Профильная шлифовка: Профильная шлифовка металла: работа со сложными заготовками
alexxlab | 28.04.2023 | 0 | Разное
Профильное шлифование: принцип работы и оборудование
Профильное шлифование – вид абразивной обработки детали имеющей, какой-либо профиль. В зависимости от типа инструмента, которым выполняется обработка, можно выделить четыре основных подгруппы профильного шлифования:
- шлифование лентой с профильным прижимным утюжком;
- профильное шлифование на свободной ленте;
- шлифование профилирующимися кругами;
- щеточное шлифование.
Шлифование лентой с профильным прижимным утюжком
Используемый абразивный инструмент
Бесконечные шлифовальные ленты на эластичной тканевой основе со стыковым соединением типа «В» (внахлест со снятием абразива в зоне шва):
- благодаря эластичности основы, шлифовальная лента точно огибает обрабатываемый профиль;
- стыковое соединение шлифовальной ленты внахлест (тип «В») имеет высокую стойкость к боковым изгибам ленты, что необходимо при обработке профильных поверхностей.


Оборудование
Станки проходного типа, содержащие от 2 до 10 и более шлифовальных узлов. Большое количество шлифовальных узлов позволяет полностью охватить профиль детали, тем самым провести обработку предельно сложного профиля, а также использовать при прогоне детали через станок шлифовальные ленты нескольких видов зернистостей.
Обрабатываемые детали
Любые погонажные изделия, а также профильные кромки деталей из массива древесины или MDF.
Принцип работы
Шлифование выполняется лентой на эластичной тканевой основе, натянутой между валами и прижимаемой к обрабатываемой поверхности при помощи специального профильного утюжка.В зависимости от зернистости используемой шлифовальной ленты возможно проводить как грубое шлифование (Р-80 – Р-150) перед нанесением грунта, так и деликатное шлифование грунтованной поверхности (Р-180 – Р-320). Также агрессивность шлифования можно регулировать путем увеличения или снижения рабочего давления, подаваемого на прижимной утюжок. Для обработки различных профилей предусматривается использование нескольких комплектов шлифовальных утюжков. Большинство модификаций станков позволяет производить легкую и быструю замену утюжка новым.
Для обработки различных профилей предусматривается использование нескольких комплектов шлифовальных утюжков. Большинство модификаций станков позволяет производить легкую и быструю замену утюжка новым.
Шлифование свободной лентой
Используемый абразивный инструмент
Бесконечные шлифовальные ленты на тканевой основе со стыковым соединением типа «Т» (встык на подложку): — спайка шлифовальной ленты встык на подложку позволяет получить предельно прочное соединение ленты с незначительным увеличением толщины шва, что при работе свободной лентой не вызывает каких-либо биений и не отражается на качестве обработанной поверхности.
Оборудование
Станки различных типов и модификаций с автоматической или ручной подачей заготовок в зону шлифовки. Основное отличительной особенностью данного оборудования является то, что зона шлифовки расположена на свободном участке шлифовальной ленты, не имеющем под собой какой-либо опорной части. Шлифование свободной шлифовальной лентой наиболее часто встречается в металлообрабатывающей промышленности.
Шлифование свободной шлифовальной лентой наиболее часто встречается в металлообрабатывающей промышленности.
Обрабатываемые детали
Криволинейные профильные детали: турбинные лопатки, сантехнические смесители, фитинги, отдельные элементы мебельной фурнитуры и многое другое.
Принцип работы
Заготовка подается к абразивной ленте оператором вручную или автоматически. Лента натянута роликами или валами и в рабочей зоне, не поддерживается никакими приспособлениями. Заготовка может подаваться на абразивный материал под различными углами и плоскостями.
Шлифование профилирующими кругами
Используемый абразивный инструмент
Шлифовальные круги с различной структурой и типом основы.
