Продольно распиловочный станок – Распиловочные станки для работы по дереву: характеристики, особенности конструкции и производители
alexxlab | 27.01.2020 | 0 | Разное
Станки для продольной распиловки – Деревообрабатывающие станки
Станки для продольной распиловки
Категория:
Деревообрабатывающие станки
Станки для продольной распиловки
Для продольной распиловки досок, брусков и щитов применяют однопильные прирезные станки с гусеничной подачей ЦДК-4, ЦДК-4-2, многопильные с гусеничной подачей ЦДК-5 и ЦМР-2 и прирезной станок с вальцовс-дисковой подачей ЦА-2.
Прирезной станок ЦДК-4-2 (рис. 1) предназначен для точной продольной распиловки пиломатериалов и заготовок. На нем раскраивают также щиты.
В чугунной массивной виброустойчивой станине коробчатой формы размещены электродвигатель пильного вала, электродвигатель, вариатор и редуктор механизма подачи, пусковая аппаратура и звездочки, на которых натянуты гусеницы. Пилы закрепляют на пильном валу, установленном в подшипниках корпуса. Корпус фланцем закреплен на электродвигателе, а валы (пильный и электродвигателя) связаны пальцевой муфтой. Электродвигатель оборудован устройством для электродинамического торможения (торможение с помощью подачи в две фазы статора двигателя постоянного тока). Торможение включается автоматически нажатием кнопки «Стоп», выключается также автоматически с помощью реле времени. Перемещение пильного вала с пилами в вертикальной плоскости выполняется маховичком. При его вращении изменяется положение шарнирно закрепленной плиты вместе с установленным на ней электродвигателем.
Гусеничный механизм подачи обеспечивает строго прямолинейное продвижение заготовок в процессе их распиливания. Вследствие этого при распиливании получается прямолинейный пропил, а при использовании строгальных пил поверхности боковых кромок заготовок не надо обрабатывать на продольно-фрезерных станках. Введение в схему привода подачи вариатора дает возможность бесступенчато изменять скорость подачи и работать, применяя наиболее благоприятные режимы, позволяющие сочетать высокую производительность и нормальную загрузку двигателей с получением хорошего качества поверхности пропила. Направляющие движение гусеницы имеют принудительную смазку.
Для прижима обрабатываемого материала к гусенице служат прижимные подпружиненные ролики, подвижно закрепленные в суппорте корпуса. Корпус одновременно является приемником и присоединяется к эксгаустерной сети патрубком. Маховичком изменяют положение пильного суппорта в вертикальной плоскости при настройке станка на толщину распиливаемого материала. При одной и той же настройке могут обрабатываться заготовки с различием по толщине до 10 мм.
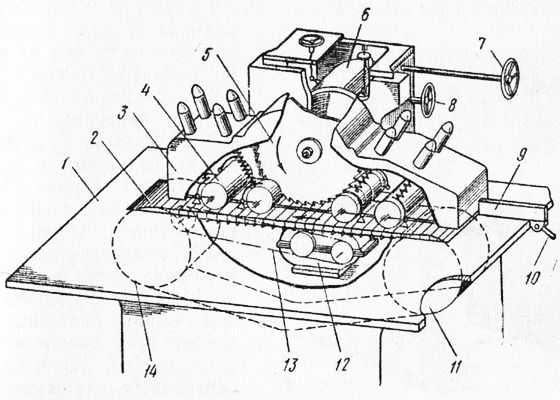
Рис. 1. Кинематическая схема прирезного станка ЦДК-4-2: 1 — стол, 2 — гусеничная цепь, 3 — корпус суппорта прижимного устройства, 4 — подпружиненные ролики, 5 —пилы, 6 — электродвигатель пилы, 7 — маховичок механизма настройки по высоте пильного вала, 8 — то же, прижимных устройств, 9 — направляющие линейки, 10 — фиксатор линейки, 11, 14 — звездочки, 12 — редуктор, 13 — цепь
Прижимные ролики регулируемые, что создает оптимальные условия распиловки, так как обеспечивается достаточный прижим обрабатываемого материала к гусенице и не затрачивается излишняя мощность на ее перемещение.
Для установки распиливаемого материала на столе станка имеется направляющая линейка. Чтобы предохранить станок от повреждений при перегрузке механизма подачи в звездочке привода установлен предохранительный штифт, который срезается при перегрузке. Для безопасной работы станок имеет когтевую защиту; электродвигатели подачи и механизмы резания сблокированы.
Прирезной станок ЦА-2 (рис. 2) с механизмом подачи в виде двух зубчатых дисков и двух рифленых валиков позволяет распиливать материал с отклонениями по толщине или имеющий неодинаковую толщину по длине (горбыли, рейки). На этом станке раскраивают также доски и бруски.
Внутри станины из литых коробчатых элементов, скрепленных болтами, установлены: электродвигатель, приемник, пильный вал и подающие вальцы (в корпусе подшипников). Пусковая аппаратура смонтирована в нише с дверкой. Системы передач, пила и подающие диски ограждены кожухами. Перед пильным диском имеется когтевая защита.
Нижние подающие вальцы (рис. 3) связывает цепная передача. Подающий и расклинивающий диск и диск установлены на роликах, ось которых жестко закреплена на станине. Зубчатые диски вращаются от заднего подающего вальца, приводимого зубчатой передачей. Расстояние между вальцами и дисками регулируют упорами. Механизм подачи связан с электродвигателем цепной передачей. Электродвигатели пильного вала и подачи сблокированы. Для электрического торможения пильного вала введено реле скорости. Скорость подачи переключается барабанным переключателем обмотки многоскоростного эле ктродв и гателя.
Распиливаемый материал подают в станок вручную. По выходе из пилы он прижимается к столу станка вальцами и диском, в пропил входит расклинивающий диск и разделяет распиленный материал на части, которые принимает рабочий.
Прирезной пятипильный станок ЦДК-5(рис. 4) с гусеничной подачей предназначен для чистового, точного распиливания одновременно на несколько частей досок, брусков и реек.
Станина секционная, литая, коробчатой формы. Внутрй станины размещены основные органы станка. Снаружи выступает маховичок механизма настройки по высоте суппорта и пил, а также маховичок механизма натяжения ремней, связывающих пильный вал с валом электродвигателя. Пильный вал расположен в верхней секции станины. На станине закреплены направляющая линейка и когтевая защита. Впереди и за пилами находятся прижимные ролики, оси которых закреплены на суппорте. Распиливаемый материал дополнительно удерживается прижимом, установленным перед пилами. В столе станка имеется вырез для верхней ветви гусеницы.
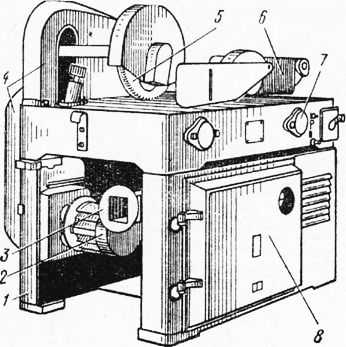
Рис. 2. Станок ЦА-2: 1 — станина, 2 — электродвигатель пильного вала, 3 — приемник, 4 — ограждение, 5 — подающий и расклинивающий диск, 6 — когтевая защита, 7 — корпус подшипников, 6 — дверка
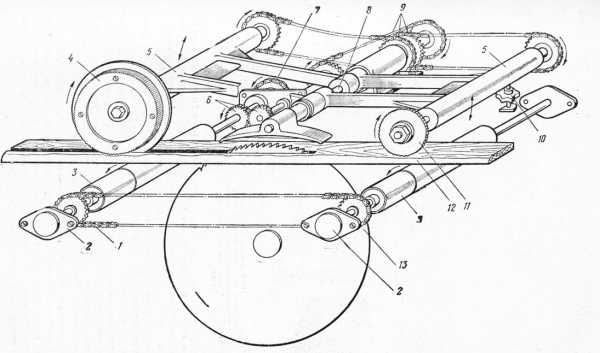
Рис. 3. Кинематическая схема станка
Гусеница механизма подачи натянута на звездочки. Вал электродвигателя подачи через ременную передачу, вариатор, редуктор и предохранительную муфту связан с приводным валом.
Относительное перемещение конических элементов вариатора при настройке скорости подачи производят маховичком. Насос-лубрикатор подает масло к трущимся частям механизмов станка. Верхняя ветвь гусеницы движется по направляющим с заглублением в зоне вращения пил.

Рис. 4. Прирезной станок ЦДК-5: 1 — станина, 2 — стол, 3— ограждение пилы, 4 — суппорт пилы, 5 — патрубок приемника опилок. 6 — маховичок механизма настройки суппорта и пил по высоте, 7 — маховичок механизма натяжения ремней, 8 — когтевая защита, 9 — направляющая линейка
Когда гусеница находится под пилами, она как бы «ныряет», вследствие чего зубья пил в процессе работы выходят за нижнюю поверхность распиливаемого материала, опирающегося на прямую часть гусеницы, что исключает непропил заготовок.
