Профилированный лист оцинкованный гост: Библиотека государственных стандартов
alexxlab | 27.01.1985 | 0 | Разное
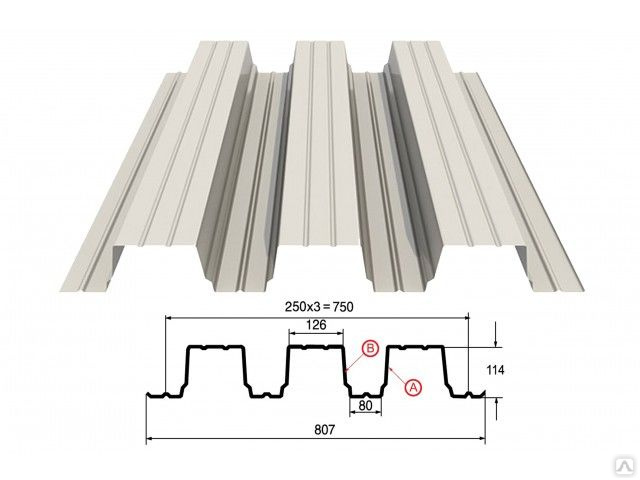
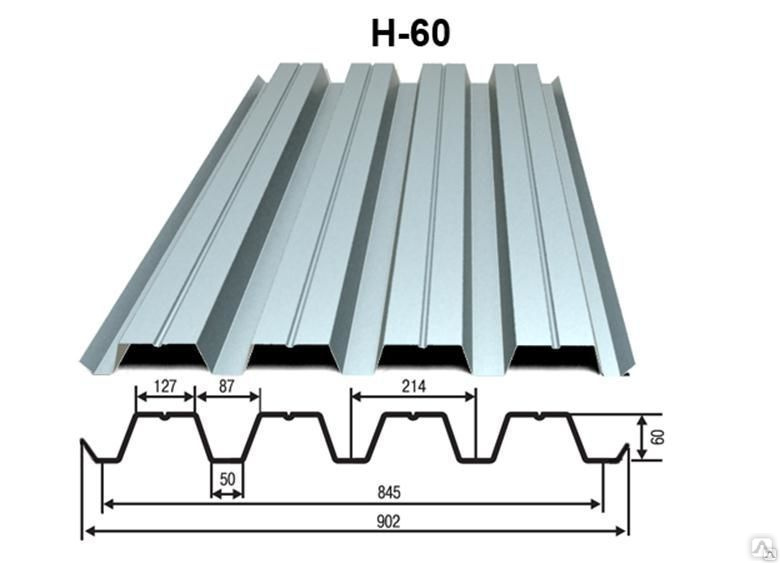
Н75-750
Назначение: профнастил (профлист) Н75 используется для возведения кровли, организации несущих конструкций, перекрытий и в качестве несъёмной опалубки.
Полезная (рабочая) ширина: 750 мм.
Габаритная (полная) ширина: 800 мм.
Используемая заготовка: прокат листовой оцинкованный в рулоне и прокат листовой оцинкованный с односторонним или двухсторонним полимерным покрытием по каталогу RAL.
Профилированный лист (профлист) Н75 возможно изготовить из заготовки толщиной, указанной ниже в таблице характеристик.
Стандартная длина профлиста (профнастила) Н75 составляет от 2 м до 12 м. По дополнительному согласованию имеется возможность изготовить листы как менее 2 м длиной, так и более 12 м (до 17,5 м).
Профилированный лист (профлист) изготавливается по Стандарту организации СТО 57398459-18-2006 (СТП/ПП/18) от 28 марта 2006г.
| Характеристики профилированного листа Н75-750 | |||||||||||
|
Тип профиля |
Толщина мате- риала, мм |
Площадь сечения F, см2 |
Масса 1 м длины, кг |
Справочные величины на 1 м ширины |
Масса 1 м2, кг |
Ширина заго- товки, мм |
|||||
|
При сжатых узких полках |
При сжатых широких полках |
||||||||||
|
Момент инерции, |
Момент сопро-тивления, см3 |
Момент инерции, |
Момент сопро-тивления, см3 |
||||||||
|
Wx1, см3 |
Wx2, см3 |
Wx1, см3 |
Wx2, см3 |
||||||||
|
Н75-750-0,55 |
0,55 |
6,90 |
5,9 |
76,66 |
20,23 |
17,01 |
81,35 |
18,10 |
21,52 |
7,87 |
1250 |
|
Н75-750-0,6 |
0,6 |
7,50 |
6,4 |
85,55 |
22,48 |
18,90 |
88,55 |
20,12 |
23,92 |
8,53 |
|
|
Н75-750-0,65 |
0,65 |
8,13 |
6,9 |
91,47 |
24,53 |
19,76 |
92,48 |
21,04 |
26,11 |
9,20 |
|
|
Н75-750-0,7 |
0,7 |
8,80 |
7,4 |
102,85 |
27,14 |
22,81 |
101,85 |
24,29 |
28,90 |
9,87 |
|
|
Н75-750-0,8 |
0,8 |
10,00 |
8,4 |
117,03 |
32,01 |
26,90 |
117,27 |
28,64 |
34,08 |
11,20 |
|
|
Н75-750-0,9 |
0,9 |
11,30 |
9,3 |
131,07 |
37,08 |
31,17 |
131,07 |
32,16 |
38,27 |
12,40 |
|
|
Н75-750-1 |
1 |
12,50 |
10,3 |
144,14 |
42,16 |
35,32 |
144,14 |
35,32 |
42,16 |
13,73 |
|
Профилированный лист С-8 | Металлопрофиль
Профилированный лист C-8х1150-A,B имеет трапецевидную форму профиля высотой 8 мм и шагом 52,5 мм.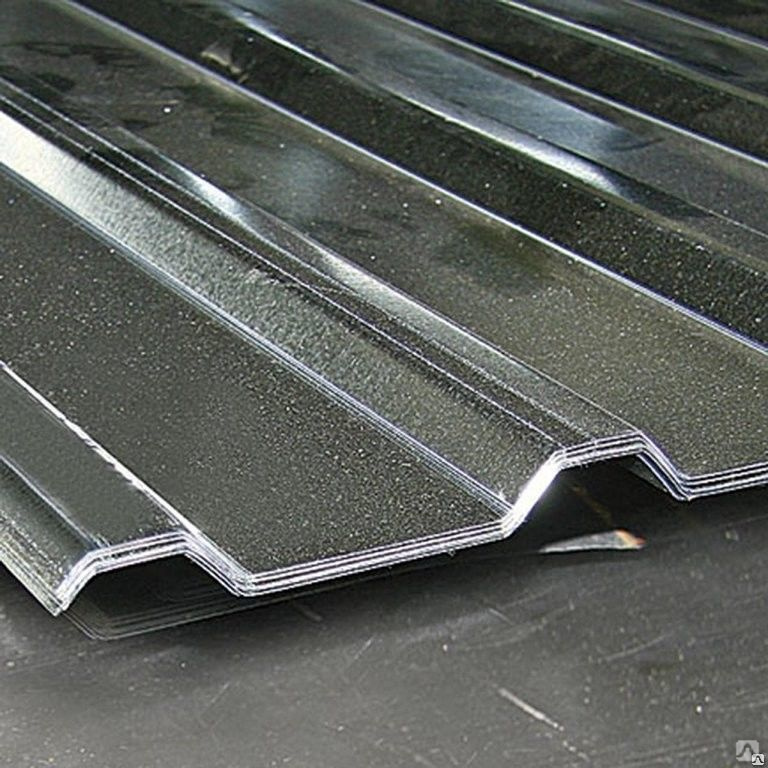
Мы изготавливаем профилированный лист из оцинкованной стали и с полимерным покрытием.
Материалы с полимерным покрытием могут быть разных цветов и оттенков.
В России прокат с полимерным покрытием выпускается по ГОСТ “Прокат тонколистовой холоднокатаный и холоднокатаный горячеоцинкованный с полимерным покрытием с непрерывных линий” 24045-94, а также по ТУ предприятий.
Окрашенный прокат изготовляют с одно-, двухслойными покрытиями толщиной до 200 мкм. Возможные варианты нанесения покрытий: с односторонним покрытием, двусторонним одинаковым покрытием обеих сторон и двусторонним различным покрытием лицевой и обратной сторон.
Полимерное покрытие обладает насыщенным цветом, стойкостью к механическим повреждениям, ультрафиолетовым лучам, благодаря чему профнастил долгое время сохраняет свой насыщенный цвет и эксплуатационные качества.
Данная продукция имеет достаточно широкую сферу применения и используется для облицовки фасадов промышленных и жилых зданий, возведения стен и перегородок, для организации заборов и ограждений и прочее.
Применение:
Профильный лист марки С-8×1150 изготавливается из холоднокатаной стали марки 08ПС, 08КП.
Выпускается длиной от 0,5 до 12 метров.
Применяется для сооружения заборов, ограждений, а также как кровельный материал при достаточно больших углах наклона скатов кровли.
Обладает минимальной высотой профиля, но при этом значительной шириной листа.
Качество профиля установлено стандартом ГОСТ 24045-94.
Характеристики профилированного листа
| Тип профиля | Толщина материала, мм | Площадь сечения А, см2 | Масса 1м, кг | Справочная величина на 1м ширины | Масса 1м2,кг | Ширина заготовки, мм | ||
|---|---|---|---|---|---|---|---|---|
| Момент инерции, Ix, см4 | Момент сопративления, Wx1, см3 | Момент сопративления, Wx2, см3 | ||||||
| С8-1150 | 0,45 | 5,63 | 4,93 | 3,61 | 3,37 | 4,11 | 4,93 | 1250 |
| 0,50 | 6,25 | 5,42 | 3,99 | 3,73 | 4,54 | 4,71 | ||
| 0,70 | 8,75 | 7,38 | 5,49 | 5,15 | 6,20 | 6,42 | ||
| 0,80 | 10,00 | 8,36 | 6,22 | 5,86 | 7,01 | 7,27 | ||
Таблицы предельных нагрузок и варианты укладки профилированного листа
| Тип профиля | Шаг опор, м | Предельная нагрузка (кг/м3) при расчетной схеме | ||
|---|---|---|---|---|
| С8-1150х0,45 | 1,0 | 64,0 | 153,0 | 123,0 |
| 1,5 | 18,0 | 42,0 | 34,0 | |
| 2,0 | 7,0 | 17,5 | 13,5 | |
| С8-1150х0,50 | 1,0 | 76,0 | 183,0 | 146,0 |
| 1,5 | 21,0 | 52,0 | 40,0 | |
| 2,0 | 8,0 | 20,0 | 16,0 | |
| С8-1150х0,70 | 1,0 | 114,0 | 274,0 | 219,0 |
| 1,5 | 32,0 | 76,0 | 61,0 | |
| 2,0 | 13,0 | 32,0 | 24,0 | |
| С8-1150х0,80 | 1,0 | 136,0 | 327,0 | 261,0 |
| 1,5 | 38,0 | 94,0 | 73,0 | |
| 2,0 | 15,0 | 36,0 | 29,0 | |
Условные обозначения:
С – стеновой;
8 – высота профиля, мм;
1150 – монтажная (рабочая) ширина профлиста;
0,5 – толщина профлиста, мм.
Таблица стандартных цветов
основная гамма используемых нами цветов RAL (посмотреть полную таблицу цветов RAL)
RAL 1014
Слоновая кость
RAL 1015
Светлая слоновая кость
RAL 1018
Желтый цинковый
RAL 3005
Красное вино
RAL 3020
Транспортный красный
RAL 5002
Ультрамариново-синий
RAL 5005
Сигнальный синий
RAL 5021
Водянисто-синий
RAL 6002
Зеленый лист
RAL 6005
Зеленый плетеный
RAL 7004
Серый сигнальный
RAL 8017
Шоколадно-коричневый
RAL 9002
Серо-белый
RAL 9003
Сигнальный белый
RAL 9006
Алюминево-белый
Внимание: Цвет на экране монитора лишь приближенно воспроизводит реальный цвет и может служить только для контроля правильности выбранного кода
ГОСТ 14918-80 лист оцинкованный
ГОСТ 14918-80
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАЛЬ ТОНКОЛИСТОВАЯ ОЦИНКОВАННАЯ С НЕПРЕРЫВНЫХ ЛИНИЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
| СТАЛЬ ТОНКОЛИСТОВАЯ ОЦИНКОВАННАЯ С НЕПРЕРЫВНЫХ ЛИНИЙ Технические условия Continuously galvanized sheet steel. | ГОСТ 14918-80 Взамен ГОСТ 14918-69 |
 Specifications
SpecificationsПостановлением Государственного комитета СССР по стандартам от 31 марта 1980 г. № 1465 дата введения установлена
01.07.81
Ограничение срока действия снято по протоколу № 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
Настоящий стандарт распространяется на листовую и рулонную холоднокатаную сталь, оцинкованную горячим способом в агрегатах непрерывного цинкования, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий.
Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей и первой категории качества.
1. КЛАССИФИКАЦИЯ
1.1. Сталь тонколистовая оцинкованная (ОЦ) подразделяется:
по назначению на группы
для холодной штамповки — ХШ,
для холодного профилирования — ХП,
под окраску (дрессированная) — ПК,
общего назначения — ОН;
по способности к вытяжке
(сталь группы XШ) на категории
нормальной вытяжки — Н,
глубокой вытяжки — Г,
весьма глубокой вытяжки — ВГ;
по равномерности толщины цинкового покрытия
с нормальной разнотолщинностью — HP,
с уменьшенной разнотолщинностью — УР.
(Измененная редакция, Изм. № 1).
1.2. По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться:
с узором кристаллизации — КР,
без узора кристаллизации — МТ.
1.3. В зависимости от толщины покрытия оцинкованная сталь делится на три класса в соответствии с указанными в табл. 1.
ГОСТ 14918-80 лист оцинкованный стальнойТаблица 1
| Класс толщины | Масса 1 м2 слоя покрытия, нанесенного с двух сторон, r | Толщина покрытия, мкм |
| П (повышенный) | Св. 570 до 855 включ. | Св. 40 до 60 включ. |
| 1 | » 258 » 570 » | » 18 » 40 » |
| 2 | От 142,5» 258 » | От 10 » 18 » |
При изготовлении стали с дифференцированным покрытием толщина его на одной стороне листа должна соответствовать 2-му классу, а на другой стороне классу П (для листов) или классу 1.
(Измененная редакция, Изм. № 2).
2. СОРТАМЕНТ
2.1. Оцинкованную сталь изготовляют шириной от 710 до 1800 мм включительно, толщиной от 0,5 до 2,5 мм включительно.
2.2. Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904-90.
Оцинкованную сталь высшей категории качества изготовляют:
с серповидностью рулонной стали не более 6 мм на 3 м длины;
с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам повышенной точности прокатки;
с телескопичностью рулонов при ширине стали до 1000 мм не более 30 мм.
Примеры условных обозначений
Оцинкованная сталь толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной плоскостности ПН, с необрезной кромкой НО группы ОН, с узором кристаллизации КР, первого класса цинкового покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь толщиной 1,2, шириной 1000 мм, повышенной точности прокатки А, с обрезной кромкой О, марки 08кп, весьма глубокой вытяжки ВГ, без узора кристаллизации МТ, с уменьшенной разнотолщинностью УР, второго класса покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышенной точности прокатки А, с обрезной кромкой О, марки БСт3кп, под окраску ПК, без узора кристаллизации МТ с уменьшенной разнотолщинностью УР, с покрытием на одной стороне первого, а на другой второго класса по ГОСТ 14918-80:
Примечание. Категория стали ХШ в заказе не указывается, а в условных обозначениях проставляется индекс способности к вытяжке (Н, Г или ВГ).
