Профилегиб самодельный: Профилегиб своими руками – чертежи ручного профилегибочного станка, фото, видео
alexxlab | 20.03.2023 | 0 | Разное
Все просто – Самодельный профилегиб и трубогиб: нормы, рекомендации, способы сгибания, примеры || STROIM-GRAMOTNO.RU | Строительный портал – “Строим Грамотно” |
Содержание
- Требования к изгибам
- Классификация гибочных станков
- Рекомендации самодельщикам
- Как гнут трубы и профили?
- Видео: ручной трубогиб
- Об электроприводе
- Итог
Если без воды и ни туды, и ни сюды, то без трубы вообще и ни туды, и ни сюды. По трубам не только текут вода, стоки, хладоагент. По трубам поступает газ, проходят коммуникации, тяги управления механизмами. В строительстве и ремонте нельзя обойтись без разного рода профилей, стандартных и фасонных. Все это нужно гнуть, и не как попало, а по форме и в размер. Можно ли сделать хороший профилегибочный станок своими руками? Можно, а как – посмотрим. Принципы изгибания труб и профилей одни и те же, т.к. труба – разновидность профиля.
В строительстве и ремонте нельзя обойтись без разного рода профилей, стандартных и фасонных. Все это нужно гнуть, и не как попало, а по форме и в размер. Можно ли сделать хороший профилегибочный станок своими руками? Можно, а как – посмотрим. Принципы изгибания труб и профилей одни и те же, т.к. труба – разновидность профиля.
Требования к изгибам
Прежде чем браться за принципы и конструкции, нужно знать, до какой степени трубы и профили можно изгибать. Изгиб на угол – это уже не изгиб, а надлом: нести нагрузку и пропускать поток он не способен. Требования к изгибам труб таковы:
- При толщине стенки трубы до 2 мм и диаметре d=5-20 мм минимально допустимый радиус изгиба R=4d; при d=20-35 мм R=5d; при d более 35 мм трубу гнуть нельзя, изгиб нужно делать сборным из секций.
- Если толщина стенки более 2 мм, то при d до 35 мм R=3d; d=35-60 мм R=4d и d=60-140 мм R=5d. Трубы еще шире гнуть опять же нельзя.
- Трубы особо тонкостенные, толстостенные и особо толстостенные гнуть нельзя.

Указанные значения касаются труб из конструкционной стали, латуни и титана. Для меди и металлопластика их можно принять такими же: малая прочность металла компенсируется его высокой пластичностью. Для алюминия значения минимального радиуса изгиба, выраженного в диаметрах трубы, нужно увеличить на единицу (если для стали R=4d, то для такого же алюминия будет R=5d), а для дюраля – не менее чем на 2 единицы. То же касается труб стальных хромированных и никелированных (хром и никель очень хрупки). Бронзовые трубы гнуть, как правило, нельзя, за исключением труб из бериллиевой бронзы. Кадмированные стальные трубы гнутся как обычные.
Примечание: у особо тонкостенных труб нормируется толщина стенки трубы в зависимости от диаметра просвета; скажем, при диаметре просвета в 5 мм стенка может быть 0,3; 0,4; 0,5 мм, а при диаметре просвета в 80 мм – 1,2; 1,4; 1,6; 1,8; 2,0 мм. Для толстостенных и особо толстостенных труб нормируется отношение диаметра просвета к толщине стенки трубы 6-12,5 для толстостенных и менее 6 – для особо толстостенных.

Допустимые радиусы изгиба и его способы для профилей указываются в спецификациях на них. В первом приближении можно считать d равным НАИБОЛЬШЕМУ размеру сечения профиля. Важно знать, что нажим на профиль при изгибании должен быть на его сплошную или выпуклую сторону, иначе противоположная пойдет складками. Любой гибочный станок должен конструироваться и изготовляться с учетом этих обстоятельств.
Классификация гибочных станков
Не промышленные гибочные станки классифицируются по следующим признакам:
- По способу изгибания – см. соотв. раздел.
- По мобильности – стационарные, переносные и носимые.
- По типу привода – ручной, электрический, гидравлический.