Механизм настройки суппорта по высоте (на толщину материала) приводится в действие маховичком. Механизм скомплектован из цилиндрических, конических и зубчатых шестерен. Маховичком 6 настраивают по высоте также и пильный вал с пилами: маховичок отводят влево, шестерни передачи механизма настройки с винтом входят в зацепление с шестернями механизма перемещения пильного вала; при вращении маховичка приводятся в действие цилиндрические и конические шестерни, поднимая или опуская вал с пилами. Ширина брусков или досок регулируется проставными кольцами, надетыми на вал с пилами. Ширина колец (установленных между пилами) должна соответствовать ширине выпиливаемых заготовок.
К многопильным станкам для продольной распиловки относятся также станки ЦДК-5-1 и ЦМР-2.
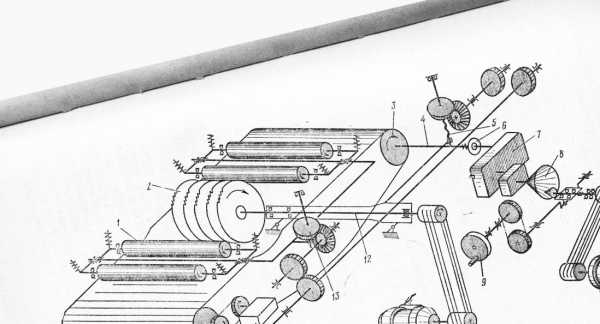
Рис. 5. Кинематическая схема станка ЦД1Ч-0. -предохранительная
Станок ЦДК-5-1 отличается от станка ЦДК-5 наличием конвейера для возвращения заготовок, нуждающихся в повторной подаче в станок.
Многопильный станок ЦМР-2, так же как и станок ЦДК-5, оборудован механизмом подачи, выполненным в виде «ныряющей гусеницы». Станок рассчитан на распиловку материалов одновременно несколькими пилами, число которых может достигать.
Выбор режима работы
На шероховатость обработки поверхности заготовки при продольном пилении кроме подбора режущего инструмента и его подготовки большое влияние оказывает скорость подачи. Однако при выборе режимов работы недостаточно определить только скорость подачи, обеспечивающую требуемый класс обработки поверхности, нужно еще и определить, не будет ли при этой скорости подачи перегружен электродвигатель механизма резания. Поэтому при выборе режима работы вычисляют две величины скорости подачи: первую — исходя из установленного класса обработки поверхности и вторую — по мощности двигателя. Настраивают станок по меньшей из полученных величин, чтобы избежать перегрузки электродвигателя или ухудшения шероховатости обработанной поверхности.
Фактическая мощность электродвигателя станка ЦДК-4 составляет 10 кВт. Следовательно, применять скорость подачи и = 36 м/мин можно. Однако в станке предусмотрены две скорости подачи — 30 и 45 м/мин. Выбираем скорость подачи 30 м/мин.
Настройка станков
В многопильных станках настройку начинают с подбора пил и простаиных колец. Необходимо, чтобы пилы одного постава имели одни и те же внешние и внутренние диаметры, толщину и были одинаково подготовлены (заточены и прокованы). Ширина проставных колец должна превышать ширину выпиливаемых заготовок на 0,6 — 1 мм (в зависимости от развода зубьев пилы и технического состояния станка). Закрепив пилы с кольцами на пильном валу, устанавливают его в положение, при котором зубья пил находятся ниже заготовок на 3 — 5 мм. В станках ЦДК-5 и ЦМР-2 с изменением положения пильного вала изменяется и натяжение ремней, которые нужно обязательно проверять после каждой установки пильного вала. В станках ЦА-2 положение пилы относительно пильного вала не настраивается.
Суппорт с прижимными устройствами во всех станках с гусеничной подачей при настройке на толщину распиливаемого материала устанавливают так, чтобы заготовки плотно прижимались к гусенице. Необходимо периодически проверять, чтобы все прижимные ролики в равной мере прижимали материал. Для этого берут отрезок доски (длиной 150 — 200 мм) и поочередно укладывают его под ролики при одном и том же положении суппорта (определяемом по шкале). Если обнаружится, что какие-то ролики не касаются или слегка касаются отрезка доски, следует установить их правильно, изменяя натяжение пружин.
При настройке однопильных станков с механической подачей (ЦДК-4-2 и ЦА-2) пилу и направляющую линейку устанавливают так, чтобы их плоскости были параллельны.
В станке ЦДК-4-2 зубья должны находиться строго против канавки гусеницы, выбранной по ее середине специально для выхода пилы.
На станке ЦА-2 пильный диск устанавливают в одной вертикальной плоскости с расклинивающим диском механизма подачи. Толщина расклинивающего диска должна превышать величину развода зубьев на 0,5 мм. Подающие диски устанавливают относительно подающих вальцов на минимальную толщину распиливаемых материалов. При установке подающих дисков пользуются ограничителями.
Скорость подачи в зависимости от конструкции станка устанавливают, переключая многоскоростной двигатель или же настраивая вариатор, включенный в схему привода подачи.
В процессе работы величина развода зубьев пил несколько уменьшается; поэтому станок следует настраивать на наименьшую из допускаемых ширин заготовок. В этом случае некоторое увеличение ширины выпиленной заготовки из-за уменьшения развода не вызовет необходимости повторной настройки направляющей линейки.
Работа на станках
Круглопильный станок для продольной распиловки обычно обслуживают двое рабочих. Один рабочий включает станок, наблюдает за его работой и подает в станок доски или кратные заготовки; другой, находясь позади станка, принимает распиленные заготовки или рейки, сортирует и укладывает их и передает первому рабочему доски, нуждающиеся во вторичном пропуске через станок.
При распиловке пиломатериалов длиной более 3 м станок обслуживают четверо рабочих. Для облегчения работы при распиловке длинных досок следует впереди и позади станка устанавливать столы с роликами, которые должны находиться на 10—20 мм ниже верхней плоскости стола станка.
Обрезные доски подают в станок, прижимая их кромкой к направляющей линейке. У необрезных досок и досок с дефектными кромками на станках с закрытой пилой вначале отрезают кромку, ориентируясь на риску, нанесенную на кожухе прижимного устройства против пилы. При повторных резах доски подают на пилу, прижимая их кромкой к направляющей линейке.
Если из станка с гусеничной подачей по каким-либо причинам нужно извлечь заготовку в сторону, обратную подаче, нужно включить станок, поднять суппорт с прижимными устройствами и когтевую защиту, затем вынуть заготовку. После этого когтевую защиту и суппорт опускают и работа может быть продолжена. В процессе работы следует периодически проверять ширину и прямолинейность выпиливаемых заготовок, а также шероховатость поверхности пропила.
Реклама:
Читать далее:
Станки для поперечной распиловки
Статьи по теме:
pereosnastka.ru
Продольно-распиловочный станок
Изобретение относится к деревообрабатывающей технике. Станок содержит основной вертикальный вал, установленный в плоскости, перпендикулярной направлению распила, с одной стороны от центральной оси обрабатываемой заготовки, с приводом, и установленный на валу, по меньшей мере, один дисковый пильный элемент. Вал выполнен с возможностью перемещения вдоль обрабатываемой заготовки. Станок снабжен дополнительным валом, установленным в плоскости, параллельной плоскости установки основного вала, с другой стороны от центральной оси обрабатываемой заготовки, с приводом и закрепленным на нем, по меньшей мере, одним дисковым пильным элементом, при этом разносторонним относительно продольной оси заготовки дисковым пильным элементам основного и дополнительного валов придана возможность попарного перемещения в одной из плоскостей распила. Изобретение повышает скорость распиливания бревен. 3 з.п. ф-лы, 2 ил.
Изобретение относится к деревообрабатывающей технике и может быть использовано для переработки круглого леса в относительно небольших промышленных производствах.
Известен деревообрабатываюпщй станок “Универсал” [описание изобретения к патенту РФ № 2233218, МПК-7, B27B 7/04, B27B 5/00, B27C 5/00; дата публикации: 2004.07.27], содержащий установленную на направляющих каретку со смонтированными на ней обрабатывающими инструментами и механизм поворота и фиксации заготовок, а также поворотное устройство, обеспечивающее возможность разворота каретки перед ее движением в противоположном направлении, а обрабатывающие инструменты выполнены в виде, по меньшей мере, двух дисковых пил разного диаметра, установленных на одном валу с возможностью перемещения в осевом и вертикальном направлении.
Наиболее близким к предлагаемому является горизонтально-дисковый распиловочный станок [описание изобретения к патенту РФ № 2252863, МПК-7, B27B 7/00; дата публикации: 2005.01.10], содержащий каркас с установленными в нижней части его вертикальных стоек колесами для перемещения станка по направляющим дороги, расположенным вдоль неподвижно закрепленной обрабатываемой заготовки, две направляющие, размещенные перпендикулярно направлению движения станка, и установленную с возможностью перемещения по ним и обеспечения пиления в прямом и обратном направлениях каретку, а также платформу, подвешенную по углам каркаса на винтах, кинематически связанных между собой, для симметричного подъема и опускания, при этом направляющие каретки прикреплены к платформе, а каретка выполнена с приводным электродвигателем и шпинделем, на валу которого горизонтально установлены один или два пильных диска, а обрабатываемая заготовка закреплена по центру дороги посредством электромеханического захвата и боковых захватов с приводом симметричного сдвижения-раздвижения, фиксирующих заготовку в ее нижней части.
