Приспособление для заточки сверл сделай сам: Приспособление для заточки сверл из гайки сделанное своими руками
alexxlab | 11.05.2023 | 0 | Разное
Как сделать приспособление для заточки сверл из простых материалов | Сделай Сам – Своими Руками
При заточке сверл главное – точность выставления требуемого угла и регулировка подачи. Без опыта заточить сверло вручную невозможно. Но, сделав из доступных и недорогих материалов специальное приспособление, с заточкой сверл справится любой взрослый человек.
Понадобится
Материалы:
- стальные полосы разной толщины;
- стальной уголок;
- болт с пластиковой ручкой;
- болты с круглой и шестигранной головкой;
- круглые гайки с накаткой;
- шпилька;
- полукольцо из круглой трубы;
- цилиндрический шарнир;
- Г-образный шестигранник и др.
Качественные сверла на АлиЭкспресс со скидкой – http://alii.pub/5zwmxz
Инструменты: разметочные средства, сверлильный станок, дрель, сварка, гриндер, наждачный станок и пр.
Процесс изготовления приспособления для заточки сверл
Из полосы вырезаем два одинаковых квадрата.
На один ставим вертикально равнополочный уголок так, чтобы его вершина лежала на диагонали квадрата.
Измеряем расстояние от конца полки уголка до дальней стороны квадрата – 38 мм. Откладываем этот размер от двух смежных сторон квадрата и чертим линии, параллельные сторонам.
К линиям, отступив от ближайшей стороны квадрата 8 мм, проводим перпендикуляры. Чертим диагональ квадрата, проходящая вблизи точек пересечения проведенных линий.
На линиях, отстоящих от сторон квадрата 8 мм, на расстоянии от соответствующей стороны 35,6 мм намечаем точки, как и в центре квадрата.
Склеиваем квадраты и по разметке сверлим три отверстия, причем отверстие в центре самое большое.
Выполняем к боковому отверстию прорезь от дальней стороны квадрата шириной, равной диаметру отверстия. Поперечно первой прорези делаем другую ко второму отверстию.
Проводим линию, параллельную диагонали, не задевающей отверстие в центре, и образующая со сторонами квадрата равнобедренный треугольник. Отрезаем часть квадратов по линии и два оставшихся угла.
Отрезаем часть квадратов по линии и два оставшихся угла.
Ставим параллельно на квадратную пластину с резьбовым отверстием в центре две детали из квадрата вдоль противоположных сторон и привариваем.
Снаружи в отверстие квадрата вкручиваем болт с пластиковой ручкой.
Между деталями из квадрата помещаем круглую гайку с накаткой и вкручиваем шпильку. Снаружи на шпильку наворачиваем такую же гайку.
Вешаем этот узел прорезями на полку уголка так, чтобы он расположился внутри него.
Со скошенной под углом стороны уголка привариваем к полкам стальное полукольцо с резьбой в центре, к косому срезу полки – пластину с двумя отверстиями и под полукольцом к линии схождения полок – стальное ушко с отверстием.
К концу шпильки поперечно привариваем квадрат из толстой полосы для скольжения по уголку при вращении шпильки.
В другом квадрате делаем вырез, над ним сверлим отверстие и скругляем по дуге окружности угол. В вырез симметрично и продольно ставим основание шарнира и привариваем.
В прямоугольнике из полосы по оси ближе к краям сверлим два отверстия. Фрезеруем металл между ними. За прорезью привариваем вертикально вторую часть шарнира.
Окрашиваем детали.
Прямоугольную пластину с основанием шарнира обычным болтом крепим к отверстию в верстаке на расчетном расстоянии от наждачного круга.
В основание шарнира вставляем подвижную часть с «флажком» в виде усеченного сектора и отверстием над осью вращения шарнира.
Крепим болтом и гайкой за ушко к флажку уголок с полукольцом. К отверстию в пластине крепим болтом с круглой головкой продолговатую пластину-стрелку с продольной прорезью для упора в сверло при заточке.
