Продольное точение: Точение канавок и продольное точение
alexxlab | 09.04.2023 | 0 | Разное
Продольное точение – Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Продольное точение чистовое должно вестись при подачах на оборот ип не более 0 8 мм; черновое – при и не более 1 6 – 2 0 мм. [1]
Продольное точение резцами переднего суппорта производится обычно с так называемым косым ( фиг. [2]
Продольное точение выполняют резцы продольного ( переднего) суппорта. Подрезание торцов, выточку канавок и снятие фасок производят резцы поперечного ( заднего) суппорта. [3]
Автоматы продольного точения, будучи небольшими по величине и имея небольшую зону обработки, работают обычно на довольно жестких режимах, их части и узлы подвергаются быстрому перемещению. В рабочую зону этих станков подается в больших количествах охлаждающая жидкость, которая бурно разбрызгивается и покрывает почти все части станка и смешивается с маслом, предназначенным для смазки. Поэтому точное соблюдение всех предписаний по смазке автоматов продольного точения приобретает особую важность.
[4]
Поэтому точное соблюдение всех предписаний по смазке автоматов продольного точения приобретает особую важность.
[4]
| Поперечные суппорты автомата продольного точения.| Поперечные суппорты то-карно-револьверного автомата. [5] |
Автомат продольного точения ( рис. 34) имеет три верхних 3, 6, 8 суппорта, смонтированных на стойке 7, и два нижних / и 12, смонтированных на общем качающемся коромысле 13, называемом балансиром. [6]
Автоматы продольного точения применяются в массовом и крупносерийном производствах в часовой, приборостроительной, оптической, электротехнической и других отраслях промышленности. [7]
Автомат продольного точения 1Р103 предназначен главным образом для изготовления деталей типа винта. Он поставляется с приспособлениями для нарезания резьбы и прорезки шлица со стороны отрезки детали. [8]
Автоматы продольного точения
предназначены для изготовления точных деталей небольших размеров и сложной формы. Резцы в количестве от 3 до 5 ( в зависимости от конструкции автомата) устанавливаются в суппортах на люнетной стойке 2 и имеют перемещение только в радиальном направлении. Величина перемещения суппортов с резцами определяется размерами копиров и может быть несколько изменена за счет подбора соотношения плеч рычагов, передающих движение от копиров к суппортам.
[9]
Резцы в количестве от 3 до 5 ( в зависимости от конструкции автомата) устанавливаются в суппортах на люнетной стойке 2 и имеют перемещение только в радиальном направлении. Величина перемещения суппортов с резцами определяется размерами копиров и может быть несколько изменена за счет подбора соотношения плеч рычагов, передающих движение от копиров к суппортам.
[9]Автомат продольного точения 1РЮЗ предназначен главным образом для изготовления деталей типа винта. Он оснащен приспособлениями для нарезания резьбы и прорезки шлица со стороны отрезки детали. Конструкция автомата 1Р103 унифицирована с конструкцией автоматов 1103 и ПОЗА, которые являются автоматами высокой и особо высокой точности соответственно. Они снабжены двухшпин-дельным резьбонарезным приспособлением. [10]
Автоматы продольного точения характеризуются тем, что продольная подача в них осуществляется непрерывно вращающимся прутком, а поперечная – резцами. На продольно-токарных автоматах обрабатывают детали относительно простой конфигурации с наибольшим диаметром 25 мм.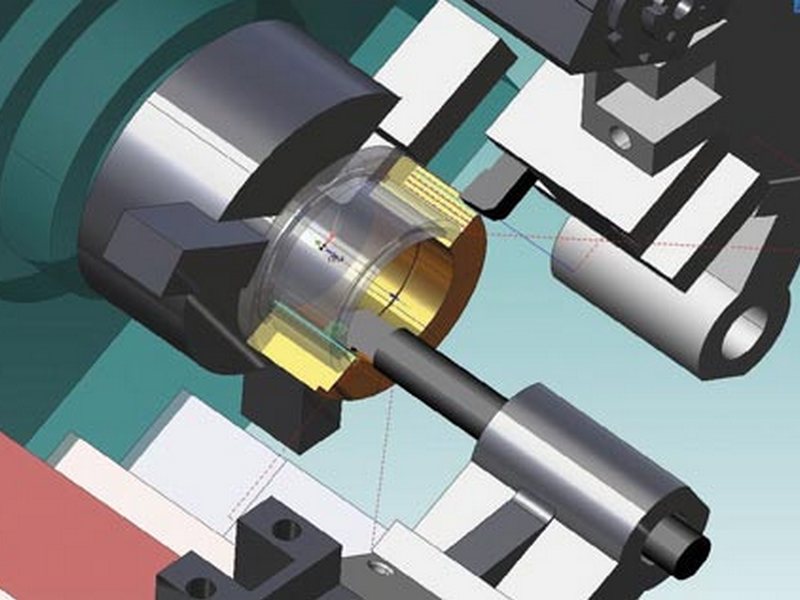 Для обработки применяют быстрорежущие или твердосплавные резцы квадратного сечения, закрепленные на четырех или пяти поперечных суппортах. Поперечное точение осуществляют поперечной подачей суппорта при выключенной подаче прутка.
