Притупление кромок: Притупление кромки
alexxlab | 27.02.2023 | 0 | Разное
Элементы подготовки кромок под сварку
Элементы подготовки кромок под сварку
Категория:
Сварка металлов
Элементы подготовки кромок под сварку
ГОСТ 5264—80 («Ручная дуговая сварка. Соединения сварные») устанавливает основные элементы геометрической формы подготовки кромок под сварку. Рассмотрим эти элементы на примере стыкового соединения.
Угол скоса кромки а — острый угол между плоскостью скоса кромки и плоскостью торца. При скосе обеих кромок установлен в пределах а=25±2°. При скосе одной кромки угол скоса принимают равным а=45±2°. Скос кромок может быть односторонний и двусторонний, прямолинейный и криволинейный.
Угол разделки кромок ((3) образуется скошенными поверхностями двух соединяемых частей изделия. Угол разделки кромок выполняется при толщине металла более 3 мм. Отсутствие угла разделки кромок может привести к непровару по сечению сварного соединения, а также к перегреву и пережогу металла.
Рис. 1. Элементы подготовки кромок под сварку:
а — угол скоса кромки; Р — угол разделки кромок; с — притупление кромки; в — зазор между стыкуемыми кромками; s — толщина листа (детали)
При сварке толстого металла угол разделки кромок позволяет вести сварку отдельными слоями, что улучшает структуру сварного шва и уменьшает сварочные напряжения и деформации.
Притупление кромки (с) — нескошенная часть торца кромки, подлежащей сварке. Выполняется для обеспечения устойчивого процесса сварки при выполнении первого (корневого) слоя шва. Отсутствие притупления кромок способствовало бы протеканию металла при сварке (прожог). Величина притупления кромки чаще всего принимается равной 2±1 мм.
Зазор между стыкуемыми кромками (в) обеспечивает полный провар по сечению сварного шва при наложении первого (корневого) слоя шва. Отсутствие зазора может привести к непровару корня шва и способствовать увеличению сварочных напряжений. Большое значение для качества сварки имеет равномерность величины зазора по всей длине шва, т. е. соблюдение параллельности свариваемых кромок. Величина зазора чаще всего принимается равной 2±1 мм.
е. соблюдение параллельности свариваемых кромок. Величина зазора чаще всего принимается равной 2±1 мм.
Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в таблице, должна проводиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва.
При разности в толщине свариваемых деталей свыше значений, указанных в таблице, на детали большей толщины должен быть сделан скос с одной или двух сторон до толщины тонкой детали.
Рис. 2. Сварка и подготовка кромок листов неодинаковой толщины:
а — наклонное расположение поверхности шва; б — односторонний скос листа; в — двусторонний скос листа; г — скос листа с последующей разделкой кромок
При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
Скос кромки (листа) регулирует плавный переход от толстой свариваемой детали к тонкой, уменьшая напряжения в сварной конструкции.
В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполненных в монтажных условиях, допускается увеличение зазора между стыкуемыми кромками (в) до 4 мм с одновременным уменьшением значения угла скоса кромок (а) на 3°.
Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более:
0,5 мм — для деталей толщиной до 4 мм;
1,0 мм — для деталей толщиной 4—10 мм;
но не более 3 мм — для деталей толщиной 10—100 мм.
Реклама:
Читать далее:
Швы сварных соединений
Статьи по теме:
- Устройства для отсоса вредных газов
- Размещение сварочного оборудования
- Требования по технике безопасности, предъявляемые к сварочному оборудованию
- Установки для специальной газопламенной обработки
- Резаки для газовой разделительной резки
эксклюзивный инструмент для притупления кромок и удаления заусенцев
Каталог продукции фирмы XEBEC (pdf)
Xebec – эксклюзивный инструмент для притупления кромок и снятия заусенцев
Компания XEBEC (Япония, Токио) производит инструмент для механизации целого ряда слесарных работ, позволяющий проводить снятие заусенцев и притупление кромок на сложных поверхностях на фрезерных станках, обрабатывающих центрах и вручную, а так же зачистку кромок на внутренних пересекающихся отверстиях с помощью эластичных абразивных или керамических элементов на гибком стержне.