В полукольцо сверху вкручиваем болт с круглой головкой. На полке уголка размещаем узел со шпилькой и круглыми гайками с накаткой. Г-образный шестигранник коротким концом вклеиваем в головку болта, вкрученного в полукольцо.
Ориентируем направляющий уголок под 60 градусов к плоскости наждака и прочно закрепляем его.
Укладываем сверло в уголок, узел со шпилькой стопорим на полке болтом с пластиковой ручкой. Круглыми гайками выставляем вылет сверла и затягиваем их. Сверло крепим в уголке болтом, вращая Г-образный шестигранник.
Круглыми гайками выставляем вылет сверла и затягиваем их. Сверло крепим в уголке болтом, вращая Г-образный шестигранник.
Включаем наждак и затачиваем сверло, поворачивая приспособление относительно наждака.
После заточки оно легко сверлит прут 25×25 мм.
Готовые приспособления с АлиЭкспресс для заточки сверл – http://alii.pub/61uqqv
Смотрите видео
Как из остатков фанеры сделать приспособление для двухугловой заточки сверл – https://sdelaysam-svoimirukami.ru/7768-kak-iz-ostatkov-fanery-sdelat-prisposoblenie-dlja-dvuhuglovoj-zatochki-sverl.html
Поделиться в социальных сетях
Вам может понравиться
Самодельные приспособления для заточки сверл
Дрель – это, пожалуй, одно из наиболее распространенных как в быту, так и на производстве устройств механической обработки материалов, позволяющее быстро и аккуратно сделать отверстие в поверхности с самой разной структурой. Будь это ручной коловорот, электрическая дрель или большой радиально-сверлильный станок, все они в качестве режущего инструмента используют сверло. Оно представляет собой закаленный твердосплавный металлический стержень различного диаметра, с хвостовиком и рабочей частью в виде двух или более режущих кромок, которые при вращении осуществляют выборку материала.
Будь это ручной коловорот, электрическая дрель или большой радиально-сверлильный станок, все они в качестве режущего инструмента используют сверло. Оно представляет собой закаленный твердосплавный металлический стержень различного диаметра, с хвостовиком и рабочей частью в виде двух или более режущих кромок, которые при вращении осуществляют выборку материала.
Угол наклона сверла: индивидуальный подход к каждому материалу
В зависимости от типа поверхности, требований к качеству обработки и целого ряда других условий, форма сверла может иметь самый разный вид. Наиболее распространен вариант, когда его рабочая часть состоит из двух закрученных между собой по спирали режущих кромок, образующих на конце сверла конус, высота которого определяет угол заточки сверла. Его величина зависит от твердости обрабатываемого материала и для каждого материала может иметь свои значения:
- углеродистые стали, сплавы из чугуна и твердой бронзы – от 116º до 118º;
- изделия из латуни, мягкой бронзы и меди – от 120º до 130º;
- алюминиевые и деревянные поверхности – 140º;
- полимеры и пластмассы – от 90º до 100º.
Условия для долгой и активной жизни сверла
Если исключить бездумный (или безвыходный) вариант использования сверла без победитовых напаек для работы по бетону или камню (когда инструмент выходит из строя буквально за минуту), то наиболее активно режущие кромки тупятся при сверлении твердых металлов. Срок службы сверла в этом случае зависит от твердости обрабатываемой поверхности, а также скорости вращения, подающего усилия и наличия охлаждения режущего инструмента. Определить момент ухудшения режущих качеств бура крайне просто по характерному резкому свисту и необходимости большего давления на дрель. В результате сверло очень быстро нагревается, значительно увеличивается время сверления с одновременным снижением качества получаемого отверстия, и для продолжения нормальной работы бур нужно заменить.
