Процесс цинкования металла – Цинкование металла, технология, виды, процесс
alexxlab | 08.12.2019 | 0 | Разное
Цинкование металла: технология и методы
Для защиты металла от коррозии создано множество методов и способов. Суть их заключается в том, что на поверхность металла наносится специальное вещество. На конечном этапе образуется тонкая пленка. Она препятствует попаданию влаги, кислорода, а также агрессивных веществ на поверхность. Среди данных методов выделяют цинкование металла. Оно является наиболее действенным.
Общие сведения
Как говорилось ранее, цинкование металла — это процесс нанесения на поверхность изделия специального вещества.
 Такие растворы создаются на основе цинка, который является наиболее подходящим исходным материалом. Он предотвращает коррозию, а также защищает поверхность от воздействия агрессивных веществ. Обработанный лист обладает рядом преимуществ:
Такие растворы создаются на основе цинка, который является наиболее подходящим исходным материалом. Он предотвращает коррозию, а также защищает поверхность от воздействия агрессивных веществ. Обработанный лист обладает рядом преимуществ:- увеличивается прочность изделия;
- устойчивость к различным температурам;
- не подвергается воздействию агрессивных веществ;
- увеличивается срок службы изделия;
- изделие не подвергается окислению.
Технологическая основа
Цинкование металла является популярной процедурой во всем мире. Данный процесс заключается в том, что на стальную поверхность наносится специальный цинковый раствор. После этого образуется тонкая пленка, которая и выполняет защитные функции, то есть предотвращает коррозию. Коррозия меняет структуру металла и приводит изделие в непригодность.
Как ржавеет?
Как говорилось ранее, на изделия воздействуют влага, а также кислород и агрессивные вещества.
 Их молекулы попадают в глубокую структуру металла, что приводит к появлению ржавчины. В результате на поверхности появляются дыры. Такой процесс может происходить долгое время. Чтобы замедлить процесс окисления, применяют цинковый раствор.
Их молекулы попадают в глубокую структуру металла, что приводит к появлению ржавчины. В результате на поверхности появляются дыры. Такой процесс может происходить долгое время. Чтобы замедлить процесс окисления, применяют цинковый раствор.Этапы
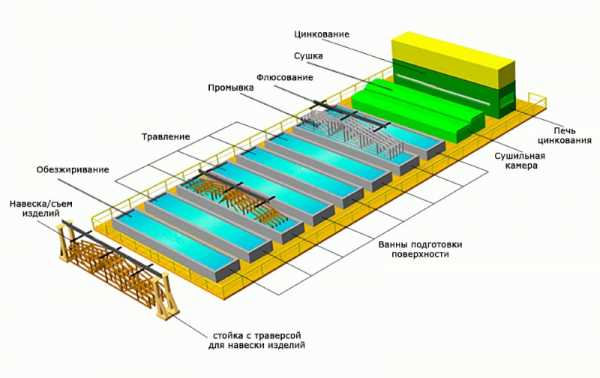
Цинкование металла заключается в покрытии защитной цинковой пленкой различных видов изделий. Чтобы произвести данную процедуру, необходимо иметь специальное оборудование. Каждый элемент устройства не должен подвергаться воздействию влаги и агрессивных веществ. Процесс цинкования разделяется на такие этапы:
- Подготовительный. В первую очередь необходимо привести в порядок изделие. Его поверхность нужно очистить от различных веществ, а затем обезжирить ее. Далее происходит процесс травления. Металлическое изделие опускают в емкость с кислой средой. Как правило, используют раствор серной кислоты. Благодаря травлению металла на поверхности возникает оксидная пленка. А значит, цинковый раствор будет держаться дольше. В конечной стадии с изделия убирают остатки кислоты и просушивают.
- Процесс цинкования. Данный этап заключается в том, что на подготовленную поверхность наносится раствор. Чтобы его изготовить, необходимо расплавить цинк в специальной ванне под действием высокой температуры. Когда раствор готов, в ванную погружают металлическое изделие и выдерживают несколько минут.
- Сушка изделия. Оцинкованное изделие сушится при комнатной температуре.
Процесс цинкования металлических изделий происходит в специальных ваннах.
 При необходимости они оснащаются розетками. Несмотря на значительные их объемы, в них проводится также и обработка большого количества мелких изделий. Таким образом, оборудование для цинкования металла и метизов могут иметь не только мелкие, но и крупные размеры.
При необходимости они оснащаются розетками. Несмотря на значительные их объемы, в них проводится также и обработка большого количества мелких изделий. Таким образом, оборудование для цинкования металла и метизов могут иметь не только мелкие, но и крупные размеры.Основные методы обработки
Наиболее популярным способом защиты металлических изделий от коррозии является цинкование. Существуют различные способы данного процесса. Каждый из них применяется для определенного типа металла. Некоторые виды могут вступать в реакцию с цинком. Существует четыре вида обработки: горячий, холодный, термодиффузионный, гальванический. Рассмотрим каждый вид более подробно.
Горячий
Покрытие изделий таким способом является популярным во многих странах. Его главными положительными свойствами является высокое качество, а также долгий срок эксплуатации. Поэтому такой способ стал одним из лучших. Существует также и ряд отрицательных свойств. В первую очередь, метод не является экологически безопасным, так как на стадии подготовки и цинкования используется множество химических веществ. Кроме того, при горячей обработке возникает существенная трудность. Необходимо поддерживать температуру цинка в пределах от 500 до 5000ºС. Для поддержания такого уровня нагрева затрачивается много электроэнергии. Горячее цинкования металла в домашних условиях – довольно сложный процесс.
Технологически процесс разделяется на два этапа. Это подготовка и цинкование металла. На первом этапе занимаются подготовкой металлического изделия. Ее поверхность необходимо обезжирить и очистить от мусора. После этого происходит травление, промывка и просушка.

