Профилегиб с чпу: Гидравлический профилегиб с ЧПУ Sahinler HPK 65 купить в Перми, цены — Руевит-М
alexxlab | 09.08.1987 | 0 | Разное
Трубогиб с ЧПУ – основные особенности станков CNC
Трубогибочные станки ЧПУ
Трубогиб с ЧПУ имеет в своем составе компьютеризированную систему, которая управляет приводами станка.
Трубогибы с ЧПУ подразделяются на:
- автоматические — так называемые трубогибы CNC (computer numerical control)
- полуавтоматические — в обиходе трубогибы NC (numerical control).
Автоматический трубогиб с компьютерным
Макс. диаметр трубы 51х2 мм
Назначение: сложные, пространственные изделия
ПОДРОБНЕЕ
Полуавтоматический трубогиб с ЧПУ CE-51 MASTER
Макс. диаметр трубы 51х2 мм
Назначение: сложные, пространственные изделия
ПОДРОБНЕЕ
Автоматический трубогиб с компьютерным
Макс. диаметр трубы 30×1,5 мм
Назначение: сложные, пространственные изделия
ПОДРОБНЕЕ
Полуавтоматический трубогиб с ЧПУ CE-30/3 PARTNER 3-х
 диаметр трубы 30×1,5 мм
диаметр трубы 30×1,5 ммНазначение: сложные, пространственные изделия
ПОДРОБНЕЕ
Полуавтоматический трубогиб с ЧПУ CE-30/2 PARTNER 2-х
Макс. диаметр трубы 30×1,5 мм
Назначение: Г, П, U образные детали
ПОДРОБНЕЕ
Электрический трубогиб с ЧПУ RE-60 TECHNIC
Макс. диаметр трубы: 60х5 мм
Радиусы: от 66 до 180 мм
ПОДРОБНЕЕ
Трубогиб автоматический ЧПУ (CNC).
Трубогибочный автомат CNC может быть трех и пяти координатным.
В трех координатных трубогибах: гиб трубы на заданный угол, выдвижение и поворот трубы в пространстве осуществляется автоматически, а управление всеми выше перечисленными действиями станка осуществляет ЧПУ, так же называемая CNC системой.
В пяти координатных CNC трубогибах добавляется гибка проталкиванием (через фильеру), роль которой выполняет дополнительный направляющий ролик. Однако необходимо помнить, что при работе способом проталкивания минимальный радиус гиба не может быть меньше 5-ти диаметров трубы.
Пяти координатный CNC трубогиб
Кроме основных функций (гиб, выдвижение трубы, поворот трубы в пространстве) трубогибы оснащаются дополнительными опциями обеспечивающими высокое качество гиба, точность и повторяемость изготавливаемых деталей.
К таким опциям относятся:
- дорновая система, имеющая функции автоматического выдвижения-убирания дорна, причем дорн может быть как жестким так и гибким.
- савтоматическая система смазки дорна, работающая синхронно с системой выдвижения-убирания дорна.
- система зажима трубы (прижима трубы к гибочному ролику), сгидро-пневмо или электро приводом.
- скользящий башмак, который может быть фиксированным или подвижным, обеспечивающим сопровождение процесса гиба трубы по всей длине дуги гиба.
- система бустерного поджима трубы, создающая дополнительное давление на изгибаемую трубу, как бы подталкивая ее к гибочному ролику.
Трубогибочные станки с ЧПУ, классифицируемые, как трубогибы CNC, имеют либо систему управления в виде электронной стойки (панели) управления, либо — промышленный компьютер. Наличие промышленного компьютера в системе управления трубогибочным автоматом CNC резко повышает его возможности по вводу данных деталей и снимает ограничения по количеству операций на одной детали и по количеству деталей находящихся в памяти трубогибочного станка.
Наличие промышленного компьютера в системе управления трубогибочным автоматом CNC резко повышает его возможности по вводу данных деталей и снимает ограничения по количеству операций на одной детали и по количеству деталей находящихся в памяти трубогибочного станка.
Промышленный компьютер трубогиба с ЧПУ CE-51 MASTER.3X
Автоматический трубогиб с ЧПУ CE-51 MASTER.3X и CE-30 PARTNER.3X – российские трубогибы, производства ООО “Балтийская Машиностроительная Компания” оснащаются промышленными компьютерами с программным обеспечением “Tubend”, работающим в системе “Windows”.
Программное обеспечение “Tubend” автоматически:
- формирует 3D модель детали;
- определяет возможность изготовления детали без соприкосновения трубы со станком, путем симуляции процесса гибки трубной детали с привязкой к конструкции трубогиба;
- учитывает угол пружинения и рассчитывает длину заготовки детали с учетом удлиннения трубы в месте ее гиба;
- формирует чертеж детали в системе ЕСКД;
- формирует программу для изготовления детали в автоматическом режиме.

Трубогибы полуавтоматические с ЧПУ (NC)
Трубогибочными станками NC принято считать полуавтоматические трубогибы, в которых часть операций, выполняется автоматически с помощью ЧПУ, а часть оператором, в ручную.
Полуавтоматический CN трубогиб CE-30/3 PARTNER
Так, полуавтоматические трубогибы CN, производства «Балтийской Машиностроительной Компании», такие как CE-51 MASTER, CE-30/3 PARTNER и CE-30/2 PARTNER, гиб трубы выполняют автоматически. ЧПУ трубогиба с помощью инкодера координирует работу привода, по средствам которого осуществляется гибка, то есть вместе с зажимом поворачивается гибочная голова на угол, заданный чпу, наматывая трубу на гибочный ролик .
На таких трубогибочных станках автоматически могут выполняться вспомогательные операции, такие как:
- работа зажима, прижимающего трубу к гибочному ролику;
- поворот гибочного ролика для осуществвления гиба;
- выдвижение – убирание дорна;
- смазка дорна.

А такие операции, как выдвижение трубы до точки начала очередного гиба и ее поворот в пространстве, на полуавтоматическом трубогибе оператор выполняет вручную по линейным упорам на штанге трубогиба или по упорам углов поворота трубы в пространстве на лимбе каретки трубогиба.
Пульт CN трубогибов производства «Балтийской Машиностроительной Компании» имеет 4-х строчный дисплей, на котором электронно задается угол гиба, а джостиками с пневмоприводами дистанционно открываются замки фиксаторов поворота трубы в пространстве и линейного выдвижения трубы в точки начала очередных гибов. ЧПУ трубогибов БМК имеет память на 100 деталей до 15 углов гиба на каждой, что способствует повышению производительности, особенно при большой номенклатуре трубных деталей.
Пульт чпу полуавтоматических трубогибов серий MASTER и PARTNER
Применение трубогибов с ЧПУ.
Трубогибы с ЧПУ, в частности CE-51 MASTER и CE-30/3 PARTNER, обеспечивающие высокое качество и безупречный внешний вид согнутой детали, используются для производства мебели, офисной мебели, стульев, столов и торгового оборудования. Трубогибочные станки с ЧПУ обеспечивают хорошую точность и повторяемость деталей, поэтому онашли широкое применение при изготовлении пневмо и гидросистем самолетов, автомобилей, тракторов, специальной и сельскохозяйственной техники.
Трубогибочные станки с ЧПУ обеспечивают хорошую точность и повторяемость деталей, поэтому онашли широкое применение при изготовлении пневмо и гидросистем самолетов, автомобилей, тракторов, специальной и сельскохозяйственной техники.
Трубогибы ЧПУ так же применяются в судостроении, при изготовлении ограждений лодок и катеров, в автомобилестроении для производства трубопроводов тормозных систем, систем выпуска отработанных газов, трубопроводов гидросистем, трубопроводов топливной аппаратуры, каркасов сидений и поручней и т.д.
Профилегибочные станки – Rostanex
Перейти к навигацииПерейти к содержимому
Искать:
Профилегибочные станки предназначены для гибки профиля: балок, швеллеров, уголков, труб а так же цельных заготовок прямоугольного сечения и прутков на любой угол (в т. ч. больше 360 градусов) без ограничения максимального радиуса. Профилегибочным станком можно производить изгиб с любыми углами за один прокат, а так же производить гибку в разных плоскостях.
 По популярностиПо новизнеЦены: по возрастаниюЦены: по убыванию
По популярностиПо новизнеЦены: по возрастаниюЦены: по убываниюПоказ всех — 12 результатов
-
Роликовый станок для гибки стального уголка
[Предел текучести стали
Доставка: 45 днейПроизводитель: Страна: КитайГарантия: 12 месяцевЦена: по запросу
Уточнить ценуПодробнееСравнить
-
Трех-валковые профилегибочные станки W24-400,W24Y-500, W24Y-1000
[Минимальный диаметр гиба 240-1800, Главный мотор 1.5-4кВ.]
Доставка: 45 днейПроизводитель: Страна: КитайГарантия: 12 месяцевЦена: по запросу
Уточнить цену ПодробнееСравнить -
Профилегиб ручной (трубогиб) ПГ-1
[мин. рад. 180, макс рад 600]
Доставка: 45 днейПроизводитель: Страна: РоссияГарантия: 12 месяцевЦена: по запросу
Уточнить цену ПодробнееСравнить -
Ручной профилегиб ПГ-2
[мин.
 рад. 180, макс рад 450]
рад. 180, макс рад 450]Доставка: 45 днейПроизводитель: Страна: РоссияГарантия: 12 месяцевЦена: по запросу
Уточнить цену ПодробнееСравнить -
Ручной профилегиб ПГ-3
[боковые стенки 8мм]
Доставка: 45 днейПроизводитель: Страна: РоссияГарантия: 12 месяцевЦена: по запросу
Уточнить цену ПодробнееСравнить -
Ручной профилегибочный станок ПГ-4
[все детали изготовлены на станках с ЧПУ, что гарантирует точность и надежность работы]
Доставка: 45 днейПроизводитель: Страна: РоссияГарантия: 12 месяцевЦена: по запросу
Уточнить цену ПодробнееСравнить -
Профилегиб электромеханический ПГМ-4
[все детали изготовлены на станках с ЧПУ, что гарантирует точность и надежность работы]
Доставка: 45 днейПроизводитель: Страна: РоссияГарантия: 12 месяцевЦена: по запросу
Уточнить цену ПодробнееСравнить -
Ручной цепной профилегиб ПГ-5
[ручной привод, масса 42кг, размер обр.
 50×40]
50×40]Доставка: 45 днейПроизводитель: Страна: РоссияГарантия: 12 месяцевЦена: по запросу
Уточнить цену ПодробнееСравнить -
Электромеханический профилегиб ПГМ-6
[ручной привод, масса 75кг, размер обр. 80х80х3]
Доставка: 45 днейПроизводитель: Страна: РоссияГарантия: 12 месяцевЦена: по запросу
Уточнить цену ПодробнееСравнить -
Ручной профилегиб ПГ-6
[ручной привод, масса 75кг, размер обр. 80х80х3]
Доставка: 45 днейПроизводитель: Страна: РоссияГарантия: 12 месяцевЦена: по запросу
Уточнить цену ПодробнееСравнить -
Профилегиб ручной ПГ — Эконом
[Сталь 40X40X1.5 мм, Медь, 40X40X1.5 мм, Алюминий, мм 40X40X1.75]
Доставка: 45 днейПроизводитель: Страна: РоссияГарантия: 12 месяцевЦена: по запросу
Уточнить цену ПодробнееСравнить -
Электрогидравлический профилегиб ПГМ-7
[Сталь 40X40X1.