Лучше час потерять, а потом за пять минут просверлить
Так как сверла считаются расходным материалом и на малых размерах имеют относительно невысокую стоимость, многие их просто выбрасывают, заменяя новыми. Однако такой подход может быть оправдан только при небольшом объеме работ, низкой цене детали и близости строительного магазина. Намного экономнее и быстрее заточить сверло по металлу своими руками. Приспособлений для осуществления этой операции существует масса, и, как правило, цена такого оборудования напрямую зависит от скорости, универсальности и качества обработки им режущего инструмента.
Однако такой подход может быть оправдан только при небольшом объеме работ, низкой цене детали и близости строительного магазина. Намного экономнее и быстрее заточить сверло по металлу своими руками. Приспособлений для осуществления этой операции существует масса, и, как правило, цена такого оборудования напрямую зависит от скорости, универсальности и качества обработки им режущего инструмента.
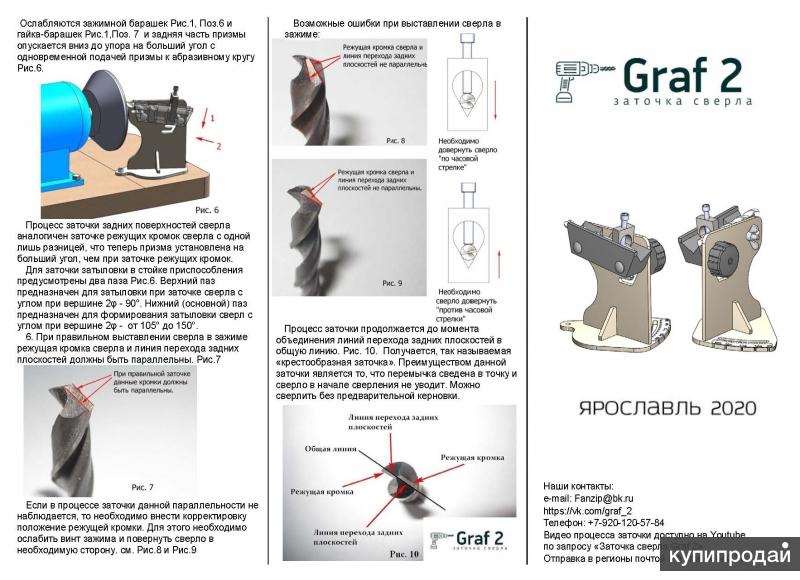
Правильная форма заточки – залог эффективной работы
В результате обработки режущей кромке сверла придается определенная геометрия, приоритетная для того или иного диаметра бура и структуры обрабатываемой поверхности. Для получения необходимой формы используют, соответственно, и разные способы затачивания режущей кромки. Разделяют одноплоскостной, конусный, двухплоскостной, винтовой и цилиндрический виды заточки. В домашних условиях чаще всего применяют первые два способа как наиболее простые, причем в одной плоскости затачивают сверла диаметром до трех миллиметров, обеспечивая тридцатиградусный уклон заднего угла.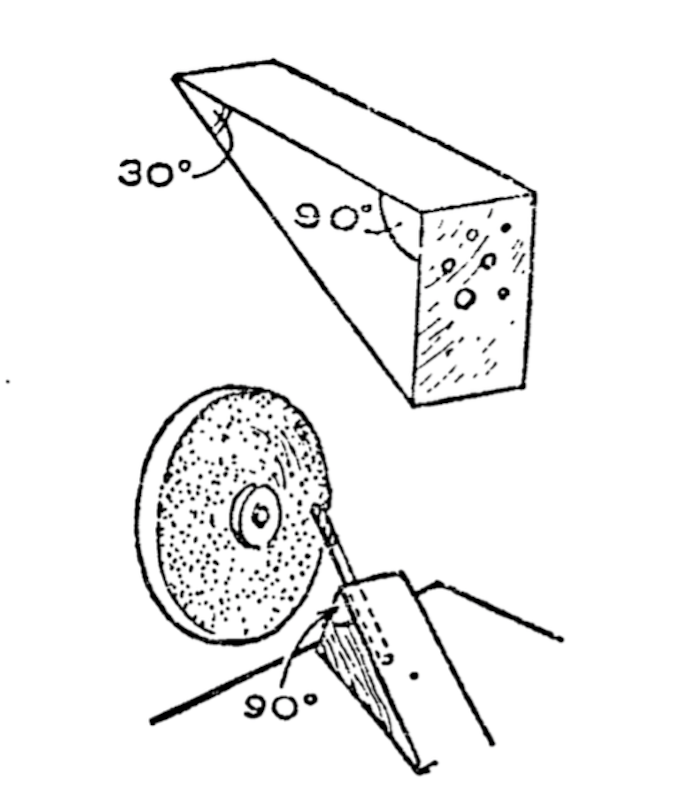 Недостатком в этом случае является высокая вероятность разрушения рабочей части кромки из-за ее утончения, потому для сверл большего диаметра обычно применяют заточку в виде конуса, формируя на их острие угол в пределах 118-120º.
