Профилегибочный станок своими руками чертежи: Профилегиб своими руками – чертежи ручного профилегибочного станка, фото, видео
alexxlab | 09.12.2022 | 0 | Разное
Как своими руками по чертежу с размерами сделать ручной профилегиб
Для равномерной гибки металлического проката с различным профилем сечения применяют профилегиб – станок с устройством из комплекта вальцов. От обычного трубогиба профилегибочный станок отличает возможность делать арочные заготовки из фасонного погонажа металлических профилей, например, тавра, двутавра, швеллера, уголка и других форм. Помимо этого, торцевая поверхность прижимающих вальцов отличается характерным сечением, которое применяется только для определенного вида проката.
…
Оглавление:
Типы профилегибов
По способу осуществления прижима вальцов различают профилегибы:
- гидравлические станки;
- простые ручные приспособления.
По типу передвижения металлического профиля на вальцы профилегиба применяют:
- ручную подачу;
- подачу с электрическим приводом.
Гидравлический прижим обеспечивает прочное закрепление, что дает возможность изгибать профиль значительной толщины.
Принцип работы профилегиба
Работа заключается в механическом воздействии на металл для его холодной деформации. Разные станки воздействуют на профиль при помощи определенной направленности механического усилия:
- Вал для прижимания заготовки движется по направлению сверху вниз. Такое воздействие заложено в основе работы многих гибочных станков, применение силы домкрата в большинстве случаев не требуется.
- Прижимной вал профилегиба работает по направлению снизу вверх, и сила давления действует так же. Этот простой принцип работы применяется в устройствах с применением гидравлического домкрата. Характерно движение серединного вала, а самые боковые валы остаются стационарно неподвижными.


Работа профилегибочного станка по обоим принципам сама по себе является эффективной.
Конструкция самодельного гибочного станка на чертеже
Для изготовления профилегиба своими руками чертежи просто необходимы. Сборка станины и расположение валов нельзя сделать самому «на глазок», так как гибка профиля отличается тем, что нужно выдерживать размер, радиус. В неправильном расположении узлов кроется опасность выпуска бракованных арочных конструкций, которые придется еще раз пропускать через вальцы для исправления.
Помимо неправильного радиуса, есть опасность скручивания профиля, если продвижение заготовки не выровнено в одной плоскости. Как изготовить чертежи можно посмотреть на видео, но актуальным такое копирование будет только в случае:
- если чертежи предназначаются именно для гнутья того вида профиля, что требуется гнуть на самодельном станке, причем даже материал должен совпадать;
- если предлагаемая схема в интернете или другом информационном поле технически совершенна и будет работать, для этого следует досконально разобраться в конструкции или показать чертеж ручного профилегиба специалисту;
- если искомый чертеж содержит описание технологического процесса сборки, а изображения на чертеже имеют все размеры, сечения, диаметры, информацию о расположении узлов и деталей;
- если детали, заготовки и узлы чертежа имеются в свободной продаже, и не возникнет сложностей с их изготовлением или поиском аналогов для самодельного станка.

Изготовление самодельных схем
Чаще всего те мастера, которые изготавливают гибочный станок для профиля своими руками, стараются разработать свои чертежи для работы. При черчении узлов, деталей учитывают вышеизложенные принципы составления схем, а для основы берут готовую конструкцию. При этом проектируют детали и заготовки, которые легко доступны в продаже и без проблем изготавливаются своими руками.
Вальцы или ролики, пропускающие профиль, должны иметь торцевые поверхности, повторяющие сечение профиля, который будет допущен к обработке гнутьем. Для некоторых профилей, например, уголок или усеченный тавр учитывается направление требуемого изгиба, например, в сторону полки или по внутреннему ребру жесткости. Некоторые специалисты при изгибании полого профиля наполняют его сыпучим материалом, песком, концы при этом закрывают заглушками. Эта процедура помогает избежать сминания или разрыва сечения при прохождении через вальцы.
С учетом типажа своего изгибаемого профиля
Рабочие поверхности вальцов, через которые проходит заготовка профиля в процессе изгибания, выполняются своими руками в полном соответствии с сечением проката . Для сложных конфигураций желательно повторить все мельчайшие элементы конструкционных особенностей. Выработаны стандартные формы торцевых поверхностей роликов для:
Для сложных конфигураций желательно повторить все мельчайшие элементы конструкционных особенностей. Выработаны стандартные формы торцевых поверхностей роликов для:
- трубы круглого или овального сечения, арматуры, прута – в форме желоба по диаметру профиля или круглой канавки по форме изделия;
- квадратной или прямоугольной трубы — в виде правильного сечения соответствующей формы с размерами по внешним габаритам проката;
- уголка для гибки по наружной стороне (когда снаружи арки окажется внутренняя сторона уголка) – торец вальца делается плоским, предусмотрен удерживающий кант в виде борта;
- в предыдущем случае изгибающий и прижимающий элементы должны работать в паре, так, что борт первого четко прижимал металлическую полку к боковой поверхности другого;
- уголка, если гибка осуществляется по внутренней поверхности, тогда удерживающий борт располагается на опорном ролике, а изгибающий имеет плоский торец;
- швеллера, который гнется так же, как и уголок, для него применяется похожая система;
- двутавра – по принципу гладкой торцевой поверхности вальцов, и поперечным сечением, равным по размеру внутреннему габариту профиля, чтобы ролик при пропуске профиля проходил внутри проката.

Последовательность сборки профилегиба с ручной подачей
Этот станок после комплектации и запуска сможет изгибать трубы, у которых диаметр не более 60 мм.
Материалы для работы
Для устройства гибочного станка своими руками понадобятся:
- готовые подшипниковые узлы, в которых подшипники уже запрессованы;
- швеллер № 80;
- сталь полосовая толщиной 5 мм;
- стальной вал с диаметром 70 мм, понадобится три штуки;
- шестерни и цепь ГРМ от классического «жигуленка»;
- стальная арматура гладкого сечения;
- болты диаметром 20, длиной 60 см;
- гайки, болты, гроверные шайбы в ассортименте.