Удаление заусенцев и притупление кромок проводится обработкой вращающимися торцами эластичных абразивных щёток диаметром от 6 до 100 мм, различных для обработки стали и алюминия. Этот же инструмент может использоваться для удаления следов механической обработки c поверхности детали.
Основные направления:
Шлифовальные бруски из керамического волокна
Инновационные шлифовальные бруски для полирования в узких труднодоступных местах, таких как ребра и уступы на штампах и пресс-формах. Легкая и эффективная финишная обработка поверхностей различной формы без засаливания, без стружки и отсутствия трещин. Возможно применение для удаления следов электроэрозионной обработки.
Режущее волокно
Инновационные точные щеточки для снятия заусенцев и притупления кромок. Возможно использование на обрабатывающих центрах CNC для повышения степени автоматизации технологического процесса, что способствует снижению затрат, улучшению качества и получению стабильного результата.
Для машинной обработки
Идеально подходит для автоматизации технологического процесса на обрабатывающих центрах и станках с ЧПУ при производстве автомобильных, авиационных и аэрокосмических деталей.
Для ручной обработки
Основное применение – обработка поверхностей различной сложности и формы с помощью ручных шлифовальных машинок. Хотя предусмотрена возможность использования на обрабатывающих центрах.
Компенсирующая оправка (floating holder)
Применение компенсирующей оправки для режущего волокна XEBEC обеспечивает получение более высокого и стабильного качества поверхности, упрощает процесс контроля при обработке и увеличивает срок службы инструмента.
Инструмент для удаления заусенцев в пересекающихся отверстиях
Специально разработанный инструмент для простого и быстрого удаления заусенцев в пересекающихся отверстиях. Применяется на обрабатывающих центрах. Производиться двух типов:
Производиться двух типов:
- Керамическая головка, сферической или цилиндрической формы, на длинном и упругом стержне. Гибкий стержень дает мягкий контакт с поверхностью. Камни выпускаются 3-х цветов: серого, оранжевого и голубого для тонкой, средней и грубой обработки.
| Цилиндрические камни для глухих отверстий и могут обрабатывать кромки эллиптической формы. | |
| Сферические камни для снятия заусенцев с кромок отверстий, пересекающихся под прямым углом. |
- Щеточка из режущего волокна. Удаление незначительных заусенцев размером не более 0,1 мм, образованного на кромке пересекающихся отверстий. Полировка внутренней поверхности цилиндра и удаление следов обработки инструментом.
Современный обрабатывающий центр позволяет почти полностью провести обработку детали, последовательно проводя целый ряд технологических переходов. Но в ряде случаев для завершения обработки необходимо провести слесарную обработку – снятие заусенцев и притупление острых кромок, т.е. возникает необходимость в применении непроизводительного ручного труда.
Но в ряде случаев для завершения обработки необходимо провести слесарную обработку – снятие заусенцев и притупление острых кромок, т.е. возникает необходимость в применении непроизводительного ручного труда.
Однако в настоящее время появилась возможность механизировать и эти операции, не снимая деталь со станка. Для этого мы рекомендуем использовать инструмент японской фирмы «XEBEC», которая производит щётки из специального синтетического волокна, содержащего мельчайшие зёрна оксида алюминия.
Установив такой инструмент в шпиндель станка, и придав ему вращение и подачу вдоль плоскости, требующей обработки, мы имеем возможность получить однообразное и качественное притупление острых кромок, попадающих в зону обработки, а также полностью реализовать философию «один станок – одна деталь», как важное требование нашего времени.
