Приспособления для закрепления заготовок на фрезерных станках: Приспособления для установки заготовок на фрезерных станках
alexxlab | 21.04.2023 | 0 | Разное
Приспособления для установки заготовок на фрезерных станках
При выполнении универсальных работ, связанных с фрезерованием плоскостей, заготовки на фрезерном станке устанавливают тремя основными способами: в тисках, на столе станка, на угловых плитах.
В тисках закрепляют заготовки сравнительно небольших размеров. Крупные заготовки (типа плит, корпусов) устанавливают на столе станка. Для укрепления крупных заготовок, обрабатываемые поверхности которых должны располагаться под некоторым углом друг к другу, используют угловые плиты.
Фрезерные приспособления
Для установки и закрепления заготовок на станке при фрезеровании плоскостей пользуются фрезерными приспособлениями общего назначения: станочными тисками, прихватами, прижимами, упорами, угловыми плитами.
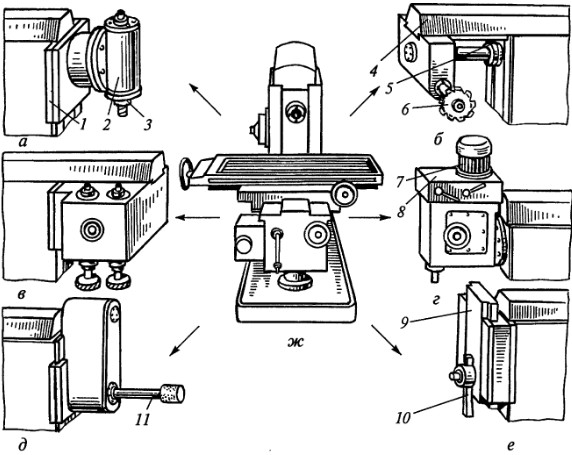
Станочные тиски по конструкции делятся на неповоротные, поворотные и универсальные; по способу действия — с ручным и механизированным приводом; по точности — нормального класса Н и повышенного — П.
Неповоротные тиски состоят из корпуса с неподвижной губкой и подвижной.
Последняя установлена на прямоугольных направляющих корпуса и соединена с ними планками. Привод ее осуществляется вручную при вращении рукоятки, надетой на квадрат винта. К губкам тисков прикреплены стальные закаленные накладные губки с рифленой либо гладкой рабочей поверхностью, предназначенные для закрепления заготовок. Направляющие шпонки служат для выверки тисков на станке.
Поворотные тиски отличаются от неповоротных наличием основания с градусной шкалой.
Благодаря этому корпус таких тисков может быть повернут на требуемый угол и прикреплен болтами и гайками. Универсальные тиски характеризуются возможностью поворота корпуса в двух плоскостях — горизонтальной и вертикальной. Поэтому их применяют при фрезеровании наклонных плоскостей и скосов, расположенных в различных направлениях. Механизированные тиски с пневмо- или гидроприводом значительно уменьшают физическую нагрузку фрезеровщика и повышают производительность труда.
В тисках с поршневым пневмоприводом сжатый воздух из цеховой сети поступает через штуцер или в правую, или в левую полости пневмоцилиндра (в зависимости от положения рукоятки распределительного крана). При этом поршень совместно со штоком, винтом, гайкой и подвижной губкой будет поступательно перемещаться влево или вправо, зажимая или отжимая заготовку. Винт и гайка служат для установки требуемого раствора губок в зависимости от габаритов закрепляемой Заготовки.
Станочные тиски могут быть укомплектованы накладными губками клинового типа или специального профиля.
Клиновые губки выполняются из двух клинообразных частей, соединенных с некоторой степенью свободы винтами. Часть неподвижно крепится к губке тисков винтами, и часть постоянно поджимается вверх подпружиненными штифтами. При соприкосновении частей накладной губки по наклонной плоскости заготовка одновременно поджимается к неподвижной губке и к направляющим корпуса тисков.
Накладные губки специального профиля расширяют технологические возможности станочных тисков.
Прихваты — наиболее простые зажимные приспособления, которые применяются преимущественно для закрепления крупногабаритных заготовок непосредственно на столе фрезерного станка или на угловых плитах. Их можно разделить на три основные группы: плиточные, вилкообразные, корытообразные.
Упоры и прижимы используют в тех случаях, когда требуется применить боковое крепление заготовки на столе станка. Крепление заготовки производится с помощью упора и прижима клинового прихвата.
Заготовка слева опирается на упор, который правильно ориентирован по пазу стола выступом и закреплен болтом и гайкой. Справа заготовка зажимается прижимом, состоящим из клина с продолговатым отверстием под болт и основания с выступом, входящим в паз стола.
Основание крепится к столу станка болтом и гайкой. При завинчивании гайки клин, скользя по наклонной плоскости, одновременно поджимает заготовку к упору и рабочей поверхности стола станка.