Лепестковый – представляет собой круг (вал), состоящий из сегментов/лепестков абразивного материала, равномерно расположенных по окружности. В качестве материала лепестков может использоваться абразивный нетканый материал в моногамном исполнении, а также в комбинации с абразивными сегментами на бумажной и тканевой основах.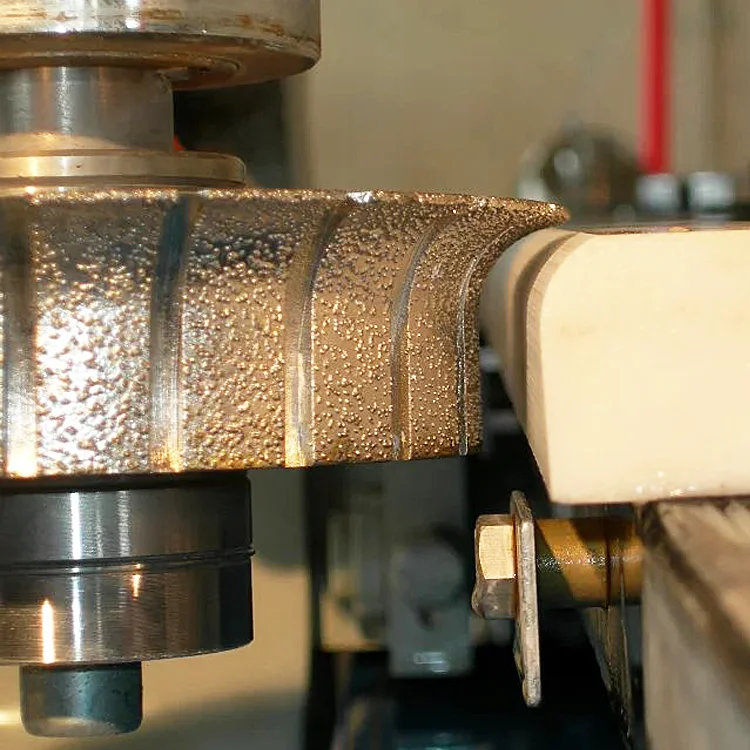
Круги данного типа могут отличаться друг от друга твердостью, которая зависит от плотности, количества лепестков, расположенных на определенном посадочном диаметре, и вида специальной пропитки.
Крученый – представляет из себя круг (вал), тело которого выполнено из абразивного нетканого материала, многослойно накрученного на посадочный диаметр. Круги данного типа могут отличаться друг от друга твердостью, которая определяется изначальной жесткостью самого нетканого материала, степенью и типом специальной пропитки, а также плотностью его накрутки, то есть количеством слоев/оборотов.
Полиуретановый – основа данных кругов состоит из полиуретановой массы, в которой равномерно по всему объему распределены абразивные зерна. В зависимости от назначения инструмента наряду с абразивными частицами в состав круга могут добавляться абразивные волокна нетканого материала.
Круги данного типа отличаются друг от друга плотностью, пористостью, самого полиуретана и концентрацией абразивных зерен. Для профилирования кругов используется абразивный материал на гибкой тканевой основе, который наклеивается на профиль обрабатываемой поверхности при помощи клея цельной полосой от 1м. Профилирование осуществляется прижимом профиля к кругу на малых скоростях вращения круга.
Для профилирования кругов используется абразивный материал на гибкой тканевой основе, который наклеивается на профиль обрабатываемой поверхности при помощи клея цельной полосой от 1м. Профилирование осуществляется прижимом профиля к кругу на малых скоростях вращения круга.
Оборудование
Станки проходного типа с автоматической подачей шлифовального круга к заготовке и компенсацией износа круга, а также станки с ручным прижатием заготовки к шлифовальному кругу.
Обрабатываемые детали
Любые погонажные изделия, а также профильные кромки деталей.
Принцип работы
Обрабатываемая деталь в ручном или автоматическом режиме подается на круг, уже имеющий профиль обрабатываемой детали. В ходе работ круг постепенно изнашивается, при этом сохраняя изначально заданный профиль.
Для получения качественной поверхности, а также для увеличения рабочего ресурса круга необходимо четко соблюдать рекомендуемые производителем кругов максимально допустимые скорости вращения
Щеточное шлифование
Используемый абразивный инструмент
Различные модификации щеточных шлифовальных элементов: Диск типа «fladder» или «SHAFT Star» – это многолучевая звезда из шлифовальной шкурки на тканевой основе с пластиковыми прокладками, обеспечивающими правильное позиционирование дисков относительно друг друга.
Шлифовальные щетки типа «SHAFT Flex» – основой этого инструмента является центральная втулка, в которую вставляются шлифовальные щетки. Сами щетки состоят из следующих элементов:
- основа – пластиковая основа для крепления к центральной втулке;
- шлифовальная шкурка – эластичная шлифовальная шкурка, нарезанная на лепестки;
- щетина – может быть выполнена из сизаля или лески.