Недостатком в этом случае является высокая вероятность разрушения рабочей части кромки из-за ее утончения, потому для сверл большего диаметра обычно применяют заточку в виде конуса, формируя на их острие угол в пределах 118-120º.
Способы достижения желаемого качества заточки
В принципе, имея определенные навыки, заточку можно осуществить и без вспомогательного инструмента. Главное при этом – соблюсти необходимый угол обработки, а также равную длину рабочей поверхности режущих кромок и их симметричный наклон относительно оси бура. Однако достичь этого на практике не так и просто, достаточно совсем небольшой погрешности по любому из перечисленных показателей, и ваше сверло не будет работать должным образом. Использование спецприспособлений упрощает процесс, но согласитесь, приобретать дорогой станок для приведения в порядок пары буров по металлу нецелесообразно. К тому же самодельное приспособление для заточки сверл поможет справиться с этой задачей пусть с меньшим комфортом, но тоже неплохо.
При всем многообразии вариантов исполнения принцип работы всех устройств подобного типа основан на формировании жесткого шаблона или направляющей, вдоль которой затачиваемый инструмент подается к наждачному кругу в определенной плоскости.
Гайка, винтик, направленье – вот и все приспособленье
Пожалуй, одним из самых быстрых и доступных вариантов будет изготовление приспособления для заточки сверл из гайки. Ее шесть граней образуют на смежных плоскостях угол в 120º и могут служить отличным шаблоном для задания нужного наклона заточки режущей кромки сверла. Порядок изготовления подобного устройства довольно прост и не займет много времени. Гайку плоской стороной вверх зажимают в тиски и при помощи угловой шлифовальной машины (болгарки) выполняют продольные пропилы вдоль линии, соединяющей противостоящие углы шестигранника. С одной стороны метиза можно сделать шесть углублений (по числу вершин), сформировав таким образом три направляющие.