 5 мм, Медь, 40X40X1.5 мм, Алюминий, мм 40X40X1.75]
5 мм, Медь, 40X40X1.5 мм, Алюминий, мм 40X40X1.75]Доставка: 45 днейПроизводитель: Страна: РоссияГарантия: 12 месяцевЦена: по запросу
Уточнить цену ПодробнееСравнить
По популярностиПо новизнеЦены: по возрастаниюЦены: по убыванию
Показ всех — 12 результатов
Профилегибочные электрические и гидравлические станки с ЧПУ для гибки стального профиля
Такое оборудование для гибки металлических профилей отличается небольшими габаритами, простотой эксплуатации и доступной ценой. Именно ручной профилегиб чаще всего можно встретить в частных мастерских или гаражах, где он применяется для того, чтобы при необходимости сделать гнутый профиль из металлического профиля или трубы небольшого сечения. Следует иметь в виду, что при использовании такого профилегиба практически невозможно проконтролировать и уж тем более получить изгиб, соответствующий чертежу. Кроме того, чтобы сделать изгиб профиля или трубы на ручном профилегибе, придется приложить значительные физические усилия. Однако все эти недостатки с лихвой окупаются доступной стоимостью ручного профилегиба, особенно если сравнивать ее с ценой гидравлических или электрических станков.
Однако все эти недостатки с лихвой окупаются доступной стоимостью ручного профилегиба, особенно если сравнивать ее с ценой гидравлических или электрических станков.
Универсальный ручной профилегибочный станок ПГ-4
Конструкция ротационного профилегиба
Чаще всего используются ротационный профилегиб с двумя, тремя или четырьмя приводными или неприводными валками различного типа вращения. Валки вращаются в одну сторону в нереверсных станках, в обе — в реверсных. Регулировка скорости позволяет работать с различными материалами, сложными конфигурациями изделий.
В зависимости от количества и расположения вращающихся элементов выделяют четыре типа систем.
- Конструкция с верхним приводным роликом является самой простой и распространенной, используется в ручных и гидравлических профилегибах, минимизирует погрешность деформации.
- Модели с левым приводным роликом имеют дополнительную функцию завивки спирали. Как правило, оснащаются ЧПУ, обеспечивающим точную установку параметров обработки.

- Станки с приводными нижними валками применяются для более массивных заготовок, имеют полностью автоматизированное управление.
- Конструкция с тремя или четырьмя приводными валками производит изгиб практически любой конфигурации.
Профилегиб может быть оснащен дополнительными комплектами валков, устройством поворота прутка, устройствами выставления оптимального угла, мобильной панелью управления, устройством цифровой индикации (УЦИ), набором инструментов.
Конструкция профилегиба
Оборудование, предназначенное для сгиба заготовок, является легко транспортируемым станком с электрическим, механическим или ручным приводом. Обычно они компактные и относительно немного весят. Предназначены они для сгиба металла посредством холодного проката. Для того, чтобы добиваться получения оптимальных параметров кривизны, потребуется использовать специальные насадки, которые позволят пользователю выполнять обработку самых разных изделий.
Существует четыре варианта систем роликовых профилегибочных станков. Самым простым из всех является вариант с верхним подвижным роликом, так как во всём устройстве двигается только верхний ролик, что можно понять уже по самому названию. Исполнение такого механизма различается: верхний ручной ролик — с помощью редуктора, а гидравлический — при управлении гидросистемой самого верхнего ролика. Благодаря такому расположению роликов, можно добиться результатов с очень небольшими погрешностями. Такая конструкция является самой распространённой на данный момент.
Самым простым из всех является вариант с верхним подвижным роликом, так как во всём устройстве двигается только верхний ролик, что можно понять уже по самому названию. Исполнение такого механизма различается: верхний ручной ролик — с помощью редуктора, а гидравлический — при управлении гидросистемой самого верхнего ролика. Благодаря такому расположению роликов, можно добиться результатов с очень небольшими погрешностями. Такая конструкция является самой распространённой на данный момент.
Устройства с левым подвижным роликом используются для завивки спиралей, а также для такой же работы, которую выполняют и профилегибы, описанные выше, но только с учётом отличия в механизме бокового привода. Такие модели оснащены ЧПУ, что позволяет контролировать градиент сгибания, и имеют управление с предустановленными функциями гибки.
Существуют также механизмы с подвижными нижними боковыми роликами. Их используют, в основном, для сгибания больших профилей, так как конструкция это позволяет. Привод у таких станков является гидравлическим. Из-за того, что ролики способны перемещаться по сегменту окружности, такие профилегибы являются самыми употребляемыми.
Привод у таких станков является гидравлическим. Из-за того, что ролики способны перемещаться по сегменту окружности, такие профилегибы являются самыми употребляемыми.
Модели, конструкция которых предполагает наличие роликов, которые все подвижны, считаются самыми сложными, что неудивительно. Такие станки собрали в себе все достоинства всех предыдущих профилегибов. Они способны проделывать ту работу, сегменты которой другие профилегибы способны выполнять лишь по отдельности.
Классификация по типу привода
Электрический или электромеханический профилегиб обычно является стационарным устройством в силу габаритов, значительного веса. Он обеспечивает высокую точность, и производительность работы, имеет длительный срок службы. Позволяет обрабатывать профиль в горизонтальном или вертикальном положении. Его приобретают для эксплуатации в небольших производственных цехах, на строительных объектах.
Гидравлический профилегибочный станок может быть стационарным или мобильным, использует электропривод. В нем применяется гидравлический привод прижима, облегчающий и ускоряющий процесс обработки изделия. В зависимости от моделей применяются в промышленном производстве, строительстве, небольших мастерских.
В нем применяется гидравлический привод прижима, облегчающий и ускоряющий процесс обработки изделия. В зависимости от моделей применяются в промышленном производстве, строительстве, небольших мастерских.
Профилегибочный станок ручного типа имеет невысокую стоимость, небольшой размер, вес. Различные модели могут предоставлять возможность нескольких видов изгиба, сгибания заготовки под угол, гидравлический прижим роликов. Однако он не предназначен для работы с крупными заготовками, большой толщиной листового материала, не контролирует радиус изгиба. Используется в мастерских, домашнем хозяйстве, на строительных площадках.
Профилегибочное оборудование
Профилегибочное оборудование
При производстве самых различных металлоконструкций из прямоугольной трубы очень часто возникает необходимость создать плавный угол, частичное закругление или окружность. Подчеркнем тот факт, что первоначально все трубы изготавливаются прямыми. Операцию «гибка профильной трубы» зачастую намного удобней и дешевле осуществить после замеров или непосредственно на объекте, а не приобретать готовые гнутые трубы.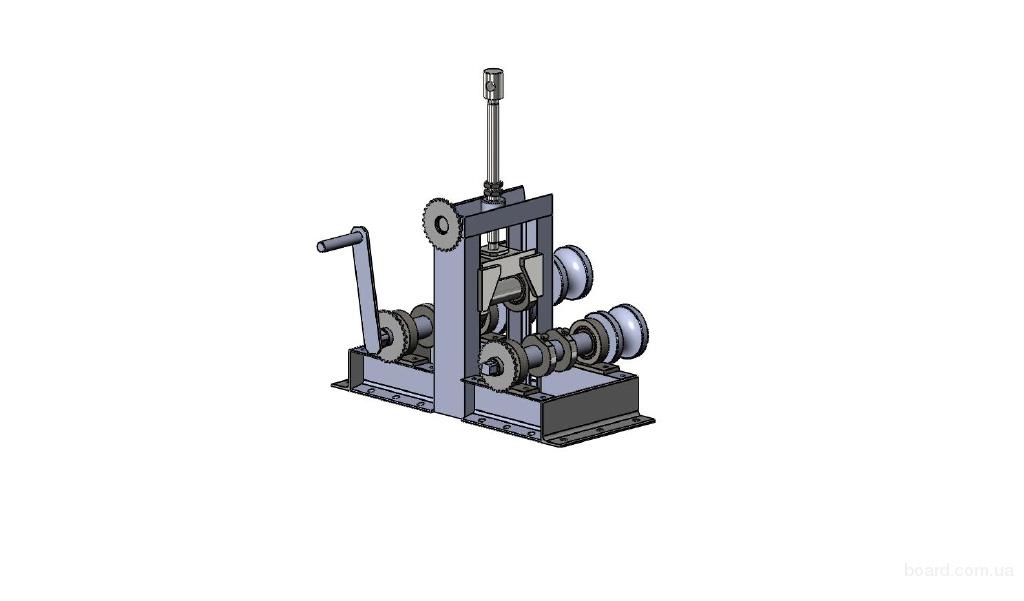 Поэтому, на предприятия и в кузнечные мастерские все чаще закупают специально предназначенное для этих целей профилегибочное оборудование: трубогиб электрический или трубогиб ручной.
Поэтому, на предприятия и в кузнечные мастерские все чаще закупают специально предназначенное для этих целей профилегибочное оборудование: трубогиб электрический или трубогиб ручной.
Примечательно, что современный профильный трубогиб довольно прост в эксплуатации, работа с ним не требует каких-либо больших физических усилий. Например, некоторые предлагаемые ручные профилегибы BlackSmith оснащены легким редукционным механизмом. Также у нас есть выбор профилегибочных станков с электрическим приводом, создающим необходимое усилие.
Профилегибочное оборудование — основные функциональные возможности
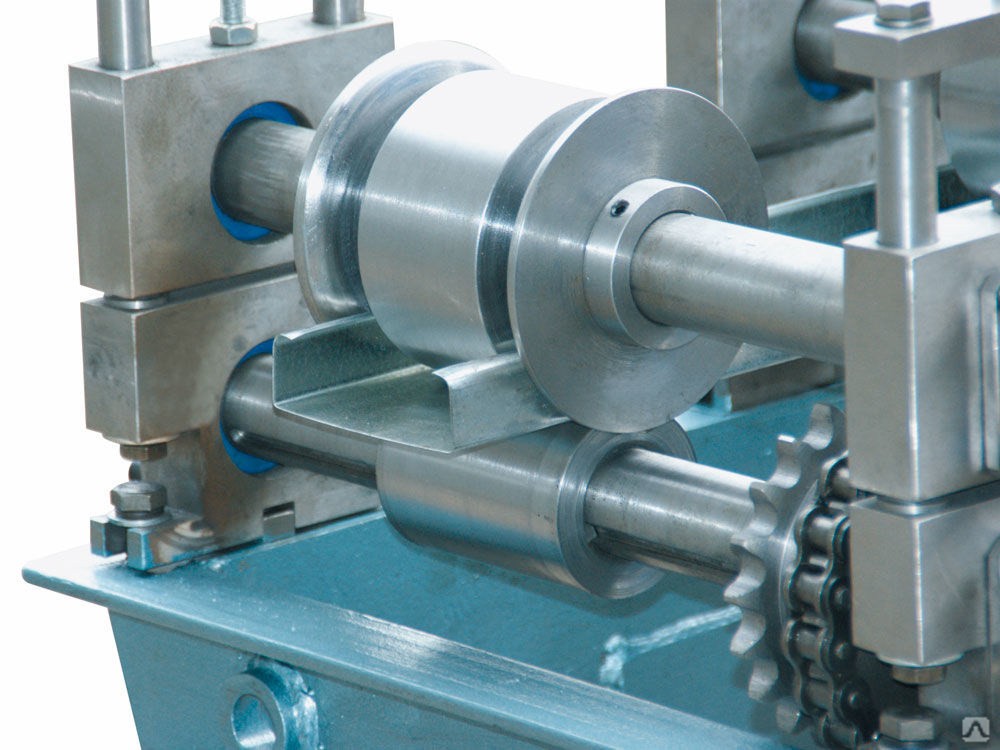
Принцип работы всех видов станков и инструмента для гибки трубогиба профильной трубы примерно одинаков. Это два опорных вала, которые вращаются синхронно и центральный вал, который находится между опорными и может менять свое положение в вертикальной плоскости — вручную (винтом) или механически (гидравлическим цилиндром). Положение центрального вала роликового трубогиба и определяет степень изгиба трубы. Для каждого размера трубы существует свой набор оправок соответственно размеру обрабатываемой профильной трубы.
