Профнастил изготовление: Как появился профлист. Производство профнастила от «Металл Профиль».
alexxlab | 09.01.1988 | 0 | Разное
Как появился профлист. Производство профнастила от «Металл Профиль».
4942 просмотра
Содержание:
- Профнастил. Факты из истории.
- Сырье для профлиста.
- Прокатка. Цинкование и выравнивание.
- Пассивация и грунтовка.
- Нанесение полимера.
- Проверка качества.
- Профилирование.
- Нарезка и упаковка.
- Итог.
О полезных свойствах профнастила написана не одна научная работа. Из него возводят долговечные фасады зданий, делают кровлю и заборы. Мы расскажем о производстве профнастила на примере компании «Металл Профиль».
Профнастил: факты из истории
Вопрос «как произвести профнастил?» давно волновал ученых и промышленников. Официальной родиной профилированного листа считают Великобританию. Именно на Туманном Альбионе, в 1820-х годах, инженер Генри Робинсон Палмер сконструировал первый ручной станок CGI для профилированного листа.
Именно на Туманном Альбионе, в 1820-х годах, инженер Генри Робинсон Палмер сконструировал первый ручной станок CGI для профилированного листа.
Образцы профлиста того времени серьезно отличались от современного гофрированного изделия. Тогда еще не было возможности открыть свое масштабное производство профнастила, а в роли сырья использовали железо, полученное методом ковки или литья.
Изделия времен Палмера были абсолютно не адаптированы для гибки (придания новой формы), но даже такой профнастил стал очень популярным материалом в строительстве. Немного позже профлист научились делать в Америке и в Германии.
Еще одной значимой датой для профлиста считают 1836 год. В то время во Франции изобрели цинкование стали и железа. Технологию цинкования заимствовали и производители профилированного листа. Слой цинка защитил профлист от коррозии, увеличив срок его службы. В конце ХIХ века появились улучшенные условия для производства профнастила.
Благодаря применению специальной стальной установки стали выпускать листы профнастила разной формы – волнообразные, прямоугольные, трапециевидные и др. Тогда в качестве профлиста использовали более прочную (по сравнению с железом) сталь, что позволило серьезно уменьшить толщину изделий.
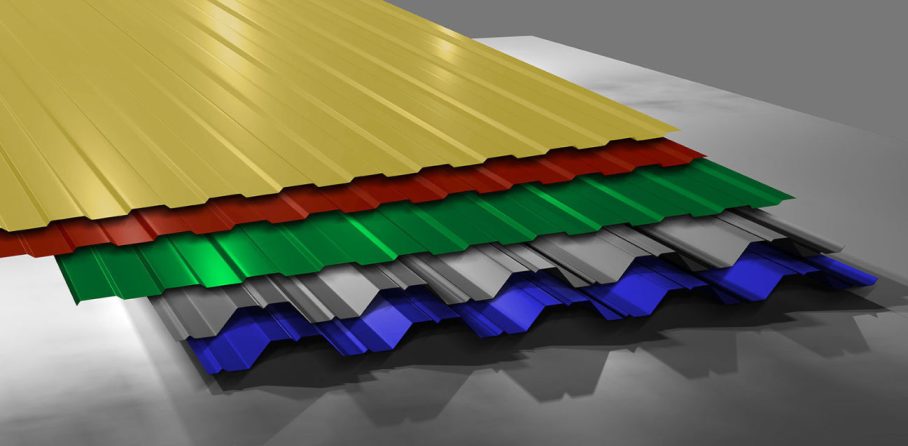
Одним из знаковых моментов развития стройматериала стало нанесение на профнастил защитного слоя (полимерного покрытия). Такой профлист назвали «окрашенным». Он защищает изделие от ультрафиолета и ржавчины. На окрашенном профлисте не задерживается грязь и пыль, он не требует тщательного ухода. Современный металлический профлист изготавливают из рулонной стали. После обработки на станке поверхность листа становится гофрированной. Благодаря этому увеличивается его способность выдерживать нагрузки.
Сегодня профнастил активно используют во всем мире при отделке фасадов, кровель, заборов, навесов, в коммерческих, промышленных и жилых объектах.
Профлист – один из наиболее современных стройматериалов.
Сырье для профлиста
О том, как сегодня делают профилированный лист, мы расскажем на примере «Металл Профиль». Это одна из ведущих компаний по производству профлиста в России и странах СНГ. Ее продукцию используют при строительстве дворцов спорта, объектов социальной сферы, промышленных, коммерческих зданий и частного домостроения. Каждый цех для производства профнастила компании оснащен современным оборудованием.
Один из главных вопросов для тех, кто начинает заниматься профнастилом – где брать материал для производства профлиста? Сырьём для профнастила является горячеоцинкованная сталь холодного проката.
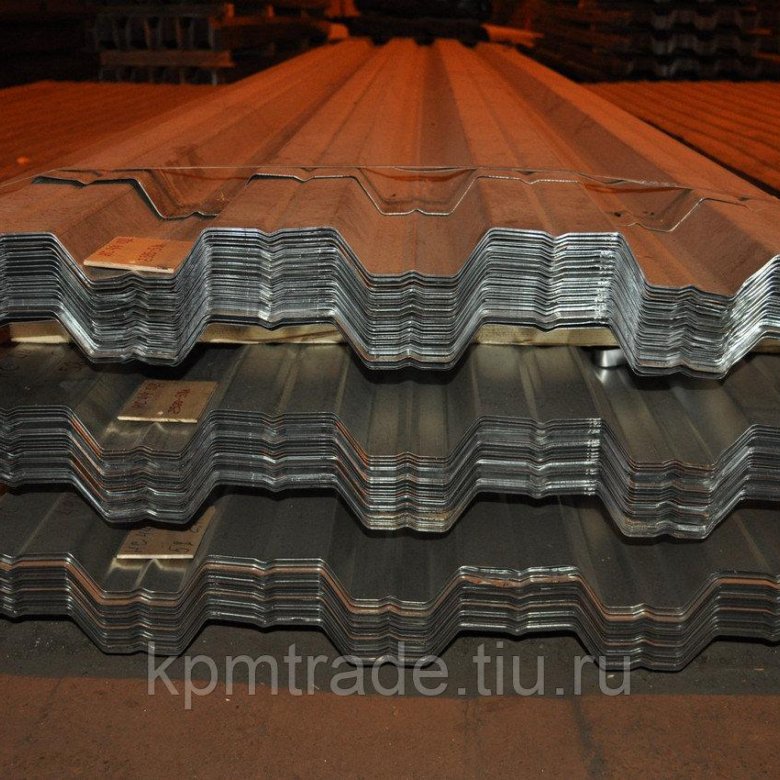
Металл делают на металлургических комбинатах и поставляют в компанию «Металл Профиль» в огромных рулонах. Толщина стали в рулоне варьируется от 1,8 до 2,5 мм. Такие рулоны называют бухтами, каждая из них весит порядка 20 тонн.
Рулоны также называют бухтами.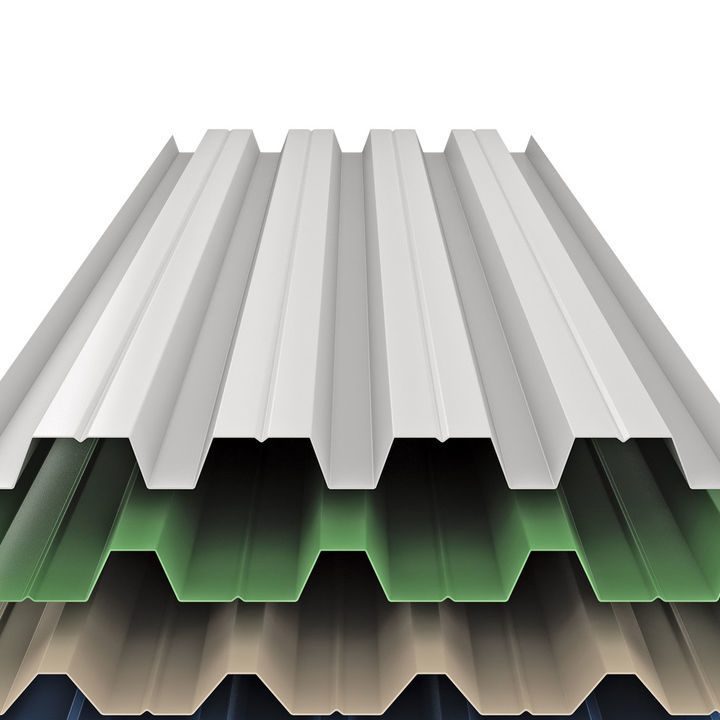
Перед тем, как получить профнастил, идет подготовка сырья. Бухта поступает на участок бескислотной обработки металла. Снимается окалина, на листоправильной машине убирается волна и другие деформации листа, чтобы он стал абсолютно плоским. После правки сталь подрезают дисковыми ножами под стандартную ширину заготовки. Затем она сматывается в рулон и передается на прокатный стан.
Прокатка
После того, как рулоны подают на разматыватель (станок, где разматывается рулон), начинается процесс прокатки. Именно на этом этапе из больших толстых рулонов получается тонкий лист металла. Валы давят на сталь с усилием порядка 800 тонн. В результате из километрового рулона толщиной 2,5 мм можно получить 5 км проката толщиной 0,5 мм. Процесс прокатки проходит в несколько заходов и зависит от исходной и заданной толщины полосы.
После прокатки рулоны упаковывают и передают на склад электромостовым краном.

Цинкование и выравнивание
Следующий этап для производства профнастила проходит в цехе горячего цинкования. Слой цинка защищает металл от разрушения, продлевая срок службы изделия.
Цинкование – сложный многоступенчатый процесс. Перед нанесением цинка сталь очищают и обезжиривают в щелочных ваннах. Затем полоса (образец) поступает в печь с разными температурными зонами. Очистка металла от следов масел, используемых при прокатке, происходит в зоне открытого пламени. Рабочая температура здесь – 1270℃.
После этого следуют зона нагрева, где сталь прогревается до 660 – 730℃.
Затем идет зона выдержки и охлаждения. Здесь температура стали снижается «всего» до 480℃. Конечная стадия – зона горячего натяжения. В ней под воздействием высоких температур и азотно-водородной смеси из металла вытесняется кислород, чтобы избежать дальнейшей коррозии.
После этого полоса готова к нанесению расплава цинка.
Металл погружают в ванну с расплавом цинка при помощи специального оборудования. Температура расплава цинка – 460℃. Металл покрывается равномерным слоем одинаковой толщины.
Постепенно поднимаясь вверх, сталь проходит через воздушные ножи. От мощности их потока, расстояния и угла наклона зависит масса нанесённого цинка. Чем выше этот показатель – тем дольше прослужит профлист из оцинкованной стали.
После этого полоса металла попадает в башню охлаждения, где происходит кристаллизация расплавленного цинка.
Полосу также пропускают через дрессировочную клеть. Это делается для того, чтобы убрать шероховатость цинка и придать металлическому изделию гладкий вид.
Далее стальной рулон попадает на прави́льный комплекс. Здесь изгибо-растяжная машина вытягивает и выравнивает металл.
Так выглядит современное оборудование. А первый ручной станок для профлиста в ХIХ веке сделал британский инженер Генри Палмер.
Пассивация и грунтовка
Затем на полосу теперь уже оцинкованной стали наносится хроматное конверсионное покрытие и консервационное масло. Это тип покрытия, используемый для пассивации изделий из стали. Он нужен, чтобы сталь служила еще дольше.
Сталь покрывается специальным слоем солей и оксидов, которые не дают ей разрушаться.
Далее специальной окрасочной машиной наносят грунтовочное покрытие.
Оно дополнительно защищает сталь от разрушения, обеспечивая прочное сцепление между полимерным покрытием и металлом, нивелируя на нем дефекты.
Завершающим этапом является нанесение полимера.
Нанесение полимера
Полимерное покрытие наносят U-образной окрасочной машиной. Она играет важную роль для всех, кто организовывает свое производство профнастила. У такой машины есть две головки (А и В) для нанесения лицевого покрытия и нижняя головка (С) для нанесения покрытия на обратную стороны полосы.

Наличие двух пар красящих головок позволяет осуществлять переход с одного цвета краски на другой, не останавливая линию. В то время как одна покрасочная головка находится в работе, вторая может быть подготовлена к последующей окраске другим цветом.
После нанесения покрытия изделия сушат в конвекторной газовой печи. Это нужно для достижения такой температуры металла, которая позволит растворителю испариться, обеспечивая необходимую полимеризацию. Режим сушки устанавливает технолог.
Высушенный окрашенный металл помещают в камеру воздушного охлаждения. Это делается для снижения температуры полосы. Затем ее (полосу) кладут в секцию водяного охлаждения, что позволит избежать температурного удара и деформации металла.
После нанесения полимерного слоя окрашенная полоса через ленточный заправочный механизм попадает на оправку намотчика для сматывания полосы в рулон.
При помощи гидравлической тележки рулон снимают с намотчика и подают на накопительные подставки.
Затем окрашенный рулон перевозят мостовым краном на специальный участок для упаковки.Защитные слои профнастила, начиная от пассивирующего и заканчивая полимерным, призваны предотвратить появление коррозии на стали.
Полимерное покрытие обеспечивает профлисту нужный цвет, привлекательный внешний вид, защищает сталь от выгорания на солнце и от механических повреждений.
Проверка качества
Далее следует этап контроля качества. Это то, что нужно для производства надежного профнастила. Компания «Металл Профиль» располагает собственной лабораторией. Здесь проверяют прочность при ударе и при изгибе, твёрдость полимерного покрытия, сцепление покрытия со сталью, цветовое различие в сравнении с эталоном, блеск и толщину покрытия. Работы проводят опытные и высококвалифицированные сотрудники. Благодаря постоянному контролю наши клиенты могут быть уверены в качестве продукции компании «Металл Профиль».
Рабочее место инженера-технолога для проведения тестов.
Компания «Металл Профиль» выпускает профлист с полимерным покрытием (окрашенный и оцинкованный) и без него (только оцинкованный). Окрашенный профнастил более эстетичный материал, чем оцинкованный. Его используют в разных сферах применения: от облицовки фасадов до возведения долговечных капитальных ограждений. Декоративный слой профлиста с покрытием защищает от внешних природных воздействий – солнца, дождя и снега.
Профилирование
Автоматизированный процесс изготовления профнастила из листовой стали можно описать в несколько фраз. Рулон устанавливают на разматыватель, который обеспечивает правильную и равномерную подачу листа. Конец листа вставляют в формовочную машину прокатного стана. В систему автоматического управления вводят основные параметры, к которым относят скорость прокатки и количество листов профнастила. Отрегулировав параметры, запускается оборудование. Профиль на листе появляется постепенно, проходя через множество валов.
К концу прокаточной линии он превращается в полноценный профилированный лист. После профилирования изделие обрезают гидравлическими ножницами согласно требуемым параметрам. Выпускаясь на высокотехнологичных линиях и пройдя все стадии жесткого контроля профнастил компании «Металл Профиль» соответствует самым высоким стандартам качества.
Нарезка и упаковка
В последнюю очередь происходит нарезка листов нужной длины. Все габариты профнастила зависят от типа профиля, необходимая длина листов указывается заказчиком.
Наше оборудование позволяет делать листы любого размера в диапазоне от 0,5 до 12 метров.
Современное высокоточное оборудование позволяет исключить из производства «человеческий фактор». Все необходимые параметры изготовления изделия задаются оператором в автоматической системе управления. В цехах для производства профнастила трудится высококвалифицированный персонал.
Качество готовой продукции контролируется ОТК.
Перед тем, как начать производство и на выходе готовой продукции отбирают пробы. Оператор входной секции (с помощью электроножниц) берет образец от первого рулона новой партии и передает его контролеру ОТК. Контроль качества также проводится по ГОСТУ.
Современное оборудование позволяет исключить из производства «человеческий фактор».Готовый профлист кладется на поддоны, накрывается воздушно-пузырчатой пленкой и укрепляется металлическими стяжками.
После упаковки заказы раскладывают на складе, откуда потом отправляют к конечному потребителю.
Профлист хорошо подойдет для кровель, фасадов и ограждений.Итог:
Начиная с ХIХ века профнастил стал одним из наиболее востребованных стройматериалов. У компании «Металл Профиль» есть все, что нужно для производства профлиста. Мы делаем надежный профилированный лист для кровель, фасадов и ограждений.
Квалифицированные сотрудники и наличие своей лаборатории гарантируют контроль качества профлиста на каждом этапе его изготовления. Благодаря собственному производству мы имеем возможность предоставить доступные цены на профнастил. Выберите нужный профлист и закажите его в нашем интернет-магазине.
* Подробную информацию о гарантийных сроках на продукцию можно получить на сайте metallprofil.ru в разделе «Документы».
В статье упоминаются категории:
Профилированный лист

