Профлист своими руками самодельный станок: Самодельный станок для профнастила своими руками. Ручной станок для профнастила. Типы оборудования для производства профнастила
alexxlab | 02.05.2023 | 0 | Разное
Станок для производства профнастила: виды, изготовление своими руками
- Свойства профнастила
- Типы оборудования для производства профнастила
- Структура производственных линий
- Как изготовить станок для производства профлистов
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.

Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.

- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях.
 Наличие таких дефектов значительно снижает стоимость готовой продукции.
Наличие таких дефектов значительно снижает стоимость готовой продукции. - Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.
Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины.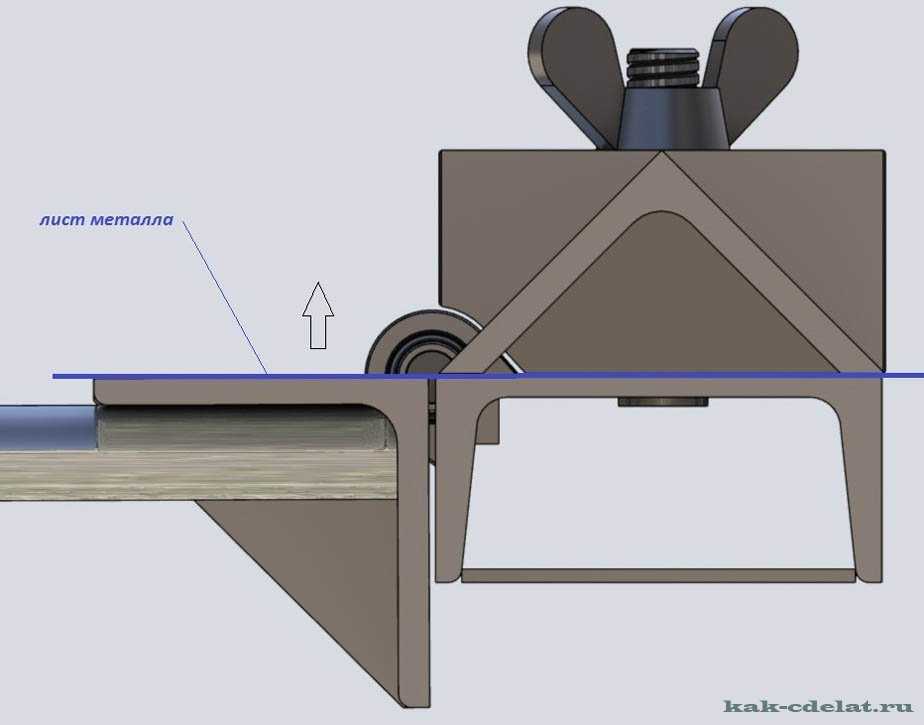 Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
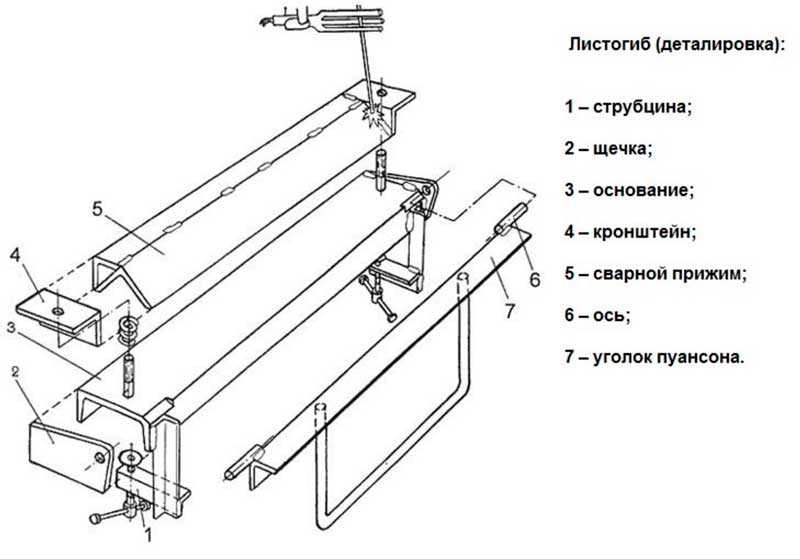
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы
Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой.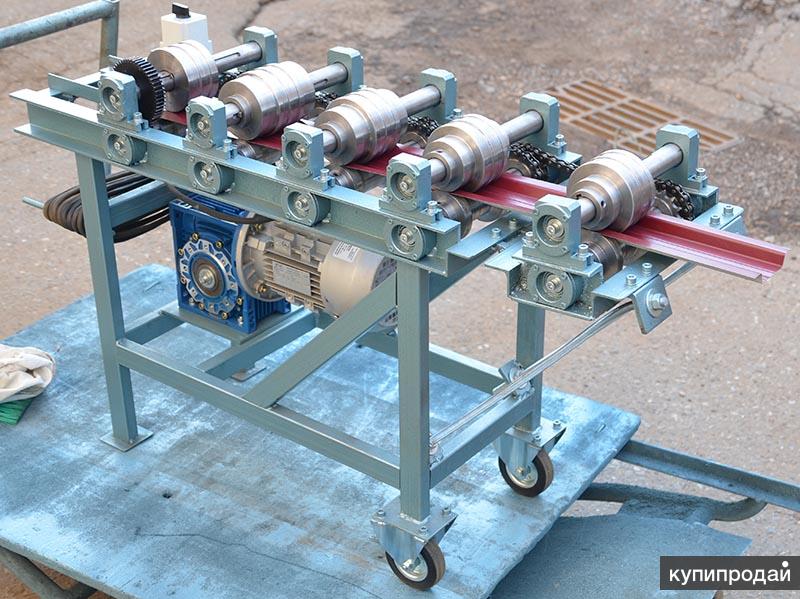 Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Станок для производства профнастила своими руками
Профнастил – наиболее универсальное и современное покрытие. Сегодня без труда можно изготовить профнастил для фасада или кровли. Наша статья расскажет о монтаже профилированных листов и о технологиях производства материала.
Листы из профнастила могут использоваться в качестве:
- материала для стен различных сооружений;
- обшивки зданий;
- листов для изготовления опалубки;
- кровельного материала для жилых зданий;
- материала по созданию перегородок и ограждений;
Этапы производства профильных листов:
- разработка проекта с учетом параметров;
- производство на прокатном оборудовании;
- перевозка и доставка продукции.

Требования и изготовление материала
Металлический профиль для кровли производится из стали с применением холодного метода. Профнастил бывает как с защитным покрытием (полимер, эмаль), так и без него.
Каждый вид профнастила имеет свою толщину. При использовании качественного сырья (например, стали) – материал выпускают с цинковым покрытием в 26 мкм.