Торцевой щеточный элемент – данный тип шлифовального элемента состоит из щеточных сегментов закрепленных на диск, осуществляющий вращательные движения в одной плоскости с обрабатываемой поверхностью.
Оборудование
Шлифовальные элементы типа «fladder» — «SHAFT Star» или «SHAFT Flex» (см. пункт 1 и 2) могут применяться как с ручным инструментом, так и на промышленных станках. Торцевой щеточный элемент (см. пункт 3) применяется только для работы на станках.
Обрабатываемые детали
Профильные поверхности с глубиной профиля до 20мм (в зависимости от типа используемого элемента). Применяются для тонкого шлифования дерева и межслойного шлифования грунтов, а также для рустики (старения поверхности древесины). В металлообработке в основном применяется для удаления ржавчины и покрытий с металлов.
Применяются для тонкого шлифования дерева и межслойного шлифования грунтов, а также для рустики (старения поверхности древесины). В металлообработке в основном применяется для удаления ржавчины и покрытий с металлов.
Принцип работы
Щеточные шлифовальные элементы не требуют профилирования, проникновение в глубину обрабатываемого профиля достигается за счет их разбивки на отдельные сегменты (лепестки шлифовальной ткани).
Руководитель технического отдела
Данилов Владимир Александрович
Профильное шлифование – Слесарно-инструментальные работы
Профильное шлифование
Категория:
Слесарно-инструментальные работы
Профильное шлифование
Профильное шлифование — это шлифование точных закаленных поверхностей, которые отличаются по форме и положению от плоскостей, расположенных параллельно и перпендикулярно установочной базе детали. Профильное шлифование находит применение во всех областях инструментального производства: в изготовлении приспособлений, штампов, режущего и измерительного инструмента.
Профильное шлифование находит применение во всех областях инструментального производства: в изготовлении приспособлений, штампов, режущего и измерительного инструмента.
Шлифование профилей производится на плоскошлифовальных, координатных разметочно-шлифовальных и оптических профиле-шлифовальных станках. Особенно распространено шлифование профилей на обыкновенных плоскошлифовальных станках. Тем не менее, не все плоскошлифовальные станки пригодны для профильного шлифования. Такие станки должны быть негромоздкими, точными и легкими в управлении. Для этого удобны станки с продольным ходом стола, не превышающем 800 мм, с плавнорегулируемым автоматическим и независимым ручным продольным и поперечным его перемещением. Наличие ручных перемещений позволяет наблюдать за характером снятия стружки, качеством обработанной поверхности и создает возможность взаимных, строго определенных передвижений рабочего стола и абразивного круга. Управление станков сосредоточивается у рук рабочего.
Этим требованиям удовлетворяет уже знакомый читателю станок модели СК-371. Для этого его необходимо оснастить приспособлением для работы кругами малых диаметров, быстросменным защитным кожухом, точными индикаторными ограничителями передвижения шпиндельной бабки и стола, а также боковой упорной линейкой магнитной плиты для быстрой установки приспособлений. Тем не менее и при таком оснащении этот станок позволяет обрабатывать не профильные поверхности, а обычные плоскости. Профильное же шлифование потребует еще применения специальных приспособлений, которые создадут возможность точно и производительно, в определенной последовательности обрабатывать прямолинейные и криволинейные профили и получать правильные сопряжения их элементов.
Для этого его необходимо оснастить приспособлением для работы кругами малых диаметров, быстросменным защитным кожухом, точными индикаторными ограничителями передвижения шпиндельной бабки и стола, а также боковой упорной линейкой магнитной плиты для быстрой установки приспособлений. Тем не менее и при таком оснащении этот станок позволяет обрабатывать не профильные поверхности, а обычные плоскости. Профильное же шлифование потребует еще применения специальных приспособлений, которые создадут возможность точно и производительно, в определенной последовательности обрабатывать прямолинейные и криволинейные профили и получать правильные сопряжения их элементов.
Такие приспособления по характеру выполняемых в них работ можно разделить на четыре группы:
а) приспособления для шлифования прямолинейных участков профилей;
б) приспособления для шлифования дуговых участков;
в) приспособления для точного расположения элементов профиля по окружности;
г) приспособления для комбинированного шлифования элементов профиля.
Конструкция перечисленных приспособлений будет объяснена параллельно с описанием каждого вида работ.