Назад к списку
Как появился профлист. Производство профнастила от «Металл Профиль».
4942 просмотра
Содержание:
- Профнастил.
 Факты из истории.
Факты из истории. - Сырье для профлиста.
- Прокатка. Цинкование и выравнивание.
- Пассивация и грунтовка.
- Нанесение полимера.
- Проверка качества.
- Профилирование.
- Нарезка и упаковка.
- Итог.
О полезных свойствах профнастила написана не одна научная работа. Из него возводят долговечные фасады зданий, делают кровлю и заборы. Мы расскажем о производстве профнастила на примере компании «Металл Профиль».
Профнастил: факты из истории
Вопрос «как произвести профнастил?» давно волновал ученых и промышленников. Официальной родиной профилированного листа считают Великобританию. Именно на Туманном Альбионе, в 1820-х годах, инженер Генри Робинсон Палмер сконструировал первый ручной станок CGI для профилированного листа.
Образцы профлиста того времени серьезно отличались от современного гофрированного изделия. Тогда еще не было возможности открыть свое масштабное производство профнастила, а в роли сырья использовали железо, полученное методом ковки или литья.
Тогда еще не было возможности открыть свое масштабное производство профнастила, а в роли сырья использовали железо, полученное методом ковки или литья.
Изделия времен Палмера были абсолютно не адаптированы для гибки (придания новой формы), но даже такой профнастил стал очень популярным материалом в строительстве. Немного позже профлист научились делать в Америке и в Германии.
Еще одной значимой датой для профлиста считают 1836 год. В то время во Франции изобрели цинкование стали и железа. Технологию цинкования заимствовали и производители профилированного листа. Слой цинка защитил профлист от коррозии, увеличив срок его службы. В конце ХIХ века появились улучшенные условия для производства профнастила.
Благодаря применению специальной стальной установки стали выпускать листы профнастила разной формы – волнообразные, прямоугольные, трапециевидные и др. Тогда в качестве профлиста использовали более прочную (по сравнению с железом) сталь, что позволило серьезно уменьшить толщину изделий.
Одним из знаковых моментов развития стройматериала стало нанесение на профнастил защитного слоя (полимерного покрытия). Такой профлист назвали «окрашенным». Он защищает изделие от ультрафиолета и ржавчины. На окрашенном профлисте не задерживается грязь и пыль, он не требует тщательного ухода. Современный металлический профлист изготавливают из рулонной стали. После обработки на станке поверхность листа становится гофрированной. Благодаря этому увеличивается его способность выдерживать нагрузки.
Сегодня профнастил активно используют во всем мире при отделке фасадов, кровель, заборов, навесов, в коммерческих, промышленных и жилых объектах.
Профлист – один из наиболее современных стройматериалов.
Сырье для профлиста
О том, как сегодня делают профилированный лист, мы расскажем на примере «Металл Профиль». Это одна из ведущих компаний по производству профлиста в России и странах СНГ.
Ее продукцию используют при строительстве дворцов спорта, объектов социальной сферы, промышленных, коммерческих зданий и частного домостроения. Каждый цех для производства профнастила компании оснащен современным оборудованием.
Один из главных вопросов для тех, кто начинает заниматься профнастилом – где брать материал для производства профлиста? Сырьём для профнастила является горячеоцинкованная сталь холодного проката.
Металл делают на металлургических комбинатах и поставляют в компанию «Металл Профиль» в огромных рулонах. Толщина стали в рулоне варьируется от 1,8 до 2,5 мм. Такие рулоны называют бухтами, каждая из них весит порядка 20 тонн.
Рулоны также называют бухтами.Перед тем, как получить профнастил, идет подготовка сырья. Бухта поступает на участок бескислотной обработки металла. Снимается окалина, на листоправильной машине убирается волна и другие деформации листа, чтобы он стал абсолютно плоским.
После правки сталь подрезают дисковыми ножами под стандартную ширину заготовки. Затем она сматывается в рулон и передается на прокатный стан.
Прокатка
После того, как рулоны подают на разматыватель (станок, где разматывается рулон), начинается процесс прокатки. Именно на этом этапе из больших толстых рулонов получается тонкий лист металла. Валы давят на сталь с усилием порядка 800 тонн. В результате из километрового рулона толщиной 2,5 мм можно получить 5 км проката толщиной 0,5 мм. Процесс прокатки проходит в несколько заходов и зависит от исходной и заданной толщины полосы.
После прокатки рулоны упаковывают и передают на склад электромостовым краном.
Цинкование и выравнивание
Следующий этап для производства профнастила проходит в цехе горячего цинкования. Слой цинка защищает металл от разрушения, продлевая срок службы изделия.
Цинкование – сложный многоступенчатый процесс.
Перед нанесением цинка сталь очищают и обезжиривают в щелочных ваннах. Затем полоса (образец) поступает в печь с разными температурными зонами. Очистка металла от следов масел, используемых при прокатке, происходит в зоне открытого пламени. Рабочая температура здесь – 1270℃.
После этого следуют зона нагрева, где сталь прогревается до 660 – 730℃.
Затем идет зона выдержки и охлаждения. Здесь температура стали снижается «всего» до 480℃. Конечная стадия – зона горячего натяжения. В ней под воздействием высоких температур и азотно-водородной смеси из металла вытесняется кислород, чтобы избежать дальнейшей коррозии.
После этого полоса готова к нанесению расплава цинка. Металл погружают в ванну с расплавом цинка при помощи специального оборудования. Температура расплава цинка – 460℃. Металл покрывается равномерным слоем одинаковой толщины.
Постепенно поднимаясь вверх, сталь проходит через воздушные ножи.
От мощности их потока, расстояния и угла наклона зависит масса нанесённого цинка. Чем выше этот показатель – тем дольше прослужит профлист из оцинкованной стали.
После этого полоса металла попадает в башню охлаждения, где происходит кристаллизация расплавленного цинка.
Полосу также пропускают через дрессировочную клеть. Это делается для того, чтобы убрать шероховатость цинка и придать металлическому изделию гладкий вид.
Далее стальной рулон попадает на прави́льный комплекс. Здесь изгибо-растяжная машина вытягивает и выравнивает металл.
Так выглядит современное оборудование. А первый ручной станок для профлиста в ХIХ веке сделал британский инженер Генри Палмер.Пассивация и грунтовка
Затем на полосу теперь уже оцинкованной стали наносится хроматное конверсионное покрытие и консервационное масло. Это тип покрытия, используемый для пассивации изделий из стали.
Он нужен, чтобы сталь служила еще дольше.
Сталь покрывается специальным слоем солей и оксидов, которые не дают ей разрушаться.
Далее специальной окрасочной машиной наносят грунтовочное покрытие.
Оно дополнительно защищает сталь от разрушения, обеспечивая прочное сцепление между полимерным покрытием и металлом, нивелируя на нем дефекты.
Завершающим этапом является нанесение полимера.
Нанесение полимера
Полимерное покрытие наносят U-образной окрасочной машиной. Она играет важную роль для всех, кто организовывает свое производство профнастила. У такой машины есть две головки (А и В) для нанесения лицевого покрытия и нижняя головка (С) для нанесения покрытия на обратную стороны полосы.
Наличие двух пар красящих головок позволяет осуществлять переход с одного цвета краски на другой, не останавливая линию. В то время как одна покрасочная головка находится в работе, вторая может быть подготовлена к последующей окраске другим цветом.

После нанесения покрытия изделия сушат в конвекторной газовой печи. Это нужно для достижения такой температуры металла, которая позволит растворителю испариться, обеспечивая необходимую полимеризацию. Режим сушки устанавливает технолог.
Высушенный окрашенный металл помещают в камеру воздушного охлаждения. Это делается для снижения температуры полосы. Затем ее (полосу) кладут в секцию водяного охлаждения, что позволит избежать температурного удара и деформации металла.
После нанесения полимерного слоя окрашенная полоса через ленточный заправочный механизм попадает на оправку намотчика для сматывания полосы в рулон.
При помощи гидравлической тележки рулон снимают с намотчика и подают на накопительные подставки. Затем окрашенный рулон перевозят мостовым краном на специальный участок для упаковки.
Защитные слои профнастила, начиная от пассивирующего и заканчивая полимерным, призваны предотвратить появление коррозии на стали.

Полимерное покрытие обеспечивает профлисту нужный цвет, привлекательный внешний вид, защищает сталь от выгорания на солнце и от механических повреждений.
Проверка качества
Далее следует этап контроля качества. Это то, что нужно для производства надежного профнастила. Компания «Металл Профиль» располагает собственной лабораторией. Здесь проверяют прочность при ударе и при изгибе, твёрдость полимерного покрытия, сцепление покрытия со сталью, цветовое различие в сравнении с эталоном, блеск и толщину покрытия. Работы проводят опытные и высококвалифицированные сотрудники. Благодаря постоянному контролю наши клиенты могут быть уверены в качестве продукции компании «Металл Профиль».
Рабочее место инженера-технолога для проведения тестов.Компания «Металл Профиль» выпускает профлист с полимерным покрытием (окрашенный и оцинкованный) и без него (только оцинкованный).
Окрашенный профнастил более эстетичный материал, чем оцинкованный. Его используют в разных сферах применения: от облицовки фасадов до возведения долговечных капитальных ограждений. Декоративный слой профлиста с покрытием защищает от внешних природных воздействий – солнца, дождя и снега.
Профилирование
Автоматизированный процесс изготовления профнастила из листовой стали можно описать в несколько фраз. Рулон устанавливают на разматыватель, который обеспечивает правильную и равномерную подачу листа. Конец листа вставляют в формовочную машину прокатного стана. В систему автоматического управления вводят основные параметры, к которым относят скорость прокатки и количество листов профнастила. Отрегулировав параметры, запускается оборудование. Профиль на листе появляется постепенно, проходя через множество валов. К концу прокаточной линии он превращается в полноценный профилированный лист. После профилирования изделие обрезают гидравлическими ножницами согласно требуемым параметрам.
Выпускаясь на высокотехнологичных линиях и пройдя все стадии жесткого контроля профнастил компании «Металл Профиль» соответствует самым высоким стандартам качества.
Нарезка и упаковка
В последнюю очередь происходит нарезка листов нужной длины. Все габариты профнастила зависят от типа профиля, необходимая длина листов указывается заказчиком.
Наше оборудование позволяет делать листы любого размера в диапазоне от 0,5 до 12 метров.
Современное высокоточное оборудование позволяет исключить из производства «человеческий фактор». Все необходимые параметры изготовления изделия задаются оператором в автоматической системе управления. В цехах для производства профнастила трудится высококвалифицированный персонал.
Качество готовой продукции контролируется ОТК. Перед тем, как начать производство и на выходе готовой продукции отбирают пробы. Оператор входной секции (с помощью электроножниц) берет образец от первого рулона новой партии и передает его контролеру ОТК.
Современное оборудование позволяет исключить из производства «человеческий фактор».Готовый профлист кладется на поддоны, накрывается воздушно-пузырчатой пленкой и укрепляется металлическими стяжками.
После упаковки заказы раскладывают на складе, откуда потом отправляют к конечному потребителю.
Профлист хорошо подойдет для кровель, фасадов и ограждений.Итог:
Начиная с ХIХ века профнастил стал одним из наиболее востребованных стройматериалов. У компании «Металл Профиль» есть все, что нужно для производства профлиста. Мы делаем надежный профилированный лист для кровель, фасадов и ограждений. Квалифицированные сотрудники и наличие своей лаборатории гарантируют контроль качества профлиста на каждом этапе его изготовления. Благодаря собственному производству мы имеем возможность предоставить доступные цены на профнастил.
Выберите нужный профлист и закажите его в нашем интернет-магазине.
* Подробную информацию о гарантийных сроках на продукцию можно получить на сайте metallprofil.ru в разделе «Документы».
В статье упоминаются категории:
Профилированный лист
Назад к списку
Как появился профлист. Производство профнастила от «Металл Профиль».
4942 просмотра
Содержание:
- Профнастил. Факты из истории.
- Сырье для профлиста.
- Прокатка. Цинкование и выравнивание.
- Пассивация и грунтовка.
- Нанесение полимера.
- Проверка качества.

- Профилирование.
- Нарезка и упаковка.
- Итог.
О полезных свойствах профнастила написана не одна научная работа. Из него возводят долговечные фасады зданий, делают кровлю и заборы. Мы расскажем о производстве профнастила на примере компании «Металл Профиль».
Профнастил: факты из истории
Вопрос «как произвести профнастил?» давно волновал ученых и промышленников. Официальной родиной профилированного листа считают Великобританию. Именно на Туманном Альбионе, в 1820-х годах, инженер Генри Робинсон Палмер сконструировал первый ручной станок CGI для профилированного листа.
Образцы профлиста того времени серьезно отличались от современного гофрированного изделия. Тогда еще не было возможности открыть свое масштабное производство профнастила, а в роли сырья использовали железо, полученное методом ковки или литья.
Изделия времен Палмера были абсолютно не адаптированы для гибки (придания новой формы), но даже такой профнастил стал очень популярным материалом в строительстве. Немного позже профлист научились делать в Америке и в Германии.
Немного позже профлист научились делать в Америке и в Германии.
Еще одной значимой датой для профлиста считают 1836 год. В то время во Франции изобрели цинкование стали и железа. Технологию цинкования заимствовали и производители профилированного листа. Слой цинка защитил профлист от коррозии, увеличив срок его службы. В конце ХIХ века появились улучшенные условия для производства профнастила.
Благодаря применению специальной стальной установки стали выпускать листы профнастила разной формы – волнообразные, прямоугольные, трапециевидные и др. Тогда в качестве профлиста использовали более прочную (по сравнению с железом) сталь, что позволило серьезно уменьшить толщину изделий.
Одним из знаковых моментов развития стройматериала стало нанесение на профнастил защитного слоя (полимерного покрытия). Такой профлист назвали «окрашенным». Он защищает изделие от ультрафиолета и ржавчины. На окрашенном профлисте не задерживается грязь и пыль, он не требует тщательного ухода. Современный металлический профлист изготавливают из рулонной стали. После обработки на станке поверхность листа становится гофрированной. Благодаря этому увеличивается его способность выдерживать нагрузки.
Современный металлический профлист изготавливают из рулонной стали. После обработки на станке поверхность листа становится гофрированной. Благодаря этому увеличивается его способность выдерживать нагрузки.
Сегодня профнастил активно используют во всем мире при отделке фасадов, кровель, заборов, навесов, в коммерческих, промышленных и жилых объектах.
Профлист – один из наиболее современных стройматериалов.
Сырье для профлиста
О том, как сегодня делают профилированный лист, мы расскажем на примере «Металл Профиль». Это одна из ведущих компаний по производству профлиста в России и странах СНГ. Ее продукцию используют при строительстве дворцов спорта, объектов социальной сферы, промышленных, коммерческих зданий и частного домостроения. Каждый цех для производства профнастила компании оснащен современным оборудованием.
Один из главных вопросов для тех, кто начинает заниматься профнастилом – где брать материал для производства профлиста? Сырьём для профнастила является горячеоцинкованная сталь холодного проката.

Металл делают на металлургических комбинатах и поставляют в компанию «Металл Профиль» в огромных рулонах. Толщина стали в рулоне варьируется от 1,8 до 2,5 мм. Такие рулоны называют бухтами, каждая из них весит порядка 20 тонн.
Рулоны также называют бухтами.Перед тем, как получить профнастил, идет подготовка сырья. Бухта поступает на участок бескислотной обработки металла. Снимается окалина, на листоправильной машине убирается волна и другие деформации листа, чтобы он стал абсолютно плоским. После правки сталь подрезают дисковыми ножами под стандартную ширину заготовки. Затем она сматывается в рулон и передается на прокатный стан.
Прокатка
После того, как рулоны подают на разматыватель (станок, где разматывается рулон), начинается процесс прокатки. Именно на этом этапе из больших толстых рулонов получается тонкий лист металла. Валы давят на сталь с усилием порядка 800 тонн.
В результате из километрового рулона толщиной 2,5 мм можно получить 5 км проката толщиной 0,5 мм. Процесс прокатки проходит в несколько заходов и зависит от исходной и заданной толщины полосы.
После прокатки рулоны упаковывают и передают на склад электромостовым краном.
Цинкование и выравнивание
Следующий этап для производства профнастила проходит в цехе горячего цинкования. Слой цинка защищает металл от разрушения, продлевая срок службы изделия.
Цинкование – сложный многоступенчатый процесс. Перед нанесением цинка сталь очищают и обезжиривают в щелочных ваннах. Затем полоса (образец) поступает в печь с разными температурными зонами. Очистка металла от следов масел, используемых при прокатке, происходит в зоне открытого пламени. Рабочая температура здесь – 1270℃.
После этого следуют зона нагрева, где сталь прогревается до 660 – 730℃.
Затем идет зона выдержки и охлаждения.
Здесь температура стали снижается «всего» до 480℃. Конечная стадия – зона горячего натяжения. В ней под воздействием высоких температур и азотно-водородной смеси из металла вытесняется кислород, чтобы избежать дальнейшей коррозии.
После этого полоса готова к нанесению расплава цинка. Металл погружают в ванну с расплавом цинка при помощи специального оборудования. Температура расплава цинка – 460℃. Металл покрывается равномерным слоем одинаковой толщины.
Постепенно поднимаясь вверх, сталь проходит через воздушные ножи. От мощности их потока, расстояния и угла наклона зависит масса нанесённого цинка. Чем выше этот показатель – тем дольше прослужит профлист из оцинкованной стали.
После этого полоса металла попадает в башню охлаждения, где происходит кристаллизация расплавленного цинка.
Полосу также пропускают через дрессировочную клеть. Это делается для того, чтобы убрать шероховатость цинка и придать металлическому изделию гладкий вид.

Далее стальной рулон попадает на прави́льный комплекс. Здесь изгибо-растяжная машина вытягивает и выравнивает металл.
Так выглядит современное оборудование. А первый ручной станок для профлиста в ХIХ веке сделал британский инженер Генри Палмер.Пассивация и грунтовка
Затем на полосу теперь уже оцинкованной стали наносится хроматное конверсионное покрытие и консервационное масло. Это тип покрытия, используемый для пассивации изделий из стали. Он нужен, чтобы сталь служила еще дольше.
Сталь покрывается специальным слоем солей и оксидов, которые не дают ей разрушаться.
Далее специальной окрасочной машиной наносят грунтовочное покрытие.
Оно дополнительно защищает сталь от разрушения, обеспечивая прочное сцепление между полимерным покрытием и металлом, нивелируя на нем дефекты.
Завершающим этапом является нанесение полимера.

Нанесение полимера
Полимерное покрытие наносят U-образной окрасочной машиной. Она играет важную роль для всех, кто организовывает свое производство профнастила. У такой машины есть две головки (А и В) для нанесения лицевого покрытия и нижняя головка (С) для нанесения покрытия на обратную стороны полосы.
Наличие двух пар красящих головок позволяет осуществлять переход с одного цвета краски на другой, не останавливая линию. В то время как одна покрасочная головка находится в работе, вторая может быть подготовлена к последующей окраске другим цветом.
После нанесения покрытия изделия сушат в конвекторной газовой печи. Это нужно для достижения такой температуры металла, которая позволит растворителю испариться, обеспечивая необходимую полимеризацию. Режим сушки устанавливает технолог.
Высушенный окрашенный металл помещают в камеру воздушного охлаждения. Это делается для снижения температуры полосы.
Затем ее (полосу) кладут в секцию водяного охлаждения, что позволит избежать температурного удара и деформации металла.
После нанесения полимерного слоя окрашенная полоса через ленточный заправочный механизм попадает на оправку намотчика для сматывания полосы в рулон.
При помощи гидравлической тележки рулон снимают с намотчика и подают на накопительные подставки. Затем окрашенный рулон перевозят мостовым краном на специальный участок для упаковки.
Защитные слои профнастила, начиная от пассивирующего и заканчивая полимерным, призваны предотвратить появление коррозии на стали.
Полимерное покрытие обеспечивает профлисту нужный цвет, привлекательный внешний вид, защищает сталь от выгорания на солнце и от механических повреждений.
Проверка качества
Далее следует этап контроля качества. Это то, что нужно для производства надежного профнастила. Компания «Металл Профиль» располагает собственной лабораторией.
Здесь проверяют прочность при ударе и при изгибе, твёрдость полимерного покрытия, сцепление покрытия со сталью, цветовое различие в сравнении с эталоном, блеск и толщину покрытия. Работы проводят опытные и высококвалифицированные сотрудники. Благодаря постоянному контролю наши клиенты могут быть уверены в качестве продукции компании «Металл Профиль».
Рабочее место инженера-технолога для проведения тестов.Компания «Металл Профиль» выпускает профлист с полимерным покрытием (окрашенный и оцинкованный) и без него (только оцинкованный). Окрашенный профнастил более эстетичный материал, чем оцинкованный. Его используют в разных сферах применения: от облицовки фасадов до возведения долговечных капитальных ограждений. Декоративный слой профлиста с покрытием защищает от внешних природных воздействий – солнца, дождя и снега.
Профилирование
Автоматизированный процесс изготовления профнастила из листовой стали можно описать в несколько фраз.
Рулон устанавливают на разматыватель, который обеспечивает правильную и равномерную подачу листа. Конец листа вставляют в формовочную машину прокатного стана. В систему автоматического управления вводят основные параметры, к которым относят скорость прокатки и количество листов профнастила. Отрегулировав параметры, запускается оборудование. Профиль на листе появляется постепенно, проходя через множество валов. К концу прокаточной линии он превращается в полноценный профилированный лист. После профилирования изделие обрезают гидравлическими ножницами согласно требуемым параметрам. Выпускаясь на высокотехнологичных линиях и пройдя все стадии жесткого контроля профнастил компании «Металл Профиль» соответствует самым высоким стандартам качества.
Нарезка и упаковка
В последнюю очередь происходит нарезка листов нужной длины. Все габариты профнастила зависят от типа профиля, необходимая длина листов указывается заказчиком.
Наше оборудование позволяет делать листы любого размера в диапазоне от 0,5 до 12 метров.