Если толщина покрытия снижается наполовину – то увеличивается износ материала. Поэтому очень важно использовать как первосортное сырье, так и оборудование высокого качества.
Требования к проектированию производства профнастила:
- наличие бетонного пола с ровной поверхностью в производственном помещении;
- использование техники с грузоподъемностью более пяти тонн;
- минимальная температура помещения должна составлять 4 градуса;
- наличие специальных ворот для разгрузки и загрузки готового материала;
- наличие помещений для хранения рулонов стали;
Требования для размещения оборудования:
- удобное расположение станков для их беспрепятственного обслуживания и ремонта;
- установка разматывающих устройств рядом с местами хранения сырья;
- при нехватке места в помещении – расположите склад в соседнем здании.
Технология и процесс изготовления профилированных листов
Первым делом следует составить эскиз конструкции и произвести математические расчеты. После этого выбираются цвет и толщина будущего материла.
Для изготовления понадобится станок для производства профнастила. На нем можно создать листы для стен, кровли и пола.
Этапы производства профнастила:
- Установка рулонной стали в разматывающее устройство станка.
- Движение профнастила по станку до специальных ножниц. Они отрезают излишки листа.
- Регулирование параметров длины и количества листов при помощи пульта управления.
- Автоматическая прокатка стальных листов.
- Их дальнейшая резка в соответствии с ранее установленными параметрами.
- Маркировка и упаковка готовых листов в пленку.
Прокатные станки для производства профнастила
Производственное оборудование включает в свою структуру метод холодного проката и горячий метод обработки металлических листов. Наиболее распространенным методом является холодная обработка. Она не требует полного нагрева сырья в начале работы.
Наиболее распространенным методом является холодная обработка. Она не требует полного нагрева сырья в начале работы.
Благодаря специальным линиям – материал прокатывается и режется. Изготовление профнастила возможно в виде профилирования, то есть материал приобретает профильную форму.
