Программа расчет расхода электродов: Программа для расчета расхода сварочных материалов и электроэнергии
alexxlab | 18.06.2023 | 0 | Разное
Расход электродов на тонну металла калькулятор
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет. При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
Важно! Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.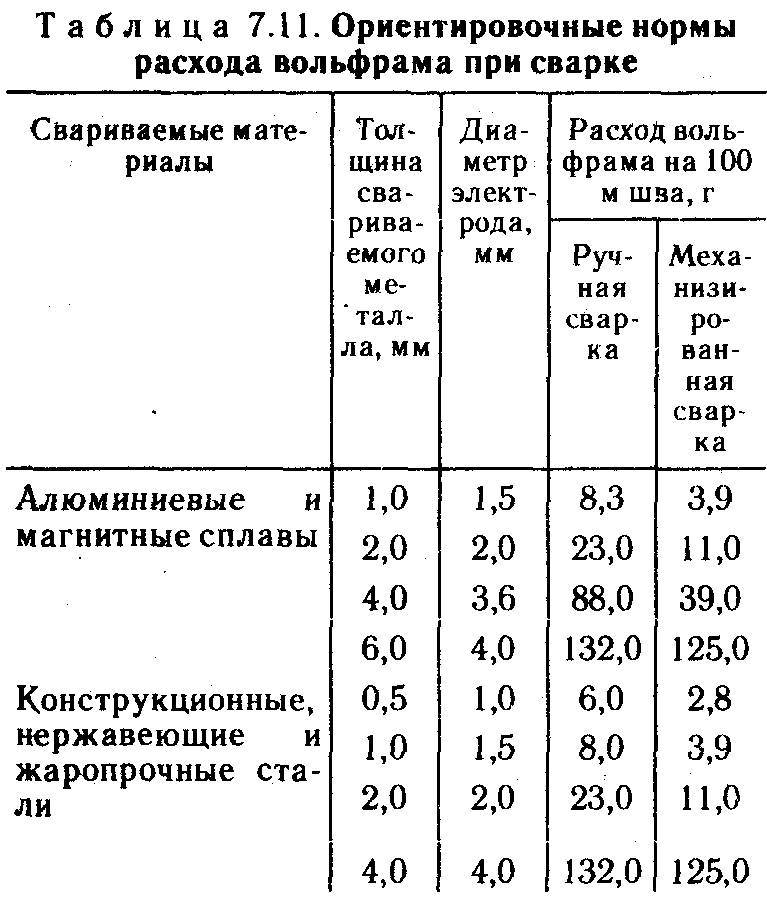 Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Основные формулы для расчета нормы расходов сварочных материалов.
Существуют определенная нормативная формула, помогающая рассчитать расход материалов при сварочных работах. Эта формула позволяет понять, сколько сварочных материалов потребуется на один метр шва:
N = G * K, где
N – норма расхода сварочных материалов на один метр сварного шва
G – масса наплавленного металла сварного шва, длина которого равна 1 метру
K – коэффициент перехода от массы наплавленного металла к расходу материалов для сварки
А для того, чтобы определить массу наплавленного металла на 1 метр сварного шва (G), можно воспользоваться следующей формулой:
G = F * y * L, где:
F – площадь поперечного сечения сварного шва (в мм2)
y – удельная масса металла (г/см3)
L – длина сварного шва (она равна 1 метру).
Приведенные выше формулы позволяют рассчитать нормы расхода материалов для сварочного шва в наиболее простом – нижнем положении. Если же сварочные работы ведутся в вертикальном или потолочном положении, то полученный норматив необходимо умножить на поправочный коэффициент, который как раз и учитывает особенности расхода материалов при различных положениях сварного шва:
- для нижнего положения шва этот коэффициент равен 1,00
- при полувертикальном положении шва берется коэффициент 1,05
- при вертикальном (горизонтальном) положении шва коэффициент равен 1,10
- при потолочном положении шва полученная предварительно норма умножается на коэффициент 1,20.
Рассмотрим, на какие особенности следует обращать внимание при определении необходимого количества конкретных сварочных материалов – сварочной проволоки и защитного газа.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
- теоретическим;
- практическим.

В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.
Суть практического метода — полевые замеры реальной работы. Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т.д. Метод требует не одного часа затрат труда и материалов. При этом результаты его подходят деталям, близко соответствующим образцам.
При этом результаты его подходят деталям, близко соответствующим образцам.
Параметры, влияющие на расход материалов
Сначала нужно определиться с факторами, влияющими на количество расходных материалов. Они напрямую повлияют на производительность и время выполнения работ. В случае с электродами следует выбрать соответствующую модель, оптимально подходящую для конкретной операции. Затем можно выполнять расчет расхода на 1 тонну металлоконструкции.
Для вычисления нужно выяснить следующие показатели:
- Масса наплавки материала металлоконструкции на шов. Его объем не должен превышать 1,5% от веса всей конструкции.
- Протяженность сварочного шва. Помимо стандартных размеров учитывается глубина. Если этот показатель большой – делают два или три шва для надежности соединения.
- Норма расхода. Это общая масса наплавки на 1 м.п. шва.