Изготовление станка
Первым этапом своими руками подготавливаем рамные заготовки, для этого из швеллера готовим два куска по 70 см и два – по 20 см, первые относят к продольным, а вторые к поперечным элементам. Торцы двух длинных заготовок отрезаем под углом в 70º. Чтобы разметить место под крепление болтов, прикладывают узлы подшипников к верху длинных кусков швеллера и делают отметки.
По отметкам работают пробойником, чтобы наметить точки сверления, затем дрелью сверлят отверстие насквозь. После этого приступают к изготовлению боковых креплений валов. Размеры крепежных деталей специально не указываются, они принимаются в зависимости от диаметра вала. Чтобы протянуть ось вала через крепление, в нем сверлят отверстие насквозь. Так как прижимной вал будет работать в конструкции с повышенной нагрузкой, то на месте крепления приваривают дополнительные вставки из полосовой стали, чтобы итоговая толщина металла получилась не менее десяти миллиметров.
Чтобы устроить верх прижимного узла своими руками, из остатков швеллера отрезают часть по размеру ширины вала, а его боковые части отпиливают под 45º. Из верха и двух кусков для боковой части делают рамку в виде буквы П для поддерживания вала.
Готовят направляющие полосы, по которым будет двигаться прижимной вал, для этого из швеллера отрезают стойки по полметра высотой, их требуется две штуки.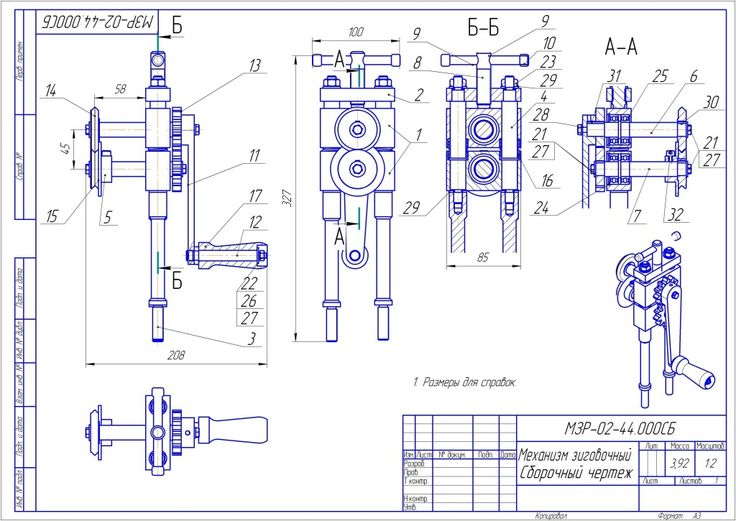 К ним приваривают квадратные пластины из расчета свободного вхождения между стенок швеллера. Отступив от начала 1 сантиметр, делают отверстия для болтов, диаметр которых 12 миллиметров.
К ним приваривают квадратные пластины из расчета свободного вхождения между стенок швеллера. Отступив от начала 1 сантиметр, делают отверстия для болтов, диаметр которых 12 миллиметров.
Далее формируют узел крепления подвижного вальца. Из пары ранее сделанных боковин и верхнего куска швеллера делают раму, где в процессе сборки вставляется вал. После этого переходят к сборке вертикальных стоек и рамы.
Основание станка собирают сваркой из ранее подготовленных поперечных и продольных заготовок. К нему присоединяют сваркой вертикальные полозья — направляющие, по которым будет осуществляться передвижение прижимного узла. Вверху прижимного устройства находят центр и делают отверстие 22 миллиметра, где будет стоять болт М20. Для свободного вращения болта в отверстии, но без возможности выхода наружу на конце его наваривают два утолщения.
Для направляющих конструируют верхнюю перекладину, отрезают швеллер по размеру, равному расстоянию между рельсами. Прикладывают его к направляющим и сверлят два отверстия по старым, которые уже есть. В центре перекладины делают отверстие, куда поверх приваривают гайку, в которую вставляется болт. Совмещая совпадающие отверстия перекладины и направляющих, крепят болтами верхнюю часть к вертикальным полозьям.
Прикладывают его к направляющим и сверлят два отверстия по старым, которые уже есть. В центре перекладины делают отверстие, куда поверх приваривают гайку, в которую вставляется болт. Совмещая совпадающие отверстия перекладины и направляющих, крепят болтами верхнюю часть к вертикальным полозьям.
Переходят к креплению подшипниковых узлов поверх рамы на основании со вставленными в них валами. Их крепят чрез совпадающие отверстия с помощью гаек и болтов. Под гайки подкладывают гроверные шайбы.
Шестерни варят к валам, иногда делается более сложная конструкция, состоящая из ступицы, присоединенной сваркой в центре шестеренок под цепь. Диаметр ступицы равен этому размеру у шпинделя вала. Вал протачивается, а в ступице делается наплавленный участок. После этого шестерни ставят на шпиндели и притягивают их гайками – основной и контргайкой.
Ось с шестеренкой для ворота со стороны готовых уже шестеренок приваривают в середине вертикальной направляющей. Стараются расположить ось так, чтобы в цепи присутствовало натяжение, но ее легко было надеть и снять при необходимости. Изготавливая ворот для рук, берут отрезок полосовой стали по длине до 50 см, с одного бока ворота с помощью сварки присоединяют металлическую арматуру, служащую рукояткой. Друга сторона остается для крепления ступицы из трубного обрезка. Его наружный диаметр равен внутреннему диаметру у шестеренок.
Стараются расположить ось так, чтобы в цепи присутствовало натяжение, но ее легко было надеть и снять при необходимости. Изготавливая ворот для рук, берут отрезок полосовой стали по длине до 50 см, с одного бока ворота с помощью сварки присоединяют металлическую арматуру, служащую рукояткой. Друга сторона остается для крепления ступицы из трубного обрезка. Его наружный диаметр равен внутреннему диаметру у шестеренок.
