Приспособления для токаря по металлу: Инструмент для токарных станков: виды и описание
alexxlab | 20.05.1996 | 0 | Разное
Какие токарные работы производит токарь по металлу на различных станках
Обработка металлов резанием, или токарная обработка, производится срезанием выбранного по толщине слоя с поверхности заготовки при помощи резцов, сверл и других режущих инструментов. Оборачивание детали, при котором срезается металл, носит название главного движения. Поступательное продвижение инструмента по прямой линии, в результате которого совершается токарная обработка, называется движением подачи. Выбранное технологическое согласование этих двух видов движения, в результате которого процесс становится непрерывным, позволяет обрабатывать конусы, цилиндры, формировать резьбовые и другие поверхности.
- Токарная обработка
- Резцы для разных типов работы
- Способы изготовления
- Значение углов в конструкции режущего инструмента
- Режущие пластины многогранного типа
- Кулачковый патрон с функцией самоцентрирования
- Типы токарных станков
- Конструктивные особенности
- Специализация по типам деталей
- Точность при обработке
Для токарной обработки характерно использование мерительных инструментов, которыми пользуются токари для измерения параметров заготовок до обтачивания и после. В небольшом производстве применяют микрометры, штангенциркули, а в крупном используют предельные калибры.
В небольшом производстве применяют микрометры, штангенциркули, а в крупном используют предельные калибры.
Токарная обработка
Токарные станки служат для точения цилиндров, подрезки торцов, вытачивания канавок снаружи детали, резки погонажа в размер, рассверливания отверстий до большего размера, сверления, развертывания, зенкерования, растачивания канавок внутри заготовки. На агрегатах выполняется центровка, фасонная обработка профиля, формируется резьба плашками, резцами, метчиками, обрабатываются конуса.
Резцы для разных типов работы
Основными инструментами служат резцы, которые подразделяются на черновые и чистовые варианты. Размеры режущей части таковы, что они обрабатывают малую и большую площадь снимаемого слоя. В зависимости от формы лезвия и его расположения резцы бывают:
- прямые;
- отогнутые;
- оттянутые.
Прямые проходные и отогнутые инструменты используют для точения наружных площадей заготовки. Они ведут себя как проходные резцы при продольной подаче детали и играют роль подрезного инструмента при поперечном передвижении. Чтобы одновременно обработать торцевую и боковую поверхность цилиндрического тела, используют упорные проходные резцы, обрабатывающие поверхность при продольной подаче.
Они ведут себя как проходные резцы при продольной подаче детали и играют роль подрезного инструмента при поперечном передвижении. Чтобы одновременно обработать торцевую и боковую поверхность цилиндрического тела, используют упорные проходные резцы, обрабатывающие поверхность при продольной подаче.
Подрезными резцами обрабатывают торцевые части заготовок, они точат поперечным движением подачи к центральному направлению или от центра детали. Расточные резцы применяют для увеличения диаметра отверстий, предварительно имеющихся в заготовке. Расточные резцы используют в работе двух типов:
- проходные — для сквозного увеличения диаметра отверстия, угол в плане 45−62˚;
- упорные — увеличивающие диаметр глухого отверстия, угол в плане 90˚.
Отрезными резцами режут заготовки в размер, отделяют готовые детали и выполняют канавки на наружной поверхности. Их работа начинается при поперечной подаче. Главная режущая кромка располагается под прямым углом, а две дополнительные под углом 1−3˚.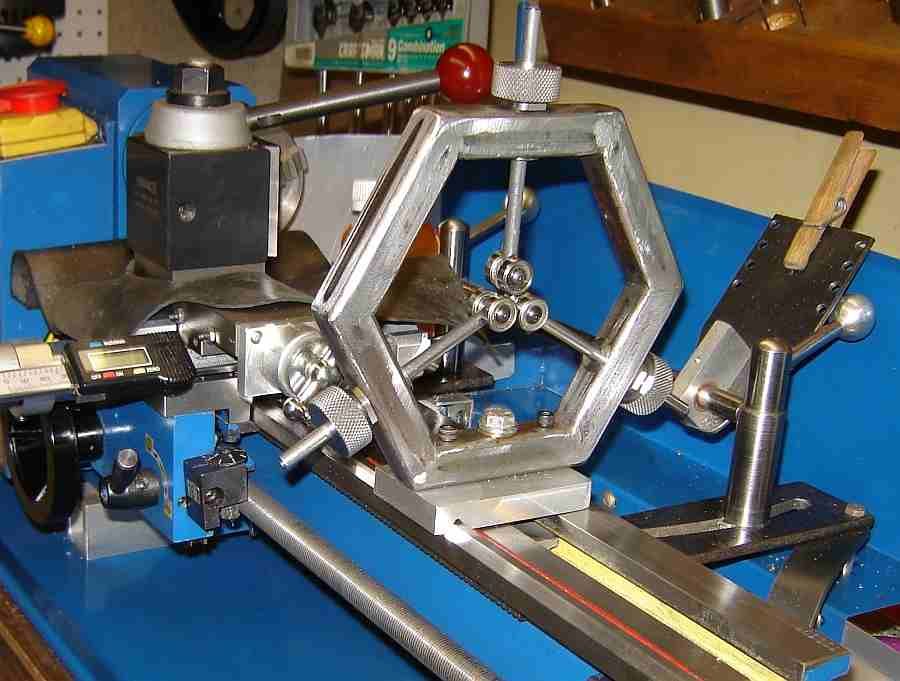
Фасонные инструменты служат для точения фасонных поверхностей с протяженной линии до участка 30−45 мм, при этом вид режущей кромки соответствует профилю. Этот тип резцов делят на круглые, стержневые, призматические. В зависимости от направления движения, их подразделяют на тангенциальные и радиальные инструменты.