Современное высокоточное оборудование позволяет исключить из производства «человеческий фактор». Все необходимые параметры изготовления изделия задаются оператором в автоматической системе управления. В цехах для производства профнастила трудится высококвалифицированный персонал.
Качество готовой продукции контролируется ОТК. Перед тем, как начать производство и на выходе готовой продукции отбирают пробы. Оператор входной секции (с помощью электроножниц) берет образец от первого рулона новой партии и передает его контролеру ОТК. Контроль качества также проводится по ГОСТУ.
Современное оборудование позволяет исключить из производства «человеческий фактор».Готовый профлист кладется на поддоны, накрывается воздушно-пузырчатой пленкой и укрепляется металлическими стяжками.
После упаковки заказы раскладывают на складе, откуда потом отправляют к конечному потребителю.
Профлист хорошо подойдет для кровель, фасадов и ограждений.Итог:
Начиная с ХIХ века профнастил стал одним из наиболее востребованных стройматериалов. У компании «Металл Профиль» есть все, что нужно для производства профлиста. Мы делаем надежный профилированный лист для кровель, фасадов и ограждений. Квалифицированные сотрудники и наличие своей лаборатории гарантируют контроль качества профлиста на каждом этапе его изготовления. Благодаря собственному производству мы имеем возможность предоставить доступные цены на профнастил. Выберите нужный профлист и закажите его в нашем интернет-магазине.
* Подробную информацию о гарантийных сроках на продукцию можно получить на сайте metallprofil.ru в разделе «Документы».
В статье упоминаются категории:
Профилированный лист
Назад к списку
Изготовление профнастила: заводское производство против кустарного
Производство профнастила представляет собой перспективный и высокорентабельный бизнес, поэтому неудивительно, что профлисты изготавливаются как в промышленных масштабах на заводах металлопроката, так и более мелкими партиями в небольших помещениях индивидуальных предпринимателей.
В зависимости от производителя профнастила, будет различаться не только цена готовой продукции, но и широта её ассортимента, качество покрытия, сроки изготовления и другие, немаловажные для конечного потребителя особенности.
В этой статье мы приведём основные различия между заводским и так называемым «кустарным» производством профнастила, особо отметив те из них, которые могут повлиять на качество и долговечность конструкций, изготовленных из такого материала.
Что даёт изготовление профнастила на заводе?
Как известно, сырьё, которое используется для производства профнастила, имеет большое значение для качества готовой продукции. Логично предположить, что завод по производству профнастила, который уже не первый год прочно занимает место в отрасли, имеет налаженные связи с ведущими поставщиками стали, которые, в свою очередь, в большей степени заинтересованы в сотрудничестве с крупными производителями, а не с мелкими разовыми закупщиками.
Примечательно, что большинство уже зарекомендовавших себя крупных изготовителей профлиста использует только российский металл, традиционно отличающийся поистине эксклюзивным качеством, что гарантирует длительный срок эксплуатации конструкции из профнастила без потери её прочности и надлежащего внешнего вида.
Второй важный фактор, во многом обуславливающий качество готового профлиста, — это линия для профнастила. Высокая степень автоматизации на заводе по изготовлению профнастила позволяет снизить до минимума влияние человеческого фактора и неуклонно придерживаться тех стандартов качества, которые приняты для той или иной марки профнастила.
Третья особенность заводского профнастила, которая тесно связана с оборудованием для его производства, — это широкий ассортимент готовой продукции. Крупное предприятие в состоянии изготовить абсолютно любую из известных марок профнастила – от С8 до Н114, причём современные линии изготовления профлиста позволяют делать это на одном и том же станке, просто перенастроив его под ту или иную марку.
Каждую марку профнастила можно заказать практически любой длины листа в широкой гамме расцветок и с различными финишными покрытиями. Более того, в линейке профнастила завода-изготовителя найдутся и эксклюзивные предложения: например, производство несъёмной опалубки или продольно-гнутого профиля для обустройства арочных конструкций.
Предлагаем посмотреть, как происходит производство профнастила на профессиональном оборудовании от крупного завода профилегибочного оборудования Липецка:
Как изготавливают профнастил «частники»?
Исследователи рынка металлоконструкций справедливо полагают, что рынок профнастила имеет чёткое разделение на два больших сегмента. Если один из них формируется корпоративными клиентами – компаниями, использующими весь диапазон металлопрофиля (от 8 до 114 мм), то другой сегмент представлен частными лицами, эксплуатирующими в основном «низкие» профили (8-21 мм).
Кроме того, на рынке фигурируют и небольшие компании, специализирующиеся на какой-то определённой марке профлиста или, в ещё более редких случаях, на узком диапазоне таких марок (скажем, могут изготавливать только профлист для заборов).
Первое, чем привлекают конечного потребителя «частники» — это экономичность, ведь при профилировании невысокой гофры происходит меньшее сжатие листа, и ширина конечного продукта (при условии идентичной ширины заготовки) остаётся больше, отсюда и более низкая цена за квадратный метр.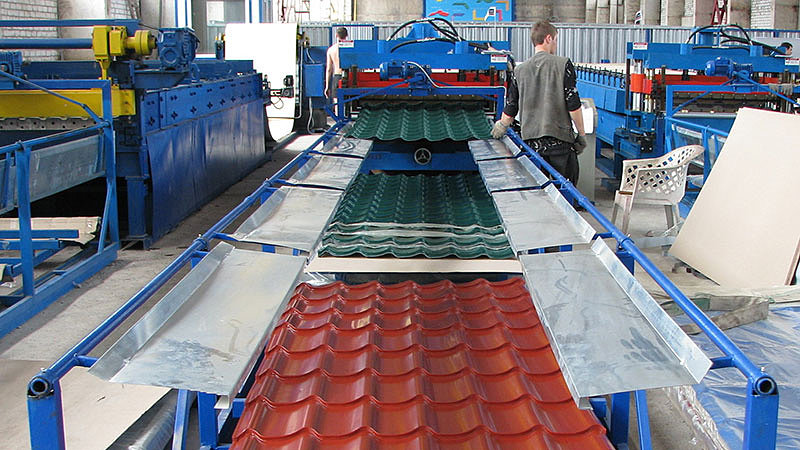
В производстве профнастила индивидуальные предприниматели чаще всего используют простые ручные листогибы, обслуживаемые двумя-тремя работниками, что не даёт возможности полностью свести влияние человеческого фактора к минимуму. В качестве исходного сырья зачастую выступает некачественная и дешёвая китайская сталь, что может негативно сказаться на сроке службы конструкций из профлиста.
Кстати, изготовить кустарный ручной листогиб можно и самому. Один из таких листогибов hand made представлен в следующем видеоролике:
И всё же, нельзя сказать, что у «частников» профнастил покупать категорически невыгодно. Если вы хорошо разбираетесь в профлисте и умеете отличать качественную продукцию от некачественной, то, выбирая профлист от индивидуального предпринимателя, можете существенно сэкономить, ведь «частник», в попытке удержаться на плаву, заинтересован в каждом клиенте, в то время как на заводе цена стройматериала фиксирована.
Кроме того, многие заводы, изготавливающие профнастил, ставят ограничение по размеру партии, поэтому если у вас есть необходимость покупки небольшой партии листов, вам всё равно придётся обращаться к «частникам». Что касается срока изготовления заказа, то в ряде случаев индивидуальный предприниматель, несмотря на не самое совершенное оборудование, может справиться быстрей завода, если последний, скажем, перегружен заказами.
Завод и «частник»: плюсы и минусы
Основные преимущества и недостатки покупки профнастила на крупном заводе и у индивидуального предпринимателя сведены в следующую таблицу:
| Плюсы | Минусы |
Завод по изготовлению профнастила |
|
|
Индивидуальный предприниматель |
|
|
Производство профнастила – изготовление профлиста на заводе, размеры листа
Профнастил – современный строительный материал. Высокие эксплуатационные свойства и низкая цена делают его очень востребованным на строительном рынке. По этой причине изготовление профнастила сегодня один из самых выгодных бизнес проектов. Реализацией данного производства занимаются как крупные заводы, так и мелкие фабрики.
Высокие эксплуатационные свойства и низкая цена делают его очень востребованным на строительном рынке. По этой причине изготовление профнастила сегодня один из самых выгодных бизнес проектов. Реализацией данного производства занимаются как крупные заводы, так и мелкие фабрики.
В данной статье мы подробно разберемся, из каких этапов состоит производство профлиста, какое оборудование для этого необходимо и какие размеры листов бывают.
Содержание.
Что представляет собой профнастил?
Марки профнастила – размеры стандартных листов.
Заводы по производству профлиста.
Технология производства.
Что представляет собой профнастил?
Профнастил – металлический профилированный лист, который используется в качестве ограждений, заборов, для покрытия кровель, облицовки зданий, устройства перекрытий. Стальная «начинка» делает покрытие прочным и долговечным, профилирование – придает жесткости, а внешнее покрытие – эстетическую красоту. Изготовление профнастила осуществляется из стали толщиной от 0,45 до 1,2 мм, путем металлопроката.
Изготовление профнастила осуществляется из стали толщиной от 0,45 до 1,2 мм, путем металлопроката.
Металлочерепица является разновидностью профнастила. Существенное отличие производства двух материалов – расположение валов на производственном станке. Именно благодаря таким различиям стали придается форма натуральной черепицы.
Важно: монтаж профнастила и металлочерепицы несмотря на практически идентичное производство осуществляется по различным технологиям!
Марки профнастила – размеры стандартных листов
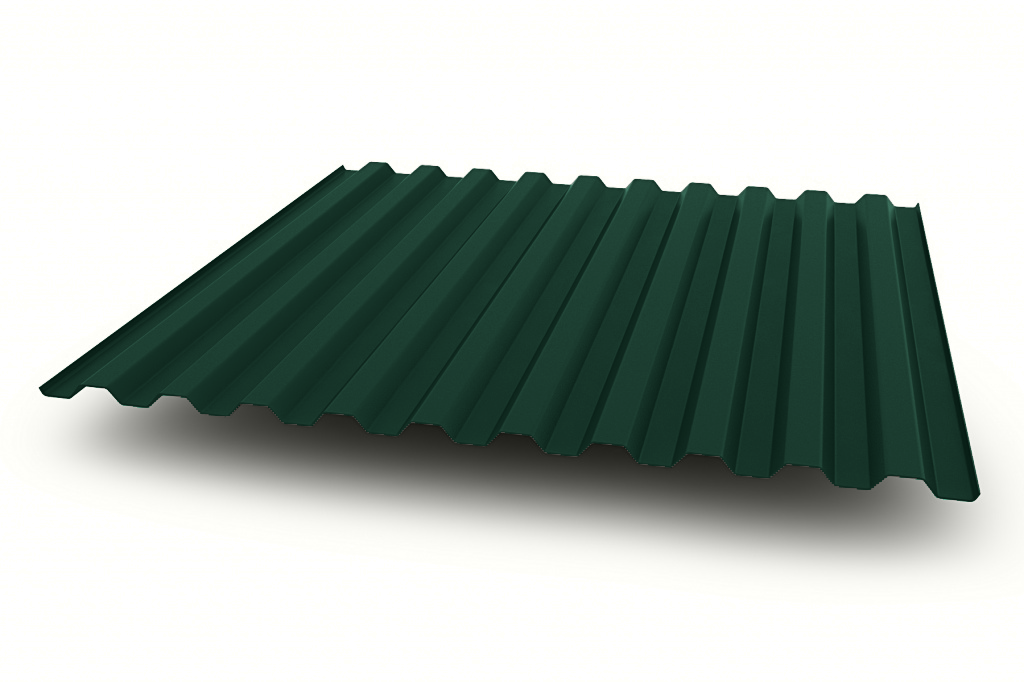
Сегодня заводы по производству профнастила отвечающие за качество продукции своей репутацией выпускают сырье, опираясь на нормы ГОСТа 24045-2010. Профлист разных марок стандартного типа отличается высотой гофры, формой и размерами. Рассмотрим самые популярные виды материала:
С8 – декоративный стеновой лист. Толщина материала от 0,4 до 0,7 мм, полезная ширина – 1150 мм, фактическая ширина – 1250 мм. Длина заказная, максимальная величина 12 м.

С21 – стеновой, используемый для облицовки стен и сооружения заборов. Специальная структура трапеции листов обеспечивает более высокую жесткость проката и высокую универсальность. Полезная ширина 1000 мм, толщина от 0,4 до 0,9 мм, длина – до 12 м.
НС-35 – одна из разновидностей кровельного покрытия. Особенность изготовления профнастила данного класса – это формирование большого количества ребер жесткости, ширина каждого 7 мм. Производство осуществляется из оцинкованной стали высокого качества, плотность оцинковки – 250 гр/м.кв. Полезная ширина листов 1000 мм, длина до 14 м, высота профиля – 35 мм.
Заводы по производству профлиста
Производителями с мировым именем являются финский бренд Ruukki, завод по производству профнастила в Польше Pruszynski. Производство под польским брендом организовано по всему миру дочерними предприятиями – качество продукции самое высокое.
В России работает несколько предприятий, хорошо зарекомендовавших себя в данной области:
ООО «ПрофСтальПрокат» и ООО «Сталькомпрофиль» – промышленное производство в Московском регионе;
«КСП» – Самарский регион.