Данные операции прописаны в нормативной документации.
Чтобы покрыть цинком деталь, необходимо погрузить ее в специальную ванну. В ней находится специальный раствор, который предотвращает появление коррозии. Способы закрепления металла при горячем цинковании могут быть различными. Они зависят от вида и формы изделия. Такая технология применяется во многих отраслях производства. К примеру, для изготовления оцинкованной проволоки, труб и т. д.
После применения к ним горячего метода изделия имеют долгий срок эксплуатации, то есть надежно защищены от коррозии. Единственной трудностью являются ванны. Для обработки больших деталей необходимо найти ванну соответствующих объемов, что довольно трудно. Такая особенность сказывается на затратах. Где производят горячее цинкование металла? Курск, Москва, Челябинск, Ярославль – это лишь малый перечень городов, где различные компании предлагает данную услугу. Зачастую они работают именно с крупными объемами.
Данный метод применяется в том случае, когда необходима обработка гладкой поверхности. Технология цинкования металла гальваническим способом основана на закреплении вещества на поверхности изделия за счет электрохимического воздействия. Такой способ подходит абсолютно для всех типов металла. Изделие получает равномерное блестящее покрытие. Это происходит благодаря слиянию покрытия металла и цинка.
 На данное взаимодействие влияет наличие на поверхности различного мусора или других пленок. Поэтому перед началом процедуры следует заняться очисткой. При массовом производстве за этим тяжело следить, поэтому цинкование может быть некачественным.
На данное взаимодействие влияет наличие на поверхности различного мусора или других пленок. Поэтому перед началом процедуры следует заняться очисткой. При массовом производстве за этим тяжело следить, поэтому цинкование может быть некачественным.Гальванический способ основан на погружении металлического изделия в ванну, где находится раствор электролита. К детали подсоединяется источник тока. В этом случае возникает процесс электролиза. Ему подвергается цинк, который и покрывает металлическую деталь.
Плюсы
Главным положительным качеством является внешний вид изделия – поверхность ровная и блестящая. Однако есть и существенный недостаток. Перед сливом раствора, который находился в ванной, необходимо очищать ее от цинка. При данном методе образуется большое количество отходов, которые наносят вред окружающей среде. Поэтому необходимо приобрести специальное дорогостоящее оборудование. Оно будет выделять цинк из раствора. Поэтому такой метод является одним из самых дорогостоящих.
Как сделать цинкование металла в домашних условиях?
Данную процедуру применяют многие мастера, когда необходимо обработать мелкие детали. Для начала необходимо найти подходящую емкость и изготовить электролит. Процедуру проводят в хорошо проветриваемом помещении и в защитной одежде, так как частицы электролита могут нанести вред человеку. при попадании их на кожу возможен химический ожог. Для приготовления берут воду, сернистый цинк, магний и уксус. Готовый концентрат нужно процедить. Далее металлическая деталь опускается в емкость и готовится анодное изделие. К маленькому куску цинка крепится медный провод, который подключается к электросети. Изделие опускается в электролит и начинается процесс обработки. После этого металлическую деталь сушат. Гальваническое цинкование металла в домашних условиях выполнить довольно легко.
Особенности холодного способа
На протяжении последних лет данный метод получил широкое распространение. Суть его заключается в том, что металлическое изделие окрашивается специальными веществами, которые содержат цинк. Такой метод не требует особых навыков. Однако есть и недостатки: готовые оцинковочные изделия подвергаются механическим воздействиям. Кроме того, необходимо постоянно осуществлять наблюдение за техническим персоналом, который готовит раствор и выполняет работу. Как говорилось ранее, данный способ довольно прост. Поэтому оборудование для холодного цинкования металла не требуется. Работа должна выполняться в соответствии с санитарно-гигиеническими правилами. При помощи этого метода обрабатываются трубы, а также изделия, которые находятся в закрепленном варианте. Для этого необходимо подготовить раствор и нанести его на изделие при помощи кисточки или валика. Единственное оборудование для холодного цинкования металла, которое используется — это распылитель. Он помогает добраться до недоступных мест и выполнить покраску равномерно и качественно. Среди недостатков многие пользователи отмечают низкую надежность.
Технология термодиффузионного цинкования
Данным методом пользуются достаточно давно, но он популярен и в наши дни.
 Впервые его применили в Англии в конце XIX века. Изобретение стало известным благодаря известному ученому Шерарду. Однако данный метод быстро забыли, заменив его на другой. Его возрождение приходится на конец ХХ века. Технология термодиффузионного метода заключается в том, что поверхность металлического изделия обрабатывается цинком, находящимся в паровом состоянии. Для этого его необходимо нагреть до 2500ºС. Процесс выполняется в закрытой емкости при наличии в ней цинксодержащей смеси и металлических элементов. Технология проведения данной процедуры определяется не только отечественными, но и импортными нормативными документами.
Впервые его применили в Англии в конце XIX века. Изобретение стало известным благодаря известному ученому Шерарду. Однако данный метод быстро забыли, заменив его на другой. Его возрождение приходится на конец ХХ века. Технология термодиффузионного метода заключается в том, что поверхность металлического изделия обрабатывается цинком, находящимся в паровом состоянии. Для этого его необходимо нагреть до 2500ºС. Процесс выполняется в закрытой емкости при наличии в ней цинксодержащей смеси и металлических элементов. Технология проведения данной процедуры определяется не только отечественными, но и импортными нормативными документами.Термодиффузионное цинкование выполняют в том случае, когда необходимо достичь толщины в 20 мкм. Технологический процесс схож с горячим методом цинкования. Однако различия тоже есть. Подготовленное изделие опускается в барабанную печь, где за счет вращающихся сил происходит обработка. Данный процесс выполняется за 3 часа работы данного оборудования. При помощи его окрашиваются различные мелкие детали, такие как шайбы и шурупы.
 В отличие от горячего метода, нанесение цинкового опыления происходит равномерно по всей поверхности.
В отличие от горячего метода, нанесение цинкового опыления происходит равномерно по всей поверхности.Заключение
Данный процесс помогает защитить различные металлические детали от коррозии, влаги, а также агрессивных веществ. Существует 4 технологических вида цинкования. Каждый из них имеет свои особенности и подходит для определенного типа металла. Несовместимость таких компонентов приведет к некачественному окрашиванию и, как следствие, к снижению прочности готового изделия. Цинкование происходит в специальных ваннах или барабанных печах. Однако процесс можно произвести и в домашних условиях. Для этого нужно приобрести расходные материалы. Работа выполняется в проветриваемом помещении в специальной защитной одежде, так как некоторые компоненты причиняют вред человеческому организму.
fb.ru
Гальваническое цинкование металла: технология, оборудование
Гальваническое цинкование – эффективный и недорогой, а потому распространенный способ защиты черных металлов от коррозии. Чаще всего его используют при производстве метизов и крепежных изделий, а также стальной сетки.
Способы нанесения цинкового покрытия
Антикоррозионное цинкование выполняется различными способами, а срок службы покрытия зависит от толщины защитного слоя.
Способ нанесения покрытия зависит от его необходимых свойств, размеров изделия, условий его дальнейшей эксплуатации.
Самый простой и технологичный, но недостаточно обеспечивающий стойкость к механическим воздействиям защитного слоя, – это холодное цинкование с помощью грунтов, в которых в большом количестве содержится высокодисперсный цинковый порошок.
По объему цинковальных производств второе место занимает горячее цинкование. Покрытие, получаемое таким способом, качественное и долговечное, но экологически небезопасное, так как используется расплав цинка, да еще на поддержание его температуры немногим меньше 500 °С необходимо большое количество электроэнергии, химические методы подготовки поверхности.
Очень похож на горячее цинкование более технологичный, но менее производительный метод термодиффузионного нанесения защитного слоя. Он используется, когда задаются высокие требования к толщине и внешнему виду покрытия.
Еще один способ цинкования – это газо-термическое напыление, которое используется для защиты крупногабаритных изделий и конструкций, которые в ванну просто невозможно поместить.
Гальваническое цинкование лишено многих недостатков других способов нанесения покрытия и имеет свои положительные стороны.
Преимущества гальванического цинкования
Способ нанесения цинкового покрытия путем электролиза наиболее распространен.
Основным достоинством, из-за которого применяется именно гальваническое цинкование металла, является высокая степень защищенности поверхности материала от коррозии. Тонкий слой цинка увеличивает срок службы изделий в несколько раз, а значит, и снижает затраты на их техническое обслуживание и замену.