Фигурные поверхности обрабатывают стержневым инструментом на токарно-винторезных станках, резцы этого типа крепят в резцедержателе агрегата. Резцы резьбового типа применяют для формирования резьбы внутри или снаружи заготовки, при этом профиль резьбы бывает трапециевидным, треугольным и прямоугольным. Форма режущих кромок таких инструментов соответствует размеру поперечного сечения и профилю резьбы.
Способы изготовления
В зависимости от целостности изготовления резцы бывают:
- изготовленные из целой заготовки инструменты;
- составные рабочие приспособления по принципу неразъемного соединения;
- резцы с припаянными к ним патронами;
- с механическим креплением.


По направлению передвижения резцы делятся на левые и правые. Правые отличаются тем, что главное режущее ребро располагается (если наложить его сверху на резец) со стороны правой руки. При обработке резец движется справа налево, к передней бабке. Левые резцы имеют режущую кромку со стороны левой руки, на станке он движется слева направо.
Держаки производят из сталей конструкционного типа марки 40, 40Х, 50 и 45, при этом сечение может быть круглым, квадратным или прямоугольным. Крепят рабочую часть к держаку напайками и механическим способом. Второй метод наиболее надежен, исключает трещины при нагрузках, удлиняет срок работы инструмента.
Значение углов в конструкции режущего инструмента
По назначению работы резцы для токаря делят на расточные, проходные, фасонные, отрезные, подрезные, канавочные и резьбовые. Для обеспечения точности в работе и достижения высокой производительности нужно определиться с геометрией резца, которая зависит от угла в плане. Эта характеристика определяет угол между режущими ребрами резца и направлением движения:
Эта характеристика определяет угол между режущими ребрами резца и направлением движения:
- главный угол в плане зависит от установки резца в агрегате и точности заточки;
- дополнительный угол в плане зависит от тех же параметров;
- вершинный угол зависит только от качества заточки.
Если главный угол малый, то в работу вступает большая часть режущего ребра, повышается скорость отвода тепла и износостойкость резца становится больше. Большой главный угол ведет к уменьшению длины рабочего ребра и стойкость инструмента снижается. Если обрабатываемая деталь длинная и гибкая, то используют резец с большим углом, что ведет к уменьшению отжимающего усилия.
Дополнительный (вспомогательный) угол находится между вспомогательной режущей кромкой и линией направления передвижения. Если он маленький, то кромка врезается в отточенную поверхность и нарушает ее целостность. Увеличенный вспомогательный угол ослабляет резцовую вершину, обычно он равен 10−30˚.
Теперь рассмотрим другие типы резцов.
Режущие пластины многогранного типа
Такие инструменты для токарного станка готовят с гранями количеством до 4−6 штук. Чтобы достичь положительного значения угла спереди пластины, вдоль кромок выполняют фаски и лунки прессованием с последующим спеканием.
Кулачковый патрон с функцией самоцентрирования
Различные приспособления и устройства расширяют функциональность металлорежущего агрегата и делают его универсальным. В токарном деле такими являются центры, патроны, люнеты. Для расширения диапазона операций используют патроны для сверл, хомутики и различные втулки. Наиболее распространен кулачковый самоцентрирующийся патрон, модель которого предусматривает одновременное движение трех элементов в радиальном направлении, из-за чего деталь устанавливается по шпиндельной оси.