Недостатками известных станков являются низкая производительность труда, связанная с необходимостью двойного, прямого и обратного, прохода пилы вдоль бревна для совершения одного пила, и ограниченные функциональные возможности по номенклатуре получаемых пиломатериалов без перенастройки оборудования.
Целью изобретения является минимизация отходов при распиловке бревен на различные виды пиломатериалов и повышение производительности труда.
Поставленную цель достигают за счет того, что в продольно-распиловочный станок, включающий основной вертикальный вал, установленный в плоскости перпендикулярной направлению распила, с приводом и установленным на нем, по меньшей мере, одним пильным элементом, при этом вал выполнен с возможностью перемещения вдоль обрабатываемой заготовки, дополнительно введен, по меньшей мере, один дополнительный вал, установленный в плоскости, параллельной плоскости установки основного вала, с приводом и закрепленным на нем, по меньшей мере, одним пильным элементом, при этом разносторонним относительно продольной оси заготовки дисковым пильным элементам основного и дополнительного валов придана возможность попарного перемещения в одной из плоскостей распила.
Достижение технического результата, заключающегося в минимизации отходов при распиловке бревен на различные виды пиломатериалов и повышении производительности труда, возможно за счет расположения основного и дополнительного валов с режущим инструментом в разных плоскостях относительно направления распила, установки пар пильных элементов в плоскостях, расстояние между которыми обеспечивает оптимальный распил бревна, при этом плоскости распила, образованные парами пильных элементов основного и дополнительного вала перекрывают друг друга.
На фиг.1 схематично показан продольно-распиловочный станок с переднего торца заготовки.
На фиг.2 показан вид обрабатываемой заготовки по сечению А-А.
Продольно-распиловочный станок включает основной вертикальный вал 1, установленный с одной стороны обрабатываемой заготовки 2 в плоскости P1, перпендикулярной направлению распила D, привод 3, дисковые пильные элементы 4, установленные на валу 1, а также дополнительный вал 5, установленный с другой стороны от обрабатываемой заготовки 2, с приводом 6 и закрепленными на валу 5 пильными элементами 7, при этом дополнительный вал 5 установлен в плоскости Р2, перпендикулярной плоскости распила D и, соответственно, параллельной плоскости P1 установки основного вала. Валы 1 и 5 выполнены с возможностью перемещения вдоль обрабатываемой заготовки 2. Разносторонним дисковым пильным элементам 4 и 7 соответственно основного 1 и дополнительного 5 валов придана возможность попарного перемещения в одной из плоскостей распила Р3, при этом плоскости распила Р3, образованные парами пильных элементов 4 и 7, перекрывают друг друга.
Продольно-распиловочный станок работает следующим образом. Основной и дополнительный вертикальные валы 1 и 5, соответственно с приводами 3 и 6, устанавливают с двух сторон обрабатываемой заготовки 2 в различных плоскостях P1 и Р2, перпендикулярных направлению распила D. На валах 1 и 5 крепят дисковые пильные элементы 4 и 7, лежащие попарно в одной из плоскостей распила Р3. Расстояние между плоскостями Р3 пильных элементов выбирают в соответствии с наиболее экономным использованием заготовки при получении пиломатериалов заданной номенклатуры. Для крепления валов с приводами и пильными элементами и перемещения их в процессе распила используют известные технические решения, например подвижные относительно заготовки каретки, перемещаемые в направлении распила D.
Использование предлагаемого станка позволяет минимизировать отходы при распиловке бревен на различные виды пиломатериалов и существенно повысить производительности труда за счет распила заготовки за один проход пильных элементов.
1. Продольно-распиловочный станок, включающий основной вертикальный вал, установленный в плоскости, перпендикулярной направлению распила, с одной стороны от центральной оси обрабатываемой заготовки, с приводом, и установленный на валу, по меньшей мере, один дисковый пильный элемент, при этом вал выполнен с возможностью перемещения вдоль обрабатываемой заготовки, отличающийся тем, что станок снабжен дополнительным валом, установленным в плоскости, параллельной плоскости установки основного вала, с другой стороны от центральной оси обрабатываемой заготовки, с приводом и закрепленным на нем, по меньшей мере, одним дисковым пильным элементом, при этом разносторонним относительно продольной оси заготовки дисковым пильным элементам основного и дополнительного валов придана возможность попарного перемещения в одной из плоскостей распила.
2. Станок по п.1, отличающийся тем, что направление распила в основном совпадает с продольной осью заготовки.
3. Станок по п.1 или 2, отличающийся тем, что плоскости установки основного и дополнительного валов не совпадают.
4. Станок по п.1 или 2, отличающийся тем, что плоскости распила, образованные парами пильных элементов основного и дополнительного вала, перекрывают друг друга.
findpatent.ru
Станки для продольного раскроя – Деревообрабатывающие станки
Станки для продольного раскроя
Категория:
Деревообрабатывающие станки
Станки для продольного раскроя
Конструкция станков. В деревообрабатывающем производстве для раскроя пиломатериалов на заготовки применяют круглопильные станки с роликодисковой и конвейерной подачей. Станки с роликодисковой подачей (ЦА-2А) используют для выпиловки черновых заготовок.
Станки с конвейерной подачей бывают однопильные прирезные (ЦДК4-3) и многопильные с пятью (ЦДК5-2) или десятью (ЦМР-2) пилами. Некоторые станки дополнительно оснащают встроенным конвейером для возврата и повторного распиливания оставшейся части заготовки.
Крупнопильный станок с роликодисковой подачей ЦА-2А предназначен для пиления кромок у необрезных досок или реек и продольного раскроя пиломатериалов на заготовки. Станок включает в себя станину, шпиндель с пилой, стол и механизм подачи. Механизм подачи состоит из нижнего вальца, установленного впереди пилы, и нижнего заднего вальца. Вальцы размещены под столом и незначительно выступают над его рабочей поверхностью. Сверху на станине смонтированы два качающихся рычага, на концах которых установлены передний зубчатый диск и задний рифленый ролик с расклинивающим диском увеличенного диаметра. Расклинивающий диск входит в образовавшийся пропил, разводит в стороны отпиливаемые части заготовки и предотвращает защемление пилы. Впереди станка установлены когте-вая защита, предотвращающая выброс заготовки в сторону, противопо ложную подаче. Для выпиловки деталей требуемой ширины служит переставная направляющая линейка. В станке предусмотрена возможность установки второй пилы на расстоянии 10…50 мм от коренной пилы (с градацией 5 мм). При наличии второй пилы на верхнем механизме подачи монтируют дополнительно передний зубчатый и задний расклинивающий диски.
Однопильный прирезной станок с конвейерной подачей ЦДК4-3 показан на рис. 60. Прижимный суппорт выполнен в виде коробки, в которой размещены подпружиненные ролики 3, обеспечивающие прижим заготовки спереди и сзади пилы. Механизм подачи выполнен в виде конвейера из чугунных звеньев, шарнирно прикрепленные к ролико-втулочной цепи. Конвейер установлен на две звездочки (туеры), из которых задняя приводится во вращение через вариатор от электродвигателя. Скорость конвейера регулируется вариатором бесступенчато и составляет 8…60 м/мин.
При движении конвейер скользит по текстолитовые направляющим, расположенным в углублении стола, и возвышается на 5…6 мм над его рабочей поверхностью. На поверхности звеньев находятся рифли для надежного сцепления их с распиливаемым материалом.
В средней части рабочей поверхности конвейера профрезерована продольная канавка, в которую с зазором входят зубья пилы. Это обеспечивает распиловку заготовки на всю ее толщину. Для предотвращения выброса распиливаемой заготовки из станка на его передней части закреплены качающиеся упоры, которые называют когтевой защитой. Если необходимо освободить заготовку, упоры поднимают рукояткой. Для удаления опилок служит патрубок, который присоединяется к эксгаустерной сети.
По конструкции многопильные станки отличаются от однопильных наличием блока пил, установленных на одном валу. Расстояние между пилами определяет толщину выпиливаемых дощечек и достигается установкой промежуточных шайб требуемой толщины. Для распиловки доски на всю толщину и возможности свободной смены пил применяют «ныряющий» конвейер. Конвейер скользит по двум направляющим, которые имеют не-
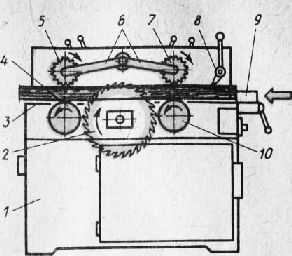
Рис. 1. Круглопильный станок с роли-кодисковой подачей ЦА-2А: I — станина, 2 — пила, 3 — стол, 4,10 — нижние вальцы, 5 — рифленый ролик с расклинивающим диском, 6 — рычаги, 7 — передний зубчатый диск, 8 — когтевая защита, 9 — направляющая линейка
Рис. 60. Однопильный прирезной станок с конвейерной подачей ЦДК4-3: 1 — станина, 2 — стол, 3 — прижимный ролик, 4 — пила, 5 суппорт прижимных роликов, 6 — патрубок, 7 — маховичок настройки прижимного суппорта, 8 — маховичок настройки пильного суппорта, 9 — рукоятка подъема когте-вой защиты, 10 — направляющая линейка, 11 — когтевая защита, 12 — конвейер
большой изгиб в зоне пильного вала и обеспечивают соответствующее углубление (ныряние) звеньев конвейера под пилйми. Пильный вал многопильных станков приводится во вращение от мощного электродвигателя через клиноременную передачу, а привод подачи выполняют бесступенчато регулируемым.