ООО «Уральский завод кровельных материалов» – производство профнастила в Екатеренбурге.
Технология производства
Сама технология изготовления профнастила – несложная. Процесс осуществляется по методу холодной прокатки металла. Рулоны тонколистовой оцинкованной или полимерной стали с помощью специального оборудования формируются в металлические листы с нужным профилем и формой.
Заводы по производству профнастила работают по следующей схеме:
Рулон стали устанавливаются на специальный разматыватель – оборудование правильно и ровно раскроет и подаст сырье для дальнейшей обработки.
Далее конец листа устанавливается в формовочный станок, который является частью прокатного станка.
Автоматическая система задает нужные параметры для листа: скорость производства, длину листа и количество листов.
Запуск производственной линии.
Для изготовления профнастила необходимо следующее оборудование:
Гидравлический разматыватель.
 Управляется автоматизированной системой. Кроме этого оборудование имеет собственный блок автоматики, благодаря которому можно настроить скорость подачи стальной ленты в зависимости от скорости обработки листов в прокатном станке.
Управляется автоматизированной системой. Кроме этого оборудование имеет собственный блок автоматики, благодаря которому можно настроить скорость подачи стальной ленты в зависимости от скорости обработки листов в прокатном станке.Режущее устройство. Устанавливается сразу после разматывателя, необходимо для обрезки рулона при необходимости его замены. Для примера, при производстве профнастила потребовалось заменить оцинкованный рулон на сталь с полимерным покрытием.
- Прокатный или формовочный станок. Является главным элементом линии производства. Оборудование превращает обычный лист стали в профилированное полотно. Формирует профиль путем прокатки металла через вальцы определенной формы (форма может отличаться в зависимости от типа профлиста).
Прокатные станки могут быть пневматическими или гидравлическими. Первый тип оборудования может производить профлист длиной до 2,5 м и толщиной не более 1,5 мм. Гидравлические станки более мощные, поэтому именно такие установлены на крупных заводах по производству профнастила.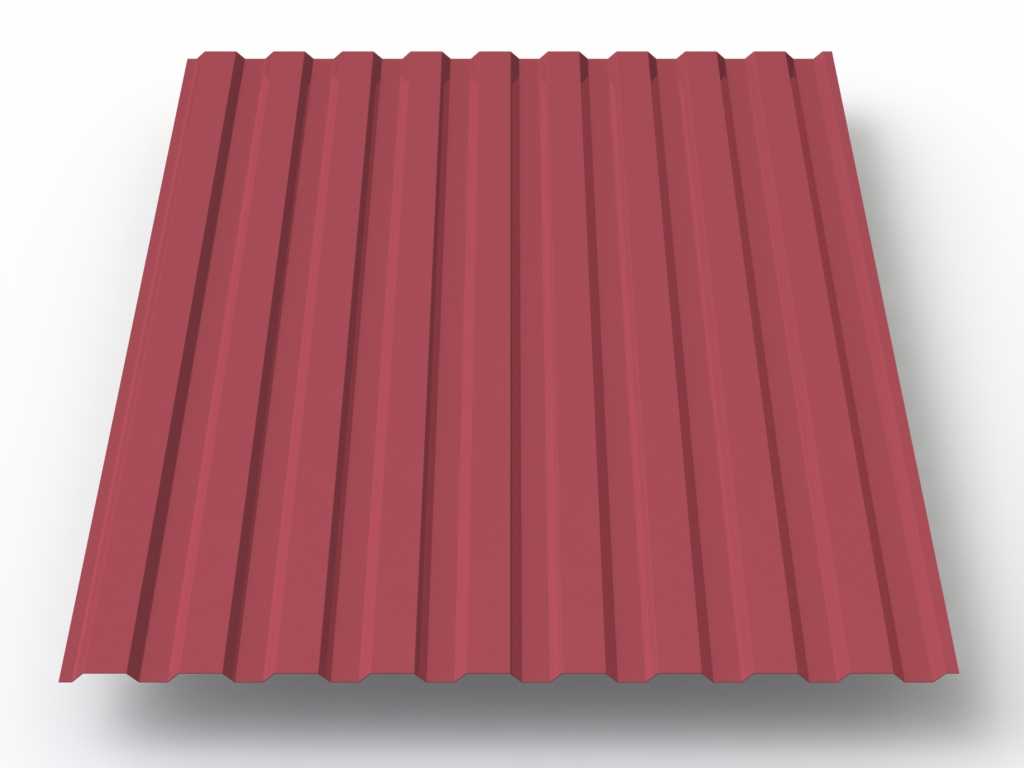 Оборудование позволяет выпускать материал любой длины.
Оборудование позволяет выпускать материал любой длины.
Важно: обрезка плоскими ножницами строго запрещена -это серьезная нарушения норм ГОСТа по изготовлению профнастила.
Добавить комментарий
Производство профнастила, металлочерепицы – завод по производству кровельных и фасадных материалов
Металлочерепица
Подробнее
Подробнее
Порошковое покрытие металлических изделий
запуск современной автоматической линии порошковой покраски
– Окраска изделий в автоматическом режиме
– Контроль всех компонентов окрасочной системы
– Системы фильтрации и рекупирации краски
– Европейские стандарты качества
Подробнее
Качественные материалы
для кровли и забора
ПО ВЫГОДНЫМ ЦЕНАМ
Подробнее
Комплексные решения
ДЛЯ ВЕНТИЛИРУЕМЫХ ФАСАДОВ
Подробнее
Проектирование фасадов
ЗДАНИЙ И СТРОЕНИЙ
РАЗЛИЧНОГО НАЗНАЧЕНИЯ
Подробнее
Доставка продукции
собственным автотранспортом в любую точку России и Зарубежья
Подробнее
Гибка и пробивка деталей
из листового проката на
высокотехнологичных станках
с ЧПУ марки DURMA
Подробнее
Обрабатываем тонколистовой металл для различных сфер деятельности, по типовым и индивидуальным требованиям.
Изготавливаем и поставляем широкий перечень продукции, в том числе:
- Профнастил
- Гофролист
- Гладкий лист
- Штрипс
- Евроштакетник
- Сэндвич-панели
- Фасадные кассеты, подсистема
- Доборные элементы
- Другие металлоизделия
Оказываем широкий спектр услуг:
ГОТОВНОСТЬ К ЗАКАЗАМ ЛЮБОГО ОБЪЕМА
Ежегодно перерабатываем свыше 85 000 тонн продукции;
Располагаем обширным производственным парком: 21 прокатный стан, 16 высокоточных станков с ЧПУ и автоматическая линия порошковой окраски;
25 000 м2 площадей;
300+ высокопрофессиональных специалистов.
ОПТИМАЛЬНОЕ СООТНОШЕНИЕ ЦЕНЫ И КАЧЕСТВА
Ассортимент под любые потребности;
Контроль качества на каждом этапе производства;
Прямые долгосрочные поставки от ведущих металлургических комбинатов;
Гибкая ценовая политика.
ПОСТАВКИ БЕЗ ОГРАНИЧЕНИЙ
Собственный грузовой автопарк;
Партнерство с транспортными компаниями по всей России и странам зарубежья;
Оперативные поставки в любое время и место.
Работаем оптом и в розницу с юридическими и физическими лицами.
К каждому клиенту – индивидуальные условия и ориентир на долгосрочный результат!
Презентация компании
Кровля
профнастил металлочерепица гофролист штрипс водосточная система доборные элементы крепеж гидро-пароизоляция
- Перейти
Ограждения
евроштакетник профнастил забор жалюзи комплектующие элементы профильная труба
- Перейти
Фасад
фасадные кассеты стеновой профнастил сэндвич-панели доборные элементы крепеж гидро-пароизоляция
- Перейти
Услуги
Гибка листового металла на станке с ЧПУ
Подробнее >
Координатная пробивка отверстий в металле
Подробнее >
Лазерная резка металла
Подробнее >
Порошковая покраска металлических изделий
Подробнее >
Проектирование фасадов зданий и строений
Подробнее >
Отдел технического контроля
Подробнее >
Вальцовка листового металла
Подробнее >
Правка листового металла
Подробнее >
Услуги
Гибка листового металла на станке с ЧПУ
Подробнее >
Координатная пробивка отверстий в металле
Подробнее >
Лазерная резка металла
Подробнее >
Порошковая покраска металлических изделий
Подробнее >
Проектирование фасадов зданий и строений
Подробнее >
Отдел технического контроля
Подробнее >
Вальцовка листового металла
Подробнее >
Правка листового металла
Подробнее >
Профметалл — надежный и добросовестный производитель
В работе мы используем новейшее оборудование, от ведущих изготовителей прокатных станков, что несомненно сказывается на качестве нашей продукции. Все виды профилей, что мы производим, полностью отвечают требованиям ГОСТа и позволяют поставлять нашу продукцию по государственным контрактам.
Все виды профилей, что мы производим, полностью отвечают требованиям ГОСТа и позволяют поставлять нашу продукцию по государственным контрактам.
НАША ОРГАНИЗАЦИЯ ПРОИЗВОДИТ И РЕАЛИЗУЕТ:
- Профнастил
- Металлочерепицу
- Гладкий лист
- Штрипс
- Фасадные кассеты
- Евроштакетник
- Доборные элементы для фасада и кровли любой сложности
- О компании
- Сертификаты
Мы всегда открыты для сотрудничества
Наше предприятие металлообработки всегда готово предложить своим потенциальным партнёрам самое взаимовыгодное сотрудничество. Благодаря активному развитию, наш завод давно утвердил и укрепил свои позиции на отечественном рынке производителей строительных материалов. Постоянное расширение производства и совершенствование оборудования позволяют нам предложить своим будущим партнерам сотрудничество на самых взаимовыгодных условиях.
Стать партнёром
Жилой дом на Бауманской
Узнать больше
ЖК “Преображение”
Узнать больше
ЖК Тетрис
Узнать больше
ЖК “Сердце Одинцово”
Узнать больше
ЖК Балаклавский проспект
Узнать больше
Процесс производства гофрированного картона | Fruit Growers Supply
Вот уже более 100 лет гофроящики доминируют в качестве основного способа упаковки для транспортировки продукции. На современном рынке гофрированные материалы используются для демонстрации, продвижения и упаковки практически любого продукта на земле. Будь то еда, игрушки, канцелярские товары, компьютеры, одежда, мебель или электроника, все, что мы покупаем, преодолело определенное расстояние, чтобы попасть к нам, и, как правило, было защищено гофрированным контейнером с места его первоначального изготовления.
На современном рынке гофрированные материалы используются для демонстрации, продвижения и упаковки практически любого продукта на земле. Будь то еда, игрушки, канцелярские товары, компьютеры, одежда, мебель или электроника, все, что мы покупаем, преодолело определенное расстояние, чтобы попасть к нам, и, как правило, было защищено гофрированным контейнером с места его первоначального изготовления.
Преимущества гофрокартона
Истоки процесса производства гофрированной бумаги можно проследить до операций по отгрузке и упаковке в 19 веке. Сегодня он используется в большинстве стран мира во время транспортировки от производителя до места продажи или непосредственно в дом потребителя. Некоторые из обширных преимуществ гофрокартона включают в себя:
- Минимальный вес
- Практичность
- Полезность
- Экологичность
- Возможность вторичной переработки
- Дизайн и привлекательный внешний вид
В дополнение к этим практическим и экологическим преимуществам гофрокартон также предлагает безграничные возможности дизайна и привлекательный внешний вид для потребителей. Даже когда пункт назначения достигнут, гофрокартон можно перерабатывать и снова использовать для той же цели.
Даже когда пункт назначения достигнут, гофрокартон можно перерабатывать и снова использовать для той же цели.
Инновации в гофрированной промышленности
Производители гофрокартона продолжают совершенствовать свои процессы производства гофрокартона и продукцию, чтобы адаптироваться к изменениям в системах дистрибуции, потребностям розничных продавцов и требованиям потребителей. Это включает в себя поиск способов создания более прочной бумаги, легкой и водостойкой.
Чтобы оставаться универсальными перед лицом этих постоянно меняющихся требований, предприятия по производству гофрированного картона оснастили себя автоматизированными технологиями, которые позволяют им зарабатывать поразительные 23 миллиарда долларов в год только в Соединенных Штатах. Поскольку население увеличивается, а спрос на продукты продолжает расти, гофрокартон, вероятно, останется лучшим вариантом для безопасной транспортировки продуктов и материалов по всему миру.
Процесс производства гофрированной бумаги
Процесс изготовления коробок из гофрированного картона включает шесть этапов, начиная с экологичной заготовки древесины и заканчивая специализированным заводом по производству картона, подобным тому, который используется FGS. Чтобы понять этот процесс с помощью простой иллюстрации, вы можете взять лист бумаги и добавить на нем волны (известные как флейты). Приклейте гофрированную бумагу к слоям прочного лайнера и вуаля — у вас есть прочный кусок комбинированного картона, который может выдержать удары, защищая даже самое хрупкое содержимое внутри.
Чтобы понять этот процесс с помощью простой иллюстрации, вы можете взять лист бумаги и добавить на нем волны (известные как флейты). Приклейте гофрированную бумагу к слоям прочного лайнера и вуаля — у вас есть прочный кусок комбинированного картона, который может выдержать удары, защищая даже самое хрупкое содержимое внутри.
Производство коммерческого гофрированного картона несколько сложнее, чем в приведенном выше примере, и включает в себя специализированное оборудование и настройку. Подробная информация о каждом этапе процесса производства гофрокартона приведена ниже:
1- Источники материалов
Сырье, используемое в процессе производства гофрированной бумаги, в основном состоит из целлюлозного волокна из древесной массы сосны, пихты. и кедры, встречающиеся в лесах Калифорнии, Орегона и Вашингтона. Чтобы обеспечить постоянное здоровье этих лесов и предотвратить ущерб окружающей среде, многие компании, такие как Fruit Growers Supply, используют только деревья, выращенные и собранные с использованием устойчивых, экологически чистых методов, которые не наносят ущерба дикой природе или близлежащим коренным племенам.
Чтобы собрать древесную массу, выбранные деревья срубают, сучья удаляют, а стволы отправляют на бумажную фабрику, где химический процесс превращает древесную стружку в целлюлозу, которая используется для изготовления бумажных изделий. Волокно, используемое в процессе производства гофрированной бумаги, отделяют от целлюлозы с помощью механических, химических и полухимических методов и отправляют на картонный завод для переработки в гофрированный картон. Если раньше в лесной промышленности побочные продукты, такие как опилки и мелкая стружка, сжигались как отходы, то теперь эти материалы используются вместе с переработанной бумагой (до одной трети конечного продукта) в качестве исходного материала для производства новой бумаги и гофрированного картона.
2- Клейкая система для гофрокартона
На клеевом этапе процесса производства гофрированной бумаги производители гофрокартона используют вещество, известное как крахмал, для приклеивания облицовочного картона к материалу. Этот крахмал является единственным материалом, который не поставляется самой компанией по производству гофрированного картона (при этом бумага является основным источником для гофрированного картона) и обычно изготавливается на заказ. Точную смесь ингредиентов, используемых в крахмале, можно отрегулировать в соответствии с потребностями и желаемыми результатами машины для гофрирования.
Этот крахмал является единственным материалом, который не поставляется самой компанией по производству гофрированного картона (при этом бумага является основным источником для гофрированного картона) и обычно изготавливается на заказ. Точную смесь ингредиентов, используемых в крахмале, можно отрегулировать в соответствии с потребностями и желаемыми результатами машины для гофрирования.
3- Гофроагрегат
Для изготовления комбинированного картона машина для гофрирования помещает канавки в материал и приклеивает его к облицовочному картону. Эти канавки могут быть изготовлены меньшей или большей длины по мере необходимости. Наиболее распространенными длинами канавок являются A, B, D, E и F. дорогие — стоимостью около миллиона долларов каждая. Помимо размещения гофрокартона в бумаге и приклеивания гофрированной бумаги к облицовочному картону, эти машины также могут настраивать картон в соответствии со спецификациями, определенными заказчиком. Например, картон для тары может быть обработан водой, жиром или противоскользящим покрытием на этом этапе процесса производства гофрированной бумаги, или к нему могут быть добавлены внутренние ленты или нити, чтобы сделать коробку более устойчивой к разрыву и вздутию. Внешний вид коробки также можно изменить с помощью отбеливателей, цветных чернил или персонализировать с помощью предварительно напечатанного лайнера.
Внешний вид коробки также можно изменить с помощью отбеливателей, цветных чернил или персонализировать с помощью предварительно напечатанного лайнера.
4- Заготовки для коробок
Теперь, когда облицовочный картон и гофрированная бумага были превращены в отрезок комбинированного картона, этот комбинированный картон теперь необходимо разрезать на заготовку коробки, готовую к сборке. На этом этапе процесса производства гофрированной бумаги можно использовать принтер-просекатель, высекальный пресс или флексографско-склеивающий станок для резки, надрезов и прорезей комбинированного картона, чтобы превратить его в заготовку для коробки.
5- Брошюровщик/обжимной станок
В зависимости от потребностей компании-покупателя коробки могут быть изготовлены на месте после выхода из завода по производству гофрированного картона. Другие изготавливаются на заводе с помощью брошюровщика, тейпера или флексографской фальцевально-склеивающей машины. Сшиватели и конусы соединяют пустые концы гофрированной коробки скобами или лентой, чтобы сформировать готовую коробку.
Сшиватели и конусы соединяют пустые концы гофрированной коробки скобами или лентой, чтобы сформировать готовую коробку.
6- Ламинатор
Далее в процессе производства гофрированной бумаги ламинатор склеивает слои однослойного или многослойного гофрированного картона для придания прочности. Эта машина обычно используется для контейнеров для сыпучих материалов, гофрированных листов для прокладок и специальных приложений.
Специализированные процессы
Часто коробки из гофрокартона необходимо усовершенствовать с помощью специальных процессов, повышающих защитные свойства коробки или помогающих покупателю лучше организовать содержимое коробки. Ниже приведены примеры специальных процессов и добавок, используемых в процессе производства гофрированной бумаги:
- Ламинированные гофрированные подушки
- гофрированные платы, приклеенные к пластиковым пленкам
- Предварительно сглубленные лотки и нижние коробки
- .
 к процессу производства гофрированной бумаги, поскольку он относится к возможности вторичной переработки и устойчивости. Вот некоторые из них:
к процессу производства гофрированной бумаги, поскольку он относится к возможности вторичной переработки и устойчивости. Вот некоторые из них:- Производители могут легко использовать экологичные чернила для печати на гофрированной бумаге.
- Были разработаны новые виды крахмала, не наносящие вреда озоновому слою.
- Формальдегид, который, как доказано, является опасным выбросом, в настоящее время значительно регулируется и сокращается в процессе производства гофрированной бумаги.
- Промышленные отходы значительно сократились по сравнению с предыдущими уровнями благодаря Закону о чистой воде 1980-х годов.
- Производители гофрированного картона поощряют своих поставщиков и конечных пользователей перерабатывать готовые коробки из гофрированного картона для устойчивого развития бумажной промышленности. Экологически сознательные компании выбирают бумагу для производства гофрированной бумаги у надежных поставщиков, одновременно сокращая и перерабатывая собственные бумажные отходы.

- Обновленные требования по охране труда и технике безопасности побудили производителей гофрированного картона производить коробки, в которых пищевые продукты перевозятся безопасно и не создают рисков для здоровья конечного потребителя.
- Производство гофрированного картона направлено на создание экологически чистых упаковочных материалов, и его уровень переработки выше, чем у всех других упаковочных материалов, используемых сегодня. По сравнению с другими вариантами упаковки, гофрокартон использует меньше сырья для создания переработанного продукта.
Узнайте больше о гофрокартоне
В Fruit Growers Supply вы можете найти дополнительную информацию о том, как гофрированные коробки могут использоваться местными предприятиями для всех ваших потребностей в доставке продукции. Компания Fruit Growers Supply Company усовершенствовала процесс производства гофрированной бумаги, который является технологически продвинутым, быстрым и экологически безопасным.
 Подпишитесь на наши электронные новости для получения информации о гофрокартоне, поддонах, оросительных системах и свяжитесь с нами, чтобы получить ни к чему не обязывающую цитату.
Подпишитесь на наши электронные новости для получения информации о гофрокартоне, поддонах, оросительных системах и свяжитесь с нами, чтобы получить ни к чему не обязывающую цитату.Как производится гофрокартон – Школа упаковки
Все используют гофроящики. Вам было бы трудно существовать в современном обществе и не иметь с ним какого-либо контакта. Но задумывались ли вы когда-нибудь о том, как они сделаны? Для изготовления коробок из гофрокартона вам понадобятся три основных материала: бумага, пар и клей. Процесс начинается с бумаги.
Бумага используется для изготовления двух основных компонентов гофрированного картона:
Вагонка — используется в качестве внешней облицовки
Рифленая бумага среднего размера, которая прикрепляется к облицовочному картону для производства комбинированного картона в непрерывном полотне
Существует множество вариантов выбора типов и толщины бумаги для гофрированного картона.
 Убедитесь, что вы определили цели для своей упаковки и тесно сотрудничаете с заводом по производству коробок и/или поставщиком бумаги, чтобы определить характеристики бумаги, необходимые для достижения этих целей.
Убедитесь, что вы определили цели для своей упаковки и тесно сотрудничаете с заводом по производству коробок и/или поставщиком бумаги, чтобы определить характеристики бумаги, необходимые для достижения этих целей.После того, как у вас есть бумага, фабрике по производству коробок потребуется еще два сырья, чтобы сформировать конструкционный материал, используемый для изготовления различных типов гофроупаковки: пар и клей. Пар жизненно важен для процесса изготовления коробок из гофрированного картона.
Генерация пара – бесценный процесс, начиная от изготовления клея, который кондиционирует слои бумаги, и заканчивая нагревом сосудов под давлением, скрепляющих гофрированную среду с вкладышами. Несмотря на то, что сконденсированный пар перерабатывается, стоимость котельного топлива является важным фактором при производстве упаковки. Помимо стоимости, еще одним важным фактором, который следует учитывать, является проблема безопасности в среде с высоким давлением пара.

У вас есть бумага и пар, теперь вам нужен клей — вкладыш должен быть прикреплен к рифленому материалу. Это достигается за счет использования крахмального клея. Как правило, этот клей представляет собой пищевой кукурузный крахмал на водной основе в сочетании с другими добавками. Клей наносится на кончики канавок — вершины рифленой структуры — гофрированного материала, а затем вкладыш соприкасается с кончиками, скрепляя все материалы вместе.
Поскольку мы узнали об ингредиентах, необходимых для изготовления гофрированного картона, давайте посмотрим на оборудование, которое их объединяет, — гофромашину. Эта машина выполняет ряд операций по соединению облицовочного картона и наполнителя в жесткую структуру. Современные гофроагрегаты могут производить комбинированный картон со скоростью 1000 футов в минуту.
Основная схема процесса выглядит следующим образом:
Рулоны бумаги устанавливаются на разматывающие стенды и втягиваются в машину на «мокром конце» гофроагрегата.

Среда обрабатывается теплом и паром, что делает ее более эластичной, поэтому на валках для гофрирования она может быть сформирована в виде гофрированного рисунка.
Валки для гофрирования (зубчатые цилиндры) придают среде волнистую структуру.
Клей наносится на кончики канавок, и первый вкладыш (который также может быть обработан паром и теплом) прижимается к клею на рифленой среде.
Тепло, давление и пар заставляют клей образовывать гель, который создает связь между двумя бумагами. Это называется односторонней паутиной.
Когда доски выходят из секции горячей плиты, они обычно раскатываются или разрезаются на листы подходящего размера, а затем надрезаются для фальцовки.
- Платы
разрезаются по ширине и обрезаются, создавая плоские листы, соответствующие требованиям заказчика к коробке.
Листы извлекаются из гофроагрегата и укладываются в стопку, чтобы дать время для высыхания волокон и отверждения клея.

Во время производственного процесса к бумаге добавляется влага с применением крахмального клея и кондиционирования паром, а также она удаляется в процессе нагревания и отверждения. Чтобы избежать коробления, эти изменения влажности должны тщательно контролироваться и балансироваться.
Воск или другие химические вещества могут быть добавлены к одной или нескольким бумагам для придания картону уникальных улучшенных свойств.
В некоторых случаях, особенно при упаковке свежих продуктов, гофрокартон подвергается воздействию чрезмерного количества влаги из холодильных и морозильных камер, а также воды из-за клеточного дыхания продуктов.
Имея так много доступных вариантов, важно уделить достаточно времени заранее, чтобы определить лучший гофрокартон для вашего применения. Поговорите со своей командой дизайнеров, а также с командой дистрибьюторов, чтобы узнать, какие возможности гофрокартона принесут вам наибольшую пользу.

Хотите узнать ЕЩЕ БОЛЬШЕ о мире гофроупаковки? Зайдите в нашу библиотеку курсов, где вы найдете наш курс «Гофротара», разработанный для того, чтобы показать вам 360-градусный взгляд на гофропромышленность.
Понравилась статья?
Поделиться на Facebook
Поделиться на Twitter
Поделиться на Pinterest
Оставить комментарий
Как производят гофрированный картон? Полный процесс производства
Добро пожаловать в компанию HIC Machinery CO. Гофрокартона, где мы производим и продаем автоматические установки для производства 3-слойного и 5-слойного гофрированного картона, а также широкий спектр специализированных упаковочных машин для производства гофрированного картона. Сегодня мы хотели бы продемонстрировать, как мы делаем нашу продукцию. Основным материалом гофрированного картона являются сорта тарного картона, бумажный вкладыш, который становится плоской облицовкой картона, в основном изготавливается из длинных волокон хвойных деревьев.
 волокна лиственных пород. В этой статье мы знаем полный обзор процесса производства гофрокартона от начала до конца КАК ПРОИЗВОДИТ ГОФРИРОВАННЫЙ КАРТОН?
волокна лиственных пород. В этой статье мы знаем полный обзор процесса производства гофрокартона от начала до конца КАК ПРОИЗВОДИТ ГОФРИРОВАННЫЙ КАРТОН? Посмотреть эту публикацию в Instagram
Сообщение, опубликованное HIC Machinery Co. (@hic_machinery)
КАК ПРОИЗВОДИТСЯ ГОФРИРОВАННЫЙ КАРТОН? | Первый этап производства гофрированного картона
Первый этап производства гофрированного картона происходит на машине, известной как однофазная. Одинарный фазер сочетает в себе подкладку и среду для создания полотна с одной лицевой стороной. Для этого среда пропускается через набор валков для гофрирования при высокой температуре и давлении, чтобы сформировать канавки, которые дают гофрокартон.
Атрибуты производительности, необходимые для готовой упаковки.

Прочность на растяжение и амортизирующая способность Каждая пара валков для гофрирования изготавливается с заданными канавками и профилем, чтобы обеспечить эксплуатационные характеристики, необходимые для готового упаковочного изделия. После нанесения клея на основе кукурузного крахмала на кончики канавок с помощью клеевого валика подкладка приводится в контакт с гофрированной средой с помощью прижимного валика, который вращается против дозирующего валика, чтобы контролировать надлежащее количество клея, подаваемого на валик. наконечники флейты.
Крайне важно, чтобы к валкам для гофрирования применялось правильное давление, а также чтобы клей достиг идеальной температуры и надежности для образования прочной связи между вкладышем и рифленым материалом; эта комбинация известна как односторонняя сеть. Затем полотно выходит из одинарного фазера и поднимается к мосту, по которому полотно транспортируется к блоку двойного клея.
Двойная подложка : Гофрированная подкладка и гофрированный наполнительПодложка с обеих сторон Подкладка и гофрированный наполнитель подаются в одиночный фазер с противоположных сторон через пару роликовых клетей, соединенных устройством, известным как сплайсер.

