Процесс производства трубы стальные: Как делают трубы: технология производства бесшовных труб
alexxlab | 02.06.2023 | 0 | Разное
Производство бесшовной трубы – СтальПро
Несмотря на большую популярность труб из современных полимерных материалов, стальной металлопрокат за счет высокой прочности и надежности не сдает своих позиций, в том числе изделия, которые по всей длине не содержат ни одного соединительного шва, то есть бесшовные трубы.
Несмотря на большую популярность труб из современных полимерных материалов, стальной металлопрокат за счет высокой прочности и надежности не сдает своих позиций, в том числе изделия, которые по всей длине не содержат ни одного соединительного шва, то есть бесшовные трубы.
Где используются бесшовные трубы
Трубный металлопрокат традиционно используются в сфере авиа- и кораблестроения, в строительстве, пищевой, энергетической и химической промышленности, нефте- и газодобычи, на горнодобывающих предприятиях.
Стальные трубы без шва применяются для устройства технологических трубопроводов, по которым под высоким давлением, измеряемым не одним десятком атмосфер, транспортируется:
- Горячая или холодная вода;
- Пар;
- Пищевая продукция;
- Природный или сжиженный газ;
- Нефть и продукты ее перегонки;
- Технические и химические жидкости, протечка которых вследствие нарушенного сварочного шва оказывает негативное воздействие на здоровье людей и окружающей природы.


Способы производства бесшовных труб
Изготовление бесшовного трубопроката начинается с производства заготовок, проходящих определенные этапы – протравку серной кислотой, промывку, обработку специальными составами, в зависимости марки стали.
При производстве бесшовных труб используется несколько технологий:
- волочение;
- ковка;
- прессование;
- прокатка.
Волочение
Изготовления холоднотянутых труб предполагает процесс деформации металлической заготовки круглого или фасонного сечения путем ее протяжки через специальный стан – волок. Суть процесса – получение уменьшенного размера поперечного сечения стальной заготовки с одновременным увеличением ее длины. Процесс может осуществляться с использованием мыльного порошка или эмульсии. В ходе протяжки трубной заготовки через волок изделие может выходить в виде чернового или чистового, когда качество обработки, все размеры и форма соответствует проекту.
Обрабатываемое изделие может подвергаться однократному волочению или многократному.
Волочение труб, в ходе которого обрабатывается холодная или нагреваемая труба, может осуществляться по различным технологическим схемам:
- Без использования оправки;
- На короткой неподвижно зафиксированной оправке;
- С использованием плавающей оправки;
- На подвижной длинной оправке;
- Волочение для придания заготовке определенного профиля;
- С использованием ультразвука;
- С электропластическим эффектом.
Волочение без оправки
При использовании безоправного способа, поверхность заготовки внутри не соприкасается с инструментальными деталями технологического оборудования. Волочение трубной заготовки производится двумя волоками. При помощи первого волока осуществляется центровка трубной заготовки. На втором волоке производится сдавливание заготовки до требуемого размера поперечного сечения. Данный метод не отличается высоким конечным качеством труб, у которых отмечается шероховатая внутренняя поверхность и разная толщина стенок.
На втором волоке производится сдавливание заготовки до требуемого размера поперечного сечения. Данный метод не отличается высоким конечным качеством труб, у которых отмечается шероховатая внутренняя поверхность и разная толщина стенок.
Волочение на фиксированной короткой оправке
Данный метод производства тянутых труб является самым распространенным. Преимущество этой технологии заключается в том, что с помощью оправки цилиндрической формы, которая при помощи стального стержня жестко крепится на станине волока, повышается степень центровки труб в месте приложения деформационных усилий.
Фиксированные полые оправки применяются при производстве трубного проката с большим размером поперечного сечения для его уменьшения, снижения толщины стенок трубного изделия и получения более гладкой внутренней поверхности. Цельные оправки используются при производстве тонкостенных труб, поперечное сечение которых имеет минимальные размеры.