Последний показатель является справочным. Он зависит от марки используемых электродов. Справочные данные можно взять из ВСН -452-84. Но при этом выбирается несколько методов расчета — теоретический и практический. Разница между показателями определяет погрешность.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Расход электродов на 1 м шва
Расход электродов можно определить и самостоятельно. Он складывается из массы наплавленного металла и потерь (к ним относится разбрызгивание, образование шлака, огарки). Для начала вычислим массу наплавленного металла по формуле:
Масса = площадь поперечного сечения шва * плотность металла * длина шва
Значения плотности легко узнать из справочной литературы (плотность углеродистой стали — 7,85 г/куб.см, никельхромовой стали — 8,5 г/куб.см). Затем по второй формуле рассчитаем суммарный расход электродов при сварке:
Норма расхода = масса наплавленного металла * коэффициент расхода
Коэффициент расхода зависит от конкретной марки электрода. Эти данные приводятся в нормативных документах, таких как ВСН 452-84 (см. следующий раздел). Чтобы вычислить расход в килограммах на погонный метр (кг/м), нужно принять длину шва в первой формуле за 1 метр.
Эти данные приводятся в нормативных документах, таких как ВСН 452-84 (см. следующий раздел). Чтобы вычислить расход в килограммах на погонный метр (кг/м), нужно принять длину шва в первой формуле за 1 метр.
Формулы, используемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
(1) НЭ = GЭ * LШ;
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)
(3) mн = ρ * Fн, Где ρ – удельная плотность стали. В зависимости от типа расходников ее принимают: Величину mн – вес (массу) наплавленного металла, определяют по формуле:
- 7,5 гр/см3 (7500 кг/м3) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см3 (7850 кг/м3), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного металла шва см2. Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Методы вычисления
Показатель расхода зависит от вводных параметров:
- массы наплавки;
- длины сварочного шва;
- нормы расхода.

Массой наплавки называют вес металла, который заполняет собой стыковочный шов. Точные данные этого параметра приводятся в технологической карте сварки. Его показатель по грубым подсчетам равен от 1 до 1,5% от массы металлоконструкции.
Габариты шва измеряют рулеткой по стыку. Получаемый результат умножают на общее число швов, присутствующих в разделе. Это обусловлено тем, что глубокие стыки заваривают параллельным либо последовательным накладыванием двух-трех швов.
Нормой расхода является масса наплавки на один метр шва. Она вычисляется как для отдельного узла либо детали, так и в зависимости от типа выполняемой сварочной операции.
Учитывая эти нюансы, расчет расхода присадочных изделий должен проводиться и теоретически, и практически.
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR2. Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Норма расхода электродов — Таблица 10 из ВСН 452-84
Тeмы: Нормы расхода материалов ВСН-452-84 в строительстве, Сварные соединения, Сварные швы.
Соединения C19 вертикальных стыков трубопроводов co скосом кромок нa остающейся цилиндрической подкладке.
Таблица 09. Норма расхода электродов на 1 мeтр шва.
| Размеры трубы, мм | ll | Масcа наплавленного металла, кг | ll | Электроды пo группам, кг | Kод строки | |||||||||
| ll | ll | II | | | III | l | IV | | | V | l | VI | ll | |||
| 1 | ll | 2 | ll | 3 | | | 4 | l | 5 | | | 6 | l | 7 | ll | 8 |
| 3 | ll | 0,201 | ll | 0,366 | | | 0,390 | l | 0,415 | | | 0,439 | l | 0,464 | ll | 01 |
| 4 | ll | 0,260 | ll | 0,472 | | | 0,503 | l | 0,535 | | | 0,566 | l | 0,598 | ll | 02 |
| 5 | ll | 0,329 | ll | 0,599 | | | 0,639 | l | 0,679 | | | 0,719 | l | 0,759 | ll | 03 |
| 6 | ll | 0,464 | ll | 0,842 | | | 0,898 | l | 0,955 | | | 1,011 | l | 1,067 | ll | 04 |
| 8 | ll | 0,670 | ll | 1,216 | | | 1,297 | l | 1,378 | | | 1,459 | l | 1,540 | ll | 05 |
| 10 | ll | 0,974 | ll | 1,768 | | | 1,885 | l | 2,004 | | | 2,121 | l | 2,240 | ll | 05 |
| 12 | ll | 1,250 | ll | 2,269 | | | 2,420 | l | 2,571 | | | 2,722 | l | 2,874 | ll | 06 |
| 15 | ll | 2,010 | ll | 3,649 | | | 3,894 | l | 4,137 | | | 4,380 | l | 4,623 | ll | 07 |
| 16 | ll | 2,204 | ll | 4,000 | | | 4,266 | l | 4,534 | | | 4,800 | l | 5,067 | ll | 08 |
| 18 | ll | 2,615 | ll | 4,748 | | | 5,063 | l | 5,378 | | | 5,695 | l | 6,011 | ll | 10 |
| Kод графы | ll | 01 | ll | 02 | | | 03 | l | 04 | | | 05 | l | 06 | ll | — |
Другие страницы по теме:
- Нормы расхода электродов — Таблица 9 из ВСН 452-84 >
weldzone. info
info
Расход на тонну металлоконструкции
На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.
Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам. Он применим, когда выполняется изготовление серии однотипных сварных изделий.
При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.
Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.
Расчет электродов на 1 метр шва: онлайн и самостоятельно
Некоторые сайты соответствующей тематики предоставляют возможность произвести расчеты с помощью онлайн-калькулятора. Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку «рассчитать» и автоматически получить готовый результат.