Категория стали ХШ в заказе не указывается, а в условных обозначениях проставляется индекс способности к вытяжке (Н, Г или ВГ).
Раздел. 2. (Измененная редакция, Изм. № 2).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Оцинкованная сталь должна изготовляться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
3.2. Оцинкованную сталь изготовляют из углеродистой холоднокатаной рулонной стали с качеством поверхности по ГОСТ 16523-97. Марки стали должны соответствовать приведенным в табл. 1а.
Таблица 1a
| Оцинкованная сталь | Марка холоднокатаной стали для изготовления оцинкованной стали | ||
| Группа | Категория вытяжки | первой категории качества | высшей категории качества |
| ХШ | Н, Г | Марки стали с химическим составом по ГОСТ 380-94, ГОСТ 9045-93 и ГОСТ 1050-88 | Марки стали с химическим составом по ГОСТ 9045-93, а также ГОСТ 1050-88 с содержанием серы не более 0,035 % и фосфора — не более 0,020 % и ГОСТ 380-94 с массовой долей серы не более 0,035 % и фосфора — не более 0,025 % |
| ХШ | ВГ | 08пс, 08кп, 08Ю по ГОСТ 9045-93 | 08пс, 08кп, 08Ю по ГОСТ 9045-93 |
| 08пс, 08кп, 10 кл по ГОСТ 1050-88 | 08пс, 08кп, 10КП по ГОСТ 1050-88 с массовой долей серы не более 0,030 % и фосфора — не более 0,020 % | ||
| ХП, ПК | — | 08пс по ГОСТ 9045-93 | 08пс по ГОСТ 9045-93 |
| 08, 08пс по ГОСТ 1050-88 | 08, 08па по ГОСТ 1050-88 | ||
| БСт0, БСт1, БСт2, БСтЗ всех степеней раскисления по ГОСТ 380-94 | БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-94 с массовой долей серы не более 0,04 % и фосфора — не более 0,035 % | ||
| ОН | — | Марки стали с химическим составом по ГОСТ 380-94, ГОСТ 9045-93 и ГОСТ 1050-88 | Марки стали с химическим составом по ГОСТ 9045-93, ГОСТ 1050-88, ГОСТ 380-94 с массовой долей серы не более 0,045 % и фосфора — не более 0,040 % |
(Измененная редакция, Изм.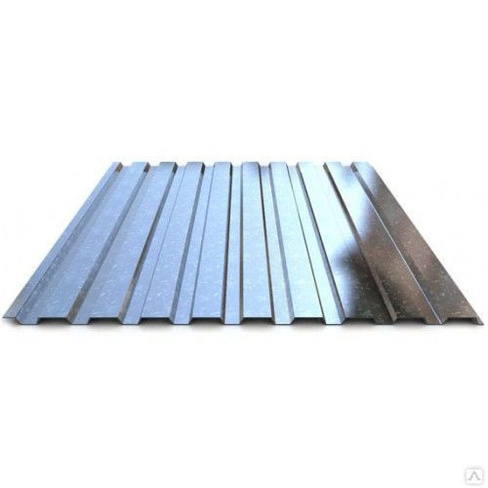 № 2).
№ 2).
3.3. Для цинкования применяют цинк марок Ц0 и Ц1 по ГОСТ 3640-94 с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки Ц2.
3.4. Поверхность оцинкованной стали должна быть чистой со сплошным покрытием.
3.4.1. Не допускаются нарушения сплошности покрытия в виде растрескивания на мелких наплывах, расположенных на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 16523-97.
3.4.2. На листах и полосах с необрезной кромкой не допускаются рванины кромок глубиной, превышающей предельные отклонения по ширине.
3.4 — 3.4.2. (Измененная редакция, Изм. № 2).
3.5. Для оцинкованной стали групп ХШ, ХП и ОН допускаются мелкие наплывы (натеки, наслоения), крупинки и неравномерная кристаллизация цинка, следы от перегибов полосы и регулирующих роликов, местная шероховатость покрытия (сыпь), легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерность окраски пассивной пленки.
3.6. Для оцинкованной стали группы ПК допускаются темные точки и дорожка (следы) от деформированных мелких наплывов (натеки, наслоения), крупинок и местной шероховатости покрытия (сыпь), матовый и размытый узор кристаллизации цинка, следы от перегибов полосы, легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерная окраска пассивной пленки.
3.7. По требованию потребителя пассивная пленка должна иметь равномерную окраску.
(Измененная редакция, Изм. № 2).
3.8. Уменьшенная разнотолщинность цинкового покрытия УР должна быть для класса П — не более 16, для класса 1 — не более 10, для класса 2 — не более 4 мкм. Оцинкованная сталь нормальной разнотолщинности HPдолжна иметь толщину покрытия в пределах, указанных в табл. 1.
Оцинкованную сталь высшей категории качества изготовляют с разнотолщинностью цинкового покрытия для стали групп ХШ, ХП и ПК класса П — не более 12, класса 1 — не более 8 и класса 2 — не более 3 мкм.
(Измененная редакция, Изм. № 1, 2).
3.9. В месте изгиба оцинкованной стали толщиной до 1,0 мм включительно при испытании на прочность сцепления покрытия с основным металлом при изгибе на 180° не должно быть отслоений цинкового покрытия, обнажающего стальную поверхность. Допускаются сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии до 6 мм от краев образца.
3.10. Механические свойства оцинкованной стали должны соответствовать нормам, указанным в табл. 1б.
Таблица 1б
| Оцинкованная сталь | Временное сопротивление разрыву sВ, МПа | Предел текучести sТ, МПа, не менее | Относительное удлинение d4, %, не менее, при L0 = 80 мм для стали толщиной, мм | ||||
| группы | категории вытяжки | до 0,7 | св. 0,7 0,7до 1,5 | св. 1,5 до 2,0 | св. 2,0 | ||
| Н | 300-490 | — | 21 | 22 | 23 | 24 | |
| ХШ | Г | 275-430 | — | 23 | 24 | 25 | 26 |
| ВГ | 255-410 | — | 26 | 28 | 29 | 30 | |
| ХП, ПК | — | — | 230 | 20 | 22 | — | — |
| ОН | — | — | — | — | — | — | — |
Примечание. Значения временного сопротивления разрыву и относительного удлинения для оцинкованной стали группы ХШ категорий вытяжки Н и Г, относительного удлинения для стали групп ХП и ПК являлись факультативными до 01.07.89.
При расчете временного сопротивления и предела текучести толщину цинкового покрытия не учитывают.
3.10.1. Глубина сферической лунки оцинкованной стали группы ХШ должна соответствовать нормам, приведенным в табл. 1в.
1в.
Таблица 1в
| Толщина оцинкованной стали | Глубина сферической лунки для категорий вытяжки, не менее | ||
| ВГ | Г | Н | |
| 0,5 | 8,5 | 8,0 | 6,9 |
| 0,6 | 8,9 | 8,5 | 7,2 |
| 0,7 | 9,2 | 8,9 | 7,5 |
| 0,8 | 9,5 | 9,3 | 7,8 |
| 0,9 | 9,9 | 9,6 | 8,2 |
| 1,0 | 10,1 | 9,9 | 8,6 |
| 1,1 | 10,3 | 10,1 | 8,7 |
| 1,2 | 10,5 | 10,3 | 8,8 |
| 1,3 | 10,7 | 10,5 | 8,9 |
| 1,4 | 10,8 | 10,6 | 9,0 |
| 1,5 | 11,0 | 10,8 | 9,1 |
| 1,6 | 11,3 | 11,0 | 9,5 |
| 1,7 | 11,4 | 11,1 | 9,6 |
| 1,8 | 11,5 | 11,2 | 9,7 |
| 1,9 | 11,6 | 11,3 | 9,8 |
| 2,0 | 11,7 | 11,4 | 9,9 |
Примечания:
- Для оцинкованной стали промежуточных толщин значения глубины сферической лунки должны соответствовать нормам, установленным для ближайшей меньшей толщины.

- Значения глубины сферической лунки для оцинкованной стали толщиной свыше 1,5 мм являлись факультативными до 01.07.89.
- При испытании на приборах типа МТЛ-10 г нормы глубины сферической лунки уменьшаются на 0,3 мм.
3.10.2. Для оцинкованной стали группы ХШ высшей категории качества величина относительного удлинения должна быть на 1 ед. больше норм табл. 1б, а глубина сферической лунки — на 0,2 мм больше норм табл. 1в.
3.10 — 3.10.2. (Измененная редакция, Изм. № 2).
3.11. Оцинкованную сталь группы ХШ изготовляют с величиной зерна феррита баллов 7, 8, 9, 10 по ГОСТ 5639-82 для категорий вытяжки ВГ и не ниже балла 6 для категории вытяжки Г.
Для оцинкованной стали категории вытяжки ВГ допускается неравномерность зерна в пределах двух смежных номеров, для листов категории Г — в пределах трех смежных номеров.
3.12. Для оцинкованной стали группы ХШ категории вытяжки ВГ допускается наличие структурно-свободного цементита в пределах баллов 0, 1, 2 и 4 шкалы 1 по ГОСТ 5640-68. Для категорий вытяжки Г и Н наличие структурно-свободного цементита не нормируется.
Для категорий вытяжки Г и Н наличие структурно-свободного цементита не нормируется.
3.13. Количество перегибов без излома оцинкованной стали групп ХП, ПК, ОН должно соответствовать нормам, установленным в табл. 1г.
Таблица 1г
| Толщина оцинкованной стали, мм | Количество перегибов |
| До 0,8 включ. | 8 |
| Св. 0,8 » 1,2 » | 5 |
| » 1,2 » 2,0 » | 3 |
| » 2,0 | 2 |
Примечание. Нормы перегибов оцинкованной стали толщиной более 1,5 мм являлись факультативными до 01.07.89.
(Измененная редакция, Изм. № 2).
3.14. (Исключен, Изм. № 2).
4. ПРАВИЛА ПРИЕМКИ
4.1. Оцинкованную сталь принимают партиями. Партия должна состоять из листов или рулонов одной группы оцинкованной стали, одного размера, одного вида и класса толщины покрытия, вида консервации, одной марки и плавки (сталь групп ХШ, ХП и ПК) и категории вытяжки (сталь группы ХШ), должна быть оформлена и сопровождаться документом о качестве по ГОСТ 7566-94 с дополнением значений факультативных показателей качества.
Масса партии не должна превышать сменного производства агрегата.
(Измененная редакция, Изм. № 2).
4.2. В документе о качестве результаты испытаний и данные химического состава указываются по требованию потребителя.
Для оцинкованной стали, которой присвоен государственный Знак качества, в документе о качестве проставляется обозначение государственного Знака качества.
4.3. Для контроля размеров и качества поверхности отбирают 6 % листов или один рулон от партии.
4.4. Для контроля прочности сцепления покрытия, механических свойств, микроструктуры отбирают один лист или один рулон от партии.
4.5. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей повторную проверку проводят по ГОСТ 7566-94.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Качество поверхности листов и рулонов проверяют внешним осмотром без применения увеличительных приборов.
5.2. Для проведения испытаний из каждого отобранного листа или рулона вырезают образцы в соответствии с требованиями чертежа и табл. 2.
2.
Схема вырезки образцов для испытаний (b — ширина листа)
Таблица 2
| Номер образца | Размеры образца, мм | Метод испытаний | |
| ширина | длина | ||
| 1,2 | 50 | 150 | На прочность сцепления цинкового покрытия с основным металлом |
| 3, 4, 5 | 50 | 50 | На определение массы цинкового покрытия и разнотолщинности |
| 6 | 20 | 150 | На перегиб |
| 7 | 90 | — | На вытяжку сферической лунки (x-место испытаний) |
| 8 | 30 | 180-300 | На растяжение |
| 9, 10 | 30 | 40 | Оценка микроструктуры |
Примечание. Образцы вырезают с предельными отклонениями по размерам — ± 3 мм.
Образцы вырезают с предельными отклонениями по размерам — ± 3 мм.
5.3. Для определения массы цинкового покрытия испытуемый образец обезжиривают, взвешивают, погружают в раствор окиси сурьмы (Sb2O3) или хлористой сурьмы (SbС13)в соляной кислоте и выдерживают до прекращения бурного газовыделения, затем образец вынимают из раствора, тщательно промывают холодной, а затем горячей водой, высушивают фильтровальной бумагой и взвешивают. Обезжиривание производится спиртом этиловым синтетическим техническим.
Раствор окиси сурьмы или хлористой сурьмы готовят следующим способом: 20 г окиси сурьмы (или 32 г хлористой сурьмы) растворяют в 1000 мл концентрированной соляной кислоты (ГОСТ 3118-77) для второго и первого классов или 50 г окислов сурьмы класса П.
Массу цинкового покрытия, нанесенную с двух сторон листа, в граммах (m) на 1 м2 вычисляют по формуле
m=m₁-m₂/S
где m₁ — масса трех образцов (3, 4 и 5) до растворения цинкового покрытия, с погрешностью 0,01 г, г;
m₂ — масса трех образцов (3, 4 и 5) после растворения цинкового покрытия, с погрешностью 0,01 г, г;
S — фактическая площадь поверхности образцов с погрешностью 1·10-6 м2, м2.
Для определения массы цинкового покрытия допускается применять другие методы, обеспечивающие необходимую точность.
Метод, указанный в настоящем стандарте, применяется при разногласиях в оценке.
(Измененная редакция, Изм. № 1, 2).
5.4. Разнотолщинность покрытия в поперечном направлении листа определяют как абсолютную разность между максимальным и минимальным значениями толщины покрытия на образцах 3, 4 и 5 по формуле
Т₁=Тmax₁-Tmin₁
для чего сначала рассчитывают толщину цинкового покрытия на каждом из образцов по формуле
T₃=(m3-m¹3)*10⁴/7,13*S3
где T₃ — толщина покрытия соответствующего образца, мкм;
m3— масса образца до снятия цинка, г;
m¹3— масса образца после снятия цинка, г;
7,13 — плотность цинка, г/см3;
S3 — площадь поверхности цинкового покрытия, см2.
(Измененная редакция, Изм. № 1).
№ 1).
5.4.1. Среднее значение толщины и разнотолщинность цинкового покрытия поверхности листа с дифференцированным покрытием определяют и рассчитывают для каждой из сторон. Для этого, после обезжиривания образца, одну из сторон покрывают плотным слоем резинового клея или парафина и с противоположной стороны удаляют цинк, как указано выше. После повторного взвешивания клей или парафин снимают механическим путем или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично.
5.5. Испытание на перегиб проводят по ГОСТ 13813-68.
5.6. Испытание на вытяжку сферической лунки проводят по ГОСТ 10510-80. Делают два измерения в зоне испытаний и определяют среднее арифметическое значение.
5.7. Испытание на растяжение проводят по ГОСТ 11701-84.
5.8. Определение величины зерна феррита проводят по ГОСТ 5639-82 и структурно-свободного цементита — по ГОСТ 5640-68.
5.9. Испытание на изгиб оцинкованной стали толщиной до 1 мм включительно на угол 180° проводят по ГОСТ 14019-80. Образец оцинкованной стали испытывают на оправке, равной толщине проката.
Образец оцинкованной стали испытывают на оправке, равной толщине проката.
Оцинкованная сталь высшей категории качества должна выдерживать испытания на изгиб на 180° без оправки до соприкосновения сторон.
По согласованию потребителя с изготовителем испытание на изгиб может быть заменено испытанием на двойной кровельный замок по ОСТ 1411-196-86, а для оцинкованной стали группы ПК испытанием на приборе У-1А по ГОСТ 4765-73.
Оцинкованную сталь толщиной свыше 1,0 мм испытывают по требованию потребителя по методике, согласованной в установленном порядке.
5.10. Для контроля качества оцинкованной стали допускается применять неразрушающие методы контроля.