Для каждого размера трубы существует свой набор оправок соответственно размеру обрабатываемой профильной трубы.
Все трубогибы профильной трубы, ручные и электрические, выполняют следующие стандартные операции: гибка дуги и гибка колец. В зависимости от комплектации производится гибка профильной трубы, гибка круглой трубы, гибка квадрата, гибка прутка, гибка полосы, гибка уголка, тавра и швеллера.
Некоторые разновидности роликовых трубогибов имеют две рабочие зоны для прокатки металла. Например трубогиб ручной профильный BlackSmith M07-TG сконструирован так, что на трех рабочих валах по всей длине сделаны проточки под каждый размер профильной трубы. Валы расположены внутри корпуса и закреплены в подшипниках с двух сторон. Вторая рабочая зона расположена с внешней стороны корпуса и работает как трубогиб ручной роликовый. Внутри на валах обрабатываются трубы прямоугольного сечения, с внешней стороны – цельный металлопрокат квадрат, пруток, полоса. Профилегибочный станок также может гнуть полосу на ребре. Небольшой вес (65 кг) позволяет транспортировать профилегиб на место установки легких металлоконструкций (теплицы, навесы, калитки, ворота и др.) и работать прямо на месте. Параметры обрабатываемых ручным трубогибом материалов: труба Ø 30 мм, труба 40х40 мм, полоса 40х10 мм, квадрат 16х16 мм, пруток Ø 16 мм. Широкие возможности этого профильного трубогиба пользуются заслуженной популярностью у наших покупателей.
Небольшой вес (65 кг) позволяет транспортировать профилегиб на место установки легких металлоконструкций (теплицы, навесы, калитки, ворота и др.) и работать прямо на месте. Параметры обрабатываемых ручным трубогибом материалов: труба Ø 30 мм, труба 40х40 мм, полоса 40х10 мм, квадрат 16х16 мм, пруток Ø 16 мм. Широкие возможности этого профильного трубогиба пользуются заслуженной популярностью у наших покупателей.
Электрический трубогибочный станок
Электрический трубогибочный станок применяется для гибки труб различного сечения в промышленных масштабах и для интенсивного использования. Высокую производительность трубогибам электрическим придают такие дополнительные функции: вращение вальцов в обоих направлениях (реверс), управление при помощи ножных педалей или кнопок на панели управления. При этом, сравнительно невысокая стоимость наших профилегибочных станков позволяет приобретать его даже для небольшого производства.
Возможности трубогибов профильной трубы : гибка дуги из трубы круглой Ø 30 мм и квадратной 80х40 мм, а также из квадрата 16х16 мм и прутка Ø 16 мм. Для того, чтобы соответствовать диаметру или конфигурации сечения трубы, электрические профилегибы также оснащены дополнительными сменными оправками, для каждого конкретного материала. Все профилегибы оснащены регулируемыми направляющими наклонными роликами, которые направляют обрабатываемый материал в нужную плоскость. Например, производство спиральной гибки без таких роликов не возможно.
Для того, чтобы соответствовать диаметру или конфигурации сечения трубы, электрические профилегибы также оснащены дополнительными сменными оправками, для каждого конкретного материала. Все профилегибы оснащены регулируемыми направляющими наклонными роликами, которые направляют обрабатываемый материал в нужную плоскость. Например, производство спиральной гибки без таких роликов не возможно.
Некоторые модели прокатных трубогибов имеют опрокидывающуюся головку, что позволяет производить гибку металла в двух положениях — горизонтальном или вертикальном. Смена положения производится быстро и создает дополнительное удобство при работе с длинным материалом или в условиях недостатка рабочего пространства.
Очевидно, что большой выбор профилегибочного оборудования позволяет подобрать на Ваше производство ручной или электрический, прокатный или роликовый трубогиб в точном соответствии с потребностями и возможностями.
Применение
Профилегибочный станок давно применяются в промышленности для задач разного уровня сложности: изготовления балок, уголков, швеллеров, труб, прутков, цельных заготовок прямоугольного или квадратного сечения. Возможно производство профилей сложных конфигураций, замкнутых и незамкнутых, деталей с симметрией и асимметрией контуров, коробов, цилиндров, конусов. Работа осуществляется в вертикальной или горизонтальной плоскостях.
Возможно производство профилей сложных конфигураций, замкнутых и незамкнутых, деталей с симметрией и асимметрией контуров, коробов, цилиндров, конусов. Работа осуществляется в вертикальной или горизонтальной плоскостях.
Указанные возможности определяют востребованность оборудования в разных отраслях промышленности:
- строительной,
- автомобильной,
- авиастроительной,
- приборостроительной,
- морской,
- спортивной,
- мебельной,
- нефтехимической,
- энергетической и других.
§ 56. Оператор профилегибочного агрегата 5-го разряда
Характеристика работ. Управление механизмами непрерывного профилегибочного агрегата с главного поста управления. Составление схемы, наладка механизмов агрегата на заданный режим, установление скорости профилирования металла под руководством вальцовщика профилегибочного агрегата. Наблюдение за нагрузкой на двигатели главного привода, скоростью профилирования металла и давления в клетях. Участие в наладке всех механизмов агрегата. Руководство операторами более низкой квалификации.
Участие в наладке всех механизмов агрегата. Руководство операторами более низкой квалификации.
Должен знать: технологический процесс профилирования металла; устройство, принцип работы и правила технической эксплуатации клетей и оборудования профилегибочного агрегата и главного поста управления; электрическую схему управления механизмами главного поста; причины выхода из строя валков и валковой арматуры.
Эксплуатация
Работу с профилегибочным станком и его техническое обслуживание могут осуществлять только лица, прошедшие обучение, прошедшие инструктаж по технике безопасности — необходимо ознакомиться с устройством конкретной модели профилегиба, особенностями ее эксплуатации.
Перед началом использования оборудования необходимо проверить:
- комплектность,
- исправность деталей,
- исправность питающего кабеля,
- исправность крепления гибочных роликов,
- целостность механических и электрических соединений.
Во время работы важно следить за подводящим кабелем, исключать его натяжку, повреждения. Не допускается попадание песка, воды, мусора под ролики или внутрь машины. Нельзя прикасаться к передаточным элементам профилегиба во время его функционирования.
Не допускается попадание песка, воды, мусора под ролики или внутрь машины. Нельзя прикасаться к передаточным элементам профилегиба во время его функционирования.
Техническое обслуживание профилегибочного агрегата должно быть регулярным. Производится проверка состояния подшипников, крепления регулировочных болтов, их замена при необходимости. Выполняется очистка от стружки, грязи, пыли.
§ 53. Оператор профилегибочного агрегата 2-го разряда
Характеристика работ. Управление механизмами набора рядов, укладчиком, подъемными упорами и карман-весами непрерывного профилегибочного агрегата. Наблюдение за работой обслуживаемого оборудования, подналадка механизмов на заданный режим. Выявление и устранение неисправностей в работе обслуживаемого оборудования, участие в его ремонте и в перевалке валков.
Должен знать: основы технологического процесса профилирования металла; принцип работы обслуживаемого оборудования профилегибочного агрегата, контрольно-измерительных приборов пульта управления; сортамент и марки стали профилируемого металла; основы электрослесарного дела.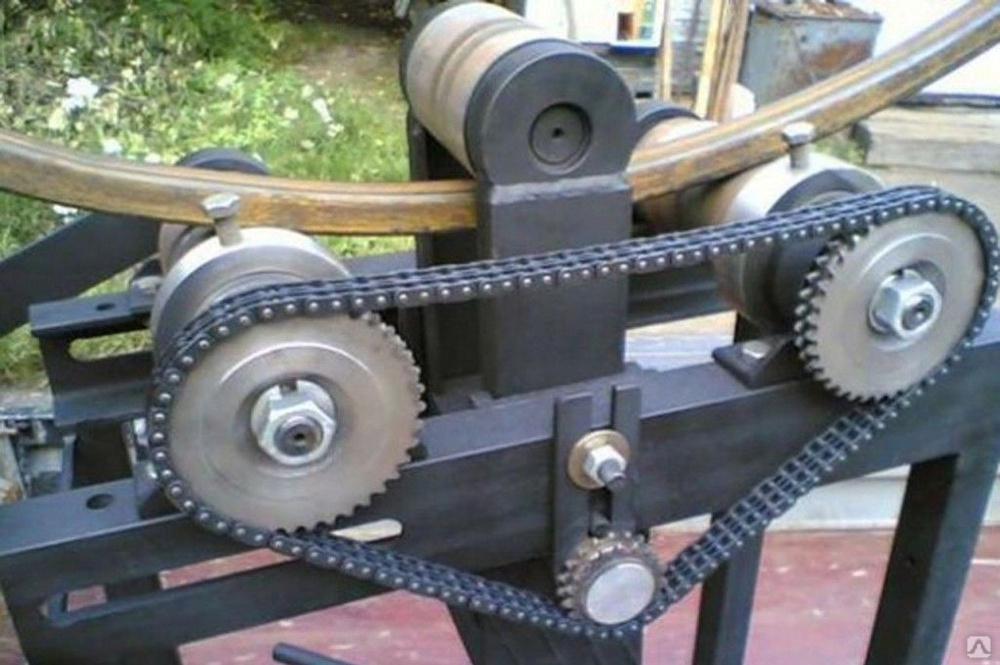
Обзор производителей
Зарубежные
Компания STALEX производит более сотни разновидностей металлообрабатывающего оборудования с 1996 года. Конструкторский отдел постоянно совершенствует характеристики производимых моделей. Производственные площадки, расположенные в нескольких странах, являются высокотехнологичными. Компания предлагает качественную продукцию, гарантийное и постгарантийное обслуживание.
Немецкое предприятие BlackSmith разрабатывает и выпускает широкую линейку инструментов для холодной ковки, станков для шлифовки, резки, профильной гибки металлических изделий. Предлагает профилегибочное оборудование профессионального уровня и более простые модели. Компания использует уникальные технологии, высококачественные материалы.