Сварщики также могут выполнить расчеты самостоятельными силами. Для этого используются следующая общая формула:
Н = Нсв + Нпр + Нпр, где Нсв — расход электродов на сваривание; Нпр — расход стержней на прихватки; Нпр — расход на проведение правки методом холостых валиков.
Нормы расхода сварочных электродов на прихваточные работы определяется в процентном отношении от расхода на основные работы:
- толщина стенок конструкции до 12 мм. — 15%;
- свыше 12 мм. — 12%.
Также существуют стандартные нормы, которые варьируются в зависимости от типа электрода и толщины стенок конструкции.
В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл. 1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Коэффициент расхода электродов
ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б
ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21
ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9
ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13
АНЖР-2, ОЗЛ-28, ОЗЛ-27
Рассмотрим данные нормы на примере соединения вертикальных швов типа С18:
| Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,201 | 0,366 | 0,390 | 0,415 | 0,439 | 0,464 |
| 4,0 | 0,249 | 0,453 | 0,484 | 0,514 | 0,544 | 0,574 |
| 5,0 | 0,330 | 0,600 | 0,640 | 0,680 | 0,720 | 0,760 |
| 6,0 | 0,474 | 0,861 | 0,918 | 0,975 | 1,033 | 1,090 |
| 8,0 | 0,651 | 1,182 | 1,261 | 1,341 | 1,419 | 1,498 |
| 10,0 | 0,885 | 1,607 | 1,714 | 1,821 | 1,928 | 2,035 |
| 12,0 | 1,166 | 2,116 | 2,257 | 2,398 | 2,539 | 2,680 |
| 15,0 | 1,893 | 3,436 | 3,665 | 3,894 | 4,123 | 4,352 |
| 16,0 | 2,081 | 3,778 | 4,030 | 4,281 | 4,533 | 4,785 |
| 18,0 | 2,297 | 4,532 | 4,834 | 5,136 | 5,438 | 5,740 |
Читать также: Толщиномер не показывает значения
Рассмотрим данные нормы на примере соединения горизонтальных швов типа С18
Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,152 | 0,269 | 0,286 | 0,305 | 0,322 | 0,340 |
| 4,0 | 0,207 | 0,368 | 0,393 | 0,417 | 0,442 | 0,466 |
| 5,0 | 0,262 | 0,465 | 0,497 | 0,527 | 0,588 | 0,590 |
При сварке труб
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)
Расход электродов при сварке
Оказывает прямое влияние на производительность и продолжительность рабочего процесса. Отработанное присадочное изделие для сварки необходимо заменить новым.
Отработанное присадочное изделие для сварки необходимо заменить новым.
Если под рукой сварщика не окажется нужных электродов, это отразится на сроках проведения сварки в сторону увеличения. Докупить присадочный материал не является основной проблемой. Все усложняется тем, что он требует предварительной подготовки. Электроды надо прокалить и просушить. Это занимает от полутора до двух часов.
Когда электроды нужны для наплавки нескольких килограмм металла, ситуация не столь критична, в отличие от сварки габаритных металлоконструкций. Любой простой чреват и временными, и финансовыми затратами. Чтобы процесс работы ничего не тормозило, предельно важно выполнить правильный расчет того, сколько электродов требуется на одну тонну металлоконструкций.
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе.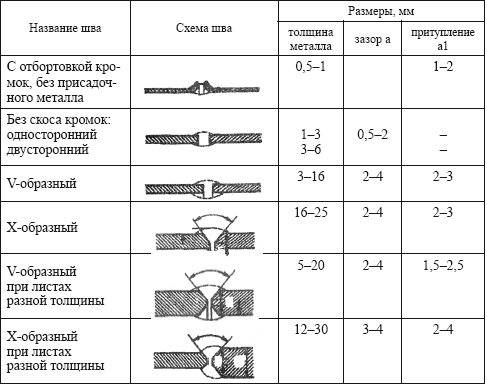 Здесь перерасход в доли процентов оборачивается тысячными убытками.
Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
Стрельцов В. сварщик со стажем 22 года: «Опытный сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Разумеется, это не исключает необходимость соблюдения технологии».
Расчет расхода электродов при сварочных работах
Большую роль в производственных и строительных процессах играет планирование. Это касается не только финансового аспекта, но также запасов материалов и расходников, необходимых на сборку или возведение конструкции. Рассчитать эти параметры нужно перед работой, чтобы в дальнейшем не возникло сложностей с производством и нехваткой ресурсов.
Рассчитать эти параметры нужно перед работой, чтобы в дальнейшем не возникло сложностей с производством и нехваткой ресурсов.
Говоря о сварке, нужно уточнить, что расход электродов имеет большое значение по большей части только для крупных производств, где задействовано огромное количество расходников. Для домашнего хозяйства, такие параметры как расход на метр шва и 1 кг наплавленного металла, не имеют значения.
Содержание статьи:
- 1 Что влияет на расход электродов?
- 2 Расчеты в теории и на практике
- 3 Погрешности, возникающие при расчетах
- 4 Сколько электродов содержится в 1 кг?
- 5 Как вычислить расход на 1 т металла?
- 6 Стандартный расход электродов
- 7 Как рассчитывается расход на метр шва?
- 8 Как рассчитывается расход при сварке труб?
- 9 Способы экономии материалов
- 10 Таблицы расходов
- 10.1 Расход на килограмм наплавленного металла
- 10.2 Соединения без скоса кромок
- 10.3 Угловые соединения
- 10.