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Маркировка, упаковка, транспортирование и хранение — по ГОСТ 7566-94 с дополнениями.
6.2. Для защиты поверхности оцинкованной стали от коррозии производится консервация: пассивирование, промасливание или пассивирование и промасливание.
По требованию потребителя оцинкованную сталь не консервируют.
При отгрузке в районы Крайнего Севера и труднодоступные районы консервации обязательна.
6.3. Листы оцинкованной стали формируют в пачку, укладывая один лист на другой. У листов с дифференцированным покрытием сторона со 2-м классом толщины покрытия должна быть обращена к низу пачки.
Торцовые и боковые поверхности пачки обкладывают швеллерами, изготовленными из отожженного стального листа толщиной не менее 0,4 мм по нормативно-технической документации.
К пачке снизу должны быть прикреплены деревянные бруски по ГОСТ 2695-83 и ГОСТ 8486-86 сечением не менее 80´80 мм или металлические бруски по нормативно-технической документации. Количество деревянных и металлических брусков при ширине пачки до 1200 мм — 2 шт.; свыше 1200 мм — соответственно 3 шт. и 2 шт.
6.4. Рулоны из оцинкованной стали с дифференциальным покрытием свертывают так, что сторона со 2-м классом толщины цинкового покрытия располагается внутри рулона.
6.5. Пачки и рулоны должны быть прочно обвязаны. Количество обвязок должно соответствовать требованиям ГОСТ 7566-94.
Количество обвязок должно соответствовать требованиям ГОСТ 7566-94.
При отгрузке в районы Крайнего Севера и труднодоступные районы минимальное количество обвязок должно быть на единицу больше норм, установленных по ГОСТ 7566-94.
Для обвязки применяют металлическую ленту толщиной 1,2 — 2,0 мм, шириной от 30 до 40 мм по ГОСТ 3560-73, ГОСТ 6009-74 или другой нормативно-технической документации.
Наружный диаметр и ширина рулонов не должны превышать 2 мм, длина, ширина и высота пачек соответственно — 6,2 и 1 м.
6.6. Масса одного грузового места должна быть не менее 3 т и не должна превышать 10 т.
До 01.01.88 по требованию потребителя масса пачки листов оцинкованной стали не должна превышать 5 т.
6.7. Транспортная маркировка грузовых мест должна наноситься по ГОСТ 14192-96 краской темного цвета на торцовой поверхности пачки и боковой поверхности рулона и содержать основные, дополнительные и информационные надписи.
6.8. Транспортирование оцинкованной стали железнодорожным транспортом осуществляют открытым подвижным составом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида и условиями погрузки и крепления грузов, утвержденными МПС.
6.9. Хранение оцинкованной стали должно соответствовать условиям ЖЗ по ГОСТ 15150-69, исключающим совместное нахождение с химически активными веществами.
Разд. 6. (Измененная редакция, Изм. № 2).
ГОСТ 14918-80 / Ауремо
ГОСТ Р 54301-2011 ГОСТ 5521-93 ГОСТ 4728-96 ГОСТ 22366-93 ГОСТ 17066-94 ГОСТ 16523-89 ГОСТ 8787-68 ГОСТ 8786-68 ГОСТ 82-70 ГОСТ 19851-74 ГОСТ 21427.1-83 ГОСТ 28870-90 ГОСТ 12766.5-90 ГОСТ 19904-90 ГОСТ 15891-70 ГОСТ 3560-73 ГОСТ 19903-2015 ГОСТ 8559-75 ГОСТ 6765-75 ГОСТ 3559-75 ГОСТ 9235-76 ГОСТ 10234-77 ГОСТ 21427.4-78 ГОСТ 5497-80 ГОСТ 12169-82 ГОСТ 21427.2-83 ГОСТ 14117-85 ГОСТ 2590-88 ГОСТ 14637-89 ГОСТ 30246-2016 ГОСТ 15146-69 ГОСТ 808-70 ГОСТ 1133-71 ГОСТ 103-76 ГОСТ 21996-76 ГОСТ 24244-80 ГОСТ 13345-85 ГОСТ 10533-86 ГОСТ 12766.2-90 ГОСТ 6009-74 ГОСТ 8851-75 ГОСТ 21997-76 ГОСТ 21937-76 ГОСТ 14080-78 ГОСТ 23522-79 ГОСТ 2284-79 ГОСТ 14792-80 ГОСТ 2591-88 ГОСТ 2879-88 ГОСТ 19281-89 ГОСТ 12766.4-90 ГОСТ 28831-90 ГОСТ 7419-90 ГОСТ 6713-91 ГОСТ 8568-77 ГОСТ 503-81 ГОСТ 535-2005 ГОСТ Р 52146-2003 ГОСТ Р 52246-2016 ГОСТ 8560-78 ГОСТ 27772-88 ГОСТ 14918-80
- гост-14918-80.
 pdf (385,01 КиБ)
pdf (385,01 КиБ) ГОСТ 14918-80
ГОСТ 14918-80
Лента Q23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАЛЬ ЛИСТОВАЯ ОЦИНКОВАННАЯ ИЗ НЕПРЕРЫВНЫХ ЛИНИЙ
Технические условия
Сталь листовая непрерывно оцинкованная. Технические условия
ИСС 77.140.50
ГСТ 11 1110
Дата введения 1981−07−01
Постановлением Госстандарта СССР от 31 марта 1980 г. N 1465 Дата введения 20 3 Ограничение установлено 01.07 01.07. действия, предпринятые Протоколом № 3−93 Межгосударственный совет по стандартизации, метрологии и сертификации (ИУС 5-6-93)
ВЗАМЕН ГОСТ 14918-69
Редакция (август 2007 г.) с Изменениями № 1, 2, утвержденными в сентябре 1981 г., июне 1986 г. (ИУС 11-81) , 9−86).
Настоящий стандарт распространяется на листы и рулоны из холоднокатаной стали, горячеоцинкованные в непрерывном цинковании, предназначенные для холодной штамповки, для окраски, изготовления штампованных деталей, посуды, тары и других металлических изделий.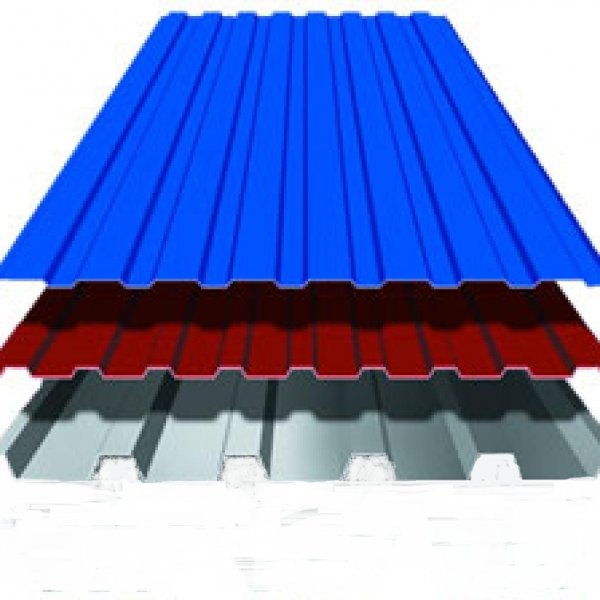
Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей и первой категорий качества.
(Измененная редакция, ред. N 2).
1. КЛАССИФИКАЦИЯ
1.1. Лист стальной оцинкованный (ОТС) подразделяется:
по назначению на группы
для холодной штамповки — XIII,
для холодной штамповки — ХП,
для окраски (тренированной) — ПК
Общего назначения — ОН;
по способности к вытяжке (группа сталей XIII) по категории
нормальная вытяжка — Н,
глубокая вытяжка — Г,
очень глубокая вытяжка — ВГ;
для однородности толщины цинкового покрытия
с нормальным разбросом толщины — HP
с уменьшенным разбросом толщины — UR.
(Измененная редакция, Ред. № 1).
1.2. По согласованию между потребителем и изготовителем оцинкованная сталь может изготавливаться:
с рисунком кристаллизации — ТС,
без рисунка кристаллизации — МП.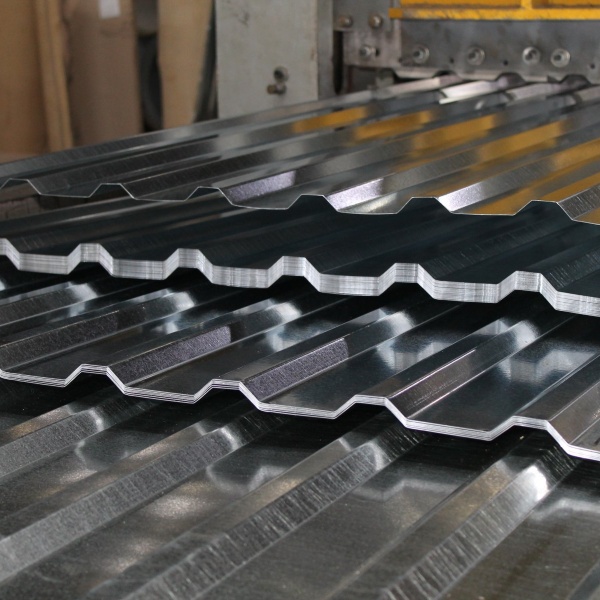
1.3. В зависимости от толщины покрытия оцинкованная сталь подразделяется на три класса в соответствии с указанными в табл.1.
Таблица 1
| Класс толщины | Масса 1 м слоя покрытия с обеих сторон, г | Толщина покрытия, мкм |
| П (высокая) | СВ. от 570 до 855 вкл. | СВ. от 40 до 60 вкл. |
| 1 | «258» 570 « | «18» 40 « |
| 2 | От 142,5 «258» | 10 «18» |
При изготовлении стали с различной толщиной покрытия лист с одной стороны должен соответствовать 2 классу, а с другой стороны классу Р (для листов) или классу 1.
(Измененная редакция, ред. N 2).
2. НАБОР
2.1. Сталь оцинкованная изготавливается шириной от 710 до 1800 мм включительно, толщиной от 0,5 до 2,5 мм включительно.
2.2. Размеры, предельные отклонения и другие требования к маркам должны соответствовать требованиям ГОСТ 19. 904−90.
904−90.
Сталь оцинкованная высшего качества производства:
с выпуклостью проката не более 6 мм на 3 м длины;
с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам высокоточной прокатки;
с телескопической опорой из рулонной стали шириной до 1000 мм 30 мм.
Примеры условных обозначений
Сталь оцинкованная толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной плоскостности ПН, фрезерная кромка А НЕ, с узором кристаллизации CU, первый сорт цинка покрытие по ГОСТ 14918−80:
Сталь оцинкованная рулонная толщиной 1,2 м, шириной 1000 мм, высокой точности прокатки А, с обрезной кромкой О, марки 08КП, очень глубокой вытяжки ВГ, без рисунка кристаллизации МТ, с уменьшенной толщиной вариант УР, второго класса покрытия по ГОСТ 14918-80:
Прокат стальной оцинкованный различной толщины покрытия 0,5, шириной 710 мм, повышенной точности прокатки А, с обрезной кромкой О, марки БСт3кп, для окраски ПК без рисунка кристаллизации МТ с уменьшенным разбросом по толщине УР, с покрытием с одной стороны первого, а с другой второго класса по ГОСТ 14918−80:
Примечание. Категория стали XIII указывается в заказе, а в легенде указывается индекс способности к вытяжке (Н, Г или ВГ).
Категория стали XIII указывается в заказе, а в легенде указывается индекс способности к вытяжке (Н, Г или ВГ).
Раздел 2. (Измененная редакция, Ред. N 2).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Оцинкованная сталь изготавливается в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
3.2. Оцинкованная сталь изготавливается из углеродистой холоднокатаной стали с качеством поверхности по ГОСТ 16523-9.7. Марка стали должна соответствовать таблице 1А.
Таблица 1A
| Оцинкованная сталь | Марка холоднокатаной стали для производства оцинкованной стали | ||
| Группа | Категория капота | первая категория качества | высшее качество |
| XIII | Н, Г | Марка стали с химическим составом по ГОСТ 380-2005,ГОСТ 9045-93, ГОСТ 1050-88 | Марка стали с химическим составом по ГОСТ 9045-93, ГОСТ 1050-88 также с содержанием серы не более 0,035% и фосфора не более 0,020% и ГОСТ 380-2005 с массовой долей серы не более 0,035 % и фосфора не более 0,025% |
| XIII | ВГ | 08пс, 08КП, 08Ю по ГОСТ 9045-93 08пс, 08КП, 10кп погост 1050-88 | 08пс, 08КП, 08Ю по ГОСТ 9045-93 08пс, 08КП, 10КП по ГОСТ 1050-88 с массовой долей серы не более 0,030% и фосфора не более 0,020% |
| ХП ПК | – | 08пс по ГОСТ 9045-93 08, 08пс по ГОСТ 1050-88 БСт0, БСт1, БСт2, БСт3 всех степеней раскисления погост 380-2005 | 08пс по ГОСТ 9045-93 08, 08па по ГОСТ 1050-88 БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-94 с массовой долей серы не более 0,04%, фосфора — не более 0,035% |
| ИТ | – | Марка стали с химическим составом по ГОСТ 380-2005, ГОСТ 9045-93, ГОСТ 1050-88 | Марка стали с химическим составом по ГОСТ 9045-93, ГОСТ 1050-88, ГОСТ 380-2005 с массовой долей серы не более 0,045% и фосфора не более 0,040% |
(Измененная редакция, ред.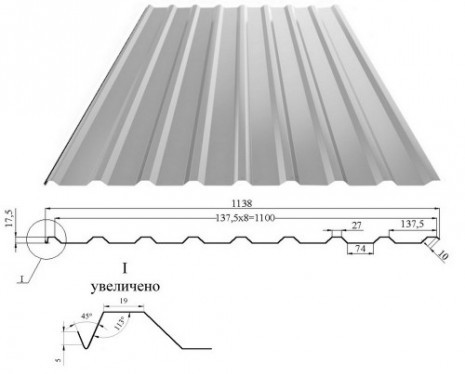 N 2).
N 2).
3.3. Для цинкования применяют цинк марок С0 и С1 по ГОСТ 3640-94 с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки С2.
3.4. Поверхность из оцинкованной стали должна быть чистой с твердыми полами.
3.4.1. Не допускается несплошность покрытия в виде трещин в виде мелких конкреций, расположенных на дефектах металлокаркаса, классификацию и размеры которых предусматривают ГОСТ 16523-9.7.
3.4.2. На листах и полосах с фрезерованной кромкой не допускаются дефекты глубины кромки, превышающие предельные отклонения по ширине.
3.4−3.4.2. (Измененная редакция, ред. N 2).
3.5. Для оцинкованной стали групп XIII, ХП и ОН допускаются небольшие наплывы (наплывы, расслоения), зерна и неравномерная кристаллизация цинка, следы перегибов, полос и регулируемых валиков, локальная шероховатость покрытия (сыпь), легкие царапины и выцветание , не нарушать сплошность цинкового покрытия, яркие и матовые пятна, неравномерность окрашивания пассивной пленки.
3.6. Для стальной оцинкованной ленты ПК допустил темную точку и след (след) деформированных мелких конкреций (наплывы, расслоения), зерна и локальные шероховатости (высыпания), матовость и размытость рисунка кристаллизации цинка, следы изломов, полосы, легкие царапины и потертости, не нарушающие сплошности цинкового покрытия, яркие и матовые пятна, неравномерная окраска пассивной пленки.
3.7. По требованию потребителя пассивная пленка должна быть однородной по цвету.
(Измененная редакция, ред. N 2).
3.8. Уменьшенная переменная толщина цинкового покрытия СД должна быть для класса П — 16, класса 1 — 10, класса 2 — не более 4 мкм. Оцинкованная сталь нормальной толщины НР должна иметь толщину покрытия в пределах, указанных в табл.1.