Для обработки материалов различной твёрдости и различных по величине заусенцев применяются щётки с различным режущими свойствами волокна, что обозначается различным цветом волокна. Так, например, для обработки алюминия рекомендуется красное волокно, для стали – белое, для нержавеющих сталей и титана – голубое. Обработка ведётся с применением обычных СОЖ. Стойкость инструмента обеспечивается правильным подбором режимов обработки и установки инструмента.
Так, например, для обработки алюминия рекомендуется красное волокно, для стали – белое, для нержавеющих сталей и титана – голубое. Обработка ведётся с применением обычных СОЖ. Стойкость инструмента обеспечивается правильным подбором режимов обработки и установки инструмента.
Для более правильного использования инструмента в зависимость от размера обрабатываемой поверхности выпускаются щетки диаметром от 6 до 100 мм, что позволяет полностью перекрыть всю поверхность обработки.
Особым эффектом такой обработки является возможность уменьшения величины микронеровностей (следов механической обработки), вплоть до их полного удаления
Конфигурация деталей, которые представляется возможным подвергать обработке, достаточно велика.
В отдельных случаях такая обработка может производиться и на сверлильных и фрезерных станках, а также вручную, когда требуется обработка сложных внутренних полостей. Но ещё более неограниченные возможности даёт использование инструмента «ХЕВЕС» на роботах, что позволяет вести обработку в различных плоскостях.
Сегодня эта технология снятия заусенцев успешно применяется в Японии, США, Китае, Швеции, Германии, Голландии и других странах, хотя пока ещё не стала столь широко распространённой. Сейчас самое лучшее время для распространения и внедрения инструмента «XEBEC» в России.
Её применение позволяет значительно уменьшить применение ручного труда и получать совершенно единообразные результаты, что является в некоторых случаях определяющим доводом.
Другим применением эластичных щёток «XEBEC» с включением абразивных зёрен является зачистка кромок пересекающихся отверстий. Для этого используются специальные щётки диаметром 3, 5 и 7 мм различной длины. Щётка вводится в отверстие и получает вращение до 10000 об/мин. Под действием центробежных сил волокна достигают стенок отверстия и ведут обработку.
Такое же назначение имеют и абразивные шарики и цилиндры «XEBEC» на гибком стержне. Они используются для обработки пересекающихся отверстий как под прямым углом, так и в случаях иных углов пересечения отверстий.
Усовершенствованная модель затупления кромки инструмента при обработке
Качмарек Дж. (1970) Основы режущей, абразивной и эрозионной обработки. PWN, Варшава
Google Scholar
Мирник М. (1996) Применение нечетких множеств к анализу немонотонной функции стойкости инструмента при резке. Post Technol Masz i Urządz 20(4):41–51
Google Scholar
Taylor W (1907) Об искусстве резки металлов. Транс ASME 28:31–428
Google Scholar
Degner W, Lutze HG, Smejkal E (1972) Spanendeformung. ВЭБ, Verlag-Technik, Берлин