- По кинематике передаточного механизма – толкатель, винт, шестерни, зубчатая рейка с храповиком.
Пояснения к п. 2: стационарный станок требует установки на прочной устойчивой опорной поверхности, слева на рис. Переносной (в центре) не дает реакции на опору и может быть установлен где угодно. Носимый кроме того и не дает момента отдачи, им можно пользоваться на весу, справа на рис.
Переносной (в центре) не дает реакции на опору и может быть установлен где угодно. Носимый кроме того и не дает момента отдачи, им можно пользоваться на весу, справа на рис.
Стационарный, переносной и носимый трубогибы
Примечание: торговое обозначение «мобильный гибочный станок» может обозначать любой, кроме стационарного на отдельном фундаменте. Поэтому при покупке руководствуйтесь приводимыми ниже сведениями, особенно что касается опорной поверхности. К примеру, ручным гидравлическим трубогибом на обычном столе пользоваться нельзя – качать рукоятку домкрата приходится со значительным усилием, и оно передается на стол.
Настольный гидравлический трубогиб с автомобильныи домкратом
Любой профилегиб может быть большим и маленьким, легким и тяжелым, предназначенным для тонкой и грубой работы, развивающим усилие в пару килограмм или несколько тонн. Взгляните на рис. слева: простейшая сварная рама, автомобильный домкрат, который не потерял пригодности для использования по прямому назначению. Такой самодельный профилегибочный станок поместится на верстаке, а гнуть им можно все, что в принципе гнется.
слева: простейшая сварная рама, автомобильный домкрат, который не потерял пригодности для использования по прямому назначению. Такой самодельный профилегибочный станок поместится на верстаке, а гнуть им можно все, что в принципе гнется.
Чтобы сделать профилегиб своими руками, который будет гнуть трубы с уголками, а не сам себя, нужно правильно подобрать по усилию изгибания размеры деталей станины. Предполагается, что изготовлена она будет из обычной конструкционной стали.
Толщину металла деталей станины следует брать не менее 1/6 диаметра изгибаемой трубы. К примеру, если нужно гнуть трубы до 35 мм, то металл станины нигде не должен быть тоньше 6 мм, иначе туда пойдет концентрация напряжений. Вспомним первейший из законов сопромата: где тонко, там рвется.
Толщина опорной плиты должна быть вдвое больше, так же как наименьшая толщина пуансона с матрицей. Диаметры роликов выбираются не менее трех диаметров трубы для изгибания прокатом, и по допустимому радиусу изгиба во всех остальных случаях.
Размеры полок уголка, из которого сваривается станина, должны быть не меньше трех диаметров трубы, а размер полки швеллера – не менее 2 его диаметров. Например, при тех же 35 мм максимум изгибаемых для станины нужен либо уголок 100х6, и это на пределе, либо швеллер 70х6.
Как гнут трубы и профили?
Пластичной изгибной деформации без надрыва вытянутых деталей, сплошных и полых, можно добиться такими способами:
- выгибанием по шаблону;
- выдавливанием;
- прессованием;
- прокаткой;
- комбинированным способом – обкаткой по ложементу.
Лучковый трубогиб
По первому способу действует простейший и древнейший лучковый трубогиб, см. рис. Все, что для него нужно – круглая деревяшка, веревка, два прочных прутка или палки-воротка и хорошо прокаленный, а затем промытый песок. Песком набивают трубу, обстукивая молотком для усадки, а воротками закручивают веревку. Из изогнутой трубы песок выковыривают проволочным крючком.
Из изогнутой трубы песок выковыривают проволочным крючком.
Лучковый способ имеет существенный недостаток: практически на протяжении всего процесса изгибания векторы усилий на концах трубы имеют касательную к ее оси составляющую. Поэтому хорошей точности таким способом добиться невозможно, и в сегодняшних серийных трубогибах он не применяется.
При разовой работе без особых требований к точности лучковый трубогиб может выручить и в наши дни. Если требуется большой радиус изгиба, например, для дуг теплицы, шаблон делают из вбитых в деревянный щит штырей. Но для работ более точных и ответственных лучше поискать чертежи профилегибочного станка, а какая конструкция для какой цели лучше подходит, мы разберемся далее. Заодно посмотрим, какой из готовых покупных для чего годится.