Другие приспособления для обработки:
- если заготовка несимметрична и не устанавливается в кулачковом самоцентрирующемся патроне, то используют специальный патрон, у которого раздельный зажим кулачков, такое приспособление носит наименование планшайба;
- чтобы при точении в центрах придать детали вращение, ее зажимают в поводковых патронах;
- длинные заготовки небольшого диаметра для исключения прогиба зажимают в подвижном или неподвижном люнете;
- копирная или корпусная линейка служит для точения деталей конической формы токарным широким резцом, поворотом салазок, изменением положения корпуса в поперечном положении задней бабки.

Типы токарных станков
В зависимости от направленности работ, категории автоматизации и специального назначения, металлорежущее оборудование подразделяется на группы, которые затем имеют собственные подвиды:- токарные станки;
- расточные и сверлильные;
- полировальные, шлифовальные, доводочные и заточные агрегаты;
- зубообрабатывающие приспособления;
- комбинированные;
- протяжные, долбежные и строгальные;
- фрезерные;
- специализированные;
- станки с использованием большого числа резцов;
- другие разного типа.
Конструктивные особенности
В зависимости от конструктивного строения, станки делят на такие разновидности:
- полуавтоматы с одним шпинделем и автоматы этого типа;
- полуавтоматы с несколькими шпинделями и автоматы такого вида;
- станки отрезной и сверлильной группы;
- карусельные;
- револьверные;
- лобовые и токарные;
- агрегаты с возможностью установки нескольких резцов;
- станки для выполнения специальных работ;
- другие разновидности.

Специализация по типам деталей
Специализация к одной или нескольким видам работ дает подразделение станков:
- специализированные агрегаты позволяют точить только детали в ограниченном диапазоне технологических приемов и операций на деталях и заготовках одного названия, на них обычно точат несколько поверхностей, такое оборудование оснащено специальными приспособлениями, его используют в массовом или крупном серийном производстве;
- универсальные агрегаты относятся к наиболее многочисленной группе в токарном парке станков, на них делают все токарные технологические операции и обработки;
- специальное оборудование предназначено для одной или нескольких операций для производства заготовок одного размера и вида, они выпускаются именно в такой интерпретации и на другие операции и детали не перестраиваются.
Точность при обработке
Степень точности при обработке также служит поводом для подразделения токарного оборудования на классы:
- Н-класс содержит в категории агрегаты с нормальной точностью обработки, к таким относится множество станков, например, 16К20, 1К62;
- В П-класс входят агрегаты с повышенной точностью точения, они производятся на базе оборудования предыдущего класса, но отвечают повышенным требованиям к точной обработке заготовок и качеству последующей сборки, например, станки 1И611П, 16К20П;
- В-класс содержит станки, характеризующиеся высокой точностью точения, которая становится возможной благодаря специальной разработке отдельных конструктивных узлов и агрегата в целом, например, 1В616.
- к классу, А относятся агрегаты, позволяющие производить токарное точение заготовок с наивысшими требованиями точности, по сравнению с предыдущим классом.

Особо точные операции специального назначения производят на группе мастер-станков, которые позволяют исполнить эксклюзивные детали для наиболее ответственных узлов с повышенными требованиями к регулировке и работающие в ответственных условиях.
При расшифровке аббревиатуры, обозначающей тип станка и его другие принадлежности к группам, цифры обозначают следующее:
- первое число говорит о вхождении станка в какую-либо группу;
- вторая цифра указывает на принадлежность агрегата к определенному типу станка;
- следующие числа обозначают соответствие агрегата выбранным техническим характеристикам и параметрам;
- буква после первого числа говорит о предприятии-изготовителе;
- литера в конце числового кода указывает на класс точности этого станка.
 youtube.com/embed/0ABDNdPXMgc”>
youtube.com/embed/0ABDNdPXMgc”> В заключение следует отметить, что для токарной обработки заготовок и деталей требуется главное вращательное передвижение и движение подачи. Главное движение определяет скорость точения в токарном оборудовании, эти обороты, как правило, сообщаются укрепленной заготовке. Подача сообщается рабочему резцу-инструменту и происходит по криволинейной или прямолинейной траектории.
На обрабатываемой заготовке выделяют понятие трех обрабатываемых поверхностей, которые носят названия обработанной или обрабатываемой, поверхности резания, плоскости резания, основной плоскости:
- обработанной поверхностью называется поверхность детали, которая после обработки появляется на месте предыдущей;
- обрабатываемой является поверхность, которая подготовлена определенным образом и точится на токарном станке способом снятия металлической стружки;
- поверхностью резания называется участок, область или площадь, которая образуется на обрабатываемой заготовке между уже обработанной и еще обрабатывающейся поверхностью;
- плоскость резания — это площадь, касательная к поверхности резания и проникающая через режущее ребро резца;
- основная плоскость характеризуется площадью на заготовке, параллельная поперечной и плоской подаче и расположенная перпендикулярно к плоскости резания.