Размер гайки, а также ширину и глубину выборки направляющей подбирают из расчета диаметра затачиваемого сверла.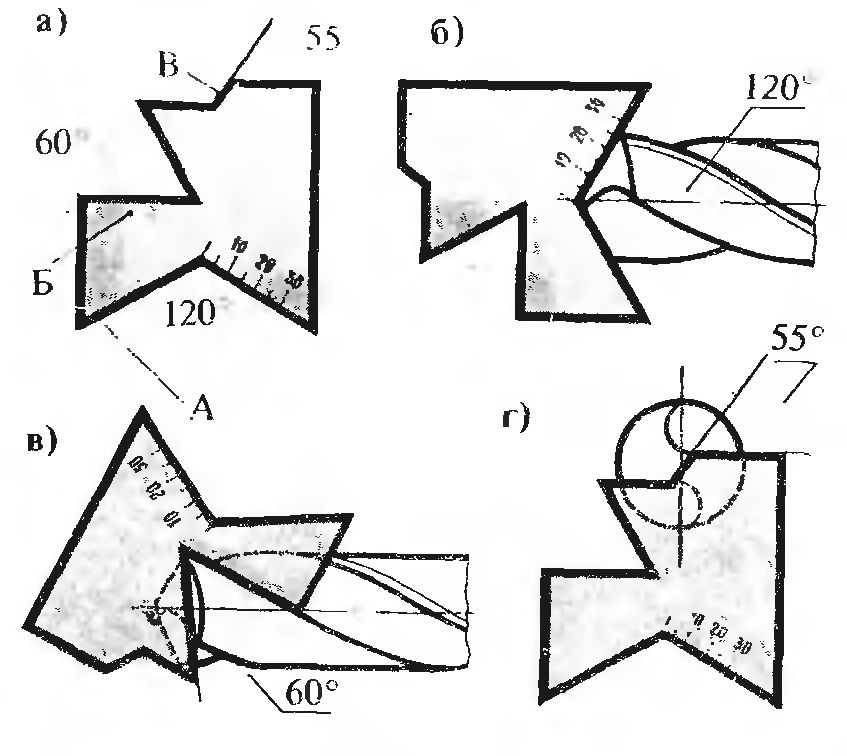 После этого всю наружную поверхность этого нехитрого приспособления тщательно обрабатывают наждачной бумагой или напильником для устранения заусенцев.
После этого всю наружную поверхность этого нехитрого приспособления тщательно обрабатывают наждачной бумагой или напильником для устранения заусенцев.
Вот, собственно, и все, простейшее приспособление для заточки сверл своими руками готово. Теперь бур, требующий заточки, размещают внутри направляющей (между двумя противостоящими углами) так, чтобы обрабатываемый край слегка выступал за вершину шестигранника. Приспособление зажимают в тиски, плотно фиксируя сверло в канавке гайки наконечником вверх, и при помощи той же болгарки аккуратно стачивают выступающую режущую кромку, используя боковые поверхности метиза в качестве направляющей, формируя угол заточки в 120º.
При необходимости сверло в канавке можно закрепить при помощи струбцины, а вместо УШМ применяют точильный станок с наждачным кругом.
Метизов много не бывает: модернизация гаечного приспособления
Данную конструкцию можно несколько усовершенствовать, сделав более глубокие (в зависимости от диаметра затачиваемого бура) V-образные пропилы в противостоящих вершинах и приварив с той же стороны приспособления гайку меньшего размера. Сверло в этом случае может быть зафиксировано поджимным винтом, вкрученным в приваренную сверху гайку.
Сверло в этом случае может быть зафиксировано поджимным винтом, вкрученным в приваренную сверху гайку.
В результате отпадает необходимость использования тисков и струбцины (главное при этом – не пережать винт, чтобы не согнуть сверло). Подобное устройство позволяет успешно справляться с заточкой буров даже небольшого диаметра (до трех миллиметров), когда выдержать и проконтролировать угол заточки без специнструментов практически невозможно.
Деревянные направляющие для заточки сверл
Теперь рассмотрим, как сделать приспособление для заточки сверл из брусков или толстой фанеры. Конструкция представляет собой деревянную направляющую, жестко прикрепленную к основанию. Базовую часть приспособления изготавливают из ровной прямоугольной доски (толстой фанеры) с одной из сторон которой делают прямоугольный вырез, обеспечивающий доступ к боковой поверхности наждачного круга. Затем из фанеры подготавливают накладку в виде прямоугольного треугольника или трапеции с наклоном стороны в основании 60º (от вершины – 30º), что гарантирует угол заточки в 120º.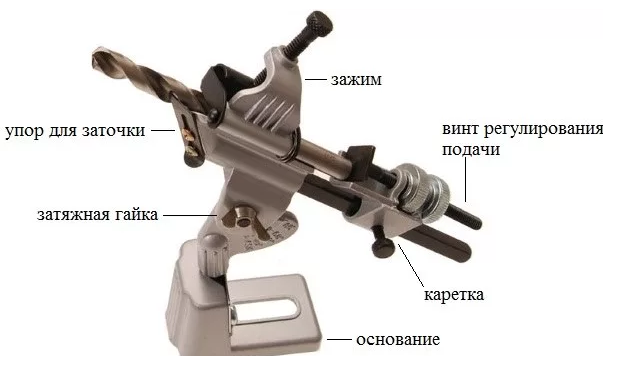 Размеры направляющей должны обеспечивать свободное размещение вдоль нее затачиваемого сверла как по длине, так и по высоте.