Сварочный аппарат позволяет машине переключаться с одного рулона на другой без остановки, когда рулон израсходован или когда требуется изменить сорт бумаги или ширину, поскольку рулон разматывается и направляется к однофазному устройству.
Бумага наматывается на нагретые валы или подогреватели, которые нагревают бумагу до температуры, необходимой для процесса гофрирования. Оберточные рычаги регулируют количество времени, в течение которого бумага подвергается воздействию тепла, что позволяет в некоторой степени контролировать повышение или понижение температуры бумаги.
Однослойный лист : Экспортер и поставщик гофрированного листа | КАК ПРОИЗВОДИТ ГОФРИРОВАННЫЙ КАРТОН?Одностороннее полотно пытаются поднять и отвести от одиночного фазера с помощью наклонных ремней. Полотно складывается фестонами по длине перемычки, пока не войдет в концевую часть перемычки, относящуюся к тройному штабелю.
Это необходимо для того, чтобы одностороннее полотно затвердевало с прочным соединением, чтобы целостность структуры желоба не нарушалась при изготовлении двойных стеновых панелей.
 Оба одинарных фазера на гофроагрегате работают, подавая два односторонних полотна к мосту. для сборки на двойном клеевом агрегате.
Оба одинарных фазера на гофроагрегате работают, подавая два односторонних полотна к мосту. для сборки на двойном клеевом агрегате.Устройство двойного склеивания
Одностороннее полотно пропускается через нагретые валки в машину, известную как устройство двойного склеивания, которая наносит клей на основе кукурузного крахмала на кончики желобков. Подложка, которая станет внешней облицовкой гофрокартона, продевается через нагретые валки в нижней части тройного штабеля.
Наружная или двусторонняя обшивка для фасадов и крыш
Когда плита втягивается в двойную подложку, внешняя или двусторонняя обшивка приклеивается к односторонней стенке. Верхний и нижний ремни в двойной подложке протягивают плиту через машину, а двойная подложка имеет ряд нагреваемых пластин, которые продолжают передавать тепло плите для отверждения клеевого соединения. Ремни в двойной подложке протягивают доску через влажный конец гофроагрегата и подталкивают ее к сухому концу.
Роль Слиттера партитура | КАК ПРОИЗВОДИТ ГОФРИРОВАННЫЙ КАРТОН?
После прохождения через двойную подложку комбинированная плита надрезается, надрезается и обрезается в соответствии со спецификациями отделки.
 Затем он проходит через ножницы, которые разрезают доску пополам, чтобы можно было корректировать порядок, а затем в продольно-резательный станок, который разрезает доску до нужной ширины и, при необходимости, размещает насечки в доске до требуемых размеров. В этой современной оценке продольной резки показаны две независимые части оценки продольной резки. Пока одна часть готовится к следующему заказу, другая работает.
Затем он проходит через ножницы, которые разрезают доску пополам, чтобы можно было корректировать порядок, а затем в продольно-резательный станок, который разрезает доску до нужной ширины и, при необходимости, размещает насечки в доске до требуемых размеров. В этой современной оценке продольной резки показаны две независимые части оценки продольной резки. Пока одна часть готовится к следующему заказу, другая работает.Когда приходит время менять заказы, ножницы разрезают доску пополам, чтобы образовалось небольшое пространство, которое позволяет секциям продольной резки опускаться или подниматься с траектории доски, позволяя доске выровняться между верхним и нижним валами, где биговальная и режущая головки прикрепляются к скорости после того, как доска проскальзывает и забивается.
Часть отрезного ножа
Продолжает движение, пока не достигнет отрезного ножа. Отрезной нож отрезает окончательный гофрированный лист точно по требуемому размеру. Верхний и нижний нож можно найти на большинстве машин для гофрирования.
 Таким образом, два разных заказа могут быть объединены для печати на бумаге одинаковой ширины и сорта. Имеются выходные колеса, которые выбрасывают отрезанные листы на одноленточные конвейеры.
Таким образом, два разных заказа могут быть объединены для печати на бумаге одинаковой ширины и сорта. Имеются выходные колеса, которые выбрасывают отрезанные листы на одноленточные конвейеры.Платформы укладчика гофроагрегата накапливают листы в отсеках укладчика. Листы укладываются в штабели, а затем выгружаются на движущиеся ленты, чтобы операторы штабелеукладчиков проверяли качество и готовились к обвязке и отгрузке. Конверсионные машины превращают гофрированные листы в коробки.
Машины для печати и брендирования | Ротационные высекальные машины и флексо-склеивающие машины
Эти машины печатают рисунки и логотипы на коробках и обрезают их до нужного размера в соответствии с их назначением. Машины делятся на две категории. флексографские фальцевально-склеивающие машины и ротационные высекальные машины Когда коробка готова, флексографическая машина склеивает и складывает ее, а ротационная высекальная машина уходит.Неклееные и плоские коробки для высечки, такие как коробки для пиццы, часто формуются вручную или обертываются вокруг продукта и прикрепляются к оборудованию клиента.
 Ротационная высекальная машина также может изготавливать множество коробок из каждого листа, в то время как флексографская машина уступает.
Ротационная высекальная машина также может изготавливать множество коробок из каждого листа, в то время как флексографская машина уступает.Лазеры и оптические датчики | КАК ПРОИЗВОДИТ ГОФРИРОВАННЫЙ КАРТОН?
Материал передается в каждый обрабатывающий центр на подающий конвейер с помощью серии лазеров и оптических датчиков, называемых фотоглазами, а также посредством связи между системой управления запасами и планированием производства в режиме реального времени. Автоматические передаточные тележки обеспечивают подачу гофрированного листа на каждую машину. Каждая стопка разбивается на более мелкие секции, называемые блоками, и по отдельности укладывается на стол подачи.
Листы подаются через серию подающих роликов, которые работают в тандеме с подающими роликами, чтобы вставить лист в машину. Подающие ролики изготовлены из мягкого материала по твердости, чтобы не сдавливать доску. Поддержание толщины или толщины доски имеет решающее значение для общей прочности доски в торцевой коробке, переносимой системой вакуумной транспортировки.

Дизайн и брендинг печатаются
Лист проходит через несколько печатных секций на ротационной высекальной машине дизайн и брендинг печатаются на нижней части гофрированного листа после того, как материал проходит через секцию печати достигает ротационных высекальных прессов, для каждого типа коробок, которые производит фабрика, существуют различные высекальные прессы.
Резаки Секция
Резаки состоят из двух полуцилиндров со встроенными в них металлическими лезвиями, а также секций из поролона для выброса обрезков отрезанной доски. Лом улавливается и перерабатывается обратно на бумажную фабрику для будущего производства рулонного проката. Скруббер — это следующая секция, которая удаляет все оставшиеся незакрепленные вырезы и шероховатые края на разрезанных листах.
 Затем листы снова укладываются гонтом, чтобы замедлить их движение по мере приближения к укладчику.
Затем листы снова укладываются гонтом, чтобы замедлить их движение по мере приближения к укладчику.Если нарезанные листы слишком сильно ударяются о укладчик. Платформы укладчика собирают листы в стопки, которые затем выгружаются на движущиеся ленты, чтобы операторы укладчика проверяли качество и готовили листы к обвязке и отправке. Процесс флексографии начинается так же, как и в ротационной высекальной машине, с того, что материал помещается на конвейер с помощью тележки с автоматической системой перемещения. Каждая стопка разбивается на блоки в этой флексографической машине. Печать производится на верхней части листа.
Материал перемещается в устройство предварительной подачи
В результате материал должен быть перевернут и перемещен в устройство предварительной подачи. Эта автоматизация устраняет необходимость инверсии вручную, когда стеки перевернуты. Затем листы укладываются и подаются на подающую платформу, где подающие ролики подают лист в машину. Печатные формы располагаются на цилиндре, а краска наносится на печатную форму через красочную систему.
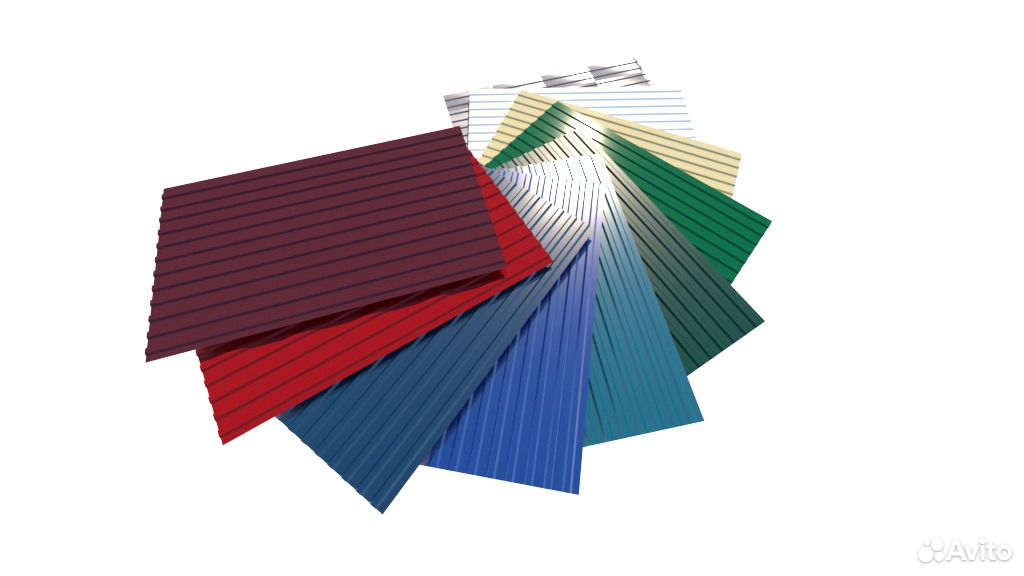
Эта машина также использует ротационную высечку для переноса чернил на картон, когда они проходят через машину. Однако, в отличие от только ротационного резака, который может изготавливать много коробок на листе, он производит только одну коробку на листе. Отходы улавливаются и перерабатываются для будущего рулонного материала на флексографской машине, а машинный клей наносится для подготовки к фальцеванию.
Высокоскоростная система обнаружения, называемая четким зрением
Каждая коробка контролируется на предмет нанесения клея и измерения зазоров с использованием высокоскоростного метода обнаружения, называемого четким зрением. Высокоскоростная камера размещается в месте нанесения клея для определения количества и толщины клеевых линий, а также размеров прорезей в передней и задней части каждой коробки. Эти измерения сравниваются с разработанным стандартом, чтобы предсказать, будет ли производиться бракованная коробка, когда она проходит через машину.
Любая коробка, не соответствующая техническим требованиям, будет покрыта УФ-покрытием, а дно пачки будет опрыскано по мере того, как пачка будет двигаться вниз.

УФ-покрытие обнаруживается по черному свету на конвейерной системе, что приводит к его удалению. Весь пакет. Чтобы оператор мог найти и убрать некачественную коробку.
Скорость изготовления дублера | КАК ПРОИЗВОДИТ ГОФРИРОВАННЫЙ КАРТОН?
Перед поступлением к покупателю для учета скорости производства удвоитель используется для помощи членам бригады в объединении каждой пачки при подготовке к загрузке. схема укладки для удовлетворения потребностей клиентов. В каждую единицу вставляются грузовые бирки, чтобы однозначно идентифицировать каждую загрузку, когда она отправляется на отгрузку, чтобы быть готовой к доставке клиенту в конце очередного рабочего дня. Вы можете быть спокойны, зная, что у вас самое лучшее. поставщиком гофрированного картона в промышленности, нужны ли вам гофрированные листы, стандартные контейнеры из гофрированного картона или специальные упаковочные продукты. и понять Полный процесс производства картонных коробок от HIC Machinery Co.
 (ведущий производитель 3/5-слойного гофрированного картона) как ваш поставщик выбора, безопасность, устойчивость, инновации, качество, ориентация на клиента и создание ценности, это заложено в нашей ДНК во всем, что мы делаем.
(ведущий производитель 3/5-слойного гофрированного картона) как ваш поставщик выбора, безопасность, устойчивость, инновации, качество, ориентация на клиента и создание ценности, это заложено в нашей ДНК во всем, что мы делаем.Подробный обзор того, как компания ASC, Inc. производит коробки из гофрированного картона
- По Кори Левинс
- 3 ноября 2018 г.
Если вы работаете в сфере упаковки или доставки, вы, вероятно, ежедневно работаете с картонными коробками. Коробки из гофрированного картона являются одним из основных продуктов, используемых для упаковки и доставки продуктов всех типов по всему миру, поэтому они являются неотъемлемым компонентом в ряде предприятий и отраслей.
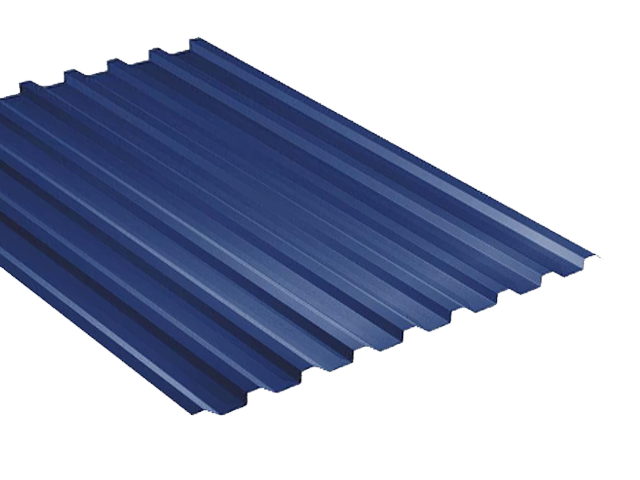
Хотя вы можете использовать их на регулярной основе, вы, вероятно, никогда не задумывались о том, откуда берутся коробки из гофрокартона и как они производятся. Легко забыть, что ящики, от которых вы зависите, когда-то были деревьями, растущими в лесах, охватывающих весь земной шар. Процесс превращения дерева в гофрированный картон на самом деле довольно увлекательный и более высокотехнологичный, чем вы можете себе представить.
Как именно производится скромная коробка из гофрированного картона? Мы рады, что вы спросили!
ЧТО ТАКОЕ ГОФРОВАЯ КОРОБКА?Гофрированный картон — чрезвычайно универсальный материал, который используется для защиты, демонстрации и транспортировки практически всех видов продукции. Он сделан из трех слоев прочной бумаги, известной как крафт-бумага, что делает его прочным, жестким и легким.
ОСНОВНЫЕ СВЕДЕНИЯКоробки из гофрированного картона бывают самых разных размеров, конструкций, прочности и форм.
СЫРЬЕ Однако все они имеют одни и те же основные функции. Они в основном состоят из бумажной канавки (подробнее об этом позже), зажатой между двумя слоями вкладышей из крафт-бумаги. Вкладыши часто содержат большой процент переработанного материала, что делает упаковку более экологичной.
Однако все они имеют одни и те же основные функции. Они в основном состоят из бумажной канавки (подробнее об этом позже), зажатой между двумя слоями вкладышей из крафт-бумаги. Вкладыши часто содержат большой процент переработанного материала, что делает упаковку более экологичной. Гофрированный картон производится в основном из быстрорастущих сосен. Некоторые крупные компании даже владеют собственными лесами площадью в тысячи акров, где деревья сажают, выращивают, собирают для упаковки и заменяют посевами. В производстве картона используются только стволы этих деревьев, поэтому после их сбора все ветки удаляются.
Стволы деревьев доставляются грузовиками на целлюлозные заводы. Некоторые из этих заводов находятся в независимой собственности, а другие принадлежат крупнейшим упаковочным компаниям. По прибытии на мельницу деревья проходят через машину, которая снимает с них кору и измельчает их.
Затем щепа проходит либо механическую, либо химическую обработку.
 В процессе механической обработки щепа измельчается, чтобы превратить древесину в отдельные волокна целлюлозы. Обычно это делается путем прижимания фишек к вращающемуся камню. Вода распыляется на камень для удаления волокон, но этот процесс мало помогает удалить неволокнистый компонент древесины, известный как лигнин. Поскольку лигнин связывает волокна вместе, он может ухудшить качество бумаги, если его не удалить в процессе производства целлюлозы. Однако механическая варка целлюлозы стоит меньше, чем химическая варка целлюлозы, и дает более высокую производительность, поэтому этот процесс по-прежнему широко используется, несмотря на более низкое качество результата.
В процессе механической обработки щепа измельчается, чтобы превратить древесину в отдельные волокна целлюлозы. Обычно это делается путем прижимания фишек к вращающемуся камню. Вода распыляется на камень для удаления волокон, но этот процесс мало помогает удалить неволокнистый компонент древесины, известный как лигнин. Поскольку лигнин связывает волокна вместе, он может ухудшить качество бумаги, если его не удалить в процессе производства целлюлозы. Однако механическая варка целлюлозы стоит меньше, чем химическая варка целлюлозы, и дает более высокую производительность, поэтому этот процесс по-прежнему широко используется, несмотря на более низкое качество результата.В процессе химического производства целлюлозы стружку «приваривают», чтобы превратить ее в отдельные волокна целлюлозы. Существует два различных типа химической варки: сульфитная и сульфатная. Оба варианта работают хорошо и дают высококачественную целлюлозу, но более широко используется сульфатный процесс.

Щелочные растворы используются для вываривания древесины в процессе сульфатирования, а сульфат натрия добавляется для повышения прочности целлюлозы. Вот тут-то и появляется название «крафт», которое в переводе со шведского означает «сила».
В некоторых случаях вместо натуральной древесины используется переработанный материал. Однако вкладыши, изготовленные из переработанного волокна, обычно имеют более низкое качество, поэтому они используются только в качестве внутренних вкладышей или в качестве центральных вкладышей в картоне с двойными стенками.
Полученная суспензия древесной массы затем перекачивается в машину Фурдринье, известную также как бумагоделательная машина. Эта машина состоит из квадратных конструкций длиной до 600 футов с проволочной сеткой. Бумага сначала формируется на этих ситах, а затем подается на нагреваемые паром валы с войлочными одеялами, которые удаляют лишнюю воду. После высыхания готовый лайнер наматывается на массивные рулоны для отправки.
ФЛЕЙТИНГ
Флютинг относится к среднему слою гофрированного картона, который имеет волнообразную форму арок. Существует несколько различных типов флейтинга. Совсем недавно доска для флейты B была заменена флейтой R. Хотя производительность обоих типов одинакова, гофра R тоньше, что приводит к снижению затрат на цепочку поставок. Более тонкий размер также означает, что он занимает меньше места при хранении, что чрезвычайно выгодно для компаний с ограниченным пространством для хранения материалов. Также иногда называемая S-образной или M-образной канавкой, R-образная канавка улучшает качество печати на 30 %, позволяет разместить на поддоне на 30 % больше ящиков и снижает выброс углекислого газа из грузовиков на 30 % благодаря своей компактности. спасение природы.
В коробках с двойными стенками могут использоваться различные типы гофрирования. Если, например, вы видите поле с надписью «канавка AB», это означает, что верхний слой имеет канавку A, а нижний слой — канавку B.
ГОФРИРОВАННЫЙ КАРТОН Первая буква всегда относится к верхнему слою, а вторая буква относится к нижнему слою.
Первая буква всегда относится к верхнему слою, а вторая буква относится к нижнему слою. Так как же производится картон? Как упоминалось ранее, гофрированный картон изготавливается путем прокладывания гофрокартона между двумя вкладышами. Рифление придает коробкам прочность и помогает защитить товары от повреждений во время транспортировки. Эффект гофрирования создается путем подачи рулонов крафт-бумаги в машину для производства гофрированных валиков для прохождения процесса, который был первоначально разработан в 18 веке для добавления оборок на такие предметы одежды, как юбки и рубашки. Процесс известен как гофрирование.
Один рулон загружается в машину для гофрирования, а затем подается рулон лайнера, который затем соединяется с гофрированным материалом. Второй рулон футеровки перемещается по мосту, который представляет собой плоскую конструкцию над валками для гофрирования. Вкладыши приклеиваются к гофрированному материалу на более позднем этапе процесса.