Турецкая компания SAHINLER считается одним из самых значительных производителей профилегибочных машин. Производственные мощности размещены на трех заводах, продукция экспортируется в более чем пятьдесят стран мира.
Модули для металлообработки фирмы JET известны и востребованы на мировом рынке более пятидесяти лет. Они выполняют комплекс сложных задач, применяют современные технологии, отличаются качеством и надежностью.
Они выполняют комплекс сложных задач, применяют современные технологии, отличаются качеством и надежностью.
Российские
История становления «Симбирского станкостроительного завода» восходит к известному ульяновскому заводу тяжелых и уникальных станков (УЗТС). Предприятие наследует и совершенствует уникальную производственную базу, технический архив, конструкторско-технологическое бюро. Качество продукции обеспечивается высококвалифицированным персоналом, передовыми технологиями, сертифицированной системой контроля.
Проектная мастерская АПВ разрабатывает и производит профилегибочное оборудование, используя российские производственные площадки и отечественные комплектующие. Станки востребованы благодаря надежности конструкторских решений, демократичной стоимости. Продукция торговой марки АПВ соответствует национальным стандартам качества и безопасности, что подтверждается наличием сертификатов.
Производство металлообрабатывающих станков Metal Master обеспечивается группой предприятий из России, Европы и США.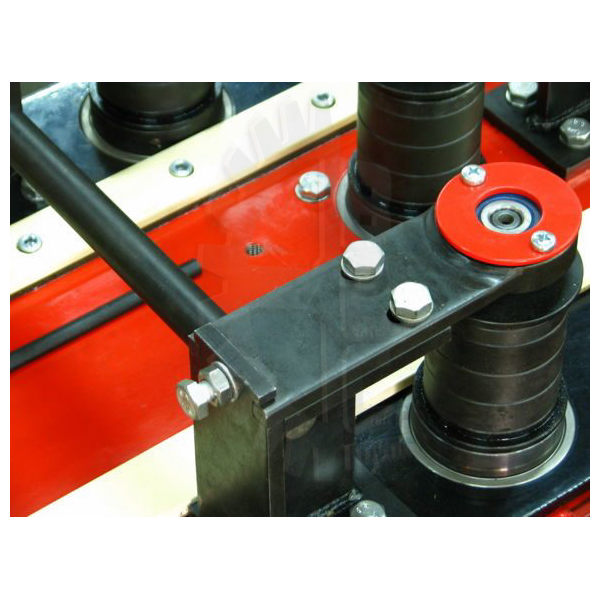 Используются европейские исследовательские центры, производственные площадки в Польше, азиатских странах.
Используются европейские исследовательские центры, производственные площадки в Польше, азиатских странах.
§ 55. Оператор профилегибочного агрегата 4-го разряда
Характеристика работ. Управление транспортирующими рольгангами, промасливающей машиной, шлепперами, кантователями, разматывателем, гильотинными ножницами, правильной машиной, стыкосварочной машиной. Наблюдение за работой обслуживаемых механизмов, соблюдение заданных скоростей профилирования металла. Наладка обслуживаемых механизмов на заданный режим.
Должен знать: технологический процесс профилирования металла; устройство, принцип работы и правила технической эксплуатации обслуживаемого оборудования, электрические схемы управления ими; виды брака и способы его устранения; требования государственных стандартов на выпускаемую продукцию; правила перевалки валков, кантовки ножей гильотинных ножниц.
Выбор
Выбор типа и модели профилегибочного станка определяется несколькими факторами: объемом и сложностью производства, материалом, размерами заготовки, условиями установки и использования, стоимостью.
Если объем и сложность невелики, обрабатываемая заготовка имеет небольшой размер, малую толщину листа, целесообразно использовать профилегибы ручного типа.
Для материалов с высокими характеристиками сопротивления необходима гидравлическая регулировка валков и прижима. Гидравлический профилегиб обеспечит разнообразие модификаций изделий и точность обработки.
Электрический профилегибочный станок обеспечит значительный объем разнообразной продукции, но потребует существенных финансовых вложений, стационарного размещения на площадке с необходимыми температурными условиями, ограничениями влажности воздуха.
Почему выбирают ?
Наша компания – поставщик машин по обработке металлических заготовок. Мы предлагаем купить электромеханический профилегибочный станок в Екатеринбурге известных торговых марок. «NOVA Механика» официально представляет на рынке российских, зарубежных производителей. Клиентам сформированы выгодные условия:
- модели каталога имеют хорошие отзывы пользователей, высокие потребительские котировки;
- сертифицированная техника с заводскими гарантиями;
- большой выбор категорий, моделей;
- низкая цена на электромеханические профилегибочные станки;
- комплексный сервис: от выбора до техобслуживания;
- компетентные инженеры;
- точное выполнение договорных обязательств;
- доставку товаров по любому адресу Свердловской области выполняет наше курьерское подразделение, клиентам из других регионов покупка отправляется с партнерскими ТК;
- длительные гарантии на услуги, товары.

Профилегибочный станок, высокая точность, производительность
Производитель высококачественных профилегибочных станков в Китае.
С 1989 года эксперты в области удобных в использовании профилегибочных станков с ЧПУ. Стальные стержни, уголки, двутавровые и двутавровые балки, швеллеры, трубы, гибка труб стала проще.
Что такое профилегибочная машина?
Профилегибочный станок – это оборудование для радиальной формовки металлических профилей. Он работает аналогично листопрокатному станку. Однако его конструкция намного сложнее.Профилегибочный станок БИТ 1998 года выпуска
Профилегибочный станок (он же профильно-гибочный станок и уголковый валок) – это оборудование, которое осуществляет холодную гибку металлических профилей по принципу трехточечной окружности. Профилегибочный станок может изгибать широкий спектр металлических профилей (таких как углеродистая сталь, нержавеющая сталь, алюминий, медь и т. д.) в круглые, арочные, спиральные и другие заготовки.
Принцип работы
Принцип работы профильно-гибочного станка заключается в гибке валков. Это процесс, при котором мы получаем деформацию в холодном состоянии с более широким радиусом изгиба, который теоретически может варьироваться от 5-кратного поперечного сечения до бесконечности.
Металлический профиль проходит через набор из трех роликов, которые после одного или нескольких проходов (в зависимости от сложности гибки) образуют арку с требуемым радиусом кривизны. Прокатная гибка, вообще говоря, более простой процесс, чем гибка.
Применение
Профилегибочный станок широко используется в нефтяной, химической, судостроительной, гидроэнергетической, металлоконструкции и машиностроении.
Во-первых, гибка стандартных профилей — уголков, стержней, балок, швеллеров, тройников, труб и труб — все это часть функции гибки профилегибочного станка. Также можно согнуть алюминиевые профили, даже чрезвычайно сложные алюминиевые профили, которые можно свернуть и сформировать в кольцо с помощью профильной гибочной машины.
Типы профилегибочных станков BIT
До 15 независимых управляемых сервоосей. ЧПУ. Точность достигает ≤0,01 мм.
Подходит для гибки алюминиевых профилей для автомобилей, дверей и окон
Профилегибочная машина PBA
Профилегибочная машина PBH может сгибать медные, углеродистые, нержавеющие и алюминиевые профили.
Уголок, швеллер, балка, полосовой прокат, круглый и квадратный пруток, труба, квадратная труба.
СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙ PBH
Высокопроизводительный трубогибочный станок для холодной гибки, ЧПУ, несколько программ, несколько настроек угла, более простое управление и программные настройки.
ПРОФИЛЬНО-ГИБОЧНЫЙ СТАНОК PBT
Гибочные станки PBR разработаны для гибки металлических листов, что обеспечивает безопасность операций и непревзойденную максимальную гибкость, предлагая новейшие функции и передовые технологии.
ПРОФИЛЬНО-ГИБОЧНАЯ МАШИНА PBR
BIT 3-х и 4-х валковая Профилегибочная машина с двойным захватом
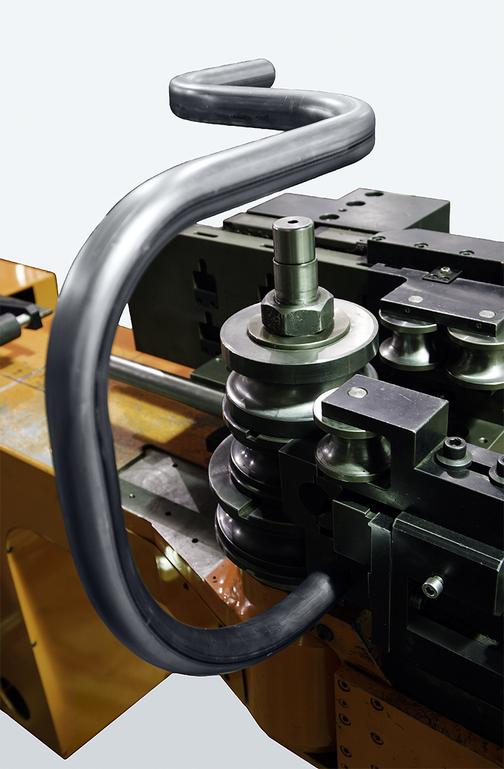
процесс гибки 3-валкового профилегибочного станка Двухзажимные профилегибочные станки серии PBH и PBA, которые бывают 3-валковыми или 4-валковыми. Двойной гибочный станок с высокой точностью, высокой производительностью и долговременной надежностью.
Двойной гибочный станок с высокой точностью, высокой производительностью и долговременной надежностью.
Преимущества двухзажимных станков
Трехвалковый профилегибочный станокТрехвалковый двухзажимный угловой станок — это экономичные профилегибочные станки, относительно простые в эксплуатации. Боковые валки расположены справа и слева от верхнего вала и находятся на одной оси.
Ось каждого рулона помогает сделать изгиб. «Задний» боковой валик (на дальней стороне точки подачи) также служит задним упором для выравнивания листа для правильного выравнивания. Это устраняет необходимость в помощи оператора. Трехвалковые машины для гибки профилей с двойным защемлением не требуют, чтобы оператор снимал, переворачивал, а затем пытался выровнять лист во второй раз после предварительного изгиба, как в случае с трехвалковыми машинами с начальным защемлением.