Листы профилированного типа бывают различных модификаций. За это отвечает оборудование станка. После производства профнастила определяется вид металлопрофиля и тип.
В соответствии со ступенями механизации станок для металлопрофиля различается:
- автоматизированное оборудование;
- ручной станок для проката профнастила;
- съемное и передвижное оборудование.
Передвижное оборудование используется для изготовления арочного профнастила. Такие листы целесообразно производить непосредственно на строительной площадке. Арочные профнастилы применяются в процессе строительства ангаров, помещений для хранения зерна или аэродромов.
Если необходимо изготовить волнистые листы профиля в небольшом количестве – то лучше всего использовать ручной станок для изготовления профнастила. Очень часто такое оборудование применяется строительными организациями, занимающимися металлообработкой в специальных мастерских. Производство доборных элементов также осуществляется на ручном оборудовании.
Автоматические и полуавтоматические производственные линии представлены автоматизированными станками. Это большой комплекс механизмов различного назначения. Изготовление профилированных листов на таком оборудовании происходит за короткое время.
Состав линии производства профиля:
- разматыватель рулонов;
- прокатный стан для формирования профиля;
- ножницы в форме гильотины;
- устройство приема;
- автоматика.
Этапы рабочего процесса оборудования:
- Помещение оцинкованного листа на специальный разматыватель;
- Поступление ленточного исходного сырья в специальный станок для проката профнастила, который содержит определенное число пар клетей.
 Это влияет на качество продукции.
Это влияет на качество продукции. - После прохождения через клети стальной лист приобретает намеченную ранее геометрию.
Современное производственное оборудование обладает сенсорным пультом. Кроме того, большинство станков оборудовано электромеханическими ножницами, устройствами для зажима, специальными урнами для отходного материала и другими необходимыми устройствами.
Станок для производства профлиста позволяет изготовить профнастил любой формы и назначения. Необходимый материал – гладкая качественная сталь.
Стоит отметить, что сегодня спрос на профнастил с каждым годом все растет и растет. Поэтому многие эксперты считают, что вложенные средства в производство прокатной стали – быстро окупаются. Большой выбор строительных компаний предоставляет широкий спектр подобных услуг.
Если вы решили создать станок для профнастила своими руками, то рекомендуем прочитать специальную литературу по этому вопросу. Также желательно обратиться к фото и видеоматериалам. Из них вы узнаете все о технологиях проектирования производства профнастила, о материалах, необходимых для этого и т.д. В любом случае самодельный станок для профнастила очень полезная в хозяйстве вещь. Особенно если вы планируете осуществлять монтаж кровли в ближайшем будущем. Если же у вас вдруг возникнут какие-либо вопросы, то вы можете обратиться к специалистам.
Из них вы узнаете все о технологиях проектирования производства профнастила, о материалах, необходимых для этого и т.д. В любом случае самодельный станок для профнастила очень полезная в хозяйстве вещь. Особенно если вы планируете осуществлять монтаж кровли в ближайшем будущем. Если же у вас вдруг возникнут какие-либо вопросы, то вы можете обратиться к специалистам.
Гибочный станок своими руками: конструкции, чертежи, описание
Из листового металла изготавливается много изделий – водосточные системы, фасонные детали для обшивки крыш, покрытых профнастилом или металлочерепицей, отливы для цоколя, уголки для конструкций из профлиста и т.д. Все это можно сделать на специальном листогибочном станке – для листового металла. Как сделать гибочный станок своими руками и поговорим в этой статье.
Содержание артикула
- 1 Типы гибочных станков
- 2 Простой ручной
- 2.1 Мощный листогиб из тавра
- 2.2 Из уголка с другим типом прижимной планки
- 3 Ролики для листогибочного или вальцегибочного станка
0 Типы гибочных станков 9002 листогибочные станки трех типов:
Все эти устройства относятся к гибочным станкам. Изготовить своими руками агрегат первой группы проще всего, а третьей (валки для листового металла) немного сложнее. Поговорим о них – от того, как сделать гибочный станок своими руками.
Изготовить своими руками агрегат первой группы проще всего, а третьей (валки для листового металла) немного сложнее. Поговорим о них – от того, как сделать гибочный станок своими руками.
Простое руководство
Фасонные металлические детали стоят больших денег. Даже больше, чем профнастил или металлочерепица, поэтому имеет смысл изготовить простейший станок для гибки листового металла, и с его помощью делать столько углов, отливов и других подобных деталей, сколько вам нужно, и исключительно под ваши размеры.