Размеры направляющей должны обеспечивать свободное размещение вдоль нее затачиваемого сверла как по длине, так и по высоте.
Готовая накладка при помощи саморезов прикрепляется к дальнему краю базовой доски острым углом в сторону наждачного круга. Заточка сверл по металлу приспособлением подобного типа требует его четкой фиксации вдоль внешней (широкой) поверхности абразива. Каждую режущую кромку формируют отдельно, путем плавного перекатывания сверла навстречу вращению круга, затем ту же процедуру повторяют для второй стороны, добиваясь идеальной сбалансированности. При частом использовании на круге может возникнуть выработка, и придется либо сдвинуть приспособление вдоль наждака, либо заменить абразив. Подобный способ хорош тем, что позволяет легко получить необходимый наклон режущей кромки путем быстрой замены верхней направляющей на требуемый размер.
Использование направляющих втулок для заточки
Еще один вариант обработки сверл, активно практикуемый в домашних условиях, представляет собой деревянную вертикальную стойку с полыми металлическими втулками различного диаметра, которые размещены в бруске под необходимым для заточки углом.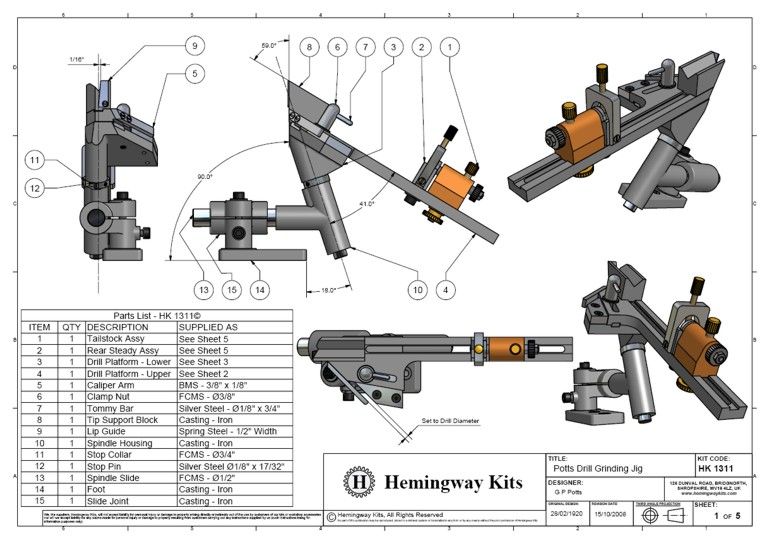 В результате обработки на задней части режущих кромок формируется конус, но без правильного заднего угла.
В результате обработки на задней части режущих кромок формируется конус, но без правильного заднего угла.
Профессиональные решения: отличный результат за небольшие деньги
Все самодельные устройства обеспечивают приемлемый, но, увы, неидеальный результат. Даже без учета высокой вероятности погрешности при самостоятельном изготовлении приспособлений для заточки существует еще целый ряд параметров, несоблюдение которых приводит к быстрому выходу сверл из строя. Вот почему крупные производители разрабатывают сложные устройства и даже станки для приведения режущего инструмента в рабочее состояние.