процесс гибки 4-валковой профилегибочной машины4-валковой профильной гибочной машины Станок с 4 роликами имеет на один прижимной ролик больше, чем станок с 3 роликами, что позволяет сильнее зажимать профиль под верхним роликом и повышать точность гибки, но делает работу оператора более громоздкой при одновременном снижении способности к изгибу та же модель.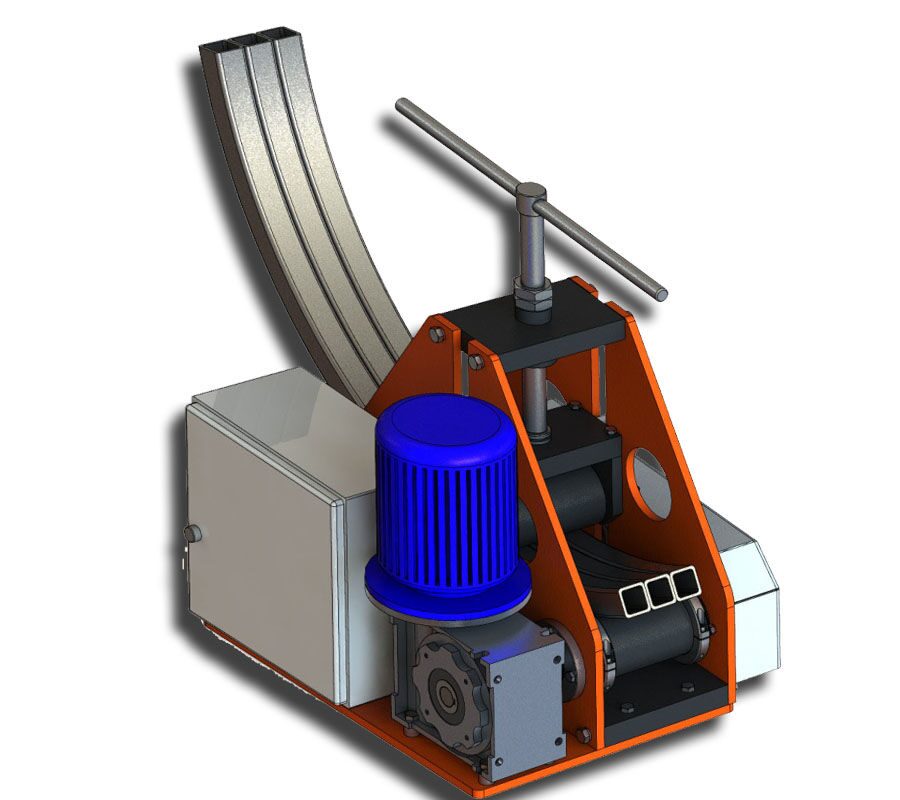
В то время как четырехвалковые профилегибочные станки с ЧПУ обеспечивают быструю и точную гибку, трехвалковые станки идеально подходят для производителей, работающих с широким спектром материалов.
Принцип работы
Надежный профилегибочный станокДвухзахватный профильный гибочный станок имеет два режима гибки: симметричная гибка и асимметричная гибка .
Изменение относительного положения заготовки (за счет движения вверх и вниз вала верхнего ролика или вала нижнего и верхнего ролика) и давление, создаваемое при вращательном движении в направлении, перпендикулярном деформации самого профиля, вызывают профиль производить непрерывную пластическую деформацию (сделать наружный слой профиля деформацией) Волокно растягивается, внутреннее волокно сжимается для получения деформации изгиба, среднее волокно не изменяется), а заготовка заданной формы получается при комнатной температуре ( мы называем это холодной гибкой).
Симметричный изгиб
Относится к трем роликам симметричной формы (пирамидальной формы) во время изгиба. Верхний ролик или два нижних ролика вращаются в симметричном относительном положении в центре, оказывая давление на профиль для получения пластической деформации
Недостатки: Предварительно согнуть профиль невозможно. На конце заготовки после гибки остаются большие прямые кромки, что приводит к отходам.
асимметричный изгиб
Относится к асимметричной форме трех роликов во время гибки. Верхний ролик и два нижних ролика перемещаются вертикально в асимметричных центральных положениях, а верхний ролик или два нижних ролика вращаются, оказывая давление на профиль. Производить пластическую деформацию. Конец профиля можно предварительно загнуть.
5 советов по правильному выбору профилегибочного станка
Выбор профильного гибочного станка с ЧПУ может показаться сложным, но на самом деле он состоит из нескольких простых шагов. Во-первых, определите максимальный размер и тип материала, который вы будете катать. Затем определите типы профилей (уголки, плоские поверхности, трубы и т. д.), которые вы будете формировать. Наконец, определите, будете ли вы скручивать материал в один простой радиус или у вас будет или вам понадобится возможность формировать переменные радиусы.
Во-первых, определите максимальный размер и тип материала, который вы будете катать. Затем определите типы профилей (уголки, плоские поверхности, трубы и т. д.), которые вы будете формировать. Наконец, определите, будете ли вы скручивать материал в один простой радиус или у вас будет или вам понадобится возможность формировать переменные радиусы.
Предел текучести
Что касается предела текучести углового железного ролика, машины BIT рассчитываются единообразно на основе предела текучести Q235 и имеют предел текучести от 36 000 до 38 000 фунтов на квадратный дюйм (PSI). Если у вас есть особые требования, укажите в запросе предел текучести металлического материала. Предел текучести Q235: относится к пределу текучести этого материала, около 235 МПа.
Правильно подобранный размер
Независимо от того, гнут ли оператор уголки, выбор инструмента имеет решающее значение. Инструменты должны соответствовать профилю, но не быть настолько тугими, чтобы негативно повлиять на усадку и рост заготовки. Слишком туго затянутый инструмент может вызвать локальную деформацию и, в худшем случае, фактически выдолбить поверхность материала.
Слишком туго затянутый инструмент может вызвать локальную деформацию и, в худшем случае, фактически выдолбить поверхность материала.
Когда операторам необходимо согнуть открытый профиль, например угол, в их распоряжении меньше инструментов для уменьшения деформации. Помимо выбора инструмента и подгонки, угловой валец должен выбрать машину правильного размера, с достаточным тоннажем формования и соответствующей длиной захвата – достаточной, чтобы обеспечить необходимый рычаг для уменьшения деформации, но не настолько долго, чтобы они потребовали чрезмерно долгого жертвенного времени. прямая секция, длинная жертвенная плоская секция становится дорогим ломом, снижая конкурентоспособность валкового цеха.
КАК МИНИМИЗИРОВАТЬ НЕИЗГИБНУЮ ПЛОСКОСТЬ ПРОЦЕССА ПРОКАТКИ?
Угловой железный ролик BIT имеет независимое движение двух боковых роликов, что позволяет оператору свести к минимуму жертву негибких плоских участков на заготовке.
Опять же, как правило, прокатный цех, который изгибает небольшую заготовку на большом профильно-гибочном станке (профилегибочном станке), должен учитывать длинную плоскую секцию, что увеличивает материальные затраты.
Но поскольку профилегибочные станки BIT перемещаются именно так, как они это делают, оператор может перемещать джойстик или нажимать несколько кнопок на панели управления, чтобы изменить их конфигурацию в соответствии с ориентацией станка меньшего размера. Кроме того, операторы могут точно отрегулировать положение ролика, чтобы еще больше свести к минимуму несогнутую плоскость.
Различная способность к изгибу угловых роликов
Типы металла, которые может обрабатывать профилегибочный станок, во многом зависят от его способности к изгибу, мы используем модуль сопротивления для оценки возможностей углового стального ролика.
Производительность является одним из наиболее заметных различий между этими профильно-гибочными станками, каждый угловой валок имеет номинальный модуль сопротивления. Составьте список материалов и размеров металлического профиля, с которым вы регулярно работаете, и проконсультируйтесь со специалистом, чтобы выяснить, какой тип профилегибочного станка лучше всего подходит для вас. При определении того, какая угловая валковая машина лучше всего подходит для поставленной задачи, важно изучить, для чего предназначена каждая профильная гибочная машина, и понять, с какими материалами она будет работать.
При определении того, какая угловая валковая машина лучше всего подходит для поставленной задачи, важно изучить, для чего предназначена каждая профильная гибочная машина, и понять, с какими материалами она будет работать.
Мы предоставили подробную информацию о машинах для гибки профилей, таких как производительность и производительность.
Посмотреть таблицу пределов изгиба
Сравните информацию о том, какое усилие может создавать угловой железный ролик и для обработки каких металлов (листовой, рулонный и т. д.) он предназначен, а также сравните эту информацию с сертификатами заводов вашего предприятия или другими актуальную информацию, чтобы узнать, какой профилегибочный станок лучше всего соответствует вашим потребностям.
Ниже мы также предоставляем возможности обработки профилегибочного станка PBH для справки.
Нажмите здесь
Дополнительное чтение
Различные изгибы поперечного сечения металлических профилей
Ключевые моменты должны быть известны перед работой машины изгиба
Процесс изгиба.
 Описание
Спецификация
Описание
Спецификация Станок для гибки профиля серии W24S/Станок для гибки профилей
Введение в машину:
Этот профильный гибочный станок представляет собой высокоэффективное оборудование, используемое для гибки всех видов профилей, таких как угол, швеллер, двутавр, плоский стержень, квадратная труба, труба. , трубы и т. Д. После подачи, затем завершите гибку и предварительную гибку. Он широко используется в нефтедобывающей, химической, судостроительной, металлообрабатывающей и машиностроительной отраслях.
Характеристики:
1. Полная гидравлическая трансмиссия, электрическое централизованное управление, цифровое считывание, однократная подача без возврата для завершения гибки, предварительной гибки и других процессов.
2. Верхний ролик фиксируется, два нижних ролика перемещаются за счет подъема дуги вокруг фиксированного центра. Они могут подниматься и опускаться отдельно, а также могут подниматься и опускаться одновременно.
3. Три приводных ролика с гидравлическим двигателем, без проскальзывания, даже для более тонкого материала могут быть согнуты.
4. Боковые направляющие ролики для обеспечения высокого качества гибки асимметричных профилей.
5. Полная функция, замена пресс-формы, различные профили могут быть согнуты.
6.Вертикальный и горизонтальный опционально.
7.NC или CNC могут быть выбраны заказчиком.