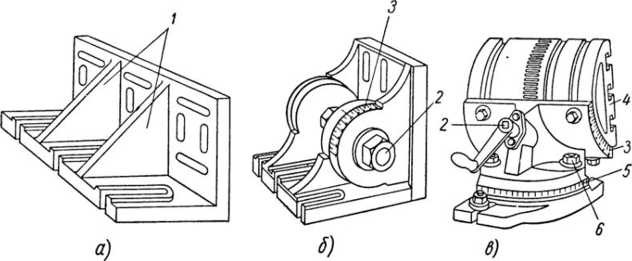
Угловые плиты по конструкции делятся на простые, поворотные и универсальные.
Простая угловая плита имеет форму угольника с взаимно перпендикулярными полками и ребрами жесткости. На горизонтальной полке предусмотрены проушины для крепленая плиты к столу станка, а на вертикальной полке — продолговатые пазы, через которые пропускают болты при закреплении обрабатываемой заготовки прихватами.
Поворотная угловая плита отличается от простой тем, что ее вертикальная полка может быть повернута вокруг оси на требуемый угол по шкале и закреплена гайкой.
Универсальная угловая плита позволяет поворачивать заготовку в двух плоскостях — горизонтальной и вертикальной. Такая плита состоит из трех основных частей: основания, корпуса и полукруглого стола. Корпус может быть повернут относительно основания в горизонтальной плоскости и закреплен болтами и гайками.
Поворот стола в вертикальной плоскости осуществляется червячной передачей при вращении рукоятки и фиксируется в необходимом положении после затяжки гаек. Отсчет угловых поворотов ведется по градусным шкалам. Со стороны рабочей поверхности стола выполнены Т-образные пазы, позволяющие закреплять на нем заготовки прихватами или при помощи других крепежных приспособлений.
Со стороны рабочей поверхности стола выполнены Т-образные пазы, позволяющие закреплять на нем заготовки прихватами или при помощи других крепежных приспособлений.
Приспособления для крепления инструмента и заготовок
Следующая публикация материалов учебника Босинзона М.А «Обработка деталей на металлорежущих станках различного вида и типа» с полезной информацией о станках с ЧПУ. На этот раз рассмотрим приспособления для крепления инструментов и заготовок на станках фрезерной группы.
ПРИСПОСОБЛЕНИЯ ДЛЯ КРЕПЛЕНИЯ ИНСТРУМЕНТОВ И ЗАГОТОВОК НА СТАНКАХ ФРЕЗЕРНОЙ ГРУППЫ
Приспособления для закрепления фрез на станке. Человек, работающий на фрезерном станке, обязан знать тип и номер конуса гнезда шпинделя своего станка и размеры крепления переднего конца шпинделя.
Размеры конуса гнезда
шпинделя и крепительного фланца переднего конца шпинделя фрезерных станков
стандартизованы, и поэтому концевые фрезы и фрезерные оправки, изготовленные со стандартным
хвостовиком, подходят к станкам фрезерной группы.
Передний конец шпинделя фрезерных станков имеет внутренний конус, в который вставляется хвостовик инструмента. Вращение инструменту передается поводками, вставленными в пазы в торце шпинделя и привернутыми винтами. Инструмент, который насаживается непосредственно на крепительный фланец, центрируется цилиндрической заточкой переднего конца и крепится четырьмя винтами.
Фрезы малых диаметров, работающие при небольших усилиях, удерживаются от провертывания на оправке силами трения, возникающими между торцами фрезы и торцами колец вследствие затяжки гайкой. Но при тяжелых работах этого трения недостаточно, и фреза удерживается на оправке с помощью шпонки. По всей длине средней (рабочей) части оправки профрезерована шпоночная канавка, в ней крепится шпонка, на которую надевается фреза, и ставятся кольца.
Закрепление торцовых фрез и дисковых фрез, не требующих
большого вылета, производится на концевых оправках.
Фрезы с коническим хвостовиком, размер которого совпадает с размерами конического гнезда шпинделя, вставляются хвостовиком в шпиндель и закрепляются в нем посредством затяжного винта (шомпола). Это самый простой способ закрепления фрезы как на горизонтально-, так и на вертикально-фрезерном станках.
Фрезы с цилиндрическим посадочным отверстием насаживаются на цилиндрический конец шпинделя и крепятся непосредственно к его торцу с помощью четырех винтов, входящих в соответствующие резьбовые отверстия конца шпинделя.
Приспособления для закрепления заготовок. Для закрепления заготовок на фрезерных станках применяются различные виды крепежа. Фрезерные приспособления зачастую выполняются как многопозиционные, причем в каждой из позиций обрабатывается одна-две стороны заготовки.
При необходимости закрепить
заготовки можно воспользоваться специальным приспособлением, разработанным под
конкретную форму детали и условия обработки. Помимо надежной фиксации к
приспособлениям предъявляются требования точности базирования заготовок.
Следует отметить, что приспособления служат как для силового закрепления
заготовок, так и для обеспечения точности обработки.
Помимо надежной фиксации к
приспособлениям предъявляются требования точности базирования заготовок.
Следует отметить, что приспособления служат как для силового закрепления
заготовок, так и для обеспечения точности обработки.