Google Scholar
Пакосевич Б. (1979) Условия обработки при точении стали и чугуна. Стандарты IOS. WPN, WEMA, Варшава
Google Scholar
 “>
“>Przybylski L (2000) Стратегия выбора условий обработки современными инструментами. Токарная обработка, сверление, фрезерование. Toczenie, wiercenie, frezowanie]. Вид. Politechniki Krakowskiej, Краков
Google Scholar
Торговец М.Е. (1967 г.) Методы производства, относящиеся к международной программе кооперативного развития резки металлов. Первый технический отчет по проекту ММП № 9-712 подготовка. по контракту AF 33(615)-3835
Essel K, Hänsel W (1972) Analyze der Standzeitgleichungen. Industrie-Anzeiger 94(5):92–93
Google Scholar
Кроненберг М. (1954) Grundzüge der Zerspanungslehre. Springer, Берлин
Google Scholar
Кроненберг М. (1971) Ersatz der Taylor-Formel durch eine neue Standzeitgleichung. Zeitschrift für Wirtschaftliche Fertigung 66(1):4–7
Google Scholar
 “>
“>Spur G (1079) Handbuch der Fertiguntechnika—Spanen. Carl Hauser Verlag, Мюнхен
Google Scholar
Schultz H, Kalhöfer E (1998) Standzeit vorhersagen. Werkstatt und Betrieb 131(5):374–375
Google Scholar
Ojha DK, Dixit US (2005) Экономичная и надежная процедура оценки стойкости инструмента для токарной обработки. Int J Adv Manuf Technol 26 (7–8): 726–732
Артикул Google Scholar
Harasymowicz J (1999) Анализ значения экспоненты
Google Scholar
Pilafidis EJ (1971) Наблюдения за значениями Taylor n , используемыми при резке металлов.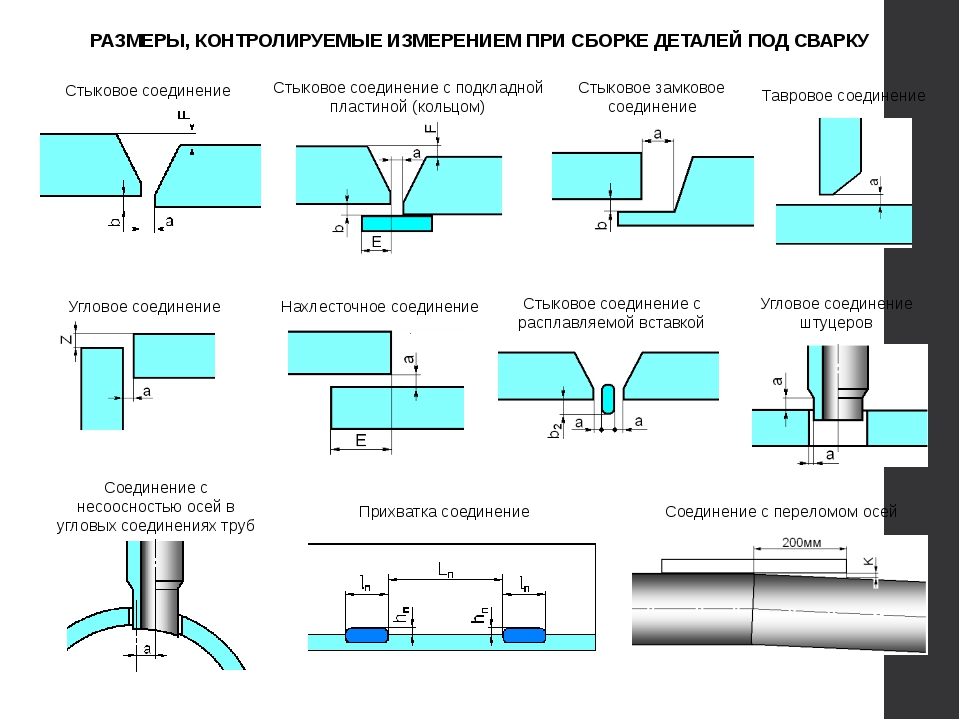 Анналы CIRP 19:571–577
Анналы CIRP 19:571–577
Google Scholar
Охлаждение B (1961) Обрабатываемость металлов и затраты на механическую обработку. Int J Mach-Tool Des Res 1(3):220–248
Статья Google Scholar
König W, Depiereux WR (1969) Wie lassen sich Vorschub Und Schnittgeschwindigkeit optimieren? Industrie-Anzeiger 61:1481–1484
Google Scholar
Florek H (1978) Современные формулы зависимости стойкости инструмента при резке от параметров резания. Материалы научно-технической конференции: «Постэмпы с техникой wytwarzania. Skrawanie wiórowe, kształtowanie erozyjne i urządzenia technologiczne. Колобжег 21–23:36–39
Google Scholar
Кроненберг М (1970) Замена формулы Тейлора новым уравнением стойкости инструмента. Int J Mach Tool Des Res 10(2):193–202
Int J Mach Tool Des Res 10(2):193–202
Статья Google Scholar
Colding B (1959) Трехмерное уравнение стойкости инструмента. Экономика обработки. Trans ASME J Eng Ind 81:239
Google Scholar
Колдинг Б., Кениг В. (1971) Справедливость уравнения Тейлора при резании металлов. Анналы CIRP 19: 793–812
Google Scholar
Florek H (1975) Анализ применимости формулы Кроненбера в зависимости стойкости инструмента при резке от параметров резания [Анализа przydatności wzoru Kronenberga na zależność okresu trwałości ostrza od parametrów skrawania]. Материалы конференции: «Постэмпы в розвою бадан с закресу технологии машин». Kraków 3(A)
Ковстубхан М.В., Филиг П.К. (1991) Об уравнении стойкости инструментов из быстрорежущей стали с покрытием TiN. Одежда 143 (2): 267–275
Одежда 143 (2): 267–275
