Приспособление для сверления отверстий – Приспособление для сверления отверстий – выбираем патрон для станка + Видео
alexxlab | 21.05.2020 | 0 | Разное
Сверление отверстий в металле технология инструмент способы
 Рассверливание металла — это одна из многочисленных операций, которая часто выполняется при слесарных работах. Сверление производится для различных разборных/неразборных соединений, когда требуются определенного диаметра отверстия для заклепочных, болтовых либо шпилечных креплений.
Рассверливание металла — это одна из многочисленных операций, которая часто выполняется при слесарных работах. Сверление производится для различных разборных/неразборных соединений, когда требуются определенного диаметра отверстия для заклепочных, болтовых либо шпилечных креплений.
Сам по себе металл — высокопрочный материал, поэтому при работе с ним независимо от того, требуется его рассверлить или прорезать, используются режущие инструменты, которые намного прочнее его. Сверление металлических деталей может производиться как в специальных промышленных мастерских, так и в домашних условиях при проведении различных ремонтных работ, в гараже или небольшой мастерской. Для домашнего сверления обычно используется ручная электродрель.
Технология сверления
 Просверливание отверстий в металлических заготовках или деталях — это определенная технология снятия тонких многочисленных слоев металла сверлом, вращающимся вокруг своей оси. При этом главным условием сверления является удержание сверла, закрепленного в патроне дрели, четко в перпендикулярном положении по отношению к просверливаемой заготовке.
Просверливание отверстий в металлических заготовках или деталях — это определенная технология снятия тонких многочисленных слоев металла сверлом, вращающимся вокруг своей оси. При этом главным условием сверления является удержание сверла, закрепленного в патроне дрели, четко в перпендикулярном положении по отношению к просверливаемой заготовке.
Особенно это важно при сверлении толстого металла. Если во время работы сверло отклонится по отношению оси просверливаемого отверстия, оно просто сломается. Чтобы этого не произошло, дрель должна быть жестко зафиксирована. Для этого предусмотрены специальные приспособления, которые можно купить в магазине для инструментов или изготовить своими силами.
Режимы сверления
При работе со сверлом важно не только жестко его закрепить, но и выбрать оптимальный режим его вращения. При обработке металла важным фактором остается количество сделанных сверлом оборотов за определенный период времени и усилие, которое на него передается за это время для обеспечения заглубления в металл.
Для работы с металлами разной твердости рекомендуются и сверла, предназначенные для различных режимов работы. Режим скорости оборотов сверла напрямую зависит от толщины и твердости металла, а также диаметра самого сверла. Чем прочнее обрабатываемый материал и больше диаметр сверла, тем режим сверления должен быть медленнее. Показателем правильно выбранного режима является длинная, спиралевидная стружка.
Разметка керном, шаблон и кондуктор
Просверливать металл можно по выполненной керном разметке, использовать шаблон либо специальный кондуктор.
Керн — это остро заточенный металлический штырь, изготовленный из сверхпрочной стали. С его помощью на подготовленной для сверления металлической детали в месте, где планируется просверлить отверстие, делается небольшое углубление для сверла.
Для этого керн острым концом ставится в предполагаемую точку рассверливания, после чего по нему наносится сильный удар молотком. В оставленное керном углубление вставляется острие сверла и начинается сверление, при этом в начале работы сверло уже не сможет сместиться в сторону от размеченной точки.
Чтобы разметить центр заготовки цилиндрической формы, опытные слесари часто используют полоску жести, изогнутой под 90 градусов. При этом одно плечо должно соответствовать диаметру заготовки, оно накладывается на заготовку, после чего вдоль его края проводится линия карандашом. Операция проводится 2−3 раза, а точка пересечения линий будет указывать на центр цилиндра, где керном можно сделать углубление для сверла.
 Шаблон делается для разметки однотипных заготовок, на которых намечается несколько точек для сверления. Он очень удобен, когда нужно работать с несколькими деталями из листового металла, которые укладываются в общую стопку и закрепляются между собой струбциной.
Шаблон делается для разметки однотипных заготовок, на которых намечается несколько точек для сверления. Он очень удобен, когда нужно работать с несколькими деталями из листового металла, которые укладываются в общую стопку и закрепляются между собой струбциной.
В случае когда нужна высокая точность и перпендикулярность просверливаемого канала или нужно строго выдержать расстояние между несколькими отверстиями, рекомендуется использовать кондуктор. Также кондуктор будет необходим при работе с тонкостенными трубами, когда керном будет невозможно сделать углубление для сверла.
При глубоком сверлении, чтобы жестко зафиксировать дрель в перпендикулярном положении к заготовке, применяются специальные приспособления.
Приспособления для сверления
Работа с металлом является довольно трудоемким процессом даже для опытных специалистов. Порой нужно длительное время удерживать дрель в строго одном положении к обрабатываемой детали. Чтобы облегчить труд и качественно просверлить металл, используется приспособление для сверления под прямым углом.
Такие приспособления бывают трех видов:
- Кондуктор для направления сверл.
- Направляющий фиксатор для дрели.
- Стойка для удержания дрели.
Кондуктор для направления сверл