Выдавливание
Выдавливание только внешне похоже на лучковое изгибание, вывернутое наизнанку. На самом деле выдавливание – прессовка без матрицы, одним пуансоном. Роль матрицы играют две жесткие опоры по концам изгиба: вращающиеся ролики или поворотные башмаки. Поэтому вектор усилия всегда перпендикулярен трубе и можно получить точный изгиб.
Поэтому вектор усилия всегда перпендикулярен трубе и можно получить точный изгиб.
Выдавливание как способ гнутья хорошо тем, что никогда не дает складок, скорее труба порвется. Но для выдавливания нужно постепенно и плавно нарастающее усилие, чтобы металл изгибаемого профиля успевал течь, из-за чего в промышленности выдавливание применяется нечасто: мала производительность. Но в бытовых трубогибах превращается в достоинство неповоротливость ручной гидравлики и ее небольшая отдача на руку, позволяющая чувствовать материал, а компактный гидродомкрат дает усилие в тонны.
Ручной гидравлический трубогиб
Гидравлический профилегиб с ручным приводом – наиболее частое исполнение переносных мощных трубогибов (см. рис): вес – несколько кг, электропитание не требуется, а гнуть можно стальные трубы до 76-100 мм. Домкрат может быть как встроенным собственным, так и автомобильным; под него делают седло с оголовком. Радиус изгиба меняют заменой пуансона-башмака из комплектного набора.
Однако мобильный гидротрубогиб со сменными башмаками требует установки на прочную опору из-за существенного усилия отдачи, и нельзя получать фигурные изгибы. Поэтому выгибающие профилегибы применяются в основном для монтажа водопроводной и газовой разводки от магистрали до квартиры, а также в мастерских, производящих гнутые детали штучно или мелкой серией.
Часто используется мелкий давящий трубогиб для монтажа тонкостенных медных или металлопластиковых труб: такой ручной инструмент с реечно-храповой подачей пуансона размером чуть больше пассатижей, но тонкие трубы гнет очень точно. Особенно пригоден такой для монтажа сплит-систем, там из-за свойств хладоагента складки на трубках недопустимы.
Изгиб прессованием
При изгибании прессованием обрабатываемая деталь зажимается между не вращающимися пуансоном и матрицей. Сделать профилегиб – пресс также можно самому из обычных слесарных тисков, куска негодного тормозного барабана и половинки шкива: в губках тисков сверлят отверстия, нарезают в них резьбу и крепят на болтах пуансон с матрицей. Изгибание сводится к сдавливанию тисками; его точности много способствует консистентная смазка рабочих поверхностей. Важное условие – подобрать друг к другу по сечению матрицу с пуансоном, как показано на рисунке; особенно это важно для гнутья уголков.
Изгибание сводится к сдавливанию тисками; его точности много способствует консистентная смазка рабочих поверхностей. Важное условие – подобрать друг к другу по сечению матрицу с пуансоном, как показано на рисунке; особенно это важно для гнутья уголков.
Пуансоны и матрицы для изгибания прессованием
Точный изгиб прессом требует тщательной разработки профиля матрицы и пуансона с учетом остаточных деформаций металла детали. Но зато одним ударом штампа можно получить изгиб очень сложной конфигурации, поэтому гнутье прессованием применяется в основном в промышленности.
Изгиб прокаткой
При гнутье прокаткой деталь протаскивают между двумя опорными роликами и вращающимся роликом-пуансоном, подачу которого можно менять зубчатой рейкой с храповиком, гидравликой или винтом. Ручной профилегибочный станок такого типа – конструкция довольно сложная, см. рис. справа, и требует прочной опоры из-за больших усилий отдачи. Но прокатной профилегиб имеет следующие важные преимущества:
Ручной станок для изгибания прокаткой
- Высокая производительность – скорость ручного гнутья может быть до 3 м/мин и более.