боковые и краевые зажимы – FixtureWorks
- Стандартные компоненты фиксации
- Зажимы для фиксации
- ОДИНСКИЕ СТАРКИ ИСПРАВЛЕНИЯ ИСПРАВЛЕНИЯ И ОБЪЕКТЫ
- РАБОТА и позиционирующие элементы
- Пневматические зажимы, опоры и локаторы
- Тиски и 5-осевой зажим
- Compact Cam & Wedge Clamps
- Зажимы укусов Mitee
- Thrust & Gutnow Down Down
- Качание и переключатели
- Стороны и краевые зажимы
- Од/Идентификатор.
Без интерфейса
для обработки верхней поверхности!
16-образные хомуты удовлетворят любые требования к закреплению!
Ручные боковые зажимы от IMAO Fixtureworks захватывают боковую сторону заготовки, чтобы верхняя поверхность не мешала приспособлению. Сильные усилия зажима, направленные вниз, препятствуют подъему заготовки.
Сильные усилия зажима, направленные вниз, препятствуют подъему заготовки.
Видео о продукте
Особенности
Легкий доступ к инструменту!
Инструмент не взаимодействует с зажимом. Низкопрофильная конструкция позволяет легко фрезеровать и обрабатывать.
Зажим вниз!
Губки опускаются, чтобы прижать заготовку к пластине крепления. Надежное крепление заготовки является ключом к повышению точности обработки.
Много стилей и размеров!
Компактные, низкопрофильные, сверхмощные и т. д. — все это поможет вам найти идеальное решение для зажима.
Особенности
Боковые, краевые и носки зажимов IMAO Fixtureworks обеспечивают широкий спектр зажимных решений для различных применений обработки с ЧПУ.
Лист
QLSCL
Боковые зажимы
Тип кулачки, низкий профиль, с или o Ручкой
CP101
СТОРОНА
SIND JAW, SICE MOUNTER
СТО
Одна губка, центральное крепление, регулируемая опора
CP102
боковые зажимы
Широкая челюсть
BJ161
боковые зажимы
Spiral CAM
CP135
Side Clamp
CP135
Side Clamp
CP135
SICE
CP135
.
Кулачковый тип, система T, полный системный комплект или отдельные компоненты
BJ162
Боковые зажимы
Спиральная кулачковая кромка
CP110/112
Боковые зажимы
Зажим толкающего блока или круглых заготовок, для зажима 9 заготовок0042
BJ102
Боковые зажимы
Регулируемая, гладкая или зубчатая губка, с Т-образным пазом или без нее
BJ101
Боковые зажимы
Носок, регулируемый, гладкий или зубчатый, с Т-образным пазом или без него -slot nut
CP105
Side Clamps
Compact, smooth or serrated jaw
CP104
Side Clamps
Toe type, compact, smooth or serrated jaw
CP107
Side Clamps
Compact, rear mount
CP106
боковые зажимы
Тип нога, компактное, заднее крепление
Qlsch
СДЕЛАНИЕ
CAM HANDE
CP133/134
SICE
CP133/134
SICE
CP133/134
CLAMPS
.
 E..
E...
. 541x
Боковые зажимы
Кулачковый, компактный
BJ100
Боковые зажимы
Поворотный, тяжелый
Корзина содержит 0 Товар(ов) | Итого: 0,00 $
Как зажать заготовку в сверлильном станке
Зажимная бабка в вашем фрезерном станке жизненно важна для получения хороших результатов при фрезеровании или сверлении. Давайте найдем лучшие способы сделать это.
Чтобы получить максимальную отдачу от вашего фрезерного сверлильного станка, вам нужен эффективный и безопасный метод крепления заготовок к столу фрезерного станка. Знаете ли вы, что существует шесть способов крепления заготовки к сверлению или фрезерованию? Шесть способов крепления заготовки на фрезерно-сверлильном станке
- Прижим заготовки к столу
- Зажим заготовки на уголке
- Зажим заготовки в приспособлениях
- Удержание заготовки между центрами
- Удержание заготовки в патроне
- Удержание заготовки в тисках
9 Два Золотых правила зажима Ваша заготовка
Есть два золотых правила, которым вы должны следовать всякий раз, когда монтируете свою заготовку, чтобы подготовить ее к фрезерованию или сверлению:
- Заготовку необходимо закрепить, чтобы она не могла выскочить или отогнуться от фрезы.

Если натяжение заготовки при зажиме неравномерное или если это очень тонкая заготовка, она может погнуться под давлением зажима. Это может привести к тому, что он выскочит из зажима под давлением фрезерования или сверления. Это может привести к травмам и повреждению вашего оборудования.
- Вы должны убедиться, что положение заготовки позволяет правильно ее обрабатывать
Неважно, насколько хорошо вы зажимаете заготовку, вы должны быть уверены, что можете дотянуться до нее и выполнять необходимые операции по резке Это необходимо сделать, поэтому при зажиме всегда проверяйте, зажимаете ли вы заготовку в месте, где имеется достаточный ход и пространство для того, чтобы режущий инструмент достиг деталей, которые необходимо вырезать!
Для чего нужны Т-образные пазы?