Плотно надевают шестерню на ручку, а на ступицу рукоятки напрессовывают, используя для этого тиски, шестеренку для цепи. Для ускорения процесса прессовки шестеренку греют до 120ºС, после чего происходит температурное расширение и увеличивается посадочное отверстие. Остывшие детали суживаются и гарантируют плотное соединение.
Чтобы выполнить прижимной ворот, на окончании болта сверлят отверстие насквозь, куда вставляют обрезок арматуры для изготовления ручки ворота. Установка бокового ворота осуществляется на ранее присоединенную ось, где приварена ступица и затягивается двумя гайками. Цепь натягивается через все имеющиеся шестеренки. После полного окончания устройства гибочного станка его нужно покрасить для замедления окисления металла и предупреждения коррозии.
Цепь натягивается через все имеющиеся шестеренки. После полного окончания устройства гибочного станка его нужно покрасить для замедления окисления металла и предупреждения коррозии.
Что представляет собой профессиональное оборудование
Для изготовления арочных заготовок из более мощного профиля и гибки проката на любые углы, требуется устроить профилегиб прокатного варианта. Он носит название трехроликового. Такой станок показан на фото.
У этой конструкции присутствует на корпусе один центральный изгибающий валец, помимо него есть два опорных ролика. Иногда для этого не нужен корпус, так как крепление вальцов может быть организовано на сконструированной опорной поверхности любого типа или гибка может вестись в горизонтальной плоскости. Стационарно закрепленные опорные ролики не двигаются, перемещается только прижимной валец, на котором есть ручка для вращения во время работы и постепенного поджимания профиля.
Расстояние между шкивами выбирается расчетом приложенного усилия. Если расстояние увеличить, то уменьшится усилие для выгибания проката. При этом увеличится значение минимального радиуса. По технологии при выгибании профиля на концах заготовки остаются «мертвые» куски необработанного профиля. Их длина увеличится при отдалении роликов один от другого.
Если расстояние увеличить, то уменьшится усилие для выгибания проката. При этом увеличится значение минимального радиуса. По технологии при выгибании профиля на концах заготовки остаются «мертвые» куски необработанного профиля. Их длина увеличится при отдалении роликов один от другого.
Материалом для изготовления профилегиба служит в основном металл, но есть и другие варианты. Например, если постоянно приходится иметь дело с мягкими цветными металлами, то самодельные ролики можно сделать даже из дерева, но идеально подходит прочная пластмасса. Но станки со съемными роликами под различное сечение профиля в обязательном порядке делаются из металла, такой вариант будет долго служить и пригодится в разных случаях.
как сделать станок для проката профильной трубы своими руками, чертежи профилегибочного станка
Агрегат для гибки металлического профиля, труб, прокатных погонных изделий разного сечения называется профилегиб. В зависимости от сложности поперечного сечения профиля применяются ролики с простой боковой поверхностью, или ее растачивают под уголок, двутавровую балку, швеллер, тавр. Это делается так, чтобы она повторяла вид сечения на торце обрабатываемого фасонного проката.
В зависимости от сложности поперечного сечения профиля применяются ролики с простой боковой поверхностью, или ее растачивают под уголок, двутавровую балку, швеллер, тавр. Это делается так, чтобы она повторяла вид сечения на торце обрабатываемого фасонного проката.
Принцип работы станка
При помощи гидравлики обеспечивается общее усилие прижима, так происходит деформация металлических профилей большой толщины. Трубогибы в заводских условиях дают усилие больше 8 тонн, этот показатель влияет на выбор управления станка: ручной или электрический. Устройства с принудительным и ручным прижимом изгибают прокат, обеспечивая деформацию металла в холодном виде. Изгибающее воздействие в различных станках
- Прижимающий вал движется в направлении вниз. Схема с верхним расположением вала востребована при работе профилегибочного оборудования с электрическим управлением. В станках с домкратом такое направление перемещения рабочего вала используется редко.
- Рабочий вал движется снизу вверх, а боковые ролики закреплены в статической неподвижности. Такая схема используется в агрегатах с гидравлическими домкратами, перемена положения происходит при перемещении центрального валка.

Эти две рабочие схемы одинаково эффективны, хотя отличаются расположением рабочих и вспомогательных валов, а также типом прижимающего устройства.
Самодельный гибочный агрегат
В мастерской чаще всего конструируют и собирают профилегибочный станок своими руками. Чертежи делают для агрегата, рассчитанного на металлический профиль, который в сечении имеет диаметр 6 см и меньше, так как загибание мощного проката требует профессионального электрического гидропривода.
Выбор конструктивов и материалов
Материалы подбирают с учетом из работоспособности. Для основания берут балки, которые не выгнуты, ржавчина на них может занимать площадь не более 10%. Чтобы работу не пришлось прерывать на поиски недостающих материалов, готовят элементы заранее:
- подшипниковые узлы с запрессованными катающимися роликами;
- швеллер, его нужно брать № 100 или 80;
- монолитные валы из стали, диаметр которых не меньше 80 мм;
- прут из металла диаметром 12 мм;
- стальная полоса по толщине 5 мм и больше;
- велосипедная цепь или цепь ГРМ от «жигулевской» шестеренки;
- граверные и простые гайки, шайбы, болты М20, длина последних 60 мм.

Для изготовления станины режут два куска от швеллера длиной 20 см (для поперечных направляющих) и две заготовки по 70 см (для продольных стоек). На торцах двух последних заготовок формируют угол 70˚ с помощью болгарки.
Первоначальный этап
Чтобы установить подшипниковые узлы, вверху продольных стоек делают разметку отверстий для их крепления. Для этого применяют керн и отмечают, где будут располагаться болты. После этого подшипники убирают в сторону, а в отмеченных местах сверлят отверстия при помощи электрической дрели, используя сверло по металлу.
Размеры и местоположение боковых креплений на чертеже не отмечается, а выбирается по месту изготовления, эти параметры зависят от размеров валов, которые подготовлены для установки в конструкцию. Сквозные отверстия сверлят в креплениях, они предназначены для постановки вала. Края отверстий укрепляют дополнительными накладками, изготовленными из металлической полосы так, чтобы толщина прохода (стенки) была 10 мм.