Артикул Google Scholar
Abdou G, Yien J (1975) Анализ распределения силы и стойкости инструмента при фрезеровании. Int J Adv Manuf Technol 10(1):11–18
Статья Google Scholar
Jacobs HJ, Biebler K (1993) Werkzeugstandzeit: прогноз по Рехнеру. ВДИ-З 135(9):112–114, 117–118
Google Scholar
Галанте Г., Ломбардо А., Пассаннанти А. (1998) Моделирование срока службы инструмента как стохастический процесс. Int J Mach Tools Manuf 38(10–11):1361–1369
Артикул Google Scholar
Озлер Л., Инан А., Озлер С. (2001) Теоретическое и экспериментальное определение стойкости инструмента при горячей обработке аустенитной марганцовистой стали. Int J Mach Tools Manuf 41(2):163–172
Int J Mach Tools Manuf 41(2):163–172
Статья Google Scholar
Аксинте Д.А., Беллуко В., Де Шифф Л. (2001) Надежные измерения стойкости инструмента при токарной обработке — применение для оценки эффективности смазочно-охлаждающей жидкости. Int J Mach Tools Manuf 41(7):1003–1014
Артикул Google Scholar
Oraby SE, Hayhurst DR (2004) Определение срока службы инструмента на основе измерения износа и изменения коэффициента усилия инструмента. Int J Mach Tools Manuf 44(12–13):1261–1269
Артикул Google Scholar
Астахоф В.П., Галицкий В.В. (2005) Проверка стойкости инструмента в пушечном сверлении: применение группового метода обработки данных (GMDH). Int J Mach Tools Manuf 45(4–5):509–517
Артикул Google Scholar
 “>
“>Jandecka K, Skopecek T, Syriste D (2005) Standzeit rauf, Kosten runter. Programm optimiert Schnittparameter und Bearbeitungsstrategien bei Fräsen. Машиненмаркт 9:28–29
Google Scholar
Цай М.К., Ли Б.И., Ю С.Ф. (2005) Расчетное моделирование стойкости инструмента при высокоскоростном фрезеровании инструментальной стали SKD61. Int J Adv Manuf Technol 26(7–8):711–717
Статья Google Scholar
Мазур М. (1961) Техническая терминология. WNT, Варшава
Google Scholar
Pluta Z (1994) Рефлексия над термином «скорость движения». Нормализация 9:10–11
Google Scholar
Pluta Z (2007) Основы выравнивания поверхности эластичными колесами. Wydawnictwo Politechniki Koszalińskie, Кошалин, стр. 238
238
Google Scholar
Кржижаняк С., Кавалец М. (1985) Оптимизация параметров резания при обработке одним и несколькими инструментами. Wydawnictwo Politechniki Poznańskiej, Познань
Google Scholar
Podurajew WN (1974) Ризание труднообрабатываемых материалов. Высшая школа, Москва
Google Scholar
Зорев Н.Н. (1960) Исследования в области ризания металлов. Москва, Машгиз
Google Scholar
Дмоховски Дж. (1978) Основы обработки резанием. PWN, Варшава
Google Scholar
Возняк К. (1982) Абразивные материалы. Производство и свойства [Материалы науки. Wytwarzanie i własności]. WNT, Варшава
Google Scholar
Затупление лезвия меча – Переработка сегодня
Когда последствия китайской программы таможенного досмотра «Национальный меч» и введенного ею запрета на импорт вторсырья, в частности вторичного волокна и вторичного пластика, достигли США пять лет назад, перерабатывающая промышленность страны была вынуждена поглотить нанести серьезный удар и найти новые способы получения дохода.