Наладка станков с роликодисковой подачей. Станки с роликодисковой подачей используют для предварительного продольного раскроя пиломатериалов в заготовительных цехах. В связи с этим станки оснащают круглыми плоскими пилами с разведенными зубьями. Величина развода на одну сторону зубьев пил должна быть при распиловке древесины хвойных пород с абсолютной влажностью до 30% в любое время года 0,50…0,60 мм, свыше 30% летом—0,60…0,70 мм, свыше 30% зимой-0,50…0,60 мм, твердых лиственных пород — 0,40…0,50 мм.
Диаметр посадочного отверстия пилы равен 50 мм. Пила должна иметь внешний начальный диаметр диска 400 мм, число зубьев 48 и толщину 2,5 мм. Следует применять пилы с возможно меньшим диаметром, так как это улучшает качество распиловки.
Перед установкой на станок пилу необходимо тщательно проверить и убедиться в правильности ее подготовки. Следует также проверить состояние прижимных шайб и посадочной шейки шпинделя. Опорные поверхности шайб должны быть очищены от грязи и нерепендикулярны оси вращения шпинделя. Торцовое биение поверхности шайбы допускается не более 0,02 мм на диаметре 100 мм.
Пилу надевают на шпиндель так, чтобы зубья при вращении были направлены против подачи распиливаемого материала. При установке пилы непосредственно на шпиндель разность диаметров посадочной шейки шпинделя и отверстия пилы (зазор) должна быть не более 0,1 мм. При значительных зазорах ось вращения пилы не будет совпадать с осью шпинделя, что вызовет радиальное биение зубьев и неудовлетворительное качество распиловки. После установки прижимной шайбы пилу надежно закрепляют зажимной гайкой. Гайка должна иметь резьбу, обратную вращению пилы. Для предотвращения проворачивания пилы в процессе пиления служит штифт.
При закреплении на шпинделе двух пил между коренной и второй пилой следует поставить набор проставочных шайб. К станку прилагают комплект проставочных шайб разной толщины. Шайбы набирают так, чтобы общая толщина набора была больше ширины выпиливаемой детали на величину удвоенного развода зубьев на одну сторону. Пилы перед установкой необходимо подобрать так, чтобы они имели одинаковый диаметр, толщину и развод зубьев.
В деревянном вкладыше, устанавливаемом в столе станка в зоне пил, делают прорезь для выхода второй пилы. Для снижения вибрации и предотвращения бокового отклонения диска пилы применяют направляющие стержни. Их устанавливают в приливах вкладыша стола в зоне вращения пилы (рис. 3). Зазор между диском пилы и стержнями делают не более 0,1…0,15 мм. Стержни не должны касаться пилы, зажимать ее или отгибать в сторону. После установки на стол рабочая поверхность вкладыша должна быть в одной плоскости с рабочей поверхностью стола.
Положение нижних подающих вальцов регулируют в зависимости от влажности и породы распиливаемой древесины. При распиловке древесины мягких хвойных пород величина выступа нижних вальцов над столом равна 2…3 мм, твердых лиственных пород-1…2 мм. При регулировке переставляют подшипниковые опоры осей вальцов в станине станка. Точность положения вальцов проверяют контрольным бруском и щупом.

Рис. 2. Крепление в круглопильном станке: а — одной пилы, б — двух пил; 1 пила, 2 — прижимная шайба, 3 — гайка, 4 — штифт, 5 — опорная шайба, 6 — шпиндель, 7 — проставочные шайбы
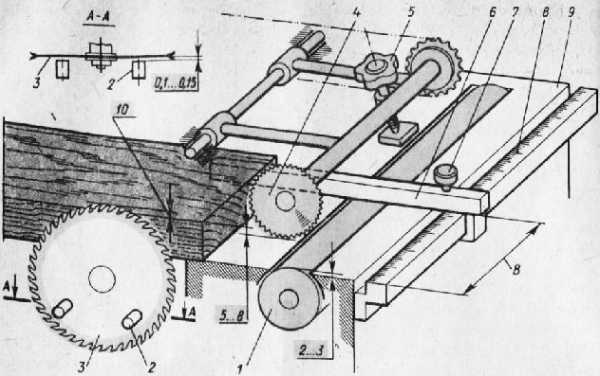
Рис. 3. Настройка круг лопильного станка с роли ко-дисковой подачей: 1 — нижний валец, 2 — стержни, 3 — пила, 4 — верхний ролик, 5 — маховичок настройки ролика по высоте, 6 — направляющая линейка, 7 — маховичок зажима линейки, 8 — мерительная линейка, 9 — стол
Верхние ролики настраивают так, чтобы высота их от стола была на 5…8 мм меньше толщины распиливаемой заготовки. Ролики регулируют перемещением винтовой опоры от маховичка. Ролики прижимаются к материалу силой тяжести механизма их подвески. При установке направляющей линейки перемещают ее на расстояние, равное ширине отпиливаемой детали. При этом пользуются шкалой мерительной линейки, укрепленной на столе станка. Направляющую линейку фиксируют в заданном положении маховичком эксцентрикового зажимного устройства.
После настройки опробуют станок на холостом ходу. При нормальной работе всех механизмов распиливают пробные заготовки. Скорость подачи выбирают в зависимости от породы, толщины и влажности древесины. При распиловке досок лиственных пород толщиной 80 мм пользуются наименьшей скоростью подачи, мягкой древесины толщиной 20… 30 мм — наибольшей. Требуемую скорость устанавливают рукояткой пакетного переключателя многоскоростного электродвигателя.
Наладка прирезных станков с конвейерной подачей. В прирезных станках с конвейерной подачей применяют круглые плоские пилы с разведенными зубьями. Величина развода зубьев пил должна быть при распиловке древесины хвойных пород с абсолютной влажностью до 30% в любое время года 0,30…0,50 мм, свыше 30% летом -0,60…0,70 мм, свыше 30% зимой — 0,40…0,60 мм, твердых лиственных пород — 0,30…0,50 мм.
Кроме того, на этих станках можно использовать строгальные пилы, а также пилы, зубья которых оснащены пластинами из твердого сплава. Применение таких пил обеспечивает значительное повышение периода их работы и качества распиловки. Заготовку конкретной толщины целесообразно распиливать пилой наименьшего диаметра.
Устанавливают и закрепляют пилы на шпинделе прирезного станка так же, как в станках с роликодисковой подачей.
При работе строгальными пилами или пилами, оснащенными пластинами из твердого сплава, шпиндель станка должен удовлетворять повышенному требованию к точности его вращения. Торцовое биение опорной шайбы допускается не более 0,04 мм на радиусе 50 мм. Пилу устанавливают на шпиндель так, чтобы ее вращение было направлено против движения конвейера.
Положение роликов регулируют по высоте контрольным бруском или шаблоном (рис. 63). Шаблон устанавливают на конвейер и опускают прижимный суппорт так, чтобы между нижней поверхностью корпуса и шаблоном образовался зазор 30 мм. Вращая верхние гайки, удлиняют или укорачивают рабочую часть стержней подвески прижимных роликов и добиваются, чтобы ролики касались поверхности шаблона. Величину натяга или ослабления пружин, прижимающих ролики к обрабатываемому материалу, регулируют, вращая нижние гайки. При распиловке древесины твердых пород натяг следует увеличить, а мягких — уменьшить.
Для обеспечения правильного базирования заготовки на конвейере оси роликов должны быть перпендикулярны направлению подачи. Отклонение от перпендикулярности устраняют, поворачивая конец оси каждого ролика вместе с ползуном. После регулировки ползун надежно закрепляют болтом. Величину и направление поворота роликов определяют при распиловке пробных заготовок. Если пиленая поверхность будет выпуклой, концы осей роликов следует сблизить, если вогнутой — развести.
Положение пилы по высоте регулируют, вращая маховичок настройки суппорта пилы. Зубья пилы должны располагаться посередине продольной канавки конвейера, и не касаться ее дна (зазор 2…3 мм).
Положение прижимного суппорта по высоте определяется толщиной распиливаемого материала. Чрезмерное давление прижимных роликов ведет к порче заготовки и преждевременному износу механизма подачи, а недостаточный прижим — к выбросу заготовки или неточной распиловке. Расстояние от конвейера до роликов должно быть на 2…3 мм меньше толщины распиливаемой заготовки. Прижимный, суппорт настраивают, вращая маховичок подъема суппорта. Величину перемещения отсчитывают по шкале, укрепленной на станине.
При выборе скорости подачи круглопильного станка следует одновременно учесть предельно допускаемую загрузку двигателя резания и заданную шероховатость поверхности пропила.
