторые основные линии, передающие наиболее характерное в предмете. Потом берут проволоку, цвет которой соответствует цвету поделки, и выкладывают проволоку, сгибая ее по линиям, перенесенным на основу. Затем картон в нескольких местах прокалывают шилом по обе стороны проволоки и закрепляют ее ниткой.
Поделки выполняют на тонком картоне. Вначале подготавливают рисунок. На основу переводят лишь контурные и некоторые основные линии, передающие наиболее характерное в предмете. Потом берут проволоку, цвет которой соответствует цвету поделки, и выкладывают проволоку, сгибая ее по линиям, перенесенным на основу. Затем картон в нескольких местах прокалывают шилом по обе стороны проволоки и закрепляют ее ниткой.
Таким способом можно сделать самые различные поделки.
В А Л Е Н Т И Н К А 1.
Для работы вам понадобятся: плотный картон для обложки открытки, проволока , бисер, клей типа “момент”, папиросная (или рисовая, или любая другая тонкая и красивая бумага), кусок плотного картона чёрного цвета.
По сути, вся открытка состоит из двух элементов:
– проволочного сердца с нанизанным на него бисером
В А Л Е Н Т И Н К А 2.
Возьмите толстую проволоку, аккуратно согните её в нужное слово. Обмотайте толстой шерстяной ниткой, аккуратно закрепив несколькими каплями суперклея.
станков AIM – AIM Inc. Лидер в области гибки проволоки с ЧПУ. Обслуживание более 1000 клиентов по всему миру
Перейти к содержимомуЗагрузка…
AIM HomeGX30002021-12-13T16:00:44-06:00
Обслуживая более 1000+ клиентов по всему миру , AIM Inc имеет самую полную линейку станков для гибки проволоки на рынке.
От одной до 24 сервоосей,
В AIM есть ВСЕ! Что еще более важно, наши команды поддержки и инженеры готовы помочь вам вывести свой бизнес на новый уровень, доказав максимальную поддержку в сегодняшнюю цифровую эпоху!Знаете ли вы?
- Вы можете автоматизировать свои настройки с помощью нашего AccuCal? Узнайте больше на странице AccuCal
- Вы можете автоматизировать свою производственную статистику с помощью AccuTrack? Узнайте больше на странице AccuTrack
- Наша онлайн-Академия AIM может обучать ваших операторов круглосуточно и без выходных? Посетите Академию AIM здесь.

- Наше программное обеспечение включает в себя стандартный модуль обслуживания, который напоминает вам обо всех необходимых работах, необходимых для нулевого времени простоя?
- Наше программное обеспечение обменивается данными с КИМ FARO, ROMER и AICON для автоматических корректировок программатора
- SmartEditor интегрируется с FANUC и MOTOMAN (YASKAWA) ROBOTICS
- Файлы STEP и IGES импортируются непосредственно на наши машины
- Вы можете сэкономить машинное время, используя нашу полную графическую анимацию с обнаружением столкновений, позволяющую вашему офисному персоналу предварительно записывать машинные файлы для производства
Скоро! Новое мобильное приложение AIM-CNC для облегчения звонков в службу технической поддержки и поиска документов для вашего оборудования AIM!
Существующие клиенты AIM: вы получите по почте новую этикетку со штрих-кодом, которая будет прикреплена к каждому оборудованию AIM для быстрого доступа к цифровой информации. Пожалуйста, отправьте быстрое электронное письмо в нашу службу поддержки, если вам нужно больше одного!
Пожалуйста, отправьте быстрое электронное письмо в нашу службу поддержки, если вам нужно больше одного!
«Недавно мне пришлось отправить компьютер с одной из машин Aim, которые у нас есть. По пути туда грузоотправитель неправильно с ним обращался, поэтому к тому времени, когда он попал в ваш магазин, у него была изогнутая рама, провода сенсорного экрана были оторваны от стекла, стойки были согнуты или исчезли, и ему все еще нужен жесткий диск, который он был послан за.
Входит Артур, который действительно взял на себя ответственность. Он нашел запчасти где угодно и собрал их обратно, они хорошо выглядят, отправили в тот же день, и они даже ездят! У нас туго с машинным временем, и мне очень нужна была резервная копия, и Артур сделал это. Красиво сделано.
Барт Хейвенс , Петерсон-Спринг-Три-Риверс, Мичиган
«Мы очень довольны обучением, поддержкой и производительностью AFC 10.
Что нам больше всего нравится в AFC, так это простота программирования, сенсорный монитор, его тихая работа, надежность и простота SmartEditor. Экономия средств и отсутствие необходимости использовать старые приспособления для гибки убедили нашу компанию приобрести станок AIM INC».