- Капролактамовыми или фторопластовыми роликами с прямоугольными канавками можно гнуть тонкостенные профили сложного сечения, как показано на рис. слева.
- Скосом роликов, как показано стрелками там же, можно получать цилиндрические спирали.
- Меняя в процессе работы подачу пуансона, можно получать детали с переменным радиусом изгиба, в т.ч. плоские спирали.
- Комбинируя два последних способа, можно получать спирали конические и другие детали с пространственным изгибом.
Сложное гнутье в домашних условиях на прокатном (или еще – протяжном) профилегибе лучше всего получается при работе вдвоем: подручный крутит ворот протяжки, а мастер регулирует скос и подачу. Таким способом удается получать сложные большие пружины или декоративные детали, которые потом вполне сходят за высококачественную художественную ковку, и по соответствующей цене. В промышленности прокатные гибочные станки с микропроцессорным управлением также используются очень широко.
Профилегибочный станок с перекашиваемыми фторопластовыми роликами
Роликовая гибка
Роликовое изгибание – комбинация изгиба с прокаткой: ролик-пуансон обкатывается по закрепленной с одного конца трубе, прижимая ее к ролику-ложементу или башмаку. Поскольку коренной конец трубы закреплен неподвижно, касательная составляющая вектора усилия на нем не возникает, длинный рычаг дает возможность создать изгибающее усилие, сравнимое с гидравликой, а под катящимся пуансоном металл хорошо и быстро течет.
Роликовый трубогиб дает приемлемую точность и неплохую для ручной работы производительность: изгиб производится одним движением рычага. Но гнуть им можно только трубы – профили мнутся из-за неравномерного давления пуансона на поверхность детали, и металл начинает течь волнами.
Роликовый трубогиб для тонкостенных труб
Однако гнутье роликом стальных труб требует прочной опоры и значительных усилий, а гнутье мелких тонкостенных достаточно серьезного навыка: слишком быстро или резко дернув рычаг, можно трубку или сплющить, или погнать по ней складки.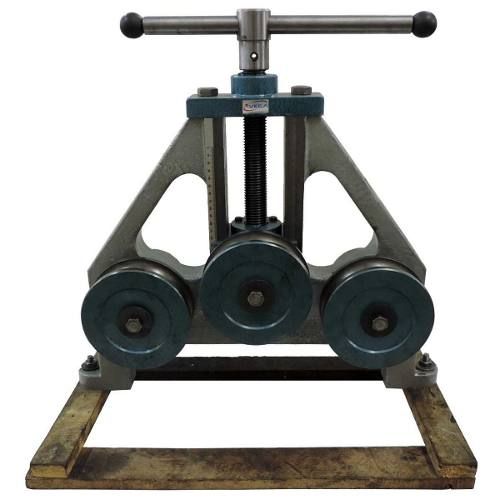 Опытные мастера с набитой рукой для монтажа сплитов, квартирного газа или металлопластика предпочитают пользоваться именно роликовыми мелкими трубогибами (см. рис. справа): по размерам и весу они лишь немногим больше реечно-храповых с выдавливанием, а производительность труда за счет скорости изгибания получается в 2-3 раза выше.
Опытные мастера с набитой рукой для монтажа сплитов, квартирного газа или металлопластика предпочитают пользоваться именно роликовыми мелкими трубогибами (см. рис. справа): по размерам и весу они лишь немногим больше реечно-храповых с выдавливанием, а производительность труда за счет скорости изгибания получается в 2-3 раза выше.
Видео: ручной трубогиб
Об электроприводе
Электрический трубогиб
Бытовой электрический профилегиб (см. рис) вовсе не машина для лентяев, как его иногда называют. Он имеет важное достоинство: не дает отдачи ни на опору, ни на руки, а усилие дает как гидравлический. Поэтому электрический гибочный станок можно поставить на мягкую землю, на ветхий пол веранды на даче и т.п.
Но его нужно подключить к электросети, а потребленную электроэнергию оплатить по тарифу. Кроме того, для пользования простым электрическим профилегибом необходим навык: отдачи на руку нет, не успел выключить – профиль пошел складками, или надломился, или потянулся.