Скорость подачи по условию предельно допускаемой загрузки двигателя выбирают в зависимости от высоты пропила:
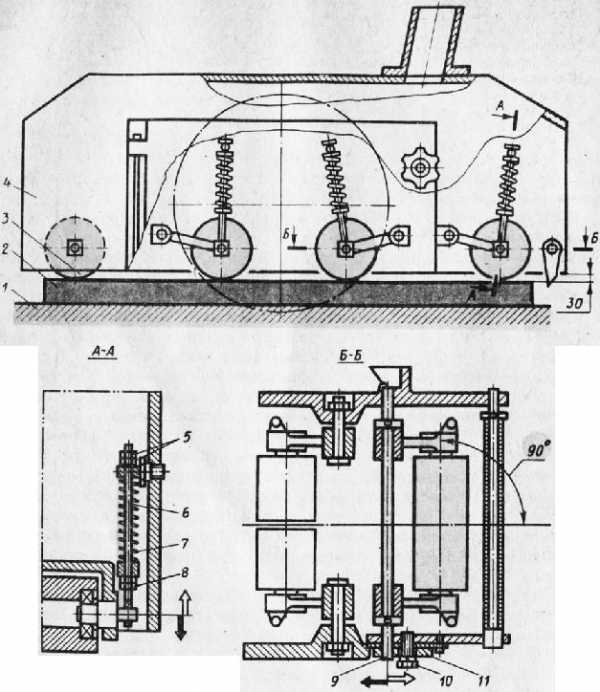
Рис. 4. Регулировка прижимных роликов в круг-лопильном прирезном станке: 1 — конвейер, 2 — шаблон, 3 — ролик, 4 — корпус прижимного суппорта, 5, 8—- гайки, 6 — стержень, 7 — пружина, 9 — ось ролика, 10 — болт, 11 — ползун
При распиловке сухих досок из древесины мягких хвойных пород острой, хорошо подготовленной пилой подачу можно увеличить. По мере затупления пилы или при распиловке твердой сырой древесины скорость подачи следует уменьшить. Скорость подачи регулируют маховичком. После наладки пускают станок и распиливают пробные заготовки.
При подготовке к работе и наладке многопильных прирезных станков все пилы, устанавливаемые на шпинделе одновременно (блок пил), должны быть одного диаметра. Для станка ЦДК5-2 начальный диаметр пилы 400 мм, толщина 2,8 мм и число зубьев 36. Диаметр с1ш промежуточных колец должен быть равен диаметру прижимной шайбы. Толщину колец выбирают в зависимости от толщины выпиливаемой дощечки и величины развода на одну сторону пил.
После закрепления пил шпиндель регулируют по высоте с учетом расположения нижних зубьев пил над выемкой «ныряющего» конвейера с зазором 2…3 мм. Для распиловки необрезных досок направляющую линейку перемещают в крайнее правое положение и в работе не используют.
Суммарный зазор между когтями противовыбрасывателя должен быть не более 1 мм. При превышении допустимого зазора необходимо установить новое компенсационное кольцо между набором когтей и рамкой противовыбрасывателя.
В остальном наладка многопильных станков аналогична наладке одно-пильных прирезных станков.
Работа на станках. Круглопильный станок для продольного раскроя обслуживают двое рабочих. Основной рабочий кладет доску или кратную заготовку на стол и ориентирует ее относительно пилы, так чтобы обеспечивалось правильное направление реза. Положение пилы на станках с закрытой пилой обычно отмечено риской на кожухе прижимного устройства.
Ориентацию следует выполнять с особой тщательностью, так как неправильное первоначальное положение заготовки в процессе пиления исправить невозможно, получится брак или резко снизится выход годных деталей.
При опиловке кромки необрезной доски направляющую линейку не используют. Обрезные доски подают в станок, базируя их кромкой по направляющей линейке.
Далее заготовку продвигают вперед под прижимные ролики. После захвата подающим конвейером заготовку надо придерживать, не изменяя направления ее движения. Второй рабочий находится позади станка, принимает выпиленные детали, рейки и срезки, сортирует их и укладывает в штабель или контейнер. Если можно выпилить другую деталь из оставшейся части заготовки, ее следует возвратить для повторного пропуска через станок. Для возврата используют возвратный конвейер, находящийся сбоку станка. При распиловке пиломатериалов длиной более 3 м применяют роликовые столы, устанавливаемые позади и впереди станка. Уровень их рабочей поверхности должен быть на 10-15 мм ниже рабочей поверхности стола станка. Если при нарушении подачи требуется извлечь заготовку из станка, то его отключают, поднимают суппорт с прижимными роликами и когтевое устройство. Затем вынимают заготовку в сторону, обратную подаче. После этого проверяют и при необходимости регулируют когтевую защиту, расклинивающий нож и суппорт станка.
В процессе работы периодически проверяют размеры выпиливаемых деталей и шероховатость поверхности пропила.
Реклама:
Читать далее:
Станки для раскроя листовых материалов
Статьи по теме:
pereosnastka.ru
видео-инструкция как выбрать, своими руками, особенности самодельных настольных дисков для циркулярки, какой лучше, цена, фото
Все фото из статьи
Какие циркулярные станки по дереву можно встретить в продаже? На что следует обращать внимание при покупке? Существуют ли какие-то нормативные требования к самим станкам или пилам для них? Наконец, можно ли использовать такой станок для чего-то помимо примитивной продольной и поперечной распиловки досок? Давайте попробуем ответить на эти вопросы.

Наш герой — продольно-распиловочный станок.
Что это такое
Определения
В устоявшейся терминологии под циркулярным станком понимают исключительно продольно-распиловочный, использующий стационарно закрепленный на вращающемся валу пилящий диск, утопленный чуть выше вала в рабочую поверхность, служащую для подачи пиломатериала.
Однако если подойти к вопросу с позиций происхождения термина, то мы сделаем неожиданное открытие: циркулярной пилой, строго говоря, называется любой круглый пилящий диск. Соответственно, любое стационарное приспособление, использующее его, можно без натяжки называть циркулярным станком.
В эту категорию попадают, кроме продольно-распиловочных, еще и торцовочные приспособления (они же — маятниковые пилы). Они отличаются подвижностью пилящего диска, который подается к зафиксированному на станине пиломатериалу под прямым или любым другом углом к его продольной оси.
Любопытно: маятниковая пила может подаваться к пиломатериалу как сверху, так и снизу, из-под станины.
В последнем случае пиломатериал надежно прижимается к станине механическим или гидравлическим приспособлением.

Маятниковая пила с нижней подачей.
Характеристики
Какие характеристики станков с дисковыми пилами являются определяющими? На что следует обратить внимание, изучая циркулярки по дереву для дома на витрине магазина?
| Характеристика | Комментарии |
| Глубина реза | От нее зависят максимальные поперечные размеры обрабатываемого пиломатериала. Определяется диаметром диска |
| Мощность мотора | Чем больший диаметр имеет циркулярный диск по дереву, тем больший вращающий момент должен быть приложен к его валу. Вращающий момент определяется мощностью мотора и коэффициентом передачи вращения с вала мотора на вал диска |
| Скорость вращения диска | Больше = лучше. Большая скорость означает максимально чистый рез. Кроме того, с увеличением оборотов растет скорость раскроя заготовки |
| Способ передачи вращения с вала на диск | Простейшее решение — общий вал двигателя и пилы — характерно для изготовленных своими руками изделий и ручных дисковых пил. Как правило, для передачи вращения используется зубчатый редуктор или ременная передача. Зубчатка имеет заметно больший ресурс и не допускает проскальзывания ремня на шкиве. С другой стороны, зубчатый редуктор при заклиненной пиле останавливает мотор без снятия напряжения с обмотки, что может привести к ее перегреву и межвитковому замыканию |
| Защита мотора от перегрузок, плавный пуск | Электронные схемы, ограничивающие стартовые токи электромотора и тем самым предотвращающие перегрев обмотки статора |
| Подвижный вал | Его наличие востребовано не только у маятниковых пил, но и у продольно-распиловочных станков. Возможность опустить под станину и снова поднять диск позволяет начать пропил не с края доски, а из произвольной точки |
| Фиксация шпинделя | Удобна при замене диска |
| Направляющая | Ее наличие крайне желательно при продольной распиловке. Направляющая позволяет вести деталь без боковых смещений, обеспечивая максимально прямой рез |
Кроме того, станки можно разделить по конструкции и размерам.
Возможны следующие варианты:
- Настольный станок, как и следует из названия, устанавливается на время работы на верстак и потом убирается, освобождая рабочее место. Типичный вес таких приспособлений — не больше 20 килограммов; максимальная глубина реза может достигать 80 миллиметров.

Миниатюрная настольная циркулярка от Metabo.
- Раскладной станок менее компактен; он снабжается раскладными ножками и, иногда, раскладным удлинителем стола для обработки крупных заготовок (листов фанеры, ОСП, ДСП и оргалита). Глубина реза достигает 90 мм.
- Для стационарных устройств характерна глубина пропила до 125 миллиметров. Их приобретение осмыслено при сравнительно больших объемах деревообработки — на небольших предприятиях или при выполнении вспомогательных операций на крупных производствах.