Промышленность: Продукция для управления водными ресурсами
Стив Скарлетт, управляющий директор , Agri Drain Corp. — Айова — Тип машины: AFC 10
«Наша команда провела полную оценку всех вариантов по всему миру, прежде чем, наконец, купить необходимый станок для гибки проволоки с ЧПУ у AIM. Что выделялось для нас, так это производительность AIM, надежная конструкция, использование компонентов высшего качества и обслуживание. Обучение, проведенное на объекте AIM, также было очень ценным».
Промышленность: производители компонентов из металлической проволоки
Вибхор Кханна, Управляющий директор , Modern Industries Gurgaon — Индия — Тип машины: AFC 6
«Четыре вещи, которые нам больше всего нравятся в нашей машине AIM, — это, во-первых, способность головы вращаться вокруг проволоки.
Во-вторых, коэффициент направляющей проволоки рычага позволяет нам производить очень стабильные детали. В-третьих, простота SmartEditor, программирование очень простое. В-четвертых, будет точность подачи, ошибки будут всплывать, если есть какие-либо проблемы с проскальзыванием проволоки во время подачи проволоки. Скорость и универсальность машины убедили нашу компанию приобрести машину AIM. Мы были очень довольны обучением, поддержкой и очень довольны работой нашей машины AIM».
Ричард Науйокс/Барри Хиршфилд , Centennial Wire Products Ltd. — Виннипег — Канада — Тип машины: AFM 3D8-T Ultra с роботом Fanuc
«У нас есть три машины AIM. Эти машины очень надежны, обслуживание клиентов было превосходным. Мы очень довольны обучением, поддержкой и производительностью наших машин. Поигравшись с машинами конкурентов Машина AIM более удобна в использовании и проста в обучении.“
Отрасль: производители покупательских тележек
Кевин Сэппингтон , Unarco Industries — Оклахома — Тип машины: 3D 12-T 3D2 2D2
«Скорость, цена и то, что AIM INC находится на внутреннем рынке, убедило нашу компанию приобрести машину AIM в феврале 09 года.

Мы очень довольны общим опытом обучения, поддержки и производительности машины.
Особенностями, которые нам больше всего нравятся, являются простота программирования, загрузка изменений и легкость их выполнения, а также существенная конструкция машины».Отрасль: Автомобильная
Барт Пэджо , Automatic Spring Products Corp – Мичиган – Тип машины: AFM 3D8-T
«Мы видели машины AIM на торговой выставке много лет назад и приобрели несколько машин AIM. Машины AIM хорошо спроектированы, качественно изготовлены и удобны в использовании.
Поддержка клиентов на высоте. Мы были очень довольны первоначальным обучением технической помощи, включая вопросы, связанные с машинами, деталями, программированием или даже руководством по изготовлению наших собственных инструментов. SmartEditor позволяет упростить программирование по сравнению с другими формирователями проволоки. AIM предоставляет услуги, не имеющие себе равных».
Отрасль: Бытовая техника-POP-дисплеи-светильники

Gaylon Ross , Sommer Metalcraft Corporation — Индиана — Тип машины: 2-х и 3-х мерные гибочные станки с ЧПУ
«Убедительным фактором в покупке машины AIM для меня стало посещение объекта AIM в Аддисоне, штат Иллинойс. для осмотра машины. На все наши вопросы были даны ответы, самое главное устранены все недостатки бендера конкурентов. Наша машина Aim очень надежна; мы уничтожили машину, не предназначенную для AIM, которая у нас была, пытаясь согнуть жесткотянутую проволоку. У AIM отличная техническая поддержка даже для очень старой машины. У них есть наличие деталей и принтов для оснастки. Самое главное, что пакет опций «ультра» сделал нашу машину прибыльной. В целом, мы довольны обучением, поддержкой, производительностью машины, у нас нет неприязни к нашей машине AIM, и мы рекомендуем их оборудование всем».
Джон Пейс. , Signetix Inc. — Аризона — Тип машины: 2D Ultra
— Аризона — Тип машины: 2D Ultra
«У нас есть пять машин AIM, и мы очень довольны обучением, поддержкой и производительностью машин. Что нам больше всего нравится в машинах AIM, так это простота программирования, низкий уровень обслуживания даже при большом времени безотказной работы и техническая поддержка. Что убедило нас в покупке машин AIM, так это цена, скорость и простота использования».