Видео: самодельный профелегибочный станок с электроприводом
Итог
Теперь вы знаете о бытовых профилегибочных станках и инструменте все основное и существенное. Надеемся, что данный материал поможет вам выбрать сообразно цели использования конструкцию для самостоятельного изготовления или модель для покупки.
Интересные записи
- Самодельный станок-листогиб: схемы, конструкция, компоновка, сборка
- Самодельный стол для компьютера: что важно, решения, материалы, конструкции, схемы
- Самонивелирующийся наливной пол своими руками
- Самостоятельная установка подрозетников
- Самостоятельная установка спутниковой антенны: крепление, подключение, юстировка
Профилегиб своими руками: чертежи, размеры (35 фото)
Главная » Новости » Самоделки
Самоделки
Автор dn11295 На чтение 1 мин Просмотров 10
Самодельный станок для гибки профильной трубы, профилегиб своими руками: чертежи и размеры приспособления.

Конструкция выполнена из швеллера и профтрубы с катком на шарнире и гидравлическим домкратом.
Внешнее кольцо подшипника в данной конструкции является прижимной поверхностью.
На фото показан протяжной вал, он выточен у токаря.
Размеры притяжного вала.
Понадобились четыре подшипника 204.
Использован гидравлический домкрат, метизы и крепежи, а также шпилька М20, шайбы 22 х 37 и 22 х 56 мм.
В этой конструкции шайбы выполняют функцию бортиков-ограничителей, при этом можно обойтись без боковых упоров.
При этом сохраняется возможность изменять геометрию прижимных роликов для различных профилей, для этого можно набрать несколько шайб.
Все готовые сваренные части станка соединяются между собой без сварки, с помощью болтов.
Процесс выгибания профиля довольно прост, с каждым проходом нужно немного поднять домкратом часть станка.
На фото: размеры станка профилегиба.
Вот такой станок профилегиб изготовил умелец своими руками.
Автор самоделки: Evgenich.
Источник: sam-stroitel.com
window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-10’, blockId: ‘R-A-2162318-10’ })})”+”ipt>”; cachedBlocksArray[316911] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-9’, blockId: ‘R-A-2162318-9’ })})”+”ipt>”; cachedBlocksArray[316910] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-8’, blockId: ‘R-A-2162318-8’ })})”+”ipt>”; cachedBlocksArray[285855] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-7’, blockId: ‘R-A-2162318-7’ })})”+”ipt>”; cachedBlocksArray[285853] = “window. yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-1’, blockId: ‘R-A-2162318-1’ })})”+”ipt>”;
cachedBlocksArray[284782] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-6’, blockId: ‘R-A-2162318-6’ })})”+”ipt>”;
cachedBlocksArray[284779] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-4’, blockId: ‘R-A-2162318-4’ })})”+”ipt>”;
cachedBlocksArray[284778] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-3’, blockId: ‘R-A-2162318-3’ })})”+”ipt>”;
cachedBlocksArray[284777] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-2’, blockId: ‘R-A-2162318-2’ })})”+”ipt>”;
cachedBlocksArray[283854] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-23’, blockId: ‘R-A-2162318-23’ })})”+”ipt>”;
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-1’, blockId: ‘R-A-2162318-1’ })})”+”ipt>”;
cachedBlocksArray[284782] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-6’, blockId: ‘R-A-2162318-6’ })})”+”ipt>”;
cachedBlocksArray[284779] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-4’, blockId: ‘R-A-2162318-4’ })})”+”ipt>”;
cachedBlocksArray[284778] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-3’, blockId: ‘R-A-2162318-3’ })})”+”ipt>”;
cachedBlocksArray[284777] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-2’, blockId: ‘R-A-2162318-2’ })})”+”ipt>”;
cachedBlocksArray[283854] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-2162318-23’, blockId: ‘R-A-2162318-23’ })})”+”ipt>”;
Валкогибочный станок NARGESA / Машина для гибки профилей и труб — Quantum Machinery Group
← Назад к В НАЛИЧИИ И ГОТОВЫ К НЕМЕДЛЕННОЙ ОТПРАВКЕ
распродажа
Цена продажи: 13 661,00 долларов США Первоначальная цена: 18 145,00 долларов США
ГОТОВЫ РАЗМЕСТИТЬ ЗАКАЗ ИЛИ У ВАС ЕСТЬ КАКИЕ-ЛИБО ВОПРОСЫ?