Рабочие столы фрезерных станков обычно имеют несколько Т-образных пазов, которые можно использовать либо для прямого зажима и фиксирования положения заготовки на столе, либо для крепления различных типов удерживающих устройств или приспособлений, которые можно использовать для монтажа вашей работы.
Т-образные пазы проходят по всей длине стола параллельно направлению движения стола. Если вы посмотрите на конструкцию большинства тисков, индексных приспособлений и других приспособлений для фрезерных станков, вы увидите, что они обычно имеют язычки или шпонки на своих основаниях, чтобы вы могли надежно и правильно расположить их в Т-образных пазах.
Восемь требований по безопасности при работе с фрезерным станком
- Не носите свободную одежду, которая может попасть в движущиеся части
- Носите защитные очки и защитные перчатки
- Перед использованием проведите основные проверки вашего фрезерного станка it
- Дважды проверьте правильность размера инструмента перед началом работы
- Выключите и отсоедините фрезу перед регулировкой, зажимом заготовки или заменой инструментов
- Содержите фрезу в чистоте и рабочее место в порядке
- Убедитесь, что вы правильно подобрали режущие инструменты
- Устраните любые проблемы с вашим фрезерным станком перед началом новой работы
Шесть методов установки вашей работы на фрезерном станке
Давайте вернемся и посмотрим более подробно о том, как вы монтируете свою работу на фрезерно-сверлильном станке. Помните, что есть шесть способов сделать это. Мы рассмотрим каждый из них по очереди и дадим несколько советов о том, как лучше всего сделать каждый из них. Иногда вы можете даже комбинировать более одного метода, как на фото выше!
Помните, что есть шесть способов сделать это. Мы рассмотрим каждый из них по очереди и дадим несколько советов о том, как лучше всего сделать каждый из них. Иногда вы можете даже комбинировать более одного метода, как на фото выше!
1. Крепление заготовки к столу
Если вы собираетесь прижимать заготовку непосредственно к столу, важно защитить стол от повреждений во время фрезерования или сверления. Заготовки с гладкой поверхностью и механически обработанными элементами можно закрепить непосредственно на столе, если у вас нет надрезов, которые будут проходить через заготовку в стол.
Очистка стола
Обязательно очистите стол и заготовку, чтобы убедиться, что на них нет грязи и металлических фрагментов, заусенцев или стружки от предыдущей работы. Даже очень маленькие дефекты сделают заготовку неровной и поцарапают или вмятины на заготовке и столе.
Защита стола
Если вы зажимаете необработанную заготовку непосредственно к столу, вам необходимо защитить стол, поместив лист гладкого материала между заготовкой и столом. Для этой цели можно использовать фанеру, листовой металл и даже бумагу.
Для этой цели можно использовать фанеру, листовой металл и даже бумагу.
Прижим двусторонний
Прижимы должны располагаться с обеих сторон заготовки для увеличения площади опорной поверхности, что увеличивает усилие зажима. Зажимы удерживаются на месте болтами с Т-образными пазами, вставленными в Т-образные пазы, выфрезерованные в столе.
Если возможно, закрепите зажим на высоте заготовки
Убедитесь, что опоры зажима находятся на той же высоте, что и заготовка, а не ниже. Регулируемые ступенчатые блоки позволяют поднимать зажимы и регулировать высоту для обеспечения превосходного давления зажима. Если зажимы находятся ниже верхней части заготовки, существует опасность того, что заготовка может пружинить при резке.
Зажимные болты должны располагаться как можно ближе к заготовке.
Зажимные болты должны располагаться как можно ближе к заготовке. Это даст вам максимальную силу зажима. Если вам необходимо зажать выступающую часть, поместите опору между выступом и столом, чтобы предотвратить поломку или пружинение.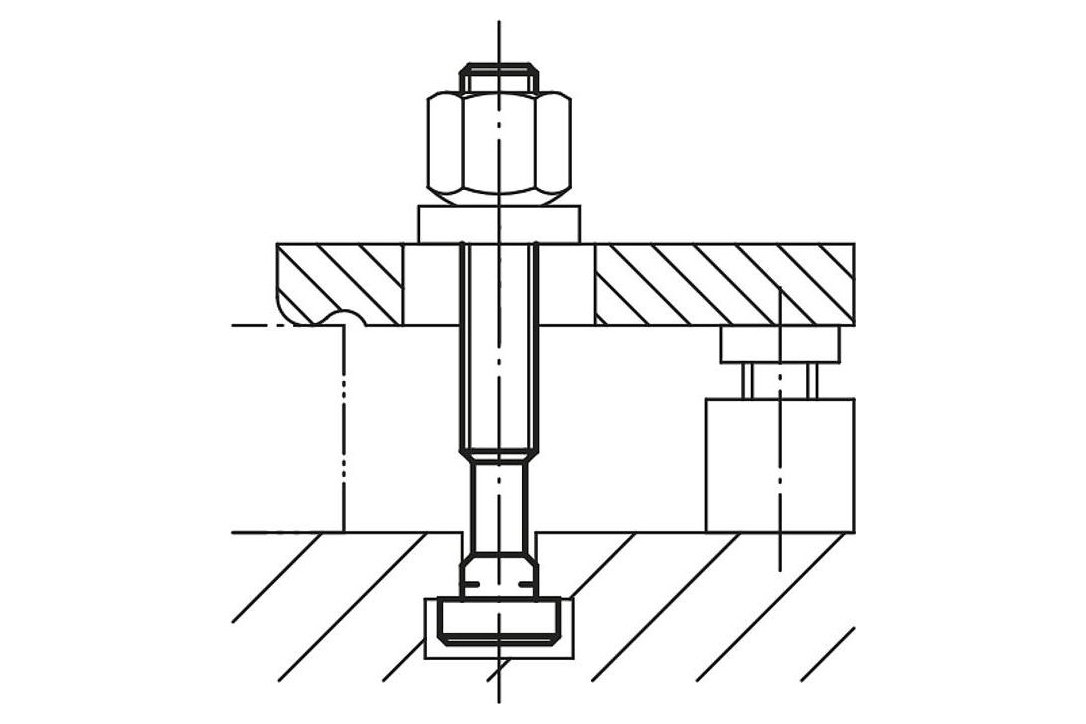
Используйте упор при выполнении очень тяжелых пропилов
Ограничитель должен быть закреплен на конце заготовки, чтобы компенсировать усилие фрезы при выполнении очень тяжелых пропилов. Основным правилом является обеспечение того, чтобы заготовка не могла быть случайно прорезана или выскочила из зажатого положения.