Валки для гофрирования покрыты горизонтальными параллельными гребнями, известными как каннелюры. После прохождения через ролики предварительного нагрева крафт-бумага проходит между валами для гофрирования, которые улавливают и изгибают ее, образуя волнистую гофрировку. Затем он проходит через другой набор роликов, известный как односторонняя клеевая станция. Здесь клей на основе крахмала аккуратно наносится на края гофрированной бумаги, чтобы приклеить ее к первому слою вкладыша. Затем он отправляется на клеевую станцию с двойной подложкой, где приклеивается другой слой. Наконец, картон перемещается по пластинам, которые нагреваются паром для отверждения клея.
Результатом этого процесса является то, с чем вы, вероятно, лучше всего знакомы: средний слой волнистого гофрокартона, зажатый между двумя слоями плоской крафт-бумаги.
ИЗГОТОВЛЕНИЕ ГОФРОКАРТОНА В КОРОБКИГофрокартон выходит из машины и обрезается продольно-резательным станком для формирования заготовок коробок.
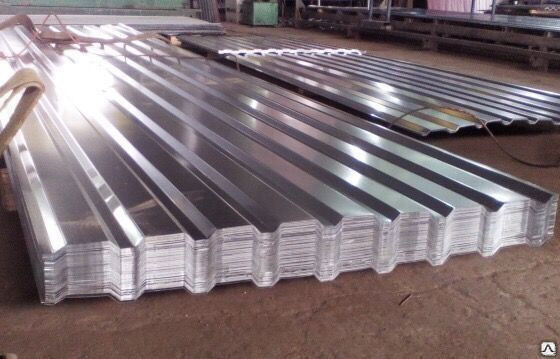 Заготовки выходят из машины и скользят на укладчик, который размещает их на подвижной платформе. Затем они доставляются к другим машинам, которые превращают плоские куски картона в пригодные для использования транспортные контейнеры.
Заготовки выходят из машины и скользят на укладчик, который размещает их на подвижной платформе. Затем они доставляются к другим машинам, которые превращают плоские куски картона в пригодные для использования транспортные контейнеры.Известные просто как флексографские машины, флексографские машины используют штампы и шаблоны высечки для обработки заготовок коробок. После загрузки штампов и шаблонов на валы флексографской машины заготовки коробок подаются в машину. Когда заготовка проходит через ролики, она обрезается, надрезается, вырезается и печатается. Затем он проходит в принтер-фальцовщик-склейщик, где складывается в коробку и склеивается. Готовые коробки автоматически укладываются друг на друга, а затем отправляются на другую машину, где они упаковываются для отправки.
На некоторых фабриках при изготовлении картонных коробок используется дополнительное оборудование. Такие вещи, как автономные высекальные машины и высекальные машины с печатными станциями, а также машины, наносящие восковые покрытия на мясную, фруктовую и овощную тару, широко используются в зависимости от потребностей конкретной компании или клиента.
ВОЗДЕЙСТВИЕ КОРОБОК ИЗ ГОФРОВОГО КАРТОНА НА ОКРУЖАЮЩУЮ СРЕДУ
По мере того, как предприятия подвергаются повышенному контролю за их воздействием на окружающую среду, многие ищут способы реализации экологических инициатив и программ экологической упаковки. Коробки из гофрированного картона на бумажной основе этичны и экологичны, что делает их отличным выбором.
Поскольку упаковка из гофрированного картона пригодна для вторичной переработки и может быть изготовлена из переработанных материалов, она наносит гораздо меньший вред окружающей среде, чем упаковка на основе пластика. Поскольку он обычно изготавливается без использования отбеливателей или красителей, его утилизация также является устойчивой. Бумажная масса, используемая при создании гофрированного картона, поступает из быстрорастущих сосен или из древесной стружки и остатков материалов, оставшихся после других процессов. Поставщики создали управляемые, устойчивые леса, чтобы гарантировать, что материалы, используемые для производства картонной упаковки, являются возобновляемыми.

Когда гофрокартон производится с использованием большого количества переработанных материалов, для его производства требуется меньше энергии. Также часто используются материалы местного производства, что снижает воздействие чрезмерной транспортировки на окружающую среду.
Наконец, большинство коробок из гофрокартона повторно используются несколько раз, прежде чем они будут выброшены или переработаны. Они чрезвычайно прочны и легко складываются, что делает их полностью многоразовыми. Клиенты могут использовать их для хранения предметов домашнего обихода, доставки подарков друзьям или близким, перемещения или создания поделок. Варианты практически безграничны, и чем больше раз коробка используется повторно, тем более экологичной она становится.
ЛУЧШАЯ КОРОБКА ДЛЯ ВАШЕГО БИЗНЕСАСкромная коробка из гофрокартона — один из наиболее часто используемых видов упаковки, и на то есть веские причины. Это экологически чистый, этичный и возобновляемый выбор, а также чрезвычайно рентабельный для владельцев бизнеса.
 Процесс превращения деревьев в коробки из гофрированного картона требует нескольких шагов, но на самом деле он довольно прост. Производственные мощности могут ежедневно производить тысячи коробок из гофрокартона на заказ и доставлять их клиентам по всему миру.
Процесс превращения деревьев в коробки из гофрированного картона требует нескольких шагов, но на самом деле он довольно прост. Производственные мощности могут ежедневно производить тысячи коробок из гофрокартона на заказ и доставлять их клиентам по всему миру.Коробки из гофрированного картона обеспечивают исключительную защиту для всех видов товаров. От небольших предметов, таких как украшения и безделушки, до более крупных товаров, таких как принтеры, тренажеры и даже мебель, гофрированный картон обеспечивает эффективную защиту практически для всего.
Эти ящики также универсальны. Они бывают бесконечного множества размеров и стилей, чтобы удовлетворить любые потребности. Поскольку они обычно имеют прямоугольную форму, их можно легко складывать аккуратно, что позволяет грузоотправителям разместить больше упаковок на одном поддоне или в транспортном средстве. Это позволяет им использовать меньше транспортных средств для перевозки посылок, что приводит к меньшему расходу топлива и меньшему количеству выбросов углекислого газа.

Хотя вы, вероятно, никогда раньше не задумывались о коробках из гофрированного картона, на самом деле они весьма примечательны. Они предлагают исключительную универсальность и долговечность, и легко понять, почему они являются строительными блоками в судоходной и упаковочной отраслях.
Поделиться:
Похожие сообщения
Топ-6 производителей и поставщиков коробок из гофрокартона
Коробки из гофрокартона представляют собой контейнеры для хранения и транспортировки, изготовленные из гофрированных материалов. Термин гофрированный материал относится к материалу (обычно типа картона), который является волнистым, гофрированным или ребристым. Гофрированные контейнеры обычно состоят из гофрированного картона, распространенного материала, состоящего из гофрированного листа, зажатого между слоями плоских листов.
 Несмотря на неточность термина, для обозначения этого типа тары широко используется «картонная коробка».
Несмотря на неточность термина, для обозначения этого типа тары широко используется «картонная коробка».Быстрые ссылки на информацию о коробках из гофрокартона
- История коробок из гофрокартона
- Различия между бумажными изделиями
- Преимущества гофрокартона
- Недостатки гофроящиков
- Процесс производства коробок из гофрированного картона
- Дизайн коробок из гофрокартона
- Использование коробок из гофрированного картона
- Типы коробок из гофрированного картона
- Стандарты и спецификации для гофрированной упаковки
- Что следует учитывать при покупке коробок из гофрокартона
- Правильный уход за коробками
- Условия использования гофрокоробов
История коробок из гофрокартона
Постоянная экономическая тенденция на протяжении всей истории заключается в том, что упаковочные материалы, как правило, изготавливаются из самых дешевых материалов.
 Из-за этого бумага и изделия из нее не использовались в качестве упаковки на протяжении большей части истории человечества. Только в середине 1800-х годов, с появлением промышленных процессов производства целлюлозы, бумага стала широко использоваться для упаковки.
Из-за этого бумага и изделия из нее не использовались в качестве упаковки на протяжении большей части истории человечества. Только в середине 1800-х годов, с появлением промышленных процессов производства целлюлозы, бумага стала широко использоваться для упаковки.Первая гофрированная бумага была запатентована в Англии в 1856 году для использования в качестве подкладки для шляп. Гофрированный материал, используемый для транспортировки, не использовался до тех пор, пока Альберт Джонс не запатентовал односторонний гофрокартон в Нью-Йорке 15 лет спустя (1871 г.). Через три года после работы Джонса (1874 г.) Оливер Лонг, опираясь на свой дизайн, добавил второй кусок лайнера к однослойному картону, тем самым создав элементарную версию гофрированного картона, окружающего нас сегодня. В том же году Г. Смит построил первый серийный гофроагрегат.
Упаковочные коробки из гофрированного картона в том виде, в каком мы их знаем сегодня – как материал, использованный для их изготовления, так и сам продукт – появились только в самом конце девятнадцатого века.
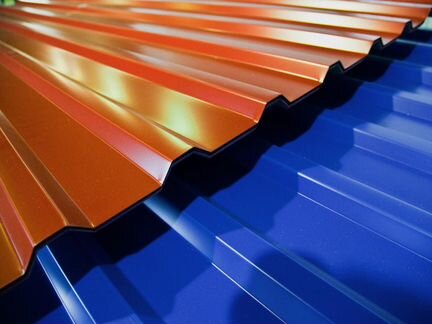 В 1884 году Карл Ф. Даль, шведский химик, первым изобрел прочную, стойкую на разрыв бумагу из измельченной древесной стружки. Продукт его процесса стал известен как крафт-бумага. К 1906 году крафт-бумага производилась регулярно. Интересно, что транспортировочные коробки из гофрированного картона действительно не развивались до тех пор, пока они не были случайно обнаружены в 189 г.0. Затем печатник из Бруклина Роберт Гэйр обнаружил основополагающий метод изготовления таких коробок, когда биговальный инструмент вышел из строя при работе с бумажными пакетами для семян и вместо этого выполнял действия по резке. Первоначально гофроящики использовались в основном для упаковки стекла и гончарных изделий. С течением времени гофрокоробам стали доверять все больше продуктов, например сельскохозяйственных продуктов.
В 1884 году Карл Ф. Даль, шведский химик, первым изобрел прочную, стойкую на разрыв бумагу из измельченной древесной стружки. Продукт его процесса стал известен как крафт-бумага. К 1906 году крафт-бумага производилась регулярно. Интересно, что транспортировочные коробки из гофрированного картона действительно не развивались до тех пор, пока они не были случайно обнаружены в 189 г.0. Затем печатник из Бруклина Роберт Гэйр обнаружил основополагающий метод изготовления таких коробок, когда биговальный инструмент вышел из строя при работе с бумажными пакетами для семян и вместо этого выполнял действия по резке. Первоначально гофроящики использовались в основном для упаковки стекла и гончарных изделий. С течением времени гофрокоробам стали доверять все больше продуктов, например сельскохозяйственных продуктов.На рубеже тысячелетий бумажные продукты значительно ушли от своего положения в предыдущем столетии как крайний вариант упаковки. В 1992, объемы производства гофрированного картона в США превысили 25 млн тонн.

Различия между бумажными изделиями
Хотя термины «картон», «картон» и гофрированный материал взаимозаменяемы, между ними существуют технические различия. Общий термин «картон» может относиться к любому тяжелому материалу, химически основанному на бумажной массе, и его часто избегают в упаковочной промышленности из-за отсутствия точности. Точно так же термин «картон» действительно описывает материал на основе плотной бумаги, главное отличие которого от обычной листовой бумаги заключается в его большей средней толщине.
ДСП – несколько более точный термин, относящийся к продукту из переработанной бумаги, прессованному до определенной толщины. Упаковки, используемые для легких предметов, таких как настольные игры или хлопья, обычно изготавливаются из ДСП. В соответствии с предыдущими определениями, эти коробки технически также могут быть описаны как картонные или картонные коробки.
Гофрокартон — общепринятый технический термин для обозначения наиболее распространенного материала, используемого для изготовления коробок из гофрированного картона.
 Этот материал представляет собой просто трехслойную форму крафт-бумаги (особый тип картона или картона), которая состоит из гофрированного (гофрированного) внутреннего слоя, зажатого между двумя плоскими вкладышами. Хотя некоторые источники могут относиться к гофрированному материалу как к любому трехслойному материалу, это не совсем точно, поскольку термин «гофрированный» относится в первую очередь к наличию волн или складок (известных как каннелюры). Рябь, образующая гофрированный материал, похожа на плиссировку и содержит воздух, который действует как прочная подушка, а также увеличивает долговечность изделий из гофрированного материала. В конечном счете, правильнее просто сказать, что гофрированный (или волнистый) материал является неотъемлемой частью многих конструкций из трехслойных материалов.
Этот материал представляет собой просто трехслойную форму крафт-бумаги (особый тип картона или картона), которая состоит из гофрированного (гофрированного) внутреннего слоя, зажатого между двумя плоскими вкладышами. Хотя некоторые источники могут относиться к гофрированному материалу как к любому трехслойному материалу, это не совсем точно, поскольку термин «гофрированный» относится в первую очередь к наличию волн или складок (известных как каннелюры). Рябь, образующая гофрированный материал, похожа на плиссировку и содержит воздух, который действует как прочная подушка, а также увеличивает долговечность изделий из гофрированного материала. В конечном счете, правильнее просто сказать, что гофрированный (или волнистый) материал является неотъемлемой частью многих конструкций из трехслойных материалов.Несмотря на эти технические различия, иногда упаковочная промышленность прибегает к разговорным терминам, таким как «гофрированный картон», чтобы не запутать потребителей. Кроме того, в разных отраслях промышленности, как правило, разные материалы обозначаются своими собственными этикетками.
 Однако как потребитель важно знать эти различия, особенно при принятии решений о покупке и переработке.
Однако как потребитель важно знать эти различия, особенно при принятии решений о покупке и переработке.Преимущества гофрированного картона
Некоторые преимущества гофрированного картона включают:
- Гофрокоробки Стоимость
- Одним из главных преимуществ гофроящиков является то, что они просто недороги. За это ответственны современные промышленные технологии, превратившие бумажные продукты из одного из наименее предпочтительных вариантов упаковки в истории в один из самых ценных. Затраты на производство, заполнение и отгрузку контейнеров низкие, а материалы, используемые для изготовления гофрокоробов, недорогие.
- Простое обращение с коробками
- Из-за своего легкого веса коробки из гофрокартона являются предпочтительным транспортным средством для большинства специалистов по упаковке.
- Надежность доставки продукции
- Хотя они изготовлены из крафт-бумаги, технология изготовления гофрированных коробок придает им большую прочность и амортизирующие свойства.
 Можно разумно ожидать, что продукты, отправляемые в гофроящиках, выдержат любые погодные условия или другие опасные факторы, связанные с транспортировкой.
Можно разумно ожидать, что продукты, отправляемые в гофроящиках, выдержат любые погодные условия или другие опасные факторы, связанные с транспортировкой. - Долговечность коробок
- Гофрокоробки долговечны. Если они не контактируют с влагой, гофрокоробки можно использовать долгие годы.
- Универсальность коробок из гофрокартона
- Универсальность гофрокоробов играет огромную роль в их популярности. Так как эти коробки могут быть настроены по форме, цвету, размеру и т. д., они идеально подходят для широкого круга отраслей, которые имеют самые разные потребности в упаковке. Кроме того, гофрокоробки можно использовать повторно. Например, большой ящик, который изначально задумывался как упаковка для микроволновки, можно использовать для перевозки вещей при переезде, а потом как контейнер для хранения на чердаке или в подвале.
- Совместимость с графическим дизайном
- Флэтлайнеры, составляющие внешние слои гофрированного картона, являются идеальной поверхностью для размещения маркетингового текста и графики, в отличие от других материалов, которые являются более дорогими и трудными для аннотирования.