С момента внедрения Sword в 2017 году рынок продолжал демонстрировать свою волатильность с ярко выраженными периодами подъема и спада, но операторы предприятий по утилизации материалов (MRF) нашли способ помочь стабилизировать доход, взимая плату за обработку с муниципалитетов.
Эти сборы указаны в каждом контракте, который переработчик заключает с муниципалитетом, и предназначены для покрытия операционных расходов MRF, чтобы лучше противостоять турбулентности рынка. Иногда они сочетаются с дополнительными платежами за загрязнение, чтобы помочь компенсировать влияние этого нежелательного материала на переработку, а также связанные с этим затраты на утилизацию. У операторов MRF обычно есть программы распределения доходов, привязанные к продаваемым ими восстановленным товарам, поэтому сообщества тоже видят преимущества.
«[Распределение доходов] — это больше, чем просто экономия для города», — говорит Каника Гринли, временный директор по твердым отходам города Атланты и директор Комиссии Keep Atlanta Beautiful. «Мы используем часть денег, которые мы получили, для улучшения нашей работы», — говорит она, упоминая программное обеспечение как одно из этих улучшений. По оценкам Greenlee, с января прошлого года Atlanta сэкономила 1,2 миллиона долларов на своем контракте на переработку в виде доходов от товаров или скидок.
«Мы используем часть денег, которые мы получили, для улучшения нашей работы», — говорит она, упоминая программное обеспечение как одно из этих улучшений. По оценкам Greenlee, с января прошлого года Atlanta сэкономила 1,2 миллиона долларов на своем контракте на переработку в виде доходов от товаров или скидок.
Сначала удивите MRF
Balcones Resources в Остине, штат Техас.Фото любезно предоставлено Balcones Resources
До 2017 года, по словам Гринли, город не платил плату за переработку вторсырья, но получал скидку в размере 2,56 доллара за тонну от MRF, с которыми он заключил контракт через Pratt Industries, расположенную в Коньерсе, штат Джорджия. После того, как в том же году открылась компания National Sword и рынки резко упали, постепенно последовали изменения.
«Я бы сказал, что для Юго-Востока это было медленное горение», — говорит Гринли о влиянии Sword на рынки вторичной переработки. «Наши города на западном побережье, возможно, почувствовали это раньше и намного быстрее, и потребовалось некоторое время, чтобы это дошло до нас и чтобы рынки вернулись. Они восстановились, и похоже, что они снова падают», — говорит она по состоянию на ноябрь 2022 года.
Они восстановились, и похоже, что они снова падают», — говорит она по состоянию на ноябрь 2022 года.
Гринли говорит, что в 2018 году с города взималась плата за переработку в размере 25 долларов за тонну, которая подскочила до 75 долларов за тонну в 2019 году. Эта сумма сохранялась до 2022 года, хотя городская программа распределения доходов с Праттом остается. Когда товарный доход достигает 40 долларов за тонну или более, город получает 50 процентов этой прибыли.
«Это определенно было неожиданностью и огромным ударом по бюджету отдела, потому что это невозможно спланировать», — говорит она об увеличении платы за тонну. «Это большой рост, особенно когда он приходится на середину финансового или бюджетного года. Вы не можете запланировать это, поэтому вам просто нужно приспособиться, насколько это возможно».