Приспособления и инструменты для токарных работ. Семинский В. К., Вирченко П. Т., Платонов С. А. «Технiка», 1977,158 с. // Библиотека технической литературы
Приведены описания и чертежи прогрессивных приспособлений и инструментов к универсальным токарным станкам, применение которых способствует повышению производительности труда и качества обрабатываемых деталей, облегчению труда токаря, обеспечению условий для выполнения требований техники безопасности. Обобщен опыт новаторов, показано много различных конструкций приспособлений и инструментов, что дает возможность подобрать для конкретных условий работы наиболее рациональные из них. Предназначена для токарей. Может быть полезна мастерам, технологам по металлообработке, конструкторам по проектированию технологической оснастки и режущего инструмента, учащимся и преподавателям системы профтехобразования.
Размер: 4,30 Мб
Формат: djvu
Скачать книгу с letitbit. net
net
Скачать книгу с depositfiles.com
Не работает ссылка? Напишите об этом в комментарии.
Оглавление:
Предисловие.
Приспособления для закрепления деталей на токарных станках.
Трехкулачковый реечный пневматический патрон.
Трехкулачковый пневматический патрон.
Самоцентрирующий пневматический патрон.
Цанговый патрон с пневматическим зажимом.
Центробежный цанговый патрон.
Инерционный шариковый патрон.
Рычажный цанговый патрон для станков типа ТВ-320.
Цанговый патрон для станка типа 1Е61М.
Самозажимной цанговый патрон.
Быстрозажимной цанговый патрон для деталей диаметром от 5 до 20 мм.
Быстрозажимной цанговый патрон для деталей диаметром до 40 мм.
Быстрозажимной цанговый патрон для обработки деталей типа шайб.
Цанга с твердосплавными вставками.
Патрон для обточки и расточки эксцентриков.
Регулируемые кулачки к самоцентрирующим патронам.
Трехкулачковый патрон с «сырыми» насадками.
Хомут для расточки кулачков самоцентрирующих патронов.
Безопасный ключ к самоцентрирующим патронам.
Универсальный ключ к патрону и резцедержателю.
Ключ для самоцентрирующего патрона со сменными вставками.
Беззазорная оправка.
Оправка для обработки втулок без остановки станка.
Многоступенчатая оправка для обработки деталей типа колец и втулок.
Оправка для обработки пальцев.
Оправка для одновременной подрезки двух торцов.
Оправка для обработки деталей без остановки станка.
Поводковый патрон.
Самозажимной поводковый патрон.
Самозажимной патрон для крепления валиков при нарезании резьбы в центрах.
Торцевой патрон для получистовой и чистовой обработки.
Вращающийся центр.
Шариковый упорный центр.
Универсальный корпус для съемных вращающихся центров.
Вращающийся центр-сверло.
Люнет с вращающимся самоцентрирующим патроном.
Вращающийся люнет для тонких заготовок.
Люнет для отрезки тонких Заготовок от прутка.
Упоры.
Барабанный упор.
Регулируемый внутришпиндельный упор.
Внутришпиндельный шариковый упор.
Внутришпиндельный пружинный упор.
Внутрицанговый упор.
Шариковый упор для отрезки заготовок.
Индикаторный упор для обработки ступенчатых деталей.
Приспособления и инструменты для центровки и сверления деталей.
Трехстороннее центровочное сверло.
Комбинированное центровочное сверло.
Насадка с центровочным сверлом на вращающемся центре.
Центровочное приспособление, закрепляемое на сверле.
Приспособление для центровки.
Эксцентриковое центровочное приспособление для обработки деталей небольших диаметров.
Приспособление для сверления глубоких отверстий на токарно-винторезном станке.
Реечное приспособление для глубокого сверления.
Приспособление для сверления отверстий малого диаметра.