От швеллера отделяют болгаркой кусок, равный ширине вала, его торцы формируют под 45˚. Он нужен для того, чтобы изготовить прижимной узел. Собирают остов для крепления вала из верхней перекладины и двух боковых стоек в виде буквы П. Оставшийся швеллер используют для вырезания двух отрезков по 50 см, чтобы изготовить направляющую конструкцию.
Основной цикл изготовления
Чтобы подготовить элементы, соединяемые с помощью болтов, от стальной полосы отрезают два куска. Их рассчитывают так, чтобы они свободно помещались в полость швеллера. Для болтов М12 в кусках пластин сверлят отверстия соответствующего диаметра, отступая от краев на расстояние 10 мм. Готовые детали помещают внутрь швеллера и приваривают.
Подготовленные продольные и поперечные части соединяют сваркой, получается станина профилегибочного станка. В процессе сборки в конструкцию из верха и двух боковин вставляют вал. К станине варят направляющие вертикальные отрезки швеллера, которые были подготовлены на начальном этапе сборки, по ним будет двигаться прижимной механизм.
В верхней части прижимного устройства сверлят отверстие 22 мм для болта М20. Конец болта свободно входит в отверстие, но не выпадает из него, для этого на конце делают напайку с помощью сварки. Направляющие для передвижения каретки делают их двух отрезков швеллера, длина заготовок равна расстоянию между полозьями. Отверстия в перекладинах выполняют точно, чтобы они совпадали с просверленными ранее в направляющих деталях прогонов. Отверстие в центре сверлят в соответствии с диаметром гайки, затем ее приваривают поверх.
Для крепления перекладины верха предусмотрено болтовое соединение, метизы вставляют в нее. Затягивают болты с применением граверных гаек. Сверху основания рамы крепят подшипниковые узлы, а на них располагают стационарные валы. Узлы подшипников закрепляют болтами через отверстия с применением граверных гаек.
Чтобы соединить ступицу с шестеренками, ее приваривают под цепью.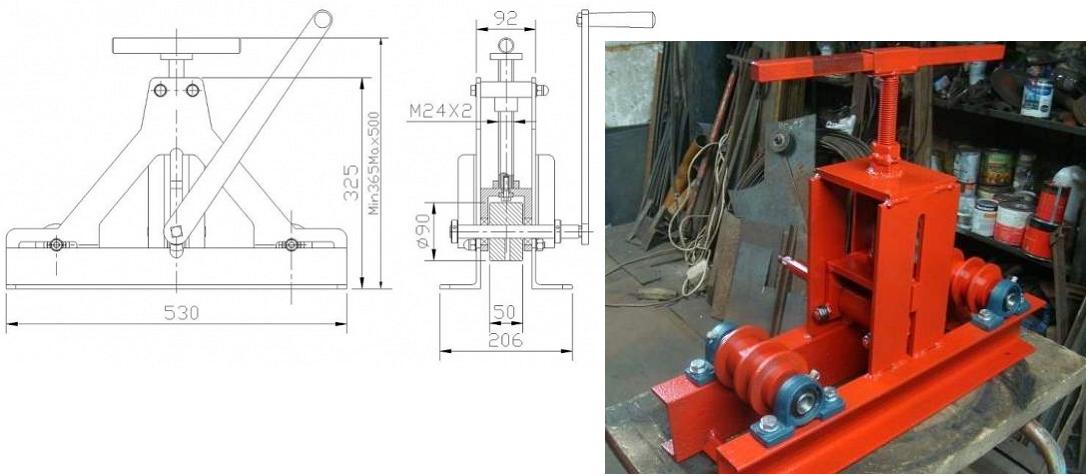 Диаметр ступицы должен соответствовать этому размеру у шпиндельного вала. На ней проваривают выступ в виде борозды, а на поверхности вала протачивают проход в виде канавки, при установке они должны совпадать. Иногда в целях упрощения ступицы наваривают на вал. Затем шестерни надевают на шпиндели и закрепляют двумя гайками: контргайкой и основной.
Диаметр ступицы должен соответствовать этому размеру у шпиндельного вала. На ней проваривают выступ в виде борозды, а на поверхности вала протачивают проход в виде канавки, при установке они должны совпадать. Иногда в целях упрощения ступицы наваривают на вал. Затем шестерни надевают на шпиндели и закрепляют двумя гайками: контргайкой и основной.
Заключительные работы
В средней части направляющей балки, поставленной вертикально, под воротом приваривают ось для шестеренки и ворота. Работа выполняется со стороны установленных шестеренок. Ось располагается по отношению к направляющим так, чтобы цепь в случае необходимости можно было снять, а в рабочем положении она была натянутой.
К стальной полосе размером около 50 см приваривают пруток, который будет служить ручкой. Получается ворот, к которому со второго конца приваривают ступицу. Для ее изготовления берут остаток трубы, при этом получается, что диаметр ступицы равен внутреннему размеру шестеренок.
Шестерню напрессовывают на рукоятку ступицы, она служит для намотки цепи, для такой работы используют тиски. Чтобы ускорить процесс прессовки, разогревают шестеренку до 120˚, от этого посадочное отверстие расширится, а после надевания уменьшится, и шестерня получит плотную посадку.
Чтобы ускорить процесс прессовки, разогревают шестеренку до 120˚, от этого посадочное отверстие расширится, а после надевания уменьшится, и шестерня получит плотную посадку.
Заканчивают сборку прижимного узла изготовлением своеобразной ручки, для этого на конце болта сверлят отверстие, куда вставляют отрезок металлического прутка. Перед тем как накинуть цепь на все три шестеренки, крепят ступицу на подготовленной заранее оси и затягивают контргайкой. Получается редуктор для того, чтобы передавать момент кручения от рукоятки.
После окончания работ станок окрашивают масляными составами для предупреждения ржавчины и коррозии от окружающей атмосферы. Те части агрегата, которые взаимодействуют между собой поверхностями или трутся в процессе работы, не окрашиваются.
