Производства станок для шурупов: Холодновысадочной оборудование для производства винтов, саморезов и шурупов холодным способом
alexxlab | 14.04.1992 | 0 | Разное
Станки для производства саморезов в России
- Главная
- Продажа
- Специализированные станки и оборудование
- Станок для производства саморезов
Вы можете очень быстро сравнить цены станка для производства саморезов и подобрать оптимальные варианты из более чем 110837 предложений
Реклама Линия для производства поддонов PL Линия сконструирована без лишних станков, Вы не увидите 3-его ротатора (переворота) поддона, вместо этого наши конструкторы разработали станок снятия фаски поддона с верхним расположением фрез, что… Подробное описание и цена >>>
Резьбонакатный станок для производства саморезов
Состояние: Новый
Резьбонакатный станок для производства саморезовХарактеристики:Максимальный диаметр: 6 мм.Максимальная длина: 75 мм.
01.07.2022 Москва (Россия)
20 500
Станки для производства саморезов
Состояние: Новый Производитель: Китай
В наличии
Станки для изготовления саморезов:1. Холодновысадочный станок WN0564 (для формирования головки саморезов)2. Резьбонакатный станок WN06050 (для накатывания резьбы саморезов)В наличии в Абакане,…
30.07.2021 Абакан (Россия)
1 495 000
Станки для производства саморезов
Состояние: Б/У Год выпуска: 2015 Производитель: SIMSOR TSIMSON Coch Com Dujiangyan Beyond Machinery Manufacturing Co., Ltd. (Китай)
Станок для холодной высадки SH-15B, двух-ударный, однопозиционный,SIMSOR TSIMSON Coch Com Dujiangyan Beyond Machinery Manufacturing Co. , Ltd. в количестве 3 штуки.Технические характеристики…
, Ltd. в количестве 3 штуки.Технические характеристики…
20.12.2019 Казань (Россия)
6 250 000
Оборудование для производства саморезов Москва станок
Состояние: Новый Производитель: Китай (Китай)
В наличии
Продаем станок для производства саморезов в Москве с доставкой из Китая.Линия по производству саморезов (шурупов) купить с доставкой от производителя.Производственная мощность 120 винт /…
05.09.2022 Москва (Россия)
Cтанок для производства саморезов по дереву в мск и нск
Состояние: Новый Производитель: Китай
Хотите начать свой бизнес и купить станок для производства саморезов по дереву? Компания ООО “Альфа “предлагает производственные линии для изготовления метизов по выгодной стоимости для. ..
..
05.09.2022 Москва (Россия)
Станок для производства стальных отводов
Состояние: Новый
В наличии
Станок для производства стальных крутоизогнутых отводов с помощью холодного изгибания труб,наматыванием на гибочный ролик. [email protected]Станок для производства стальных…
21.04.2014 Москва (Россия)
390 000
Станок для производства колючей проволоки
Состояние: Новый
В наличии
Компания Siman выпускает различные виды автоматических станков для производства колючей проволоки. В наличии и под заказ станки для выпуска одноосновной и двухосновной колючей проволоки, а также…
15.06.2016 Москва (Россия)
Станок для производства шарнирной сетки
Состояние: Новый
В наличии
Завод строительных сеток Siman выпускает и предлагает уникальный станок для производства шарнирной сетки. Шарнирная сетка применяется по всем мире как №1 для ограждения больших сельскохозяйственных…
Шарнирная сетка применяется по всем мире как №1 для ограждения больших сельскохозяйственных…
15.06.2016 Москва (Россия)
Станки для производства окоренных кольев фирмы Bezner
Состояние: Б/У
Станки для производства окоренных кольев фирмы Bezner 1. Окорочный станок Тип – WP-35T Год выпуска – 1977 Диаметры готовой продукции – 3 – 20 см Максимальный диаметр сырья – 250 мм Длина…
26.08.2020 Рязань (Россия)
Станок для производства полукруглого водосточного желоба
Состояние: Новый Год выпуска: 2015
Мобильный прокатный станок для производства полукруглого водосточного желоба 125 и 150 мм. Производительность – 9 или 15 м/мин (в зависимости от комплектации). Бесшовный полукруглый. ..
..
27 500
Станок для производства отводов YDM
Состояние: Новый Год выпуска: 2016
Компания «Вентас» представляет станок по производству отводов YDM (ILMAKSAN, Турция) по заводским ценам. Назначение данного оборудования – фальцевое соединение сегментов фасонного изделия.Станок…
18.10.2018 Москва (Россия)
2 342 205
Станок по производству колена водосточной трубы. Листогиб
Состояние: Новый Год выпуска: 2015 Производитель: США
В наличии
Компания «ГЛОБАЛ ТРЕЙД» эксклюзивный официальный поставщик полного комплекта водосточного и кровельного оборудования: станков по производству водосточной трубы, водосточного желоба, колена.
21.10.2022 Ростов-на-Дону (Россия)
400 000
станок для производства бескаркасных арочных ангаров
Состояние: Новый Год выпуска: 2014
В наличии
Мобильный станок для производства бескаркасных арочных ангаров. Минимальные сроки изготовления конструкций. Экономия на крепеже, балках,швеллерах. Монтаж на стройплощадке.
21.07.2015 Первоуральск (Россия)
1 800 000
Экструзионная линия (станок) для производства профиля ПВХ для натяжных потолков, багет, гарпун, вставка
Состояние: Новый
Экструзионная линия (станок) для производства профиля ПВХ для натяжных потолков, багет, гарпун, вставка. Гарантия качества.
Доставка до Вас+пусконаладка и обучение.
(Экструзионная линия + 3. ..
..
18.05.2016 Дзержинск (Россия)
32 000
Ручной станок для производства профнастила ZT 2150
Состояние: Новый
В наличии
Описание: • глубина подачи листа не ограничена • Толщина листа до 0,7мм • Рабочая длина 2150 мм • Профиль С18 (С8 ; С10 под заказ) • производительность в смену 8 часов: до 250 погонных…
25.10.2016 Москва (Россия)
162 400
Ручной станок для производства профнастила ZT 2150
Состояние: Новый
В наличии
Описание: • глубина подачи листа не ограничена • Толщина листа до 0,7мм • Рабочая длина 2150 мм • Профиль С18 (С8 ; С10 под заказ) • производительность в смену 8 часов: до 250 погонных…
25.10. 2016
Москва (Россия)
2016
Москва (Россия)
162 500
Станок для производства штукатурной сетки ПВС-1250У
Состояние: Б/У Год выпуска: 2012 Производитель: Россия
Станок для производства штукатурной сетки ПВС-1250У плюс два комплекта ножей
20.01.2016 Нарофоминск (Россия)
1 000 000
Экструзионно-выдувные станки по производству канистр 5 литров, 10 литров
Состояние: Б/У
Компания купит экструзионно-выдувные станки для производства штабелируемых полиэтиленовых канистр 5 и 10 литров. Нужны станки с автоматической обрезкой облоя, паризон контроль, двухсекционные….