Покрытие получается ровным, без потеков и капель, сохраняется и форма, и размер изделия. Нанести его можно на предметы любой, даже самой сложной формы.
Гладкие и блестящие декоративные покрытия не требуют в большинстве случаев дополнительной обработки.
Кроме того, сам процесс нанесения цинкового покрытия требует незначительных расходов, а гальванические агрегаты обладают высокой производительностью.
Недостатки гальванического цинкования
Способ нанесения защитного покрытия электролизом не лишен недостатков.
Основной недостаток – низкая адгезия цинка с металлом, из-за которой поверхность изделия необходимо тщательно зачищать.
Минусом также является образование в процессе нанесения покрытия ядовитых отходов, требующих серьезной очистки.
Несоблюдение режимов может привести к наполнению водородом основного металла, что приводит к хрупкости самого изделия и к нарушению качества покрытия.
Принцип действия
Гальваническое цинкование основано на принципе защитного действия, который определяется разностью электрохимических потенциалов цинка и железа. Поскольку цинк имеет меньший электрохимический потенциал, покрытие из него является протекторной защитой для черных металлов. То есть во влажной среде электрохимической коррозии подвергается именно он.

При окислении железа образуются оксиды, имеющие больший объем, чем первоначальный металл. Оксидная пленка становится рыхлой и пропускает к еще не окисленному металлу кислород. А на цинке при окислении пленка образуется тонкая и плотная, она не пропускает кислород вглубь металла, защищая не только покрытие, но и основной металл под ним.
Виды гальванического цинкования
Цинкование гальваническое – технология, представляющая собой электролиз, т. е. электрохимические окислительно-восстановительные процессы в электролите под действием постоянного электрического тока.
По составу электролита цинкование делится на три вида: кислотное, цианидное и щелочное.
Чаще всего используется метод нанесения цинкового покрытия в слабокислых электролитах, особенно для чугунных и стальных деталей сложной конфигурации. Изделия из углеродистых и легированных сталей при этом виде цинкования меньше подвергаются возникновению водородной хрупкости, да и внешний вид получается превосходный, с замечательным декоративным эффектом в широкой цветовой гамме.
Дополнительная защита при цинковании
Защитное действие покрытий из цинка зависит от его толщины, которая при гальваническом нанесении всего 5 мкм, и характера электролита.
В некоторых случаях защитные свойства цинкового покрытия увеличиваются пассивированием, фосфатированием или покраской.
Пассивирование (хроматирование) – химическая обработка изделий в растворах с хромовой кислотой либо ее солями, в результате которой на поверхности образуются хроматные пленки. Это процесс усиливает не столько защитные свойства, сколько декоративные, потому что в результате усиливается блеск покрытия, и оно может быть окрашено в различные цвета.

При фосфатировании (обработке в солях фосфорной кислоты) оцинкованных изделий на поверхности пленка образуется фосфатная. После фосфатирования может еще наноситься лакокрасочное покрытие.
Этапы гальванического цинкования
На производстве гальваническое цинкование состоит из нескольких технологических процессов, каждый из которых завершается промывкой водой в проточной ванне или щеточно-моечным способом.
Сначала изделия тщательно очищаются от ржавчины, окалины, технологической смазки, остатков охлаждающей жидкости или краски и обезжириваются в щелочных растворах. Затем происходит обезжиривание электролитическое.

После него протравливаются в водном растворе соляной кислоты, при котором поверхность окончательно очищается без нарушения поверхностного слоя и происходит ее декапирование – активация перед нанесением цинкового покрытия. Только потом производится собственно цинкование.
После него, при необходимости, изделия осветляются и очищаются от окисной пленки в водном растворе азотной кислоты, затем фосфатирование, пассивация и сушка.
При цинковании различных изделий могут выполняться дополнительные операции. Например, полосу перед цинкованием разматывают, сваривают концы, правят, а после него промасливают и сматывают.
Оборудование гальванического цинкования
Гальваническая линия – это определенная последовательность промывочных и технологических ванн, в которых создаются одно- или многослойное цинковое покрытие с требуемыми функциональными свойствами.
В соответствии с объемами производства используется оборудование с различной степенью механизации. На крупных предприятиях устанавливаются механизированные линии с автоматическим управлением. Существуют линии с частичным или полным ручным управлением, а также мини-линии.