Особенности чертежей
Перед тем как сделать профилегиб своими руками, чертежи, размеры просчитывают самостоятельно или берут из интернета или печатных изданий. В таком случае нужно основательно разобраться в конструкции, так как неудачные схемы приведут к расшатыванию станины со временем и нарушению заданных параметров изгиба профиля. Иногда неточно установленные валы способствуют выкручиванию профиля или получению угловатого радиуса.
В таком случае нужно основательно разобраться в конструкции, так как неудачные схемы приведут к расшатыванию станины со временем и нарушению заданных параметров изгиба профиля. Иногда неточно установленные валы способствуют выкручиванию профиля или получению угловатого радиуса.
По готовым чертежам можно делать станину, располагать валы, крепить направляющие полозья для каретки и готовить редуктор на валу. Для выбора поверхности валиков такие информационные схемы подходят только в том случае, если они предназначены для изгибания именно такого профиля, как у мастера. Но помимо конфигурации, прокатные балки отличаются размером сечения, толщиной полки и другими параметрами (достаточно обратиться к сортаменту). Чертеж без изменений можно применять только в случае, если он:
- не содержит ошибок технического характера, для этого нужно обратиться к опытному механику, он определит работоспособность выбранной схемы;
- техническая сторона описания разработана подробно, понятна сборка, чертеж снабжен обширной размерной сеткой, указаны все методы крепления, вычерчены сборочные узлы с разрезами и предусмотрено взаимодействие рядом расположенных элементов;
- конструкция станка не требует применения малоизвестных материалов и узлов, которые нет возможности купить или заказать.

На основе готовых чертежей мастер может исправить некоторые положения, подогнав схемы под индивидуальные условия. При выполнении сборочных схем обращают внимание на такие вопросы:
- конфигурация поверхности опорных и ответных роликов определяется с учетом формы фасонного сечения проката, а не только с размером на торце;
- некоторые виды проката, например, уголок или швеллер удачно гнется, если при установке в агрегат учитывается направление изгибания (полка располагается вниз или вверх).
Особенностью выбора боковой поверхности роликового диска является то, что требуется максимально уменьшить возможность вырывания профиля, его выкручивание, в результате не должно быть смятых полок. Это важно не только для мелкого сечения, но и крупные профили с толстыми полками не выдерживают нагрузки. Поэтому конструктиву бока ролика уделяют внимание при разработке.
Рекомендации по разработке боковых сторон
Профиля относительно простого сечения, например, квадратного или круглого (трубы) не требуют усложнения боковых плоскостей. В таком случае наружность выполняется плоской и ровной, а если гнут сложные сечения, то выбирают следующие решения:
- Круглая или овальная форма прутка диктует формирование на боковой плоскости ролика канавки или своеобразного желоба с сечением соответствующего вида.
- Для изгибания профиля прямоугольного или квадратного сечения без выступающих полок боковую наружность дисков делают правильной прямоугольной формы с бортиками. При этом толщина диска выбирается с учетом того, что наружные размеры проката точно входят во внутреннее пространство между бортами, которые прочно удерживают изделие.
- Если нужно гнуть уголок так, что у полученной арки внутренняя сторона профиля будет снаружи (гнутье по наружной стороне), то поверхность рабочего диска выполняется плоской, но ставится борт для удерживания. Опорный диск делается с плоской наружностью, а диски сдвигаются один от другого на расстояние толщины полочки уголка.
- В случае гнутья уголка по внутренней стороне, рабочий ролик изготавливается плоским, а борта предусмотрены на дисках стационарных валов.
- При изгибании швеллера ситуация почти аналогична варианту с уголком. Гнутье по наружной стороне требует выполнения борта на плоскости рабочего ролика, при этом стационарные диски делают плоскими. Обратное гнутье требует удерживающих бортов на опорных дисках, а рабочий выполняют с плоской наружностью.
- Для работы с двутавровой балкой поперечное боковое сечение рабочего и стационарных дисков делают по размеру таким, что соответствует внутреннему размеру между полками профиля. Торцы дисков должны плотно помещаться внутри двутаврового профиля и предупреждать его деформацию.
- Чтобы сделать арку из двутавровой балки, в которой снизу и вверху будут полки (гнутье поперек полок), требуется выполнить сложную конфигурацию на боковых плоскостях ролика, при этом на опорном и движущемся ролике выполняют по два борта.
Профилегибочный агрегат, универсальный для всех видов профилей, сделать не удастся. Вариантом для мастерской, которая предлагает гибочные услуги, станет изготовление отдельных комплектов из трех дисков, крепящихся к валам болтовым соединением и заменяющихся другими при необходимости.
Originally posted 2018-03-28 15:20:26.
Профилегибочная машинадля продажи. Машина для изготовления кровельных панелей со стоячим фальцем.
Кровельная машина из листового металла предназначена для производства различных типов профилей крыши. Портативная профилегибочная машина для кровельных панелей предназначена для производства нескольких профилей панелей, обеспечивающих кровлю различной ширины и формы. Компания Stangroup проектирует и производит кровельный станок таким образом, чтобы пользователь мог обойтись без дополнительных настроек. Если есть необходимость изменить настройки или инструменты для конкретной установки, оператор сможет легко это сделать.
На нашем сайте есть каталог продукции, где вы обязательно найдете недорогой и мощный профилегибочный станок для производства кровельных панелей.
Для чего нужна машина для производства металлических кровельных панелей?