25.01.2016 Армавир (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по станку для производства саморезов почти как на Авито и TIU
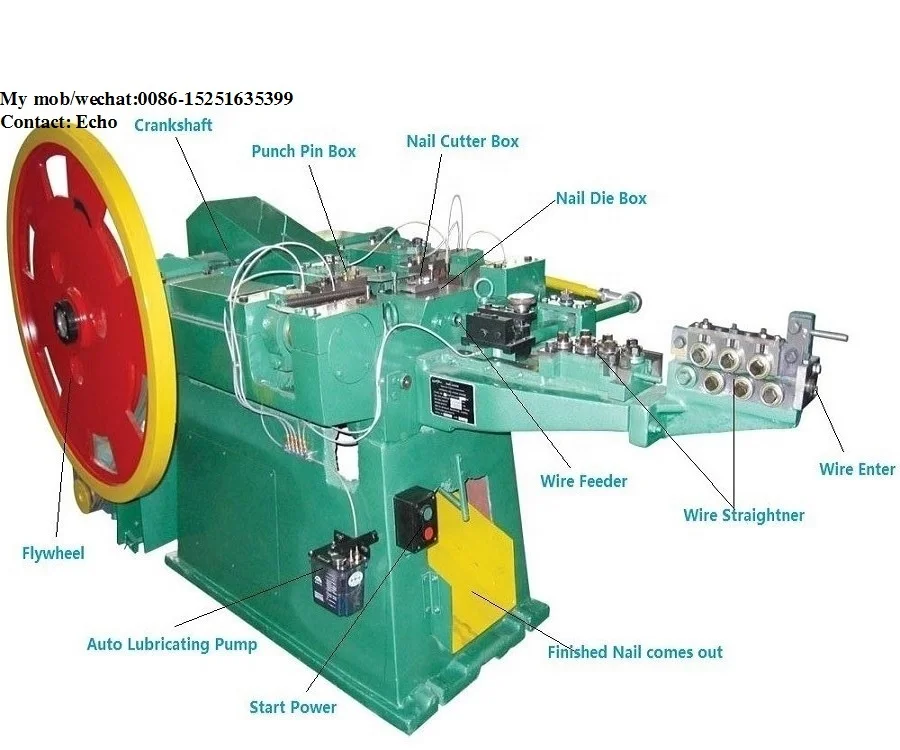
Видео станка для производства саморезов
Станки для изготовления саморезов и материалы для производства крепёжных деталей, технология процесса
Крепёжное изделие, которое при соединении двух разнородных материалов, способно в одном из них нарезать резьбу называется саморезом.
Отсутствие необходимости просверливания отверстия под элемент соединения, обуславливает широкое применение таких крепежей во многих отраслях народного хозяйства (промышленное и гражданское строительство, производство бытовой техники, машиностроение).
- Ассортимент продукции
- Технология производства саморезов
- Станки для изготовления саморезов
- Принцип работы оборудования
- Проволока для производства саморезов
Ассортимент продукции
В России производство металлических изделий (метизов) в основном освоено на базе крупных предприятий по металлообработке, но наладить выпуск качественной продукции можно и основываясь на небольшие цеха. Рентабельность таких предприятий напрямую зависит от качества и ассортимента метизов. Выпускаемые крепления могут быть самых разных видов:
- Кровельные.
- Для деревянных изделий.
- Для соединения металлических частей.
- Для гипсового картона.
- Создания сэндвич панелей.

- Крепления и производства оконных профилей.
- Универсального применения.
- С прессованной шайбой.
- Типа «клоп».
Ограничиваться только выпуском одного вида продукции — совершенно непрактично. Поэтому, чтобы удовлетворить запросы и потребности строительного рынка, желательно освоить производство нескольких видов одновременно, благо, оборудования для производства саморезов выпускается большое количество.
Технология производства саморезов
Всю технологию производства металлического крепежа можно разделить на несколько ключевых операций:
- Стальная проволока, выступающая в качестве основного сырья для производства саморезов, подаётся на автоматически управляемый станок, где происходит формирование промежуточного полуфабриката. Сразу же прессуется шляпка будущего металлического самореза, посредством холодновысадочного процесса.
- Далее, заготовка по ленте конвейерного типа подаётся в станок, где, с помощью виброзахватывающего механизма направляется на образование резьбы в специальном станке.

- Следующим этапом происходит термообработка заготовки, с последующим удалением крупных включений и мойкой метиза.
- Следующей операцией будет химическая обработка, которая проводится с целью нанесения на металлическую основу защитного антикоррозийного покрытия.
- Затем происходит окончательная сушка готового крепежа.
- Заканчивается технологический процесс проверкой качественного соответствия детали и упаковкой её.
Как видно, весь технологический процесс разбит на несколько разнохарактерных этапов, поэтому для производства самореза потребуется наличие многофункциональных станков.
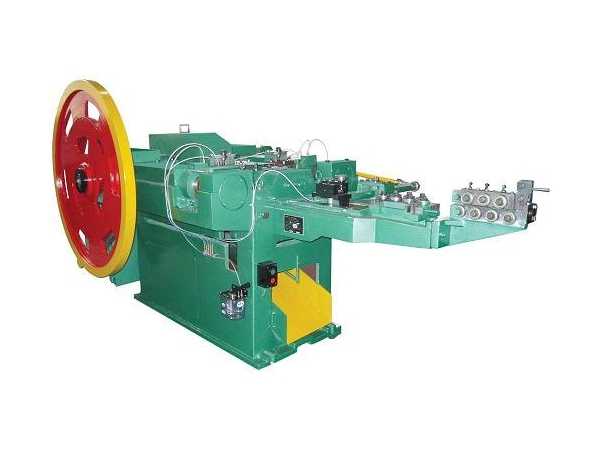
Станки для изготовления саморезов
Процесс производства саморезов происходит на нескольких станках, различной функциональной направленности. В состав такой небольшой производственной линии входят:
- Оборудование холодновысадочное. Условно такое оборудование можно разделить на две группы: с защитным кожухом и полузащитным кожухом.
 Наиболее простые модели предназначены для выпуска одного вида продукции. Отличаются между собой системой управления, производительностью, автоматизацией работы агрегата, ассортиментом выпускаемых изделий. Более производительные и дорогостоящие станки позволяют расширить ассортимент до возможности изготовления винтов, шурупов и других видов металлических изделий. Некоторые модели способны формировать на носике изделия сверлящий наконечник. Производительность таких станков находится в пределе 250 штук в минуту.