Использование самоустанавливающейся оправки
Плавающая (самоустанавливающаяся) оправка, во время проведения процесса волочения трубной заготовки работает аналогично методу с использованием фиксированной оправки. За счет гидродинамического эффекта, создаваемого силами втягивания и выталкивания цилиндрического сердечника, внутренняя поверхность трубопрокатного изделия получается более гладкой. Данный метод используется, когда требуется устранить эффект вибрации стержня, к которому крепится самоустанавливающаяся оправка.
За счет гидродинамического эффекта, создаваемого силами втягивания и выталкивания цилиндрического сердечника, внутренняя поверхность трубопрокатного изделия получается более гладкой. Данный метод используется, когда требуется устранить эффект вибрации стержня, к которому крепится самоустанавливающаяся оправка.
Волочение с применением подвижной длиной оправки
В трубную заготовку перед тем как начать процесс волочения вкладывается подвижный стальной стержень, длина которого превышает длину будущей трубы. Заготовка, внутри которой находится длинная оправка в виде стального стержня, протягивается через валок как единое изделие. При этом оправка сохраняет свою форму и целостность. Метод применяется для уменьшения размеров поперечного сечения и толщины стенки трубопроката до микронных значений.
Метод обладает рядом преимуществ:
- Возможностью производить тянутые трубы, изготовленные из стали с низкой пластичностью, которые при использовании других технологий не всегда получаются целыми, то есть, без обрывов;
- Внутренние размеры сечения профильной трубы отвечают требованиям нормативов и стандартов;
- Использование подвижной оправки значительной длины позволяет изготавливать тонкостенные трубы, а также изделия, поперечное сечение которых измеряется в долях миллиметра.

Недостаток этого метода заключается в некоторой трудности извлечения стального стержня по завершении процесса волочения. Чтобы достать оправку из трубы используется дополнительная операция – обработка готового изделия роликами, что повышает его стоимость.
Применение в процессе волочения трубы деформирующего сердечника
При этом методе через волок трубная заготовка протягивается с находящимся в ее сердцевине специального длинного подвижного сердечника, который деформируется вместе с заготовкой.
Волочение профильного трубопроката
Для трубопроката с профильным поперечным сечением используется двухступенчатая технология. На первом стане через волоку, где отсутствует оправка, протягивается заготовкам с сечением в виде круга, из которой получается профильная труба. Вторая технологическая схема предполагает использование фасонного проката и применение оправок. Второй метод позволяет получать готовое изделие с более точными размерами поперечного сечения и толщины стенок, а также сделать внутреннюю поверхность готового изделия более гладкой и ровной.
Волочение с использованием ультразвука
Воздействие ультразвуком на протягиваемую через валок трубу может производиться с применением различных схем, где ультразвуковые колебания накладываются на заготовку перпендикулярно, радиально, продольно. Также может подвергаться ультразвуковому воздействию и сам инструмент волочения.
Метод подходит при производстве труб из стали, которая тяжело поддается деформациям. На высокой скорости обработки у таких сплавов понижается степень пластичности, а при воздействии высокими температурами металл приобретает эффект деформационного старения.
Использование электрического тока в процессе волочения труб
Данный метод применяется для обработки тугоплавких марок стали. При воздействии на трубную заготовку электрического тока высокой частоты в изделии отмечается эффект электропластичности, что значительно снижает напряжение в металле, а сам процесс волочения происходит легче. Применение электротока позволяет исключить нагрев трубных заготовок, полученных из тугоплавких сплавов.
Бесшовные Трубы, Стальные Трубы, Горячая Прокатка, Холодная Вытяжка
Основной процесс производства бесшовных труб включает в себя процесс горячей прокатки и холодной вытяжки.
1. Горячекатаные Бесшовные Трубы Круглая трубная заготовка — нагревание — пробивание отверстий — трехвалковое прокатывание — роспуск — сокращение микронатяжением — охлаждение — правка — гидростатический тест и проверка — маркировка — хранение
- Основным материалом для производства труб является круглая заготовка. Они нарезается в зависимости от размера трубы и необходимой длины на резательном станке. Далее она подается в печь нагревания для обработки при температуре 1200 градусов. В качестве топлива для процесса горения мы используем водород или ацетилен. Самым важным моментом является поддержание единой температуры в печи. После обработки круглые заготовки проходят процесс пробивки отверстий.