Сталь оцинкованная высшего качества изготовления переменной толщины цинкового покрытия для сталей группы XIII, ХП и ПК класса Р — не более 12, класса 1 — 8 и класса 2 — не более 3 мкм.
(Измененная редакция, ред. № 1, 2).
3.9. В изгибе оцинкованной стали толщиной до 1,0 мм включительно при испытании на прочность сцепления покрытия с основным металлом при изгибе на 180° не должно быть отслаивания цинкового покрытия, оголяющего стальную поверхность. Допускается сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии 6 мм от краев образца.
3.10. Механические свойства оцинкованной стали должны соответствовать нормам, указанным в табл.1Б.
Таблица 1B
| Оцинкованная сталь | Прочность на разрыв, МПа | Предел текучести, МПа, не менее | Удлинение, %, не менее | ||||
| группа | категория капот | отдо 0,7 | Св. 0,7 до 1,5 | Ст 1,5 до 2,0 | Ст 2,0 | ||
| XIII | Н | 300−490 | – | 21 | 22 | 23 | 24 |
| Г | 275−430 | – | 23 | 24 | 25 | 26 | |
| ВГ | 255−410 | – | 26 | 28 | 29 | 30 | |
| ПК HP | – | – | 230 | 20 | 22 | – | – |
| ИТ | – | – | – | – | – | – | – |
При расчете прочности и предела текучести толщину цинкового покрытия не учитывают. | |||||||
 Значения временной прочности на разрыв и относительного удлинения для полосы из оцинкованной стали XIII категорий вытяжки Н и Г, относительного удлинения для стали групп СР и ПК до 01.07.89 г. были произвольными.
Значения временной прочности на разрыв и относительного удлинения для полосы из оцинкованной стали XIII категорий вытяжки Н и Г, относительного удлинения для стали групп СР и ПК до 01.07.89 г. были произвольными. 3.10.1. Глубина сферических лунок стальной оцинкованной ленты XIII должна соответствовать нормам, приведенным в табл.1Б.
Таблица 1B
мм
| Толщина оцинкованной стали | Глубина сферических лунок для извлечения, не менее | ||
| ВГ | Г | Н | |
| 0,5 | 8,5 | 8,0 | 6,9 |
| 0,6 | 8,9 | 8,5 | 7,2 |
| 0,7 | 9,2 | 8,9 | 7,5 |
| 0,8 | 9,5 | 9,3 | 7,8 |
| 0,9 | 9,9 | 9,6 | 8,2 |
| 1,0 | 10.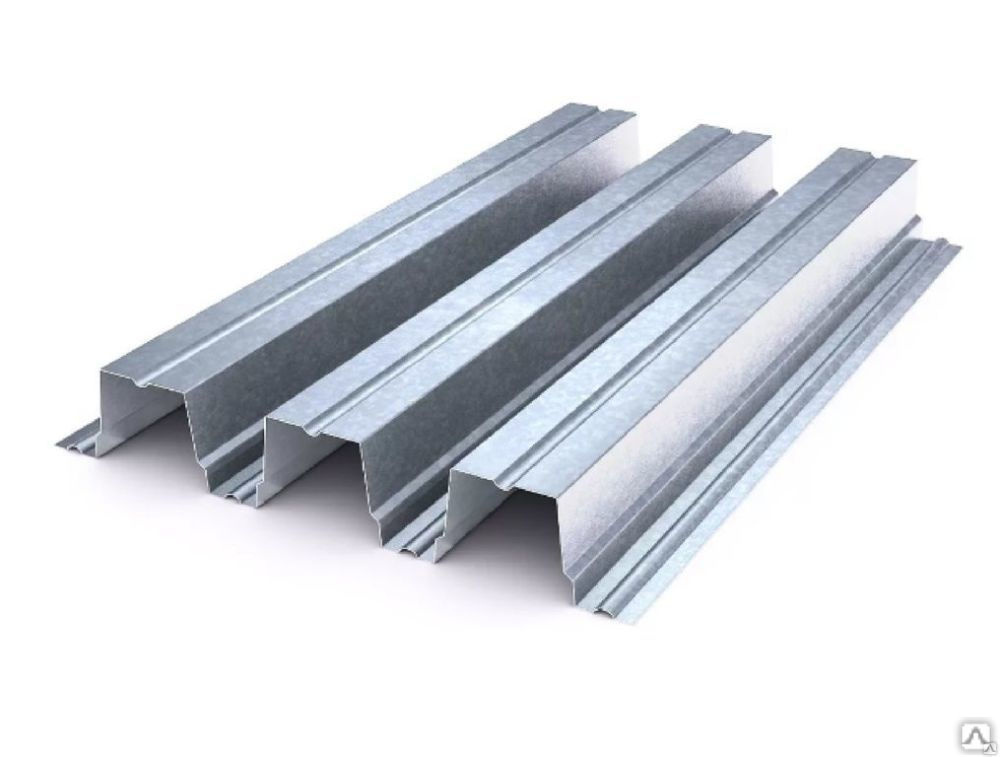 1 1 | 9,9 | 8,6 |
| 1,1 | 10,3 | 10.1 | 8,7 |
| 1,2 | 10,5 | 10,3 | 8,8 |
| 1,3 | 10,7 | 10,5 | 8,9 |
| 1,4 | 10,8 | 10,6 | 9,0 |
| 1,5 | 11,0 | 10,8 | 9,1 |
| 1,6 | 11,3 | 11,0 | 9,5 |
| 1,7 | 11,4 | 11,1 В | 9,6 |
| 1,8 | 11,5 | 11,2 | 9,7 |
| 1,9 | 11,6 | 11,3 | 9,8 |
| 2,0 | 11,7 | 11,4 | 9,9 |
1. Для оцинкованной стали промежуточной толщины значения глубины сферических отверстий должны соответствовать нормам, установленным для ближайшей меньшей толщины. 2. Значения глубины сферических отверстий для оцинкованной стали толщиной более 1,5 мм не обязательны до 01.07.89. 3. При испытании на приборах типа МТЛ-10г нормы глубины сферических отверстий уменьшены на 0,3 мм. | |||
3.10.2. Для оцинкованной стали XIII группы высшего качества величина удлинения должна быть на 1 единицу больше нормы табл.1Б, а глубина сферических отверстий на 0,2 мм больше нормы табл.1Б.
3.10−3.10.2. (Измененная редакция, ред. N 2).
3.11. Сталь оцинкованная группы XIII изготавливается с зернистостью ферритных баллов 7, 8, 9, 10 по ГОСТ 5639-82 для категории чертежа ВГ и не ниже балла 6 для категории чертежа Г.
Для стали оцинкованной профессиональная вытяжка Ш допускается при неравномерности зерна в двух смежных помещениях, категория Г — в пределах трех сообщающихся помещений.
3.12. Для стальной оцинкованной ленты XIII категории чертежа ВГ допускается структурно-свободный цементит в пределах баллов 0, 1, 2 и 4 шкалы 1 по ГОСТ 5640-68. Для экстрактов категорий d и N присутствие структурно свободного цементита не нормируется.
Для экстрактов категорий d и N присутствие структурно свободного цементита не нормируется.
3.13. Количество гибов без разрушения оцинкованной стали групп ХП, ПК, ИТ должно соответствовать нормам, установленным в табл.1Г.
Таблица 1G
| Толщина оцинкованной стали мм | Количество перегибов |
| До 0,8 вкл. | 8 |
| СВ. 0,8 «1,2» | 5 |
| «До 1.2» до 2.0 « | 3 |
| «2.0 | 2 |
| |
(Измененная редакция, Ред. N 2).
3.14. (Исключено, ред. N 2).
4. ПРАВИЛА ПРИЕМКИ
4.1. Оцинкованная сталь принята сторонами. Партия должна состоять из листов или рулонов из оцинкованной стали одной группы, одного типоразмера, одного вида и класса толщины покрытия, вида консервации, одной марки и выплавки (стали групп XIII, X и ПК) и категории вытяжки (сталь группы XIII). , должны быть заполнены и сопровождаться документом о качестве по ГОСТ 7566-94 с добавлением значений дополнительных показателей качества.
, должны быть заполнены и сопровождаться документом о качестве по ГОСТ 7566-94 с добавлением значений дополнительных показателей качества.
Вес партии не должен превышать замену единицы продукции.
(Измененная редакция, ред. N 2).
4.2. В документе о качестве результаты испытаний и данные о химическом составе указываются потребителем.
На оцинкованную сталь, имеющую государственный Знак качества, в документе о качестве должно быть обозначение государственного Знака качества.
4.3. Для контроля размера и поверхности выберите 6% листов или один рулон из партии.
4.4. Для контроля прочности сцепления покрытия, механических свойств, микроструктуры от партии отбирают один лист или один рулон.
4.5. При неудовлетворительных результатах проверки хотя бы по одному из показателей проводится повторная проверка по ГОСТ 7566-94.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Качество поверхности листов и рулонов проверяют визуальным осмотром без применения увеличительных приборов.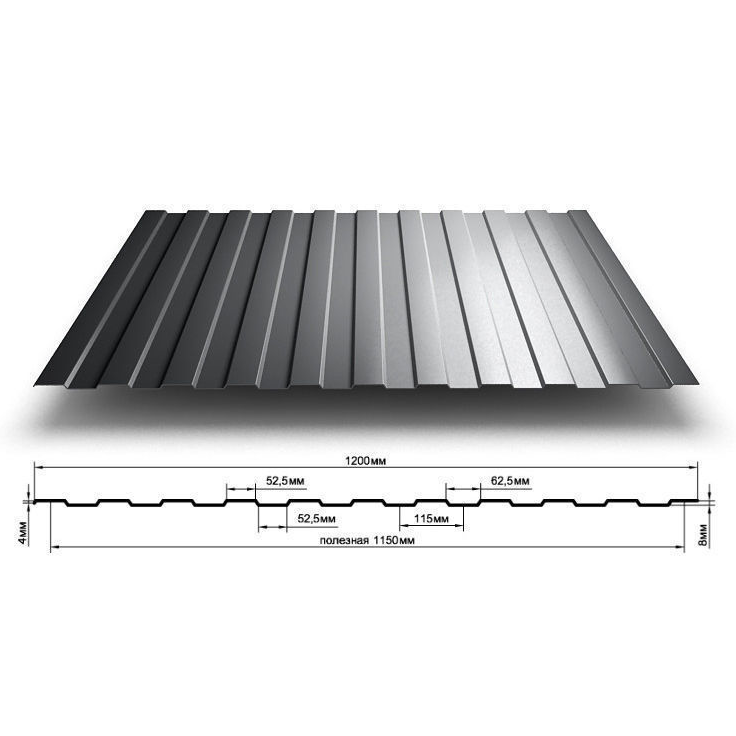
5.2. Для испытаний от каждого отобранного листа или рулона вырезают образцы в соответствии с требованиями чертежа и табл.2.
Схема резки образцов для тестирования
Схема резки образцов для тестирования ( Ширина листа)
Таблица 2
| Образец номер | Размер образца, мм | Метод испытаний | |
| ширина | длина | ||
| 1, 2 | 50 | 150 | На прочность сцепления цинкового покрытия с основным металлом |
| 3, 4, 5 | 50 | 50 | Для определения массы цинкового покрытия и изменения толщины |
| 6 | 20 | 150 | Перегиб |
| 7 | 90 | – | На крышке сферического отверстия (место испытаний) |
| 8 | 30 | 180−300 | Растяжение |
| 9, 10 | 30 | 40 | Оценка микроструктуры |
| Примечание.  Образцы нарезаны с предельной разницей в размерах ±3 мм. Образцы нарезаны с предельной разницей в размерах ±3 мм. | |||
(Измененная редакция, ред. № 1).
5.3. Для определения массы цинкового покрытия образец для испытаний обезжиривают, взвешивают, погружают в раствор оксида сурьмы () или хлорида сурьмы () в соляной кислоте и выдерживают до прекращения быстрого газовыделения, после чего образец извлекают из раствор, тщательно промывают холодной, а затем горячей водой, просушивают фильтровальной бумагой и взвешивают. Обезжиривание – технический синтетический этиловый спирт.
Раствор закиси сурьмы или хлорида сурьмы готовят по следующей методике: 20 г закиси сурьмы (или 32 г хлорида сурьмы) растворяют в 1000 мл кислоты соляной концентрированной (ГОСТ 3118-77) для первого и второго сорта или 50 г оксидов сурьмы класса Р.
Масса цинкового покрытия, нанесенного на две стороны листа в граммах (а) на 1 м рассчитывают по формуле
, (1)
где – масса три образца ( 3, 4 и 5 ) для растворения цинкового покрытия, с точностью до 0,01 г, г;
— масса трех образцов ( 3, 4 и 5 ) после растворения цинкового покрытия, с точностью до 0,01 г, г;
— фактическая площадь поверхности образца с точностью до 1·10 м, м. кв.
кв.
Для определения массы цинкового покрытия допускается использование других методов, обеспечивающих требуемую точность.
Метод, указанный в настоящем стандарте, применяется при возникновении спора в оценке.
(Измененная редакция, ред. № 1, 2).
5.4. Разброс толщины покрытия в поперечном направлении листа определяют как абсолютную разницу между максимальным и минимальным значениями толщины покрытия на образцах 3, 4 и 5 по формуле
, ( 2)
сначала рассчитать толщину цинкового покрытия на каждом из образцов по формуле
, (3)
где толщина покрытия соответствующего образца, мм;
— масса пробы до удаления цинка, г;
— масса образца после удаления цинка, г;
— плотность цинка, г/см;
— площадь поверхности цинкового покрытия, см.
(Измененная редакция, Ред. № 1).
5.4.1. Определяют и рассчитывают среднюю толщину и переменную толщину цинкового покрытия поверхности листа с градуированным покрытием для каждой из сторон. Для этого после обезжиривания образца одну сторону покрывают плотным слоем резинового клея или воска, а с противоположной стороны удаляют цинк, как описано выше. После повторного взвешивания клей или воск удаляют механическим способом или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично.
Для этого после обезжиривания образца одну сторону покрывают плотным слоем резинового клея или воска, а с противоположной стороны удаляют цинк, как описано выше. После повторного взвешивания клей или воск удаляют механическим способом или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично.
5.5. Испытательный изгиб проводят по ГОСТ 13813-68.
5.6. Испытание на вытяжку сферического отверстия проводят по ГОСТ 10510-80. Сделайте два измерения в тестовой зоне и определите среднее арифметическое значение.
5.7. Испытание на растяжение проводят по ГОСТ 11701-84.
5.8. Определение крупности феррита проводят по ГОСТ 5639-82, а цементита структурно-свободного — по ГОСТ 5640-68.
5.9. Испытание на изгиб оцинкованной стали толщиной до 1 мм включительно под углом 180° проводят по ГОСТ 14019.−2003 г. Образец оцинкованной стали испытывают на оправке равной толщине проката.
Сталь оцинкованная высшей категории качества должна выдерживать испытание на изгиб на 180° без оправки до контакта.
По согласованию между потребителем и изготовителем испытание на изгиб может быть заменено испытанием на замковую двойную кровлю по ОСТ 1411-196-86, а для стальной оцинкованной ленты ПК на испытание прибором-1А по ГОСТ 4765-73.
Сталь оцинкованная толщиной более 1,0 мм испытывают по требованию потребителя в порядке, согласованном в установленном порядке.
5.10. Для контроля качества оцинкованной стали допускается применять неразрушающие методы контроля.
(Измененная редакция, ред. N 2).
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
6.1. Маркировка, упаковка, транспортирование и хранение — по ГОСТ 7566-94 с дополнениями.
6.2. Для защиты поверхности оцинкованной стали от коррозии проводится консервация: пассивация, промасливание или пассивация и промасливание.