Кондуктором удобно пользоваться для работы с трубами небольшим диаметром, когда невозможно для разметки воспользоваться керном.
Направляющий фиксатор для дрели
Этот механизм предназначен для удержания дрели в неподвижном состоянии при работе. Состоит из двух стоек, жестко закрепленных к подошве в виде большого круга. По стойкам двигается механизм, в который вставляется дрель и фиксируется к нему за шейку. Там же на стойках, под фиксирующим дрель механизмом находятся возвратные пружины.
По мере углубления сверла в металл, под усилием мастера, они сжимаются, но как только усилие прекращается, пружины распрямляются, и механизм, удерживающий дрель, по стойкам поднимается в исходное положение.
Стойка для удержания дрели
По сути, это упрощенный вертикальный станок для сверлильных работ, но с минимальными функциями.
Состоит из массивной плоской подошвы (платформы) и прикрепленной к ней жесткой штанги. Штанга закреплена к платформе строго под прямым углом. На ней же находится подвижная каретка с креплением для удержания дрели, и ручкой для ее управления.
Обрабатываемая деталь закрепляется на платформе при помощи струбцин или тисков. Мастер за ручку опускает каретку с дрелью вниз и удерживает ее во время всего процесса сверления.
Типы отверстий и методы их сверления
Просверленные отверстия в металле могут быть:
- Полностью сквозными.
- Заглушенными.
- Глубокими.
- С большим диаметром.
Сквозные отверстия: пронзают обрабатываемую деталь полностью насквозь. Особенность этого процесса заключается в защите поверхности верстака, на которой находиться заготовка, от повреждения при выходе сверла из детали. При этом может повредиться и сам режущий инструмент.
- Верстаки с отверстиями.
- Под обрабатываемую деталь подложить толстую деревянную прокладку.
- Уложить деталь на два металлических или деревянных бруса.
- На конечном этапе сверления снизить усилие на дрель и уменьшить скорость ее вращения.
Последний способ обычно должен использоваться при высверливании на месте, чтобы рядом расположенные детали не были повреждены.
Глухие отверстия: этот вид сверления выполняется не сквозным методом, а только на установленную глубину. Ограничение глубины высверливания устанавливается следующими способами:
- При помощи втулочного упора.
- Регулировочным упором патрона.
- Закрепленной на станок или дрель линейкой.
- Другими способами комбинирования в виде различных прокладок между дрелью и деталью.
Современные станки оборудованы автоматической подачей бура на заданную глубину, после чего работа прекращается.
 Сверление глубоких отверстий: для этого обычно используется токарный станок. При этом если обрабатывается деталь цилиндрической формы, вращается не сверло, а сама заготовка. Во время работы сверло должно постоянно охлаждаться, а стружка из обрабатываемого прохода удаляться принудительно.
Сверление глубоких отверстий: для этого обычно используется токарный станок. При этом если обрабатывается деталь цилиндрической формы, вращается не сверло, а сама заготовка. Во время работы сверло должно постоянно охлаждаться, а стружка из обрабатываемого прохода удаляться принудительно.
Для этой цели на поверхности глубинного бура расположены специальные канавки. Если они отсутствуют, он должен периодически извлекаться из тела детали и очищаться от металлической стружки. А в качестве охлаждающей жидкости можно использовать обыкновенную воду. Во время глубинного сверления в бытовых условиях нужно обязательно жестко закреплять дрель, иначе после поломки сверла, часть его останется в теле заготовки, которую можно считать испорченной.
Как просверлить отверстие большого диаметра в металле
Данная процедура намного сложнее глубинного бурения. Эта процедура при небольшой толщине металла выполняется специальной коронкой, или обыкновенными бурами для металла за несколько проходок.
Коронка
Состоит из комплекта, куда входит обычное сверло, ровно пробивающее канал в заготовке и самой коронки определенного диаметра. Рабочий процесс производится малыми оборотами дрели, при этом производиться принудительное охлаждение режущих кромок бура и коронки.
Многоэтапное сверление