Это высокопроизводительное решение отвечает широкому спектру потребностей.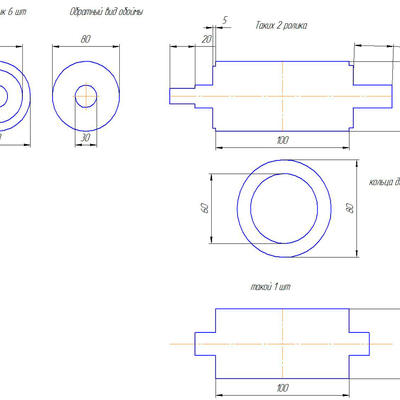 Он может иметь несколько профилей панелей, которые можно быстро менять. В результате вы получите экономичную металлическую кровлю, которая прослужит вам всю жизнь. Они сэкономят ваши деньги на обслуживании кровли и на энергосбережении, так как защищают помещение от низкой температуры наружного воздуха. Более того, хорошо сложенная, прочная, водонепроницаемая кровля будет преимуществом, когда дом выставлен на продажу, увеличивая его стоимость. Таким образом, профилегибочная машина будет выгодным вложением, которое очень быстро окупится.
Он может иметь несколько профилей панелей, которые можно быстро менять. В результате вы получите экономичную металлическую кровлю, которая прослужит вам всю жизнь. Они сэкономят ваши деньги на обслуживании кровли и на энергосбережении, так как защищают помещение от низкой температуры наружного воздуха. Более того, хорошо сложенная, прочная, водонепроницаемая кровля будет преимуществом, когда дом выставлен на продажу, увеличивая его стоимость. Таким образом, профилегибочная машина будет выгодным вложением, которое очень быстро окупится.
Наше предложение
Наши инженеры проектируют профилегибочное оборудование для производства любых видов металлических профилей. Мы используем передовое инженерное программное обеспечение для решения сложных вопросов. Мы рассмотрим любую форму профиля, которую вы хотите получить из железа, оцинкованной стали, нержавеющей стали, алюминия или меди.
Наши партнеры выполняют все виды механической обработки в США, Мексике или Китае.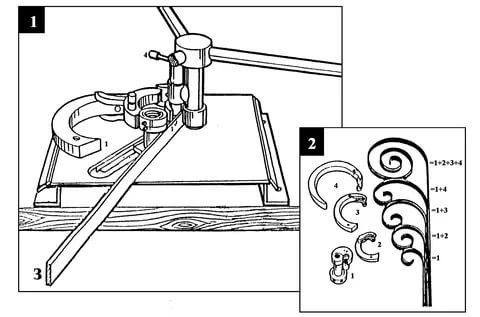 Вы можете изготовить все детали на своем предприятии при наличии токарного станка, сварки или других видов металлообработки. Чтобы сэкономить на цене, мы можем помочь произвести необходимые детали в Китае. С нашей помощью вы можете спроектировать, построить и запустить профилировочный бизнес в короткие сроки и с небольшим бюджетом. Станок для резки металлических кровельных панелей позволяет подготовить кровельные листы к монтажу на крышу, что значительно повышает скорость кровельных работ. В то же время мы можем поставить комплектные машины для стандартных и нестандартных профилей с необходимым балансом между производительностью и ценой. Рассмотрите возможность продажи машины для производства кровельных панелей по минимально возможной цене.
Вы можете изготовить все детали на своем предприятии при наличии токарного станка, сварки или других видов металлообработки. Чтобы сэкономить на цене, мы можем помочь произвести необходимые детали в Китае. С нашей помощью вы можете спроектировать, построить и запустить профилировочный бизнес в короткие сроки и с небольшим бюджетом. Станок для резки металлических кровельных панелей позволяет подготовить кровельные листы к монтажу на крышу, что значительно повышает скорость кровельных работ. В то же время мы можем поставить комплектные машины для стандартных и нестандартных профилей с необходимым балансом между производительностью и ценой. Рассмотрите возможность продажи машины для производства кровельных панелей по минимально возможной цене.
Разнообразие, захватывающее дух
Вариантов так много:
Вы можете приобрести машину для производства кровельных панелей с каркасом корпуса, изготовленным из прочной стали методом сварки, с роликами, покрытыми твердым хромом.
Конкретные характеристики могут контролироваться автоматически, полуавтоматически или другими способами.
Управление ПЛК может быть выполнено с элементами Siemens, Mitsubishi, Allen Bradley и др.
Мы предоставляем многочисленные инженерные возможности, включая механические и электрические, гидравлические и программные.

Если вы хотите получить больше, подумайте о машине для производства панелей со стоячим фальцем. Эта система может делать вертикальные или трапециевидные ножки, разделенные плоскими пространствами. Этот вид профиля является наиболее устойчивым к атмосферным воздействиям кровельным покрытием.
В любом случае, вы получите удобную в эксплуатации кровельную технику с наилучшей гарантией от производителя. Кроме того, мы поставляем на продажу бывшую в употреблении машину для производства панелей крыши, которая имеет длительный срок службы.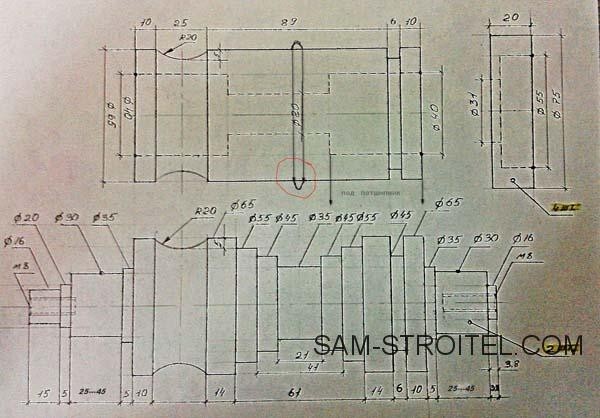 Доставка США, Канада, Мексика. Свяжитесь с нами, чтобы обсудить детали!
Доставка США, Канада, Мексика. Свяжитесь с нами, чтобы обсудить детали!
7 причин, по которым вы хотите купить портативный профилегибочный станок для производства кровельных панелей
Итак, вы думаете, что готовы приобрести переносной станок для производства кровельных панелей, но у вас есть вопросы или сомнения? Отличный способ помочь вам принять решение – узнать причины, по которым вы можете захотеть купить портативные машины для производства панелей крыши, чтобы увидеть, резонируют ли они с вами и вашим бизнесом.