Линия гальванического цинкования состоит не только из ванн. В нее входят транспортные системы различной конструкции, обязательно оборудование для очистки сточных вод, вспомогательное оборудование, к которому относятся приспособления для цинкования, ТЭНы, теплообменники, катодные и анодные штанги.
В дополнительное оборудование входят системы вентиляции, сушильные камеры и шкафы, холодильное оборудование, фильтровальные установки, оборудование получения демиводы, насосы.
Электролиты для цинкования
Для гальванического цинкования в зависимости от назначения изделия применяют электролиты, которые делятся на две основные группы.
Электролиты, в которых цинк находится в виде простых гидратированных ионов, называют простыми кислыми. Это борфтористоводородные, сульфатные и хлоридные растворы.
Сложные комплексные кислые и щелочные электролиты содержат цинк в комплексных ионах с положительным и отрицательным зарядом. Это аммиакатные, пирофосфатные, цианидные и другие растворы.
От того, какой электролит применяется, зависит в первую очередь скорость осаждения, а затем качество осадков цинка на изделии (катоде).
Из комплексных электролитов цинк оседает на катоде при высоком рассеивании ионов. При увеличении плотности тока выход металла снижается и увеличивается выход водорода.
Поэтому цинкование в сложных электролитах производится при малой плотности тока, а покрытие получается очень качественное, мелкозернистое и равномерное.
В слабокислых простых электролитах гальваническое цинкование, в домашних условиях в том числе, проходит при большой плотности тока, с большей, чем при использовании сложных растворов, скоростью. Внешний вид изделий получается хороший, но покрытие не очень качественное и подходит только для изделий достаточно простой формы.
Гальваническое цинкование
Технологический процесс непосредственно цинкования происходит в ванне с электролитом. В нее опускаются изделия из черного металла, к которым через специальные электроды подводится электрический ток (катод), и чистый цинк в виде шаров или пластин, уложенных в специальные сетчатые секции (анод).
В процессе электрохимической реакции под воздействием электрического тока плотностью от 1 до 5 А/дм цинк растворяется в электролите, затем его ионы оседают на катоде, образуя гальваническое покрытие толщиной 4-25 мкм.
Именно с использованием такой технологии получают крепежные изделия (болты и гайки) с равномерным и блестящим покрытием.
Автоматизированная линия для гальванического цинкования
Современная линия гальванического цинкования – это полностью автоматизированная линия, на которой осуществляются все этапы нанесения покрытия, включая сварку и качественное обезжиривание изделий разного назначения и конфигурации.
Автоматическая линия в общем случае состоит из комплекта технологических гальванических ванн, модульных выпрямителей, стенда загрузки/разгрузки, транспортного оборудования, оборудования для вытяжной вентиляции, подвода воды и отвода канализационных стоков, металлокаркаса с трапом обслуживания.

Гальванические ванны могут изготавливаться из нержавеющей стали, стали, футерованной полимерными материалами или резиной. Современные ванны, сваренные из листовых полимеров, все больше вытесняют металлические емкости. Выбор материала ванн зависит от состава и концентрации электролита и рабочей температуры.
Коммуникации систем водоснабжения и канализации, и в большинстве случаев вентиляции располагаются под ваннами и также изготавливаются из полипропилена.
Размеры линии определяются ее производительностью и габаритами гальванических ванн.
Гальваническое цинкование происходит с образованием сточных вод с высокой концентрацией ионов тяжелых металлов. Поэтому их отстаивают, фильтруют, нейтрализуют, используют химическое осаждение, сорбцию и другие процессы в емкостях из инженерных полимеров.
Электролитическое цинкование в домашних условиях
Гальваническое цинкование, своими руками производимое, начинается с подбора материалов. Электролитом может служить раствор хлорида цинка и соляной кислоты в дистиллированной воде. Это так называемая паяльная кислота, которая чаще всего используется в домашних условиях. Умельцы протравливают цинк в аккумуляторной серной кислоте и получают электролит ZnSO4, но этот процесс опасен, поскольку при реакции выделяется взрывоопасный водород и теплота. В электролите ни в коем случае не должно быть осадка из нерастворенных кристаллов соли.
Чистый цинк можно купить в магазине химреактивов или на радиорынке, а можно получить из солевых батареек или плавких предохранителей, сохранившихся со времен Советского Союза.

Гальванической ванной может служить стеклянная или пластиковая емкость. В нее устанавливаются штативы для анода и катода. Анод – это пластина цинка, к которой от источника питания подсоединяется «плюс». Чем больше анод, тем более равномерным получится покрытие на катоде, изделии, на которое будет наноситься защитное покрытие. Анодов может быть несколько, их можно располагать вокруг катода на одинаковом расстоянии, чтобы его поверхность покрывалась цинком равномерно и одновременно со всех сторон. К катоду подсоединяется «минус» источника питания.
Даже когда в домашних условиях производится цинкование гальваническое, технология обязательно включает тщательную очистку и обезжиривание детали, а также ее активацию в растворе кислоты.
Источник питания – это автомобильный аккумулятор с лампой накаливания небольшой мощности или другого потребителя в схеме, чтобы сила тока в цепи была ниже, или блок питания с постоянным напряжением на выходе. Главное, чтобы не было бурного кипения электролита в процессе цинкования.
Собственно цинкование происходит, когда аноды и катод опущены в электролит и замкнута электрическая цепь. Чем дольше длится процесс, тем толще слой цинка получается на изделии.
С помощью гальванического цинкования защитное покрытие на изделиях становится точным, равномерным и гладким, с декоративным эффектом. Его используют и в промышленности, и в домашних условиях, несмотря на то что требуется очистка сточных вод от экологически опасных отходов.
fb.ru
технология и метод по ГОСТ
Изделия, изготавливаемые из стали, подвергаются агрессивным воздействиям окружающей среды. Образование коррозии невозможно предупредить без обработки после производства изделия. Наиболее действенным, долговечным способом является горячее цинкование. Популярность появилась после проверки временем обработанных изделий и экономичности производства.
 Горячее цинкование стали
Горячее цинкование сталиДля каких целей металлоконструкции подвергают оцинковке
Процесс подразумевает наложение тонкого слоя цинка, перед нанесением поверхность обрабатывается механическими и химическими способами. Покрытие обеспечивает защиту не только барьерную, но и электрохимическую реакцию. Горячее цинкование используется в большинстве случаев при работе с металлами, так как оно наиболее подвержено градирующим процессам. Способ горячего цинкования является наиболее приемлемым, так как имеет сбалансированную стоимость процесса, высокий результат.

Способ горячего цинкования на производстве
Основное назначение цинкования – повышение прочности металлоконструкции. Оцинкованную деталь не нужно окрашивать для защиты от коррозии, в совокупности процесс приближен к стоимости окраски, но имеет больше преимуществ.
Происхождение метода
В конце 17 века проводились первые опыты по погружению металлической детали в горячий цинк. Французский химик отметил появление защитного слоя после процедуры – оцинковка металла. В 1836 году во Франции отдается патент на применение горячего цинка с целью использования для антикоррозийных свойств металлоконструкций. Метод горячего цинкования был налажен уже через 10 лет после открытого патента, а широкое распространение получил в середине прошлого века.