По требованию заказчика сталь оцинкованная неконсервированная.
При отправке в районы Крайнего Севера и приравненные к ним местности требуется консервация.
6.3. Оцинкованный стальной лист, сформированный в стопку, с укладкой один лист на другой. У листов с градуированным покрытием сторона со 2-м классом толщины покрытия должна быть обращена к низу пачки.
Торцевая сторона пучка драпированных каналов изготавливается из отожженного стального листа толщиной не менее 0,4 мм по нормативно-технической документации.
Кромки снизу должны быть прикреплены к деревяшкам по ГОСТ 2695-83 и ГОСТ 8486-86 сечением 80х80 мм или металлические прутки по нормативно-технической документации. Количество брусьев деревянных и металлических шириной до 1200 мм в связке — 2 шт.; свыше 1200 мм соответственно 3 шт. и 2 шт.
6.4. Рулоны из оцинкованной стали с дифференциальным покрытием раскатывают таким образом, чтобы сторона со 2-м классом толщины цинкового покрытия находилась внутри рулона.
6.5. Пакеты и рулоны должны быть плотно связаны. Количество шпилек должно соответствовать требованиям ГОСТ 7566-9.4.
При отправке в районы Крайнего Севера и труднодоступные районы минимальное количество лямок должно быть на одну больше норм, установленных ГОСТ 7566-94.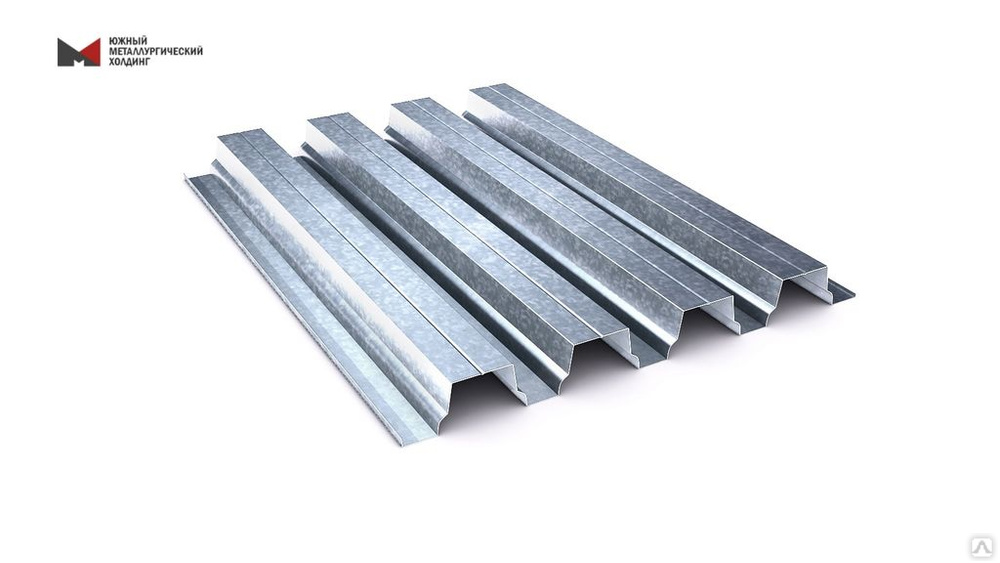
Лента обвязочная металлическая, используемая толщиной 1,2-2,0 мм, шириной от 30 до 40 мм по ГОСТ 3560-73, ГОСТ 6009-74 или другой нормативно-технической документации.
Наружный диаметр и ширина рулонов не должны превышать 2 мм, длина, ширина и высота пакетов соответственно 6,2 и 1 м.
6.6. Масса упаковки должна быть не менее 3 м и не превышать 10 т.
01.01.88 по требованию заказчика масса пачки стального оцинкованного листа не должна превышать 5 тонн.
6.7. Транспортная маркировка пакетов должна наноситься по ГОСТ 14192-96 краской темного цвета на торцевую поверхность пачки и боковую поверхность рулона и содержать основные, дополнительные и информационные надписи.
6.8. Перевозку стальных оцинкованных рельсов осуществляют открытым подвижным составом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида, и условиями погрузки и крепления грузов, утвержденными МП.
6.9. Хранение оцинкованной стали должно соответствовать условиям ЖЗ по ГОСТ 15150-69, исключающим совместное нахождение с химически активными веществами.
сек. 6. (Измененная редакция, ред. N 2).
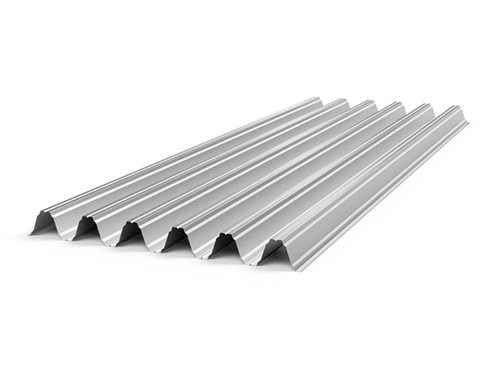
технические характеристики и размеры оцинкованного профиля
Строители ценят универсальные материалы, которые можно использовать для самых разных целей. Профлист Н60 относится к группе изделий с наибольшей несущей способностью. Важно разобраться, где его стоит использовать, а где характеристики избыточны.
Содержание
- Описание продуктов
- Преимущества материала
- Применение в строительстве
- Производство профессионального листа n60
- Требования к техническим характеристикам
- Советы по выбору
- . Строительство заборов
- Возведение стен
- Устройство межэтажных перекрытий
- Кровельное использование
Описание продукции
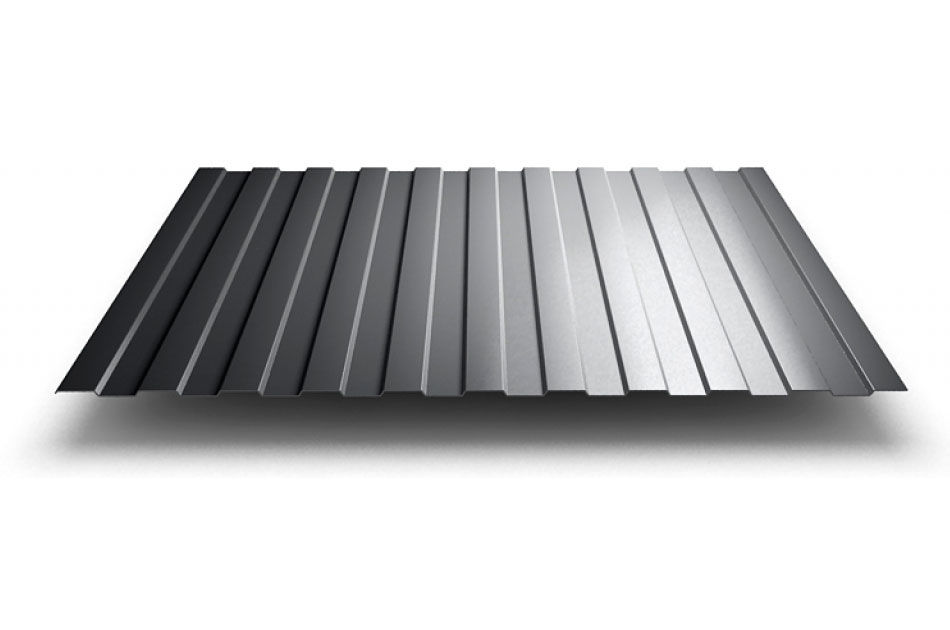
Профнастил оцинкованный Н60 относится к группе профилированных листов с наибольшей несущей способностью Профнастил Н-60 относится к группе холодногнутых листовых профилей с трапециевидным гофром и применяется в строительных целях. Изделия изготавливаются из оцинкованной стали на профилегибочных станках.
Изделия изготавливаются из оцинкованной стали на профилегибочных станках.
Для обеспечения единства характеристик и предотвращения обращения некачественной продукции все производители обязаны соблюдать технические условия, утвержденные ГОСТ 24045-2016.
По ГОСТ нельзя изменять размеры профнастила Н-60. Тип сырья, толщина листа, наличие и цвет покраски могут отличаться от параметров.
Преимущества материала
Профнастил Н60 устойчив к коррозии, долговечен, прост в монтажеПопулярность профнастила Н60 обусловлена многофункциональностью применения. Преимущества материала:
- Коррозионная стойкость. Все изделия изготовлены из оцинкованного листа, кроме того, отдельная группа изделий имеет лакокрасочное покрытие.
- Сила. Качество достигается конструкцией – на гофрах дополнительно выштамповано ребро жесткости.
- Разнообразие цветов. Цвет соответствует цветам линейки RAL, что позволяет докупать профлист по мере необходимости для соблюдения единого стиля при застройке соседних объектов.
- Простота установки. Монтаж не требует специальных навыков и дорогостоящих инструментов.
- Устойчив к перепадам температур.
- Пожарная безопасность.
Некоторые производители дают гарантию на сквозную коррозию до 40 лет, на выцветание краски до 15–20 лет.
Применение в строительстве
Профнастил используется в качестве кровлиСвойства материала позволяют изготавливать:
- несъемную опалубку для заливки железобетонных перекрытий;
- перекрытия межэтажные, на которые укладывается финишное покрытие;
- кровли теплых многослойных и холодных кровель;
- армирование перегородок в каркасных зданиях;
- наружные стены производственных и хозяйственных зданий;
- временные и постоянные ограждения.
Использование материала в строительстве не всегда целесообразно. Например, при изготовлении временных заборов или домашних сараев лучше использовать более дешевые модификации профнастила.

Производство профлиста Н60
Профилепрокатный станокСырье для производства – прокат листовой оцинкованный для холодной штамповки (ХП) или под закаленную покраску (ПК), выпускаемый по ГОСТ 14918.
В целом профнастил должен соответствовать первому классу цинкования по ГОСТ-52246.
Для временных изделий со сроком службы до 10 лет допускается применять изделия с классом оцинкованного покрытия № 2.
Допускается применение импортных сталей, соответствующих по характеристикам ГОСТ 14489.
В процессе производства оцинкованный металлический лист шириной 1250 мм подается в профилегибочную машину, которая придает заготовке ребристую форму. Затем гильотина нарезает сегменты, кратные 250 мм.
Требования к техническим характеристикам
Технические условия требуют соблюдения стандартов по всем параметрам, важным для потребителя:
- геометрические размеры;
- толщина металла;
- способ окраски.

Характеристики трех модификаций сведены в таблицу.
| Марка | Толщина, мм | Полная ширина, мм | Working width, mm | Weight 1 m / p | Weight 1m² |
| H-60-845-0.7 | 0,7 | 902 | 845 | 7, 4 | 8,8 |
| H-60-845-0.8 | 0,8 | — | — | 8,4 | 9,9 |
| N-60-845-0.9 | 0,9 | — | — | 9,3 | 1,1 |
Длина листов определяется производителем или заказчиком. ГОСТ предусматривает изготовление деталей размерами от 3 до 12 м.
Вся необходимая для разработчика информация указана в маркировке изделия. В полном условном обозначении 6 групп буквенно-цифрового кода:
- Тип профиля, определяющий назначение и высоту гофра. Н – несущие, НП – несущие для железобетонных перекрытий, НК – кровельные перекрытия, С – стеновые и ограждающие. НС – для несущих и ограждающих конструкций.
- Размеры в мм: высота, монтажная ширина, толщина.
- Группа и марка стали, используемой в производстве.
- Тип и цвет лицевой стороны.
- Тип и цвет задней стороны.
- Название стандарта.
Пример условного обозначения: Н60-845-0,7 Ст 3Пс Ц1Ц1 ПЭ Рал 5005 / ГОСТ 24045-2016. Расшифровка: несущего типа с высотой гофра 60 мм, рабочей шириной 845 мм, толщиной листа 0,7 мм, из стали марки Ст3Пс, оцинковка 1 типа с двух сторон и покраска полиэфирной эмалью с лицевой стороны, изделие соответствует ГОСТ 24045.
Советы по выбору
Товар не должен быть поцарапанЦена товара не может быть решающей при покупке гофрированного картона. Только продукция, изготовленная по ГОСТу, будет соответствовать всем требуемым параметрам.
Характеристики, на которые следует обратить внимание при покупке:
- Соответствие продукции ГОСТу, подтвержденное сертификатами.
 Изделия, изготовленные по техническим условиям (ТУ), могут отличаться размерами и иметь более низкое качество лакокрасочного покрытия.
Изделия, изготовленные по техническим условиям (ТУ), могут отличаться размерами и иметь более низкое качество лакокрасочного покрытия. - Наличие окраски. Окрашенные поверхности обладают дополнительной антикоррозийной стойкостью и могут использоваться для любых строительных конструкций.
- На краске не должно быть отслоений и царапин. Вмятины и другие дефекты – повод отказаться от покупки или попросить скидку, если внешний вид не существенный, например, для внутренних полов.
- Толщина листов напрямую влияет на прочность готовых строительных конструкций. Приобрести продукцию, предусмотренную проектом.
Цветовая гамма должна сочетаться с экстерьером соседних зданий и дизайн-проектом.
В разных случаях используют профнастил с полимерным покрытием или просто оцинкованные листы. Учитывайте стоимость изделий и условия эксплуатации. Для хозяйственных построек и заборов на приусадебных участках выбирают окрашенные изделия. Для промышленных зданий достаточно использовать оцинкованный вариант.

Технология монтажа
При транспортировке профнастил не должен выступать за пределы кузоваПрофлист Н-60 используется для разных целей и правила монтажа разные. Кроме того, для сохранения гарантии производителя необходимо соблюдать правила обращения с материалами.
Доставка, разгрузка, хранение
Чтобы доставить профлист к месту работы без потери качества, соблюдайте рекомендации:
- конструкция транспорта должна обеспечивать беспрепятственную загрузку сверху;
- упаковка листов должна быть на 15-20 см короче корпуса – листы не должны свисать при транспортировке;
- скорость движения – не выше 80 км/ч; Упаковка
- должна исключать перемещение листов в пачке относительно друг друга при разгоне и торможении.
Выгрузка пачек в заводской упаковке осуществляется грузоподъемными средствами с мягкими стропами, а при длине полотна более 5 м – траверсами. При разгрузке вручную на одного рабочего должно приходиться 1,5–2 погонных метра, но не менее 2 человек.
Изъятие листов из пачки осуществляется методом подъема, исключая смещение. Изделия следует перевозить в вертикальном положении, избегая перегибов по гофре.
Сразу после разгрузки упаковка снимается, а защита от атмосферных воздействий осуществляется светонепроницаемыми материалами. Листы хранятся в упаковке не более 6 месяцев.
Резка профнастила с лакокрасочным покрытием болгаркой приводит к аннулированию гарантии на товар. Для резки металла толщиной более 0,7 мм используйте электрические высечные ножницы.
Строительство заборов
Профнастил применяется для строительства заборовПрофлист укладывается в вертикальной или горизонтальной плоскости. В самом простом и наименее затратном способе используется профлист Н-60, располагаемый гофрами по земле.
Каркас представляет собой вкопанные в землю профильные трубы сечением не менее 60х60 мм, шаг установки 2-3 м. Столбы заглубляют не менее чем на глубину промерзания. Дополнительные перемычки не устраивают, а профлист крепят болтами или саморезами к стойкам. Фурнитура размещается в каждом гофре.
Дополнительные перемычки не устраивают, а профлист крепят болтами или саморезами к стойкам. Фурнитура размещается в каждом гофре.
Профнастил подвержен сильным ветровым нагрузкам, поэтому к обустройству столбов подходят ответственно, неглубокие трубы не выдержат нагрузки, забор накренится или упадет.
Для ограждений высотой более 1,5 м листы располагают вертикально. Целесообразно использовать профнастил НС-60, его характеристик достаточно для выполнения функций забора, а цена значительно ниже.