8.Сертификат CE
Включает:
1 комплект стандартных закаленных и отшлифованных роликов (специальная сталь)
Все ролики Планетарный/редукторный привод с гидромотором
Боковые опоры подходят для гибки уголка внутрь-ножкой наружу
Переносная панель управления
Горизонтальная и вертикальная опционально
Корпус из стали со снятыми напряжениями
Защита от перегрузки в гидравлических и электрических системах
Нижние валки с гидравлической регулировкой и цифровой индикацией
Полная функция, различные профили могут быть изогнуты при замене пресс-формы
2D профильный гибочный станок с ЧПУ
Основная спецификация
| Технические данные | W24S(WY24-) | ||||||
| 6 | 16 | 30 | 45 | 75 | 100 | ||
| Макс. Модуль сопротивления изгибу | 6 | 16 | 30 | 45 | 75 | 100 | |
| Скорость гибки | 6 | 5 | |||||
| Предел доходности | S=245 МПа | ||||||
| Уголок внутренний изгиб | Макс. размер секции | 40×5 | 70×8 | 80×8 | 90×10 | 100×10 | 120×12 |
| Уголок, внешний изгиб | Макс. размер секции размер секции | 50×5 | 80×8 | 90×10 | 100 | 120×12 | 140×16 |
| Канал, Внешний изгиб | Размер канала | 8 | 12 | 16 | 20 | 25 | 28 |
| Канал, внутренний изгиб | Размер канала | 8 | 12 | 16 | 20 | 25 | 28 |
| Плоская изогнутая пластина | Макс. Размер сечения | 100×18 | 150×25 | 180×25 | 200×30 | 220×40 | 250×40 |
| Пластина, вертикальный изгиб | Макс. Диаметр сечения. | 50×12 | 75×16 | 90×20 | 100×25 | 110×40 | 120×40 |
| Гибка труб | Макс. Размер сечения | 42×4 | 76×4,5 | 89×5 | 89×8 | 114×5 | 159×5 |
| Гибка стержня | Макс. Размер сечения Размер сечения | 38 | 52 | 62 | 75 | 85 | 90 |
| Квадратный изгиб | Макс. Размер сечения | 45×3 | 60×4 | 70×4 | 980×6 | 900×8 | 100×10 |
| Технические данные | W24S(WY24-) | ||||||
| 140 | 180 | 260 | 320 | 400 | 500 | ||
| Макс. Модуль сопротивления изгибу | 140 | 180 | 260 | 320 | 400 | 500 | |
| Скорость гибки | 4 | ||||||
| Предел доходности | S=245 МПа | ||||||
| Уголок внутренний изгиб | Макс. размер секции размер секции | 140×16 | 150×16 | 160×16 | 180×14 | 200×18 | 200×20 |
| Уголок наружный изгиб | Макс. размер секции | 150×16 | 160×16 | 180×14 | 200×18 | 200×24 | 250×25 |
| Канал, внешний изгиб | Размер канала | 30 | 32 | 36 | 40 | 45 | 50 |
| Канал, внутренний изгиб | Размер канала | 30 | 32 | 36 | 40 | 45 | 50 |
| Пластина, плоский изгиб | Макс. Размер сечения | 280×50 | 300×50 | 330×50 | 360×60 | 400×75 | 500×76 |
| Пластина, вертикальная гибка | Макс. Диаметр сечения. | 150×40 | 180×30 | 190×40 | 190×50 | 200×50 | 200×60 |
| Гибка труб | Макс.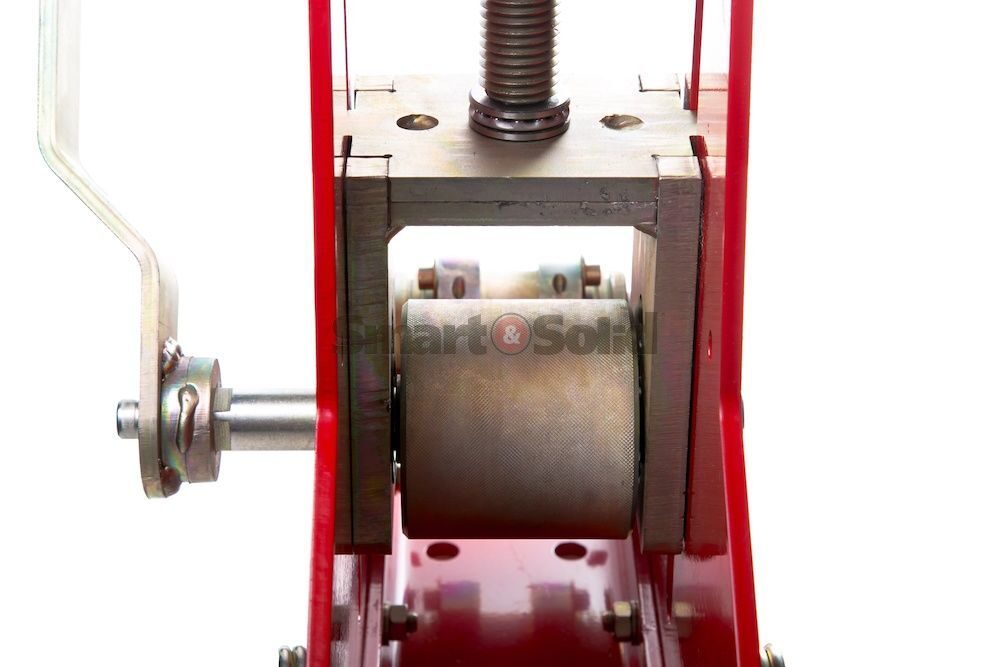 Размер сечения Размер сечения | 168×6 | 168×8 | 219×8 | 245×8 | 273×8 | 323×10 |
| Изгиб стержня | Макс. Размер сечения | 100 | 110 | 120 | 135 | 150 | 160 |
| Квадратный изгиб | Макс. Размер сечения | 125×10 | 140×10 | 150×10 | 165×10 | 180×12 | 200×12 |
Алюминиевые изгибающие машины – Индустфлекс
Бенг. Наиболее сложные секции
Гидравлический контроль 0,01 мм Точность
Простой для работы
.
ВМЕСТИМОСТЬ МАШИНЫ
AL-15
(В НАЛИЧИИ ИЛИ ИЗГОТОВЛЕНИЕ НА ЗАКАЗ)
План машины
Трубка
76,1 x 2
3 “x 1/8”
Прямоугольник легкий путь
100 x 50
4 “x 2”
Прямоугольник.
 “x ½”
“x ½”квадратная трубка
70
2 ½ “
Канал Easy Way
100 x 50
4″ x 2 “
Канал жесткий путь
757777777777 3″
. x 2″
Секция остекления
шириной 100 мм
4 “
Трунковые рельсы с багажниками
90 x 90
3 ½”
Солнечная затенение
75 мм
3 “
рамки
69000.shiply 9000.shiply 9000.shiply 9000.shiply 9000. Стальная трубка
76.1
3 “
AL-25
(запас или построенный на заказ)
Трубка
168 x 3 мм
6″ x 1/8 “
168 x 3 мм
6″ x 1/8 “
44.0003
125 x 75 x 3
5 “x 3”
Прямоугольник жесткий путь
125 x 75 x 3
5 “x 3”
квадратная трубка
125
5 “
40636
125
5″
40003 125
5 “
125
5″
125
7 Way
150 x 75
6 “x 3”
Канал Hard Way
100 x 50
4 “x 2”
Секция
.
150 х 150
6″
Solar Shading
150mm
6″
Frame sections
80mm
3.15″
Stainless Steel Tube
114
4″
AL-40
(STOCK OR Построен по заказу)
5 “
125
5″
125
7 Way
7 Way
150 x 75
6 “x 3”
Канал Hard Way
100 x 50
4 “x 2”
Секция
.
6″
6″
3.15″
4″
Трубка
219 x 3
8 “x 1/8”
Прямоугольник Easy Way
200 x
8 “x 2”
Прямоугольник. 150 х 75 х 3
6 “x 3”
квадратная труба
150
6 “
Канал Easy Way
250 x 75 x 5
10″ x 3 “
ХАНЕЛА
2009 2002 200. 100000 2003
.
8″ x 4″
Glazing section
150mm wide
6″
Trunk Cant rails
200 x 200
8″
Solar Shading
200mm wide
8″
Секции каркаса
125
5 дюймов
Трубка из нержавеющей стали
168
6 дюймов
Кроме того, из-за деформационного упрочнения для гибки некоторых секций может потребоваться большее усилие. Впоследствии может потребоваться более крупная машина. Эта таблица основана на изгибаемом материале марки T4. Следовательно, более твердые марки или анодированный материал могут нуждаться в цикле термообработки, чтобы их можно было сгибать.
Впоследствии может потребоваться более крупная машина. Эта таблица основана на изгибаемом материале марки T4. Следовательно, более твердые марки или анодированный материал могут нуждаться в цикле термообработки, чтобы их можно было сгибать.
• Большинство секций изогнуты в соответствии с международными стандартами, такими как CE и EN109.0
• Лучшими степенями отпуска для формовки являются T0, а также T4
• Большие секции возможны только в том случае, если секция изогнута по большему радиусу
• Мы стремимся согнуть все секции без следов, используя как правильные процедуры, так и подготовку. Однако это может оказаться невозможным для некоторых профилей
• Анодированные покрытия практически не обладают эластичностью, поэтому при формировании профиля они «трескаются»
ТОЧНО ИЗОГНУТЫЕ ЭКСТРУЗИИ И ПРОФИЛИ
С ГИБОЧНЫМИ СТАНКАМИ ДЛЯ АЛЮМИНИЯ INDUCTAFLEX
Большинство рельсовых систем могут быть изогнуты как по оси X-X, так и по оси Y-Y.
Алюминиевые и стальные профили.
Зазор тележки четко выдержан и не перекручен.
Профили могут быть изогнуты под любым углом, в том числе под довольно сложным углом в 45 градусов. В равной степени овальные и квадратные формы точно формируются за счет использования специально обработанных адаптеров.
МАШИНЫ ДЛЯ ГИБКИ АЛЮМИНИЯ
АССОРТИМЕНТ И ХАРАКТЕРИСТИКИ
AL-15
Bearing Force
x-ось
Y/Z-оси.
258 – 518 мм
Диаметр вала
60 /80 мм
Длина вала
290 мм
.0636
255 mm
Hydraulic drive
3.7 kW
Roller drive
Power supply
380 V, 50 Hz, 25 A
Weight
1000 kg
Size
L x W X H
1249 x 1134 x 1432
AL-25
Сила изгиба
x-ось
Y/Z-ось.
 0002
00023 individual driven rollers
1-14 rpm
Front roller distance
362-760 mm
Shaft diameter
Shaft length
330 mm
Torque
4947 Нм
Расстояние перемещения по оси Y/Z
400 мм
Гидравлический привод
5,5 кВт
Роликовый привод
7 3 кВт 3,030002
Power supply
380 V, 50 Hz, 27 A
Weight
2600 kg
Size
L x W x H
2037 x 1300 x 1680
AL-40
Bearing Force
X-ось
Y/Z-оси.
Диаметр вала
105 мм
Длина вала
330 мм
Крутящий момент
4500 нм
yaxis.
5,5 кВт
Roller Drive
34,4 кВт
Источник питания
380 В, 50 Гц, 52 A
.
 0002
0002Размер
Д х Ш х В
1855 x 1630 x 1748
Свяжитесь с нами для получения информации о станках для гибки алюминия высшего класса связаться. Сообщите нам, какие секции вам нужно согнуть, а также какой радиус вы хотите получить, а остальное оставьте нам. Мы предложим вам идеальную машину для ваших нужд и последующую поддержку.
От простых секций, включая трубы и коробчатые секции, до сложных трехмерных изгибов. Наш ассортимент станков охватывает все ваши потребности в гибке алюминия.
Экструзионно-гибочный станок с ЧПУ: основы
Экструзия повсюду. Достаточно взглянуть на конвейерные системы, строительные леса, оборудование для игровых площадок, бассейны и мебель. Это всего лишь несколько отраслей, в которых используются экструзии, требующие гибки. И давайте не будем забывать об архитектурных окнах или автомобильных оконных рамах. Нас окружают изогнутые выступы. Добавлением к миру гнутых профилей являются гнутые прокатные гнутые профили. Прокатные гнутые профили, а также прессованные профили ежедневно гнутся на производстве. Гибка с большим радиусом часто хорошо сочетается либо с процессом гибки вальцами, либо с процессом гибки с растяжением. Гибка с более узким радиусом часто требует процесса гибки с вращательным вытягиванием.
Прокатные гнутые профили, а также прессованные профили ежедневно гнутся на производстве. Гибка с большим радиусом часто хорошо сочетается либо с процессом гибки вальцами, либо с процессом гибки с растяжением. Гибка с более узким радиусом часто требует процесса гибки с вращательным вытягиванием.