Применение оцинкованных изделий
Изделия, обработанные цинком возможно использовать при любых условиях, кроме щелочной среды. Изготовление представлено некоторыми сложностями во время производства, однако они перевешиваются плюсами.
Достоинства и недостатки метода
Основными преимуществами метода является стоимость при долгосрочном использовании. Уход после процедуры горячего цинкования за деталью не требуется при отсутствии механических воздействий. Цинкование металлоконструкций имеет ряд преимуществ:
- Обработка может производится к деталям любой формы и сложности, так как подразумевает опускание изделия целиком в ванны с цинком.
- При незначительных механических повреждениях, покрытие имеет свойства к самовосстановлению, при некоторых случаях без вмешательства человека.
- Горячее цинкование осуществляется при обработке емкостей и труб, так как стойкость к коррозии и другим воздействиям повышается более, чем в 5 раз.
- В процесс обработки забиваются все мелкие недостатки изделий.
- Эксплуатация не требует дальнейшего ухода за поверхностями, так как защищена слоем цинка.
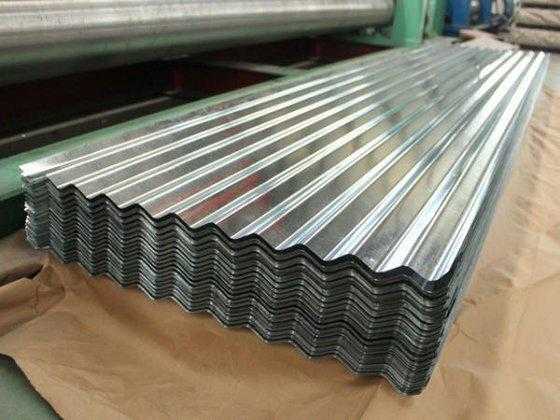
Оцинкованные листы
Недостатки существуют абсолютно при каждой работе, обработка цинковым слоем происходит неравномерно. Повышенный расход материала при выполнении работ, обусловленность формой ванны, детали большего размера обработать не получится. Изделия, обработанные слоем цинка получаются габаритнее, обработанные изделия могут доставить трудностей при монтаже или сварке.
Технология горячего цинкования
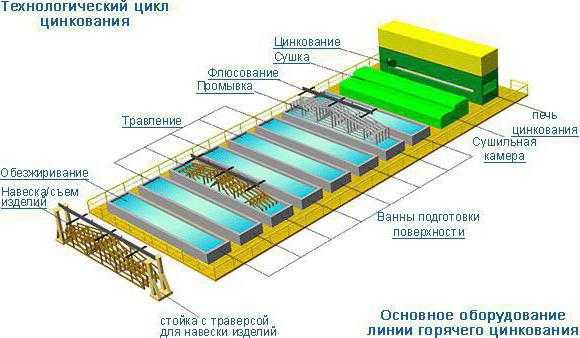
Обработка происходит в соответствие с ГОСТ, выполняется в множество этапов, которые требуют подготовки. Технология горячего цинкования применяется только после соблюдения всех условий по производству. Перед работами обезжириваются детали, происходит удаление масла, других составов. Горячая оцинковка требует нескольких ванн и печей для сушки, печей для процесса, а также зоны, в которой детали подвергаются охлаждению.
Технология горячего цинкования
Общими правилами установлена, что процесс разбит на этапы. Подготовка поверхности происходит в несколько раз, осуществляются различные работы. Цинкование, процесс состоящий их трёх фаз, которые тщательно соблюдаются. После завершения основных процессов происходит аспирация и транспортировка, действия происходят автоматически.
Подготовка поверхности
Особо важный этап – подготовка, включает множество подтипов:
- Обезжиривание происходит при средней температуре +70 ⁰С, происходит для равномерно расположенного слоя цинка. Если не удалится масляное загрязнение, оцинкованный кусок может обвалиться.
- После происходит промывание, в процессе которого удаляются средства, используемые при обезжиривании.
- Соляной кислотой производится травление, слой окалины удаляется с поверхности металла, под воздействие попадает и коррозия.
- После каждого воздействия определенного средства необходимо осуществлять промывку детали.
- Флюсование обеспечивает хорошее прилегании цинка к поверхности в последующем, противостоит окислению в процессе производства.
- Сушка детали производится в специально отведенной для этого печи.
Наиболее важным процессом отмечается флюсование. Флюс, благодаря химическим свойствам, окончательно удаляет серную кислоту, влагу. Горячее цинкование использует своеобразный флюсовой слой.
Оборудование
Процесс горячего цинкование требует большого помещения и видов оборудования. Основные станки и приборы для обработки:
- Сушильная и цинковальная печи.
- Теплообменник.
- Цинковальные ванны, их количество определяется разновидностью производимых частей.
- Ванна для охлаждения.
- Грейфер, предназначенный для удаления гарт цинка.

Завод горячего цинкования
Перечисленное оборудование не включает в себя автоматизированную линию для транспортировки детали, подготовке к процессу и очистных сооружений, которые обязательно понадобятся для массового производства.
Цинкование
Определенная технология цинкования и ее соблюдение позволяют добиться прочности, надежности детали. Для получения результата необходимо следовать последовательности, которая описана в технологии горячего цинкования металлоконструкций:
- На этапе погружения детали, при повышении температуры, разрушается флюсовая пленка, которая служит для соединения цинка с металлом. Скорость процесса погружения подбирается оптимальной, нельзя допустить полное разрушение пленки, но и остаточный толстый слой.
- Продолжительность операции подбирается от сложности конструкции, время цинкования определено не более 10 минутами.
- Регулируется скорость вынимания для контроля остаточного слоя горячего цинка на металле.

Сушка оцинкованных изделий
Качественная сталь, соблюдение температурного режима обработки (450 ⁰С), степень охлаждения полностью зависят на готовый результат. Сушка изделия зачастую происходит на открытом воздухе.
Контроль качества покрытий по ГОСТ 9-307
Важные моменты при процедуре описаны контролем Госстандарта. Требований к обработке существует множество, основные из них:
- Требования к металлу, при данном разделе описаны категории изделий из стали, которые можно обрабатывать.
- Внешний вид и качество покрытия, а также толщина готового изделия определены согласно ГОСТу.
- Методы контроля качества определяются способами определения качества готовой продукции.