В заключение укажем, что профильное шлифование может осуществляться одним из двух способов: шлифованием с помощью абразивного круга стандартного профиля или же с помощью профилированного круга, т. е. такого круга, которому придана соответствующая форма профилировочным приспособлением.
Реклама:
Читать далее:
Шлифование прямолинейных участков профиля
Статьи по теме:
- Ремонт пресс-форм
- Технология изготовления пресс-форм
- Детали пресс-форм
- Классификация и конструкция пресс-форм
- Способы получения изделий пресс-формах
Контрактное производство и механическая обработка — профильное шлифование
Отзывы
Прочтите наше тематическое исследование «Конструкция для производства» вала Gizmotron, представленное в Modern Machine Shop!
Контрактное производство и обработка
Оптимизируйте свою цепочку поставок, чтобы исключить болезненные расходы, связанные с обработкой и ценообразованием, стандартами качества или задержками с доставкой.
Избавьтесь от догадок и уменьшите свой риск в процессах закупок и планирования, заказывая комплектные компоненты. С одним заказом на покупку все будет умело управляться за вас:
Design for Manufacturability Review
Raw material acquisition
Raw material preparation- such as bar grind or cut to length
Swiss CNC Machining, CNC Turning, and/or CNC Machining
Термическая обработка
Шлифовка, предварительная обработка
Покрытие.
Шлифовка, постплита
Другие процессы включают анодирование, чернение, электрополировку, пайку твердым припоем, пассивирование, термическое удаление заусенцев, паровое хонингование
Контроль качества на каждом этапе производственного процесса
И вся промежуточная логистика!
Контрактная обработка и производство идеально подходят для менеджеров по снабжению, которые предпочитают сотрудничать, заботясь о качестве, производственном партнере, который может обеспечить прецизионную обработку компонентов и сборок в течение определенного периода поставки и экономично.
Общий заказ на поставку вознаграждает вас более высокими ценовыми скидками, в то время как ваши менеджеры по закупкам и закупщики принимают поставки только в меньших количествах по запросу, которые отправляются в тот же день из нашего дока на ваш склад.
Мы также будем использовать вашу упаковку и сокращающие время штрих-коды или другие маркировки, а также прилагать сертификаты и документацию по качеству, как указано.
Окажите положительное влияние и обсудите ваши требования с
сегодня!
Компания Profile Grinding обратилась в компанию Profile Grinding с крупным производителем промышленного упаковочного оборудования по поводу промышленной иглы для регулирования объема, изготовленной из нержавеющей стали 17-4 с жесткими допусками по размеру, прямолинейности, округлости и чистоте поверхности. Профиль обслуживает этого клиента в течение почти 50 лет для широкого спектра других прецизионно обработанных компонентов и узлов, и после успеха этого прототипа, который мы помогли разработать для производства, был заключен контракт на поставку только этой детали в количестве 30 000 единиц в год. Наш клиент прокомментировал: «Ваша компания исключительна в отношении качества, обслуживания и цены!»
Наш клиент прокомментировал: «Ваша компания исключительна в отношении качества, обслуживания и цены!»
Детали проекта:
| Название компонента: | Промышленная игла |
| Функция: | Точный регулятор объема жидкости |
| Промышленность: | Промышленная упаковка |
| Материал: | Осажденная закаленная нержавеющая сталь 17-4 с напаянным твердосплавным шариком |
| Материал Отделка: | нет |
| Размеры, прибл.: | 0,095″ диаметр x 1,6″ длина |
| Точность Допуски: | Диаметр:. 0005″ |
| Прямолинейность: 0,0005″ | |
| Круглость: 0,0002″ | |
| Чистота поверхности: 8µ | |
| Объем: | 30 000/год |
| Тип услуги: | Услуги по контрактной обработке |
| Прикладные процессы: | Обработка швейцарских винтов с ЧПУ Пайка Прецизионное шлифование с ЧПУ Бесцентровое шлифование |
| Доставка: | Отправка в тот же день со склада |
Высокоточная заготовка катушки, изготовленная из стали 12Л14, имеет точные допуски по размерам, прямолинейности, круглости, концентричности и чистоте поверхности. Это один из примерно двухсот аналогичных компонентов, которые компания Profile изготовила для наших клиентов в области производства гидравлических регулирующих клапанов. Мы начали обслуживать этого клиента в 1960-х годов, и сегодня обеспечивают общий объем компонентов 140 000 единиц в год. Многие из этих компонентов входят в нашу программу контрактного производства, чтобы уменьшить как стоимость, так и время выполнения заказа без ущерба для качества.