При большой толщине детали необходимо иметь определенный запас буров, разница которых по диаметру должна быть по отношению друг к другу в пределах 25%. Работу следует начинать самым тонким сверлом. Как только им будет пробурен сквозной канал, производится замена сверла, у которого диаметр больше предыдущего. Таким образом, поэтапно, сверла меняются до диаметра заданного размера.
Ступенчато-конусный бур
Это комплект конусообразных сверл различных диаметров, находящихся на одной общей оси. Довольно удобный инструмент для работы со стальным листовым металлом. Принцип работы практически неотличим от обычного сверления.
Ступенчато-конусный бур заглубляется в заготовку, пока не достигается нужный размер просверливаемого отверстия.
Пробивка отверстий
Технология пробивки отверстий в металлических сплавах довольно распространенная. Она используется при работе с листовым металлом. Преимущества технологии в том, что отверстия пробиваются точно в заданной точке с четким диаметром и практически без потери определенного времени. Для этого используются специализированные прессовочные станки.
Для пробивки тонкого листового металла может использоваться ручной пробойник. Этот инструмент для пробивки отверстий в металле изготавливается из заостренной с одного конца стальной трубы. Для пробойника могут использоваться трубы различного диаметра. Для пробивки отверстия, пробойник приставляется к размеченной точке, после чего по нему наносится несколько сильных ударов молотком. В итоге получается аккуратно пробитое отверстие.
Советы мастеров
Работая с любыми электроинструментами, нужно всегда соблюдать технику безопасности и оберегать инструмент от преждевременного износа. Для этого рекомендуется принять во внимание несколько простых советов:
 Перед началом работы следует всегда проверять прочность крепления сверла в патроне дрели.
Перед началом работы следует всегда проверять прочность крепления сверла в патроне дрели.- На одежде не должны болтаться свободно свисающие концы, которые могут намотаться на вращающиеся детали инструмента. Длинные волосы прячутся под головной убор, глаза защищаются очками.
- Бур должен вращаться, когда подносится к обрабатываемой поверхности, тогда он преждевременно не затупится.
- Вынимать бур из просверленного канала следует при включенной дрели, работающей на минимальных оборотах.
- Если режущая кромка бура не углубляется в заготовку, значит, сверло мягче данного металла и его следует заменить.
- Если сверло имеет небольшой диаметр и плохо держится в патроне дрели, на хвостовик, чтобы увеличить диаметр, следует намотать латунную проволоку.
- Чтобы отполированную поверхность детали случайно не повредить, на сверло нужно надеть фетровую или войлочную шайбу.
- Если отверстие сверлится не сквозное, на сверло можно надеть кусочек пенопласта, который будет одновременно играть роль измерителя глубины и сдувать с поверхности мелкую стружку.
 Перед началом работы следует всегда проверять прочность крепления сверла в патроне дрели.
Перед началом работы следует всегда проверять прочность крепления сверла в патроне дрели.obinstrumentah.info
Приспособление Для Сверления Отверстий Под Шканты
Главным крепежным элементом в сборке мебели является конфирмат. Ввинчивается он с подготовительным сверлением отверстия. Конкретно сверление сборочных отверстий в ДСП под конфирматы мы и разглядим в этой публикации.
Для сборки деталей ДСП нам пригодится:
- Шуруповерт
- Бита под конфирматы
- Конфирматное сверло
- Линейка иначе говоря рулетка
- Карандаш и шило
- Конфирматы
При сборке мебели обычно употребляют конфирмат размером 6,450. Т.к. поперечник резьбы 6,4 мм, а поперечник тела конфирмата 4,4 мм, то для высококачественного крепления деталей поперечник отверстия ожидается в рамках 4,5-5 мм и глубиной более 50 мм.
Если толщина отверстия будет не просто обозначенной – конфирмат будет плохо держать детали, если меньше – он собственной шириной может порвать ДСП.
Для выполнения сверлений употребляют конфирматное сверло, поперечником 4,5 мм, которое обустроено дополнительной головкой для выполнения сверлений увеличенного отверстия под шею конфирмата, которая так же делает зенковку под его шляпку.
Это, применяют и обыденное сверло поперечником 5 мм, но для высококачественного крепления в отверстии дополнительно делается место под шею конфирмата и его шляпку.
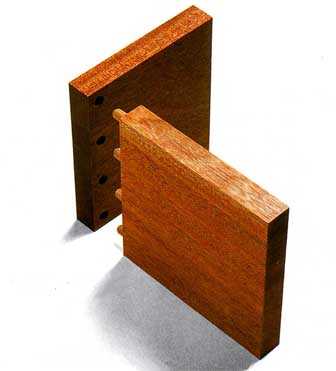