Быстродействующее приспособление для сверления глубоких отверстий.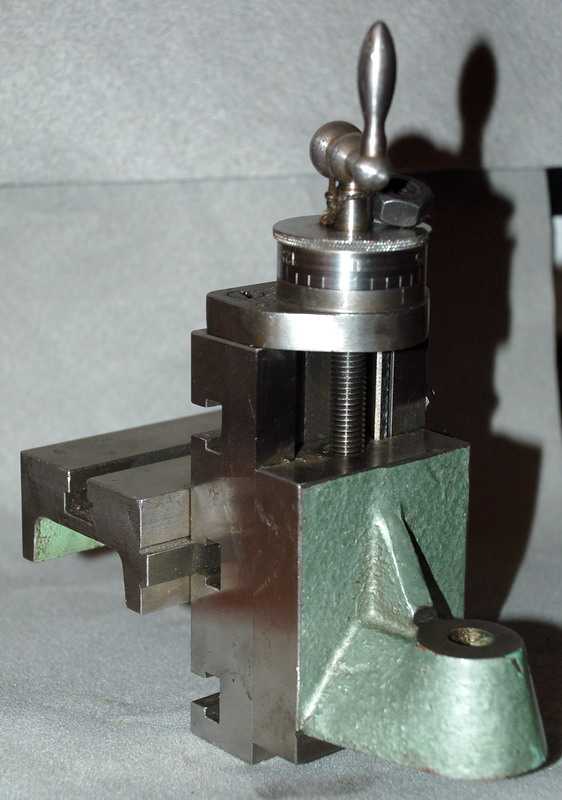
Револьверная головка к задней бабке токарного станка.
Револьверная 4-позиционная головка к задней бабке.
Качающаяся шарнирная оправка для крепления разверток.
Приспособления для обработки фасонных поверхностей.
Приспособления для полуавтоматической обточки ступенчатых валов.
Специальный вращающийся центр для обточки конусов.
Механизированное приспособление для обточки и расточки пологих конусов.
Приспособление для обточки конусов.
Приспособление с синусной линейкой для обточки конусов.
Копировальное приспособление для обточки фасонных поверхностей.
Приспособление для обточки фасонных поверхностей.
Приспособление для обточки сфер.
Приспособление с вращающимся столом для обточки сфер.
Приспособление для чистовой обточки сфер вращающимся резцом.
Приспособление с ручной подачей для расточки сфер.
Приспособление для расточки сфер диаметром от 10 до 60 мм.
Приспособление для расточки сфер диаметром от 50 до 100 мм.
Приспособление для обработки внутренних шестигранников.
Приспособления для нарезания резьб, навивки пружин и накатки.
Резцовая головка для быстрого отвода резьбового резца.
Приспособление для скоростного нарезания резьб с плавным выводом резца.
Приспособление для скоростного нарезания наружных и внутренних резьб в упор.
Приспособление для нарезания внутренних резьб с автоматическим выводом резца.
Универсальное переналаживаемое приспособление для нарезания наружных и внутренних резьб в упор с автоматическим отводом резца.
Устройство для установки глубины резания при нарезании трапецеидальной резьбы с использованием прямого и обратного хода суппорта.
Приспособление для двухстороннего нарезания резьб.
Нарезание точных внутренних резьб блоком резцов.
Нарезание резьб дисковыми резцами.
Головка для калибрования резьб накатными роликами.
Делительное приспособление для нарезания многозаходных резьб.
Центр-шаблон для установки резца при нарезании резьбы.
Плашкодержатель с автоматическим выключением в зависимости от длины нарезаемой резьбы.
Оправка для нарезания резьбы.
Подпружиненный плашкодержатель.
Плашкодержатель с винтовым пазом для резьбонарезного инструмента.
Головка с плашкодержателем, закрепленным на вращающемся центре.
Откидное устройство для нарезания резьбы плашками.
Компенсирующий патрон для нарезания резьбы метчиками.
Патрон для нарезания резьбы метчиками.
Предохранительный патрон для нарезания резьбы метчиками.
Самоцентрирующий патрон для крепления метчиков.
Наборная оправка для навивки пружин на токарном станке.
Оправка для навивки длинных и тонких пружин.
Приспособление для навивки длинных и тонких пружин.
Универсальное приспособление для навивки пружин.
Универсальная головка для накатки.
Трехроликовая головка для накатки.
Накатные кулачки.
Приспособления для крепления инструмента на токарных станках.
Дополнительный резцедержатель к станку ТВ-320.
Дополнительная съемная бабка.
Многоинструментальный резцедержатель-планка.
Центрирующая головка к резцедержателю токарного станка.
Устройство для установки резцов.
Универсальный резцедержатель.
Резцедержатель с механическим креплением инструментальных блоков.
Опора для отрезных резцов.
Предохранительная прокладка.
Борштанга для расточки люнетов на токарном станке.
Модернизированная пружинная державка для резьбовых резцов с круглым сечением.
Шарнирно-подпружиненная державка.
Державка с дисковым резцом.
Державка с многолезвийным отрезным резцом.
Клиновая державка для отрезного пластинчатого резца.
Комбинированная державка для резцов.
Державка для пластинчатых резьбовых резцов.