Джоэл Оуэнс , Э.Х. Baare Co. — Иллинойс — Тип машины: Four 3D One 2D
«Что нам больше всего нравится в нашей машине AIM, которую мы приобрели в 2000 году, так это ее надежность, точность и простота использования. Наша компания очень довольна обучением, поддержкой и производительностью машины. Цена, качество сборки и дружелюбный персонал убедили нас в покупке машины AIM».
Промышленность: Мебель
Charles Blyth , Charles Blyth Co. Ltd. – Англия – Тип машины: 2D1
«Что убедило нас в покупке станка AIM, так это способность производить спирали.
Все наши ожидания от обучения, поддержки и надежности машины оправдались».
Джим Хейли , Illini Wire Works Inc. — Иллинойс — Тип машины: 3D2
«Я был впечатлен нашей машиной AIM, а также общением с вашими сотрудниками и людьми. У вас есть дружная знающая группа людей и продукт, с помощью которого я часами весело зарабатывал деньги. Я в торговле с 19 лет76 и работаю в General Chain уже 26 лет в этом месяце, и ваша машина, безусловно, самая сладкая конфета для мозга, которую я когда-либо испытывал».
Джон Беннингтон, директор завода , General Chain Mfg. Corp. – Огайо
«Скорость! Этот новый AFM 3D8-T летает! Легко понять, просто, и поддержка была потрясающей».
Брайан Андерсон , формирование металла точности
«Наш общий опыт работы с AIM Inc. был превосходным. Мы очень довольны обучением, поддержкой и производительностью машины.
Машина проста в настройке, легко программируется и не требует особого обслуживания. Программное обеспечение было настолько простым в программировании и обучении людей по сравнению с другими машинами для гибки проволоки. Это убедило нас приобрести машину AIM».
Дэвид Гвидолин , R. Goudilin Industries LTD. – Онтарио, Канада – Тип машины: 2D
«Что убедило нас в покупке машины AIM, так это то, что мы хотели ездить с этой технологией. Мы смогли заменить людей, снизив стоимость и оплату машины. Обучение, поддержка и производительность машины были очень удовлетворительными. Удобная для пользователя, очень надежная и стабильная производительность, низкие эксплуатационные расходы и доступность переналадки — вот что нам больше всего нравится в нашей машине AIM. Кроме того, хорошие люди, с которыми приятно работать».
Промышленность: системы фильтрации
Энтони Фрэнкс , Air Flow Technology, Висконсин — Тип машины: 2D1 со сварочным аппаратом
«Мы слышали об AIM Inc из уст в уста и очень довольны обучением, поддержкой и производительностью машины.
Машина AIM имеет прочную конструкцию, она имеет легкий доступ к деталям для удобства обслуживания и превосходную поддержку. Наша машина AIM оправдала и превзошла наши ожидания»
Дэйв Пэджетт-старший , K&S Wire Products Inc. — Миссури — Тип машины: 2D2
«Убедительным фактором при покупке машины AIM была возможность сократить наши запасы. Простота повторения деталей и простота программирования — вот что нам больше всего нравится в нашей машине AIM».
John Rustad , Schwab’s Screw Machine Products – Айдахо
«Впервые мы увидели оборудование AIM на выставке Interwire. Что убедило нашу компанию приобрести две машины AIM, так это то, что каждый человек, которого мы встречаем с AIM, мог настроить машину, и никаких технических специалистов не требовалось.
Я даже запрограммировал простую деталь на выставке. Очень простое программирование и действительно не требуется опыта работы с ЧПУ.Инструмент простой и надежный. Наш опыт обучения, поддержки и работы машины был очень удовлетворительным».
Отрасль: торговые дисплеи
Кирк Петерсон , Keystone Displays — Иллинойс — Тип машины: 2D2 3D1-T
«Три вещи, которые нам больше всего нравятся в нашей машине AIM, — это ее потрясающая универсальность, простота программирования и возможность изменения со временем. Обучение и поддержка были превосходными».
Промышленность: Огнеупорные анкеры
Robert Garde , Antec — Австралия — Тип машины: 3D12-T
«Удобство обслуживания, цена и базирование в США убедили нашу компанию в покупке станка Aim. Машина проста в понимании и эксплуатации, занимает мало места и обеспечивает хорошую воспроизводимость результатов. Наш опыт обучения, поддержки и производительности машины был превосходным».
Промышленность: Товары для дома
Чак Оверла , Knape & Vogt. Производитель — Мичиган — Тип машины: 3D8-T 2D1 со сварочным аппаратом
Производитель — Мичиган — Тип машины: 3D8-T 2D1 со сварочным аппаратом
«Мы приобрели нашу машину 2D AIM 3/08 и очень довольны обучением, поддержкой и производительностью машины. Что нам больше всего нравится, так это быстрое время установки. На настройку нашего старого 4-слайда уходили часы, а не минуты на нашем 2D. Мы запускаем машину без оператора; он работает тихо и имеет отличную гидравлическую систему.