Это один из примерно двухсот аналогичных компонентов, которые компания Profile изготовила для наших клиентов в области производства гидравлических регулирующих клапанов. Мы начали обслуживать этого клиента в 1960-х годов, и сегодня обеспечивают общий объем компонентов 140 000 единиц в год. Многие из этих компонентов входят в нашу программу контрактного производства, чтобы уменьшить как стоимость, так и время выполнения заказа без ущерба для качества.
Детали проекта:
| Название компонента: | Заглушка для катушки |
| Функция: | Точный регулятор громкости |
| Промышленность: | Компоненты гидравлического регулирующего клапана |
| Материал: | Сталь 12Л14 термообработанная |
| Материал Отделка: | нет |
| Размеры, прибл.: | .615″ диам. х 1,6″ в длину |
| Точность Допуски: | Диаметр:. 0005″ 0005″ |
| Прямолинейность: 0,0002″ | |
| Круглость: 0,000075″ | |
| Концентричность: 0,001″ | |
| Чистота поверхности: 8µ | |
| Объем: | 4000/год |
| Тип услуги: | Услуги по контрактной обработке |
| Прикладные процессы: | Обработка швейцарским винтом с ЧПУ Термическое удаление заусенцев Термическая обработка Хонингование Бесцентровое шлифование |
| Доставка: | Отправка в тот же день со склада |
Наш клиент, который проектирует и производит системы продувки и нагнетания давления для экстремальных и опасных сред по всему миру, обратился в компанию Profile Grinding в 2008 году за помощью в изготовлении компонентов для их систем, расположенных в Северной Америке. Этот алюминиевый корпус датчика давления сочетается с латунным датчиком с еще более точным допуском, что обеспечивает точные и надежные изменения давления.
Детали проекта:
| Название компонента: | Корпус датчика давления |
| Функция: | Датчик давления |
| Промышленность: | Системы продувки и повышения давления |
| Материал: | 6061-T6 Алюминий |
| Материал Отделка: | нет |
| Размеры, прибл.: | 60 мм диам. х 31 мм в длину |
| Точность Допуски: | Диаметр: 0,05 мм Поверхность: 1,6 мкм |
| Объем: | 1300 / Год |
| Тип услуги: | Услуги по контрактной обработке |
| Прикладные процессы: | Токарный станок с ЧПУ, 4 оси |
| Доставка: | Отправка в тот же день со склада |
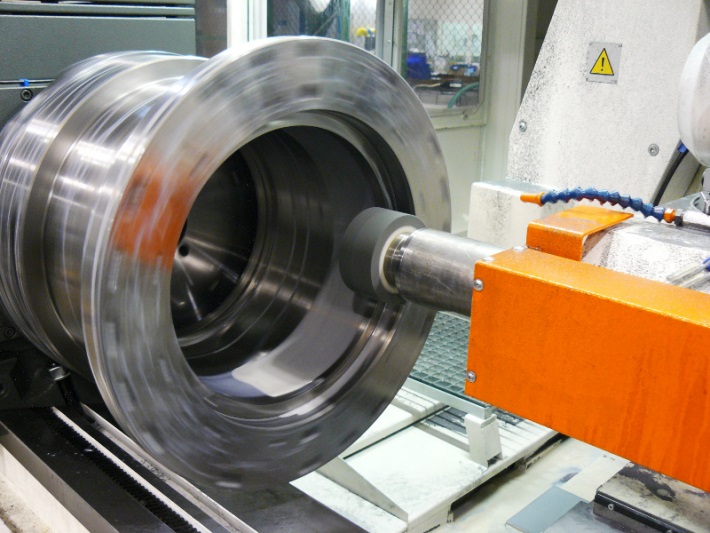
Что такое глубинная подача и профильное шлифование и как это работает?
▲
Разработано
- Главная /
- Технология /
- Что такое глубинная подача и профильное шлифование?
Для глубинного шлифования используется глубина резания до 20 мм. Весь припуск заготовки можно снять за несколько надрезов. Однако скорость заготовки или стола должна быть значительно снижена по сравнению с процессом возвратно-поступательного шлифования. Глубинное шлифование приводит к высоким термическим и механическим нагрузкам на деталь и компоненты системы. Эта задача должна быть решена за счет адаптированной конструкции системы управления процессом, шлифовального круга, процесса правки, станка и стратегии подачи СОЖ. Как правило, это также увеличивает стоимость машины. Из-за растущих требований клиентов к производительности глубинное шлифование становится все более важным по сравнению с возвратно-поступательным шлифованием. Технологические требования приводят к различным характеристикам конструкции машин.