- Самым распространенным оборудование для пробивание отверстий бесшовных труб является конусный роликовый пробивной станок, который отличается высокой эффективностью, качеством и широким выбором возможных отверстий.
 Он подходит для обработки различных материалов. После пробивки заготовки проходят прокатку и вытяжку. После вытяжки снимаются размеры изделия на калибровочном прокатном стане. Внешний диаметр труб зависит от длины внешнего диаметра сверла калибровочного стана. Далее труба проходит охлаждение на остановки разбрызгивания. После чего труба должна пройти процесс правки.
Он подходит для обработки различных материалов. После пробивки заготовки проходят прокатку и вытяжку. После вытяжки снимаются размеры изделия на калибровочном прокатном стане. Внешний диаметр труб зависит от длины внешнего диаметра сверла калибровочного стана. Далее труба проходит охлаждение на остановки разбрызгивания. После чего труба должна пройти процесс правки. - После выправки, бесшовная труба по конвейеру поступает к блоку инспекций. Где идет проверка поверхностей на наличие трещин, повреждений, неровностей. После тестирования качества, стальные трубы проходят процесс сортировки. При помощи спрея на поверхность наноситься номер маркировки и номер для упаковки, после этого трубы направляются на хранение.
2.Холодновытянутые Бесшовные Трубы Круглая трубная заготовка — нагревание — пробивка — тепловая обработка — отжиг — кислотное травление — покрытие масляным слоем — многоступенчатая холодная вытяжка и прокатка — трубная заготовка — тепловая обработка — правка — гидростатический тест и проверка — маркировка — хранение
- Сравнивая с горячей прокатной, холодная вытяжка отличается большей сложностью.

- После травления, мы покрываем поверхность трубы масляным раствором. Далее происходит процесс холодной вытяжки и многоступенчатой прокатки, в результате которого происходит формовка трубы. Далее необходимо провести процесс тепловой обработки и правки. На следующем этапе трубы проходят процесс тщательной инспекции и тестирования внутренней и внешней поверхности, всех механических показателей. Любые мельчайшие трещинки и пузырьки будут легко обнаружены при проверке. После этого трубы проходят процесс сортировки.
- Далее мы наносим маркировку на каждую трубы с указанием номера и спецификаций. После этого трубы поступают на хранение.
3.В зависимости от процесса производства, существуют горячекатаные, холодновытянутые, холоднокатаные и вытяжные трубы. Горячекатаные трубы производят на автоматических трубопрокатных станках. Для обеспечения точности размерных показателей и высокого качества, мы используем процесс холодной вытяжки, скомбинированный с горячей прокаткой.
Горячекатаные трубы производят на автоматических трубопрокатных станках. Для обеспечения точности размерных показателей и высокого качества, мы используем процесс холодной вытяжки, скомбинированный с горячей прокаткой.
- Процесс Производства Бесшовных Труб of Seamless Steel Pipe(PDF)
Назад Наверх
Как изготавливают стальные трубы?
Стальная труба производится с использованием нескольких различных процессов. Эти процессы различаются в первую очередь в зависимости от типа стальной трубы и ее предполагаемого использования. Ниже вы найдете некоторую информацию о начальных этапах производства труб, а также об отдельных производственных процессах для конкретных видов стальных труб.
Начальные этапы
Для многих типов стальных труб производственный процесс начинается с плавки железной руды и кокса (твердого, пористого, серого топлива с высоким содержанием углерода) . После стадии плавления руда и кокс взрываются кислородом.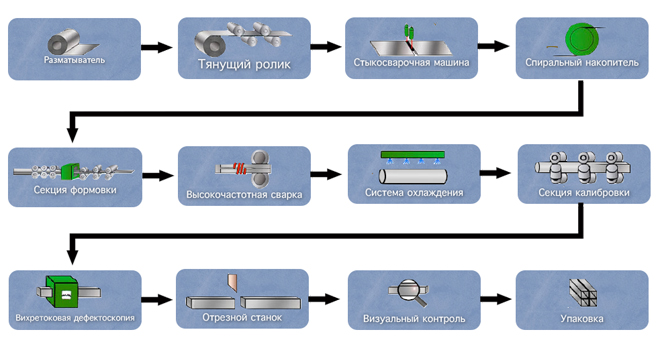 Это удаляет углерод. Продукт вышеупомянутых процессов разливают в формы, создавая слитки необработанной стали. Эти слитки прокатываются в блюмы, которые становятся либо плитами, используемыми для создания сварных труб, либо заготовками, используемыми для создания бесшовных труб.