Державка для диагонального крепления резцов с квадратным сечением.
Державка для крепления пластин из твердого сплава при расточке и нарезании внутренней резьбы.
Резцы цельные и с напайными пластинками.
Отрезной резец.
Сборный отрезной резец.
Сборный двусторонний отрезной резец.
Двусторонний отрезной резец.
Резец для обработки ручьев шкивов для клиноременной передачи.
Двухлезвийный расточной резец.
Специальный резец для растачивания канавок.
Стружколомающая накладная пластинка для токарных резцов.
Резцы с механическим креплением твердосплавных пластинок.
Резец с эксцентриковым креплением пластинки.
Резец с механическим креплением фасонной пластинки.
Резец с клиновым креплением пластинки.
Резец с механическим креплением многогранной пластинки.
Подпружиненный резец с механическим креплением пластинки.
Резец с механическим креплением круглой пластинки.
Резьбовой резец с механическим креплением пластинки.
Приспособления и инструменты для токарно-лекальной обработки.
Притир для доводки валиков.
Притир для доводки гладких колец.
Притир для доводки глухих отверстий больших диаметров.
Приспособление для установки деталей при доводке.
Разные приспособления и инструменты.
«Ловушка» для стружки.
Приспособление для ремонта вращающихся центров.
Шаблон для затачивания сверл.
Устройство для снятия фасок при отрезке заготовок.
Конусное сверло-развертка.
Сверло с эксцентрично расположенным выступом хвостовика.
Приспособление для вырезания отверстий в шестернях.
Расточная головка.
Штангенциркуль для измерения диаметра трехперых разверток и зенкеров.
Индикаторное приспособление для точной установки оправок.
Индикаторное приспособление для измерения отклонений цилиндрических поверхностей от заданного эталона.
Индикаторное приспособление для настройки резцов относительно горизонтальной оси станка.
Приспособление для настройки инструмента на заданный размер.
Индикаторное приспособление для размерной настройки резьбовых резцов.
Индикаторное приспособление для выверки деталей на токарном станке.
Метки: 1Е61М, Быстрозажимной цанговый патрон, Вращающийся центр, Державка, Индикаторное приспособление, Комбинированное центровочное сверло, Люнет, Накатные кулачки, Нарезание резьбы, Приспособление для обточки сфер, Приспособление для центровки, Приспособления для токарных работ, Притир, Резец, ТВ-320, Трехкулачковый патрон, Трехстороннее центровочное сверло, Упоры, Цанга, Цанговый патрон
Какие существуют типы токарных станков по металлу?
`;
Промышленность
Факт проверен
Лори Килчерманн
Инструменты для токарных станков по металлу, такие как режущие инструменты, предназначены для использования в определенных целях. Режущие насадки с право- и левосторонним вращением используются для резки стали в определенном направлении без контакта с держателем инструмента. Режущая насадка с круглым концом используется для большинства основных операций резки и чистовой обработки и является наиболее широко используемым из всех инструментов для токарных станков по металлу. Резьбонарезные, накатные и отрезные инструменты используются для конкретных операций резки и текстурирования при точении стали на токарном станке.
Эти инструменты выполняют множество задач, от резки и формовки до нарезания резьбы и чистовой обработки стали. Поскольку каждый инструмент предназначен для выполнения определенной задачи, для большинства проектов, выполняемых на токарном станке по металлу, требуется широкий ассортимент инструментов для токарных станков по металлу. Высокопрочная углеродистая сталь используется в производстве большинства металлических инструментов для токарных станков, чтобы инструмент мог резать или вдавливать в токарную сталь проекта токарного станка и повторно затачивать, когда инструмент затупляется. Тупые инструменты токарного станка по металлу приведут к некачественному результату любого проекта токарного станка, независимо от уровня навыков, которыми обладает оператор токарного станка по металлу. Это также верно при проверке качества самого токарного станка по металлу; тупой или некачественный инструмент будет производить некачественный готовый проект независимо от качества токарного станка.
Поскольку каждый инструмент предназначен для выполнения определенной задачи, для большинства проектов, выполняемых на токарном станке по металлу, требуется широкий ассортимент инструментов для токарных станков по металлу. Высокопрочная углеродистая сталь используется в производстве большинства металлических инструментов для токарных станков, чтобы инструмент мог резать или вдавливать в токарную сталь проекта токарного станка и повторно затачивать, когда инструмент затупляется. Тупые инструменты токарного станка по металлу приведут к некачественному результату любого проекта токарного станка, независимо от уровня навыков, которыми обладает оператор токарного станка по металлу. Это также верно при проверке качества самого токарного станка по металлу; тупой или некачественный инструмент будет производить некачественный готовый проект независимо от качества токарного станка.