ПОЗВОНИТЕ НАМ ПО ТЕЛЕФОНУ (704)703-9400 ЦЕНА: $15 1200011
Слиста MC-400111110. В отличие от других, этот не сделан из чугуна. Идеально подходит для изготовления фланцев, теплиц, балясин, столов, стульев, дверей, окон и многого другого… изготовления большого количества круглых профилей всех видов. Прочность, диаметр оси, пропускная способность редуктора и другие особенности делают его одним из лучших гибочных станков на рынке в категории двухтяговых роликов. Вся продукция Quantum Nargesa соответствует европейским директивам и нормам СЕ в отношении производства промышленного оборудования.
В отличие от других, этот не сделан из чугуна. Идеально подходит для изготовления фланцев, теплиц, балясин, столов, стульев, дверей, окон и многого другого… изготовления большого количества круглых профилей всех видов. Прочность, диаметр оси, пропускная способность редуктора и другие особенности делают его одним из лучших гибочных станков на рынке в категории двухтяговых роликов. Вся продукция Quantum Nargesa соответствует европейским директивам и нормам СЕ в отношении производства промышленного оборудования.
Вся продукция Nargesa производится на наших предприятиях в Испании. Гидравлические и электрические компоненты полностью стандартны и изготовлены лучшими ведущими европейскими торговыми марками, имеющими техническую поддержку по всему миру: Rexroth, Bosch, Roquet, Schneider Electric, LG, Telemecanique, Pizzato и т.д…
Щелкните здесь, чтобы Предварительный заказ
MC400 СПОСОБНОСТЬ ИЗГИБА:Цельные Круглые: 1,15″ с минимальным радиусом 6″ дюймов
Сплошной квадрат: 1,15″ x 1,15″ с минимальным радиусом 6″ дюймов
C-Channel 9,025″ (Easy1 Way): a Минимальный радиус 9 дюймов
С-образный канал (сложный способ): 2,25 дюйма с минимальным радиусом 9 дюймов
T-образный канал (простой способ): 1,5 дюйма с минимальным радиусом Радиус 6 дюймов
Круглая труба: 2,5 x 0,120 дюйма с минимальным радиусом 18 дюймов
Квадратная труба: 2 x 2 дюйма x 0,120 дюйма с минимальным радиусом 24 дюйма
2 Уголок (выход наружу):
Плоский стержень (простой способ): 3,15″ x 0,75″ с минимальным радиусом 6″ дюймов
2 Плоский Гриф (тяжелый способ): 2 x 0,39 дюйма с минимальным радиусом 10 дюймов
*Обратите внимание: указанные минимальные радиусы могут потребовать многопроходной обработки. Показанные выше размеры представляют собой максимальную грузоподъемность с минимальными радиусами. Круглые профили и специальные профили, показанные выше, потребуют специального инструмента. При гибке небольших профилей станок может выполнять гибку очень малых радиусов.*
Показанные выше размеры представляют собой максимальную грузоподъемность с минимальными радиусами. Круглые профили и специальные профили, показанные выше, потребуют специального инструмента. При гибке небольших профилей станок может выполнять гибку очень малых радиусов.*
Rollers speed: 7 RPM
Diameter of axes: 1.5″
Diameter of rollers: 5.1″
Useful axes length: 3.1″
мощность двигателя: 1,1 кВт / 1,5 л.с.
Стальная обработка и выпрямленная ось.
Размеры: 29,1 “L x 25,5” W X 29,6 “H
BASE CAPABARD для роллей и добычи.

Центральное расстояние между нижними осями: 11,25 “.
-миллиметровая шкала для изгиба в верхнем валу.
Безопасная передача с использованием плоских приколов. труба: 2,5 дюйма или 63,5 мм
Три ведущих ролика . Два нижних ролика моторизованы и снабжены накаткой для лучшего сцепления.