Наиболее простые модели предназначены для выпуска одного вида продукции. Отличаются между собой системой управления, производительностью, автоматизацией работы агрегата, ассортиментом выпускаемых изделий. Более производительные и дорогостоящие станки позволяют расширить ассортимент до возможности изготовления винтов, шурупов и других видов металлических изделий. Некоторые модели способны формировать на носике изделия сверлящий наконечник. Производительность таких станков находится в пределе 250 штук в минуту. - Станок — резьбонакатной. Имеет возможность обеспечить изготовление резьбы на изделие, посредством сменной плоской плашки. В зависимости от модели станка, можно варьировать шаг резьбовой нарезки.
- Печь терм закалочная. Применение её необходимо для проведения закаливания поверхности изделия до прочности не менее 55 единиц по шкале Бринелля. В такой печи происходит нагревание заготовки до температуры 1 тыс℃, с последующим отпуском металла, через одну минуту, и охлаждением его в специальной закалочной среде.
- Гальваническая линия. Используется для создания на поверхности защитного антикоррозийного покрытия, которое придаёт способность использования саморезов в различных влажных средах. Покрытие может наноситься процессом фосфатирования, оксидирования и нанесением цинка. Конструктивно такая линия имеет несколько ванн, где происходят электрохимические реакции по нанесению защитного слоя.
- Центрифуга. С помощью такой установки осуществляется сушка горячим воздушным потоком готовых изделий, после проведения операции мойки от остатков химических веществ и гальванических процессов.
Принцип работы оборудования
Принцип работы такого оборудования, несмотря на особую сложную форму готовых изделий практически ничем не отличается от изготовления обычных гвоздей. Сначала в автомат для обрезки поступает различного диаметра стальная проволока.
Ширина сырья будет определять исходные размеры изделия. Попадая в автомат, проволока разрезается на отдельные куски, после чего на этом же станке происходит штамповка головки самореза.
Следующим этапом будет подача изделия в аппарат для нарезания резьбы. Причём длина будущего готового изделия определяется ещё до подачи детали в этот станок.
Следующим этапом будет проводиться термическая обработка детали, посредством помещения её в специальную закалочную печь.
Заключительным этапом будет производиться мойка готовых деталей и антикоррозийная обработка. В итоге на выходе получается готовая крепёжная деталь, в зависимости от оборудования.
Проволока для производства саморезов
Для изготовления метизов необходимо подбирать соответствующее сырьё. Каждый определённый тип крепёжных изделий имеет соответствующие требования по ГОСТу. Все металлы отличаются по основным характеристикам — пластичности, твёрдости, химическому составу и т. д. Для производства крепёжных изделий, чаще всего применяется латунь, нержавеющая и высокоуглеродистая сталь.
По ряду технических особенностей, проволока, поставляемая в бобинах, более предпочтительна для изготовления крепёжных изделий. При выборе сырья, важно точно выяснить, для каких целей планируется дальнейшее применение крепёжных изделий. Требования очень отличаются для различных видов крепления (дерево, металл, гипсокартонной), а также среды, в которой они будут применяться (уличный вариант, помещение, агрессивная среда).
При выборе сырья, важно точно выяснить, для каких целей планируется дальнейшее применение крепёжных изделий. Требования очень отличаются для различных видов крепления (дерево, металл, гипсокартонной), а также среды, в которой они будут применяться (уличный вариант, помещение, агрессивная среда).
На практике доказано, что изготовление металлических крепёжных изделий — бизнес выгодный и высокорентабельный. И если имеются надёжные покупатели ваших изделий, выручка может быть очень высокой.
Наиболее качественными и высокотехнологичными считаются станки для изготовления саморезов китайских и тайваньских фирм. Их оборудование отличается и дешёвой ценовой характеристикой.
Станок для производства саморезов цена
Содержание:- Производительность станков
- Фирмы, производящие станки
- Станок для саморезов в работе:
- Станки для производства саморезов цена:
Среди самых различных материалов, которые используются для ремонтных и для строительных работ, отдельно можно говорить о саморезах. На сегодняшний день они не зря считаются достаточно востребованным видом продукции – без саморезов, в принципе, не мыслим не один ремонт, и не одно строительство. А потому производство саморезов становится довольно популярным видом современного бизнеса и приносит стабильный доход. Такое оборудование, предназначенное для изготовления саморезов, представлено не только отечественными, но и зарубежными фирмами. Такое оборудование обладает традиционно самыми различными техническими характеристиками, довольно широким ценовым диапазоном и отличаются по своей конструкции.
На сегодняшний день они не зря считаются достаточно востребованным видом продукции – без саморезов, в принципе, не мыслим не один ремонт, и не одно строительство. А потому производство саморезов становится довольно популярным видом современного бизнеса и приносит стабильный доход. Такое оборудование, предназначенное для изготовления саморезов, представлено не только отечественными, но и зарубежными фирмами. Такое оборудование обладает традиционно самыми различными техническими характеристиками, довольно широким ценовым диапазоном и отличаются по своей конструкции.
Производительность станков
К примеру, одни из самых последних и новейших станков обладают производительностью, определяющейся количеством произведенных саморезов – до шестидесяти штук в минуту. Обычно такие станки рассчитаны на выпуск конкретной продукции и ассортимент ограничен.
Оборудование, которое в большинстве случаев способно выпускать около двухсот пятидесяти саморезов за одну минуту. Можно говорить о большом разнообразии продукции, которая отличается по диаметру, по длине, по материалу, из которого изготовлены изделия. А потому не может быть одинаковой цена станков. Самое простое оборудование может стоить около двух тысяч долларов, а оборудование сложнее по конструкции и техническим характеристикам стоит намного выше. Цена будет зависеть также от вида станка и компании, которая его произвела.
Можно говорить о большом разнообразии продукции, которая отличается по диаметру, по длине, по материалу, из которого изготовлены изделия. А потому не может быть одинаковой цена станков. Самое простое оборудование может стоить около двух тысяч долларов, а оборудование сложнее по конструкции и техническим характеристикам стоит намного выше. Цена будет зависеть также от вида станка и компании, которая его произвела.
Фирмы, производящие станки
На современном рынке строительного оборудования станки, предназначенные для производства саморезов, выпускаются большим множеством компаний-производителей. Одним из самых больших показателей спроса имеет оборудование, которое выпускает Тайваньская фирма LianTeng, а также компания FOB. Они выпускают оборудование марок YH и NF.