Весь припуск заготовки можно снять за несколько надрезов. Однако скорость заготовки или стола должна быть значительно снижена по сравнению с процессом возвратно-поступательного шлифования. Глубинное шлифование приводит к высоким термическим и механическим нагрузкам на деталь и компоненты системы. Эта задача должна быть решена за счет адаптированной конструкции системы управления процессом, шлифовального круга, процесса правки, станка и стратегии подачи СОЖ. Как правило, это также увеличивает стоимость машины. Из-за растущих требований клиентов к производительности глубинное шлифование становится все более важным по сравнению с возвратно-поступательным шлифованием. Технологические требования приводят к различным характеристикам конструкции машин.
- Глубинное шлифование характеризуется более низкими скоростями заготовки и большей глубиной резания, что приводит к большей длине дуги контакта между шлифовальным кругом и заготовкой по сравнению с возвратно-поступательным или маятниковым шлифованием.
- Глубинное шлифование обеспечивает значительно более высокую производительность в массовом производстве по сравнению с возвратно-поступательным шлифованием.
- При использовании современных обычных высокопористых шлифовальных кругов очень высокая скорость съема материала достигается при глубинном шлифовании.
- Износ круга обычно меньше, чем при возвратно-поступательном шлифовании.
- Качество поверхности обычно лучше, чем при возвратно-поступательном шлифовании.
- Операции глубинного шлифования требуют жестких и прочных станков для обеспечения качества заготовок при более высоких усилиях шлифования.
- Шлифовальные круги на керамической связке обычно оснащаются профильными роликами, соответствующими профилю готовой заготовки.
- Труднообрабатываемые материалы, такие как жаропрочные сплавы на основе никеля, используемые в аэрокосмических реактивных двигателях, сегодня могут быть экономично обработаны с помощью гальванических или керамических шлифовальных кругов из эльбора и нитрида бора.

Возвратно-поступательное шлифование
| Глубинное шлифование
| |
| Глубина резания [мм] | от 0,001 до 0,100 | от 1 до 12 |
| Скорость заготовки [м/мин] | от 10 до 40 | от 0,07 до 1 |
| Скорость колеса [м/с] | от 20 до 50 | от 15 до 45 |
| Дуга контакта [мм] | от 0,5 до 6,7 | от 17 до 70 |
Удельная скорость съема материала Q’w [мм 3 /(мм/с)] | от 0,5 до 4 | от 8 до 80 |
| Количество проходов шлифования | Столько, сколько необходимо для полного удаления материала | Обычно 1 |
Типичное применение глубинного шлифования
- Заслонка для аэрокосмической отрасли
- Смазочные канавки для подшипниковой промышленности
- Зубья для заточки бритвенных лезвий
- Лопасти турбины
- Профиль наружного диаметра деталей ротора.

- Подвижный суппорт
- Лопатки
- Коромысло
- Прорези для деталей ротора
- Промежуточный рычаг
- Лезвия для бритвы
- Зубья пилы
- Режущие вставки
- Внутренний диаметр шлифовального статора
- Стопорные штифты
При профильном шлифовании, которое может выполняться как при возвратно-поступательном шлифовании, так и при глубинном шлифовании, шлифовальный круг правится профилем, который необходимо получить. Целью здесь является достижение желаемых допусков формы и геометрии заготовок. Профиль шлифовального круга может быть изготовлен различными методами правки. Наиболее распространенные из них перечислены ниже 9.0003
- Профильные валки (дорогие в производстве, но наиболее экономичное решение для серийного производства большими партиями)
- Формовочные валки (производство менее затратно, но увеличение времени правки сокращает срок службы)
- Профильные алмазы (инструмент с наименьшими производственными затратами)
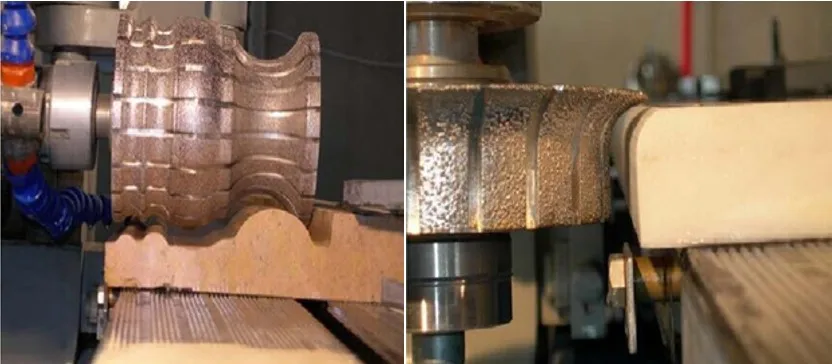
Параллельно с этим постоянно повышаются требования к используемым шлифовальным кругам с точки зрения производительности съема и стойкости инструмента, которые могут быть удовлетворены только за счет адаптации инструментов и стратегий правки к материалу заготовки. Поскольку многие задачи профильного шлифования в серийном производстве выполняются глубинным шлифованием, т.е. шлифовка турбинных лопаток, шлифовка КД (непрерывная правка) является наиболее экономичным решением. Износ шлифовальных кругов огромен, но из-за всегда острого абразивного зерна можно выбирать более высокие скорости подачи.