Большинство инструментов для токарных станков по металлу бывают как левостороннего, так и правостороннего исполнения, причем каждый инструмент относится к определенной группе, такой как черновые, боковые и чистовые инструменты, которые используются только при резке в определенном направлении. Большинство этих инструментов также доступны в версиях с наконечниками из карбида или вольфрама, а также в версиях из простой стали. Инструменты для нарезания резьбы способны нарезать как тонкую, так и крупную резьбу, а инструменты для накатки способны наносить ромбовидный рисунок на большинство типов металла, обеспечивая превосходную способность захвата для любого проекта.
Большинство этих инструментов также доступны в версиях с наконечниками из карбида или вольфрама, а также в версиях из простой стали. Инструменты для нарезания резьбы способны нарезать как тонкую, так и крупную резьбу, а инструменты для накатки способны наносить ромбовидный рисунок на большинство типов металла, обеспечивая превосходную способность захвата для любого проекта.
Расточные инструменты являются одними из наиболее распространенных инструментов для токарных станков по металлу и являются незаменимым инструментом, когда требуется рассверливание в проекте.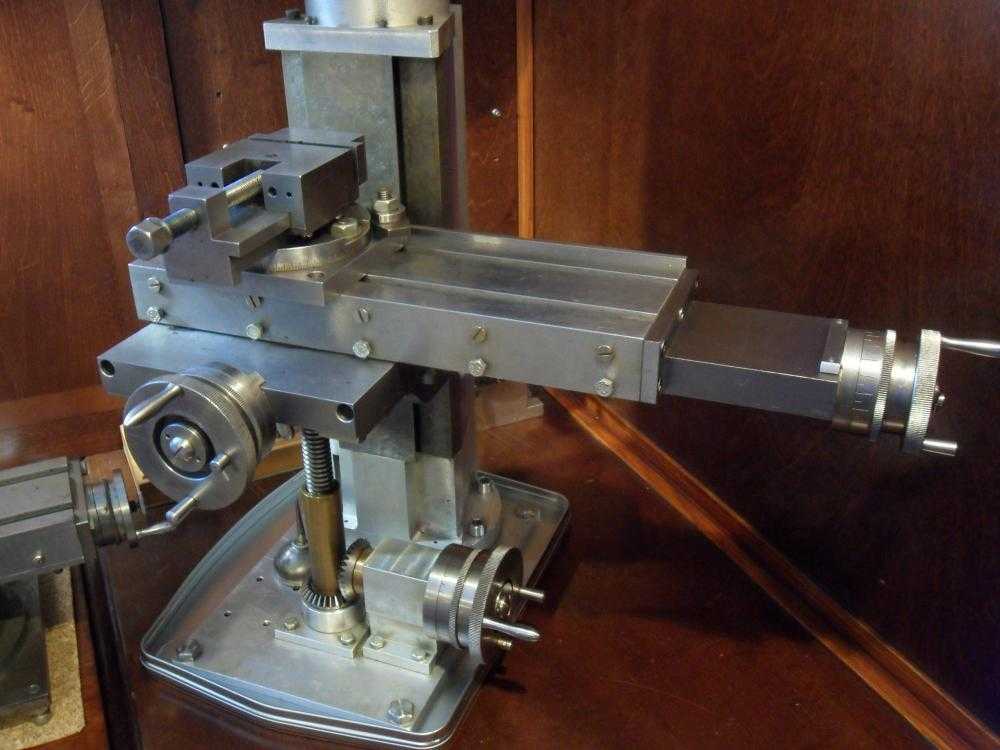 Некоторые инструменты токарного станка по металлу, такие как различные типы патронов и хвостовых центров, позволяют оператору выполнять детальную работу на токарном станке по металлу. Хотя количество кулачков на патроне или метод затяжки кулачков на изделии не всегда считаются токарными инструментами, для опытного токаря они таковыми и являются.
Некоторые инструменты токарного станка по металлу, такие как различные типы патронов и хвостовых центров, позволяют оператору выполнять детальную работу на токарном станке по металлу. Хотя количество кулачков на патроне или метод затяжки кулачков на изделии не всегда считаются токарными инструментами, для опытного токаря они таковыми и являются.