2. Закрепление заготовки на угловой пластине
Угловые пластины используются для обработки параллельно, под углом или перпендикулярно поверхности стола. Вы должны принять те же меры предосторожности, что и при закреплении изделия непосредственно на столе. Угловые пластины удерживаются на одной линии с помощью язычков или шпонок, вставленных в Т-образные пазы в столе, и могут регулироваться или не регулироваться.
3. Зажим заготовки в приспособлениях
Приспособления часто используются в производственных работах, когда необходимо обработать несколько одинаковых деталей. Приспособления рассчитаны на форму заготовки и выполняемую операцию резки.
Крепления обеспечивают максимальное усилие зажима и легко устанавливаются. Время установки сокращается за счет использования минимального набора зажимов или болтов, и они должны быть снабжены ключами, позволяющими быстро и надежно выровнять приспособление и зажать его в Т-образных пазах стола.
4. Удержание заготовки между центрами
Если заготовка центрирована на каждом конце, то для ее поддержки используется фиксирующее приспособление. Если заготовку предварительно рассверливали или просверливали, ее можно напрессовать на оправку и установить между центрами.
Существует два типа оправок, используемых для крепления заготовок между центрами. Сплошные оправки хорошо подходят для большинства операций, также можно использовать оправку с коническим хвостовиком, подходящим для шпинделя делительной головки. Винтовой домкрат используется для предотвращения выскальзывания длинных тонких заготовок из центров или для их стабилизации, если они выступают далеко из патрона.
Заготовки, установленные между центрами, крепятся к шпинделю делительной головки с помощью токарной собачки. Изогнутый хвост собачки закрепляется между установочными винтами в центральном зажиме для устранения люфта и предотвращения пружинения оправки.
5. Удержание заготовки в патроне
Для успешного закрепления заготовки в патроне необходимо выполнить три процедурных шага. Вы должны следовать им каждый раз, когда используете патрон для этого.
а. Тщательно очистите патрон
Если вы прикрепляете патрон к шпинделю индексной головки, убедитесь, что он чистый, и удалите все заусенцы гладким трехгранным напильником или скребком. Вы можете очистить резьбу с помощью куска проволоки из пружинной стали, согнутой и сформированной в соответствии с углом резьбы.
б. Слегка зажмите
Будьте осторожны, чтобы не перетянуть патрон, для его открытия не требуется гаечный ключ. Чрезмерная затяжка патрона может повредить как патрон, так и заготовку. Тонкая заготовка может легко погнуться или прогнуться в патроне при чрезмерном затягивании.
Тонкая заготовка может легко погнуться или прогнуться в патроне при чрезмерном затягивании.
с. Проверка правильности
Цилиндрические заготовки, зажатые в патроне, можно проверить на правильность с помощью контрольного индикатора, установленного на столе фрезерного станка. Точка индикатора должна касаться окружности заготовок малого диаметра или окружности и открытой поверхности заготовок большего размера. Вращайте заготовку, вращая шпиндель делительной головки, чтобы сверить ее с точкой индикатора.
6. Закрепление заготовки в тисках
На фрезерных станках для зажима используются тиски четырех типов. Все они будут иметь язычки или установочные шпонки под основанием, чтобы их можно было правильно расположить в Т-образных пазах на столе фрезерно-сверлильного станка.
а. Плоские тиски
Плоские тиски крепятся к столу фрезерного станка и выравниваются по двум прорезям под прямым углом друг к другу на нижней стороне тисков. Съемные шпонки вставляются в пазы для выравнивания тисков с Т-образными пазами стола либо параллельно, либо перпендикулярно оправке станка.