Процесс горячего цинкования труб
Контроль и его методы подразумевают проверку готовой продукции путем нанесения механических повреждений или специальных меток. Горячее цинкование металлоконструкций определяется также температурным воздействием, изделие нагревается до 200 ⁰С, визуально проверяется на наличие повреждений либо отслаивания металла.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Цинкование металла: технология, классы, оборудование, цены
Цинкование металла – это достаточно распространенный способ формирования антикоррозийного покрытия, защищающего металлопрокат или сборные металлоконструкции. Причем цинкование объединяет в себе две противоречивые характеристики – высокую эффективность и низкую стоимость технологического процесса.
Поэтому в данной статье мы познакомим наших читателей с различными технологиями нанесения «цинковых» покрытий, среди которых найдутся и процессы, ориентированные на реализацию «своими руками».
Технология цинкования металла: обзор типовых процессов
В процессе цинкования не поверхность металлоконструкции наносится слой защитного покрытия, основным компонентом которого является цинк, который, со временем, трансформируется в оксид этого металла. В итоге, оксидная пленка защищает основной металл и от контакта с атмосферным кислородом и препятствует образованию оксида железа (ржавчины).
Причем такую пленку можно получить разными способами. И каждый способ используется в роли базиса для того или иного технологического процесса.
Однако в промышленности, а равно и в быту, используются всего четыре технологии:
- Горячее цинкование металла.
- Окрашивание цинкосодержащими эмульсиями (холодное цинкование).
- Гальваническое напыление.
- Термодиффузионное напыление.
И далее по тексту мы изучим каждую разновидность упомянутых технологических процессов, делая упор на описание самой процедуры цинкования. Причем в каждом обзоре будут упомянуты как достоинства, так и недостатки конкретных технологий цинкования металлоконструкций.
Горячее цинкование
Данная технология характеризуется максимальной эффективностью и самой высокой стоимостью. Обработанные разогретым до 460 градусов Цельсия цинком детали защищены от коррозии на протяжении, как минимум, 50 лет. К тому же, такие покрытия выдерживают даже легкую деформацию основы и глубокие царапины.
Однако цены на цинкование металла горячим способом самые высокие из всех возможных. Ведь данная технология реализуется путем погружения заготовки в ванну с горячим цинком. То есть, для обработки даже маленькой детали необходимо разогреть и удерживать в расплавленном состоянии несколько десятков килограмм цинка, а крупногабаритные изделия окунают в ванну с несколькими тоннами расплавленного металла.
При этом сам процесс цинкования выглядит следующим образом:
- Заготовку чистят пескоструйкой, обезжиривают растворителем органики и передают дальше.
- На следующем этапе заготовка покрывается тонким слоем флюса, который останавливает процесс окисления железа.
- Далее заготовку погружают в разогретую до 460 градусов Цельсия ванну, заполненную 98-процентным цинком. Причем время погружения определяется исходя из массы заготовки. Ведь металл должен прогреется до тех же 460 градусов. И только после этого заготовку можно извлечь из ванны.
- После этого оцинкованную заготовку «сушат» на центрифуге или вибромашине. Ведь оптимальная толщина покрытия равна всего 60-80 микрометрам, а на поверхности детали может скопиться и миллиметровый слой горячего цинка.
- Последний этап – контроль качества, во время которого измеряется толщина покрытия и проверяется непрерывность защитного слоя.
Холодное цинкование
Если вас интересует цинкование металла в домашних условиях, то обратите внимание на эту технологию. Ведь холодное цинкование это тоже окрашивание, которому предшествует тщательная зачистка поверхности металла.
Правда для такого окрашивания сгодится далеко не каждая эмульсия, а только такие составы, в которых содержится не менее 98 процентов порошкового цинка.
Причем лучшей методикой нанесения состава на защищаемую поверхность считается напыление эмульсии пульверизатором.
Сам процесс цинкования состоит из следующих этапов:
- Механической очистки защищаемой поверхности (абразивная обработка и стачивание острых кромок).
- Химической очистки поверхности (обезжиривание растворителем).
- Грунтовка поверхности.
- Окрашивание поверхности цинкосодержащим составом.
Причем холодное цинкование металла своими руками дает такой же результат, как и «промышленные» технологии (горячее нанесение, гальваническое напыление и прочее), а расходы на техпроцесс в данном случае минимальны.
В итоге, холодное цинкование можно назвать самой эффективной технологией из дешевых или самой дешевой из эффективных.
Гальваническое цинкование
Эта технология используется в производстве декоративных элементов и мелких утилитарных предметов (проволоки, сетки, гвоздей и так далее). Толщина гальванического покрытия – всего 20-25 микрометров. Ведь получить что-то большее в процессе электролиза попросту невозможно.
Отсюда идут все достоинства и недостатки данной методики. Причем к достоинствам относятся равномерность нанесения слоя покрытия, привлекательный внешний вид, высокая скорость формирования защитного слоя.
А к недостаткам следует причислить низкую адгезию покрытия к металлу, изменение прочностных характеристик основы и низкую механическую прочность покрытия.
Однако такая технология характеризуется высокой скоростью реализации, а оборудование для цинкования металла методом гальванизации стоит очень дешево.
Ну а сам процесс электролизного цинкования выглядит следующим образом:
- В заполненную электролитом (токопроводящей жидкостью) ванну погружают катод и анод. Причем роль анода играет цинковая пластина (или шар), а роль катода – защищаемое изделие.
- После погружения на электроды (катод и анод) подают ток нужной силы и напряжения. Причем силу тока вычисляют исходя из площади защищаемой поверхности: на один квадратный дециметр нужно не мене пяти ампер.
- После замыкания цепи анод начинает «таять», а ионы цинка, транспортируемые электродвижущей силой, оседают на катоде (стальной заготовке).
В итоге, регулируя силу тока, форму и массу анода, а равно и состав электролита, можно получить различные классы цинкования металла: от тривиального декоративного напыления, до сверхпрочного покрытия с регулируемой толщиной.
Термодиффузионное цинкование
Эта технология предполагает нанесение покрытия на предварительно разогретую поверхность. Стальные детали погружают в печь (в герметичной реторте) и разогревают до 400 градусов Цельсия, засыпав шихтой (цинковым порошком). В процессе нагрева в инертной среде или вакууме наблюдается диффузионное проникновение цинка в верхние слои основного металла.
С помощью такой технологии можно получить самое стойкое покрытие (прочность до 4500 мПа), которое распределяется по поверхности любого изделия (даже мелкого метиза). Причем ржавчина, следы лакокрасочного покрытия или масляные пятна термодиффузионному цинкованию не помеха. Однако такая технология требует особого оборудования и связана со значительными энергозатратами – на 250 килограмм металлоконструкции тратится не менее 100 КВт.
Поэтому термодиффузионное цинкование используют только в серийном производстве, для защиты особо ответственных узлов и деталей.
steelguide.ru
Технология процесса горячего цинкования металла
Горячее цинкование металла – это процесс погружения стальных и железных изделий в ванны с расплавленным цинком при температуре примерно 450ºС. Цинк вступит в химическую реакцию с металлом и создаст поверх него плёнку, которая защитит сталь от появления коррозии.
Подготовка поверхности
Процесс подготовки поверхности металла – это наиболее вашный шаг в процессе цинкования, поскольку жировые пятна и другие загрязнения ухудшат адгезию цинка к поверхности. Процесс включает в себя следующие шаги:
- Обезжиривание металла – удаление масляных и других загрязнений, с помощью щелочных и кислотных растворах при температуре 60-80 градусов в специальных ваннах.
- Промывка от остатков жирных пятен, реагента и пены, которая образуется в ваннах для обезжиривания.
- Травление – процесс обработки металла для очистки поверхности от ржавчины и окалины путём окунания в роствор соляной кислоты. Саляная кислота растворяет хлориды железа.
- Промывка водой от остатка солей и раствора соляной кислоты. Для этого используют промывочные ванны.
- Флюсование – последний пункт подготовки поверхности включает себя предотвращение последующего образования окиси железа после промывки. В основу флюса входит хлорид аммония и хлорид цинка.
- Сушка поверхности.
По завершению всех вышеописанных действий, как правило, соединение между жидким цинком и сталью будет весьма надежным и очень качественным.
Для того чтобы операция прошла гладко и с хорошим результатом, вам необходимо ориентироваться на следующие параметры:
- Качество цинка;
- Качество стали;
- Температура цинкового расплава;
- Время погружения и поднятия;
- Продолжительность погружения;
- Процесс охлаждения.
Как правило, температура цинкового расплава равняется 419ºС. Цинкование проходит всегда в классических пределах температур, то есть 445-460ºС. Именно соблюдение таких параметров обеспечит наименьшее образование оксидов, штейна и т.д.
Система фильтрации и аспирации поможет выполнить вытяжку отходящих газов с соблюдением необходимых экологических норм.
Стадия погружения
При выполнении данной стадии соблюдаются несколько ступеней: теплообмен внутри детали, разрушение при расплаве флюса на самой детали, которое обеспечит наилучшую смачиваемость расплавленного цинка.
Основным параметром считается и быстрота погружения. В результате медленного погружения поверхность стали может освободиться от пассивированной пленки, в результате чего произойдет повторное окисление. При очень скоростном погружении может произойти с поверхности захват солей, что приведет к образованию дефектов, так как флюс не успеет расплавиться.
Продолжительность погружения
Данный параметр изменяется исходя из размеров, массы и формы, как правило, составляет 3-10 минут.
Перед тем, как поднимать детали, не забудьте очистить шлак с поверхности расплава, иначе он может осесть на деталях.
Стадия извлечения из ванны
При извлечении не стоит забывать, что его скорость отразится на толщине полученного покрытия. Скорость извлечения влияет на величину слоя цинка.
Скорость нужно выбирать, ориентируясь на время погружения, производительность, состояние поверхности, при этом беря во внимание наклон деталей при монтаже.
Процесс охлаждения
Данный процесс осуществляется на открытом воздухе, на месте складирования, которое соединяется с участком ОТК.
У вас есть вопросы? Позвоните или напишите нам!
Мы поможем выбрать покрытие, которое окажется для вас оптимальным!
- Москва: +7 (495) 540-44-38
- Санкт-Петербург: +7 (812) 407-18-07
- Россия: 8 (800) 555-34-18 (Бесплатный номер)
- Email: [email protected]
Звоните прямо сейчас и приобретите нашу продукцию по самой выгодной цене!
zincor-lkm.ru
Оцинковка металла своими руками: основные способы
Металлические изделия во время эксплуатации подвергаются коррозии. В качестве защиты от этого проводится оцинковка металла. Технология подобной обработки в домашних условиях вполне доступна. Важно правильно подобрать подходящий вариант обработки.
Что собой представляет цинкование
Все металлические элементы подвергаются в той или иной степени коррозийным процессам. Без этого не обойтись. И данный процесс можно только отсрочить. Именно с этой целью и используют обработку цинком. Такой выбор вещества не случайный. Выбор сделан на основе характеристик двух компонентов: стали и цинка. Цинк обладает более электроотрицательным зарядом, нежели сталь. При нанесении на металлические изделия цинкового покрытия между металлом и цинком образуется гальваническая связь. За счет этого под воздействием внешних факторов окружающей среды в реакцию вступает цинк. Химические реакции с участием стали замедляются. И так будет продолжаться до тех пор, пока цинковое покрытие не разрушится полностью.
В тех случаях, когда цинковое покрытие распадается, защита продолжает действовать. Связано это с тем, что цинк вступает в реакцию с кислородом воздуха. В результате химических процессов образуется гидроксид цинка. А данное вещество также обладает защитными свойствами. Таким образом, оцинковка металла продолжает работать.
Способы цинкования
Цинкование металлических изделий является наиболее популярным способом борьбы с коррозией. Это обусловлено соотношением высокого показателя в результате испытаний и доступной стоимостью. Применяются следующие способы оцинковки металла:
- холодная;
- горячая;
- гальваническая;
- термодиффузионная;
- газотермическая.