Мы очень довольны обучением, поддержкой и производительностью машины. Самое главное, что мы приобрели машину Aim из-за ее местоположения в США. Техническая поддержка была отличной, когда нам нужна помощь, Стив Дембински помогает нам начать работу. Наши ожидания определенно оправдались».Отрасль: Строительство
Лори Фей , Wady Industries — Айова — Тип машины: 2D10 Ultra
«Скорость машины AIM убедила нашу компанию приобрести две машины 3D Ultras. Помимо скорости, в наших станках AIM нам нравится простота использования и способность изготавливать сложные детали.
Мы очень довольны обучением и поддержкой. Обслуживание клиентов потрясающее».
Уэйн Уэст , Cable Management/Snaketray — Нью-Йорк
Smart Editor
Smart Editor упрощает работу с Wireforms.
Проще, чем когда-либо
Наше эксклюзивное программное обеспечение устанавливает стандарты в технологии формирования проволоки.
Удаленная поддержка AIM
Наше небольшое и простое приложение горячей линии.
Лучший способ получить поддержку для наших клиентов!
Fanuc Integration
AIM является авторизованным системным интегратором Fanuc
Fanuc Robotics
Решения для полной автоматизации с модульной технологией AIM и Fanuc Robotics!
Станки в наличии
3D-станки, двойная головка:
AFX3DH7, Gemini, 18 осей, двойная головка с индивидуальным вращением рычага, варианты высокоскоростной и ротационной правки, 7 мм). В наличии
В наличии
Аксессуары/Опции:
C48, (48-дюймовый конвейер) В наличии
th, 2021. Мы всегда придерживаемся политики «первым пришел, первым обслужен». Доступность на более поздние даты не гарантируется, так как этот список не обновляется ежедневно.
Пожалуйста, подождите не менее 2-4 недель для индивидуальной оснастки, если это необходимо.
Для получения дополнительной информации о станках с ЧПУ на нашем складе, пожалуйста, отправьте нам сообщение через нашу страницу контактов или позвоните нам по телефону: +1 630 458 0008
Если вы пропустили то, что произошло
Загрузка…
Новая двухголовая трубогибочная машина Gemini от AIM, Inc
В 2016 году AIM объявила о выпуске нового сложного двухголового гибочного станка Gemini! Двадцать четыре (24) оси управления обеспечивают непревзойденные возможности, включая реальное, независимое формование двойных 3D-головок, формование деталей с одной головкой, внеплоскостную 2D- и 3D-гибку с нулевыми ограничениями минимальной длины центрального зажима. Это устройство для правки проволоки состоит из двух вращающихся в противоположных направлениях роторов с сервоуправлением и портальной системы с двумя рычагами «подбор и установка», что обеспечивает точность до миллиметра при размещении и извлечении проволочных форм в систему, а программируемость позволяет автоматически «руку помощи» при необходимости. Система Gemini повышает скорость производства предыдущих моделей примерно на 40%, сохраняя при этом простоту и интеллектуальность программирования с графической анимацией и обнаружением столкновений, что позволяет легко избежать ошибок при программировании по невнимательности.
Это устройство для правки проволоки состоит из двух вращающихся в противоположных направлениях роторов с сервоуправлением и портальной системы с двумя рычагами «подбор и установка», что обеспечивает точность до миллиметра при размещении и извлечении проволочных форм в систему, а программируемость позволяет автоматически «руку помощи» при необходимости. Система Gemini повышает скорость производства предыдущих моделей примерно на 40%, сохраняя при этом простоту и интеллектуальность программирования с графической анимацией и обнаружением столкновений, что позволяет легко избежать ошибок при программировании по невнимательности.
ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГИБКИ ПРОВОЛОКИ – MBA USA, Inc.
Сопутствующие товары
Добавить в корзину
КУСАЧКИ ДЛЯ ЖЕСТКОЙ ПРОВОЛОКИ
MBA USA, Inc.
$17,45
Сейчас: $13,78
Перестаньте изнашивать плоскогубцы, когда разрезаете провода, чтобы превратить их в инструменты! Эти кусачки как раз то, что нужно для резки жесткой проволоки. Сочетание острых, закаленных губок и рычага 15 к 1 обеспечивает мощный…
Сочетание острых, закаленных губок и рычага 15 к 1 обеспечивает мощный…
MIC82477
Добавить в корзину
ПРОВОЛОГИЛЬНЫЙ СТАНОК С УСТАНОВЛЕНИЕМ ТИСКАМИ
MBA USA, Inc.