Это удаляет углерод. Продукт вышеупомянутых процессов разливают в формы, создавая слитки необработанной стали. Эти слитки прокатываются в блюмы, которые становятся либо плитами, используемыми для создания сварных труб, либо заготовками, используемыми для создания бесшовных труб.
Как уже упоминалось, способ производства стальных труб различается в зависимости от их типа. Ниже вы найдете информацию об уникальных методах изготовления популярных типов.
Бесшовные стальные трубы
В процессе производства бесшовных стальных труб заготовка нагревается, а затем формуется в форме цилиндра. Цилиндр, также называемый круглым, нагревается в печи, а затем прокатывается. При нагреве и прокатке в центре цилиндра образуется отверстие, через которое проталкивается пулевидный пробойник. После этого сталь раскатывается и растягивается до желаемых размеров и длины над пробойником в форме пули.
Бесшовная стальная труба большого диаметра проходит процесс прокатки на оправке. После того, как пробойник протолкнут, оболочка трубы прокатывается на оправочном стане. Внутри этой оправочной мельницы есть оправочные стержни. Конечным результатом процесса прокатки на оправке является труба с более контролируемой толщиной стенки и наружным диаметром.
После того, как пробойник протолкнут, оболочка трубы прокатывается на оправочном стане. Внутри этой оправочной мельницы есть оправочные стержни. Конечным результатом процесса прокатки на оправке является труба с более контролируемой толщиной стенки и наружным диаметром.
Сварные стальные трубы
Стальные плиты нагревают и прокатывают в горячем состоянии в заготовку, спиральную и удлиненную стальную ленту для создания сварной стальной трубы. Затем заготовку разрезают на плоский лист заданной длины. Прокатная машина обрабатывает плоский лист, придавая ему форму цилиндра. Это основной процесс для основных сварных стальных труб. Процесс производства сварных стальных труб немного отличается в зависимости от типа сварной стальной трубы. Существует три распространенных типа сварных стальных труб с различными производственными процессами: труба, сваренная электросопротивлением, прямошовная сварная труба и спирально-сварная труба.
Трубы, сваренные сопротивлением (ERW)
Этот тип сварных труб изготавливается с использованием процесса холодной штамповки стального листа в форме цилиндра. Через края листа пропускают электрический ток, чтобы он достиг необходимой температуры, чтобы его края соединились и склеились. Шов на трубе ВПВ почти незаметен, а этот тип трубы достаточно прочный.
Через края листа пропускают электрический ток, чтобы он достиг необходимой температуры, чтобы его края соединились и склеились. Шов на трубе ВПВ почти незаметен, а этот тип трубы достаточно прочный.
Продольно-сварные трубы (LSAW)
Этот тип сварных труб создается путем холодной штамповки толстого листа из углеродистой стали. В процессе производства труб LSAW получается прямой шов, который охватывает всю длину трубы снаружи.
Спирально-сварная труба
Этот тип трубы является результатом намотки стального листа или рулона HR в форму спирали. Труба со спиральным сварным швом проста и доступна в производстве, что позволяет получить трубу значительной толщины.
Все виды стальных труб подлежат контролю качества после их производства. Они также могут быть изменены в соответствии с требованиями заказчика для конкретного проекта.
Покупка и продажа с Eiffel Trading
Eiffel Trading — универсальный магазин, где можно купить конструкционную сталь; Наш ассортимент варьируется от бывших в употреблении стальных трубных свай (включая бесшовные и спиральные сварные швы!) , до бывших в употреблении стальных пластин , до новых двутавровых балок , и всего, что между ними! Кроме того, мы предлагаем оборудование от подержанных секционных барж до бывших в употреблении бетонных опалубок , до бывших в употреблении секционных барж и всего, что между ними.