 4 Тавровые соединения
4 Тавровые соединения - 10.5 Первый и подварочный проход при V-образном соединении
- 11 Заключение
Что влияет на расход электродов?
Прежде чем приступать к расчетам расхода, нужно выяснить, что именно на него влияет. Есть несколько главных параметров от которых зависит расход:
- длина и глубина шва;
- вес наплавленного металла, определяемый относительно всей конструкции;
- вес наплавленного металла на метр шва;
- тип сварочных работ.
Расход зависит от нескольких факторов, которые в совокупности могут дать довольно большие цифры. Именно поэтому очень важно провести предварительные расчеты и только после этого заказывать электроды и приступать к работам.
Расчеты в теории и на практике
Расход тех или иных электродов является табличным значением, однако их можно вычислить и самостоятельно. Для этого есть 2 метода, универсальных для различных видов материалов. В первом используется такая формула:
H = M*K
- M — вес конструкции;
- К — коэф.
Второй метод рассчитывается по формуле:
G = F*L*M
- F — площадь поперечного сечения;
- L — длина шва;
- М — вес 1 куб. см расходников.
Это все теоретические расчеты, но на практике большое значение также имеют огарки, сила тока и напряжение, а также длина соединения.
Погрешности, возникающие при расчетах
Рассчитать все в точности почти невозможно. В любой ситуации будут небольшие “разногласия” с тем, что планировалось изначально. Практические методы расчета расхода электродов значительно точнее теоретических, однако даже с ними бывает сложно предугадать каким получится стык и как поведет себя материал. Погрешности могут возникать по разным причинам:
- режим сварки и токи;
- особенности электродов, которыми ведутся работы;
- мастерство сварщика и т. д.
Каждый раз, когда вы рассчитываете расход материалов, нужно закладывать в итоговую цифру погрешность.
Даже если количество расходников просчитано максимально точно, нужно иметь небольшой запас, чтобы застраховаться от бракованных стержней.
Сколько электродов содержится в 1 кг?
После того как все данные по необходимому объему материалов получены, можно приступать к закупке расходников. Отсюда появляется другой вопрос — сколько упаковок со стержнями нужно покупать? Чтобы это определить, надо посчитать сколько прутков содержится в 1 кг. Килограмм — это стандартная упаковка электродов. Здесь важно учитывать все параметры:
- диаметр;
- длина;
- вес;
- толщина упаковки;
Чем больше эти параметры, тем меньше электродов в пачке. Несмотря на все эти параметры, средний вес электрода можно узнать по его диаметру.
| Диаметр, мм | Средняя масса, гр |
| 2,5 | 17 |
| 3 | 26 |
| 4 | 57 |
| 5 | 82 |
Как вычислить расход на 1 т металла?
Помимо вычисления количества необходимых электродов, нужно также выяснить расход на тонну металла. Такой параметр нужен если вам предстоит работать с большим проектом. Норма расхода электродов на тонну металла отображает максимальное количество требуемых материалов. Показатель рассчитывается по такой формуле:
Н = М*Красхода
- М — масса металла;
- Красхода (коэф. расхода) — табличное значение.
Стандартный расход электродов
Нормы расхода для различных электродов, определяются согласно документу ВСН 452-84 н. Они могут меняться в зависимости от материала с которым вы работаете и окружающих условий.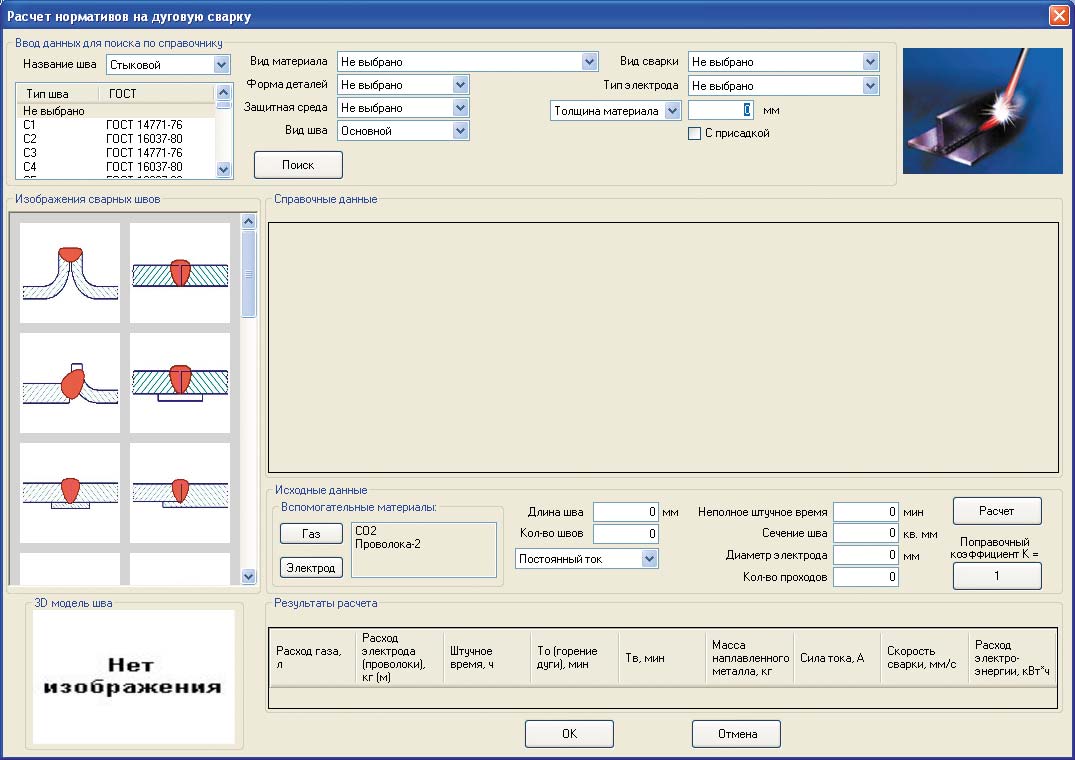 Данные значения используются для вычисления номинального расхода. Далее мы рассмотрим несколько таблиц с нормами расхода.
