Производственный и технологический процесс: Производственный и технологический процессы | Производство и промышленность
alexxlab | 09.04.2023 | 0 | Разное
Производственный и технологический процессы
Производственный и технологический процессы
Ремонт машин — это комплекс работ, обеспечивающих устранение повреждений и отказов машин. При ремонте машин часть деталей, пришедших в негодность, заменяется новыми (запасными частями), а часть подвергается ремонту. Изготовление новых и ремонт изношенных деталей является сложным комплексом работ, в результате которых заготовкам или изношенным деталям придаются размеры и форма в соответствии с чертежами и техническими условиями.
Совокупность всех взаимосвязанных действий людей с орудиями производства, необходимыми для превращения поступивших на данное предприятие заготовок, материалов или изношенных деталей в готовые изделия, называется производственным процессом. Производственный процесс капитального ремонта строительной машины состоит из ряда последовательно осуществляемых технологических процессов.
Часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда, называется технологическим процессом (технологией). Процесс может быть отнесен к изделию (машине, сборочной единице, детали) или к методу (механическому, в частности слесарной обработке, электрофизическому — металлизации, сборке, окрашиванию, контролю).
Процесс может быть отнесен к изделию (машине, сборочной единице, детали) или к методу (механическому, в частности слесарной обработке, электрофизическому — металлизации, сборке, окрашиванию, контролю).
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Так, технологический процесс сборки представляет собой часть производственного процесса, непосредственно связанного с последовательным соединением деталей в группы; технологический процесс ремонта детали представляет собой часть производственного процесса, связанного с изменением состояния детали (геометрической формы, размеров, качества поверхности и т.д.).
Под словом ремонт понимают комплекс работ, которые проводят для получения нормальной работоспособности элементов или целой машины. Сюда относят разборку, дефектовку, сборку, обкатку, покраску, контроль.
Несмотря на большое разнообразие машин, применяемых в строительстве, и различные формы специализации ремонтного производства существует общая структура ремонта машин (рис.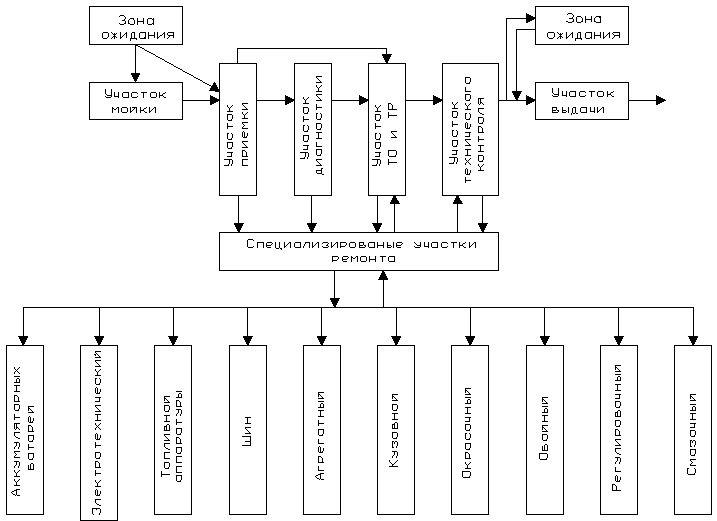 1).
1).
Термин восстановление применяют в том случае, когда некспразности деталей устраняют различными способами обработки или приданием первоначальных размеров, форм и физико-механических свойств.
Производственный процесс ремонта машин отличается от производственного процесса ее изготовления тем, что ремонт сопровождается такими технологическими процессами, как подготовка к ремонту, очистка и многократная мойка, разборка, контроль изношенных сопряжений и деталей и их восстановление.
Технологический процесс в основном характеризуется типом производства, на котором он намечен. В зависимости от производственной программы различают три типа производства: индивидуальное (единичное), серийное и массовое.
1. Индивидуальным называется такое производство, при котором изделия (выпускаемая продукция), детали или заготовки изготавливают единичными экземплярами, разнообразными по конструкции. Отличительными особенностями индивидуального производства являются: разнообразная номенклатура выпускаемой продукции и, как следствие этого, наличие универсального станочного оборудования; высокая квалификация рабочих, выполняющих различные разнохарактерные операции; ограниченное применение приспособлений, стендов, оснастки, специальных измерительных и режущих инструментов.
Эти особенности вызывают более высокую себестоимость выпускаемых изделий. Здесь приходится отказаться от полной или частичной взаимозаменяемости деталей, от подготовки сопрягаемых поверхностей по месту от сборки машин на одном месте одной бригадой, что в значительной степени приводит к увеличению удельных производственных площадей на одно выпускаемое изделие. Кроме того, на ремонтных предприятиях это усложняет транспортные операции и увеличивает продолжительность ремонта машин.