[11]
Для обработки применяют быстрорежущие или твердосплавные резцы квадратного сечения, закрепленные на четырех или пяти поперечных суппортах. Поперечное точение осуществляют поперечной подачей суппорта при выключенной подаче прутка.
[11]
Автоматы продольного точения, в которых продольное перемещение получает внутренний шпиндель, имеют то преимущество, что шпиндельную бабку можно отлить за одно целое со станиной и этим создать жесткую стабильную конструкцию. [12]
Для наружного продольного точения применяются проходные тангенциальные и радиальные резцы – цельные, с напайными пластинами из твердого сплава и с наварными пластинами из быстрорежущей стали. [13]
Для наружного продольного точения применяются проходные радиальные и тангенциальные резцы, изготовленные целиком из быстрорежущей стали, с пластинками твердого сплава или с наварными пластинками из быстрорежущей стали. [14]
Автомат продольного точения типа 110, 1110А ( рис. 7.4 а) предназначен для токарной обработки деталей, длина которых во много раз больше диаметра. Шпиндель 3 укреплен в подшипниках на шпиндельной бабке 4, которой сообщается поступательное перемещение вдоль направляющих станины от распределительного вала 8 через кулачковый и рычажный механизмы.
[15]
7.4 а) предназначен для токарной обработки деталей, длина которых во много раз больше диаметра. Шпиндель 3 укреплен в подшипниках на шпиндельной бабке 4, которой сообщается поступательное перемещение вдоль направляющих станины от распределительного вала 8 через кулачковый и рычажный механизмы.
[15]
Страницы: 1 2 3 4
Наружное точение — РИНКОМ
Наружное точение — РИНКОМСтатьи
Наружное точение Наружное точение
5 декабря 2022
Гирин Кирилл
Наружное точение – токарная процедура по обработке внешней поверхности заготовки. Операция получила широкое распространение, востребована при изготовлении вращающихся деталей автомобилей, станков, насосного и подъемного оборудования.
В материале:
- Особенности продольного точения
- Особенности профильного точения
- Особенности проведения операций, связанных с подрезкой торца
- Обработка с использованием прогрессивных технологий
- Тяжелая токарная обработка
- Обдирка
Рис. 1 Детали, получаемые посредством наружного точения
1 Детали, получаемые посредством наружного точения
Действие сопровождается тщательным качественным контролем. Особое внимание уделяется точности размеров и процессам стружкодробления.
Выделяют три типа наружного точения
| Наименование | Изображение |
| Продольное точение | |
| Профильное точение | |
| Подрезка торцевой части |
Использование современного оборудования гарантирует эффективную работу во всех направлениях, обеспечивает высокую скорость снятия металла при сохранении точности размеров.
Особенности продольного точения
Обработка предполагает подачу резца вдоль поверхности заготовки. Это позволяет уменьшить ее диаметр, добившись требуемого размера.
При подборе резца для наружного точения определяется специфика закрепления пластины. Также учитывается тип выполняемых операций: черновая обработка крупных элементов предъявляет одни требования к основанию, чистовое точение мелких деталей – другие.
СОВЕТ. При выборе формы пластины предпочтительны решения с максимальным углом при вершине. Это повысит эффективность процедуры, снизит эксплуатационные издержки.