К примеру, холодновысадочные станки для производства саморезов Yh3076 способены выдавать около ста двадцати саморезов за одну минуту. Следует отметить надежность этого оборудования на протяжении длительного времени и достаточную простоту его эксплуатации. Поэтому станок этой марки сегодня используется на многих предприятиях. Подобные холодновысадочные автоматы ориентированы на производство саморезов необыкновенно высокого качества и могут работать на достаточно высоком уровне точности. Но такой станок для производства саморезов цена ожидает довольно приличная. Тем не менее, они могут похвастаться небольшим сроком своей полной окупаемости. Спрос на станки этой марки сегодня только продолжает расти.
Поэтому станок этой марки сегодня используется на многих предприятиях. Подобные холодновысадочные автоматы ориентированы на производство саморезов необыкновенно высокого качества и могут работать на достаточно высоком уровне точности. Но такой станок для производства саморезов цена ожидает довольно приличная. Тем не менее, они могут похвастаться небольшим сроком своей полной окупаемости. Спрос на станки этой марки сегодня только продолжает расти.
Станок для саморезов в работе:
Станки для производства саморезов цена:
Сам процесс обыкновенного изготовления саморезов не несет в себе никаких особенных «подводных камней» и является достаточно простым. Более точно о цене той или иной марки оборудования, служащего для выше описанных целей, можно узнать в интернете. Введите в поисковик «станок для производства саморезов цена» и Вы будете вознаграждены списком всевозможным фирм-производителей и марок станков для производства саморезов.
Цену на станки можно узнать по запросу у компаний, приведенных ниже.
Купить станок для производства саморезов можно здесь:
ЗАО «Монолит»
Адрес: г. Москва, Авангардная, 5
Телефоны: (495) 452-18-92
ООО «Авто»
Адрес: г. Казань, ул. Восстания, 60
Телефоны: (843) 245-14-45
ООО «Техносервис Красная заря»
Адрес: г. Санкт-Петербург, Большой Сампсониевский проезд, 60
Телефоны: (812) 333-26-58
Читаем дальше – узнаём больше!
Прочный монтаж: использование закладных деталей и анкеров
Монтаж водяного теплого пола
Новые технологичные материалы, используемые в строительстве
Какие виды болтов востребованы в сферах быта и промышленности?
Саморезы по металлу со сверлом
- 2.
 68
68 - 1
- 2
- 3
- 4
- 5
Голосов: 250
Ответить
Загрузить ещё
Производители винтовых машин Поставщики
Список производителей винтовых машин
Производители винтовых машин производят детали и продукты для клиентов в различных чувствительных и критических приложениях / отраслях, включая бытовую технику, строительство, производство, производство автомобилей, электронные компоненты, лаборатория, армия и оборона, а также медицина и здравоохранение.
Производимая продукция Несмотря на свое название, винтовые станки производят больше, чем просто винты. Благодаря множеству экономичных методов механической обработки и обработки с ЧПУ винтовые станки производят широкий спектр деталей и изделий. Примеры включают как стандартные, так и нестандартные биоимплантаты, фитинги, миниатюрные медицинские инструменты, металлические ручки, специальные крепежные детали, шпиндели, шлицы, шпоночные пазы, резьбовые стержни, манометры и многие другие металлические детали, обработанные с точными допусками.
Винтовые машины — H & R Screw Machine Products, Inc.
История За последние двести или около того лет термин «винтовые машины» изменился и стал означать несколько разных вещей. Во-первых, в 1840-х годах револьверные станки называли винтовыми. Они использовали их для создания различных деталей и продуктов, являющихся неотъемлемой частью машин, используемых в их быстро индустриализирующемся мире. В 1860-х годах разные изобретатели начали брать элементы револьверного станка и механизировать их. После этого механические токарные станки стали называть автоматическими винтовыми станками, а более ранние винтовые станки — ручными винтовыми машинами или ручными винтовыми машинами. Затем, в 1865 году, после того как Джозеф Р. Браун запатентовал свой фрезерный станок для нарезки спиралей и назвал его винтовым станком, некоторые люди начали использовать другую терминологию для револьверного станка, а другие нет. К их чести, было довольно сложно уследить за всеми стремительными изменениями, происходящими во время промышленной революции.
Тем временем, примерно в это же время, швейцарцы изобрели свои собственные винтовые станки, которые помогли им в изготовлении точных часов. По сей день люди называют этот тип винтовой машины швейцарской винтовой машиной.
В 1880 году Оскар С. Бил и инженеры компании Brown and Sharpe разработали первую полностью автоматическую винтовую машину. Все, что производилось до этого, было перепрофилировано в полуавтоматические винтовые станки. Вскоре после этого производители вообще перестали называть токарные револьверные головки винтовыми станками.
В 1940-х и 1950-х годах инженеры разработали технологию числового программного управления (ЧПУ). С его помощью они смогли изготовить винтовые станки с ЧПУ. В 1970-х они сделали первый швейцарский винтовой станок с ЧПУ, который сначала использовался только в электронной и полупроводниковой промышленности. В 1990-х годах инженеры распространили использование швейцарского завинчивания с ЧПУ на аэрокосмическую промышленность, здравоохранение и различные промышленные приложения.
Сегодня производители используют винтовые станки с ЧПУ для изготовления бесчисленных деталей и изделий для винтовых машин. Современные шнековые машины быстрее, эффективнее и способны выдерживать более высокие объемы загрузки, чем когда-либо. Поскольку наш мир требует застежек, мы сомневаемся, что в ближайшее время они станут неактуальными.
Процесс обработки материаловПри выполнении своих многочисленных функций винтовые станки могут использовать любое количество металлических материалов, наиболее распространенными из которых являются алюминий, латунь, сталь, нержавеющая сталь и титан.
Алюминий — природный элемент с атомным номером 13. Этот пластичный металл немагнитен, устойчив к коррозии и имеет низкую плотность. Производители винтовых машин полагаются на алюминиевые винты в таких отраслях, как строительство и архитектура, аэрокосмическая промышленность и транспорт.
Латунь представляет собой сплав, состоящий в основном из меди и цинка. Латунь яркая, с сильным золотым оттенком. Он предлагает низкое трение, хорошую обрабатываемость, долговечность и отсутствие искрения. Он также противомикробный. Латунные винты наиболее распространены в архитектуре, декоративных целях и сантехнике.
Латунь яркая, с сильным золотым оттенком. Он предлагает низкое трение, хорошую обрабатываемость, долговечность и отсутствие искрения. Он также противомикробный. Латунные винты наиболее распространены в архитектуре, декоративных целях и сантехнике.
Сплавы стали являются одними из наиболее часто подвергаемых токарной обработке металлов. Стальные сплавы, состоящие в основном из железа и углерода, известны своей высокой прочностью на растяжение. По этой причине стальные винты используются в самых разных отраслях, от транспорта до обороны.