Нижняя скамья на поддонах для удобной транспортировки машины на рабочее место или хранения в случае нехватки места.
Корректирующие ролики по бокам для контроля деформации изгиба при изготовлении спиралей и винтовых лестниц.
Регулировка изгиба верхним валом, что позволяет без деформации изгибать размеры труб и профилей, а также профили большого диаметра.
Мы поставляем профилегибочный станок MC400 с 9 роликами и стандартными шайбами, которые можно комбинировать и изготавливать все виды профилей. (Квадратная труба, прямоугольная, квадратная, круглая и прямоугольная, U-профиль, T-образный профиль, угол, плоский стержень, обрезной стержень .
 ..) Это только для специальных круглых труб, когда нам нужны специальные ролики.
..) Это только для специальных круглых труб, когда нам нужны специальные ролики.MC-400 предлагается в двух различных рабочих положениях: горизонтальном и вертикальном. Вы должны указать, какой стиль вы хотели бы, так как машины могут быть сделаны на заказ, и должны быть доставлены в том виде, в котором просил заказчик. Если клиент не укажет, в качестве стандарта он будет находиться в вертикальном положении.
MC-400 оснащен 9стандартные детали, с помощью которых пользователь может работать со всеми видами профилей. Квадрат, прямоугольная труба, квадратные стержни, С-образный канал, Т-образный канал, угол, плоский стержень и кромочный плоский стержень. Регулируемые ролики, шайбами по размеру профиля, что позволяет производить гибку под разные размеры профиля.
Когда пользователю необходимо согнуть какой-либо профиль радиусом более 6,5 футов или если на объектах есть проблемы с высотой, работать вертикально очень неудобно. Достаточно будет просто согнуть машину, чтобы операция гибки выполнялась горизонтально с помощью опоры или подставок, на которые мы кладем деталь, чтобы получить приемлемую работу. Например, когда нужно согнуть арки для теплицы.
Достаточно будет просто согнуть машину, чтобы операция гибки выполнялась горизонтально с помощью опоры или подставок, на которые мы кладем деталь, чтобы получить приемлемую работу. Например, когда нужно согнуть арки для теплицы.
Готовы сделать заказ или есть вопросы?
Позвоните нам по телефону (909)476-8007Гибочные станки, листопрокатные станки, решения для штамповки и резки
Гибочные станки, листопрокатные станки, решения для штамповки и резкиСвяжитесь с нами
Boschert USA является эксклюзивным североамериканским представителем технологически передовых европейских производственных линий Boschert GmbH, Stierli-Bieger, PBT, Boschert Gizelis и AMB Picot. Наш портфель машин изменит вашу работу, чтобы удовлетворить потребности магазина будущего; повышение эффективности, производительности и производительности, а также повышение вашей способности заниматься новыми полезными проектами.
О нас
Обзор машин по маркам
Компания Boschert GmbH, базирующаяся в Германии, специализируется на высококачественных, «современных» станках с ручным управлением и станках с ЧПУ для штамповки, высечки, обработки медных прутков, плазменно-пробивных, лазерно-пробивных и планшетных волоконно-лазерных станков. Boschert, мировой лидер в производстве штамповочных, режущих и надрезных станков, стремится к постоянному совершенствованию и внедрению новых идей в практические приложения. Продукция Boschert известна тем, что сочетает в себе мастерство старого мира с технологиями нового мира. Будучи новатором, компания Boschert установила новые отраслевые стандарты точности и безопасности.
View Machines
Уже более 80 лет компания Stierli-Bieger AG является мировым лидером в производстве горизонтальных гибочных и правильных станков. Благодаря широчайшему ассортименту машин для гибки и правки компания Stierli предлагает решения для самых разных отраслей с высокими требованиями — от производства стали до металлообработки, железных дорог и судостроения. Эти безопасные, компактные и точные станки варьируются от простых станков с ручным калибром до систем ЧПУ с лазерным наведением и производительностью от 9 до 900 тонн. Эти машины швейцарского производства доступны с инструментами и аксессуарами для применения от небольших кронштейнов до судовых рам, рельсов и конструкционной стали. Stierli придерживается запатентованной системы контроля качества, предоставляя клиентам гарантию долгосрочного партнерства.