Одним из таких механизмов является приспособление для заточки сверл drill grinde, которое дает возможность вернуть остроту спиральным бурам по металлу диаметром от трех до девятнадцати миллиметров. Устройство легко справляется с задачей формирования режущей кромки любого наклона, имея при этом шкалу со стандартными углами заточки (98, 118, 136 и 176 градусов, а также для зенковок). Идеальное качество заточки гарантируется четким позиционированием сверла благодаря поджимным винтам. Пятка (задний угол режущей поверхности) формируется благодаря малому осевому наклону, что задает при обработке дуговое движение сверла.
Идеальное качество заточки гарантируется четким позиционированием сверла благодаря поджимным винтам. Пятка (задний угол режущей поверхности) формируется благодаря малому осевому наклону, что задает при обработке дуговое движение сверла.
Набор для заточки сверл (2 приспособления)
Домашний магазин Магазин Инструменты для заточки Набор для заточки сверл (2 приспособления)
Добавьте свой отзыв!
128,00 $
Всегда быстрые и надежные результаты! Быстро и точно затачивайте спиральные сверла 118° и 135° всех размеров и марок.
Получите наибольшую выгоду при покупке обоих приспособлений для заточки. Один затачивает спиральные сверла на 118°, а другой затачивает спиральные сверла на 135°.
Заточите свои лезвия за считанные минуты. Сделайте ваши сверла последними и последними. Перестаньте постоянно покупать новые сверла. Затачивайте свои старые с легкостью!
Возможно, вы видели видеоролики AskWoodMan, в которых показано, как сделать приспособление для заточки сверл (еще в 2013 году) из обрезков фанеры. Эта серия вызвала большой отклик и интерес. Мы прислушались к вашим отзывам и создали промышленную версию из мягкой стали для вашего удобства.
Эта серия вызвала большой отклик и интерес. Мы прислушались к вашим отзывам и создали промышленную версию из мягкой стали для вашего удобства.
Эти приспособления для спиральных сверл изготовлены в США и имеют профессиональное черное оксидное покрытие.
Сделано в США
Набор для заточки сверл
(2 приспособления) количество
Артикул: Jig2PK Категория: Инструменты для заточки
- Отзывы
Поделитесь своими мыслями!
Дайте нам знать, что вы думаете…
Оставить отзыв Задайте вопрос Опубликовать видео Опубликовать фото
Оставить отзыв
Как бы вы оценили этот продукт? * Отлично Хорошо Средне Посредственно Плохо
Заголовок (необязательно)
Прикрепить фото или видеоФото Видео
Введите URL (необязательно)
Выберите файл
Имя *
Электронная почта *
Задать вопрос
Прикрепить фото или видеоФото Видео
Введите URL (необязательно)
Выберите файл
Имя *
Электронная почта *
Опубликовать видео
Заголовок (необязательно)
Введите URL *
Имя *
Электронная почта *
Опубликовать фото
×
Зарегистрироваться
Адрес электронной почты *
Пароль *
Продолжить как гость
Адрес электронной почты *
Уже есть учетная запись? Войти
Нет учетной записи? Зарегистрироваться
Продолжить как гость
Точилка для ножей и ножниц | Шлифовальные точки | Аксессуары для дрелей | Аксессуары для электроинструментов | товары для рукоделия | Основная навигация
Функции
Активный Неактивный
Функциональные файлы cookie абсолютно необходимы для работы интернет-магазина. Эти файлы cookie присваивают вашему браузеру уникальный случайный идентификатор, чтобы гарантировать беспрепятственный процесс покупок в течение нескольких просмотров страниц.
Эти файлы cookie присваивают вашему браузеру уникальный случайный идентификатор, чтобы гарантировать беспрепятственный процесс покупок в течение нескольких просмотров страниц.
Сеанс:
Файл cookie сеанса хранит ваши данные о покупках за несколько просмотров страниц и поэтому необходим для вашего личного опыта покупок.