- Чертеж станка для гибки листового металла
- Листогиб – боковая проекция
- Другая модель
Если вы беспокоитесь о внешности, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях лист закреплен плотно, благодаря чему он не скользит по столу во время работы, а значит, краска не стирается и не царапается. В местах изгиба он также не поврежден. Так изделия будут выглядеть вполне достойно. Если постараться, то будет выглядеть даже лучше, чем то, что продается на рынке.
В местах изгиба он также не поврежден. Так изделия будут выглядеть вполне достойно. Если постараться, то будет выглядеть даже лучше, чем то, что продается на рынке.
Мощный листогиб из тавра
Для данного гибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, и толщиной металла не менее 3 мм. Если вы планируете гнуть длинные заготовки (больше метра), то полки желательно брать пошире, а металл потолще. Можно использовать клейма, но это для гибки металлических листов большой толщины и длины.
Также понадобятся металлические дверные петли (две штуки), два шурупа большого диаметра (10-20 мм), «барашки» на них, пружинка. Также понадобится сварочный аппарат – приварите петли и проделайте отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба использовался Тавр 70 мм – три штуки по 2,5 м, два болта диаметром 20 мм, небольшой кусок металла толщиной 5 мм (для нарезки укосин), пружина. Вот порядок действий:
Вот порядок действий:
- Две марки загибают, с обоих концов вырезают в них углубления под петли. Края углублений скошены под 45°. Третью марку вырезают точно так же, только глубину паза делают немного больше – это будет прижимная планка, так что она должна свободно двигаться.
Вырезать углубления для петель
- Петли привариваются с двух сторон (провариваются с лицевой стороны и с изнанки).
Хорошо привариваем петли
- К одной из марок (самой дальней от вас, если они «открытые») привариваются по две укосины с каждой стороны. Они нужны для того, чтобы на них можно было установить болт прижимной пластины.
Такие стрелы
- Приварите болт-гайку к стрелам.
Привариваем гайку
- Установить прижимную планку (тройник третий разрез), в верхней части приварить металлические пластины с отверстием посередине. Диаметр отверстия немного больше диаметра болта. Отцентрируйте отверстия так, чтобы они находились на одной вертикальной линии с приваренной гайкой.
 Сварка.
Сварка.Центр, сварной шов
- Разрежьте пружину так, чтобы она подняла прижимную планку на 5-7 мм. Проденьте болт в «ухо» прижимной планки, наденьте пружину, затяните гайку. После установки такой же пружины с другой стороны прижимная планка при откручивании поднимается сама.
Остались мелочи
- К головке шурупа приварить два куска арматуры – в качестве ручек для затяжки.
Приварить усиливающие элементы к головке болта
- Приварить ручку к подвижной (ближайшей к вам) марке. Все, можно работать.
Самодельный листогиб в процессе
Из уголка с другим типом прижимной планки
Данная модель сварена из толстостенного уголка, станина выполнена как обычная строительная эстакада, которая сварена из такого же уголка. Ручка от багажной тележки. Интересный дизайн винтов – они длинные, ручка изогнута в форме буквы “Г”. Удобно крутить/откручивать.
Удобно крутить/откручивать.
Небольшой ручной гибочный станок для самостоятельного изготовления
Этот станок для гибки листового металла своими руками имеет множество особенностей:
- Углы расположены не полками навстречу друг другу, а направлены в одном направлении. Из-за этого застегивать петлю не самым удобным способом, но сделать это можно.
Особенности:
- На изгибе дальнего (неподвижного) угла с обеих сторон приварены маленькие стопорные пластины для прижимной планки.
- Гайка от винта приварена к той же планке (с двух сторон).
Прижимная планка
Теперь перейдем к конструкции прижимной пластины (на фото выше). Он тоже сделан из уголка, но надевается на машину загибом вверх. Для того, чтобы брусок не прогибался в процессе эксплуатации, на него наваривается арматура – металлические перемычки. По обоим концам полосы привариваются небольшие металлические накладки, в которых просверливаются отверстия под болты.
Еще одним важным моментом является то, что грань, обращенная к изгибу, обрезается для получения более острого угла изгиба.
Планка устанавливается так
Прижимная планка ставится на станок, в место установки гайки ставится пружина. Ручка ставится на место. Если она не давит на штангу, то она приподнята над поверхностью за счет силы пружины. В таком положении заготовка подворачивается под него, выставляется, прижимается.