Нержавеющая сталь – один из самых прочных стальных сплавов. Это не менее 10,5% хрома по массе. Нержавеющая сталь устойчива к коррозии, устойчива к пятнам, прочна и легко стерилизуется. Он популярен в строительстве, медицинских приборах, производстве деталей, машин, товаров для дома и многом другом.
Титан , известный в периодической таблице как Ti, является чрезвычайно прочным переходным металлом. В дополнение к своей прочности, он известен своей низкой плотностью, легким весом и чрезвычайной коррозионной стойкостью. Титан является фаворитом в аэрокосмической, автомобильной, санитарной и медицинской промышленности.
Титан является фаворитом в аэрокосмической, автомобильной, санитарной и медицинской промышленности.
Производители выполняют свою работу в мастерских по обработке винтов, где они имеют доступ ко всему, что им нужно для выполнения точной обработки винтов. Они делают выбор материала продукта, дизайна продукта и типов обработки на основе требований заказчика. Во время работы винтового станка производители начинают с подачи металлического прутка, который может быть квадратным, круглым или шестиугольным, в его подачу прутка. Пруток вращается, когда сталкивается с любым количеством автоматических инструментов, таких как инструменты для сверления, резки, вырубки или накатки. Такие инструменты крепятся к винтовому станку. Эти инструменты формируют прутковый заготовку на части путем сверления, срезания излишков и сглаживания заготовки. Часто производители размещают эти инструменты на станциях, установленных на различных возможных осях, включая револьверную головку, горизонтальную направляющую и вертикальную направляющую.
Наиболее распространенными типами винтовых станков являются винтовые станки с ЧПУ и токарные станки с ЧПУ, также известные как токарные станки с ЧПУ.
Винтовые станки с ЧПУ могут одновременно обрабатывать до шести деталей и могут одновременно работать с несколькими шпинделями. Они чрезвычайно полезны для приложений массового производства. Обработка винтов с ЧПУ и токарная обработка с ЧПУ могут создавать более однородные, сложные и точные детали.
Токарные станки с ЧПУ также могут обрабатывать до шести деталей одновременно. Однако они не могут нести столько шпинделей, сколько станки с ЧПУ, и поэтому не так универсальны. Они также не подходят для массового производства.
К другим типам винтового оборудования относятся механические винтовые станки, многошпиндельные винтовые станки с ЧПУ, винтовые станки швейцарского типа и роликовые станки.
Механические винтовые станки состоят из восьми или более одновременно работающих шпинделей, металлического прутка, прикрепленного к пружинным цангам шпинделей, главного приводного вала, ведущего рабочего вала станины, двух передних кулачковых валов, двигателя и органов управления. Главный приводной вал управляет двумя передними кулачковыми валами и приводит в действие ведущий рабочий вал станины. Между тем, двигатель, который находится в основании машины, обеспечивает питание для всех операций. Его мощность варьируется в зависимости от размера и скорости машины, которую он приводит в действие, и запаса, который формирует машина. Традиционные винтовые станки с самого начала дешевле, могут производить большие объемы продукции и по своей природе не медленнее, чем их аналоги с ЧПУ. Так что в некоторых условиях они работают невероятно хорошо.
Главный приводной вал управляет двумя передними кулачковыми валами и приводит в действие ведущий рабочий вал станины. Между тем, двигатель, который находится в основании машины, обеспечивает питание для всех операций. Его мощность варьируется в зависимости от размера и скорости машины, которую он приводит в действие, и запаса, который формирует машина. Традиционные винтовые станки с самого начала дешевле, могут производить большие объемы продукции и по своей природе не медленнее, чем их аналоги с ЧПУ. Так что в некоторых условиях они работают невероятно хорошо.
Многошпиндельные винтовые станки с ЧПУ являются примером гибридных станков, которые преодолевают разрыв между механическим стилем и стилями винтовых станков с ЧПУ. Многошпиндельные винтовые станки с ЧПУ требуют времени для настройки, требующей проектирования деталей, проектирования САПР и общего системного программирования. Однако после установки они оказываются весьма рентабельными, особенно при длительных производственных циклах.
Винтовые машины швейцарского типа являются более традиционными винтовыми машинами. Они успешно занимаются массовым производством винтовых станков с момента их изобретения в Швейцарии в конце 1800-х годов. Они отличаются от других винтовых станков тем, что в них используются поворотные направляющие для перемещения металлического прутка. Кроме того, они работают в первую очередь за счет сбривания указанного прутка. Они доступны как в механических вариантах, так и в вариантах с ЧПУ. Швейцарские винтовые станки с ЧПУ чрезвычайно универсальны; их 8 с лишним шпинделей могут работать на разных скоростях одновременно.
Накатные станки — это станки, которые производители используют для накатывания внутренней резьбы. Как правило, накатные станки состоят из резьбонакатного штампа, который вдавливается в заготовку. Резьбонакатные станки позволяют производить большие тиражи.
Вариации и аналогичные процессы Производители выбирают различные процессы наплавки, чтобы придать изделиям винтовых машин различный вид или функции./3a42c959cc31fd7.ru.s.siteapi.org/img/2677457e18069d7825b8cb69e3c340aa21bd49d4.png) Примеры этих процессов включают токарную обработку, накатку, накатывание резьбы, накатывание резьбы и вращательное протягивание.
Примеры этих процессов включают токарную обработку, накатку, накатывание резьбы, накатывание резьбы и вращательное протягивание.
Токарная обработка — это процесс ротационной обработки, с помощью которого производители выполняют ряд операций с деталью, таких как сверление, прорезка пазов, накатка, нарезание резьбы и фрезерование.
Накатка — это процесс, при котором на поверхности металла создается узорчатая текстура, обеспечивающая сцепление. Производители используют этот процесс для отделки металлических фонарей, гаек, ручек, рукояток инструментов и многого другого.
Формование резьбы Процессы используются для формирования головок винтов. Поскольку нарезание резьбы требует много времени, производители чаще используют его на токарных станках, чем на винтовых станках. И накатка, и ротационная протяжка используют холодную формовку и, следовательно, не требуют высокой температуры некоторых других процессов формовки.
Накатка резьбы — это метод нарезания резьбы, при котором используются штампы из закаленной стали, которые накатываются на заготовку. Вместо того, чтобы удалять материал, процесс накатывания резьбы фактически перемещает его. Это делает более прочными винты и другие детали с резьбой. Производители предпочитают накатывать детали своих винтовых машин не только потому, что накатыванием резьбы получаются прочные детали, но и потому, что при этом получается гладкая, ровная и точная резьба.