Съемные шпонки вставляются в пазы для выравнивания тисков с Т-образными пазами стола либо параллельно, либо перпендикулярно оправке станка.
б. Тиски поворотные
Тиски поворотные имеют основание со шкалой, градуированной в градусах, которая крепится к столу фрезерного станка и совмещается с помощью шпонок, вставленных в Т-образные пазы. Ослабив болты, которыми тиски крепятся к основанию, их можно поворачивать, чтобы удерживать заготовку под любым углом в горизонтальной плоскости.
Для точной установки поворотных тисков со шпинделем станка необходимо закрепить контрольный индикатор на оправке станка и проверить настройку, перемещая либо поперечную, либо продольную подачу, в зависимости от положения губок тисков. Любое отклонение, показанное контрольным индикатором, должно быть исправлено путем поворота тисков на их основании.
в. Универсальные тиски
Универсальные тиски используются для удерживания деталей под сложными углами как по горизонтали, так и по вертикали. Основание тисков может вращаться на 360 градусов в горизонтальной плоскости и на 90 в вертикальной плоскости. Универсальные тиски не так прочны, как обычные тиски, и обычно не являются хорошим выбором для тяжелого фрезерования.
Основание тисков может вращаться на 360 градусов в горизонтальной плоскости и на 90 в вертикальной плоскости. Универсальные тиски не так прочны, как обычные тиски, и обычно не являются хорошим выбором для тяжелого фрезерования.
д. Цельностальные тиски
Цельностальные тиски — самый прочный вариант. Заготовка зажимается близко к столу, а тиски можно использовать для надежного удержания поковок, отливок и заготовок с шероховатой поверхностью. Челюсти можно перемещать в разные места на двух стержнях, чтобы они подходили к заготовкам разных форм и размеров.
Пять практических советов по зажиму заготовок в тисках
1. Необработанные заготовки
Если необработанные или незавершенные заготовки должны быть закреплены в тисках, между тисками и заготовкой следует поместить кусок защитного материала, чтобы предотвратить повреждение губками тисков.
2. Позиционирование над губками тисков
Когда необходимо расположить заготовку над губками тисков, следует использовать параллели одинакового размера и соответствующей высоты. Эти параллели должны быть достаточно высокими, чтобы обеспечить необходимый разрез, так как чрезмерное поднятие снижает удерживающую способность челюстей.
Эти параллели должны быть достаточно высокими, чтобы обеспечить необходимый разрез, так как чрезмерное поднятие снижает удерживающую способность челюстей.
Удерживая заготовку на параллелях, следует использовать мягкий молоток, чтобы постучать по верхней поверхности заготовки после того, как губки тисков будут затянуты. Это постукивание следует продолжать до тех пор, пока параллели нельзя будет перемещать вручную. После того, как заготовка установлена, не следует пытаться дополнительно затянуть тиски, так как такое затягивание имеет тенденцию поднимать заготовку с параллелей.
3. Зажим в конце тисков
По возможности заготовку следует зажимать в центре губок тисков. Однако, когда необходимо фрезеровать короткую заготовку, которую необходимо удерживать в конце тисков, на противоположном конце губок следует поместить дистанционную колодку той же толщины, что и заготовка. Это позволит избежать нагрузки на подвижную челюсть и предотвратит скольжение изделия.
4.
. 541x
Боковые зажимы
Кулачковый, компактный
BJ100
Боковые зажимы
Поворотный, тяжелый
Корзина содержит 0 Товар(ов) | Итого: 0,00 $
Как зажать заготовку в сверлильном станке
Зажимная бабка в вашем фрезерном станке жизненно важна для получения хороших результатов при фрезеровании или сверлении. Давайте найдем лучшие способы сделать это.
Чтобы получить максимальную отдачу от вашего фрезерного сверлильного станка, вам нужен эффективный и безопасный метод крепления заготовок к столу фрезерного станка. Знаете ли вы, что существует шесть способов крепления заготовки к сверлению или фрезерованию? Шесть способов крепления заготовки на фрезерно-сверлильном станке
- Прижим заготовки к столу
- Зажим заготовки на уголке
- Зажим заготовки в приспособлениях
- Удержание заготовки между центрами
- Удержание заготовки в патроне
- Удержание заготовки в тисках
9 Два Золотых правила зажима Ваша заготовка
Есть два золотых правила, которым вы должны следовать всякий раз, когда монтируете свою заготовку, чтобы подготовить ее к фрезерованию или сверлению:
- Заготовку необходимо закрепить, чтобы она не могла выскочить или отогнуться от фрезы.
Если натяжение заготовки при зажиме неравномерное или если это очень тонкая заготовка, она может погнуться под давлением зажима. Это может привести к тому, что он выскочит из зажима под давлением фрезерования или сверления. Это может привести к травмам и повреждению вашего оборудования.
- Вы должны убедиться, что положение заготовки позволяет правильно ее обрабатывать
Неважно, насколько хорошо вы зажимаете заготовку, вы должны быть уверены, что можете дотянуться до нее и выполнять необходимые операции по резке Это необходимо сделать, поэтому при зажиме всегда проверяйте, зажимаете ли вы заготовку в месте, где имеется достаточный ход и пространство для того, чтобы режущий инструмент достиг деталей, которые необходимо вырезать!