Все наши объявления постоянно обновляются, но если вы не видите то, что ищете, создайте объявление о розыске .
Готовы продать подержанное тяжелое оборудование или строительные материалы? Разместите свои продукты сегодня на онлайн-рынке Eiffel Trading.
Если у вас есть какие-либо вопросы или вам нужна дополнительная информация, позвоните нам по телефону 1-800-541-7998 или напишите по электронной почте [email protected] .
Стальная корпорация JFE | Продукты и услуги | Трубы и трубки
Широкий ассортимент стальных труб производится с использованием модернизированной системы с использованием передовых технологий и оборудования.
Завод в Чите
Завод в Западной Японии (Фукуяма)
Завод в Восточной Японии (Кейхин)
Завод в Восточной Японии (Чиба)
Как международный пионер производства стали, JFE Steel может похвастаться двумя интегрированными металлургическими заводами, простирающимися на восток Японии. два предприятия в восточной Японии (Чиба и Кейхин) и завод West Japan Works, более двух предприятий в западной Японии (Курашики и Фукуяма), а также специализированный завод по производству труб в центральной Японии (Chita Works). На этих предприятиях JFE Steel производит и отправляет почти все виды стальной продукции. Наш разнообразный ассортимент стальных труб, изготовленных с использованием самых передовых технологий и современного оборудования в соответствии со строгими стандартами контроля качества, доказывает свои возможности в энергетических проектах по всему миру, а также в широком спектре других применений в автомобилестроение, химия, промышленное машиностроение, строительство и гражданское строительство и другие отрасли промышленности.
два предприятия в восточной Японии (Чиба и Кейхин) и завод West Japan Works, более двух предприятий в западной Японии (Курашики и Фукуяма), а также специализированный завод по производству труб в центральной Японии (Chita Works). На этих предприятиях JFE Steel производит и отправляет почти все виды стальной продукции. Наш разнообразный ассортимент стальных труб, изготовленных с использованием самых передовых технологий и современного оборудования в соответствии со строгими стандартами контроля качества, доказывает свои возможности в энергетических проектах по всему миру, а также в широком спектре других применений в автомобилестроение, химия, промышленное машиностроение, строительство и гражданское строительство и другие отрасли промышленности.
Производство чугуна
Производство стали
Прокат и изделия
×
Бесшовная стальная труба малого диаметра
Эта бесшовная стальная труба малого диаметра изготавливается путем прошивки круглых заготовок из нагретой стали и последующей прокатки их на оправочном стане.
Щелкните здесь, чтобы получить более подробную информацию >
×
Бесшовная стальная труба среднего диаметра
Эта бесшовная стальная труба среднего диаметра изготавливается путем прошивания круглых заготовок из нагретой стали и последующей прокатки их на оправочном стане.
Щелкните здесь, чтобы получить более подробную информацию >
×
Труба из кованой стали
Эта стальная труба изготавливается путем формирования кольца из стали, нагретого до высокой температуры, в цилиндрическую форму, а затем принудительной сварки (ковочной сварки) двух краев вместе.
×
Горячедеформированная труба малого диаметра
Стальная труба ERW (4 дюйма)
Это высокопроизводительная стальная труба (стальная труба HISTORY), обладающая высокой прочностью и отличной формуемостью за счет ограничения добавления легирующих элементов.
×
Стальная труба ERW малого диаметра (6 дюймов)
Стальная труба малого диаметра может производиться с наружным диаметром от 28,6 мм до 168,3 мм, что позволяет поставлять оптимальные стальные трубы для конкретных применений.
Щелкните здесь, чтобы получить более подробную информацию >
×
Труба стальная ВПВ среднего диаметра
(Читинский завод)
Читинский завод производит стальные трубы ВПВ с наружным диаметром до 660,4 мм, а также производит самую большую в мире стальную трубу ВПВ для строительства с наружным диаметром 700 мм.
Щелкните здесь, чтобы получить более подробную информацию >
×
Стальная труба ERW среднего диаметра
(East Japan Works)
Эта сталь изготавливается путем формования горячекатаного рулона в трубчатую форму с последующей сваркой с помощью процесса высокочастотной контактной сварки (HFW).