Данные значения используются для вычисления номинального расхода. Далее мы рассмотрим несколько таблиц с нормами расхода.
Как рассчитывается расход на метр шва?
Многие сайты предлагают возможность рассчитать расход электродов онлайн. Делается это очень просто — нужно ввести несколько цифр и калькулятор выдаст вам искомую величину.
Опытные сварщики предпочитают рассчитывать все самостоятельно. Они применяют для этого такую формулу:
Н = Нсв + Нпр + Нправ
- Нсв — расход на сваривание;
- Нпр — расход на проставление прихваток;
- Нправ — расход на правки, проводящиеся холостыми валиками.
Норма расхода на прихваточные работы определяется относительно расхода на прочие работы. При толщине конструкции до 1,2 см, она составляет 15% от основного расхода. При толщине более 1,2 см — 12%.
Как рассчитывается расход при сварке труб?
В теории расчет этого параметра производится очень просто. Нужно разделить расход на метр шва на вес одного электрода.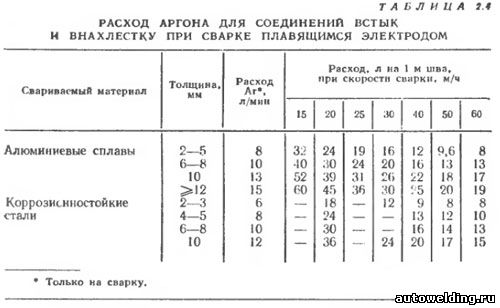 В результаты мы получим количество стержней, необходимое для работы. Количество стержней нужно умножить на метраж. Полученная цифра округляется в большую сторону.
В результаты мы получим количество стержней, необходимое для работы. Количество стержней нужно умножить на метраж. Полученная цифра округляется в большую сторону.
Чтобы получить значение в килограммах, нужно провести такие вычисления: разделить объем раздела на плотность металла. Первый параметр — это объем цилиндра (диаметр берется по большей стороне стыка). Получившееся значение нужно умножить на 1,4 — 1,8. Это поправка на огарки.
Расход при сварке труб может отличаться в зависимости от соединяемых стыков — наличия/отсутствия скосов и т. д.
Способы экономии материалов
Есть несколько способов, позволяющих экономить на расходниках. Это позволит уменьшить затраты на покупку стержней:
- Используйте автоматические и полуавтоматические аппараты. При ручной сварке могут возникать потери более 5%. Помните, что чем выше качество расходников и оборудования, тем эффективнее производится сварка, а значит происходит меньше потерь.
- Разные марки и модели электродов работают с разным током.
 Настраивая аппарат, обращайте на это внимание. При подборе неправильных режимов сварки, можно понести большие потери.
Настраивая аппарат, обращайте на это внимание. При подборе неправильных режимов сварки, можно понести большие потери. - На расход влияет технология сварки. Так, при неправильном угле стержня, расход может увеличиваться.
Опытные сварщики на практике выясняют, какой угол сварки является оптимальным. Это дает им возможность работать быстро и экономно.
Придерживаясь таких рекомендаций, правильно подбирая электроды и внимательно настраивая оборудование, можно значительно сэкономить расход материалов.
Таблицы расходов
Теперь ближе познакомимся с таблицами стандартных значений расхода для различных электродов и типов сварки.