Чтоб совершенно скрепить две детали, нужно очень точно разметить места их креплений.
На детали, которая будет накладываться на торец (та, на занят будет сквозное отверстие), необходимо сделать два замера – в длину (обычно 5-10 см) и от края – ровно 8 мм (это если толщина плиты 16 мм).
На детали, которая ложится перпендикулярно, точку сверления отмечаем на торце. Тут необходимо выдержать такое же расстояние в длину (5-10 см от начала), а по ширине – строго по центру (8 мм от края).
Читайте так же
Точный и удобный кондуктор для сверления под шканты и конфирматы
Разметку делать необходимо очень точно, в особенности в длину, т.к. при неверной разметке ваши детали при стыковании имеют излишние зазоры или выступы.
Лучше сделать сквозное отверстие в первой детали, приложить ее ко 2-ой — и сразу сверлом наметить место сверления в торце 2-ой детали. И потом, раздельно уже , тихо досверлить отверстие.
Делаем отверстие на протяжении в 8 мм от края.
Загодя до того, как сделать сквозное отверстие, положите под деталь кусочек ненадобного ДСП. Так вы предупредите возникновения сколов на оборотной стороне.
Когда сквозное отверстие будет изготовлено, для выполнения сверлений отверстий под шею и шляпку конфирмата деталь сможете сверлить на весу.
Главное правило – при сверлении в торце сверло должно находится строго перпендикулярно относительно к торцу детали. Если вы не удержите дрель ровно, сверло уходит в сторону и выйти наружу, тем испортив деталь.
Таковой вариант считается самым четким и, а дополнительно, самым резвым. Чтобы, чтоб сделать отверстие в 2-ух деталях сразу, перед сверлением нужно их зафиксировать. Для этой цели бывают вариации пригодиться особые зажимы, струбцины и другие приспособления.
Чтоб всякий раз не размечать 8 мм от края как в пласт, так и по торцу, используется особое приспособление, которое, когда, просто сделать самому.
Читайте так же
Оно по сути есть некоторый деревянный шаблон с железной втулкой для сверла снутри.
Смотрится вот так, смотрите фото:
Как известно уже более проф штука:
Шаблон для присадки шкантов. Template for additive dowels.
Смотрите куцее видео по четкому сверлению отверстий в ДСП под конфирматы и сборке мебельных деталей:
Отверстие под шканты делается сверлом 8 мм. Также, чтоб не просверлить деталь насквозь, его лучше оснастить ограничителем глубины.
В торце сверлим этим же сверлом на глубину до 20 мм. Не будем забывать, что при всех работах дрель может быть строго перпендикулярна плоскости детали.
Естественно, если вы в первый раз в повседневной жизни взяли дрель в руки, у вас получится нет. Но данному занятию достаточно стремительно есть вариант научиться.
Читайте так же
ctln.ru
Приспособление для сверления торцов | Блог интересных идей
Казалось бы, простая задача – просверлить детали с торца для установки конфирматов или шкантов. Но проблема состоит в том, что их нужно сверлить точно под углом 90. Конечно бывалые мебельщики сверлят всегда вручную, и получается у них это быстро и точно! Но в то же время думаю никого не покидает мысль о том, чтобы как-то упростить и систематизировать этот процесс, особенно когда много деталей. Часто бывает, что приходится доверить процесс сверления кому-то неопытному, и тогда возникает много «косяков» со стыковкой деталей. И тогда задумываешься… был бы какой-нибудь простенький станочек, чтобы показать помощнику без навыков что ему нужно делать, а он бы сверлил не торопясь, и качественно.
Для торцевого сверления существуют различные приспособления, промышленного производства, как стационарные для цеха или гаража, так и мобильные. Их называют сверлильно-присадочными станками. Но всех начинающих мебельщиков и «сам себе мастеров» интересуют бытовые варианты со стоимостью стремящейся к нулю.
Как изготовить такого помощника самостоятельно? Изучая соответствующую тему на форуме мебельщиков мы увидели, что приспособлений для сверления существует наверное столько же, сколько и мебельщиков, каждый считает свое приспособление самым удобным. В принципе это в некоторой степени правильно, ведь каждый делает приспособление под свои задачи и так как ему удобнее.
Рассмотрим опыт форумчан, возможно кому-то из вас понравится определенная идея и облегчит работу.
Первым мы рассмотрим приспособление, предложенное пользователем Babel.