Не последнее значение имеет угол в плане. При соответствии параметра 90° формируется наиболее толстая стружка, снижается скорость подачи инструмента. При угле в 45 – 75° уменьшается толщина стружки и увеличивается скорость подачи.
| Практические рекомендации по подбору пластин | |
| Для обработки деталей с уступом подходит инструмент с главным углом в плане 90 – 95°. Оптимальная форма пластины – С (угол 80°) | |
Для проведения операций по профильной обработке и выборке применяются пластины формы D с углом 55°. |
|
| Для выполнения линейных операций, не предполагающих работу с уступами, оптимальны квадратные пластины с главным углом в плане 75°. | |
Особенности профильного точения
Профильное точение предполагает изменение параметров обработки в процессе операции. Возможна плавная корректировка подачи инструмента, скорости и глубины реза. Основное требование к пластинам и резцам – высокая геометрическая проходимость.
Как и в случае с продольным точением рекомендуется выбирать максимальный угол при вершине. При этом учитывается удобство обработки и специфика исполнения детали. Рекомендуемый диапазон углов – от 35 до 50 градусов.
Подбор главного угла в плане осуществляется с учетом профиля заготовки. Минимально возможное значение – 2°. Снижение показателя вызовет сложности при перемещении резца, увеличит продолжительность операций. Оптимальный главный угол в плане – 7°.
Оптимальный главный угол в плане – 7°.
Рис. 2 Подбор главного угла в плане
При подборе державки для наружного точения учитываются следующие аспекты:
- главный угол в плане для применяемого инструмента – 93°;
- форма пластины – D с углом 55°.
Для заготовок с большим углом врезания стоит задействовать пластины V-образной формы с углом в 35°.
Особенности проведения операций, связанных с подрезкой торца
Обработка торцевого участка предполагает радиальную подачу инструмента к центру заготовки. При выполнении операции возникают усилия, увеличивающие риск отжатия детали, появляются вибрации.
Для выполнения работ подходят пластины с максимально возможным углом при вершине. Рекомендованный главный угол в плане -75°. Он позволяет перенаправить радиальные силы к патрону, повышает стабильность, скорость и качество операции.
Рис. 3 Схема обработки при главном угле в плане 75 градусов
Специалисты рекомендуют использовать державки с квадратными пластинами. Для выполнения универсальных операций с переменными усилиями подойдут державки с ромбическими и треугольными пластинами (угол 80 и 95 градусов соответственно).
Обработка с использованием прогрессивных технологий
Повысить эффективность точения наружных поверхностей позволяет технология PrimeTurning, обладающая следующими особенностями.
- Заготовка обрабатывается от патрона.
- Возможно применение всех способов наружного точения с использованием одного инструмента.
- Главный угол в плане в 25 – 30° позволяет создавать тонкую и широкую стружку. Это положительно сказывается на скорости и точности обработки.
- Отсутствие ограничений на операции по классическому точению.
Метод предъявляет повышенные требования к стабильности обрабатываемой заготовки и точности настройки оборудования. Он является отличным решением для тонких и длинных деталей, а также компактных компонентов.
Он является отличным решением для тонких и длинных деталей, а также компактных компонентов.
ВАЖНО. PrimeTurning ориентирован на производства по выпуску малогабаритных продуктов с периодической сменой параметров обработки.
Рис. 4 Схема обработки
Возможно использование прочих технологий, разработанных с учетом параметров применяемого инструмента и оборудования.
Тяжелая токарная обработка
Метод взаимодействия с крупными деталями. К особенностям тяжелой токарной обработки относится:
- выполнение широкого спектра операций;
- возможность существенного изменения параметров обработки в рамках технологического процесса;
- большая продолжительность операций;
- существенный нагрев инструмента;
- отсутствие возможности использования СОЖ.
Способ востребован при изготовлении габаритных валов для электродвигателей и автомобилей. Он позволяет работать с особо прочными сплавами, организовывать сложные технологические процессы с большим числом процедур.
Он позволяет работать с особо прочными сплавами, организовывать сложные технологические процессы с большим числом процедур.
Рис. 5 Оборудование для тяжелой токарной обработки
Обдирка
Альтернативный метод, призванный подготовить заготовки к дальнейшей обработке. Цель обдирки – снятие оксидной пленки, удаление дефектов литья, мелких неглубоких трещин и прочих недочетов. В качестве обрабатываемых изделий выступают отливки, элементы проката и толстостенные трубы.
Рис. 6 Устройство резцовой головки для обдирки прутков
Обдирка отличается от классического точения высокой скоростью, низкими требованиями к точности и малыми производственными затратами. Чаще других обрабатываются заготовки из следующих материалов:
- пружинная сталь;
- углеродистая сталь;
- нержавейка.