Расход на килограмм наплавленного металла
Сварка углеродистых и низколегированных сталей
Тип Э42
| Марка | ВСЦ-4 | ОЭС-23 | АНО-6 | АНО-17 | ОМА-2 | ВСЦ-4М |
| Расход, кг | 1,6 | 1,65 | 1,7 | 1,8 | ||
Тип Э42А
| Марка | УОНИ 13-45 | УОНИ 13-45А |
| Расход, кг | 1,6 | 1,7 |
Тип Э46
| Марка | Расход, кг |
| ОЗС-6 | 1,5 |
| АНО-13 | 1,6 |
| ВРМ-26 | |
| АНО-21 | 1,65 |
| АНО-4 | 1,7 |
| АНО-24 | |
| АНО-34 | |
| ВРМ-20 | |
| МР-3 | |
| ОЗС-12 |
Тип Э46А
| Марка | УОНИ 13-55К | ТМУ-46 |
| Расход, кг | 1,6 | 1,65 |
Тип Э50
| Марка | ВСЦ-3 | 55-У |
| Расход, кг | 1,7 | 1,8 |
Тип Э50А
| Марка | Расход, кг |
| ОЗС-18 | 1,5 |
| ТМУ-21У | |
| ОЗС-25 | 1,6 |
| ОЗС-28 | |
| ОЗС-33 | |
| АНО-27 | 1,65 |
| ИТС-4 | 1,7 |
| УОНИ 13-55 | |
| ЦУ-5 | |
| ЦУ-7 |
Тип Э55
| Марка | МТГ-02 |
| Расход, кг | 1,55 |
Тип Э60
| Марка | МТГ-01К | ВСФ-65 | ОЗС-24М | УОНИ 13-65 |
| Расход, кг | 1,55 | 1,6 | ||
Сварка сталей с высоким содержанием легирующих компонентов
| Марка | Расход, кг |
| ОЗЛ-36 | 1,5 |
| ЗИО-3 | 1,55 |
| ЭА-898/19 | 1,6 |
| ОЗЛ-14А | |
| АНВ-32 | |
| 1,7 | |
| ЦТ-15 | |
| ЦТ-15К | |
| ЦЛ-11 |
Сварка сталей, устойчивых к коррозии
| Марка | ОЗЛ-8 | ОЗЛ-14 | ОЗЛ-12 | ЭА-400/10У | ЭА-400/10Г |
| Расход, кг | 1,7 | 1,75 | 1,8 | ||
Сварка сталей, устойчивых к высоким температурам
| Марка | Расход,кг |
| ТМЛ-1, ТМЛ-1У, ТМЛ-3У | 1,5 |
| ЦУ-2М, ТМЛ-3, ЦЛ-27А | 1,55 |
| УОНИ 13-15М, УОНИ 13-ХМ, ЦЛ-39, ЦЛ-36, ЦЛ-40, ЦЛ-17 | 1,6 |
| ЦЛ-26М, ЦЛ-41 | 1,65 |
| ЦЛ-6, ЦЛ-55, АНВ-1 | 1,7 |
| ЦЛ-10 | 1,75 |
| ОЗС-11 | 1,8 |
Сварка разнородных сталей
| Марка | ИМЕТ-10 | АНЖР-2 | АНЖР-1, НИИ-48Г |
| Расход, кг | 1,3 | 1,6 | 1,7 |
Сварка жаропрочных сталей
| Марка | НИАТ-5, ЭА-395/9 | ЦТ-10 |
| Расход, кг | 1,6 | 1,7 |
Соединения без скоса кромок
| Положение шва | Толщина металла, мм | Зазор, мм | Масса наплавленного металла, кг/1 м шва |
| Нижнее | 1 | 0 | 0,02 |
| 1,5 | 0,5 | 0,02 | |
| 2 | 1 | 0,03 | |
| 3 | 1,5 | 0,05 | |
| 4 | 2 | 0,13 | |
| 5 | 2 | 0,16 | |
| 6 | 2,5 | 0,21 | |
| 7 | 3 | 0,28 | |
| Горизонтальное | 1 | 0 | 0,02 |
| 0,5 | 0,03 | ||
| 2 | 1 | 0,04 | |
| 3 | 1,5 | 0,07 | |
| 4 | 2 | 0,17 | |
| 5 | 2,5 | 0,2 | |
| 6 | 3 | 0,25 | |
| 7 | 3 | 0,33 | |
| Потолочное | 4 | 2 | 0,08 |
| 5 | 2 | 0,13 | |
| 6 | 2,5 | 0,14 | |
| 7 | 3 | 0,16 |
Угловые соединения
| Параметры | Масса наплавленного металла, кг/1 м шва | ||||
| Толщина металла, мм | Сечение шва, кв. мм мм | ||||
| 2 | 2 | 0,03 | 0,02 | 0,03 | 0,03 |
| 3 | 4,5 | 0,05 | 0,05 | 0,05 | 0,06 |
| 4 | 8 | 0,07 | 0,07 | 0,07 | 0,08 |
| 5 | 12,5 | 0,1 | 0,11 | 0,11 | 0,13 |
| 6 | 18 | 0,15 | 0,15 | 0,16 | 0,17 |
| 7 | 24,5 | 0,2 | 0,21 | 0,22 | 0,25 |
| 8 | 32 | 0,26 | 0,27 | 0,28 | 0,32 |
| 9 | 40,5 | 0,33 | 0,34 | 0,36 | 0,4 |
| 10 | 50 | 0,4 | 0,42 | 0,44 | 0,5 |
| 11 | 60,5 | 0,49 | 0,53 | 0,57 | 0,62 |
| 12 | 72 | 0,58 | 0,62 | 0,66 | 0,73 |
| 15 | 113 | 0,91 | 0,97 | 1,04 | 1,11 |
| 18 | 162 | 1,31 | 1,37 | 1,49 | 1,6 |
| 20 | 200 | 1,62 | 1,62 | 1,78 | 1,98 |
| 22 | 242 | 1,95 | 2 | 2,16 | 2,39 |
| 25 | 323 | 2,58 | 2,6 | 2,9 | 3,18 |
Тавровые соединения
| Параметры | Масса наплавленного металла, кг/1 м шва | ||||
| Толщина металла, мм | Сечение шва, кв. мм мм | ||||
| 2 | 4 | 0,04 | 0,05 | 0,04 | 0,04 |
| 2,5 | 6,5 | 0,06 | 0,07 | 0,06 | 0,07 |
| 3 | 9 | 0,08 | 0,1 | 0,09 | 0,09 |
| 3,5 | 12,5 | 0,11 | 0,13 | 0,12 | 0,13 |
| 4 | 16 | 0,14 | 0,16 | 0,15 | 0,17 |
| 4,5 | 20,5 | 0,18 | 0,2 | 0,19 | 0,21 |
| 5 | 25 | 0,22 | 0,25 | 0,24 | 0,26 |
| 5,5 | 30,5 | 0,26 | 0,29 | 0,28 | 0,32 |