Для чего нужны Т-образные пазы?
Рабочие столы фрезерных станков обычно имеют несколько Т-образных пазов, которые можно использовать либо для прямого зажима и фиксирования положения заготовки на столе, либо для крепления различных типов удерживающих устройств или приспособлений, которые можно использовать для монтажа вашей работы.
Т-образные пазы проходят по всей длине стола параллельно направлению движения стола. Если вы посмотрите на конструкцию большинства тисков, индексных приспособлений и других приспособлений для фрезерных станков, вы увидите, что они обычно имеют язычки или шпонки на своих основаниях, чтобы вы могли надежно и правильно расположить их в Т-образных пазах.
Восемь требований по безопасности при работе с фрезерным станком
- Не носите свободную одежду, которая может попасть в движущиеся части
- Носите защитные очки и защитные перчатки
- Перед использованием проведите основные проверки вашего фрезерного станка it
- Дважды проверьте правильность размера инструмента перед началом работы
- Выключите и отсоедините фрезу перед регулировкой, зажимом заготовки или заменой инструментов
- Содержите фрезу в чистоте и рабочее место в порядке
- Убедитесь, что вы правильно подобрали режущие инструменты
- Устраните любые проблемы с вашим фрезерным станком перед началом новой работы
Шесть методов установки вашей работы на фрезерном станке
Давайте вернемся и посмотрим более подробно о том, как вы монтируете свою работу на фрезерно-сверлильном станке. Помните, что есть шесть способов сделать это. Мы рассмотрим каждый из них по очереди и дадим несколько советов о том, как лучше всего сделать каждый из них. Иногда вы можете даже комбинировать более одного метода, как на фото выше!
1. Крепление заготовки к столу
Если вы собираетесь прижимать заготовку непосредственно к столу, важно защитить стол от повреждений во время фрезерования или сверления. Заготовки с гладкой поверхностью и механически обработанными элементами можно закрепить непосредственно на столе, если у вас нет надрезов, которые будут проходить через заготовку в стол.
Очистка стола
Обязательно очистите стол и заготовку, чтобы убедиться, что на них нет грязи и металлических фрагментов, заусенцев или стружки от предыдущей работы. Даже очень маленькие дефекты сделают заготовку неровной и поцарапают или вмятины на заготовке и столе.
Защита стола
Если вы зажимаете необработанную заготовку непосредственно к столу, вам необходимо защитить стол, поместив лист гладкого материала между заготовкой и столом. Для этой цели можно использовать фанеру, листовой металл и даже бумагу.
Прижим двусторонний
Прижимы должны располагаться с обеих сторон заготовки для увеличения площади опорной поверхности, что увеличивает усилие зажима. Зажимы удерживаются на месте болтами с Т-образными пазами, вставленными в Т-образные пазы, выфрезерованные в столе.
Если возможно, закрепите зажим на высоте заготовки
Убедитесь, что опоры зажима находятся на той же высоте, что и заготовка, а не ниже. Регулируемые ступенчатые блоки позволяют поднимать зажимы и регулировать высоту для обеспечения превосходного давления зажима. Если зажимы находятся ниже верхней части заготовки, существует опасность того, что заготовка может пружинить при резке.
Зажимные болты должны располагаться как можно ближе к заготовке.
Зажимные болты должны располагаться как можно ближе к заготовке. Это даст вам максимальную силу зажима. Если вам необходимо зажать выступающую часть, поместите опору между выступом и столом, чтобы предотвратить поломку или пружинение.
Используйте упор при выполнении очень тяжелых пропилов
Ограничитель должен быть закреплен на конце заготовки, чтобы компенсировать усилие фрезы при выполнении очень тяжелых пропилов. Основным правилом является обеспечение того, чтобы заготовка не могла быть случайно прорезана или выскочила из зажатого положения.
2. Закрепление заготовки на угловой пластине
Угловые пластины используются для обработки параллельно, под углом или перпендикулярно поверхности стола. Вы должны принять те же меры предосторожности, что и при закреплении изделия непосредственно на столе. Угловые пластины удерживаются на одной линии с помощью язычков или шпонок, вставленных в Т-образные пазы в столе, и могут регулироваться или не регулироваться.
3. Зажим заготовки в приспособлениях
Приспособления часто используются в производственных работах, когда необходимо обработать несколько одинаковых деталей. Приспособления рассчитаны на форму заготовки и выполняемую операцию резки.
Крепления обеспечивают максимальное усилие зажима и легко устанавливаются. Время установки сокращается за счет использования минимального набора зажимов или болтов, и они должны быть снабжены ключами, позволяющими быстро и надежно выровнять приспособление и зажать его в Т-образных пазах стола.
4. Удержание заготовки между центрами
Если заготовка центрирована на каждом конце, то для ее поддержки используется фиксирующее приспособление. Если заготовку предварительно рассверливали или просверливали, ее можно напрессовать на оправку и установить между центрами.