Поскольку многие задачи профильного шлифования в серийном производстве выполняются глубинным шлифованием, т.е. шлифовка турбинных лопаток, шлифовка КД (непрерывная правка) является наиболее экономичным решением. Износ шлифовальных кругов огромен, но из-за всегда острого абразивного зерна можно выбирать более высокие скорости подачи.
Семейство торговых марок Precision Surfacing Solutions
PRECISION SURFACING SOLUTIONS
PRECISION SURFACING SOLUTIONS поддерживает производителей в самых разных отраслях промышленности, в которых обычно используется прецизионное шлифование, притирка, полировка, удаление заусенцев и современное оборудование для обработки материалов. Все они нуждаются в высококачественных, высокоточных, стабильных и хорошо спроектированных станках для производства высококачественных заготовок.
Посетите сайтLapmaster Wolters
Основанная в Чикаго в 1948 году как производитель притирочных и полировальных станков для рынка механических уплотнений, компания Lapmaster выросла до мирового поставщика решений для более чем 20 отраслей, таких как прецизионная оптика и передовые материалы.
Посетите сайт
Barnes Honing
С 1907 года компания Barnes считается мировым лидером в разработке инновационных технологий и процессов хонингования и чистовой обработки отверстий. Самые ранние хонинговальные станки Barnes были первыми, которые сделали хонингование практичным и эффективным средством отделки отверстий автомобильных цилиндров в производственных условиях.
Посетите сайтISOG
С мая 2020 года бренд ISOG принадлежит всемирно активной группе Precision Surfacing Solutions Group. С добавлением ISOG к уже существующим сильным брендам в рамках Группы PSS еще больше укрепляет свои позиции в качестве ведущего поставщика высококачественных, лучших в своем классе технологий на рынке решений для повышения качества поверхности.
Посетите сайтELB-Schliff
ELB-Schliff Werkzeugmaschinen GmbH уже более 70 лет производит плоскошлифовальные и профильные шлифовальные станки.
Посетите сайт Компания была основана Эдмундом Лангом в городе Бабенхаузен, что привело к названию «ELB-Schliff».
Компания была основана Эдмундом Лангом в городе Бабенхаузен, что привело к названию «ELB-Schliff».aba Шлифование
Компания aba была основана в 1898 году под названием Messwerkzeugfabrik Alig & Baumgärtel Aschaffenburg, отсюда и инициалы aba. Сегодня aba Grinding Technologies занимается исключительно разработкой и производством прецизионных плоскошлифовальных и профильных шлифовальных станков.
Посетите сайтREFORM
REFORM Grinding Technology GmbH специализируется на продаже, разработке и производстве шлифовальных станков для различных областей применения в г. Фульда (Германия).
Посетите сайтKEHREN
Компания KEHREN, основанная в 1934 году, является хорошо зарекомендовавшим себя разработчиком и производителем высокоточных шлифовальных станков и систем следующих категорий: вертикальные шлифовальные центры, вертикальные шлифовальные центры с портальной конструкцией, плоскошлифовальные станки с поворотными столами и горизонтальные шпиндели и плоскошлифовальные станки с двойным поворотным столом и вертикальным шпинделем.