- Коробки пригодны для вторичной переработки
- Коробки из гофрокартона можно перерабатывать, что делает их очень привлекательными в современных отраслях промышленности, заботящихся об окружающей среде. Более 70% гофрированного материала восстанавливается, перерабатывается и превращается в новые гофрокоробки и другую продукцию. Только в 2006 году было переработано 25,2 млн тонн гофрированного материала.
Недостатки гофроящиков
- Ограничения ассортимента упакованных продуктов
- Основной недостаток гофрокоробов связан с их малым весом. Более тяжелые продукты иногда не могут быть отправлены в этих типах контейнеров и вместо этого должны перемещаться с более тяжелыми контейнерами (например, пластиковыми).
- Санитарные проблемы
- В некоторых отраслях пористая природа гофрированного картона создает проблемы с гигиеной. Например, некоторые предприятия, занимающиеся хранением пищевых продуктов в больницах и производством медицинских товаров, стремятся снизить зависимость от гофрированных контейнеров, опасаясь загрязнения из-за поглощения жидкости, заражения насекомыми и т.
 д.
д.
Процесс производства коробок из гофрированного картона
Как указывалось ранее, коробки из гофрированного картона обычно изготавливаются из особого вида высококачественного картона, известного как крафт-бумага. Хотя гофрокоробки или контейнеры обычно изготавливаются из материала на бумажной основе, они также могут быть изготовлены из других материалов. После изделий из бумаги или дерева обычно используются контейнеры из гофрированного пластика, особенно когда требуется более прочный материал.
Крафт-бумага производится из таких элементов, как переработанная бумага, опилки и древесная стружка, посредством сложного процесса. Во время этого процесса элементы склеиваются вместе с помощью тепла, давления и клея для производства сверхпрочной бумаги. Хотя крафт-бумага составляет основу коробок из гофрированного картона, крафт-бумага и коробки из гофрированного картона обычно производятся в разных средах (бумажные фабрики и заводы по производству гофрокартона соответственно) по экономическим соображениям.
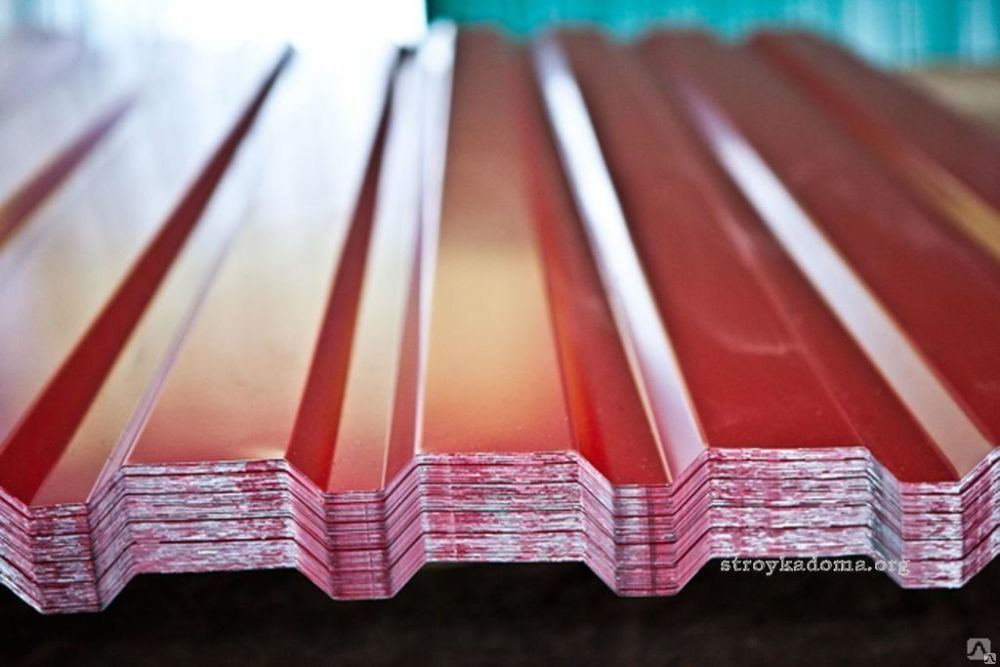
Строго говоря, основой коробок из гофрокартона является скромная сосна. Крупнейшие производители нередко владеют тысячами акров сосен, а также бумажными фабриками для обработки собранных с них стволов без ветвей. На этих бумажных фабриках сосновые стволы сначала очищают от коры и измельчают до мелкой древесной стружки. Затем древесная щепа подвергается крафтовой (или сульфатной) обработке, в ходе которой ее «варят» в сильнощелочном растворе на основе гидроксида натрия (NaOH) и растворяют в волокнистой пульпе. После дальнейшей очистки эта целлюлоза транспортируется на бумагоделательную машину особого типа, известную как машина Фурдринье. Эти машины превращают целлюлозу в бумагу, в основном путем массивного обезвоживания.
Производители коробок из гофрированного картона обычно имеют запас рулонов крафт-бумаги, которые они получают с бумажных фабрик. Чтобы на самом деле гофрировать бумагу, они используют массивные машины длиной с футбольное поле, известные как гофроагрегаты.
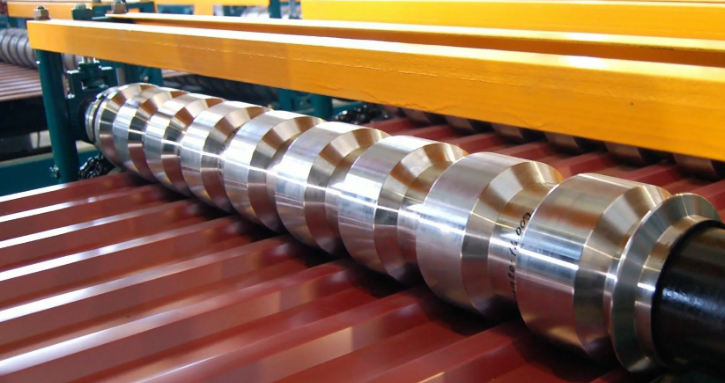 Крафт-бумага увлажняется под высоким давлением в нагревательных валиках, чтобы смягчить ее и облегчить формирование гофр или каннелюр. Затем рифленый картон формируется путем прессования гофрированных форм с обеих сторон картона. Следующий набор роликов, включающий одностороннюю клеевую станцию, соединяет первый плоский лайнер с новым гофрированным материалом. Клеевая станция с двойной подложкой добавляет вторую плоскую подкладку к другой стороне гофрированного материала, чтобы сформировать цельный кусок гофрированного картона. (Грифельная бумага соединена с обоими этими слоями с помощью клея на основе кукурузного крахмала, эффективного для создания прочных соединений.) Чтобы вновь сформированный гофрированный картон был готов к использованию, он должен высохнуть над раскаленными горячими плитами. Поверхность часто шлифуется до гладкости, а иногда покрывается глянцевой водоотталкивающей пропиткой. В конце гофроагрегата непрерывный древесноволокнистый картон разделяется на большие листы (или коробчатые заготовки).
Крафт-бумага увлажняется под высоким давлением в нагревательных валиках, чтобы смягчить ее и облегчить формирование гофр или каннелюр. Затем рифленый картон формируется путем прессования гофрированных форм с обеих сторон картона. Следующий набор роликов, включающий одностороннюю клеевую станцию, соединяет первый плоский лайнер с новым гофрированным материалом. Клеевая станция с двойной подложкой добавляет вторую плоскую подкладку к другой стороне гофрированного материала, чтобы сформировать цельный кусок гофрированного картона. (Грифельная бумага соединена с обоими этими слоями с помощью клея на основе кукурузного крахмала, эффективного для создания прочных соединений.) Чтобы вновь сформированный гофрированный картон был готов к использованию, он должен высохнуть над раскаленными горячими плитами. Поверхность часто шлифуется до гладкости, а иногда покрывается глянцевой водоотталкивающей пропиткой. В конце гофроагрегата непрерывный древесноволокнистый картон разделяется на большие листы (или коробчатые заготовки). Высокоточные гофроагрегаты, используемые многими производителями коробок из гофрированного картона, обычно способны производить 500 футов гофрированного картона в минуту.
Высокоточные гофроагрегаты, используемые многими производителями коробок из гофрированного картона, обычно способны производить 500 футов гофрированного картона в минуту.Хотя сырье для гофрированного картона обычно обрабатывается в отдельном месте, изделия из гофрированного картона часто не обрабатываются. После формирования в гофроагрегате гофрокартон обычно подается на другой набор машин (производителей коробок) для производства настоящих коробок или контейнеров. Большинство коробок из гофрокартона производятся в больших объемах и продаются оптом, обычно от 20 до 50 штук за раз. Они всегда продаются плоскими, что экономит место при транспортировке.
Дизайн коробок из гофрокартона
- Типы канавок в коробках из гофрокартона
- Материал, используемый для изготовления коробок из гофрированного картона, может быть адаптирован в соответствии с конечным назначением коробки или контейнера. Например, материал, используемый для изготовления коробки из гофрированного картона, размер канавки гофрированного материала и связующий клей, используемый в гофроагрегате, могут меняться.

- Типы флейт, в частности, являются ключевым фактором в индивидуализации контейнеров из гофрированного картона. Чтобы использовать одну иллюстрацию, большие размеры канавок обычно обеспечивают лучшую амортизацию, в то время как меньшие размеры канавок обеспечивают лучшую структурную целостность и возможности для включения маркетингового текста. Типы флейт обозначены буквенной схемой (A, B, C, E и F), которая обозначает время изобретения различных флейт, а не сравнение их размеров. Различные типы флейт содержат разное количество флейт на погонный фут; наиболее распространенным типом флейты является флейта «C», которая содержит примерно 39канавок на погонный фут и в основном используется в транспортных контейнерах. Прочность на сжатие, прочность на амортизацию и комбинированная толщина доски зависят от размера и количества канавок.
- На одной доске можно комбинировать различные типы флейт. Во многом это связано с тем, что количество слоев или стенок внутри гофрированного картона также можно настроить.
 Однослойный древесноволокнистый картон будет иметь только один вкладыш, прикрепленный к листу гофрированного материала, в то время как плиты с двойными стенками и плиты с тройными стенками будут иметь соответствующие слои гофрированного наполнителя, зажатые между двумя внешними вкладышами.
Однослойный древесноволокнистый картон будет иметь только один вкладыш, прикрепленный к листу гофрированного материала, в то время как плиты с двойными стенками и плиты с тройными стенками будут иметь соответствующие слои гофрированного наполнителя, зажатые между двумя внешними вкладышами. - Варианты внешнего вида для коробок
- Коробки из гофрокартона бывают разных видов и размеров, в зависимости от того, как они будут использоваться. Некоторые из них представляют собой цельную конструкцию, а другие имеют съемную крышку. Эти коробки часто принимают прямоугольную, квадратную или цилиндрическую форму. Большинство коробок имеют квадратную или прямоугольную форму. После того, как он будет готов для конкретного применения, коробку или контейнер собирают из гофрированного картона. Типичный способ формирования короба — это складывание клапанов на обоих концах плоских кусков гофрированного картона. Многие коробки и контейнеры из гофрокартона представляют собой складные коробки, то есть они удерживаются на месте загнутыми клапанами, а не лентой или застежками.

- Самый распространенный тип коробки из гофрокартона известен как стандартный контейнер с прорезями (RSC) и принадлежит к семейству коробок «Серия-02» согласно Европейской федерации производителей гофрированного картона (FEFCO). Эти коробки содержат клапаны одинаковой длины от надреза до края. Другие семейства ящиков (согласно FEFCO) включают:
- Коробки телескопического типа с подвижной крышкой (Серия 03)
- Коробки складного типа, которые образуются путем складывания цельного куска картона снизу (серия 04), а не сбоку (серия 02)
- Коробки с задвигающейся крышкой в виде рукава (Серия 05)
- Жесткие коробки из трех частей, требующие сшивания и склеивания (Серия 06)
- Нестандартные коробки могут иметь особую форму, чтобы соответствовать предметам необычной формы. Высекальные машины — это машины, ответственные за производство такого разнообразия коробок с помощью острого металлического лезвия или инфракрасного лазера.

- Коробки из гофрокартона могут быть разноцветными и иметь различную отделку. Иногда внешний вид обесцвечивается или покрывается пятнами, что убирает темно-коричневый пигмент и заменяет его привлекательным белым оттенком. Коробки из гофрированного картона, содержащие коммерческие продукты, такие как хлопья, мыло и зубная паста, обычно имеют ламинированную глянцевую поверхность, часто очень яркую и красочную, с логотипом компании, названием бренда и информационным текстом. В целом, однако, естественные коричневые картонные коробки и белые картонные коробки являются наиболее распространенными. Специализированные коробки из гофрокартона
- — идеальное решение для многих задач по хранению, обработке и доставке. Работая со своим клиентом, производители гофроящиков могут создавать гофроящики с печатью на заказ, гофроящики с разделителями, вощеные гофроящики и многие другие размеры и стили.
Использование коробок из гофрированного картона
Контейнерные материалы изготавливаются из гофрированного картона, поскольку процесс гофрирования значительно укрепляет материал без значительного увеличения веса.
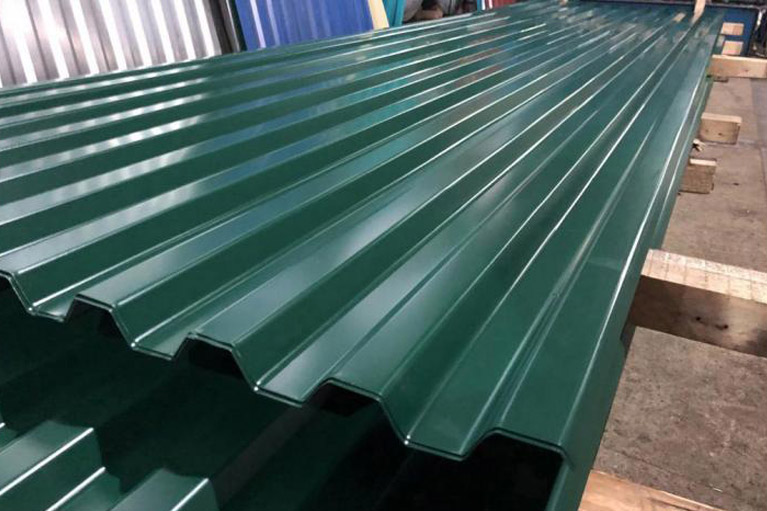 Коробки из гофрированного картона прочны, долговечны и долговечны. Хотя большинство коробок из гофрокартона используются для хранения и доставки, их также можно использовать для краткосрочной организации, например, в приложениях для доставки почты.
Коробки из гофрированного картона прочны, долговечны и долговечны. Хотя большинство коробок из гофрокартона используются для хранения и доставки, их также можно использовать для краткосрочной организации, например, в приложениях для доставки почты.Коробки из гофрированного картона используются для самых разных контейнеров, с которыми большинство людей сталкиваются каждый день.
В гофрированном материале содержится множество различных видов коммерческих продуктов, включая зубную пасту, хлопья, мыло, бумагу для компьютеров и наполнители для чеков, среди многих других. Коробки для пиццы, коробки для розничной торговли и магазинов одежды, подарочные коробки, коробки для драгоценностей, контейнеры для выпечки и тортов, различные коробки для дисплеев и многие другие коробки изготовлены из гофрированного бумажного материала. Некоторые из тысяч отраслей, которые зависят от гофроящиков, включают пищевую промышленность, производство игрушек, автомобилестроение, издательское дело, электронику и строительство.

Типы коробок из гофрированного картона
- Картонные ящики
- Картонные контейнеры, обычно трапециевидные или прямоугольные, без крышки.
- Картонные коробки для хранения
- Картонные контейнеры, используемые для хранения.
- Гофрированный картон
- Контейнеры из гофрированного картона, многие из которых специально разработаны для конкретного продукта.
- Гофрированные лотки
- Часто используется для демонстрации или с термоусадочной пленкой.
- Коробки для папок с пятью панелями
- Поставляется в разобранном виде, без складных соединений. Коробка состоит из пяти длинных панелей, одна из которых полностью перекрывает друг друга. Концы также полностью перекрываются.
- Коробки с полным перекрытием
- Сделано с полным перекрытием основных клапанов, что повышает стабильность уплотнения.

- Коробки для полных телескопов
- Имеют две телескопические секции. Секции могут быть сформированы с помощью скоб, штампованных замков или клея.
- Частичные коробки для телескопов
- Имеют две секции. Верхняя часть частично надвигается на нижнюю.
Стандарты и спецификации для упаковки из гофрированного картона
Производство гофроупаковки обычно следует стандартам, установленным ASTM International, американской организацией, занимающейся сбором и публикацией технических стандартов на основе добровольного консенсуса. Следующие стандарты являются большинством критериев ASTM для оценки различных свойств (например, прочности на разрыв, сопротивления разрыву и т. д.) гофрированного картона и изделий из него.
D1974 / D1974M-16 Стандартная практика для методов закрытия, герметизации и армирования ящиков из фибрового картона
D2658 – 04 (2013) – Стандартный метод испытаний для определения внутренних размеров ящиков из фибрового картона (метод коробчатого калибра)
D3951 – 15 Стандартная практика для коммерческой упаковки
D4727 / D4727M – 17 Стандартные технические условия для листового материала из гофрированного и твердого древесноволокнистого картона (контейнерного сорта) и вырезанных форм
D5118 / D5118M – 15 Стандартная практика изготовления транспортировочных ящиков из древесноволокнистого картона
D5168-12 (2017) Стандартная практика изготовления и укупорки трехстенных контейнеров из гофрированного картона 02 (15) Стандартное руководство по проектированию отверстий для рук в коробках из гофрокартона
На что обратить внимание при покупке коробок из гофрокартона
Только в Соединенных Штатах насчитывается более тысячи производителей коробок из гофрокартона.
 Таким образом, поиск подходящего производителя упаковки для ваших нужд имеет решающее значение.
Таким образом, поиск подходящего производителя упаковки для ваших нужд имеет решающее значение.- Индивидуальная упаковка и производители
- Надлежащий производитель будет работать со своим клиентом, чтобы найти упаковочные решения, соответствующие его конкретным потребностям. Важные вопросы, которые следует обсудить с производителем, включают конечное назначение вашей гофроупаковки, предпочтительную конструкцию гофрокоробки, сроки изготовления вашей гофроупаковки, способ транспортировки упаковки и т. д. Надлежащий производитель будет работать с клиентом над разработкой таких решений, как в виде коробок из гофрокартона с печатью на заказ, коробок из гофрированного картона с разделителями, вощеных коробок из гофрированного картона и многих других размеров и стилей.
- Сертификация и стандарты производителя
- Обсудите с производителем соблюдение им вышеупомянутых стандартов ASTM. Кроме того, подумайте, имеет ли производитель признанный сертификат управления качеством, такой как сертификат ISO 9001.

- Конечное использование контейнеров из гофрированного картона
- Гофрированные контейнеры можно измерять как внутри, так и снаружи. Если вы собираетесь использовать гофроконтейнеры для внутренних нужд (например, с поддонами или машинами), заказывайте по внешним размерам. Если вы собираетесь использовать гофроконтейнеры для отгрузки продукции конечному потребителю, ориентируйтесь на внутренние габариты.
- Учитывайте безопасность продукта
- Надлежащая упаковка необходима для сохранности продуктов, содержащихся внутри. Прочность контейнера является ключевым фактором, определяющим тип гофроящика, который вам в конечном итоге понадобится, и эта прочность зависит от различных сортов крафт-бумаги, которые используются в производственном процессе. Хорошая компания по производству гофрокоробов предоставит необходимых специалистов, инженеров и т. д., чтобы определить и создать контейнер, достаточно прочный для ваших конкретных целей.

- Обсудите с производителем идеальные рейтинги испытаний на сжатие краев, которые должны быть у коробки из гофрокартона для вашего типа. Испытание на раздавливание по краям — относительно новый стандарт, который измеряет прочность контейнера на сжатие путем сжатия его краев между двумя пластинами, расположенными напротив его канавок. Стандарты ECT облегчают производителям гофрированных коробок производство прочных контейнеров с меньшими затратами материала.
- Сертификат производителя коробок (BMC) — это тип пломбы, который обычно используется на коробках из гофрированного картона для обозначения прочности коробки в соответствии с определенными нормами. Однако BMC все чаще считается устаревшим, поскольку он не требуется по закону и создает дополнительную ответственность для грузоотправителей. Кроме того, это неудобно для важных аспектов упаковочной промышленности (таких как системы упаковки по требованию). Таким образом, хотя BMC может указывать на более высокий уровень профессионализма со стороны производителя, его наличие не является абсолютно необходимым.

- Рассмотрите свой бренд
- Бренд и имидж компании неразрывно связаны с ее упаковкой. Подумайте, улучшает ли ваше упаковочное решение ваш бренд в глазах клиентов или вредит ему.
Правильный уход за коробками
Влага подрывает одно из главных достоинств гофрокоробов – долговечность. В результате содержание гофрокоробов в сухом состоянии является основной частью ухода за ними.
С гофрированным картоном всегда следует обращаться в соответствии с его анизотропными свойствами. Анизотропный материал относится к материалу, физические свойства которого зависят от направленности и ориентации. Гофрированный картон будет вести себя по-разному в зависимости от направленной ориентации его макромолекул, его канавок и т. д. Проконсультируйтесь с производителем гофрированного картона, чтобы убедиться, что вы обращаетесь с гофрированным картоном в соответствии с его анизотропией, а не вопреки ей.
Термины для гофрокоробов
- Коробчатые заводы
- Завод по производству гофрированных и/или картонных коробок.

- Картон
- Любой плотный картон на основе бумажной массы. Картон не обязательно гофрированный. Чтобы быть «гофрированной», картон должен иметь гофрированную бумагу с воздушными карманами в середине его внешних слоев.
- Конвертерные машины
- Преобразование плоского гофрированного картона в коробки. Типы машин могут включать флексографские фальцевально-склеивающие машины и высекальные машины.
- Коробки из гофрированного картона
- Ошибочное написание «гофрокоробов», контейнеров из гофрированного материала.
- Гофрированный картон
- Два листа плотной бумаги, соединенные средним листом гофрированной бумаги.
- Среда для гофрирования
- Волнистая “рифленая” бумага внутри гофрированного картона.
- Валки для гофрирования
- Цилиндры, похожие на шестеренки, которые превращают бумагу в серию волн или «канавок».