Существует два типа оправок, используемых для крепления заготовок между центрами. Сплошные оправки хорошо подходят для большинства операций, также можно использовать оправку с коническим хвостовиком, подходящим для шпинделя делительной головки. Винтовой домкрат используется для предотвращения выскальзывания длинных тонких заготовок из центров или для их стабилизации, если они выступают далеко из патрона.
Заготовки, установленные между центрами, крепятся к шпинделю делительной головки с помощью токарной собачки. Изогнутый хвост собачки закрепляется между установочными винтами в центральном зажиме для устранения люфта и предотвращения пружинения оправки.
5. Удержание заготовки в патроне
Для успешного закрепления заготовки в патроне необходимо выполнить три процедурных шага. Вы должны следовать им каждый раз, когда используете патрон для этого.
а. Тщательно очистите патрон
Если вы прикрепляете патрон к шпинделю индексной головки, убедитесь, что он чистый, и удалите все заусенцы гладким трехгранным напильником или скребком. Вы можете очистить резьбу с помощью куска проволоки из пружинной стали, согнутой и сформированной в соответствии с углом резьбы.
б. Слегка зажмите
Будьте осторожны, чтобы не перетянуть патрон, для его открытия не требуется гаечный ключ. Чрезмерная затяжка патрона может повредить как патрон, так и заготовку. Тонкая заготовка может легко погнуться или прогнуться в патроне при чрезмерном затягивании.
с. Проверка правильности
Цилиндрические заготовки, зажатые в патроне, можно проверить на правильность с помощью контрольного индикатора, установленного на столе фрезерного станка. Точка индикатора должна касаться окружности заготовок малого диаметра или окружности и открытой поверхности заготовок большего размера. Вращайте заготовку, вращая шпиндель делительной головки, чтобы сверить ее с точкой индикатора.
6. Закрепление заготовки в тисках
На фрезерных станках для зажима используются тиски четырех типов. Все они будут иметь язычки или установочные шпонки под основанием, чтобы их можно было правильно расположить в Т-образных пазах на столе фрезерно-сверлильного станка.
а. Плоские тиски
Плоские тиски крепятся к столу фрезерного станка и выравниваются по двум прорезям под прямым углом друг к другу на нижней стороне тисков. Съемные шпонки вставляются в пазы для выравнивания тисков с Т-образными пазами стола либо параллельно, либо перпендикулярно оправке станка.
б. Тиски поворотные
Тиски поворотные имеют основание со шкалой, градуированной в градусах, которая крепится к столу фрезерного станка и совмещается с помощью шпонок, вставленных в Т-образные пазы. Ослабив болты, которыми тиски крепятся к основанию, их можно поворачивать, чтобы удерживать заготовку под любым углом в горизонтальной плоскости.
Для точной установки поворотных тисков со шпинделем станка необходимо закрепить контрольный индикатор на оправке станка и проверить настройку, перемещая либо поперечную, либо продольную подачу, в зависимости от положения губок тисков. Любое отклонение, показанное контрольным индикатором, должно быть исправлено путем поворота тисков на их основании.
в. Универсальные тиски
Универсальные тиски используются для удерживания деталей под сложными углами как по горизонтали, так и по вертикали. Основание тисков может вращаться на 360 градусов в горизонтальной плоскости и на 90 в вертикальной плоскости. Универсальные тиски не так прочны, как обычные тиски, и обычно не являются хорошим выбором для тяжелого фрезерования.
д. Цельностальные тиски
Цельностальные тиски — самый прочный вариант. Заготовка зажимается близко к столу, а тиски можно использовать для надежного удержания поковок, отливок и заготовок с шероховатой поверхностью. Челюсти можно перемещать в разные места на двух стержнях, чтобы они подходили к заготовкам разных форм и размеров.
Пять практических советов по зажиму заготовок в тисках
1. Необработанные заготовки
Если необработанные или незавершенные заготовки должны быть закреплены в тисках, между тисками и заготовкой следует поместить кусок защитного материала, чтобы предотвратить повреждение губками тисков.
2. Позиционирование над губками тисков
Когда необходимо расположить заготовку над губками тисков, следует использовать параллели одинакового размера и соответствующей высоты. Эти параллели должны быть достаточно высокими, чтобы обеспечить необходимый разрез, так как чрезмерное поднятие снижает удерживающую способность челюстей.
Удерживая заготовку на параллелях, следует использовать мягкий молоток, чтобы постучать по верхней поверхности заготовки после того, как губки тисков будут затянуты. Это постукивание следует продолжать до тех пор, пока параллели нельзя будет перемещать вручную. После того, как заготовка установлена, не следует пытаться дополнительно затянуть тиски, так как такое затягивание имеет тенденцию поднимать заготовку с параллелей.
3. Зажим в конце тисков
По возможности заготовку следует зажимать в центре губок тисков. Однако, когда необходимо фрезеровать короткую заготовку, которую необходимо удерживать в конце тисков, на противоположном конце губок следует поместить дистанционную колодку той же толщины, что и заготовка. Это позволит избежать нагрузки на подвижную челюсть и предотвратит скольжение изделия.
4.