Эти безопасные, компактные и точные станки варьируются от простых станков с ручным калибром до систем ЧПУ с лазерным наведением и производительностью от 9 до 900 тонн. Эти машины швейцарского производства доступны с инструментами и аксессуарами для применения от небольших кронштейнов до судовых рам, рельсов и конструкционной стали. Stierli придерживается запатентованной системы контроля качества, предоставляя клиентам гарантию долгосрочного партнерства.
View Machines
Имея более чем столетний опыт и более 5000 станков, находящихся в эксплуатации по всему миру, французские листогибочные станки AMB Picot основаны на четырех ключевых концепциях: надежность, качество, простота использования и производительность. рентабельность. Благодаря последним технологическим достижениям трех- и четырехвалковые гибочные станки Picot могут сворачивать листовой металл самых разных форматов в бесконечные изогнутые, круглые или конические формы. Новое программное обеспечение Picot EasyRoll© на основе искусственного интеллекта делает гибку более интуитивной и безошибочной, учитывая предварительную гибку, пружинение и наиболее эффективные протоколы гибки. Picot обслуживает многие отрасли промышленности, включая архитектуру, промышленное производство, транспорт, общественные работы, аэрокосмическую промышленность, энергетику и строительство. Машины Пико одинаково хорошо подходят как для прототипирования отдельных изделий, так и для крупносерийного производства.
Picot обслуживает многие отрасли промышленности, включая архитектуру, промышленное производство, транспорт, общественные работы, аэрокосмическую промышленность, энергетику и строительство. Машины Пико одинаково хорошо подходят как для прототипирования отдельных изделий, так и для крупносерийного производства.
View Machines
С 1991 года швейцарская компания Profile Bending Technology, или PBT, производит исключительные профильные гибочные станки и системы управления с ЧПУ, чтобы удовлетворить требования к точности, качеству и техническим характеристикам для широкого спектра применений и отраслей. Профилегибочные станки PBT используются для выполнения точных и воспроизводимых изгибов труб, стержней, уголков, Т-образных профилей, U-образных профилей, балок и нестандартных сложных профилей. Ведущие в мире технологии гибки профилей и системы управления с ЧПУ компании PBT используются во многих областях металлообрабатывающей промышленности: автомобилестроении, аэрокосмической промышленности, архитектуре, криволинейном освещении, производстве окон и фасадов, строительном оборудовании и конвейерных технологиях, кровельных системах и многом другом.
View Machines
Boschert-Gizelis предлагает производителям полный спектр инновационных листогибочных прессов и ножниц, чтобы удовлетворить потребности самых передовых производителей металлообработки. Boschert-Gizelis, немецко-греческое партнерство с производственными предприятиями в Греции, предлагает проектирование и разработку машин, а также полную линейку обрабатывающих машин. Обладая опытом и стремлением к инновациям и качеству, Boschert-Gizelis также имеет специальное подразделение робототехники для автоматизации гибки и резки. Компания твердо намерена инвестировать в исследования и разработки, стремясь предоставлять высококачественные технологически продвинутые продукты, а также разрабатывать новые продукты, отвечающие меняющимся требованиям быстро меняющейся отрасли листового металла.
Просмотр машин
Команда Boschert в США – сочетание опыта, навыков и дружеской приверженности удовлетворению потребностей клиентов:
Применение
Наша команда инженеров работает с клиентами над созданием решений, отвечающих вашим требованиям, и решит проблемы, от которых отказались другие
Отдел продаж
Глубоко понимая потребности производителей, мы стремимся найти, создать и предоставить правильное решение для вашего производственного цеха
Обслуживание и запасные части
Мы стремимся к обучению и обслуживанию на протяжении всего срока службы вашей машины, оперативно и находчиво поставляем запасные части и аксессуары для вашей машины
Коллегиальность
Мы ставим наших клиентов на первое место.