Рис. 1. Схема технологического процесса ремонта строительно-дорожных машин
2. Серийным называется производство, где изготавливаемые изделия (детали, агрегаты машины) выпускаются отдельными партиями — сериями, состоящими из одноименных, однообразных по конструкции и размерам изделий. На этом производстве технологические операции выполняются на основной части рабочих мест (станках, сборочных и других местах) последовательно над отдельными партиями выпускаемых изделий.
В зависимости от размеров партии (серии) одновременно изготавливаемых изделий, их повторяемости в течение года производство может быть мелкосерийным или крупносерийным. Характерные особенности серийного производства: наличие в основном универсального оборудования; широкое применение универсально-наладочных приспособлений; относительно высокая квалификация рабочих; некоторая периодичность в работе.
Характерные особенности серийного производства: наличие в основном универсального оборудования; широкое применение универсально-наладочных приспособлений; относительно высокая квалификация рабочих; некоторая периодичность в работе.
3. Массовым называется производство, на котором большинство рабочих заняты выполнением одних и тех же закрепленных за ними операций. Этот тип производства характерен для предприятий, выпускающих одно и то же изделие (или несколько изделий) в течение продолжительного времени. Характерными особенностями массового производства являются: выполнение на рабочих местах постоянно одних и тех же операций технологического процесса; строгая специализация оборудования и его оснастки (инструмента, приспособлений) для обеспечения высокой производительности; высокая механизация и автоматизация выполняемых работ; непрерывное движение полуфабрикатов и деталей; узкая квалификация производственных рабочих и более, широкая квалификация вспомогательных рабочих-инструментальщиков, наладчиков, ремонтников и пр.
Массовое производство обеспечивает наилучшие экономические показатели по сравнению с индивидуальным и серийным производствами.
Таким образом, можно отметить, что в зависимости от типа производства для обработки одних и тех же деталей берется разное по своей производительности оборудование: при индивидуальном производстве —универсальное, при серийном —высокопроизводительные станки, при массовом — специализированные станки для выполнения определенных операций. Это же относится к приспособлениям и инструменту.
При работе на станках в зависимости от масштабов производства применяют различные приспособления: при мелкосерийном производстве — простые ручные приспособления; при крупносерийном и массовом производстве — приспособления с быстродействующими зажимами, снабженными пневматическими, электрическими и другими приводами.
Поскольку технические условия на капитальный ремонт машин незначительно отличаются от условий на изготовление новых машин, а работы по изготовлению новых деталей на ремонтном заводе и машиностроительном предприятии аналогичные, производство ремонтных заводов может быть индивидуальным, серийным или массовым со всеми присущими ему особенностями.
Массовое, поточное производство может быть применено на тех ремонтных заводах, которые производят ремонт большого числа однотипных машин, имеющих взаимозаменяемые детали и узлы, например на авторемонтных заводах. Специализация бригад и постов, характерная для серийного производства, широко применяется на специализированных ремонтных предприятиях при ремонте экскаваторов, бульдозеров, тракторов, двигателей и т. д. Индивидуальное производство, несмотря на его отрицательные стороны, применяется на большинстве ремонтных предприятий по ремонту строительных машин, а также на ремонтных базах эксплуатационных предприятий, производящих несложный капитальный ремонт. Это объясняется тем, что такие предприятия вынуждены производить ремонт различных строительных машин из-за их большого разнообразия и территориальной рассредоточенности по строительным организациям.
Специализация бригад и постов, характерная для серийного производства, широко применяется на специализированных ремонтных предприятиях при ремонте экскаваторов, бульдозеров, тракторов, двигателей и т. д. Индивидуальное производство, несмотря на его отрицательные стороны, применяется на большинстве ремонтных предприятий по ремонту строительных машин, а также на ремонтных базах эксплуатационных предприятий, производящих несложный капитальный ремонт. Это объясняется тем, что такие предприятия вынуждены производить ремонт различных строительных машин из-за их большого разнообразия и территориальной рассредоточенности по строительным организациям.
Технологический процесс механической обработки детали при ее изготовлении состоит из следующих составных частей: операции, установки, позиции, перехода и прохода.
Операцией называется часть технологического процесса по обработке одной детали (или их группы), выполняемая на одном рабочем месте до перехода к обработке следующей детали.
В состав операции входят все действия, связанные как непосредственно с обработкой детали, так и с выполнением необходимых вспомогательных приемов (взять деталь, установить и закрепить ее, промерить, включить и выключить станок и т. п.). Операция является основой для производственного планирования технологического процесса (расчета, трудоемкости, необходимого числа рабочих).
Новая операция начинается тогда, когда рабочий, закончив часть обработки всей партии деталей, приступает к дальнейшей обработке той же партии деталей либо переходит к обработке новых деталей.
Установка — это часть операции, выполняемая при одном неизменном закреплении детали на станке. Например, обработка детали, закрепленной в трехкулачковом патроне, — одна установка; обработка другого конца детали после ее перезакрепления — вторая установка.
Позицией называется всякое новое положение детали относительно станка без ее перезакрепления.