Сейчас: $24.95
Проволочный гибочный станок с тисками для изготовления петель, уголков, глазков, фигур из различных металлов. Рукав длиной 7 дюймов и резиновая рукоятка обеспечивают дополнительный рычаг для работы с твердыми материалами. Должен быть зажат в тисках…
MIC60346
Клиенты также просмотрели
Выберите параметры
Souber DBB Дверной замок Morticor – Pro Kit
Инструменты Souber
Сейчас: 399,25 долл. США
Набор для долбежного станка JIG1-A содержит очень популярный и эффективный комплект для долбежного станка Souber DBB для дверных замков (#PSJIG1), а также добавляет 5 дополнительных фрез и длинный сверлильный вал (#PSJIG/LS) — в дополнение к. ..
..
PSJIG1-A
Добавить в корзину
ПРОВОЛОГИЛЬНЫЙ СТАНОК С УСТАНОВЛЕНИЕМ ТИСКАМИ
MBA USA, Inc.
Сейчас: $24.95
Проволочный гибочный станок с тисками для изготовления петель, уголков, глазков, фигур из различных металлов. Рукав длиной 7 дюймов и резиновая рукоятка обеспечивают дополнительный рычаг для работы с твердыми материалами. Должен быть зажат в тисках…
MIC60346
Добавить в корзину
Souber DBB дверной замок Morticer – основной комплект
Инструменты Souber
Сейчас: $995,00
Мастер-комплект Souber DBB Door Lock Morticer Master Kit добавляет более тридцати фрез, валов, надстроек и аксессуаров к очень популярному стандартному набору. Используемый и признанный как слесарями, так и строителями,…
Используемый и признанный как слесарями, так и строителями,…
PSJIG1-MK
Добавить в корзину
ДВУСТОРОННЯЯ ОТВЕРТКА MBA
MBA USA, Inc.
Сейчас: $3,65
Двусторонняя отвертка с наконечниками с плоской и крестообразной головкой. Отвертка достаточно маленькая, чтобы поместиться в кармане, и снабжена клипсой, которую можно прикрепить к рубашке или рабочему ремню. Желтый…
MB07
Добавить в корзину
ОТВЕРТКА 15 В 1
MBA USA, Inc.
Сейчас: 16,85 $
ОТВЕРТКА 15-в-1 включает в себя отвертку с храповым механизмом, а также следующие двухсторонние запасные наконечники: 1/8 дюйма с прорезями x #0 Phillips
1/4 x 3/16 дюйма с прорезями
1/4 дюйма с прорезью x #2. ..
..
МБ07-А
Добавить в корзину
Универсальный гибочный станок с большим инструментом
MBA USA, Inc.
Сейчас: $112,25
Универсальный гибочный станок изгибает проволоку и полосу в плавные кривые, в нескольких плоскостях и в сложные формы, включая S-образные изгибы, квадраты и катушки. Используйте его на проводе диаметром до 5/16 дюйма. и…
MIC82819
Добавить в корзину
СУМКА НА МОЛНИИ MBA USA
MBA USA, Inc.
Сейчас: 4,95 $
Горизонтальная сумка на молнии размером 10,5 x 5,5 дюймов. Идеально подходит для переноски широкого спектра слесарных инструментов и расходных материалов. Прочный и долговечный для защиты предметов. Брендирован логотипом MBA USA.
MBZIP
Добавить в корзину
УПАКОВКА ВЛАГОСУШИТЕЛЯ ДЛЯ СЕЙФОВ НА 1 ФУНТ
American Security Products Co.
Сейчас: 5,33 $
Предотвращает ржавчину и повреждение от влаги. Рекомендуется для сейфов без доступа к электричеству.
АМСЕК-ПМС-02
Добавить в корзину
ПЛАСТИКОВЫЙ МОЛОТОК НА 4 УНЦИИ
MBA USA, Inc.
Сейчас: 31,75 $
Пластиковый молоток MBA — отличный инструмент, который любой техник или мастер может добавить в свою сумку с инструментами! Имея вес всего 4 унции и длину менее 10 дюймов, молоток отлично подходит для личных…
МБ43
Добавить в корзину
ВАКУУМНЫЕ ТИСКИ С ПОВОРОТНЫМ ОСНОВАНИЕМ
Grobet USA
Сейчас: 40,58 $
Полностью портативный, мгновенно крепится к любой гладкой непористой поверхности.