| 6 | 36 | 0,31 | 0,33 | 0,34 | 0,37 |
| 6,5 | 42,5 | 0,37 | 0,39 | 0,4 | 0,44 |
| 7 | 49 | 0,43 | 0,45 | 0,44 | 0,51 |
| 7,5 | 56,5 | 0,47 | 0,51 | 0,5 | 0,58 |
| 8 | 64 | 0,55 | 0,58 | 0,6 | 0,65 |
| 9 | 81 | 0,69 | 0,74 | 0,75 | 0,86 |
| 10 | 100 | 0,85 | 0,89 | 0,91 | 1,02 |
| 11 | 121 | 1,03 | 1,08 | 1,12 | 1,23 |
| 12 | 144 | 1,22 | 1,27 | 1,33 | 1,48 |
| 13 | 169 | 1,41 | 1,49 | 1,53 | 1,73 |
| 14 | 196 | 1,62 | 1,76 | 1,78 | 2,02 |
| 15 | 225 | 1,86 | 1,95 | 2,07 | 2,31 |
V-образные соединения (односторонние)
Толщина металла, мм | Зазор, мм | Масса наплавленного металла, кг/1 м шва | ||||
Положение шва | ||||||
| Нижнее 50 ° | Нижнее 60° | Вертикал 70° | Потол 80° | Гориз 60° | ||
| 4 | 1 | 0,09 | 0,1 | 0,132 | 0,14 | 0,11 |
| 5 | 1 | 0,13 | 0,15 | 0,19 | 0,22 | 0,16 |
| 6 | 1 | 0,17 | 0,2 | 0,29 | 0,3 | 0,24 |
| 7 | 1,5 | 0,26 | 0,3 | 0,38 | 0,44 | 0,33 |
| 8 | 1,5 | 0,31 | 0,37 | 0,47 | 0,55 | 0,44 |
| 9 | 1,5 | 0,38 | 0,44 | 0,59 | 0,69 | 0,51 |
| 10 | 2 | 0,49 | 0,57 | 0,76 | 0,86 | 0,64 |
| 11 | 2 | 0,56 | 0,66 | 0,89 | 1,02 | 0,76 |
| 12 | 2 | 0,65 | 0,77 | 1,05 | 1,23 | 0,89 |
| 14 | 2 | 0,86 | 1,02 | 1,34 | 1,6 | 1,17 |
| 15 | 2 | 0,97 | 1,15 | 1,55 | 1,81 | 1,34 |
| 16 | 2 | 1,04 | 1,23 | 1,75 | 2,02 | 1,46 |
| 18 | 2 | 1,33 | 1,6 | 2,17 | 2,51 | 1,83 |
| 20 | 2 | 1,63 | 1,94 | 2,62 | 3,11 | 2,21 |
| 25 | 2 | 2,46 | 2,94 | 4 | 4,76 | 3,34 |
Первый и подварочный проход при V-образном соединении
| Положение шва | Толщина, мм | Масса наплавленного металла, кг/1 м шва | Диаметр электрода, мм |
| Нижнее | 6-12 | 0,1 | 3 |
| Нижнее | больше 12 | 0,15 | 4 |
| Вертикальное | больше 8 | 0,15 | 3 |
| Горизонтальное | больше 8 | 0,15 | 3 |
| Потолочное | больше 10 | 0,1 | 3 |
Заключение
Если вам нужно провести сварочные работы дома, то особой нужды в расчетах расхода нет. Планирование объемов расходуемых материалов имеет большое значение при работе с большими проектами. Для особо крупных производств ошибка даже в 1% может привести к серьезным финансовым потерям. При правильном подходе и внимательной настройке оборудования, можно сэкономить до 30% материала. Поэтому очень важно правильно рассчитывать будущий расход и необходимое количество материалов.
Планирование объемов расходуемых материалов имеет большое значение при работе с большими проектами. Для особо крупных производств ошибка даже в 1% может привести к серьезным финансовым потерям. При правильном подходе и внимательной настройке оборудования, можно сэкономить до 30% материала. Поэтому очень важно правильно рассчитывать будущий расход и необходимое количество материалов.
Снижение потребления электродов (ECR®) | ChemTreat, Inc.
Снижение затрат на электроды при улучшении оценки ESG
Поскольку производители стали справляются с проблемами, связанными с повышением цен на электроды для электродуговых печей (ЭДП) и установок ковшовой металлургии (ЛМК), перед ними стоит задача сократить выбросы углекислого газа при одновременном увеличении пропускной способности завода. Команда ChemTreat, занимающаяся первичными металлами, и преданные своему делу ученые-исследователи разработали интересное решение, которое поможет нашим клиентам решить эти проблемы.
В нашей инновационной и запатентованной технологии снижения расхода электрода (ECR) используется новый процесс нанесения антиоксидантного барьера на поверхность электрода во время работы печи.
ECR — это автоматизированный способ продлить срок службы электродов, одновременно повышая производительность и снижая выбросы парниковых газов.