Чтобы выбрать для себя наиболее подходящий вариант, необходимо сначала проанализировать условия, в которых будет эксплуатироваться изделие в будущем. Качество цинкования зависит от толщины покрытия, времени и температуры защиты. Оцинковка металла своими руками возможна только двумя способами: холодным и гальваническим. Стоит отметить, что долговечность обработанной таким образом детали будет зависеть от условий эксплуатации. Цинковый слой легко подвергается механическим воздействиям.
Горячий способ
Горячая оцинковка металла является наиболее практичным вариантом. Для обработки поверхности изделия используются химические реагенты. С их помощью металл подготавливают к основной части процесса. Именно из-за этого возникает экологическая проблема. Для проведения процесса используют расправленный цинк. Подготовленное изделие просто опускают в ванну с расплавленным цинком.
Для проведения данного процесса требуется специальное оборудование. Поэтому данный способ не подходит для того, чтобы оцинковать металл в домашних условиях.
Термодиффузионный метод
Оцинковка металла данным способом предполагает проникновение атомов цинка в структуру металлического изделия с образованием железоцинкового сплава со сложной структурой. Весь процесс происходит при очень высоких температурах. При температуре более 2600 градусов цинк переходит в газообразное состояние. Замкнутое пространство, где расположены металлические изделия, заполняют цинксодержащим порошком. Подходит способ для нанесения слоя, толщина которого превышает 15 мкм. Полученное защитное покрытие по устойчивости можно сравнить со слоем, нанесенным горячим методом. Из-за необходимости создания определенных условий метод не подходит для самостоятельной реализации.
Газотермический способ
При данном способе цинк, находящийся в форме порошка, потоком воздуха распыляют по поверхности металлических изделий. Перед распылением вещество расплавляется за счет высокой температуры и уже в таком состоянии опускается на детали. Оцинковка металла подобным способом характерна для тех случаев, когда изделия из металла обладают большими габаритами.