Под отверстие ставится пружина, затем болт
Неплохой вариант для домашнего использования. Толстый металл согнуть не получится, а вот олово, оцинкованную сталь запросто.
Ролики для листогибочной или вальцегибочной машины
Этот тип гибочной машины может иметь три типа привода:
- ручной;
- гидравлический;
- электр.
Валки для листового металла своими руками с ручным или электроприводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Роликовый гибочный станок
Для этого станка требуется хорошая и надежная основа. Это может быть отдельная кровать или какой-нибудь верстак или стол. В основе конструкции рулоны. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний – подвижный, так что в нижнем положении он располагается между роликами. При изменении расстояния между нижними роликами и верхним изменяется радиус кривизны.
Машина приводится в движение с помощью ручки, прикрепленной к одному из валов. Затем крутящий момент передается на другие ролики через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Долговечные металлические кровельные панели (сделай сам)
Обновлено: 01 марта 2023 г.
Металлические кровельные панели своими руками, которые выглядят великолепно!
Следующий проект›
Семейный мастер на все руки
Сцепляющиеся металлические кровельные панели дороги, но их можно делать своими руками, они прекрасно выглядят и прослужат 50 и более лет. Получите обзор установки и стоимости.
Эксперты DIY из журнала The Family Handyman Magazine
Начало работы с металлическими кровельными панелями
Детали металлической кровли
Это может быть самодельный проект металлической крыши, если вы умеете работать с металлом.
Металлические кровельные системы, которые вы можете установить самостоятельно, легко доступны, но вы должны чувствовать себя комфортно, работая с металлом (и вы заплатите довольно высокую цену). Единственный специальный инструмент, который вам понадобится, — это фиксирующий инструмент для листового металла (доступен у поставщиков кровельных материалов или в Интернете).
Металлические крыши огнеупорны (вы можете получить скидку на страховку домовладельца), они красиво выглядят (что может повысить привлекательность бордюров), а тающий снег легко соскальзывает (что устраняет лишний вес на крыше).
Edco (на фото; edcoproducts.com) и Tamko (tamko.com) производят сцепляющиеся металлические кровельные панели, которые крепятся с помощью зажимов и кровельных гвоздей. Системы имеют специально разработанные стартовые планки, ендовы, отделку фронтона и отделку слуховых окон, дымоходов и световых люков. Каждая панель сцепляется с нижележащей и соседними панелями или с окладом. Производители говорят, что самый распространенный вопрос, который возникает у домовладельцев, касается шума. Не волнуйся; дождь, падающий на металлическую крышу, не будет заметно громче, чем дождь на асфальтовой крыше.
Предотвращение образования ледяных дамб
Стоимость металлической черепичной крыши
Металлические крыши стоят около 250 долларов за квадрат (1 квадрат = 100 квадратных футов). Если вы сделаете это сами, средняя крыша будет стоить около 4000 долларов, что значительно меньше, чем наем подрядчика для установки черепицы с тремя выступами. И хотя цена материалов в шесть раз выше, чем у недорогой битумной черепицы с тремя выступами (от 35 до 40 долларов за квадрат), металлические крыши служат 50 и более лет, поэтому вам не придется беспокоиться о перекрытии. Металлические крыши можно заказать в различных цветах на лесопилках и в компаниях, занимающихся поставкой крыш.
Если вы сделаете это сами, средняя крыша будет стоить около 4000 долларов, что значительно меньше, чем наем подрядчика для установки черепицы с тремя выступами. И хотя цена материалов в шесть раз выше, чем у недорогой битумной черепицы с тремя выступами (от 35 до 40 долларов за квадрат), металлические крыши служат 50 и более лет, поэтому вам не придется беспокоиться о перекрытии. Металлические крыши можно заказать в различных цветах на лесопилках и в компаниях, занимающихся поставкой крыш.
Необходимые инструменты для этого проекта металлической крыши
Подготовьте необходимые инструменты для этого проекта металлической крыши своими руками, прежде чем приступить к работе — вы сэкономите время и нервы.
- Меловая линия
- Hammer
- коленные прокладки
- Безопасные очки
- Stapler
- TIN SNIPS
- Утилита
Вам также понадобятся гнезда крыши, грузоподъемность на крыше и инструмент для блокирующего листового металла.