Стационарная конструкция.
Нормативная документация
Во времена Советского Союза система стандартизации была всеобъемлющей и охватывала все без исключения области производства. Сейчас действие части стандартов советской эпохи приостановлено.
В интересующей нас области в наше время действуют три нормативных документа:
- ГОСТ Р 50787-95 излагает требования безопасности к малогабаритному деревообрабатывающему оборудованию.
- Сохранившийся с 1982 года с небольшой актуализацией в 2010-м ГОСТ 980-80 описывает техусловия для производства плоских круглых распиловочных пил.
- Еще более старый ГОСТ 18479-73 содержит техусловия для круглых строгальных пил.
Уточним: разница между ними — в расширении зубцов строгальной пилы к острию зубца.
Такая форма предотвращает заклинивание пилы в заготовке без разводки зубьев.
Давайте перейдем к изучению нормативной документации.
ГОСТ Р 50787-95
- Станок и все его отдельные элементы должны быть устойчивы. Конструкция не должна допускать непреднамеренное опрокидывание, падение или смещение станка и его узлов.

Конструкция должна быть устойчивой.
- Все углы должны обладать достаточной прочностью для сопротивления эксплуатационным и возникающим в процессе транспортировки нагрузкам.
- Конструкция должна исключать возникновение потенциально опасных ситуаций на производстве из-за коррозии или усталости металла.
Справка: усталостью металла называют образование в нем микротрещин при многократных деформациях.
Усталость приводит к резкому падению механической прочности конструкции.
- Потенциально травмоопасные углы, выступы и заусенцы — под строгим запретом.
- Многофункциональные устройства (скажем, фуговально — распиловочные) должны одномоментно выполнять только одну функцию; содержащаяся в ГОСТ инструкция по производственной безопасности строжайше предписывает защищать неиспользуемый в настоящий момент режущий инструмент кожухом или полностью отключать его.
- Весьма любопытен пункт 4.10 общих положений ГОСТ. Он требует обеспечить безопасность пользователя при ошибочном подключении к источнику питания; говоря простыми словами — даже яркий представитель интеллектуального большинства, не заглядывавший в инструкцию к устройству, не должен располагать возможностью пострадать при совершении любых действий с оборудованием.

Маломощные станки комплектуются обычной евровилкой. Ее трудно вставить в розетку неправильно.
Тем не менее: эксплуатационная документация обязательно должна входить в комплект поставки.
- Любое изделие должно снабжаться маркировкой, содержащей данные изготовителя, описание модели станка, дату его изготовления и электрические характеристики (напряжение, мощность, обороты электромотора).
- Рабочий стол должен иметь горизонтальную гладкую поверхность, обеспечивающую скольжение детали при ее подаче к пиле.
- Продольно-распиловочные станки должны комплектоваться расклинивающим рез ножом, препятствующим зажиманию диска в заготовке.

На фото хорошо виден расклинивающий нож.
- Обязательным требованием является наличие кожуха, препятствующего соприкосновению пользователя с режущими кромками в процессе работы.
Однако: если вами приобретен или изготовлен самодельный станок, такой кожух в его конструкции почти наверняка отсутствует.
Изготовить его едва ли не сложнее, чем сварить станину и выставить на ней мотор: специфичная форма кожуха и механизм его смещения при подаче не позволяют изготовить их из подручных материалов.
ГОСТ 980-80
Большая часть текста документа посвящена стандартизированным типоразмерам пилящих дисков.
Прочим характеристикам уделяется сравнительно мало внимания:
- Пилы должны производиться из стали 9ХФ (инструментальной) согласно требованиям ГОСТ 5950 или из других марок, не уступающих 9ХФ механической прочностью и износостойкостью.

Качество инструментальной стали позволяет производить из нее диски любых размеров.
- Трещины, побежалость, выкрошенные фрагменты и прочие дефекты — под строгим запретом. Вполне резонное требование: диск по дереву для циркулярки вращается со скоростью до 9000 об/минуту; разлет его фрагментов при разрушении будет… скажем так, малополезным для здоровья окружающих.
- Кромки отверстия в середине диска притупляются.
- При диаметре диска до 500 мм возможно оксидирование поверхности.
ГОСТ 18479-73
Многие требования этого ГОСТ близки к вышеперечисленным или совпадают с ними:
- Применяемые марки сталей — 9ХФ и 9Х5ВФ.
- Дефекты любого типа на поверхности диска недопустимы.
- Допуск по радиальному биению вершин зубьев — не более 0,3 мм.
Справка: биение и связанный с ним эксцентриситет не только разрушительно действуют на сам диск, но и резко уменьшают ресурс вала и подшипников.
Векторы нагрузок в отсутствие биения и при эксцентриситете.
Особенности эксплуатации
Теперь пришла очередь затронуть некоторые вопросы эксплуатации распиловочных станков.
В чем заключается уход за станком?В периодической набивке подшипников солидолом, контроле биения валов электромотора и пилы, осмотре пилящего диска. При затуплении зубьев резко ухудшается качество реза дерева и скорость распиловки, что тоже должно служить тревожным звонком для владельца.
Пилы с трещинами сразу и безоговорочно заменяются; диски с побежалостью тоже лучше не использовать.

При шумной работе станка достаточно набить подшипники солидолом.
Какой диск для циркулярки по дереву выбрать для максимальной чистоты реза?
- С твердосплавными напайками;
- С максимальным количеством зубьев;

Пила справа обеспечит более чистый рез.
- От именитого производителя (Bosh, Makita и т.д.). Разумеется, их цена выше, чем у продукции безымянных китайских фабрик, но расходы нивелируются куда большим ресурсом.
Можно ли использовать циркулярную пилу для фрезерования фигурных деревянных деталей из массива, фанеры и т.д.?
Можно, но с максимальной осторожностью, поскольку эта работа подразумевает демонтаж кожуха.
- Изделие подается с минимальной скоростью и без нажима в направлении, параллельном оси вращения.
- Работать нужно строго в защитных очках.
- Рукавицы под строгим запретом — их может затянуть под диск.
- Руки удерживаются на максимальном расстоянии от пилы.

Шипы на деталях мебели можно выбрать без фрезерного станка.
Заключение
Надеемся, что изложенные в нашем материале рекомендации помогут читателю в выборе и применении оборудования для домашней мастерской. Видео в этой статье уже традиционно предложит его вниманию дополнительную информацию. Успехов!
Понравилась статья? Подписывайтесь на наш канал Яндекс.Дзенrubankom.com
Распиловочный станок по дереву — характеристики, плюсы и минусы
Если вы в своём доме часто занимаетесь работой по дереву и уже призадумались о приобретении какого-то оборудования для эффективной работы, то вам непременно нужно обратить внимание на распиловочный станок по дереву.
Основные разновидности и типы инструмента
Они могут распиливать материал по разным векторам. С учётом пилящего инструмента определяют такие типы распиловочных станков:
Штрипсовые распиловочные станки.
Функция пиления возложена на штрипсовую пилу. Весь распилочный инструментарий такого типа ставится на раму. Допускается расположение и на особой конструкции. В разных модификациях пилы могут двигаться по прямой или кривой линии.
Второй вариант применяется для работы с материалом высокой прочности. Первый – для материалов со средней и низкой твёрдостью. Такие станки часто используют в резке камня.
Дисковые станки.
Их вид – массивная станина. Её рабочая поверхность ровная. На ней сосредоточен механизм с пильным кругом. В ходе резки дерево следует вдоль станины прямо на этот круг. Такие станки гарантируют скрупулёзный и красивый срез. При этом материал не отслаивается и повреждается.
Также эти станки имеют свои подвиды:
- бытовые распиловочные станки – в них расчёт идёт на скромные объёмы работ. Их масса – не более 25 кг. Их можно устанавливать на стол. После работы разместить в кладовке. Они образуют оптимальный пропил – 8 см, осуществляют продольное пиление;
- модели, имеющие удлиняющуюся столешницу – они раскраивают плита МДФ, ДСП по задаваемой траектории. Осиливают заготовки, чья толщина до 9-10 см. Применяются на малых производствах;
- стационарные – их сфера использования – крупные цеха. Они справляются с заготовками, чья толщина доходит до четырнадцати сантиметров.
Ещё дисковые станки распределяют по числу рабочих кругов:
- с большим числом кругов;
- с одним кругом.
Распиловочные станки с гибкой пилой.
Импульс на этот пилящий элемент идёт через шкивы.
Существуют такие категории этих моделей:
- канатные;
- цепные;
- ленточные.
Первые два типа задействуют для функционирования с гранитными и мраморными плитами и прочими породами.
Третья – для обработки дерева. Модификации данной категории пилят по продольной, поперечной и кривой линии,
Ленточный станок славится своей бесшумной работой.
Это очень нравится мастерам, производящих распил в домашних условиях.
Особенности изделий и безопасность
Ленточные станки могут быть настольными и напольными. Первые отличаются малыми габаритами и весом. Отлично подходят для бытового и малотиражного производства. Ставятся на верстак или стол для работы. Вторые имеют цельнолитую конструкцию. Отличаются большей мощностью и производительностью.