Здесь, в New Tech Machinery, мы хорошо разбираемся в индустрии профилирования металла. Производя и продавая лучшее в мире портативное профилегибочное оборудование, мы помогаем подрядчикам по всему миру принимать оптимальные решения о покупке, исходя из потребностей их бизнеса.
В этой статье вы узнаете о семи причинах, по которым подрядчик по кровельным работам может захотеть приобрести портативный профилегибочный станок, и о том, как определить, подходит ли этот вариант для вас и вашего бизнеса.
Причина № 1: Вы хотите начать подрядчик по производству металлических кровель
Одна из первых вещей, которую должен решить новый владелец подрядчика, это где и как он хочет получить свои металлические панели, либо покупая у заводского поставщика панелей или владение портативным профилегибочным станком, который производит панели на месте. В то время как некоторые начинают с покупки у поставщика, все больше сейчас предпочитают взять под контроль свой новый бизнес с самого начала, купив собственный переносной станок для изготовления панелей крыши.
Еще один момент, который следует упомянуть здесь, заключается в том, что открытие бизнеса по подряду металлических крыш требует значительно меньших инвестиций, чем другие начинающие предприятия. Поскольку на начальных этапах создания новой компании вам не нужно ничего, кроме нескольких инструментов, нескольких сотрудников и знаний по установке металлической кровли, легче оправдать расходы на портативный профилегибочный станок, который можно использовать в течение многих лет. Кроме того, если вы начинаете бизнес, и он идет не по плану, вы всегда можете продать машину другой компании, чтобы вернуть часть своих инвестиций.
Кроме того, если вы начинаете бизнес, и он идет не по плану, вы всегда можете продать машину другой компании, чтобы вернуть часть своих инвестиций.
Причина № 2: Вы хотите контролировать свое собственное производство, запасы и прибыль
Независимо от того, покупаете ли вы портативный профилегибочный станок в собственность или арендуете, он позволяет вам лучше контролировать свой бизнес и проекты. Мы часто слышим от подрядчиков, которые пропускают работу или просто устали зависеть от милости других и своих графиков, чтобы получить материалы, необходимые им для завершения проектов.
Вот несколько примеров того, как владение портативным профилегибочным станком помогает вам лучше управлять своей компанией:
- Вам не нужно ждать отгрузки панелей от поставщика.
- Вам не нужно беспокоиться о расходах и воздействии на окружающую среду, связанных с доставкой.
- Вы можете производить панели, когда вам это нужно.
- Если вы получили заводские панели, которые повреждены или имеют неправильный цвет, профиль или толщину, вам, возможно, придется ждать недели, пока не будет доставлена надлежащая замена.
- У вас также есть больше контроля при заказе материала и рулона, необходимых для вашего портативного профилегибочного станка и проектов.
- Если вы получили заводские панели, которые повреждены или имеют неправильный цвет, профиль или толщину, вам, возможно, придется ждать недели, пока не будет доставлена надлежащая замена.
- Вы избавились от посредников.
- Никто не заботится о проектах ваших клиентов больше, чем вы. Портативное профилирование позволяет вам максимально контролировать панели, которые вы устанавливаете для своих клиентов. Вместо того, чтобы класть свою прибыль в карманы заводских поставщиков, вы увеличите свою прибыль.
- Например, вы можете проявлять особую осторожность при транспортировке панелей из профилегибочного станка на крышу, чтобы ничего не произошло с металлом. Это роскошь, которую вы теряете, когда транспортные компании занимаются доставкой панелей.
- Вы можете двигаться со скоростью вашей компании.
- Вы можете изготовить и предложить различные варианты и профили для кровельных панелей, обшивки стен или даже коммерческих проектов.

Причина № 3: Вы хотите выполнять больше кровельных работ эффективно
Как мы уже упоминали, наличие портативного профилегибочного станка может повысить вашу эффективность, особенно если ваш бизнес растет и берет на себя больше проектов. С помощью портативного станка для производства кровельных панелей вы производите нужные вам панели или профили, когда они вам нужны, и в точном количестве, которое вам нужно. Вам не нужно тратить время на заказ и ожидание отправки панелей или рисковать потенциальными повреждениями при транспортировке, если вы получаете панели от заводского производителя.
С помощью портативного станка для производства кровельных панелей вы производите нужные вам панели или профили, когда они вам нужны, и в точном количестве, которое вам нужно. Вам не нужно тратить время на заказ и ожидание отправки панелей или рисковать потенциальными повреждениями при транспортировке, если вы получаете панели от заводского производителя.
Благодаря новейшим технологиям и дизайну многих портативных профилегибочных станков вы также можете производить несколько профилей для различных строительных целей: жилых, небольших коммерческих и коммерческих. Вы даже можете быстрее переключаться на новые профили. Например, в машине для производства кровельных панелей SSQ II™ MultiPro компании NTM смена профиля может занять всего 45 минут, при этом требуется только один человек, чтобы снять инструмент с помощью гаечного ключа и заменить его новыми наборами профильных роликов.
Вы можете не только эффективно выполнять больше кровельных работ, но и универсальность портативных профилегибочных станков позволяет устанавливать панели прямо на крышу, транспортировать машину на любую строительную площадку или использовать ее на заводе по производству панелей, а также увеличить производительность. виды профилей, которые вы можете предложить клиентам с одной машиной.
виды профилей, которые вы можете предложить клиентам с одной машиной.
Причина № 4: вы можете себе это позволить, и в долгосрочной перспективе это более выгодно
Если вы можете позволить себе приобрести портативный профилегибочный станок и немного больше контролировать свой бизнес, почему бы и нет? Если вы оказались в положении, когда ваш бизнес процветает, и вы чувствуете себя комфортно и безопасно, инвестируя капитал в портативный профилегибочный станок, сейчас подходящий момент для этого.
Мы понимаем, что не все подрядчики в состоянии заплатить за машину сразу, поэтому у большинства производителей портативных профилегибочных станков есть варианты финансирования.