Вкопанные и бетонные столбы соединяются двумя или более горизонтальными перемычками, количество которых зависит от высоты ограждения. В среднем на 80–90 см высоты полотна насыпи предусмотрен один ригель.
Стена
Металлопрофиль применяется для строительства каркасных зданий, сараев, хозяйственных построек.
В зависимости от проекта применяются модификации Н-60, НС-60, С-60.
Каркас изготавливается из труб квадратного или прямоугольного сечения, возможно использование деревянного бруса.
Крепление осуществляется с помощью болтов или кровельных саморезов, которые снабжены резиновой или силиконовой прокладкой.
Устройство межэтажных перекрытий
Применение профнастила н60 в качестве межэтажного перекрытияПерекрытия между этажами с использованием профлиста выполняются двумя способами:
- Настил служит несъемной опалубкой железобетонного перекрытия.
- Поверх профлиста укладываются лаги, служащие основой для финишного покрытия плитами, ДСП, ОСП.
Расчет перекрытий при больших пролетах должен производиться специализированными организациями.
Кровельное применение
На практике применяют два варианта изготовления кровли: без утепления и устройство теплой кровли.
В обоих случаях работа начинается с обустройства стропильной системы и обрешетки.
Стропила укладываются с интервалом 70–80 см. Использование профнастила Н-60 позволяет осуществить редкое расположение досок обрешетки. Достаточно прикрепить горизонтальные опоры на расстоянии до 2 метров.
Вес профлиста Н60 оказывает значительную нагрузку на стропильную систему, его необходимо учитывать в расчетах.
Для защиты коньков, изломов профиля, примыканий к стенам, трубам и другим элементам приобретаются доборные элементы.
В случае устройства мансардных этажей или устройства теплого чердака порядок слоев в «пироге» будет следующим:
- внутренняя отделка;
- пароизоляционная мембрана;
- изоляция;
- гидроизоляция;
- ящик;
- контррешетка для обеспечения вентиляционного зазора;
- гофрокартон.
Для удобства и ускорения работы приобретен уплотнитель для профнастила Н60.
Воздуховоды стальные оцинкованные по ГОСТ.
 Стандартные диаметры воздуховодов круглого сечения
Стандартные диаметры воздуховодов круглого сеченияГОСТ 14918-80
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Постановлением Госстандарта СССР от 31 марта 1980 г. № 1465 дата введения установлена
01.07.81
Ограничение срока действия снято согласно протоколу № 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
Настоящий стандарт распространяется на листовой и рулонный холоднокатаный прокат, горячеоцинкованный в установках непрерывного цинкования, предназначенный для холодной прокатки, для окраски, изготовления штампованных деталей, посуды, тары и других металлических изделий.
Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей и первой категорий качества.
1. КЛАССИФИКАЦИЯ
1.1. Сталь листовая оцинкованная (ОЦ) подразделяется на:
по отнесению к группам
для холодной штамповки – ХШ,
для холодного профилирования – ХП,
для окраски (обученной) – ПК,
общего назначения – ОН;
по возможности волочения
(группа стали Х Ш) на категории
нормальная вытяжка – Н,
глубокая вытяжка – Г,
очень глубокая вытяжка – ВГ;
по однородности толщины цинкового покрытия
с нормальным допуском по толщине – HP,
с уменьшенным перепадом толщины – UR.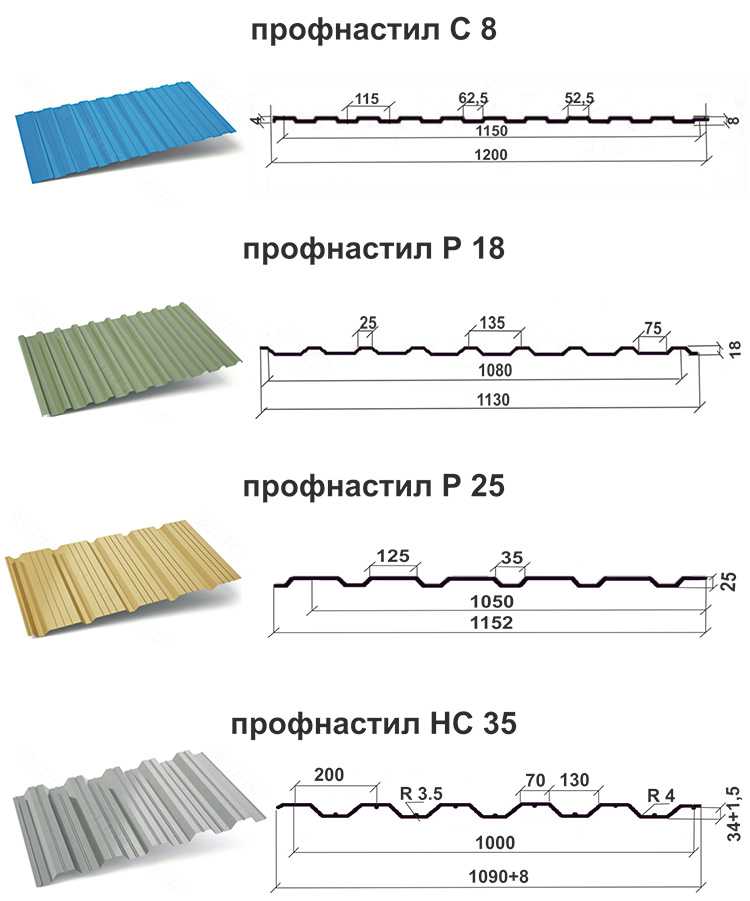
(Измененная редакция, Дополнение №1).
1.2. По согласованию между потребителем и изготовителем может изготавливаться оцинкованная сталь:
с рисунком кристаллизации – КР,
без рисунка кристаллизации – МТ.
1.3. В зависимости от толщины покрытия оцинкованная сталь подразделяется на три класса в соответствии с указанными в табл. 1.
Таблица 1
При изготовлении стали с дифференцированным покрытием ее толщина с одной стороны листа должна соответствовать 2 классу, а с другой стороны – классу П (для листов) или 1 классу.
2. РАЗНООБРАЗИЕ
2.1. Оцинкованную сталь изготавливают шириной от 710 до 1800 мм включительно и толщиной от 0,5 до 2,5 мм включительно.
2.2. Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904-90.
Прокат оцинкованный высшей категории качества изготовляют:
с серповидной формой проката не более 6 мм на 3 м длины;
с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам повышенной точности прокатки;
с телескопическими роликами шириной стали до 1000 мм, не более 30 мм.
Примеры условных обозначений
Сталь оцинкованная толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки В, нормальной плоскостности ПН, с необрезной кромкой НО группа ОН, с рисунком кристаллизации КР, первый класс цинкового покрытия по ГОСТ 14918-80:
Прокат стальной оцинкованный толщиной 1,2, шириной 1000 мм, повышенной точности прокатки А, с обрезной кромкой О, марки 08кп, очень глубокой вытяжки ВГ, без рисунка кристаллизации МТ, с уменьшенной толщиной отличие УР, второй класс покрытия по ГОСТ 14918-80:
Сталь рулонная оцинкованная с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышенной точности прокатки А, с обрезной кромкой О, марки БСТ3кп, под цвет ПК, без рисунка кристаллизации МТ с уменьшенным перепадом толщины УР, с покрытием по одному стороны первого, а на другой второго класса по ГОСТ 14918-80:
Разд. 2. (Измененная редакция, Дополнение № 2).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Оцинкованная сталь должна изготавливаться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
3.2. Оцинкованная сталь изготавливается из углеродистой холоднокатаной рулонной стали с качеством поверхности по ГОСТ 16523-97. Марки стали должны соответствовать приведенным в табл. 1а.
Таблица 1 a
Оцинкованная сталь | Марка холоднокатаной стали для производства оцинкованной стали | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Группа | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ксш | Х, Г | ГОСТ 380-94, ГОСТ 9045-93 и ГОСТ 1050-88 | Марки стали с химическим составом по ГОСТ 9045-93, а также ГОСТ 1050-88 с содержанием серы не более 0,035% и фосфора – не более 0,020% и ГОСТ 380-94 с массовой долей серы не более не более 0,035 % и фосфора – не более 0,025 % | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ксш | ВГ | 3. 3.4 – 3.4.2. (Измененная редакция, Дополнение № 2) . 3.5. Для оцинкованной стали групп ХШ, ХП и ОН мелкие наплывы (наплывы, расслоения), зерна и неравномерная кристаллизация цинка, следы изгибов полосы и регулирующих роликов, локальная шероховатость покрытия (сыпь), легкие царапины и потертости, которые не нарушают сплошности цинкового покрытия, допускаются светлые и матовые пятна, неравномерный цвет пассивирующей пленки. 3.6. Для оцинкованной стали группы ПК темные точки и дорожка (следы) от деформированных мелких конкреций (наплывы, расслоения), зернистость и локальная шероховатость покрытия (сыпь), матовость и размытость рисунка кристаллизации цинка, следы перегибов полос, допускаются легкие царапины и потертости, не нарушающие сплошности цинкового покрытия, светлые и матовые пятна, неравномерная окраска пассивной пленки. 3.7. По требованию потребителя пассивная пленка должна иметь однородный цвет. (Измененная редакция, Дополнение № 2). 3.8. Приведенная разность толщин цинкового покрытия УР должна быть для класса П – не более 16, для класса 1 – не более 10, для класса 2 – не более 4 мкм. Оцинкованная сталь нормальной разности толщин НР должна иметь толщину покрытия в пределах, указанных в табл. 1. Сталь оцинкованная высшей категории качества изготавливается с разностью толщины цинкового покрытия для стали групп ХШ, ХП и ПК класса Р – не более 12, класса 1 – не более 8 и класса 2 – не более чем 3 мкм. (Измененная редакция, Изменения № 1, 2). 3.9. В месте изгиба оцинкованной стали толщиной до 1,0 мм включительно при испытании прочности сцепления покрытия с основным металлом при изгибе на 180° не должно быть отслоения цинкового покрытия, обнажающего стальную поверхность. . Допускается сеть мелких трещин по всей длине изгиба и отслоение покрытия на расстоянии до 6 мм от краев образца. 3.10. Механические свойства оцинкованной стали должны соответствовать нормам, указанным в табл. 1б.
Примечание … Значения предела прочности при растяжении и относительного удлинения для оцинкованной стали группы ХШ, категорий вытяжки Н и Г, относительного удлинения для стали групп ХП и ПК являлись необязательными до 01.07.89 г. . При расчете на предел прочности и предел текучести толщина цинкового покрытия не учитывается. 3.10.1. Глубина сферической лунки из оцинкованной стали группы ХШ должна соответствовать нормам, приведенным в табл. 1с.
Примечания: 1. 2. Значения глубины сферической лунки для оцинкованной стали толщиной более 1,5 мм были необязательными до 01.07.89. 3. При испытаниях на приборах типа МТЛ-10 г нормы глубины сферического отверстия уменьшаются на 0,3 мм. 3.10.2. Для оцинкованной стали группы ХШ высшей категории качества значение относительного удлинения должно быть 1 ед. больше нормы, а глубина сферического отверстия больше нормы на 0,2 мм. 3.10 – 3.10.2. ( Пересмотренное издание, ред. № 2). 3.11. Оцинкованная сталь группы ХШ изготавливается с размером зерна феррита марок 7, 8, 9., 10 по ГОСТ 5639-82 для выхлопных газов категории ВГ и не менее 6 для категории Г. Для оцинкованной стали категории ВГ неравномерность зерна допускается в пределах двух соседних номеров, для листов категории Г – в пределах трех соседних номеров. 3.12. Для оцинкованной стали группы ХШ вытяжной категории ВГ наличие структурно-свободного цементита допускается в пределах баллов 0, 1, 2 и 4 шкалы 1 по ГОСТ 5640-68. Для категорий вытяжки Г и Н наличие структурно-свободного цементита не нормируется. 3.13. Количество гибов без излома оцинкованной стали групп ХП, ПК, ОН должно соответствовать нормам, установленным в табл. 1д. Таблица 1d Примечание … Нормы изгиба для оцинкованной стали толщиной более 1,5 мм были необязательными до 01.07.89. (Измененная редакция, Дополнение № 2). 3.14. (Исключено, Изменение № 2). 4. ПРАВИЛА ПРИЕМКИ 4.1. Оцинкованная сталь принимается партиями. Партия должна состоять из листов или рулонов одной группы оцинкованной стали, одного типоразмера, одного вида и класса толщины покрытия, вида консервации, одной марки и плавки (сталь групп ХШ, ХР и ПК) и категории вытяжки (сталь группы ХШ), должен быть оформлен и сопровождаться документом о качестве по ГОСТ 7566-94 с добавлением значений необязательных показателей качества. Масса партии не должна превышать сменную выработку агрегата. (Измененная редакция, Дополнение № 2). 4.2. В документе о качестве результаты испытаний и данные о химическом составе указывают по требованию потребителя. На оцинкованный прокат, которому присвоен Государственный Знак качества, обозначение Государственного Знака качества проставляется в документе о качестве. 4.3. Для контроля размеров и качества поверхности берут 6% листов или один рулон от партии. 4.4. Для контроля адгезионной прочности покрытия, механических свойств, микроструктуры из партии берут один лист или один рулон. 4.5. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей повторную проверку проводят в соответствии с ГОСТ 7566-94. 5. МЕТОДЫ ИСПЫТАНИЙ5.1. Качество поверхности листов и рулонов проверяют визуальным осмотром без применения увеличительных приборов. 5.2. Для испытаний из каждого выбранного листа или рулона вырезают образцы в соответствии с требованиями чертежа и. Образец схемы резки для испытаний ( б – ширина листа) Сталь оцинкованная толщиной более 1,0 мм испытывается по требованию потребителя в порядке, согласованном в установленном порядке. 5.10. Для контроля качества оцинкованной стали допускается использовать неразрушающие методы контроля. 6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ6.1. Маркировка, упаковка, транспортирование и хранение – по ГОСТ 7566-9.4 с дополнениями. 6.2. Для защиты поверхности оцинкованной стали от коррозии проводят консервацию: пассивацию, промасливание или пассивацию и промасливание. По требованию потребителя сталь оцинкованная не консервируется. При отправке на Крайний Север и в труднодоступные районы обязательна консервация. 6.3. Оцинкованные стальные листы формируют в пачку, укладывая один лист поверх другого. Для листов с дифференцированным покрытием сторона со 2-м классом толщины покрытия должна быть обращена ко дну пачки. Торцевые и боковые поверхности пакета футерованы швеллерами из отожженного стального листа толщиной не менее 0,4 мм по нормативно-технической документации. Дно пакета должно быть прикреплено деревянными брусками по ГОСТ 2695-83 и ГОСТ 8486-86 сечением не менее 80´ 80 мм или металлические прутки согласно нормативно-технической документации. Количество брусков деревянных и металлических при ширине пачки до 1200 мм – 2 шт.; свыше 1200 мм – соответственно 3 шт. и 2 шт. 6.4. Рулоны из оцинкованной стали с дифференциальным покрытием свернуты в рулон так, что сторона толщины с цинковым покрытием класса 2 находится внутри рулона. 6.5. Связки и рулоны должны быть плотно завязаны. Количество лямок должно соответствовать требованиям ГОСТ 7566-94. При отправке на Крайний Север и в труднодоступные районы минимальное количество лямок должно быть на одну больше норм, установленных ГОСТ 7566-94. Для обвязки применяют металлическую ленту толщиной 1,2 – 2,0 мм, шириной от 30 до 40 мм по ГОСТ 3560-73, ГОСТ 6009-74 или другую нормативно-техническую документацию. Наружный диаметр и ширина рулонов не должны превышать 2 мм, длина, ширина и высота пачек соответственно – 6,2 и 1 м. 6.6. Масса одной упаковки должна быть не менее 3 тонн и не должна превышать 10 тонн. До 01.01.88 г. по требованию потребителя масса пачки листов стальных оцинкованных не должна превышать 5 тонн. 6.7. Транспортную маркировку упаковок следует наносить по ГОСТ 1419.2-96 темной краской на торцевой поверхности пачки и боковой поверхности рулона и содержат основные, дополнительные и информационные надписи. 6.8. Перевозка оцинкованного проката железнодорожным транспортом осуществляется в открытом подвижном составе в соответствии с правилами перевозки грузов, действующими на данном виде транспорта, и условиями погрузки и крепления грузов, утвержденными МПС. 6.9. Хранение оцинкованного проката должно соответствовать условиям ЖЗ по ГОСТ 15150-69., исключая сосуществование с химически активными веществами. сек. 6. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 4.2. На листах и полосах с необрезными кромками не допускаются дефекты кромок глубиной, превышающей предельные отклонения по ширине.