- Машины для высечки
- Это машины, которые разрезают гофрированный картон по шаблону, который позже будет сложен в форме коробки.
- Флейты
- Ребра, спрессованные или загнутые в бумагу. Флейты очень похожи на складки и бывают размеров A, B, C, E, F и микрофлейты. Самый распространенный размер флейты – размер C. .
- Лайнер
- Этот материал, также известный как картон, внешне похож на коричневую бумагу, из которой делают пакеты для продуктов.
- Односторонняя перемычка
- Непрерывный лист плоской бумаги с приклеенной к нему гофрированной бумагой.
- Интернет
- Длинный лист бумаги в рулоне, полотно втягивается в рулоны для гофрирования, чтобы начать формирование гофрированного картона.
Ведущие поставщики картонных коробок в США, включая компании с многопрофильной собственностью
Картонные коробки представляют собой пригодные для вторичной переработки сборные коробки, обычно изготавливаемые из картона, картона или гофрированного картона, и чаще всего используются в промышленности для хранения, упаковки и доставки товаров и материалов (коробки из гофрированного картона Amazon, конечно, яркий тому пример).
Куча картонных коробок на фабрике Компании, занимающиеся производством картонных коробок, могут специализироваться на картонных коробках, но они часто предлагают и другие продукты, например, контейнеры из других материалов или другие типы изделий из картона и бумаги. Если вы хотите получить более широкое представление о целлюлозно-бумажной продукции, вы можете ознакомиться с нашим руководством по типам бумаги и их использованию.
Компании, занимающиеся производством картонных коробок, могут специализироваться на картонных коробках, но они часто предлагают и другие продукты, например, контейнеры из других материалов или другие типы изделий из картона и бумаги. Если вы хотите получить более широкое представление о целлюлозно-бумажной продукции, вы можете ознакомиться с нашим руководством по типам бумаги и их использованию.Изображение предоставлено: Shutterstock/Seyephoto
В этом руководстве мы расскажем о ведущих производителях и поставщиках картонных коробок, предлагающих все, от промышленных упаковочных решений до потребительской упаковки. Однако сначала мы подробно рассмотрим доступные типы картонных коробок, а также некоторые факторы, которые следует учитывать при выборе производителей картонных коробок, чтобы гарантировать, что вы получите высококачественные коробки из гофрокартона, коробки из ДСП, гибкую упаковку и другие продукты.
 .
.Кратко:
Типы картонных коробок
Выбор подходящих производителей картонных коробок для вашего применения
Ведущие производители картонных коробок и компании в США
Резюме компании по производству картонных коробок США
Крупнейшие производители картонных коробок с разнообразным ассортиментом
Резюме компании по производству картонных коробок, владеющей разнообразием
Типы картонных коробок
Хотя они обычно делятся на две широкие категории — картонные коробки и коробки из гофрированного картона — существует множество различных типов, размеров, форм и технологий изготовления картонных коробок:
Гофрокоробки состоят из множества слоев картона и являются наиболее распространенным типом картонных коробок.
 Они имеют два или три внешних слоя с гофрированным «средним» слоем для дополнительной устойчивости и долговечности и изготавливаются с использованием гофрирующей машины и клея для склеивания слоев. Эти коробки могут быть одностенными, двустенными, трехстенными и антистатическими. Некоторыми примерами распространенных гофрированных коробок являются коробки для переезда, коробки для пиццы и гофрированные транспортные коробки, также известные как почтовые ящики.
Они имеют два или три внешних слоя с гофрированным «средним» слоем для дополнительной устойчивости и долговечности и изготавливаются с использованием гофрирующей машины и клея для склеивания слоев. Эти коробки могут быть одностенными, двустенными, трехстенными и антистатическими. Некоторыми примерами распространенных гофрированных коробок являются коробки для переезда, коробки для пиццы и гофрированные транспортные коробки, также известные как почтовые ящики.Картонные коробки изготавливаются из материала на бумажной основе, который толще обычной бумаги, используемой для документов и письма, и обычно имеет толщину около 0,01 дюйма, и иногда его называют коробками из ДСП. Изготовленные с помощью процесса, называемого варкой целлюлозы, который включает механическое или химическое измельчение древесины, картонные коробки, которые могут быть отбеленными или неотбеленными, обычно используются для выпечки, продуктов питания или хлопьев, лекарств и туалетных принадлежностей, таких как мыльницы, подарочные коробки и коробки для рубашек.

В этой статье мы собрали на нашей платформе информацию о ведущих производителях картонных коробок в США, включая производителей коробок из негофрокартона и гофрированного картона. Во вторую таблицу включены компании с разнообразным владением, такие как принадлежащие меньшинствам, малые и малообеспеченные предприятия, а также производители картонных коробок, принадлежащие ветеранам с ограниченными возможностями обслуживания.
Выбор подходящих производителей картона для вашего применения
Не все производители картона одинаковы. Некоторые факторы, которые следует учитывать при поиске поставщиков, включают:
Области их специализации и то, как они соответствуют вашим потребностям. Вам нужны нестандартные, сверхпрочные или безопасные для пищевых продуктов картонные коробки? Вам понадобится один тип специальной коробки, коробки из гофрированного картона общего назначения или широкий спектр вариантов? Компания, которая специализируется на том, что вам нужно, будет лучше осведомлена об этом и лучше будет производить это.

Насколько они готовы общаться и отвечать на вопросы. Важно спросить об их процессах контроля качества и цепочке поставок, чтобы впоследствии избежать некачественных коробок или нехватки поставок. Если для вас важна устойчивость, вы также захотите узнать, используют ли они устойчивые источники. Вам также может понадобиться консультация поставщика по поводу типа картона и амортизирующих материалов (если таковые имеются), которые вам потребуются для вашего конкретного применения. Как правило, поставщик должен быть готов обеспечить хотя бы минимальный уровень реагирования в случае возникновения проблем в дальнейшем.
Минимальный и максимальный объем заказа. Если вы экспериментируете и хотите начать с небольшого количества, вам подойдет меньший минимальный объем заказа. Тем не менее, вы также можете оставить место для роста.
Совпадают ли их сроки выполнения с тем, что вам нужно.

Отзывы о компании. Спросите о них своих лучших клиентов, а также поищите отзывы в Интернете, чтобы узнать, есть ли общие жалобы.
Готовы ли они предоставить образцы продукции. Если вам нужны высококачественные коробки из гофрокартона, убедитесь, что вы их получили, прежде чем покупать 1000 штук.
Что из вашего списка требований является обязательным, а что необязательным. Вы можете найти компанию, которая соответствует всем вашим критериям, а может и нет. Знание того, что важно, поможет вам принять лучшее решение.
Готовы ли они предоставить образец продукта.
После того, как вы выбрали лучшего поставщика для своих нужд, вы можете подписать краткосрочный контракт в качестве пробного запуска или сразу перейти к более стандартному контракту.
 В любом случае, убедитесь, что контракт гарантирует вам цену, которая защитит вашу прибыль.
В любом случае, убедитесь, что контракт гарантирует вам цену, которая защитит вашу прибыль.Ведущие производители картонных коробок и компании в США
Эта таблица содержит информацию о некоторых компаниях-производителях картонных коробок в США на платформе Томаса, ранжированных по годовому объему продаж, включая производителей коробок из негофрированного картона и коробок из гофрированного картона. Дополнительные сведения о каждом производителе коробок включают местонахождение его штаб-квартиры и количество сотрудников, а также краткое изложение деятельности компании ниже.
Таблица 1: Ведущие производители картонных коробок в США
Компания
Штаб-квартира
Количество сотрудников
Годовой объем продаж
1.

Международная бумажная компания Теннесси 51 000 $22,38 млрд 2.
ООО Джорджия-Пасифик Грузия 46 270 18,1 млрд долларов 3.
Компания ВестРок Грузия 51 100 18 миллиардов долларов 4.
Упаковочная корпорация Америки Пенсильвания 15 000 6 миллиардов долларов 5.
Ассоциированная сумка Висконсин 170 125 миллионов долларов 6.
Западная контейнерная компания Висконсин 150 30 миллионов долларов 7.
Упаковка Эменак Калифорния 96 19 миллионов долларов 8.

Роскошная упаковка, Inc. Нью-Джерси 85 17 миллионов долларов 9.
Ларсен Пэкиджинг Продактс, Инк. Иллинойс 27 6 миллионов долларов Информация с сайтов Thomasnet.com, owler.com, dnb.com, manta.com, zoominfo.com, wikipedia.org и компаний.
Резюме компании по производству картонных коробок в США
International Paper Company — ведущий мировой производитель продуктов на основе волокна, включая целлюлозное волокно, тарный картон, гофрированную упаковку, бумагу, переработанную упаковку, целлюлозу и бумажные изделия. Их гофрированная упаковка включает в себя розничную продажу, навалом, формованное волокно, пакеты из крафт-бумаги, твердое волокно и специальную упаковку в дополнение к различным стилям картонных коробок и листов.
Georgia-Pacific LLC производит бумажные изделия, такие как бумажные полотенца, туалетную бумагу, салфетки и салфетки для лица, одноразовые стаканчики, тарелки и столовые приборы, а также тарный картон и гофрированную упаковку с возможностью персонализации.

WestRock Company — компания с большим портфелем бумажной и упаковочной продукции, включая гофротару, складной картон, картон, тарный картон, дисплеи, крафт-бумагу, перегородки, защитную упаковку и целлюлозу.
Packaging Corporation of America — компания из Иллинойса, создающая упаковочные решения, адаптированные к потребностям клиентов, включая изготовленные на заказ коробки из гофрированного картона. Продукты включают в себя гофротару, упаковочные решения для электронной коммерции, сверхпрочную упаковку, упаковку для продуктов, складскую упаковку и расходные материалы, внутреннюю упаковку и тарный картон.
Ассошиэйтед Бэг обеспечивает рабочие места, доставку и упаковку продуктов, таких как коробки для выпечки, ящики для мусора, почтовые и транспортные коробки из гофрированного или картона, коробки для переезда, коробки для пиццы, коробки для переворачивания и обувные коробки.
Western Container Company — производитель премиум-класса из Висконсина, производящий бумажные трубы и изделия из бумажных сердечников, а также тысячи различных ящиков для продуктов, картонных коробок, изготовленных из прочного гофрированного картона Kraft, который на 100 % подлежит вторичной переработке, и упаковочные материалы.

Emenac Packaging предлагает множество вариантов картонных коробок, включая одежду на заказ, пекарню, свечи, печенье, косметику, сувениры, электронные, продукты питания, фронтоны, крафт, медицинские, бумажные, подушки, рекламные, розничные, рукава, табак, игрушки , окно, мыло и коробки нестандартного стиля.
Deluxe Packaging, Inc. производит упаковочные коробки высшего качества, жесткие установочные коробки, предметы роскоши, одежду, ювелирные изделия и подарочные коробки с множеством вариантов персонализации, а также предлагает бесплатную доставку, дизайнерскую поддержку и бесплатную установку.
Larsen Packaging Products, Inc. — компания по производству упаковочных материалов, базирующаяся в Иллинойсе, поставляет коробки из гофрированного картона, мусорные ведра и контейнеры для хранения, картонные коробки, гофрированные почтовые ящики, крафт-бумагу, картонные почтовые тубы, бумагу, обертки, салфетки и другие канцелярские принадлежности.
 .
.Крупнейшие производители картонных коробок с разнообразным ассортиментом
В этой таблице содержится информация о некоторых ведущих компаниях-производителях картонных коробок с разнообразным владением в США на сайте Thomasnet.com, ранжированная по годовому объему продаж в долларах США. Компании, имеющие право на сертификацию миноритарной собственности, как минимум на 51% принадлежат, управляются и контролируются членом группы меньшинства. В этой таблице перечислены несколько поставщиков в США с этой квалификацией, а также некоторые малые и неблагополучные предприятия, предприятия, принадлежащие ветеранам-инвалидам, и предприятия, принадлежащие женщинам. Также включены дополнительные сведения о местонахождении штаб-квартиры каждой компании и количестве сотрудников, а также краткое изложение деятельности компании ниже.
Таблица 2. Крупнейшие производители картонных коробок с разнообразным владением в США
Компания
Штаб-квартира
Количество сотрудников
Годовой объем продаж
1.

Индивидуальная упаковка Amerisource Техас 40 8 миллионов долларов 2.
Спектр Литография Калифорния 35 7 миллионов долларов 3.
International Plastics, Inc. Южная Каролина 38 7 миллионов долларов 4.
Ящики 4 ЕВ Техас 33 6 миллионов долларов 5.
Bags Unlimited, Inc. Нью-Йорк 34 6 миллионов долларов 6.
Джарретт Индастриз, Инк. Мэриленд 33 6 миллионов долларов 7.
Мистер Упаковка Калифорния 33 6 миллионов долларов 8.
Основные решения по упаковке Калифорния 34 6 миллионов долларов 9.

Упаковка Тысячи Дубов Калифорния 26 5 миллионов долларов 10.
Упаковка Гардиан, LP Техас 26 5 миллионов долларов 11.
ТазПак Калифорния 25 5 миллионов долларов 12.
Кактус Контейнерс Инк. Калифорния 25 4 миллиона долларов 13.
Signature Packaging & Paper, LLC Миссури 24 4 миллиона долларов 14.
Инжиниринговая корпорация Протопак Иллинойс 10 2,3 миллиона долларов 15.
Упаковка и комплектующие для навигатора Калифорния 7 1,9 млн долларов 16.

Allied Shipping & Packaging Supplies, Inc. Огайо 6 1 млн долларов Информация с сайтов Thomasnet.com, owler.com, dnb.com, manta.com, zoominfo.com, wikipedia.org и компаний.
Резюме компании по производству картонных коробок, принадлежащей разнообразным владельцам
Amerisource Custom Packaging — это предприятие малого бизнеса, базирующееся в Техасе, которое производит широкий спектр упаковочных материалов, погрузочно-разгрузочного оборудования и гофроящиков, включая одностенные, двустенные, трехслойные, покрытые воском, переработанные картонные коробки. , складной картон и контейнеры для скоропортящихся продуктов.
Spectrum Lithograph , базирующаяся в Фримонте, Калифорния, является компанией по производству нестандартной упаковки, принадлежащей меньшинству и принадлежащей женщинам, обслуживающей различные отрасли, такие как продукты питания и напитки, здоровье и красота, медицина и фармацевтика, среди прочего.

International Plastics, Inc. существует уже более 55 лет и является зарегистрированным предприятием малого бизнеса, предоставляющим услуги гибкой упаковки на заказ и со склада, включая гофроящики и почтовые ящики.
Boxes 4 U — это предприятие малого бизнеса, принадлежащее как представителям меньшинств, так и ветеранам, базирующееся в Техасе и поставляющее картонные коробки, транспортные и упаковочные материалы, товары для переезда, нестандартные коробки, а также товары для промышленности и подрядчиков.
Bags Unlimited, Inc. — это принадлежащая ветеранам компания по защите коллекций, предлагающая продукты для хранения, демонстрации и доставки предметов коллекционирования, а также общие транспортные средства, такие как картонные транспортировочные коробки, почтовые ящики, почтовые тубусы и рулоны крафт-бумаги.
Jarrett Industries, Inc. предоставляет упаковочные решения и услуги, включая гофрокоробки и картонные коробки, гибкую упаковку и защитную упаковку, и является принадлежащей женщине небольшой компанией из неблагополучных семей, базирующейся в Мэриленде.

Mister Packaging — это небольшой малообеспеченный бизнес, специализирующийся на военной упаковке, нестандартных ящиках и производстве пенопласта, предоставляющий такие упаковочные решения, как транспортировочные ящики, упаковки из гофрированного картона и деревянные ящики.
Master Packaging Solutions предлагает большой каталог упаковочных материалов, а также индивидуальной упаковки, включая стандартные коробки и транспортировочные коробки с перегородками из ДСП. Master Packaging — это предприятие малого бизнеса, базирующееся в Сакраменто, штат Калифорния.
Thousand Oaks Packaging была основана более 20 лет назад и является калифорнийской компанией, принадлежащей представителям меньшинств и женщинам. К. производит экологичную упаковку для медицинской, компьютерной, электротехнической, телекоммуникационной и аэрокосмической промышленности.
Guardian Packaging, LP предлагает промышленную упаковку и услуги, включая производство коробок из гофрированного картона и переработку упаковочных материалов.
 Это исторически малоиспользуемый (HUB) малый бизнес, принадлежащий женщинам, со штаб-квартирой в Гарленде, штат Техас.
Это исторически малоиспользуемый (HUB) малый бизнес, принадлежащий женщинам, со штаб-квартирой в Гарленде, штат Техас.TazPack — это сертифицированное женское предприятие и малый бизнес из неблагополучных семей в Сан-Фернандо, Калифорния, с более чем 18-летним опытом работы в упаковочном секторе. Продукция включает изготовленные на заказ картонные коробки и коробки, транспортные принадлежности и ДСП.
Компания Cactus Containers Inc. предлагает широкий выбор коробок из гофрированного картона на заказ с наклейками и этикетками или без них, различных форм, размеров и цветов. Cactus зарегистрирован как малый бизнес, находящийся в невыгодном положении, и его штаб-квартира находится в Сан-Маркосе, Калифорния.
Signature Packaging & Paper, LLC является сертифицированным предприятием меньшинства, малым малообеспеченным бизнесом, производителем гофрированного картона с полным спектром услуг, расположенным в Джексоне, штат Миссури, предлагающим различные картонные изделия, от простых коричневых коробок до витрин для торговых точек.

Protopak Engineering Corp. в Иллинойсе — это малый бизнес, принадлежащий ветеранам и женщинам с ограниченными возможностями, имеющий на складе более 1600 размеров гофроящиков, включая сыпучие грузы, перемещение, боковую загрузку, принтер, изоляцию, хранение файлов, защиту от непогоды. прочные, длинные, плоские и высокие ящики.
Navigator Packaging & Supply предлагает индивидуальную упаковку, а также оптовую упаковку и транспортные принадлежности, включая картонные коробки, стрейч-пленку, ленту, этикетки и полиэтиленовые пакеты. Это миноритарная компания, базирующаяся в Лос-Анджелесе, Калифорния.
Allied Shipping & Packaging Supplies, Inc. — это семейный бизнес, сертифицированный как империя малого бизнеса, принадлежащая женщинам, базирующаяся в Дейтоне, штат Огайо, с широким выбором упаковочных продуктов, таких как гофроящики и почтовые ящики, мусорные ведра и контейнеры для хранения, картонные коробки, почтовые тубы и крафт-бумага.
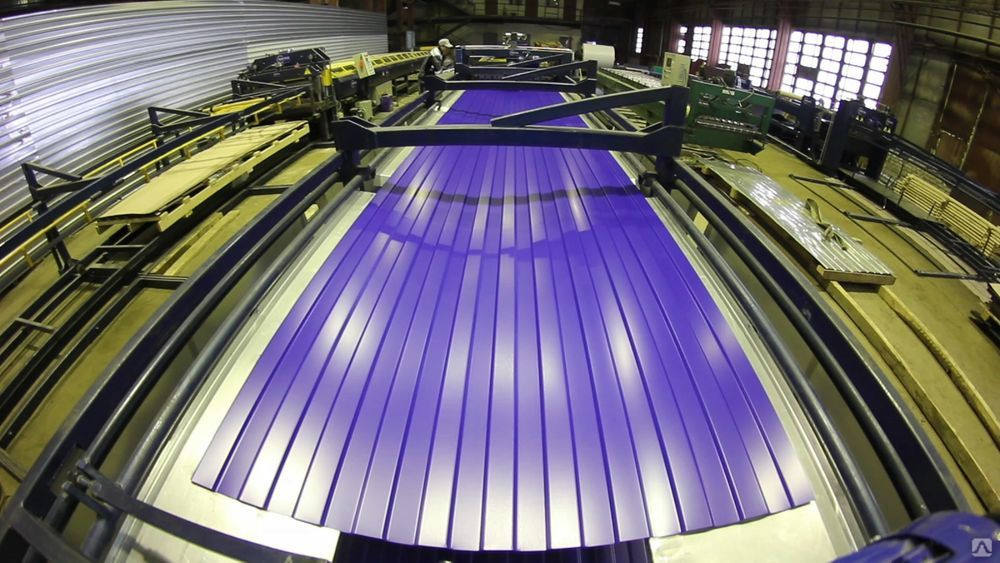
Производители и компании картонных коробок — Резюме
Выше мы рассказали об основах картонных коробок и выборе поставщика коробок, а также о некоторых ведущих компаниях-производителях картонных коробок в Соединенных Штатах, а также о компаниях-владельцах с наибольшим разнообразием, включая малые и малоимущие предприятия, обслуживающие -предприятия, принадлежащие ветеранам-инвалидам и женщинам, по годовым продажам. Мы надеемся, что эта информация была вам полезна при поиске поставщика. Чтобы найти производителей картонных коробок, включая армированные гофрированные коробки, нестандартные картонные коробки для мусора, бывшие в употреблении гофрированные коробки, коробки для фруктов и овощей и коробки для тортов, или составить собственный список поставщиков, не стесняйтесь посетить нашу страницу поиска поставщиков Thomas, на которой информация о различных видах производства картонных коробок.
Каталожные номера
- https://en.wikipedia.