Прочитать пример из практики
Как работает технология
Процесс ECRChemTreat непрерывно применяется в системе распыления воды и распределяется по поверхности электрода через распылительное кольцо. По мере испарения воды на поверхности электрода образуется видимый защитный барьер.
Этот запатентованный процесс не только обеспечивает защитный барьер над дельтой печи, но и обеспечивает дополнительную защиту от окисления, когда электрод проникает в печь. Оказавшись внутри печи, окислительный барьер расплавляется, расширяя защиту электрода и, в конечном итоге, уменьшая связанную с ним красную длину.
Оценка защитного барьера, образованного приложением ECR, с помощью сканирующего электронного микроскопаПрограмма управляется с помощью автоматизации, разработанной для обеспечения следующих преимуществ:
- Комплект управления технологическим процессом, предназначенный для работы в суровых условиях, окружающих печь
- Пропорциональное регулирование подачи химикатов на основе расхода
- Блокировка резервного насоса в периоды отсутствия потока
- Мониторинг запасов и анализ тенденций
- Проверка подачи химикатов и автоматическое оповещение
- Автоматическая отчетность о тенденциях с помощью нашей CTVista ® + интеллектуальная платформа управления водными ресурсами
Ваша опытная команда ChemTreat Primary Metals настроит программу для каждой печи на вашем предприятии. Разработка программы будет основываться на работе печи, конкретном химическом составе распыляемой воды, соответствующем оборудовании и связанном с ним тепловом потоке.
Разработка программы будет основываться на работе печи, конкретном химическом составе распыляемой воды, соответствующем оборудовании и связанном с ним тепловом потоке.
Результаты
Предприятия, которые в настоящее время используют эту технологию, получили следующие годовые результаты на печь:
- Среднее снижение расхода электрода на 10,4 %
- В среднем 500–1 200 тонн CO 2 на печь ежегодно ликвидируется
- Повышение производительности предприятия за счет сокращения времени добавления электрода
Вся информация об экономии рассчитывается и регистрируется в калькуляторе ECR в CTVista 9 компании ChemTreat.0034 ® + программное обеспечение.
Все сайты разные. Результаты могут отличаться.
Хотите узнать больше?
Свяжитесь с нами, чтобы связаться со специалистом ChemTreat по поводу ECR.
Как рассчитать скорость наплавки для сплошной проволоки
Часто задаваемый вопрос, который задают производители, пытающиеся определить затраты, связанные со сваркой: Сколько фунтов проволоки я могу наплавлять в час? Или сколько фунтов проволоки я могу укладывать при определенной силе тока или скорости подачи проволоки? Существуют диаграммы, которые помогут вам определить это, но всегда хорошо иметь простую формулу.
Прежде чем приступать к этим расчетам, очень важно провести различие между скоростью осаждения и скоростью плавления. Многие люди в нашей отрасли используют эти два термина взаимозаменяемо, и это неправильно. Скорость оплавления показывает, сколько проволоки расходуется, и не учитывает эффективность электрода. Скорость наплавки показывает, сколько проволоки фактически превращается в металл сварного шва. Эффективность сплошной проволоки может варьироваться от 88 до 9.8%, так что вы можете иметь точно такую же скорость плавления, но значительно разные скорости наплавки, если вы свариваете с той же скоростью подачи проволоки, но с другим режимом переноса металла.
Теперь к формуле:
Скорость наплавки = 13,1 (D²) (WFS)(EE)
D = диаметр электрода
WFS = скорость подачи проволоки ( дюйм/мин)
EE = КПД электрода
13.1 – константа, используемая для стали и основанная на плотности стали. Эту же константу можно использовать для проволоки из нержавеющей стали, так как разница составляет всего 1/1000. Алюминий, с другой стороны, должен был бы быть константой примерно в три раза меньше, чем сталь, или 4,32.
Эффективность электрода для сплошной проволоки может варьироваться в зависимости от режима переноса металла. Мы не собираемся сейчас вдаваться в подробности того, как достичь каждого из них. Ниже приведены типичные КПД для каждого из режимов.
Перенос при коротком замыкании: 90-93%
Перенос на поверхностное натяжение: 98% (STT является торговой маркой Lincoln Electric Company)
Шаровидный перенос: 88–90%
Осевой перенос распылением: 98%
Импульсный распылительный перенос: 9Обычно 8%, но может быть меньше в зависимости от параметров и источника питания. Они работают с защитным газом 90/10 при скорости 320 дюймов в минуту и напряжении 30 вольт. При этих настройках мы находимся в режиме переноса распыления.
Они работают с защитным газом 90/10 при скорости 320 дюймов в минуту и напряжении 30 вольт. При этих настройках мы находимся в режиме переноса распыления.
Скорость осаждения = 13,1(0,052)² (320) (0,98) = 11,1 фунта в час просто следуй следующие шаги:
- Вычислить площадь круга -> Квадрат радиуса * пи
- Умножить на плотность используемого металла
- Умножить скорость подачи проволоки в несколько раз
- Умножить на 60 (чтобы получить скорость наплавки в час, если скорость подачи проволоки выражается в минуту)
- Настройте любые единицы для соответствия (например, если вы использовали сантиметры для плотности или другие единицы измерения)
- Умножить на эффективность электрода
Источник: Руководство по сварке GMAW от Lincoln Electric
Опубликовано
Категории: Процесс GMAW, Расходы на сварку Раскрытие информации о связи материалов: Некоторые ссылки в посте выше являются «партнерскими ссылками».