Сложности экструзионно-вытяжного изгиба
Когда радиус изгиба относительно велик, сжимающие силы, которые испытывает экструзия, меньше по сравнению с силами, создаваемыми меньшим радиусом изгиба. Следовательно, по мере того, как радиус изгиба становится меньше, сжимающие силы, наблюдаемые при выдавливании, становятся больше, и, таким образом, требования к инструментам становятся более критическими; критично до точки, где тонкие поперечные сечения экструзии хотят изгибаться. Решающим фактором успеха часто становится конструкция инструмента для гибки.
Управление потоком экструзии в зоне гибки во время фактического процесса гибки частично лежит в основе создания хорошего изгиба. Зазоры штампа, материал штампа, твердость штампа и отделка поверхности штампа могут быть согласованы для получения долговечных качественных гибов.
Зазоры штампа, материал штампа, твердость штампа и отделка поверхности штампа могут быть согласованы для получения долговечных качественных гибов.
Общие конструкции штампов
Возьмем простой случай Г-образного профиля с изгибом ноги наружу, Рисунок 1 . Когда L-образный профиль затягивается вокруг гибочной матрицы, внешняя часть ноги находится в напряжении.
Пальцевый зажим и конструкция пресс-формы могут служить в качестве упора в этом случае. В этом случае изгиб прямой.
Теперь возьмите то же поперечное сечение и заверните ногу внутрь; Рисунок 2 . В этом случае внутренние волокна голени находятся в сжатом состоянии и будут иметь тенденцию изгибаться по мере уменьшения радиуса изгиба.
Именно здесь управление потоком экструзии в области самого изгиба может иметь решающее значение для успеха.
Обратите внимание на пробел G в Рисунок 2 .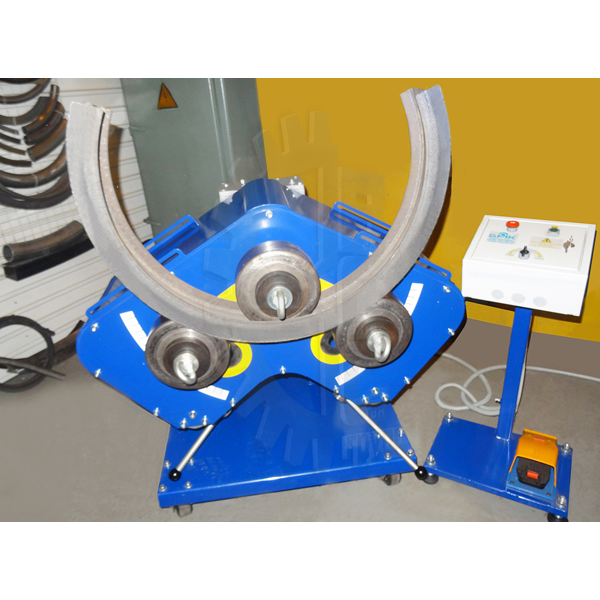 Слишком большой зазор может привести к короблению профиля. Слишком маленький зазор может помешать прохождению экструзии в головку для изгиба, когда головка для изгиба вращается через изгиб. По мере того, как толщина материала T становится меньше, допуск на зазор G становится более критическим.
Слишком большой зазор может привести к короблению профиля. Слишком маленький зазор может помешать прохождению экструзии в головку для изгиба, когда головка для изгиба вращается через изгиб. По мере того, как толщина материала T становится меньше, допуск на зазор G становится более критическим.
Даже при правильном зазоре G отделка поверхности штампа может начать разрушаться, вызывая эффект истирания, поскольку экструзии пытаются затекать в тонкую сопряженную часть гибочного штампа. Излишне говорить, что если материал экструзии представляет собой нержавеющую сталь, поверхности гибочной головки, соприкасающиеся с самим профилем, должны выдерживать значительное давление. В противном случае поверхность гибочной матрицы начнет разрушаться, что отрицательно скажется на качестве гибки.
Теперь возьмите канал L в Рисунок 2 и добавьте ногу. Это формирует U-канал. Изгиб U-образного профиля с ножками подчеркивает важность роста материала во время изгиба. Из Рисунок 3 , по мере того как материал вращается вокруг гибочной головки, общая высота экструзии H будет заметно увеличиваться.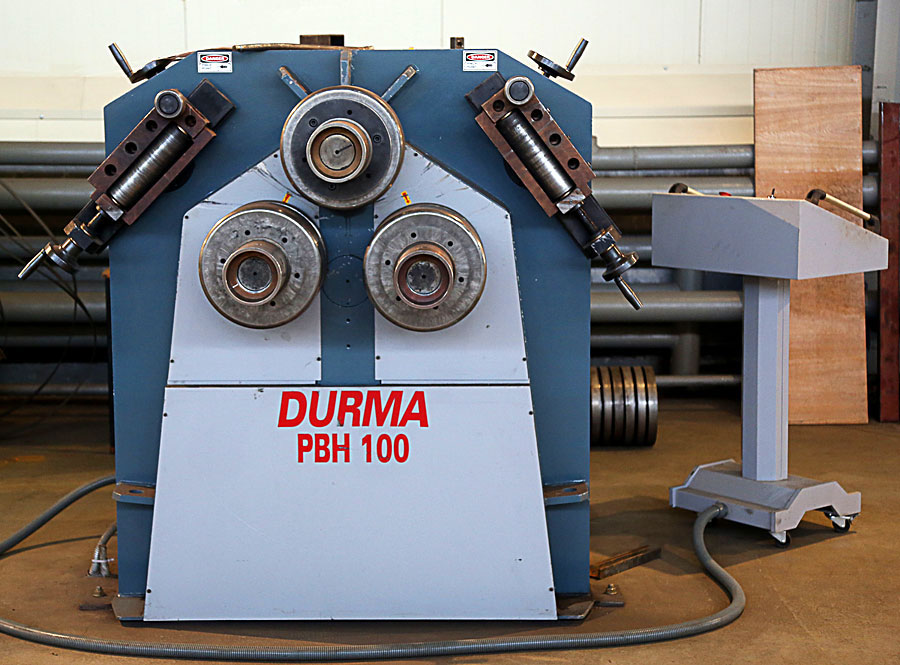
Если конструкция штампа не учитывает этот рост, получение экструзии из штампа после гибки может стать затруднительным. В одном из решений используется привод с разъемной матрицей. Привод разъемной головки поддерживает геометрические зазоры во время гибки с дополнительным преимуществом открытия (раскола) матрицы после гибки, что позволяет удалить сам экструзию. На рис. 4 показан U-образный канал с ножками, в которых гибочная матрица может разделяться выше и ниже самого канала. Это обеспечивает возможность освобождения экструзии от штампов после гибки.
Для некоторых выдавливаний требуется более одного радиуса изгиба в одной детали. Для этого требуется, чтобы гибочная машина была настроена более одного раза или чтобы гибочная машина поддерживала более одного радиуса изгиба. На рис. 5 показан экструзионно-гибочный станок с ЧПУ, оснащенный приводом с разъемной головкой с двойным радиусом.
Конструкция оснастки в этом случае позволяет изгибать U-образные швеллеры наружу или внутрь, большого радиуса или малого радиуса. Этот стиль конструкции инструмента может дать OEM-производителям максимальную гибкость, когда дело доходит до проектирования изогнутых экструдированных профилей в их изделиях.
Погрузочно-разгрузочные работы – материал для гибки столбиков
Некоторые экструзии длинные и тонкие с несколькими изгибами. Иногда жесткость экструзии не может выдержать вес согнутого материала стойки. В этом случае, когда деталь обрабатывается на ротационном вытяжном станке, материал после гибки проявляет свойства мокрой лапши и, таким образом, требует постоянной поддержки после гибки. Без этой опоры изгибаемый материал может попасть в нежелательные места в процессе гибки.
Управление согнутым материалом может варьироваться от простой статической опоры до управляемой микропроцессором системы обработки материалов, интегрированной в контроллер гибочного станка. Это зависит от приложения.
Это зависит от приложения.
На рис. 6 выше показан экструзионно-гибочный станок с ЧПУ, в котором используется управляемая микропроцессором система обработки материалов, используемая для поддержки экструзии во время операции гибки. Обратите внимание на люк в направлении головы Бендера. Эта дверь/опора является программируемой и может двигаться вверх и вниз, чтобы облегчить процесс экструзионного изгиба. Без программируемого люка управление материалом экструзии перед гибочным станком было бы непростым.
Программирование экструдированных профилей
Программирование простой экструзии с 1 или 2 изгибами не занимает много времени. Однако программирование многогнутых деталей часто может занять время… больше времени, чем вам хотелось бы. Тем не менее, существуют современные программные средства, которые могут упростить программирование гнутого профиля в экструзионно-гибочный станок. Возьмем случай с профилем . Рисунок 7 .
Рисунок 7 .
В этом случае изогнутый профиль имеет несколько изгибов. Один из изгибов требует поворота плоскости на 180° между изгибами. Если вы попытаетесь повернуть экструзию на 180° между гибками на станке с ЧПУ, сама экструзия может стать мягкой и, следовательно, трудноуправляемой. Это не очень хорошо для обработки материалов. Тем не менее, установка этого профиля на правосторонний/левосторонний гибочный станок имеет смысл. Этот правый/левый гибочный станок устраняет необходимость поворачивать профиль на 180° между гибами. Гибочная головка на право-/левостороннем гибочном станке может выполнять гибку как по часовой стрелке, так и против часовой стрелки. Это очень удобно для гибки профилей, где изгибы не все в одном направлении. Однако это не упрощает программирование.
Именно здесь возможность чтения профиля экструзии непосредственно из CAD позволяет сэкономить время. Импорт файла STEP, полученного из твердотельной модели, запрограммирует гибочный станок менее чем за секунду. После импорта информации о LRA и радиусе осевой линии следующей задачей программного обеспечения является идентификация CLR конкретного изгиба и возможность разместить этот изгиб в правильном наборе, при условии, что машина имеет возможность по крайней мере двух наборов. Следующая задача программного обеспечения гибочного станка состоит в том, чтобы предвидеть, какие изгибы выполняются по часовой стрелке, а какие — против часовой стрелки. После того, как программное обеспечение выберет положение стопки и поворот изгиба (по часовой или против часовой стрелки), следующим шагом будет экстраполяция упругости экструдированного материала на основе библиотеки заранее определенных данных. Нельзя сказать, что значения упругости будут точными, однако прогноз можно сделать на основе истории.
После импорта информации о LRA и радиусе осевой линии следующей задачей программного обеспечения является идентификация CLR конкретного изгиба и возможность разместить этот изгиб в правильном наборе, при условии, что машина имеет возможность по крайней мере двух наборов. Следующая задача программного обеспечения гибочного станка состоит в том, чтобы предвидеть, какие изгибы выполняются по часовой стрелке, а какие — против часовой стрелки. После того, как программное обеспечение выберет положение стопки и поворот изгиба (по часовой или против часовой стрелки), следующим шагом будет экстраполяция упругости экструдированного материала на основе библиотеки заранее определенных данных. Нельзя сказать, что значения упругости будут точными, однако прогноз можно сделать на основе истории.
После того, как программное обеспечение гибочного станка оценит вышеуказанную экструзию, оператору остается выбрать стандартный набор инструментов из библиотеки программного обеспечения. Пакет инструментов может включать в себя длину прижимной матрицы, длину зажимной матрицы, информацию о гибочной матрице, информацию о настройке обработки материала и различные настройки давления.