Сам по себе принцип приспособления не нов – в подставке закреплен патрон со сверлом и деталь подается на сверло. Собрано оно из того что было под рукой: кусок столешницы 60х60см, несколько обрезков ДСП, рулетка, саморезы и винты с «барашками». Самая дорогая деталь в приспособлении – небольшая дрель на 400Вт. Дешево и сердито, но свою главную задачу выполняет – упрощает работу и экономит вам время. Для начинающих мебельщиков — просто находка.

Для изготовления приспособления потребуется мощный фрезерный станок, чтобы сделать пазы под направляющую и под линейку. Линейку сделали из рулетки, разрезанной пополам (экономия никому не повредит). Чем больше линейка – тем более универсальной получится конструкция. Для быстрой настройки желательно иметь столешницу около 80см.

Дрель закрепляется между двумя обрезками этой столешницы. Справа скрепляем обрезки винтами, а после этого просверливаем перпендикулярно коронкой на 60мм отверстие. По высоте дрель регулируется подкладыванием снизу кусочков наждачки, так чтобы ось сверла была на расстоянии 8мм от столешницы.

***************************************************************************
Другой вариант приспособления кажется более универсальным, позволяет сверлить детали любой длины, хоть все 2750мм, принцип работы прост – кладем деталь, нажимаем педаль и сверлим. Это уже полуавтоматическая система.

Холостой ход.

Сверление в ЛДСП.

Гофра для отвода опилок из зоны сверления.


Простое устройство педального узла.


Принцип работы и сборки виден на фотографиях и в ролике, выглядит несколько серьезнее, чем первый вариант и, на наш взгляд более удобно, даже отвод для стружки присутствует. Как для начинающих мебельщиков с ограниченным бюджетом тоже вариант отличный, хотя стоит задуматься над более надежным креплением дрели. Аппарат вполне обеспечивает точное сверление под углом 90° на нужную глубину – это его основное предназначение. В педаль можно установить контакт, например от жигулевской педали, для автоматического включения при нажатии и отключения дрели при отпускании педали – это позволит экономить электроэнергию и, самое важное, ресурс инструмента.
***************************************************************************
Третий вариант выглядит уж совсем промышленным, стол с линейкой, изготовленной по принципу форматно-раскроечного станка.
В этом варианте, в отличие от предыдущих, сверло подается на деталь. Двигатель стоит на каретке, взятой от бытового деревообрабатывающего станка. Это как бы все в одном – ставим на каретку двигатель, тянем за рычаг и все проблемы. Для удобства лучше вынести его на передний край стола. Двигатель установлен от стиральной машинки, если работы много лучше поставить что-то более мощное, ход каретки около 10 сантиметров.
В качестве переносного «карманного» кондуктора можно использовать идею пользователя suvic.
Просто и надежно, даже относительно точно, как для переносного варианта «must have» для мебельщика.
***************************************************************************
Ну и на закуску еще одна неплохая простая идея для тех, у кого нет места для стационарных конструкций.
Приспособление предназначено для сверления как торцевого так и в пласть. Подъем сверла до 65 мм, упор выставляется по шаблону и используется одним размером и в торец и в пласть. Большие детали (шкафы и длинные элементы) проще и удобнее будет сверлить по кондуктору, а для небольших изделий, как кухонные элементы, например, это самое оно. Настройка очень простая, монтаж и демонтаж легкий и быстрый.
**************************************************************************
Кроме описанных в обзоре самодельных приспособлений существует большое множество серийных вещей, сейчас рынок завален различными вариантами линеек, разовых кондукторов и т.п. Но перед тем как покупать такие вещи, задумайтесь о их функциональности и удобстве использования, так как множество из них не расчитаны на то, чтобы производить большое количество работы. Это скорее приспособы для «домохозяек», испытывающих страх перед дрелью.
А то что мы видим в обзоре, это простые, и эффективные приспособления, сделанные бывалыми мастерами.
Использовать или нет описанные конструкции в своих целях решать все равно вам, а что удобнее и надежнее – покажет уже ваш опыт и опыт форумчан. Надеемся, и вы поделитесь своим опытом в комментариях к данному материалу.
И не забывайте посещать форум мебельщиков. Там тонны полезных идей и тем.
andreylappo.ru
Сверление отверстий в ДСП (под конфирматы)
Основным крепежным элементом в сборке мебели является конфирмат. Ввинчивается он с предварительным сверлением отверстия. Именно сверление сборочных отверстий в ДСП под конфирматы мы и рассмотрим в данной статье.
Необходимый инструмент
Для сборки деталей ДСП нам понадобится:
- Шуруповерт
- Бита под конфирматы
- Конфирматное сверло
- Линейка или рулетка
- Карандаш и шило
- Конфирматы
Глубина и ширина отверстия
При сборке мебели обычно используют конфирмат размером 6,4*50. Т.к. диаметр резьбы 6,4 мм, а диаметр тела конфирмата 4,4 мм, то для качественного крепления деталей диаметр отверстия должен быть в пределах 4,5-5 мм и глубиной не менее 50 мм.