Кроме того, когда вы покупаете, финансируете или арендуете оборудование в Соединенных Штатах, вы можете списать полную сумму покупки вашего оборудования с помощью налогового вычета по разделу 179:
«Раздел 179 налогового кодекса IRS позволяет предприятиям вычесть полную покупную цену соответствующего оборудования и/или программного обеспечения, приобретенного или профинансированного в течение налогового года. Это означает, что если вы покупаете (или арендуете) соответствующее оборудование, вы можете вычесть ПОЛНУЮ ЦЕНУ ПОКУПКИ из своего валового дохода».
Это означает, что если вы покупаете (или арендуете) соответствующее оборудование, вы можете вычесть ПОЛНУЮ ЦЕНУ ПОКУПКИ из своего валового дохода».
Кроме того, мы хотим отметить, что, хотя владение или аренда переносного профилегибочного станка для металлических панелей крыши очень похожа на владение автомобилем, профилегибочный станок сохраняет большую часть своей первоначальной стоимости и приносит прибыль вашему бизнесу в течение многих лет. Это еще одна причина, по которой вы должны изучить это, если вы можете позволить себе машину, независимо от того, оплачивается ли она сразу или финансируется за счет ежемесячных платежей.
Причина № 5: Вам необходимо производить панели большей длины
Проекты непредсказуемы и сильно различаются по размеру и геометрии крыш, но если вы подрядчик, который часто выполняет монтаж на коммерческих объектах, вы, возможно, столкнулись с проектом, который требуется больше, чем средняя длина панели.
Если вы покупаете панели у заводского поставщика, одним из наиболее определяющих ограничений является то, что большинство стандартных транспортных и грузовых контейнеров не могут перевозить панели длиннее примерно 53 футов (16,2 м), что может создать проблему для проектов, требующих длинных, сплошные панели.
Некоторым подрядчикам подходят торцевые притирочные панели; при правильной установке может работать хорошо. Тем не менее, притирка панелей для компенсации длины открывает крышу для многих проблем, включая одну из самых серьезных проблем крыши: протечки воды.
Портативные профилировочные станки позволяют изготавливать непрерывные отрезки без дополнительных затрат на доставку на рабочую площадку. Поэтому, если вы хотите не платить дополнительно за специальную доставку, наличие портативного профилегибочного станка избавит вас от проблемы доставки длинных панелей.
Причина № 6: Вы хотите сократить потери металла во время работы
Когда вы измеряете крышу на этапе подачи заявки на работу, легко получить приблизительное представление о размере и количестве металлических кровельных панелей. которые вам понадобятся для завершения установки (часто называемые списком вырезок). Но на строительной площадке все может быстро измениться, особенно когда речь идет о размерах и обрезке панелей, чтобы они подходили к кровельной конструкции.
С помощью переносного профилирования вы можете изменять длину панелей на лету, что помогает уменьшить количество отрезаемого, неиспользуемого и бракованного металла. Многие портативные профилегибочные станки поставляются с компьютерными контроллерами, с помощью которых вы можете легко запрограммировать желаемую длину и количество рулонов между проходами. Кроме того, с портативной машиной нет необходимости перекупать катушки, которые могут использоваться или не использоваться; Вы можете купить катушку, которая вам нужна, когда вам это нужно.
Если у вас есть панели, поставляемые заводским производителем, вы рискуете получить значительные «капли» материала, которые нельзя использовать где-либо еще. Как обсуждалось ранее, также существует вероятность неправильной или поврежденной поставки готовых панелей, которые нельзя использовать и которые должны быть утилизированы.
Причина № 7: Вы хотите изменить или расширить свой бизнес, чтобы начать производство панелей Crop & Drop.
 панели для продажи другим по принципу «отрежь и брось». Таким образом, вместо того, чтобы просто профилировать свои собственные кровельные панели, вы можете перевезти свою портативную машину на рабочую площадку другого подрядчика, запустить необходимые панели, а затем перейти к следующему заданию. Это просто еще один способ получения дополнительной прибыли практически бесплатно для вас как владельца машины.
панели для продажи другим по принципу «отрежь и брось». Таким образом, вместо того, чтобы просто профилировать свои собственные кровельные панели, вы можете перевезти свою портативную машину на рабочую площадку другого подрядчика, запустить необходимые панели, а затем перейти к следующему заданию. Это просто еще один способ получения дополнительной прибыли практически бесплатно для вас как владельца машины.Кроме того, некоторые портативные профилегибочные станки могут изготавливать промышленные профили панелей. Если вы в основном занимаетесь кровельными проектами для жилых помещений, это может стать отличным способом расширить ваши бизнес-предложения, просто используя уже имеющееся у вас оборудование для профилирования.
Заключительные мысли
Выбор того, стоит ли покупать портативный профилегибочный станок, является важным решением, требующим рассмотрения многих факторов. Однако, если вы определились с какой-либо из этих причин, покупка профилегибочного станка может стать отличным выбором для вашего подрядного бизнеса.
Чтобы определить, подходит ли вам покупка переносной машины для производства панелей крыши, задайте себе следующие вопросы:
- Буду ли я чрезмерно напрягать себя или свой бизнес, если куплю машину? Будет ли мой бизнес претендовать на финансирование? (Для справки: в зависимости от особенностей и функциональных возможностей, портативные профилегибочные машины для металлической кровли обычно стоят 30 000 долларов США или более.)
- Может ли мой бизнес работать по графику поставщика заводских панелей? Или мои проекты часто непредсказуемы?
- Мой бизнес тратит много металла впустую, часто приходится резать панели или возникают проблемы с заказами? Я в порядке с этим?
- Если я купил машину, есть ли в моем штате кто-то, кто может ей управлять? Если нет, могу ли я нанять нового сотрудника и обучить его?
- Хочу ли я разнообразить свой бизнес, предложив услугу по разделке панелей с помощью моего портативного профилегибочного станка? Или я хочу сосредоточиться на установке?
В New Tech Machinery мы гордимся тем, что помогаем и обучаем подрядчиков по кровельным работам, чтобы они могли лучше подготовиться к принятию наилучших решений для их индивидуальных бизнес-потребностей.