Так как именно ленточные модели чаще всего приобретаются для домашних работы, следует знать их конструкционные особенности.
В состав станка входят: станина, электрический силовой механизм, узел передач, два-три шкива. На последние элемент надевают полотно для пиления (полотно имеет формат кольца). Пильный инструмент – это замкнутая металлическая полоса.
При резке пила давит в направлении столешницы. Таким образом здесь исключен выброс материала и нанесение травм оператору станка.
Столешница данной модели обычно алюминиевая, стальная или чугунная. На некоторых вариациях имеются отделы для опилок. Для эффективной обработки скосов столешница может наклоняться на сорок пять градусов.
Уклон задаётся шкалой, что устроена под столом. Рабочая зона имеет форму квадрата, каждая её сторона достигает сорока пяти сантиметров.
При необходимости распилить изделие вдоль, можно воспользоваться специальным упором. Упор числится в прилагаемом комплекте станка. Его можно регулировать, и он фиксирует заготовку в процессе такого пиления.
Когда заготовки имеют большую длину и ширину, требуется увеличение поверхности упора.
Для этого применяются деревянные брусья.
Обрабатывать скосы очень удобно благодаря упору, что сосредоточен по двум сторонам заготовки. И сама заготовка здесь фиксируется силой тяжести. В некоторых распиловочных станках есть ограничитель пропила.
Обычно он устроен перед самим продольным упором. Он создает прекрасные условия для создания разных соединений.
Для скосов также создан особый упор. Его движение проходит по пазовой линии в столешнице. При его перемещении выполняется поперечный скос. Компактные вариации имеют довольно небольшой упор. Его длина увеличивается деревянным бруском.
Работа на станке должна быть безопасной. Для развития этой характеристики в выключатели при работе внедрён ключ. В некоторых модификациях при открывании отделения с полотном двигатель прекращает работать.
В стационарные версии входит ножной тормоз полотна. Он вступает в работу после глушения двигателя.
Из других ключевых качества ленточной модели выделяется динамика хода режущего полотна.
Она задаёт дистанцию, которую точка на режущей плоскости минует за минуту. Метр на минуту (м/мин) – единица определения такого параметра. Она лежит в спектре 220 – 1220. Для резки твёрдых материалов скорости снижаются, для резки дерева – развиваются до максимума.
Многие станки снабжены двумя шкивами. На эти элементы натянуто полотно для пиления. Один шкив с помощью передач связан с электрическим двигателем.
Есть версии, где число шкивов увеличено до трёх. Такая мера развивает вылет рабочей ленты. Натяжение ленты увеличивается, и износ механизма получается быстрее. Здесь уже обозначается необходимость в ремонте.
Когда зубья пилы контактируют с металлическим шкивом, они могут повредиться или разрушиться. Чтобы это исключить, на шкив надевают накладку. Она бывает пробочной, резиновой, из ПВХ.
Лучшую стабильность в эксплуатации проявляют те распиловочные станки, в шкивах которых устроены закрытые подшипники. У них есть щётка, очищающая приводной шкив от опилок.
Основные характеристики, плюсы и минусы
При выборе станка для пиления древесины также важно учитывать такие следующие характеристики:
- Мощь. Для промышленных задач она задаётся от 200 кВт. Для бытовых дел – от трёхсот пятидесяти Вт.
- Глубина резки. Для домашних целей она доходит до четырёх сантиметров, для заводских – до тридцати шести сантиметров.
- Ширина пропила. Данный параметр является ключевым при пилении дорогих пород дерева. Чем меньше эта ширина, тем меньше мусора получается.
- Точнейшие настройки станка. Она становится возможной за счёт таких элементов:
- линеек, шкала которых проградуирована,
- составляющих, закрепляющих заготовку в требуемой позиции.
При дилемме выбора между ленточным и круглопильным станками отталкиваются от грядущих производственных масштабов, вида дерева и поставленных задач.
Ещё нужно тщательно проанализировать преимущества и недочёты обоих этих видов станков.
Плюсы ленточных станков:
- Экономия при потреблении электричества.
- Внушительный выход продукции.
- Пропил до 36 см.
- Повышенная безопасность.
- Тихий режим работы.
- Мизерный объём отходов.
Их минусы:
- Скромная производительность.
- Максимальная динамика подачи – сто двадцать м/мин.
- Не годятся для работы с хвойными породами, так как на рабочие элементы попадает смолянистые составы, от этого страдает точность пилы.
Преимущества круглопильных распиловочных станков:
- Превосходная производительность.
- Потрясающая мощь и надёжность.
- Динамика подачи материала достигает двести двадцать метров в минуту.
Их недочёты:
- Меньший объём выходящей продукции.
- Большой объём отходов.
- Высокие ценовые параметры.
- Важность в привлечении профессиональных сотрудников – требуется затачивать и менять пильные круги.
Ленточные станки лучше задействовать для работы с твёрдыми и ценными типами дерева. Круглопильные – на лесопилках, работающих с крупными брёвнами.
Лучшие современные производители
При подборе станков для пиления необходимо знать, не только их качества, но и их производителей.
- «Бош». Эта компания находится на ведущих позициях в сфере производства распиловочной техники. Она предлагает обширный спектр инструментов. Она предоставляет гарантию высокого и стабильного качества.
Это касается и бюджетных моделей.
Продукция данного производителя имеет различные мощности и потенциалы. У неё только один недочёт – высокая цена.
- «Метабо». Это фирма создаёт профессиональную технику для разнообразных работ. И обработка дерева – не исключение. В спектре распиловочного оборудования значатся свыше десяти модификаций.
Их наименьшие ценовые параметры почти втрое ниже аналогов от «Бош».
Среди предлагаемой продукции имеются и мощнейшие станки для солидных пилорам.
- «Макита». Хоть это и китайская марка, но её оборудование славится высоким качеством. Его ценовые показатели – средние. Техника и распиловочные станки «Макита» – это прекрасная гармония стоимости и качества.
И многие специалисты не случайно желают выбор именно на этом производителе. Диапазон его продукции весьма богат. В последнее время в продажах стало появляться много поддельных механизмов.
По этой причине следует приобретать технику лишь у официальных представителей.
- «Хитачи». Сборка техники данной компании проходит также в Китае. Сама продукция причисляется к любительскому уровню и совершенно не годится для профессиональных целей.
С ней можно работать в ослабленном режиме и только для выполнения разовых работ.
Разумеется, цена таких инструментов низка.
- «Энкор». Российское предприятие. Её товары выходят под брендом «Корвет».
В линии товаров значатся экономичные бытовые и промышленные вариации.
- «Зубр». Те, кто пользовался техникой этой фирмы, во многом возмущаются её качеством, а также плохим сервисом.
Сам производитель профилируется лишь на выпуске компактной техники и станков любительского класса.
- «Калибр». Продукция данного завода оценивается как продукция, имеющая скромное, но удовлетворительное качество и относящаяся к любительской категории.
Сам завод предлагает обширный спектр моделей разнообразной мощи, доступные комплектующие и достойный сервис.
Заключение по теме
Теперь зная все особенности и технические характеристики распиловочных станков по дереву, вы запросто сможете выбрать именно то изделие, которое вам нужно. Немного терпения и всё получится. Удачи в ремонте!
mirotoplenie.ru
Продольно-распиловочный станок
Эй 122862
Класс 38а, 5
СССР
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
А. И. Дворецкий и Л. Н. Залесов
ПРОДОЛЬНО-РАСПИЛОВОЧНЫЙ СТАНОК
Заявлено 8 декабря 1958 г. за М 615697, “5 в Комитет го делам изобретений и открв|тпй при Совете Министров СССР
Опубликовано в «Бюллетене изобретени11.> М 18 за 1959 г
Известен .продольно-распиловочный станок для распиловки закрепляемых неподвижно бревен двумя круглыми пилами, установленными в одной плоскости на траверсе подвихкной каретки, передвигающейся над бревнами.
С целью использования для резания прямого и обратного хода станка, на нем установлена центральная колонка, поддерживающая траверсы с механизмом поворота и осуществления поперечной подачи пил. Для сбора опилок в станке использованы защитные кожухи пильных дисков. т а чертеже изображена схема коло11ки с пильнь1м механизмом.
Ста1юк состоит из двух основных частей передвижной каретки 1 и рельсового пути, состоя1цего пз плоских деревянных рам-звеньев 2. Между рельсами на поперечных связях укрсплены приспособления 8 для укладывания и крепления распиливасмого бревна 4, позволяющие производить одновременно и его центровку.
На поперечной балке каретки укреплена направляющая труба 5, через которую проходит центральная колонка 6, имеющая в верхней части винтовую нарезку и опускающаяся и поднимающаяся при вращении гайки-маховика 7. К нижнему концу колонки 6 прикреплена траверса 8, на обоих плечах которой расположены электродвигатели 9, вращающие две круглые пилы 10. Пилы 10 находятся в одной горизонтальной плоскости, а траверса в рабочем положении повернута в плане на некоторый угол (10 — 20 ) относительно осп, перпендикулярной двнженгпо каретки, и удерживается в этом положении стопором-защелкой 11, что обеспечивает перекрытие одной пилы другой и образование сплошного пропила.