Особенностью способа является то, что защитный слой обладает большим количеством пор. Для их заполнения изделие покрывается лакокрасочными материалами. Этот слой из двух материалов способен сохраняться в течение 30 лет. Данный способ нельзя реализовать в домашних условиях.
Существует также цинкование холодное. Оцинковка металла таким способом подразумевает нанесение на металлическое изделие цинка в виде краски. Производители предлагают широкий выбор данных средств. И основные показатели составов (к примеру, массовая доля цинка в веществе) могут сильно отличаться друг от друга. Становится понятно, что эффект от обработки также будет разным.
Средства для цинкования обладают рядом особенностей. Одни требуют высокого качества подготовки изделия. Вторые обладают невысокими адгезионными способностями, из-за чего после высыхания начинают отслаиваться. Третьи после нанесения покрываются «паутинкой» из трещин. Четвертые могут работать совместно только с растворителями конкретного вида. Пятые требуют нанесения специального оборудования.

Данное средство является двухкомпонентным. Поэтому перед нанесением два вещества (порошок и связующее) необходимо смешать между собой. Делают это в соотношении 3 к 1 или 1 к 1. Весь процесс должен проводиться только в определенных условиях. Температура воздуха должна быть положительной и находиться в пределах от 5 до 40 градусов. При этом влажность воздуха составляет от 30 до 98%. Помещение, в котором осуществляется процесс, должно обладать хорошей вентиляцией. После работы оно должно быть тщательно проветрено. Средство наносится в два слоя с интервалом примерно в 30 минут. Спустя сутки изделие можно покрывать лакокрасочными составами. При проведении цинкования необходимо соблюдать правила техники безопасности. Все работы проводятся с использованием средств индивидуальной защиты.
Гальванический метод
Оцинковка металла в домашних условиях может проводиться гальваническим способом. Для этого изначально изделие необходимо очистить. После этого деталь опускается на несколько секунд (от 2 до 10) в серную кислоту. После этого изделие промывается в воде. На этом подготовка к анодированию считается завершенной. Для установки под цинкование необходимо выбирать посуду из инертных материалов, к примеру, стекла. Тара подбирается таким образом, чтобы туда вмещалась деталь с закрепленным на ней электродом.

Источником тока будет зарядное устройство на 6-12 В и 2-6 А. Далее подготавливается электролит – раствор любой соли, растворяемой в воде. На практике лучше брать соль цинка. Можно взять разведенную серную кислоту (как в аккумуляторе) и добавить туда цинк. В результате химической реакции кислота превратится в нерастворимую соль и выпадет в осадок. А цинк останется в растворе. Осадок нужно удалить, просто процедив раствор.
Цинковый электрод делают из кусочка цинка, закрепленного на медной проволоке. От зарядного устройства «минус» подводят к детали, а «плюс» – к цинку. Таким образом, цинковый электрод растворится, а все атомы цинка осядут на детали.
Заключение
Оцинковка металла в домашних условиях – вполне реальный процесс. Для его осуществления потребуется приобрести некоторые материалы. К примеру, краску на основе цинка для холодного способа или кусочек цинка для гальванического. Кстати, цинк можно приобрести в любом пункте приема металлолома.
fb.ru
Флюсование металла в процессе цинкования, его механизм и решаемые им задачи

Процесс флюсования является весьма важной стадией подготовки поверхности непосредственно перед окунанием изделия в расплав. В результате травления и последующей промывки поверхность изделия становится чистой и готовой к восприятию покрытия. Но в то же время эта поверхность является уязвимой для активного взаимодействия с кислородом. Пока изделие покрыто тонким слоем находящейся на поверхности пленки жидкости, реакции окисления поверхности протекают очень медленно, но мокрое изделие нельзя цинковать, а высушенное изделие вновь покрывается оксидной пленкой. Кроме того, как бы ни старались мы убрать с поверхности расплава цинка оксидный слой, он сразу же вновь образуется, и его наличие также создает препятствия успешному цинкованию.
Показано, что окунание изделий в специальный раствор (флюс), содержащий некоторые соли, создает условия для уничтожения обеих мешающих факторов. Было найдено, что если изделие с только созданной чистой (ювенильной) поверхностью окунуть в раствор флюса, (состоящего из смеси хлористого цинка и хлористого аммония), а затем высушить, то на поверхности образуется малопроницаемая для кислорода солевая пленка, препятствующая окислению поверхности, к тому же хлористый аммоний на поверхности изделия создает восстановительную среду.
Другая задача флюса – уничтожить пленку оксида цинка, всегда присутствующего на поверхности расплава цинка. Флюс справляется и с этой задачей. При температуре порядка трехсот градусов Цельсия происходит расплавление корки флюса, находящегося на поверхности изделия. Этот расплав хорошо растворяет оксид цинка, находящийся в контакте с флюсом при погружении изделия.
Наконец, третья задача флюса – испарение после выполнения первых двух процессов. Решив первые две задачи, флюс испаряется.
Таким образом, создаются идеальные условия для контакта еще чистой поверхности стального изделия с чистым, без оксидной пленки, расплавом цинка.
Последнее не означает, что процесс цинкования будет протекать гладко. В изделии существуют особенности, которые могут воспрепятствовать качественному цинкованию. Эти особенности включают
- недоработки в конструкции изделия;
- некачественно выполненные сварные швы;
- недостатки металла, вызванные особенностями технологии его производства;
- низкую температуру флюса.
ecm-zink.ru