Вам также может понравиться
Рекомендуется
КАК ПОКАЗАНО НА:
Токарные инструменты – Металлорежущие, токарные и инженерные инструменты
Токарные инструменты
Ассортимент токарных инструментов Warco по металлу, высококачественный инженерный инструмент по доступным ценам. Найдите все типы инструментов для токарных станков, для всех размеров машин, включая режущие инструменты, насадки, токарные патроны, инструменты для настройки, сменные инструменты и многое другое. Создателям моделей, инженерам-промышленникам и профессиональным инженерам доступен любой инструмент, который может вам понадобиться для…
Найдите все типы инструментов для токарных станков, для всех размеров машин, включая режущие инструменты, насадки, токарные патроны, инструменты для настройки, сменные инструменты и многое другое. Создателям моделей, инженерам-промышленникам и профессиональным инженерам доступен любой инструмент, который может вам понадобиться для…
Ассортимент инструментов Warco для токарных станков по металлу, высококачественных инженерных инструментов по доступным ценам. Найдите все типы инструментов для токарных станков, для всех размеров машин, включая режущие инструменты, насадки, токарные патроны, инструменты для настройки, сменные инструменты и многое другое. Warco предлагает производителям моделей, промышленным и профессиональным инженерам любой инструмент, который может понадобиться для огромного выбора размеров машин. Начните с просмотра наших категорий ниже.
Подробнее
Подкатегории
Задние пластины
Твердосплавный напайный токарный станок.
..Токарные инструменты из быстрорежущей стали
Набор очень высококачественных резцов из быстрорежущей стали (HSS) и шлифованных инструментов, включая полные наборы токарных инструментов для токарной обработки металла на токарных станках.
Сменные инструменты для токарных станков
Ассортимент сменных инструментов для токарных станков. Найдите сменные режущие инструменты для токарных станков различных размеров. Со сменными наконечниками. Наборы от 6 мм, 8 мм, 10 мм, 12 мм до 16 мм.
Токарные центры
Токарные патроны
Токарные цанговые патроны
Токарные фрезерные суппорты Наш ассортимент токарных станков
900 Эти приспособления для токарных станков с вертикальным скольжением — простой способ изменить возможности вашего токарного станка. Мы поставляем только вертикальные направляющие высочайшего качества, хорошо спроектированные и очень функциональные устройства. Поставляется со всем необходимым для установки.Токарные инструменты для токарных станков
Инструменты для мини-токарных станков
Ассортимент инструментов и принадлежностей для мини-токарных станков Warco. От сменных токарных инструментов до быстросменных резцедержателей, УЦИ с цифровым считыванием и сверлильных патронов — найдите качественный выбор инженерных инструментов для небольших токарных станков для хобби.
Токарные инструменты Myford
Токарные инструменты и принадлежности, совместимые с токарными станками Myford.
Ассортимент качественных инженерных инструментов, подходящих для металлообрабатывающих станков, таких как Myford Super 7, ML7 и других моделей Seven Series.
Инструменты для отрезки
Быстросменные резцедержатели
Быстросменные резцедержатели позволяют избежать затрат времени на регулировку режущих инструментов для достижения требуемой высоты.
После того, как высота установлена, держатель инструмента и инструмент можно снять, зная, что при замене они точно переместятся. Дополнительные держатели инструментов можно отложить вместе с инструментом для специальной работы. V-образные держатели используются для размещения круглых инструментов, они также могут использоваться для квадратных инструментов, которые перекрывают V-образный вырез. Все наши отрезные держатели поставляются с лезвием. Перечислены дополнительные сменные лезвия, а быстросменные стойки доступны для каждого токарного станка линейки Warco.Инструменты Knurling
Инструменты потока
 ..
.. Поставляется со всем необходимым для установки.
Поставляется со всем необходимым для установки. После того, как высота установлена, держатель инструмента и инструмент можно снять, зная, что при замене они точно переместятся. Дополнительные держатели инструментов можно отложить вместе с инструментом для специальной работы. V-образные держатели используются для размещения круглых инструментов, они также могут использоваться для квадратных инструментов, которые перекрывают V-образный вырез. Все наши отрезные держатели поставляются с лезвием. Перечислены дополнительные сменные лезвия, а быстросменные стойки доступны для каждого токарного станка линейки Warco.
После того, как высота установлена, держатель инструмента и инструмент можно снять, зная, что при замене они точно переместятся. Дополнительные держатели инструментов можно отложить вместе с инструментом для специальной работы. V-образные держатели используются для размещения круглых инструментов, они также могут использоваться для квадратных инструментов, которые перекрывают V-образный вырез. Все наши отрезные держатели поставляются с лезвием. Перечислены дополнительные сменные лезвия, а быстросменные стойки доступны для каждого токарного станка линейки Warco.Сортировка. Самый высокий первый
Показать 3060150 на странице
Токарный станок со сменными пластинами 1 – 9 штук0043
£168.00
9 piece set of quality indexable lathe lathe tools in 16mm size.