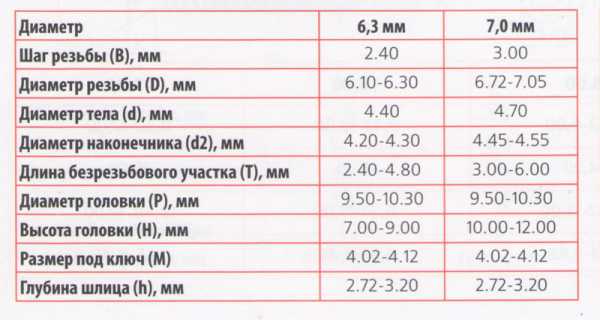
Если толщина отверстия будет больше указанной – конфирмат будет плохо держать детали, если меньше – он своей толщиной может разорвать ДСП.
Для сверления используют конфирматное сверло, диаметром 4,5 мм, которое оснащено дополнительной головкой для сверления увеличенного отверстия под шейку конфирмата, которая так же делает зенковку под его шляпку.

Конечно, можно использовать и обычное сверло диаметром 5 мм, но для качественного крепления в отверстии дополнительно нужно будет делать место под шейку конфирмата и его шляпку.
Разметка мест сверления
Чтобы идеально скрепить две детали, необходимо максимально точно разметить места их креплений.
На детали, которая будет накладываться на торец (та, на которой будет сквозное отверстие), нужно сделать два замера – по длине (обычно 5-10 см) и от края – ровно 8 мм (это если толщина плиты 16 мм).

На детали, которая ложится перпендикулярно, точку сверления отмечаем на торце. Здесь нужно выдержать такое же расстояние по длине (5-10 см от начала), а по ширине – строго по центру (8 мм от края).
Разметку делать нужно максимально точно, особенно по длине, т.к. при неправильной разметке ваши детали при стыковании могут иметь лишние зазоры или выступы.
Лучше сделать сквозное отверстие в первой детали, приложить ее ко второй — и сразу же сверлом наметить место сверления в торце второй детали. А далее, отдельно уже , спокойно досверлить отверстие.
Сверление в пласт детали
Делаем отверстие на расстоянии в 8 мм от края.
Дрель ВСЕГДА нужно держать строго перпендикулярно к поверхности
Перед тем, как сделать сквозное отверстие, подложите под деталь кусок ненужного ДСП. Так вы предотвратите появления сколов на обратной стороне.

Когда сквозное отверстие будет сделано, для сверления отверстий под шейку и шляпку конфирмата деталь можно будет сверлить на весу.


Сверление в торце детали
Главное правило – при сверлении в торце сверло должно находится строго перпендикулярно по отношению к торцу детали. Если вы не удержите дрель ровно, сверло может уйти в сторону и выйти наружу, тем самым испортив деталь.
При сверлении нужно несколько раз вытягивать сверло, чтобы в отверстии не забивалась стружка.
Сверление в двух деталях одновременно
Такой вариант считается самым точным и, к тому же, самым быстрым. Но для того, чтобы сделать отверстие в двух деталях одновременно, перед сверлением вам нужно будет их зафиксировать. Для этого могут понадобиться специальные зажимы, струбцины и другие приспособления.