Вместо того, чтобы удалять материал, процесс накатывания резьбы фактически перемещает его. Это делает более прочными винты и другие детали с резьбой. Производители предпочитают накатывать детали своих винтовых машин не только потому, что накатыванием резьбы получаются прочные детали, но и потому, что при этом получается гладкая, ровная и точная резьба.
Ротационный протяжной – еще один распространенный процесс отделки винтов. При вращательной протяжке используется пилообразный режущий инструмент, называемый вращающейся протяжкой или качающейся протяжкой, для вырезания в металле неправильной формы.
Преимущества Есть много причин любить винтовые станки. Во-первых, точность и жесткие допуски, которых производители могут достичь с помощью обработки винтов, трудно сравниться. Редко детали, созданные с помощью других процессов изготовления и формовки металла, приближаются по качеству к продуктам винтовых станков. Винтовые станки, возможно, являются лучшими устройствами для формирования точеных деталей. Кроме того, технология ЧПУ, которую используют почти все винтовые станки, предлагает множество преимуществ производителям токарной продукции, включая более однородные детали и более высокую производительность обработки.
Кроме того, технология ЧПУ, которую используют почти все винтовые станки, предлагает множество преимуществ производителям токарной продукции, включая более однородные детали и более высокую производительность обработки.
Если вы планируете приобрести один или несколько нестандартных винтов, вам следует работать с компанией-производителем высококачественных деталей, которой вы можете доверять. Есть много производителей винтовых станков, которые утверждают, что они лучшие, но, к сожалению, не все их заявления выдерживают критику. Чтобы убедиться, что вы все сделаете правильно с первого раза, мы составили список опытных компаний-производителей, которые многократно доказали свою ценность в отрасли точной обработки. Вы найдете эти списки, прокручивая вверх. Между этими абзацами втиснуты производители с соответствующей контактной информацией и профилями компаний.
Прежде чем вы начнете проверять список, который мы перечислили, мы рекомендуем вам потратить некоторое время на то, чтобы составить свой собственный список. В этом списке должны быть указаны ваши спецификации, в том числе ваш запрос на объем продукта, требуемое время выполнения заказа, ваши предпочтения в отношении доставки, ваши стандартные требования и ваш бюджет. Имея этот список, вы сможете быстрее увидеть, у каких производителей есть нужные вам возможности, а у каких нет. Используйте свой список в качестве квалификационного списка и выберите три или четыре компании, с которыми вы хотели бы поговорить. Обратитесь к каждому из них, на этот раз используя свой список, чтобы ваш разговор был целенаправленным и продуктивным. После того, как вы поговорили с каждым из них, сравните и сопоставьте их услуги и возможности и выберите подходящую для вас компанию-производителя. Хорошей охоты!
В этом списке должны быть указаны ваши спецификации, в том числе ваш запрос на объем продукта, требуемое время выполнения заказа, ваши предпочтения в отношении доставки, ваши стандартные требования и ваш бюджет. Имея этот список, вы сможете быстрее увидеть, у каких производителей есть нужные вам возможности, а у каких нет. Используйте свой список в качестве квалификационного списка и выберите три или четыре компании, с которыми вы хотели бы поговорить. Обратитесь к каждому из них, на этот раз используя свой список, чтобы ваш разговор был целенаправленным и продуктивным. После того, как вы поговорили с каждым из них, сравните и сопоставьте их услуги и возможности и выберите подходящую для вас компанию-производителя. Хорошей охоты!
Типы винтовых станков — руководство по покупке Томаса
Введение
Винтовые станки — это автоматизированные токарные станки для металлообработки, которые были разработаны в Швейцарии в конце 1800-х годов для производства большого количества одинаковых деталей, таких как винты. В то время Швейцария была ведущим производителем часов, измерительных приборов, машин и оптики, и это лишь некоторые из них. Для этих продуктов требовались прецизионные детали, включая штифты, винты, валы и болты. Производство многих из этих продуктов было бы чрезвычайно дорогим без надежного оборудования для массового производства этих критически важных деталей с высоким контролем качества и повторяемостью.
В то время Швейцария была ведущим производителем часов, измерительных приборов, машин и оптики, и это лишь некоторые из них. Для этих продуктов требовались прецизионные детали, включая штифты, винты, валы и болты. Производство многих из этих продуктов было бы чрезвычайно дорогим без надежного оборудования для массового производства этих критически важных деталей с высоким контролем качества и повторяемостью.
Типы винтовых станков
Два типа винтовых станков: Swiss и Turret. Swiss Screw Machine названа в честь своего происхождения в Швейцарии, где часовщики использовали ее для изготовления точных компонентов, где заготовка устанавливается на поворотный суппорт, который затем поворачивается, чтобы позволить винтовой машине отрезать инструмент в соответствии с требуемой спецификацией. Тип Turret, также известный как Brown & Sharpe по имени производителя, помещает заготовку на вертикальный цилиндр, который работает в токарном станке, что позволяет производить высокоточные детали в больших объемах.
Швейцарский винтовой станок
При создании высокоточных инструментов обработка швейцарских винтов является идеальным решением. В дополнение к точной резке швейцарского станка с ЧПУ, он может одновременно выполнять множество других операций, что может значительно ускорить процесс обработки. Swiss Screw Machine можно запрограммировать на резку с допуском 0,0002 дюйма при скорости 10 000 об/мин. Эта скорость недостижима на других станках с ЧПУ.
Этот процесс можно использовать во многих приложениях, и одной из отраслей, которые в значительной степени зависят от этого процесса, является автомобильная промышленность. Причина в том, что они производят детали в больших объемах по низкой цене и с высокой скоростью выпуска автомобилей в день.
Швейцарский винтовой станок Особенности:
- Модификация микрометра на держателях инструментов
- Массивная конструкция, короткий ход инструмента и высокая жесткость
- Выход высокой точности
- Короткое время цикла
- Заготовку можно перемещать в осевом направлении относительно инструментов для создания элементов вдоль ее длины вместо перемещения инструмента
Револьверно-винтовой станок
Винтовые станки револьверного типа дают очень похожие результаты на швейцарские винтовые станки. Однако разница в точности варьируется.
Однако разница в точности варьируется.
Токарно-револьверный станок представляет собой вращающиеся круглые тиски, которые зажимают круглую часть, как вал, вращают ее вокруг своей оси или удерживают неподвижно, позволяя инструменту входить под любым углом вокруг нее для выполнения процедуры обработки части. проводится. Башня поддерживает его до тех пор, пока не будет завершена вся последовательность операций, после чего башня освобождает часть и падает на дно машины.