Обдирка гарантирует эффективное выполнение последующих процедур, исключает проведение дополнительных мероприятий. Качество обработки проверяется визуально.
Качество обработки проверяется визуально.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
9 января 2023
Нарезание резьбы метчиком
9 ноября 2022
Как нарезать резьбу клуппом?
3 октября 2022
Клупп для нарезания резьбы
9 декабря 2021
Способы заточки ступенчатых сверл
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Разницамежду поперечным поворотом и продольным поворотом
CNC LATHE является одним из наиболее широко используемых станка CNC. Он в основном используется для обработки симметричных деталей вращения, таких как детали вала, внутренние и внешние цилиндрические поверхности дисковых деталей, внутренние и внешние конические поверхности с произвольными углами конусности, сложные внутренние и внешние криволинейные поверхности вращения, цилиндрические и конические резьбы.
Существуют различные процессы даже для наиболее распространенных профилей токарной обработки, и в некоторых системах ЧПУ эти параметры процесса относятся к трем категориям: «поперечное точение», «продольное точение» (также известное как «возвратно-поступательное точение») ” и “резка канавки”. Среди классов, давайте разбираться вместе ниже.
3
0002
Боковой поворот
Особенности поперечного поворота:
• Во время перевора ось вращения заготовки.
• Если это главный шпиндель, инструмент перемещается справа налево; если станок имеет вспомогательный шпиндель, инструмент перемещается слева направо.
• Поперечное точение можно использовать для обработки наружных и внутренних отверстий. Однако при обработке внутреннего отверстия сначала необходимо предварительно просверлить нижнее отверстие.
• В дополнение к обработке внешних кругов также можно обрабатывать торцы.
Longitudinal Turning, GREOVING и PATENTING
LONGITUDIN0051
Особенности продольного поворота (также известные как «Постранимающие порезы») для боковых и конечных лиц:
• Когда длинное повернуть сторону рабочей места, направление кормления, направление корм. продольно-токарного резца перпендикулярно оси вращения заготовки.
• При продольном точении торца заготовки направление подачи продольно-токарного резца параллельно оси заготовки.
• Продольно-токарный инструмент имеет три режущие кромки, благодаря чему процесс съема материала в радиальном и осевом направлениях происходит максимально непрерывно (поскольку ходы ускоренного хода сведены к минимуму).
• Ножи для продольной и продольной резки отличаются формой лезвия и формой корпуса.
9004 особенности обработки боковых поверхностей 9004:0051
• Нарезка канавок выполняется только в направлении подачи.
• Процесс обработки боковых канавок перпендикулярен направлению оси вращения.
• Процесс обработки торцевых канавок параллелен оси вращения.
• Инструменты для обработки канавок могут выдерживать только силы, приложенные перпендикулярно оси инструмента.
• Процесс нарезания канавок в основном используется для создания канавок. Обычно (но не всегда) обрабатываемая канавка имеет такую же ширину, как и инструмент для обработки канавок.
Функции процесса резки:
• AT The End of CNC MACHINGINGSINGINGSINGINGSINGINGSINGIN отрезал отрезным ножом.
• Цикл отключения состоит из «вспомогательного этапа» и фактического процесса отключения. Вспомогательное врезание обеспечивает лучшую эвакуацию стружки.
• Для отрезки требуется подача инструмента за центр вращения заготовки.
• Часто бывает необходимо уменьшить скорость шпинделя перед отрезкой, чтобы лучше контролировать вращающуюся деталь, подлежащую отрезанию.
Тематическое исследование CNC с Sinumerlk Operate
0003 Как показано на следующих трех рисунках, невозможно использовать только один процесс резания для завершения обработки этой части ручки, потому что инструмент не будет работать должным образом или будет мешать, когда он достигнет положения, отмеченного оранжевым цветом. Процесс резки канавок: Процесс продольного поворота:  кружок на рисунке.
кружок на рисунке.
ПРИМЕЧАНИЕ. Крайвинг и поворот по возврату. Option number (extended technological functions): 6FC5800-0AP58-0YB0
Summarize
Боковой поворот:
+ возможны большие вставки, т.е. более крупные поперечные сечения
+ более высокие скорости подачи во время грубого обороны
+ Perfect Cip Evacation
– НЕТ All Contours. можно поворачивать вбок с помощью ограниченного количества инструментов, при обработке с ЧПУ может потребоваться больше смен инструмента.
можно поворачивать вбок с помощью ограниченного количества инструментов, при обработке с ЧПУ может потребоваться больше смен инструмента.