Приспособления для сверления отверстий
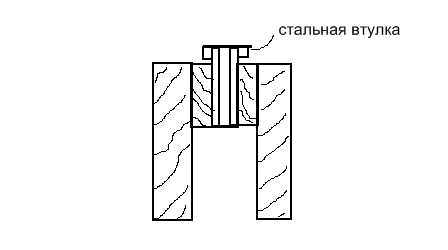
Чтобы каждый раз не размечать 8 мм от края как в пласт, так и по торцу, можно использовать специальное приспособление, которое, кстати, легко сделать самому.
Оно представляет собой некий деревянный шаблон с металлической втулкой для сверла внутри.
Выглядит вот так, смотрите фото:


А это уже более профессиональная штука:

Смотрите короткое видео по точному сверлению отверстий в ДСП под конфирматы и сборке мебельных деталей:
Сверление под шканты
Отверстие под шканты делается сверлом 8 мм. Также, чтобы не просверлить деталь насквозь, его желательно оснастить ограничителем глубины.
В торце сверлим тем же сверлом на глубину до 20 мм. Не забываем, что при любых работах дрель должна быть строго перпендикулярна плоскости детали.
Конечно, если вы впервые в жизни взяли дрель в руки, у вас получится не очень. Но данному занятию довольно быстро можно научиться.
Удачи!
mebsam.com
Центровочные приспособления для сверления различных размеров отверстий для крепежа в количестве 10 шт
Давно надо было заказать данные приспособления, ибо при изготовлении различных поделок и в ходе различного мелкого ремонта в квартире возникает необходимость сверлить более-менее точные отверстия для саморезов в отверстиях крепежа.Я не стал мелочиться и заказал сразу комплект из 10 свёрл.
Упаковка
Приехало все в обычном бумажном пакете:
Внутри «пупырка» и прозрачный мягкий пакет на замке:


Все приспособления:
Заявленные характеристики:
Материал сверл: быстрорежущая сталь
Материал корпуса: сталь
Размеры хвостовика: 1/4″
Диаметр сверл: 5/64″ (1,98 мм), 2 мм, 7/64″(2,78 мм), 2.8 мм, 9/64″ (3,57 мм), 3.6 мм, 11/64″ (4,4 мм), 5 мм, 13/64 (5,15 мм) “, 1/4” (6,35 мм).
Некоторые значения диаметров сверл в дюймах почти совпадают с теми, которые метрические, но внешний диаметр центрирующей трубки у них отличается.
Диаметры сверл отштампованы на гильзах, найти нужное не составит труда:
Все приспособления различаются не только по диаметру, но и по длине.
Длина самого-самого:

Далее немного увеличенные фотографии:
Устройство довольно простое, на подпружиненной трубке имеется прорезь для отвода стружки при сверлении:
Сверло держится на хвостовике благодаря винту с внутренним шестигранником:
Разбирается легко, гильза просто выкручивается с хвостовика:
В разобранном виде:

Сверло на хвостовике:
Сверло, снятое с хвостовика:
Подвижная трубка имеет стопорное кольцо:
Принцип работы устройства:
Для проверки сверл я использовал дрель makita 6501 с оборотами 4500 и патроном до 6,5 мм.
Все приспособления немного вибрируют при вращении и это понятно, так как есть зазоры и подвижные части, но это все не критично:
Пробую крепить петлю, выбрал приспособление с наиболее подходящими диаметрами сверла и трубки:


Самое главное при работе держать сверло перпендикулярно к поверхности, дабы отверстие не ушло вкось. Правда сделать брак сложнее вследствие конструкции сверл, но все же нужно следить за этим.
Попробовал прикрепить стальную полосу с отверстиями чуть меньшего диаметра с двух сторон, использовал уже другое сверло:

Все просверлилось четко по центру:
Ну и не забываем, что для каждого типа и диаметра крепежа — свое отверстие, меньшего диаметра.
Insum.
Сверла мне понравились, не жалею что заказал. Очень нужная вещь для разного рода задач. Не жалею и по тому поводу, что заказал сразу 10, есть наборы по 3-4 шт., но лучше иметь на все случаи.
По качеству изготовления претензий никаких-все элементы сталь, довольно просто и надежно сделаны, ничего не заедает.
Дополнительная информация
Оп!=)
mysku.ru
Инструменты и приспособления для сверления
Инструменты и приспособления для сверления
Категория:
Сверление металла
Инструменты и приспособления для сверления
Сверла. Основным инструментом при сверлении отверстий в заготовках является сверло. Существуют различные сверла, но чаще всего вам придется пользоваться спиральными.
Спиральное сверло (рис. 1) состоит из рабочей части и хвостовика. Хвостовиком сверло закрепляют в патроне шпинделя станка, а рабочей частью, как видно из названия, обрабатывают металл.
Рабочая часть сверла в свою очередь состоит из режущей и направляющей цилиндрической частей. На цилиндрической части выполнены две спиральные канавки, по которым выходит стружка из отверстия. А вдоль винтовых канавок цилиндрической поверхности сделаны две узкие полоски— ленточки. Они служат для уменьшения трения рабочей части сверла о стенки отверстия.
Рис. 1. Спиральное сверло с цилиндрическим хвостовиком
Приспособления. При сверлении отверстий на станках необходимы различные приспособления для крепления инструментов и заготовок.
Наиболее удобен для закрепления инструмента трехкулачковый патрон (рис. 2), в котором можно устанавливать сверла разных диаметров с цилиндрическими хвостовиками. Обрабатываемые заготовки лучше всего размещать на столе сверлильного станка в винтовых машинных тисках (рис. 3). На основании этих тисков закреплена неподвижная губка, а по направляющей с помощью винта с рукояткой можно перемещать подвижную губку. Таким образом и зажимают размеченную заготовку в тисках.
Сбоку, в основании тисков, сделаны выемки. В эти выемки и в пазы стола сверлильного станка устанавливают болты с гайками и, вращая головки болтов, прочно закрепляют тиски на столе станка. Перед установкой машинных тисков необходимо тщательно протереть опорные плоскости стола и слегка смазать их маслом.
При сверлении отверстий малого диаметра тиски можно и не закреплять болтами.
Рис. 2. Трехкулачковый патрон

Рис. 3. Винтовые машинные тиски
Реклама:
Читать далее:
Работа на сверлильном станке
Статьи по теме:
pereosnastka.ru
Приспособление для вертикального сверления отверстий
Иногда, хотя я это и очень не люблю, мне приходится делать двусторонние платы. Обычно это редко происходит, все часто удается раскидать по одному слою. В худшем случае с перемычками-пофигисторами. Но когда делаешь двусторонку, то сразу же возникает проблема. Нет, совмещение слоев при травлении это задача элементарная. Я травлю сначала одну сторону, потом, совместив по трем отверстиям, накатываю второй слой и вытравливаю его.
Главная проблема тут в сверловке. Практически нереально ручной дрелькой просверлить идеально перпендикулярное плате отверстие, а малейший перекос, хотя бы на 10 градусов даст расхождением порядка 0.5мм, а то и больше. Что черевато несовпадением переходных отверстий (которые я делаю диаметром около 1.3мм, при отверстии в 0.5мм), а то и площадок. Не говоря уже о том, что выглядит в высшей мере убого.
Тут нужен хотя бы простейший станок, осуществляющий вертикальную подачу сверла. Но вот незадача, не люблю я их. Во-первых, станочек, пусть даже мелкий, занимает место, громоздкий. Во-вторых, сверлить ручной дырявилкой гораздо эффективней и быстрей. Если не брать в расчет корявость сего действа, которое совершенно не мешает на односторонних платах, тем более я стараюсь делать именно их.
Тем не менее двусторонняя плата вытравлена. Проблема есть и ее надо решать. За пару минут мозгового штурма, из подручного хлама родился вот такой козлик, лихо направляющий сверло, занимающий мизерное количество места.
 |
Два крохотных кусочка макетки. Идеальны тем, что дырочки на них просверлены на заводе, заведомо правильные и соосные. Несколько штырьков PLS и обоймы от них. Спаяно все в незатейливую конструкцию. На нижнем «этаже» лишние уголки сковырены, чтобы не заслонять обзор.
 |
А дальше, придерживая козлика рукой и нацеливая ушком на нужное место, борзо сверлим отверстия, Не волнуюясь на счет перекоса сверла. Красота!
Да, для пущего качества, при сверлении крошечных переходных отверстий рекомендую просверливать не насквозь, а до половины текстолита, но с каждой стороны. Тогда отверстия соединятся, пусть даже и не соосно, но точно не прорвут крохотные контактные площадки.
З.Ы.
Тем временем, уже почти с год назад, мой сумрачный гений родил во сне проект дрели с вертикальной подачей и мобильную аля механическая печать. Но чтобы сделать красиво надо доползти до цеха лазерной резки, а мне все вломы переться в эти гребеня.
easyelectronics.ru