Машина перемещает отрезок стального стержня на место для создания винтов, блокирует револьверную головку, начинает вращаться и использует инструменты для формирования головки винта, еще один инструмент сбоку для нарезания резьбы. Затем диск спереди, чтобы отрезать паз отвертки в головке винта, и, наконец, отрезной инструмент, чтобы отрезать готовый винт от стержня. Затем турель освобождает винт, толкает шток вперед, снова блокирует турель и повторяет процесс изготовления другого винта. Для каждого винта требуется около 10 секунд.
Револьверно-винтовой станок, за исключением подачи инвентарных длин, может повторять процесс быстро и точно с минимальным вмешательством человека. Операция изначально программируется пользователем механически с помощью последовательности кулачков, рычагов, изменений индексации, приспособлений и зажимов. Каждое движение было точно рассчитано по времени и настроено на мастер-камеру для всей последовательности.
Большинство современных винтовых станков можно запрограммировать с персонального компьютера, и программа может быть приобретена за считанные секунды по сети или по телефонной линии для определенной части собственного управляющего компьютера винтового станка. Измерения контроля качества могут автоматически отслеживаться, поскольку компоненты изготавливаются винтовым станком.
Резюме
В этой статье представлено понимание типов винтовых машин. Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Прочие изделия для механической обработки
- Различные процессы обработки
- Современные инструменты для обработки
- Процессы микросверления
- Ресурсы по обработке — руководство по домашней автоматизации
- Ведущие поставщики услуг EDM в США
- Ведущие поставщики услуг по обработке винтов в США
- История промышленной революции: от рукотворного до механической обработки
- О прецизионной обработке — краткое руководство
- Что такое обработка? Руководство по различным видам обработки
- Типы формовочного оборудования – Руководство для покупателей ThomasNet
- Типы обрабатывающих тисков — Руководство для покупателей ThomasNet
- Все о КИМ
- СОЖ для механической обработки
- Об удалении заусенцев
- Будущее автоматизации обработки с ЧПУ: интервью с Сарой Бойсверт
- Лучшие мини-мельничные станки
- Все о 5-осевой обработке с ЧПУ
Прочие «Типы» изделий
- Типы энкодеров — Руководство для покупателей ThomasNet
- Типы фильтров — Руководство для покупателей ThomasNet
- Типы элементов управления и контроллеров — Руководство по покупке ThomasNet
- Различные типы воздушных фильтров
- Типы катушек индуктивности и сердечников
- Аэрокосмический крепеж: типы и материалы
- Типы защелок
- Типы труб из нержавеющей стали
- Типы медицинской упаковки — Руководство для покупателей ThomasNet
- Типы контроллеров двигателей и приводов
- Типы ЧПУ
- Типы порошковых покрытий
- Типы фенолов и фенольных материалов — Руководство для покупателей ThomasNet
- Типы операций высечки
- Типы сверл с ЧПУ
- Типы мультиплексоров
- Типы кримперов — Руководство по покупке ThomasNet
- Типы датчиков температуры
- Типы розеток
- Три типа медицинских покрытий
Больше из Изготовление и изготовление на заказ
Автоматическая машина для изготовления винтов с шестигранной головкой – Машина для изготовления болтов и гаек | Машина холодной ковки | Машина для производства винтов | Прогрессивный штамповочный пресс и форма | Шнекорезная машина | Резьбонакатная машина
Описание
Размеры винтов с шестигранной головкой и чертеж
Основные характеристики автоматической машины для изготовления винтов с шестигранной головкой| Модель | Блок | 10Б-4С(64С) |
| Станции | шт. | Четыре |
| Сила ковки | Тонна | 40 |
| Макс. Диаметр резки материала | мм | 8 |
| Макс. Длина резки материала | мм | 70 |
| K.O Длина | мм | 60 |
| Длина P.K.O | мм | 13 |
| Размер штампа для резки | мм | 28*46 |
| Размер основного штампа | мм | 50*65 |
| Шаг штампа | мм | 60 |
| Размер пуансона | мм | 40*80 |
| Подходящий размер продукта | М3-М6 | |
| Макс. Длина продукта | мм | 50 |
| Мин. Длина продукта | мм | 10 |
| Макс. Скорость производства | шт/мин. | 300 |
| Мощность главного двигателя | кВт | 11 |
Прим. Вес машины Вес машины | Тонна | 7,5 |
1. Мы оставляем за собой право изменять вышеуказанные параметры и не можем быть уведомлены о любых изменениях;
2. Наиболее подходящая скорость производства продукта зависит от формы, размера и материала продукта;
3. Максимальный диаметр сдвига материала и подходящий диаметр изделия, указанные в таблице, рассчитаны для стали со средним содержанием углерода, что эквивалентно высокопрочным винтам 10,9.
Готовые установочные винты из нержавеющей стали с внутренним шестигранником
Готовый установочный винт с шестигранной головкой из нержавеющей стали
Область применения Автоматическая машина для изготовления винтов с шестигранной головкой
10B-4S / 64S 4 станции Progressive Bolt Former – это один из видов специализированной машины с высокой эффективностью и автоматизацией среди кузнечных машин. Метод холодной ковки и автоматические машины для холодной ковки используются для производства различных видов болтов, винтов, заклепок, специальных деталей и гаек в области крепежной промышленности.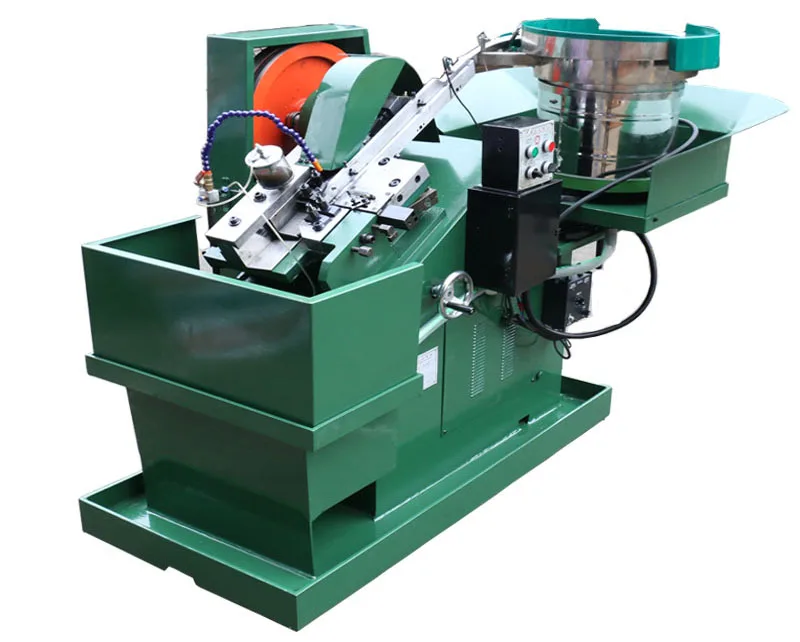 Из-за преимущества самого оборудования для холодной ковки и превосходства метода холодной ковки, прогрессивный станок для болтов 10B-4S/64S с 4 станциями также широко используется в различных областях народного хозяйства для производства крепежных изделий и нестандартных деталей для авиационной промышленности. пароход, машины, железнодорожное сообщение, автомобиль, мотоцикл, велосипед, швейная машина, строительство, мебель, легкая промышленность и предметы первой необходимости и т. д.