Траверса 8 с круглыми пилами может поворачиваться в плане на
180 при повороте колонки 6 за рукоятку 12 и при оттягивании стопоразащелки 11. Поворот траверсы на 180, после прохода каретки и образования пропила в одном направлении позволяет производить пиление при движении каретки в обратном направлении. № 122862
Подвод тока к двигателям осуществлен приводами через полость колонки б.
Нерабочие части круглых пил защищены кожухами (на чертеже не показаны), укрепленными на траверсе 8 и выполненными так, что они служат для сбора опилок при продвижении каретки вдоль бревна в процессе пиления.
Предм ет изобретения
Комитет по делам изобретений и открытий при Совете Министров СССР
Редактор Л. Г. Голандский Гр. 157
Подп. к печ. 24.1Х-59 г.
Тираж 990 Цена 25 коп.
Информационно-издательский отдел.
Объем 0,17 п. л Зак 7713
Типография Комитета по делам изобретений и открытий при Совете Министрев СССР
Москва, Петровка, 14, 1. Продольно-распиловочный станок для продольной распиловки закрепляемых неподвижно бревен двумя круглыми пилами, установленными в одной плоскости на траверсе передвигающейся над бревнами подвижной каретки, отличающийся тем, что, с целью повышения производительности труда за счет использования для резания прямого и обратного хода станка, на нем установлена центральная колонка, используемая для поддержания траверсы с пильным механизмом поворота и осуществления. поперечной подачи пил.
2. Форма выполнения по п. 1, о т.т и ч а ю щ а я с я тем, что защитные кожухи пильных дисков использованы для сбора опилок.
findpatent.ru
продольно-распиловочный станок – патент РФ 2374068
Изобретение относится к деревообрабатывающей технике. Станок содержит основной вертикальный вал, установленный в плоскости, перпендикулярной направлению распила, с одной стороны от центральной оси обрабатываемой заготовки, с приводом, и установленный на валу, по меньшей мере, один дисковый пильный элемент. Вал выполнен с возможностью перемещения вдоль обрабатываемой заготовки. Станок снабжен дополнительным валом, установленным в плоскости, параллельной плоскости установки основного вала, с другой стороны от центральной оси обрабатываемой заготовки, с приводом и закрепленным на нем, по меньшей мере, одним дисковым пильным элементом, при этом разносторонним относительно продольной оси заготовки дисковым пильным элементам основного и дополнительного валов придана возможность попарного перемещения в одной из плоскостей распила. Изобретение повышает скорость распиливания бревен. 3 з.п. ф-лы, 2 ил.
Рисунки к патенту РФ 2374068
Изобретение относится к деревообрабатывающей технике и может быть использовано для переработки круглого леса в относительно небольших промышленных производствах.
Известен деревообрабатываюпщй станок “Универсал” [описание изобретения к патенту РФ № 2233218, МПК-7, B27B 7/04, B27B 5/00, B27C 5/00; дата публикации: 2004.07.27], содержащий установленную на направляющих каретку со смонтированными на ней обрабатывающими инструментами и механизм поворота и фиксации заготовок, а также поворотное устройство, обеспечивающее возможность разворота каретки перед ее движением в противоположном направлении, а обрабатывающие инструменты выполнены в виде, по меньшей мере, двух дисковых пил разного диаметра, установленных на одном валу с возможностью перемещения в осевом и вертикальном направлении.
Наиболее близким к предлагаемому является горизонтально-дисковый распиловочный станок [описание изобретения к патенту РФ № 2252863, МПК-7, B27B 7/00; дата публикации: 2005.01.10], содержащий каркас с установленными в нижней части его вертикальных стоек колесами для перемещения станка по направляющим дороги, расположенным вдоль неподвижно закрепленной обрабатываемой заготовки, две направляющие, размещенные перпендикулярно направлению движения станка, и установленную с возможностью перемещения по ним и обеспечения пиления в прямом и обратном направлениях каретку, а также платформу, подвешенную по углам каркаса на винтах, кинематически связанных между собой, для симметричного подъема и опускания, при этом направляющие каретки прикреплены к платформе, а каретка выполнена с приводным электродвигателем и шпинделем, на валу которого горизонтально установлены один или два пильных диска, а обрабатываемая заготовка закреплена по центру дороги посредством электромеханического захвата и боковых захватов с приводом симметричного сдвижения-раздвижения, фиксирующих заготовку в ее нижней части.
Недостатками известных станков являются низкая производительность труда, связанная с необходимостью двойного, прямого и обратного, прохода пилы вдоль бревна для совершения одного пила, и ограниченные функциональные возможности по номенклатуре получаемых пиломатериалов без перенастройки оборудования.
Целью изобретения является минимизация отходов при распиловке бревен на различные виды пиломатериалов и повышение производительности труда.
Поставленную цель достигают за счет того, что в продольно-распиловочный станок, включающий основной вертикальный вал, установленный в плоскости перпендикулярной направлению распила, с приводом и установленным на нем, по меньшей мере, одним пильным элементом, при этом вал выполнен с возможностью перемещения вдоль обрабатываемой заготовки, дополнительно введен, по меньшей мере, один дополнительный вал, установленный в плоскости, параллельной плоскости установки основного вала, с приводом и закрепленным на нем, по меньшей мере, одним пильным элементом, при этом разносторонним относительно продольной оси заготовки дисковым пильным элементам основного и дополнительного валов придана возможность попарного перемещения в одной из плоскостей распила.
Достижение технического результата, заключающегося в минимизации отходов при распиловке бревен на различные виды пиломатериалов и повышении производительности труда, возможно за счет расположения основного и дополнительного валов с режущим инструментом в разных плоскостях относительно направления распила, установки пар пильных элементов в плоскостях, расстояние между которыми обеспечивает оптимальный распил бревна, при этом плоскости распила, образованные парами пильных элементов основного и дополнительного вала перекрывают друг друга.
На фиг.1 схематично показан продольно-распиловочный станок с переднего торца заготовки.
На фиг.2 показан вид обрабатываемой заготовки по сечению А-А.
Продольно-распиловочный станок включает основной вертикальный вал 1, установленный с одной стороны обрабатываемой заготовки 2 в плоскости P1, перпендикулярной направлению распила D, привод 3, дисковые пильные элементы 4, установленные на валу 1, а также дополнительный вал 5, установленный с другой стороны от обрабатываемой заготовки 2, с приводом 6 и закрепленными на валу 5 пильными элементами 7, при этом дополнительный вал 5 установлен в плоскости Р2, перпендикулярной плоскости распила D и, соответственно, параллельной плоскости P1 установки основного вала. Валы 1 и 5 выполнены с возможностью перемещения вдоль обрабатываемой заготовки 2. Разносторонним дисковым пильным элементам 4 и 7 соответственно основного 1 и дополнительного 5 валов придана возможность попарного перемещения в одной из плоскостей распила Р3, при этом плоскости распила Р3, образованные парами пильных элементов 4 и 7, перекрывают друг друга.
Продольно-распиловочный станок работает следующим образом. Основной и дополнительный вертикальные валы 1 и 5, соответственно с приводами 3 и 6, устанавливают с двух сторон обрабатываемой заготовки 2 в различных плоскостях P1 и Р2, перпендикулярных направлению распила D. На валах 1 и 5 крепят дисковые пильные элементы 4 и 7, лежащие попарно в одной из плоскостей распила Р3. Расстояние между плоскостями Р3 пильных элементов выбирают в соответствии с наиболее экономным использованием заготовки при получении пиломатериалов заданной номенклатуры. Для крепления валов с приводами и пильными элементами и перемещения их в процессе распила используют известные технические решения, например подвижные относительно заготовки каретки, перемещаемые в направлении распила D.
Использование предлагаемого станка позволяет минимизировать отходы при распиловке бревен на различные виды пиломатериалов и существенно повысить производительности труда за счет распила заготовки за один проход пильных элементов.
ФОРМУЛА ИЗОБРЕТЕНИЯ
1. Продольно-распиловочный станок, включающий основной вертикальный вал, установленный в плоскости, перпендикулярной направлению распила, с одной стороны от центральной оси обрабатываемой заготовки, с приводом, и установленный на валу, по меньшей мере, один дисковый пильный элемент, при этом вал выполнен с возможностью перемещения вдоль обрабатываемой заготовки, отличающийся тем, что станок снабжен дополнительным валом, установленным в плоскости, параллельной плоскости установки основного вала, с другой стороны от центральной оси обрабатываемой заготовки, с приводом и закрепленным на нем, по меньшей мере, одним дисковым пильным элементом, при этом разносторонним относительно продольной оси заготовки дисковым пильным элементам основного и дополнительного валов придана возможность попарного перемещения в одной из плоскостей распила.
2. Станок по п.1, отличающийся тем, что направление распила в основном совпадает с продольной осью заготовки.
3. Станок по п.1 или 2, отличающийся тем, что плоскости установки основного и дополнительного валов не совпадают.
4. Станок по п.1 или 2, отличающийся тем, что плоскости распила, образованные парами пильных элементов основного и дополнительного вала, перекрывают друг друга.
www.freepatent.ru