Блокнот:
Файл cookie позволяет сделать блокнот доступным для пользователя во время сеансов. Это означает, что блокнот остается доступным даже через несколько сеансов браузера.
Назначение устройства:
Назначение устройства помогает магазину обеспечить наилучшую выкладку для активного в данный момент размера витрины.
CSRF-токен:
Файл cookie токена CSRF способствует вашей безопасности. Это усиливает безопасность форм от нежелательных хакерских атак.
Токен входа:
Токен входа используется для распознавания пользователей между сеансами. Файл cookie не содержит никаких личных данных, но позволяет персонализировать его в нескольких сеансах браузера.
Исключение кэша:
Файл cookie исключения кэша позволяет пользователям читать отдельное содержимое независимо от кэш-памяти.
Cookies Active Check:
Файл cookie используется веб-сайтом для определения того, разрешены ли файлы cookie браузером пользователя сайта.
Настройки файлов cookie:
Файл cookie используется для сохранения настроек файлов cookie пользователя сайта в течение нескольких сеансов браузера.
Herkunftsinformationen:
Das Cookies speichert die Herkunftsseite und die zuerst besuchte Seite des Benutzers für eine weitere Verwendung.
Active Cookies:
Speichert welche Cookies bereits vom Benutzer zum ersten Mal akzeptiert wurden.
Маркетинг
Активный Неактивный
Маркетинговые куки-файлы предназначены для веб-сайтов, а также отдельных веб-сайтов для более крупных сайтов и браузеров.
Google AdSense:
Куки-файл Google AdSense для резервирования веб-сайта на веб-сайте.
Активный Неактивный
Facebook Pixel:
Das Cookie wird von Facebook genutzt um den Nutzern von Webseiten, die Dienste von Facebook einbinden, personalisierte Werbeangebote aufgrund des Nutzerverhaltens anzuzeigen.
Активный Неактивный
POPUPCHECK:
Speichert anonymisiert, ob im laufenden Quartal mit dem derzeit genutzten Gerät an einer Umfrage der Österreichischen Webanalyse (ÖWA) teilgenommen wurde.
Активный Неактивный
Отслеживание
Активный Неактивный
Отслеживающие файлы cookie помогают оператору магазина собирать и оценивать информацию о поведении пользователей на своем веб-сайте.
Google Analytics:
Google Analytics wird zur der Datenverkehranalyse der Webseite eingesetzt. Dabei können Statistiken über Webseitenaktivitäten erstellt und ausgelesen werden.
Активный Неактивный
Яндекс Метрика:
Яндекс Метрика Cookies werden zur der Datenverkehranalyse der Webseite eingesetzt. Dabei können Statistiken über Webseitenaktivitäten erstellt und ausgelesen werden.
Dabei können Statistiken über Webseitenaktivitäten erstellt und ausgelesen werden.
Активный Неактивный
Hotjar:
Hotjar Cookies dienen zur Analyze von Webseitenaktivitäten der Nutzer. Der Seitenbenutzer wird dabei über das Cookie über mehrere Seitenaufrufe identifiziert und sein Verhalten analysiert.
Активный Неактивный
Matomo:
Das Cookie wird genutzt um Webseitenaktivitäten zu verfolgen. Die gesammelten Informationen werden zur Seitenanalyse und zur Erstellung von Statistiken verwendet.
Активный Неактивный
ÖWA ioam2018:
Speichert einen Client-Hash for Österreichische Webanalyse (ÖWA) zur Optimierung der Ermittlung der Kennzahlen Clients und Visits. Der Cookie ist maximal 1 Jahr lang gültig.
Активный Неактивный
Персонализация
Активный Неактивный
Diese Cookies werden genutzt zur Erhebung und Verarbeitung von Informationen über die Verwendung der Webseite von Nutzern, um anschließend Werbung und/oder Inhalte in anderen Zusammenhängen, in weiterer Folge zu personalisieren.