4.2. На листах и полосах с необрезными кромками не допускаются дефекты кромок глубиной, превышающей предельные отклонения по ширине.

 2,0
2,0  с., ПК
с., ПК Для оцинкованной стали промежуточных толщин глубина сферической выемки должна соответствовать нормам, установленным для следующей меньшей толщины.
Для оцинкованной стали промежуточных толщин глубина сферической выемки должна соответствовать нормам, установленным для следующей меньшей толщины.



 (Измененная редакция, Дополнение № 2).
(Измененная редакция, Дополнение № 2). GOST 8468-81
ГРУППА D45
СТАНДАРТ СТАНДАРСТВА Союза SSR
Воздушные воздуховоды для вентиляционных систем
и кондиционера судов
Основные размеры
воздухоизой системы кондиционирования. Основные размеры
Действителен с 01.01.1983
до 01.01.1998 *
________________________________
* Срок годности снят
согласно протоколу N 7-95 Межгосударственного совета
по стандартизации, метрологии и сертификации
(ИУС N 11, 1995). – Обратите внимание на “КОД”.
ВВЕДЕН В ДЕЙСТВИЕ постановлением Госстандарта СССР от 17 февраля 1981 г. N 795
ВЗАМЕН ГОСТ 8468-66
1. Настоящий стандарт устанавливает номинальные диаметры и наружные размеры поперечных сечений круглого и прямоугольного сечения воздуховоды, детали их соединений и патрубки арматуры и оборудования (далее – воздуховоды) систем вентиляции и кондиционирования воздуха, а также патрубки механизмов, приборов, аппаратов, емкостей и других изделий, к которым присоединены воздуховоды связаны указанные системы кораблей, кораблей и плавсредств.
Стандарт полностью соответствует СТ СЭВ 254-76.
2. Наружные размеры воздуховодов круглого () и прямоугольного () сечения в зависимости от номинальных проходов должны соответствовать указанным в таблице.
Условный проход | ||
85×165 | ||
85×255 | ||
85×355 | ||
105×355 | ||
156×356 | ||
156×536 | ||
196×556 | ||
247×557 | ||
300×740 | ||
360×890 | ||
510×1130 | ||
640х1410 | ||
Примечание. Номинальные проходы, отмеченные в новом проекте знаком «*», используются в обоснованных случаях и по согласованию с базовой организацией по стандартизации.
Номинальные проходы, отмеченные в новом проекте знаком «*», используются в обоснованных случаях и по согласованию с базовой организацией по стандартизации.
3. Толщина стенок воздуховодов в зависимости от номинальных диаметров приведена в рекомендуемом приложении.
Толщина стенки воздуховода
Условный проход | Толщина стенки |
от 32 до 700 | |
Примечания:
1. В обоснованных случаях толщина стенки может быть уменьшена до 0,5 мм.
3. Указанные толщины стенок рекомендуются при избыточных давлениях до 0,07 МПа для круглых и до 0,03 МПа для прямоугольных воздуховодов.
Текст документа проверен по:
официальное издание
Москва: Изд-во стандартов, 1981
К современным системам вентиляции предъявляются повышенные требования. От качества его монтажа зависит комфорт и безопасность людей внутри здания. Поэтому перед обустройством вентиляции инженеры производят точный расчет ее параметров.
От качества его монтажа зависит комфорт и безопасность людей внутри здания. Поэтому перед обустройством вентиляции инженеры производят точный расчет ее параметров.
Круглые воздуховоды из оцинкованной стали чаще всего применяются для аналогичных целей на промышленных и бытовых объектах. Это связано с их особыми характеристиками. Чем привлекательны такие воздуховоды, следует рассмотреть подробнее.
Воздуховод отборный
Воздуховод – элемент системы вентиляции, выполненный в виде короба. Он принимает непосредственное участие в циркуляции воздушных масс и их обмене с внешней средой. Этот процесс может быть естественным или принудительным (с помощью компрессоров).
Эффективность воздухообмена зависит от типа труб и их характеристик. Недостаточный диаметр или неподходящий материал приведут к снижению пропускной способности коммуникаций, появлению аэродинамических шумов.
Круглые воздуховоды из оцинкованной стали используются чаще других. Это связано с их характеристиками и свойствами. Важными параметрами таких изделий являются жесткость, диаметр поперечного сечения, форма, вид материала, а также особенности стыков элементов конструкции.
Важными параметрами таких изделий являются жесткость, диаметр поперечного сечения, форма, вид материала, а также особенности стыков элементов конструкции.
К элементам, предназначенным для обустройства и полного монтажа системы, относятся следующие изделия: тройники, повороты, зонты, шины, переходы, отводы, врезки и крестовины. Бывает при монтаже вентиляционной сложной конструкции Всего фасонных изделий используется больше, чем самих труб.
Поэтому качество их изготовления не менее важно, чем воздуховодов. Чем меньше соединений в системе, тем лучше. Со временем на стыках скапливается пыль и мусор. Поэтому чем более гладкая поверхность внутри, тем долговечнее будет система.
Ознакомившись с такой продукцией, как воздуховоды круглые из оцинкованной стали, можно сделать вывод, что это достаточно популярная система. Его стоимость и эксплуатационные качества определяют их востребованность при монтаже различных вентиляционных систем. Для каждого типа помещения необходимо подобрать свой тип труб.
Общие сведения
ГОСТ, ТУ ГОСТ 14918-80
Изготовители ОАО “Сантехпром”
Код ОКП 4863677101
Технические условия
Технические характеристики Толщина металла до 1,2 мм (Согласно ГОСТ 14918-802 Описание воздуховодов 9002) 9002 оборудование, используемое для перемещения воздуха. По ГОСТ 14918-80 воздуховоды изготавливают из холоднокатаного оцинкованного стального листа толщиной 0,5-1,0 мм, при транспортировке воздуха до 80°С и относительной влажности до 60%. Воздуховоды из листовой стали прямоугольного и круглого сечения изготавливаются типоразмерным рядом
Применение Воздуховоды применяются в системах вентиляции и кондиционирования воздуха.
Round spiral-lock metal air duct made of galvanized steel GOST 14918-80
General information
GOST, TU GOST 14918-80
OKP code 486300
Specifications
Description Round spiral-lock air ducts изготавливаются из оцинкованных металлических полос шириной 137 мм и толщиной 0,5 мм, 0,55 мм, 0,7 мм, 0,9 мм, 1,0 мм. Толщина металла варьируется в зависимости от размера воздуховодов. На толщину используемого металла может влиять наличие ребер жесткости. Воздуховоды изготавливаются в соответствии с требованиями СНиП 41-01-2003 на стане Spiro Tubeformer 16.02 швейцарской компании Spiro International Group без нарушения цинкового покрытия. Герметичность всех деталей – класс “П” (плотная). Прямые части воздуховодов с круглым спиральным швом изготовляют стандартных длин L = 3000 мм и L = 6000 мм. Допуск по длине + 5 мм. По заказу возможна поставка прямых частей воздуховодов любой длины
Толщина металла варьируется в зависимости от размера воздуховодов. На толщину используемого металла может влиять наличие ребер жесткости. Воздуховоды изготавливаются в соответствии с требованиями СНиП 41-01-2003 на стане Spiro Tubeformer 16.02 швейцарской компании Spiro International Group без нарушения цинкового покрытия. Герметичность всех деталей – класс “П” (плотная). Прямые части воздуховодов с круглым спиральным швом изготовляют стандартных длин L = 3000 мм и L = 6000 мм. Допуск по длине + 5 мм. По заказу возможна поставка прямых частей воздуховодов любой длины
Прямоугольный оцинкованный стальной металлический воздух GOST 14918-80
Общая информация
GOST, TU GOST 14918-80
Производители CJSC Firm “SAKTA”
OKP CODE 486300
DUCTS. в соответствии с требованиями СНиП 41-01-2003 на стане Spiro Tubeformer 16.02 швейцарской компании Spiro International Group, без нарушения цинкового покрытия. Герметичность всех деталей – класс “П” (плотная). Прямые части воздуховодов с круглым спиральным швом изготовляют стандартных длин L = 3000 мм и L = 6000 мм. Допуск по длине + 5 мм. По заказу возможна поставка прямых частей воздуховодов любой длины
Прямые части воздуховодов с круглым спиральным швом изготовляют стандартных длин L = 3000 мм и L = 6000 мм. Допуск по длине + 5 мм. По заказу возможна поставка прямых частей воздуховодов любой длины
Применение Воздуховоды применяются в системах вентиляции и кондиционирования воздуха.
Воздухораспределитель вихревой ВКС ТУ 400-28-26
Общие сведения
Марка (тип) ВКС
ГОСТ, ТУ ТУ 400-28-26
Изготовитель ОАО «Сантехпром»
Разработчик ОАО «Сантехпром» 61027 код ОКП3
Технические характеристики
Применение Предназначены для подачи приточного воздуха в помещения с компактной струей.
Воздухораспределитель соплового типа ВПС ВПС-400 УГ ТУ 400-28-26
Общие сведения
Марка (тип) ВПС-400 УГ
ГОСТ, ТУ ТУ 400-28-26
Изготовитель ОАО «Сантехпром»
Разработчик ОАО «Сантехпром»
Код ОКП 4863610002
Технические характеристики3 9002 Комплект поставки3 9000 главные и направляющие жиклеры. Основные компактные струи создаются небольшим количеством обычных воздухораспределительных решеток, через которые с малой начальной скоростью (до 4 м/с) выбрасывается 70-90% всего подаваемого воздуха. Дополнительные горизонтальные и вертикальные сопла, расположенные по оси основной струи, создают дополнительные направляющие струи с высокой начальной скоростью.
Основные компактные струи создаются небольшим количеством обычных воздухораспределительных решеток, через которые с малой начальной скоростью (до 4 м/с) выбрасывается 70-90% всего подаваемого воздуха. Дополнительные горизонтальные и вертикальные сопла, расположенные по оси основной струи, создают дополнительные направляющие струи с высокой начальной скоростью.
Применение Предназначены для выдачи воздуха с большими скоростями истечения (до 30-40м/с)
Гибкая вставка, D 1000 мм; Д 1250 мм; Д 250 мм; Д 315 мм; Д 400 мм; Д 500 мм; Д 630 мм; D 800 мм
Общая информация
Марка (тип) Тип В
Диаметр, мм 1000
Изготовитель ЗАО Фирма “Сакта”
Разработчик Филиал “Сакта” ЗАО “Моспромстрой”
Код ОКП 486369
Технические характеристики 90 Номер вентилятора –
Описание 90 10. Поперечный разрез – турПрименение Предназначены для предотвращения передачи механических колебаний и вибрационного шума от вентилятора к воздуховоду, а также могут быть использованы для обеспечения герметичного гибкого соединения воздуховодов
Воздуховод круглого сечения из оцинкованной листовой стали, Д уп до 1250 мм; Д до 200 мм; Д до 450 мм; Д до 800 мм
Общие сведения
ГОСТ, ТУ ГОСТ 14918-80
Изготовители ОАО «Сантехпром»
Код ОКП 4863657102
Технические характеристики
Технические характеристики Толщина металла до 1,2 мм (по ГОСТ 14918-80). Длина согласно проектной документации
Длина согласно проектной документации
Описание Воздуховоды – это вентиляционное оборудование, предназначенное для перемещения воздуха. По ГОСТ 14918-80 воздуховоды изготавливают из холоднокатаной оцинкованной листовой стали толщиной до 1,2 мм, с транспортировкой воздуха до 80°С и относительной влажностью до 60%. Воздуховоды из листовой стали прямоугольного и круглого сечения изготавливаются типоразмерным рядом
Применение Воздуховоды применяются в системах вентиляции и кондиционирования воздуха.
Откуда:
Сертификат ГОСТ на трубы оцинкованные
Сертификат ГОСТ на трубы оцинкованные
Сертификат ГОСТ на трубы оцинкованные
Скачать
Сертификат соответствия гигиене DVGW
Скачать
Гигиенический сертификат ÜA
Скачать
Декларация о соответствии REACH
Скачать
Декларация о соответствии ROHS
Скачать
Сварные трубы для газа и воды – технический паспорт
Скачать
Бесшовные трубы для газа и воды – технический паспорт
Скачать
Кабелепроводы – технический паспорт
Скачать
Сварные котельные трубы – технический паспорт
Скачать
Прецизионные трубы – технический паспорт
Скачать
Строительные трубы – технический паспорт
Скачать
Трубы для строительных лесов – технический паспорт
Скачать
Трубки, препятствующие вращению – технический лист
Скачать
Стандартный размер пакета
Скачать
Сертификация системы менеджмента здоровья и безопасности на рабочем месте UNI ISO 45001:2018
Скачать
Сертификация системы менеджмента качества UNI EN ISO 9001:2015 – № 7693
Скачать
Сертификация системы экологического менеджмента UNI EN ISO 14001:2015 – № 7693-E
Скачать
Сертификат соответствия заводского производственного контроля
Скачать
Сертификат DIN-DVGW для бесшовных труб
Скачать
Сертификат DIN-DVGW на сварные трубы
Скачать
Сертификат постоянства характеристик 1608 CPR P143
Скачать
Сертификат ГОСТ на трубы оцинкованные
Скачать
Сертификат ГОСТ на черные трубы
Скачать
ШТАБ-КВАРТИРА И ЗАВОД
Виа Валтриге 2
24030 Terno D’Isola (BG)
ЗАРЕГИСТРИРОВАННЫЙ ОФИС
Виа Баликко 61
23900 Лекко (LC)
КОНТАКТЫ
Тел. +39 035
+39 035
Факс +39 035
[email protected]
Associata – член
КОНФИНДУСТРИА БЕРГАМО
ФЕДЕРАЦИОННЫЙ
- Copyright 2017 – Acciaitubi S.p.A.
- НАЛОГОВЫЙ КОДЕКС/НДС/РЕГИСТР КОМПАНИЙ № 007995
- АКЦИОНЕРНОЕ ОБЩЕСТВО – АКЦИОНЕРНЫЙ КАПИТАЛ: € 10.140.000,00
- Р.Э.А. № 115837 C.C.I.A.A. Лекко
- Р.Э.А. № 101248 C.C.I.A.A. Бергамо
- Общие условия продажи
- Политика конфиденциальности и файлов cookie
- Сайт создан: Webtek S.p.A.
Продукция – Hus Ltd. – Торговля и производство металлов, импорт и экспорт.
HUS производит стальные трубы и полые профили – круглые, квадратные, прямоугольные, гидроиспытанные.
Вы можете отправить нам запрос на трубы и полые профили, используя форму – ЗАПРОС
Ассортимент продукции
Precision EN 10305
Электросварные стальные трубы.