Продольное точение:
+ Устраняет пустые резки,
+ Операции по изменению инструмента
+ Высокая гибкость в применении
– Из -за ограничений инструмента не все контуры могут быть оборудованы
– Из -за ограничений инструмента не может – Эвакуация стружки иногда не идеальна (стружка может застрять)0002 Когда какой процесс использовать?
Обычно используется продольное точение: например, при наличии глубоких канавок и деталей с угловыми конструкциями 90° обработка этих конструкций может выполняться только этим процессом.
Поперечная токарная обработка обычно используется для обтекаемых контурных конструкций с закругленными переходами.
Токарная обработка | HORN
Компания HORN предлагает широкий ассортимент инструментальных систем для токарной обработки
для экономичной обработки различных материалов. Нарезка канавок, отрезка
, точение, продольное точение или швейцарское точение. С системами
от HORN пользователи найдут правильное решение для соответствующей задачи обработки.
Новая геометрия стружколомания для системы Mini 108
Компания Horn разработала новую геометрию стружколомания специально для системы инструментов 108 Mini.
Подробнее
Новая геометрия стружколома PT для системы 224
Компания Horn расширяет систему двухкромочной обработки канавок S224 для обработки по швейцарскому типу.
Подробнее
Новое высокоэффективное покрытие
Они имеют толщину менее 0,005 мм (0,0002 дюйма), но по-прежнему являются неотъемлемой частью современной инструментальной технологии: покрытия для инструментов.
Подробнее
Набор супермини
Paul Horn GmbH теперь предлагает пользователям свою проверенную систему держателей инструментов Supermini с торцевым зажимом в комплекте.
Подробнее
Геометрия черновой обработки нержавеющей стали
Компания Horn, торговый партнер Boehlerit на немецком рынке, рада представить новые высокопроизводительные инструменты от австрийского специалиста по инструментам.
Подробнее
Система Супермини
Система подходит для внутренней обработки диаметром от 0,2 мм до 8 мм. Благодаря более чем 1500 вариантам пользователи могут быстро найти правильное решение для задачи обработки.
Благодаря более чем 1500 вариантам пользователи могут быстро найти правильное решение для задачи обработки.
Система Мини
Система подходит для внутренней обработки диаметром от 8 мм. Многочисленные операции обработки, такие как растачивание, нарезание внутренних канавок и точение резьбы, могут быть реализованы с помощью системы инструментов.
Инструментальные системы для обработки канавок
От одной до шести режущих кромок на пластину: Для продуктивной обработки канавок как внешних, так и внутренних контуров HORN предлагает широкий ассортимент инструментов для обработки канавок, продольного точения и обработки контуров.
Инструментальные системы для отрезки
HORN предлагает производительные системы инструментов для отрезки. Благодаря многочисленным вариантам держателей однолезвийные пластины подходят для обработки канавок малой и большой глубины.
Благодаря многочисленным вариантам держателей однолезвийные пластины подходят для обработки канавок малой и большой глубины.
Модульная резка
HORN предлагает модульную систему держателей для отрезки. Систему держателей можно настроить в соответствии с интерфейсом станка с помощью руководства по выбору HORN.
Инструментальные системы для обработки осевых канавок
Компания HORN предлагает широкий ассортимент инструментов для экономичной обработки торцевых канавок. Инструментальные системы могут использоваться для изготовления осевых канавок различного диаметра и глубины.
Модульная система держателей
С этими державками HORN предлагает модульную систему, с помощью которой пользователь может адаптировать державки и пластины непосредственно к задаче обработки и интерфейсу станка.
Инструменты для токарной обработки ISO
В качестве эксклюзивного торгового партнера на немецком рынке компания HORN представляет производительные системы инструментов ISO от австрийского производителя инструментов Boehlerit.
Инструментальные системы для швейцарского точения
От высокоточной микрообработки компонентов часового механизма до точного серийного производства компонентов на токарных станках с подвижной бабкой: HORN предлагает правильное решение с помощью своих инструментальных систем для токарной обработки подвижной бабки.
Каталог Обработка канавок (05.09.2022)Каталог Supermini and Mini Internal Machining (12.05.2022)Каталог Modular Holdersystems (02.06.2022)Каталог Boehlerit Turning (27.03.2022)Каталог модульных технологий для станков швейцарского типа (24.02.2022)Каталог высокий -инструменты производительности (05.