Когда все сказано и сделано, программное обеспечение для гибки 21-го века действительно может сократить время, необходимое для программирования экструдированного профиля.
Недостатки
Первоначальная стоимость размещения программных инструментов для программирования в Интернете может быть ограничивающим фактором для некоторых магазинов. Кроме того, наличие машины на этаже, которая не использует функцию двойного стека, может увеличить время, необходимое для окупаемости инвестиций.
Окно возможностей
С 2010 года людям, которые гнут профили, приходится искать дополнительные способы снижения себестоимости продаваемых товаров. Без средств для этого производство может легко перейти к конкуренту. Получение преимущества и передача части сбережений вашему клиенту может иметь большое значение для продолжительных позитивных отношений.
Об авторе
George Winton, P.E. проектирует и производит оборудование для изготовления труб с ЧПУ для Winton Machine в Сувани, Джорджия. С ним можно связаться по адресу [email protected] или 888.321.1499 .
С ним можно связаться по адресу [email protected] или 888.321.1499 .
О машинах, которые мы производим
Все наши машины для изготовления полужестких коаксиальных кабелей и труб в Winton разрабатываются, производятся и испытываются на месте. У нас есть большая линейка стандартных продуктов, а также возможность разработать наилучшее решение для нужд наших клиентов. Наш опытный персонал по продажам заботится о том, чтобы наши клиенты могли оправдать свои капиталовложения в оборудование, предлагая именно то решение, которое им нужно для производства деталей. Пожалуйста, свяжитесь с нами сегодня, чтобы обсудить ваш проект.
Качественные гибочные станки YLM с ЧПУ : Труба с ЧПУ : Трубогибочные станки с ЧПУ
| ||||||||||||||||||||||||
 Обслуживаемые отрасли: автомобилестроение, мебель, бытовая техника, тренажеры, рамы машин, тележки, архитектура, самолеты, HVAC и товары для мастерских. Линейка продуктов YLM включает в себя широкий выбор станков и конфигураций, что позволяет нам предоставить станок, соответствующий вашим требованиям к гибке и бюджету. Начиная с самого маленького члена линии, это станок с ЧПУ 08 – производительность 5/16”. Самым крупным из продуктовой линейки является гибочный станок с ЧПУ 150 – 6 дюймов из нержавеющей стали. Между ними вы найдете 12 моделей с различными конфигурациями, чтобы разместить предложения станков с ЧПУ в более чем 50 моделях.
Обслуживаемые отрасли: автомобилестроение, мебель, бытовая техника, тренажеры, рамы машин, тележки, архитектура, самолеты, HVAC и товары для мастерских. Линейка продуктов YLM включает в себя широкий выбор станков и конфигураций, что позволяет нам предоставить станок, соответствующий вашим требованиям к гибке и бюджету. Начиная с самого маленького члена линии, это станок с ЧПУ 08 – производительность 5/16”. Самым крупным из продуктовой линейки является гибочный станок с ЧПУ 150 – 6 дюймов из нержавеющей стали. Между ними вы найдете 12 моделей с различными конфигурациями, чтобы разместить предложения станков с ЧПУ в более чем 50 моделях. Поданные заявки тщательно оцениваются персоналом J&S и/или YLM, чтобы обеспечить точность предоставленных ответов и обеспечить успешный результат. Все машины включают в себя обучение на месте, электронные и печатные руководства, а также подробные электрические/сборочные чертежи.
Поданные заявки тщательно оцениваются персоналом J&S и/или YLM, чтобы обеспечить точность предоставленных ответов и обеспечить успешный результат. Все машины включают в себя обучение на месте, электронные и печатные руководства, а также подробные электрические/сборочные чертежи.


Гибочный станок с ЧПУ — Hines® Bending Systems
Подробнее
21 90 003 сентября
Продажа трубогибов для металлических труб, Продажа оборудования для гибки труб
Трубогибы для металлических труб на продажу
- Сообщение от Скайлер Либки
- Металлогибочные станки для продажи, Автомобильный выхлопной трубогиб, Автомобильный выхлопной трубогиб рядом со мной, Автомобильный выхлопной трубогиб FL, Производители гибочных машин, Производители гибочных машин FL, Производители гибочных машин рядом со мной, Гибочный станок с ЧПУ, Гибочный станок с ЧПУ рядом со мной, Гибочный станок, купить гибочный станок, гибочный станок, гибочные станки
Хотите купить металлический трубогиб? Существует множество применений металлических труб и труб в самых разных отраслях промышленности. Если вы ищете Трубогибы для продажи, вы…
Подробнее
Подробнее
14 90 003 сентября
Автомобильные трубогибы для выхлопных труб, Трубогибы для стальных труб на продажу Флорида
Гибочные станки для автомобильных выхлопных труб
- Сообщение от Скайлер Либки
- Автомобильные выхлопные трубогибы, Автомобильный выхлопной трубогиб, Автомобильный выхлопной трубогиб FL, Производители гибочных машин, Производители гибочных машин FL, Производители гибочных машин рядом со мной, Гибочная машина, гибочный станок для продажи, гибочный станок, гибочные станки
Гибка выхлопных труб в автомобильной промышленности требует точности и надежности. Процесс сгибания труб в выхлопные трубы сопряжен с уникальными трудностями. Трубогибочный станок для выхлопных труб поможет вам решить эти проблемы и получить надежные и высококачественные результаты…
Процесс сгибания труб в выхлопные трубы сопряжен с уникальными трудностями. Трубогибочный станок для выхлопных труб поможет вам решить эти проблемы и получить надежные и высококачественные результаты…
Подробнее
Подробнее
08 90 003 сентября
Гидравлический трубогибочный станок, Продажа трубогибочного оборудования
Гидравлический трубогибочный станок
- Сообщение от Скайлер Либки
- Гибочный станок для гидравлических труб, Бендер для выхлопных труб автомобилей, Бендер для автомобильных выхлопных труб рядом со мной, Бендер для автомобильных выхлопных труб FL, Производители гибочных машин, Производители гибочных машин FL, Производители гибочных машин рядом со мной, Гибочная машина, гибочный станок для продажи, гибочный станок, гибочный станок машины
Трубогибочный станок — это промышленное устройство, которое изгибает трубу по заданному радиусу. Эти машины подходят для гибки труб большого и малого диаметра. Как правило, имеют две матрицы: прижимную и…
Эти машины подходят для гибки труб большого и малого диаметра. Как правило, имеют две матрицы: прижимную и…
Подробнее
Подробнее
29
августаВыпускные гибочные станки для продажи, производители гибочных станков с ЧПУ
Вытяжные гибочные машины на продажу
- Сообщение от Скайлер Либки
- Выхлопные гибочные машины для продажи, Автомобильный выхлопной трубогиб, Автомобильный выхлопной трубогиб рядом со мной, Автомобильный выхлопной трубогиб FL, Производители гибочных машин, Производители гибочных машин FL, Производители гибочных машин рядом со мной, Гибочный станок с ЧПУ, Гибочный станок с ЧПУ рядом со мной, Гибочный станок, купить гибочный станок, гибочный станок, гибочные станки
Есть много вариантов при поиске выхлопного трубогиба для продажи. Это может затруднить правильный выбор. Различия в функциях и типах вытяжных гибочных станков могут составлять. ..
..
Подробнее
Подробнее
23
августаПродажа оборудования для гибки труб, Компания по производству трубогибочных оправок
Продажа трубогибочного оборудования
- Сообщение от Скайлер Либки
- Продажа оборудования для гибки труб, Бендер для выхлопных труб автомобилей, Бендер для выхлопных труб автомобилей FL, Производители гибочных машин, Производители гибочных машин FL, Производители гибочных машин рядом со мной, Гибочная машина, гибочный станок для продажи, гибочный станок, гибочные станки
Оборудование для гибки труб является отличной инвестицией. Перед покупкой важно провести обширное исследование. Хотя Интернет — отличное место для начала поиска, вы быстро обнаружите, что там…
Подробнее
Подробнее
17
августаТрубогибочный станок с ЧПУ Флорида, производители гибочных станков с ЧПУ
Трубогибочный станок с ЧПУ Флорида
- Сообщение от Скайлер Либки
- Трубогиб с ЧПУ Флорида, Бендер для выхлопных труб автомобилей, Бендер для выхлопных труб автомобилей FL, Производители гибочных машин, Производители гибочных машин FL, Производители гибочных машин рядом со мной, Гибочная машина, гибочный станок для продажи, гибочный станок, гибочные станки
Производители трубогибов для станков с ЧПУ производят трубогибы, которые могут использоваться предприятиями любого размера для управления своим производством. Трубогибочные станки и трубогибочные станки уменьшают количество…
Подробнее
Подробнее
08
августаСтальные трубогибы на продажу Флорида, Стальные трубогибы на продажу
Стальные трубогибы на продажу во Флориде
- Сообщение от Скайлер Либки
- Стальные трубогибы на продажу Флорида, Бендер для выхлопных труб автомобилей, Бендер для выхлопных труб автомобилей FL, Производители гибочных машин, Производители гибочных машин FL, Производители гибочных машин рядом со мной, Гибочные машины, гибочные станки для продажи, гибочные машины, гибочные машины
Если вы хотите инвестировать в высококачественный стальной трубогиб, вы обратились по адресу. Вы можете найти широкий ассортимент трубогибов и трубогибов, которые помогут вам производить высококачественные изгибы с неизменной стабильностью…
Вы можете найти широкий ассортимент трубогибов и трубогибов, которые помогут вам производить высококачественные изгибы с неизменной стабильностью…
Подробнее
Подробнее
03
августаПроизводители гибочных станков с ЧПУ, Гибочные станки с ЧПУ
Производители гибочных станков с ЧПУ
- Сообщение от Скайлер Либки
- Производители гибочных станков с ЧПУ, Гибочный станок для выхлопных труб, Бендер для автомобильных выхлопных труб рядом со мной, Бендер для автомобильных выхлопных труб FL, Производители гибочных станков, Производители гибочных станков FL, Производители гибочных станков рядом со мной, Гибочный станок с ЧПУ, Гибочный станок, гибочный станок для продажи, гибочный станок, гибочные станки
Производители трубогибов для станков с ЧПУ производят трубогибы, которые могут использоваться предприятиями любого размера для управления своим производством. Трубогибочные станки и трубогибочные станки уменьшают количество…
Трубогибочные станки и трубогибочные станки уменьшают количество…
Подробнее
Подробнее
25 июль
Компания по производству трубогибочных станков с оправкой, продажа станков для гибки оправок
Трубогибочная компания оправки
- Сообщение от Скайлер Либки
- Mandrel Pipe Bender Company, Машина для гибки выхлопных труб, Машина для гибки выхлопных труб рядом со мной, Машина для гибки выхлопных труб FL, Производители гибочных станков, Производители гибочных машин FL, Производители гибочных машин рядом со мной, Гибочный станок с ЧПУ, Гибочный станок с ЧПУ рядом со мной, Гибка Купить станок, гибочный станок, гибочный станок, гибочные станки
Заинтересованы в покупке трубогиба на оправке для продажи? Трубогибочные станки предоставляют своим пользователям различные преимущества, которые распространяются на различные приложения для гибки, для которых они используются.