Конструкционные полые профили EN 10219
Гидроиспытанные EN 10255
Горячеоцинкованные EN 10255
Описание:
Горячекатаный плоский прокат из конструкционной стали без покрытия, технологические характеристики – холодное пластическое деформирование, свариваемость, пригодность к формованию; пригодность для горячего цинкования, пригодность для обработки металлорежущим оборудованием в зависимости от характеристик горячекатаного материала.
Стали подразделяются на марки стали в зависимости от заданного минимального предела прочности при растяжении при данной температуре окружающей среды.
Металлопродукция доступна в листах/пачках, рулонах и нарезанных из рулонов изделиях – нарезанных на мерные полосы и фольгу с размерами по запросу клиента.
Применение:
общего назначения, строительство, машиностроение, производство.
Изделия
Профили стальные холодногнутые U-образные, изготовленные из горяче- или холоднокатаного плоского проката, обработанные методом холодной штамповки, без существенного влияния на начальную толщину плоского проката, имеющие постоянное поперечное сечение по всей длине .
Размеры
Наружные размеры профиля /ширина х высота/ от 40х30 до 300х100мм, толщина от 3,0 до 6,0мм, стандартная длина – 6000мм, или по заказу клиента от 2000 до 12000мм.
Технические характеристики
Допуски на размеры и сечение – согласно EN 10162:2003
Контрольные документы EN 10204-2004/2.2.
Свидетельство производственного контроля № 02 – НСИОССП – № 003, выданное Институтом механики, идентификационный номер № 02 из реестра МРБ. Разрешение № РОССП – 06.02.2007 г., на Работы /бессрочно/.
Применение
Для подготовки изделий, применяемых в металлоконструкциях и сталежелезобетонных конструкциях с требованиями высокой степени безопасности. Пригодность для цинкования.
Профили П-образные холодногнутые
ОПИСАНИЕ
Плоский горячекатаный прокат толщиной более 8 мм из конструкционной стали без покрытия, технологические свойства – способность к холодной деформационной сварке; пригодность для формовки; пригодность к горячему цинкованию, пригодность к работе на станках, по характеристикам проката.
Стали делятся на марки в зависимости от указанного минимального предела текучести при температуре окружающей среды.
Поставляется в листах, рулонах и нарезанных из рулонов продуктах – разрезанных на мерные листы с размерами по запросу клиента.
ПРИМЕНЕНИЕ
Общее применение в строительстве, машиностроении, производстве.
Продукция
Описание:
Прокат плоский холоднокатаный из малоуглеродистой стали без покрытия для холоднокатаной деформации и последующей переработки в изделия по характеристикам холоднокатаного материала.
Предлагается в листах, связках, бухтах и полосах, нарезанных по размеру полосах и фольге с размерами по запросу клиента.
Применение:
Общее применение в строительстве, машиностроении, производстве.
Пригодность для металлизации электролитическим или горячим способом и/или осаждением органических или других покрытий.
Изделия подходят для обычных методов сварки
Изделия
ОПИСАНИЕ
Плоский прокат толщиной от 0,35 мм до 3,00 мм из стали для холодной деформации с высоким условным пределом текучести и сплошным горячим цинкованием.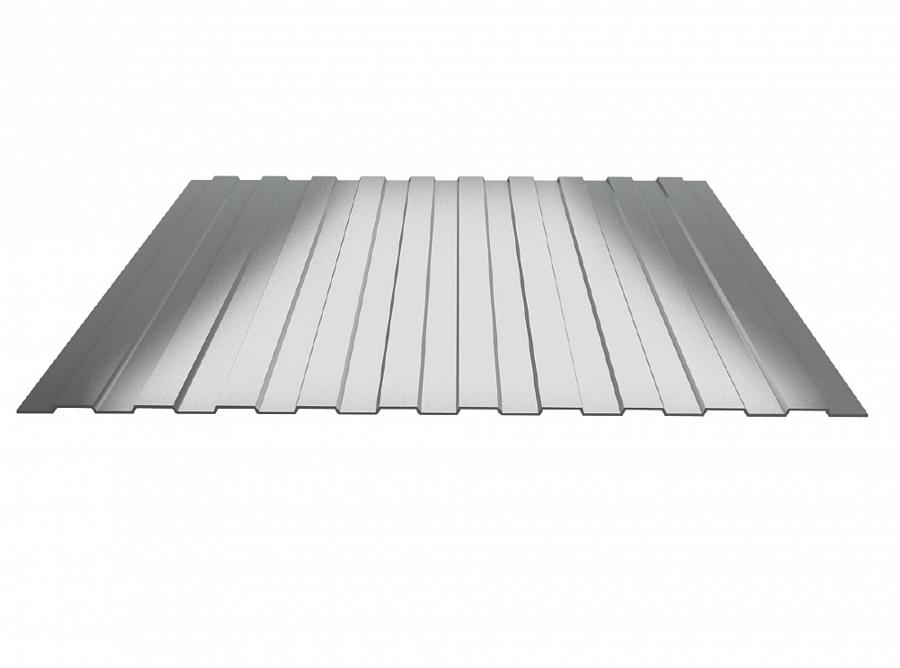
Толщина – это окончательная толщина изделия после нанесения покрытия.
Поставляется в листах, рулонах и нарезных изделиях из рулонов – продольной резки (полосы) и нарезки по длине с размерами по запросу клиента.
ПРИМЕНЕНИЕ
Общее применение; строительство, машиностроение, промышленность.
Пригодность для нанесения органических и других покрытий.
Изделия подходят для обычных методов сварки.
Товары
Описание
Плоские стальные изделия, покрытые сплошным органическим покрытием. Основание представляет собой холодно- или горячеоцинкованную листовую сталь, окрашенную с одной или обеих сторон в цвет RAL и/или с органическим покрытием.
Применение
В строительстве; для внутреннего и наружного применения в зданиях, для изготовления профилей, панелей и элементов дизайна конструкции.
Общее машиностроение и промышленное производство деталей и изделий.
Продукция
ОПИСАНИЕ
Прокат плоский горячекатаный из конструкционной стали с рифленой поверхностью, без покрытия, технологические характеристики – способность к холодной штамповке, способность к сварке; пригодность для формовки; пригодность к горячему цинкованию, пригодность к обработке на металлорежущих станках в зависимости от характеристик горячекатаного материала.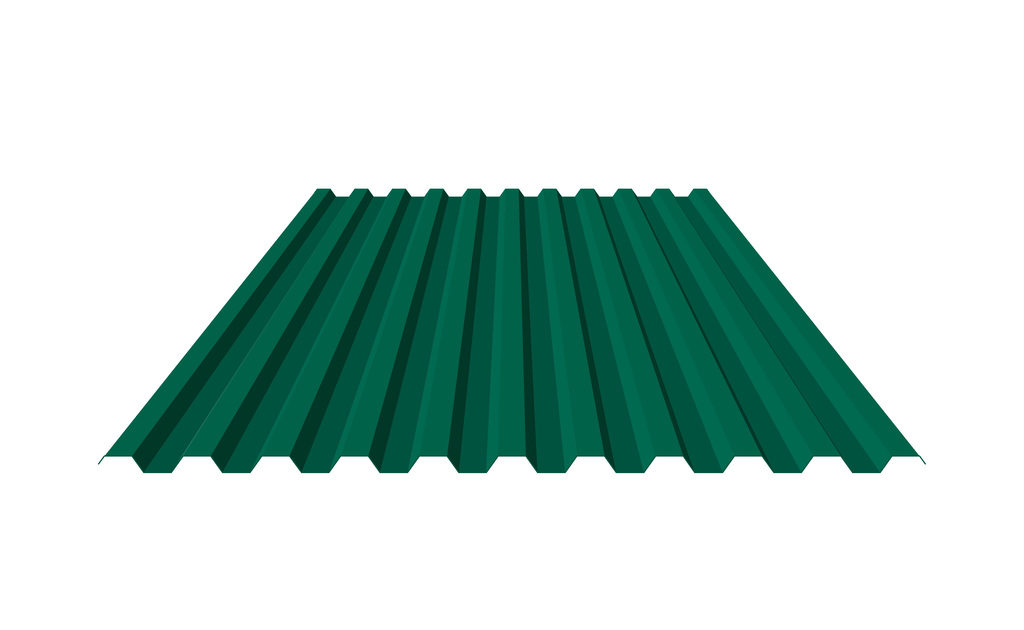
Поставляется в листах/пачках, рулонах и нарезанных из рулонов продуктах – полосах и фольге с размерами по запросу клиента.
Тип рифленой стали – Слеза-капля.
ПРИМЕНЕНИЕ
Строительство; для внутренней и внешней отделки зданий, для изготовления профилей и элементов крепления конструкций.
Общее машиностроение и промышленное производство деталей и изделий.
Продукция
ОПИСАНИЕ
Горячекатаная или низкоуглеродистая конструкционная сталь
ПРИМЕНЕНИЕ
Гибка, волочение, глубокая вытяжка и формовка
Изделия
ОПИСАНИЕ
Свариваемая арматурная сталь, горячекатаная и термообработанная, с круглым поперечным сечением, гладкой или профилированной поверхностью, в прутках и бухтах.
ПРИМЕНЕНИЕ
Сталь предназначена для армирования железобетонных конструкций.
Стальные стержни, сваренные поперечно в квадратные формы, для армирования бетона.
Описание
Различные предварительно отформованные арматурные стальные элементы для возведения каркасов железобетонных конструкций. Изготавливается из арматурной стали путем механической деформации – правки, резки и гибки до получения размеров, соответствующих конкретному техническому чертежу.
Размеры: по спецификации заказчика и в соответствии со стандартом EN 10080:2005
Технические условия
Контрольные документы на арматурную сталь, из которой изготовлены элементы.
Сертификат соответствия № 02-НСИСОССП-№ 041 на арматурную сталь от Ф5 до Ф16,5 марки В235, В500.
Применение: для изготовления связанных или сварных каркасов из железобетона при строительстве жилых и производственных зданий и сооружений.
Горячекатаные профили из конструкционной стали, применяемые в строительстве и общем машиностроении
Профили стальные конструкционные – DIN
Швеллеры – ГОСТ
Балки двутавровые – ГОСТ
Прутки товарные
Описание
Трубы стальные бесшовные горячедеформированные из низколегированной углеродистой или легированной стали с антикоррозионным покрытием или без него по спецификации API 5L GrB и ГОСТ 8732-78.
Размеры
Внешний диаметр от 20 до 550 мм.
Толщина стенки от 2,5 до 75 мм.
Длина 6000 мм.
Технические условия
Марка стали и условия поставки – по ГОСТ 8731-74, API 5L.
Размеры, допуски на формы и размеры – по ГОСТ 8732-78, API 5L.
Испытания заводом-изготовителем по ГОСТ 3845-75, API 5L.
Документооборот EN 10204-2004/3.1.
Применение
Общее применение в строительстве, машиностроении, производстве, для передачи жидкости в конструкциях, узлах и системах.
Бесшовные трубы
HUS Ltd предлагает различные профили и аксессуары для гипсокартонных конструкций в соответствии с EN 14195.
Описание
Кровельные и стеновые панели, используемые для отделки железобетонных и металлических конструкций, таких как склады, промышленные здания, сельскохозяйственные постройки, супермаркеты, торговые центры и другие помещения с регулируемой постоянной температурой.
Характеристика
Изоляционные панели с полиуретановым наполнителем. Для изготовления термопанелей используется предварительно окрашенная оцинкованная сталь в различные цвета по шкале RAL. Толщина оцинкованной стали может быть разной, в зависимости от потребностей конструкции.
Реакция на огонь B.S2.d0, согласно стандарту EN13501-1. Плотность полиуретана 40 кг/м3.
Панели сертифицированы согласно EN14509/8.1.2009 – EN14509/AC/12.2.2009
Стальные заборы
Гвозди
Проволока
Гофрированные стальные листы LT-формы для крыш
Водосточные желоба
Прочие
Precision EN 10305
Каталог
Производство труб
Производство проволоки
Гуз производит сварные газообразные трубки и смазочные дипломы, простуды, простуды Bent, низкоульниковые. , сварная сетка, профнастил и профили для гипсокартона.
, сварная сетка, профнастил и профили для гипсокартона.
Компания также предоставляет услуги, такие как резка рулонов на длину, резка рулонов на полосы, резка и гибка арматурной стали. HUS занимается внутренней торговлей, импортом и экспортом горячекатаных и холоднокатаных рулонов и листов, горячеоцинкованных рулонов и листов, PPGI, балок, товарного проката, арматурной стали для бетона, теплоизоляционных панелей, бесшовных труб и многого другого.
Оцинкованные листы
Толстые и тяжелые листы толщиной 1/4 дюйма классифицируются как листы.
Листы, заказанные по весу или толщине, имеют стандартные допуски по толщине и весу.
Калибр оцинкованного листа основан на стандартном калибре США. Калибровочный номер листа на 2,5 унции на кв. фут тяжелее или на 0,0037 дюйма толще, чем вес или толщина соответствующего стандартного калибровочного номера США, независимо от веса покрытия.
Информация о запросе Сравнить товары
| ГС-8-1681 | Н/Д 8 калибр | Н/Д 0,1681 дюйма4,26974 мм | Н/Д 7,031 фунт/фут²34,325342 кг/м² |
| ГС-9-1532 | Н/Д 9измерять | Н/Д 0,1532 дюйма3,89128 мм | Н/Д 6,406 фунтов/фут²31,274092 кг/м² |
| ГС-10-1382 | Н/Д 10 калибр | Н/Д 0,1382 дюйма3,51028 мм | Н/Д 5,781 фунт/фут²28,222842 кг/м² |
| ГС-11-1233 | н/д 11 калибр | Н/Д 0,1233 дюйма3,13182 мм | Н/Д 5,561 фунт/фут²27,148802 кг/м² |
| ГС-12-1084 | Н/Д 12 калибр | Н/Д 0,1084 дюйма2,75336 мм | Н/Д 4,531 фунт/фут²22,120342 кг/м² |
| ГС-13-0934 | н/д 13 калибр | Н/Д 0,0934 дюйма2,37236 мм | Н/Д 3. 906 фунтов/фут²19,069092 кг/м² 906 фунтов/фут²19,069092 кг/м² |
| ГС-14-0785 | н/д 14 калибр | Н/Д 0,0785 дюйма1,9939 мм | Н/Д 3,281 фунта/фут²16,017842 кг/м² |
| ГС-15-0710 | н/д 15 калибр | Н/Д 0,0710 дюйма 1,8034 мм | Н/Д 2. 969 фунтов/фут²14,494658 кг/м² 969 фунтов/фут²14,494658 кг/м² |
| ГС-16-0635 | н/д 16 калибр | Н/Д 0,0635 дюйма1,6129мм | Н/Д 2,656 фунта/фут²12,966592 кг/м² |
| ГС-17-0575 | н/д 17 калибр | Н/Д 0,0575 дюйма 1,4605 мм | Н/Д 2,406 фунта/фут²11,746092 кг/м² |
| ГС-18-0516 | н/д 18 калибр | Н/Д 0,0516 дюйма 1,31064 мм | Н/Д 2,156 фунта/фут²10,525592 кг/м² |
| ГС-19-0456 | н/д 19 калибр | Н/Д 0,0456 дюйма 1,15824 мм | н/д 1. 906 фунтов/фут²9,305092 кг/м² 906 фунтов/фут²9,305092 кг/м² |
| ГС-20-0396 | Н/Д 20 калибр | Н/Д 0,0396 дюймов 1,00584 мм | Н/Д 1,656 фунта/фут²8,084592 кг/м² |
| ГС-21-0366 | н/д 21 калибр | Н/Д 0,0366 дюйма0, мм | Н/Д 1,531 фунта/фут²7,474342 кг/м² |
| ГС-22-0336 | н/д 22 калибр | Н/Д 0,0336 дюйма0,85344 мм | Н/Д 1,406 фунта/фут²6. |