В ответ городской совет Атланты должен был утвердить закон, который покроет увеличение затрат на переработку, а затем соответствующим образом скорректировать свой бюджет на настоящее и будущее.
Атланте также пришлось приспосабливаться к колебаниям товарного рынка, который достиг почти исторического максимума в некоторых категориях в 2021 году, а затем упал до почти исторического минимума во второй половине 2022 года.
Плата за переработку и загрязнение стали основой контрактов операторов MRF. с сообществами.Фото Кита Филпотта
Стабилизация доходов
Для оператора MRF из Остина, штат Техас, Balcones Resources, модели распределения доходов и сборы за обработку всегда включались в его муниципальные контракты, и эта последовательность облегчила компании работу в условиях постоянно меняющихся рынков, говорит директор по партнерству и муниципальным отношениям Натали Беттс.
«Нам никогда не приходилось возвращаться в город и пересматривать то, что мы обещали, — говорит она. «Мы смогли сохранить нашу модель платы за обработку/разделения доходов, и нам не нужно возвращаться и говорить: «Рынки изменились, нам нужно делать это по-другому», потому что такая установка должна позволить вам продолжать работать, даже когда рынки вниз. ”
”
Беттс продолжает: «Плата за обработку должна покрывать ваши операционные расходы, а доля дохода должна быть такой: «Мы оба инвестируем в эту программу, мы оба работаем над выводом этих товаров на рынок, и мы оба разделяют ценность тех.» Иногда ценность выше, а иногда ценность меньше. Это просто зависит от того, насколько это компенсирует плату за обработку».
Плата за переработку варьируется в зависимости от контракта, говорит Беттс, потому что разные сообщества привозят разные объемы вторсырья на MRF компании. Balcones, например, имеет контракты на переработку отходов с муниципалитетами Феникса; Сан Антонио; Остин; Темпл, Техас; округ Сарасота, Флорида; Нортпорт, Флорида; и Венеция, Флорида. Дополнительные факторы контракта включают стоимость операций MRF, состав обрабатываемых материалов и потенциальную потребность муниципалитета в проведении дополнительных испытаний, таких как исследования состава.
«[Состав] влияет на то, какой будет доля дохода», — говорит Беттс. «Если у вас более высокий процент мусора [в вашем потоке переработки], то ваша доля дохода будет меньше, тогда как более высокий процент действительно пригодных для вторичной переработки [вернет больше]. Это повлияет на то, что сообщество в конечном итоге увидит в своей скидке или цене».
«Если у вас более высокий процент мусора [в вашем потоке переработки], то ваша доля дохода будет меньше, тогда как более высокий процент действительно пригодных для вторичной переработки [вернет больше]. Это повлияет на то, что сообщество в конечном итоге увидит в своей скидке или цене».
Balcones предоставляет ежемесячные скидки своим сообществам, при этом плата за переработку устанавливается в размере определенной суммы за тонну. Доля выручки основана на совокупной стоимости всех товаров плюс согласованный индекс цен, который, по словам Беттс, компания предпочитает прописывать в своих контрактах.
Точно так же вице-президент WM по переработке отходов Брент Белл говорит, что 80 процентов входящего материала, который хьюстонская компания обрабатывает на своих MRF, включает плату за возмещение затрат на обработку.
«[Сборы] обычно устанавливаются на срок действия контракта, при этом допускается увеличение индекса потребительских цен [ИПЦ], но они различаются в разных регионах в зависимости от различных ставок и затрат на рабочую силу», — говорит он. «Кроме того, состав потока и загрязнение играют важную роль в определении типа обрабатываемого материала».
«Кроме того, состав потока и загрязнение играют важную роль в определении типа обрабатываемого материала».
Количество загрязнений
Другим фактором, определяющим контракты на переработку, является использование платы за загрязнение, которая может взиматься с муниципалитета, если определенный процент его материалов оказывается непригодным для повторного использования.