Из-за преимущества самого оборудования для холодной ковки и превосходства метода холодной ковки, прогрессивный станок для болтов 10B-4S/64S с 4 станциями также широко используется в различных областях народного хозяйства для производства крепежных изделий и нестандартных деталей для авиационной промышленности. пароход, машины, железнодорожное сообщение, автомобиль, мотоцикл, велосипед, швейная машина, строительство, мебель, легкая промышленность и предметы первой необходимости и т. д.
Изделия могут быть изготовлены на автоматическом станке для изготовления винтов с шестигранной головкой
Фланцевые болты, болты с головкой под торцевой ключ, болты с шестигранной головкой, крепежные детали и болты, винты с шестигранной головкой, центральные пружинные болты, винты с шестигранной головкой, болты с квадратным подголовком, цельные заклепки, установочные винты с квадратной головкой, болты с ферменной головкой, U-образные болты, болты с ребрами, болты с буртиком, болты с винтовой резьбой, болты для вкладыша конструкции, удлиненные болты, болты ступицы, болты крепления, колесные болты, болты с Т-образной головкой, фланцевые болты, проушина болты, стяжные болты, гусеничные болты, колесные болты, винты с шестигранной головкой, автомобильные крепежные детали и т. д.
д.
Отличительные особенности автоматической машины для изготовления винтов с шестигранной головкой
1. Тормозная система с пневматической муфтой была разработана для срабатывания с низким током и как «толчковый», «одиночный ход» и «непрерывный ход». За исключением медленного перемещения, машина всегда будет останавливаться в положении главного ползуна назад, работая в максимальном пространстве.
2. Два вида системы перемещения на выбор заказчика: поворотного типа (в основном оснащенные) и универсального типа (опционально), оснащенные пневматическим захватом, они могут упростить работу и более стабильны, когда машина работает на высокой скорости. .
3. Главный двигатель оснащен преобразователем с регулировкой скорости, системой управления ПЛК, компьютерной автоматической системой человеко-машинного интерфейса (дополнительно), это оборудование обеспечивает удобство для заказчика при регулировке размеров нестандартных изделий.
4. Подающее колесо и кулачковая система приводятся в действие цилиндром, кулачок может автоматически растягиваться, когда он возвращается, чтобы уменьшить истирание и шум. Подача материала и остановка подачи материала контролируются двумя кулачками, система подачи материала оснащена устройством, предотвращающим возврат материала.
Подача материала и остановка подачи материала контролируются двумя кулачками, система подачи материала оснащена устройством, предотвращающим возврат материала.
5. Идеальная система контроля: проверка и удаление короткого материала, проверка низкого давления масла и давления воздуха, плавающая система проверки системы передачи, система остановки при перегрузке и легкой нагрузке для защиты токарного станка и штампов и продления их срока службы. .
6. Когда клиент готовится отрегулировать винт бокового резания, ему нужно только отрегулировать положение станции бокового кулачка, после чего он может достичь цели бокового резания. Когда заготовки не нуждаются в боковой резке, клиент может сбросить ее, чтобы добиться перехода от боковой резки к прежней станции.
7. Станина токарного станка из высокопрочного материала, удлиненная конструкция основного и вспомогательного ползуна и ползун «педального типа», который впервые применяется внутри страны, реализуют сборку «с нулевым пространством», что обеспечивает точность движения основного ползуна и продлевает срок их службы. умирает.
умирает.
8. Основные части всех типов машин прошли строгую процедуру литья и отжига для обеспечения твердости и точности стали.
9. Станция высечки круговой резки обеспечивает кривизну срезаемого материала больше, чем диаметр заготовки, что также может обеспечить точную резку под прямым углом.
10. Автоматическая ограничитель размера материала может регулировать точность размера материала во время работы машины.
11. Синхронизированная выбивная система P.K.O делает выбор техники формования гибким.
12. Движущиеся и режущие кулачки передаточного пальца рассчитываются с помощью профессионального компьютерного программного обеспечения, чтобы сделать машину стабильной в состоянии высокоскоростной ковки.
13. В электрической системе имеется импортный преобразователь, поэтому станок легко запускать с бесступенчатым регулируемым приводом. ПЛК также используется для автоматической проверки рабочего режима формовщика с функциями аварийной сигнализации и отображения неисправностей.
14. Сенсорный экран и система числового управления диалога «человек-машина» являются дополнительными для удовлетворения требований заказчика, они используются для установки длины резьбовой трубы заднего выбивного отверстия, длины барьера и длины подачи, это удобно для быстрой штамповки. сдача. Эта система имеет объем памяти 99 мнемонических модулей для удовлетворения требований быстрой замены штампа.
Основная конструкция и детали Введение автоматической машины для изготовления винтов с внутренним шестигранником
| Корпус болтодержателя без кожуха | Высокоточный главный ползун |
| Система пружинных зажимов | Система переносных пальцев |
| Система ПКО | Система резки проволоки |
| Система сцепления с тормозным устройством | Шестерни системы трансмиссии |
| Гидравлическая и пневматическая система управления | Механизм выгрузки материала с функцией быстрой замены выпуклой пластины |
| Система подачи проволоки | Система привода со спирально-конической передачей |
Стандартные принадлежности автоматической машины для изготовления винтов с шестигранной головкой
1. Один набор пробных инструментов
Один набор пробных инструментов
2. Один набор стандартных ручных инструментов.
3. Один комплект стандартных запасных частей.
4. Один комплект сцепления
5. Один комплект панели управления
6. Один комплект двигателя переменного тока
7. Система регулировки скорости преобразователя.
8. Полное покрытие
9. Устройство защиты обратной подачи
10. Один комплект стойки оператора (Покупатель соединяется на заводе покупателя)
11. Внутренняя лампа
12. Один комплект предохранительного устройства
1. Пневматический датчик
2 , Безмасляный датчик
3. К.О. и П.К.О. Детектор поломки предохранительной булавки
4. Детектор конца материала
5. Детектор перегрузки двигателя (включая смазку, охлаждающую жидкость и двигатели вентилятора)
6. Детектор короткой подачи
7. Детектор недостаточного давления воздуха
8. Смазочный. Детектор нехватки масла
9. Двуручный блок управления толчковым режимом
13.