Беттс говорит, что Balcones справляется с ними двумя способами: исследования состава, проводимые два раза в год на материалах, или процент загрязнения, прописанный в контракте с самого начала, которого сообщество должно придерживаться, чтобы избежать платы.
«Мы будем проводить исследование материала клиента два раза в год, брать образец этого материала и оценивать, какой процент загрязнений и мусора, и этот процент не получит долю дохода», — говорит Беттс. «Итак, если это, например, 15 процентов, то это их финансовый стимул для уменьшения остатка, потому что чем больше они могут уменьшить его, тем больше они получают более ценных товаров, и они будут платить меньше за переработку».
По мнению Bell, борьба с загрязнением начинается с обучения, и компания WM пыталась информировать своих клиентов о том, как обнаружить загрязнение в своих грузах.
«[Это может быть] фотографирование и информирование клиентов о том, как утилизировать нужные предметы в их мусорных баках», — говорит Белл. «Плата за загрязнение является частью контракта и предназначена для того, чтобы побудить клиентов убедиться, что у нас есть чистый поток переработки для обработки и продажи на устойчивых конечных рынках».
Времена меняются
Фото любезно предоставлено Casella Waste
На рынках как вверх, так и вниз операторы MRF и сообщества, с которыми они работают, увидели ощутимые выгоды, так как National Sword изменила потоки доходов от восстановленных товаров.
Плата за переработку и загрязнение помогла операторам стабилизироваться, а распределение доходов с населением может помочь покрыть расходы на рабочую силу, топливо, оборудование и многое другое, когда рынки благоприятны.
Подход MRF к заключению контрактов с муниципалитетами со временем изменился. Например, Гринли говорит, что в последние годы MRF все чаще используют распределение доходов и скидки при заключении контрактов с сообществами.
«Пять, семь лет назад это не обсуждалось и не рассматривалось», — говорит она. «Но я думаю, что по мере того, как рынок восстанавливается, они более открыты для этого. Но рынки вторичной переработки нестабильны. Как и на фондовом рынке, они очень чувствительны, и на них влияет множество факторов, и мы видим, что сейчас на нем наблюдается небольшой спад», — говорит она в ноябре 2022 года. «Но я думаю, что это самое главное. ”
Белл говорит, что использование больших мусорных баков является тенденцией, которая может привести к более высоким показателям переработки, наряду с локальным обучением для уменьшения загрязнения.
«Мы также прозрачны с клиентами в отношении состава материалов, поскольку это влияет на их экономику», — говорит Белл. «Например, пластмассы обычно в три-четыре раза дороже, чем средний материал в мусорном баке, поэтому, если клиенты могут увеличить количество пластмасс — ПЭТ [полиэтилентерефталат], HDPE [полиэтилен высокой плотности] — тогда их экономика может улучшиться».
«Например, пластмассы обычно в три-четыре раза дороже, чем средний материал в мусорном баке, поэтому, если клиенты могут увеличить количество пластмасс — ПЭТ [полиэтилентерефталат], HDPE [полиэтилен высокой плотности] — тогда их экономика может улучшиться».
Беттс говорит, что более поздняя тенденция, которая может повлиять на то, когда контракты выставляются на торги, — это текущие проблемы с цепочкой поставок, которые последовали за началом COVID-19.пандемии, из-за которой сроки закупки оборудования увеличились на 12 с лишним месяцев. В свете этого она советует общинам подготовиться к выставлению своих контрактов на переработку на торги раньше, чем обычно, если срок действия их текущих контрактов подходит к концу, чтобы отразить это отставание от оборудования.
«Это много времени заранее, но я хочу призвать людей, что если у них есть контракт, который будет заключен в ближайшие пару лет, самое время начать его сейчас или вчера, просто чтобы вы могли самый широкий круг потенциальных участников торгов», — говорит Беттс.