Так, строгание двух взаимно перпендикулярных поверхностей детали, закрепленной в поворотных тисках стола станка, может быть выполнено по-разному: – за две установки, при этом после строгания одной поверхности деталь перезакрепляется; – за одну установку в две позиции, при этом после обработки одной поверхности (первая позиция) специальные тиски поворачивают деталь на необходимый угол, и производится обработка другой поверхности (вторая позиция).
Переходом называется законченная часть операции, которая характеризуется неизменностью обрабатываемой поверхности (или нескольких одновременно обрабатываемых поверхностей), средств технологического оснащения (режущего инструмента) и технологического режима (режима работы станка). Если в процессе изготовления детали на станке встречается обработка одной и той же поверхности, но с помощью различных инструментов (обдирочный и чистовой резец), или обработка одним и тем же инструментом, но разных поверхностей детали (две ступени валика), или обработка одной и той же поверхности с различными режимами резания (предварительная и окончательная работа), то каждая из этих работ является отдельным переходом.
Переход характеризуется методом обработки поверхности, размером, полученным в результате данного перехода, и состоянием поверхности после обработки. Например, обточить вал с 0 50 до 0 45 на длину 100 начерно (или начисто).
При одновременной обработке нескольких одинаковых поверхностей наименование перехода дополняют указанием о числе обрабатываемых поверхностей, например сверлить пять отверстий 0 10 на глубину 25.
Понятия начерно и начисто не следует смешивать с понятием шероховатости поверхности. Термин начерно употребляется в тех случаях, когда рассматриваемый переход не является окончательным при обработке данной поверхности. Вместо этого термина можно указать, под какую обработку готовят поверхность, например под шлифование, под развертывание и т. п. Начисто употребляется, когда рассматриваемый переход является окончательным при обработке данной поверхности.
Законченная совокупность действий человека, применяемых при выполнении перехода или его части и объединенных, одним целевым назначением, называется приемом.
Проходом называется часть перехода, представляющая собой повторную обработку той же поверхности, производимую без всяких изменений в установке инструмента и режимов резания.
Таким образом, механическая обработка деталей состоит из отдельных операций, каждая из которых выполняется за одну или несколько установок, расчлененных на переходы.
При разработке технологического процесса включаются и другие работы, сопутствующие механической обработке (разметочные, слесарные, термические и т. д.).
д.).
Технология механической обработки деталей записывается в специально разработанные карты, для чего операции и переходы нумеруют в порядке последовательности технологического процесса, причем операции обозначают римскими цифрами, а переходы —арабскими. Установки обозначаются заглавными буквами русского алфавита. Каждая операция имеет свою сквозную нумерацию переходов и обозначение установок. Проходам порядковые номера не присваивают, а в соответствующих графах указывают их число.
При разработке технологических процессов изготовления деталей применяют различные формы технологических документов, фиксирующих запроектированные технологические процессы. К таким документам относятся: технологические, маршрутные, операционные (инструкционные), нормировочные карты и другие виды технической документации.
Основными документами, отражающими последовательность осуществления технологического процесса, являются технологические карты. Они используются для составления укрупненного технологического процесса на одну деталь и применяются при индивидуальном и мелкосерийном производствах, а также в проектных организациях, разрабатывающих технологические процессы механической обработки деталей.
В технологической карте приводят данные, характеризующие материал и массу деталей, сборочные единицы или механизмы, в которых они используются, число деталей в партии и т. д. Основное внимание здесь уделено содержанию процесса обработки детали, характерастике оборудования, приспособлений, инструментов и режимов резания, используемых в той или иной операции.
В условиях мелкосерийного и индивидуального производств иногда составляют схематичный план механической обработки, так как экономически нецелесообразно подробно разрабатывать повторяющиеся процессы. В этих случаях применяют упрощенные технологические карты, называемые маршрутными. Эти карты содержат сведения о последовательности выполнения операций (порядке прохождения детали по цехам), времени, отводимом на них, а также данные о потребности станков, инструментов и приспособлений.
Операционные (инструкционные) карты составляют на каждую операцию. Они содержат более подробную разработку процесса, чем технологические карты, и снабжаются подробными эскизами, в которых указываются методы закрепления деталей, порядок обработки, схемы установки приспособлений, настройки станка и другие сведения. Помимо этого в инструкционной карте содержатся сведения о станке, его наладке и технологической оснастке, о принятых режимах резания и времени на обработку с указанием размеров всех входящих в него элементов.
Помимо этого в инструкционной карте содержатся сведения о станке, его наладке и технологической оснастке, о принятых режимах резания и времени на обработку с указанием размеров всех входящих в него элементов.
Детали нужно обрабатывать в строгом соответствии с технологией, указанной в технологической карте. Все отклонения фиксируются в соответствующих актах и подлежат устранению. Строжайшее соблюдение технологической дисциплины является основным условием обеспечения необходимого качества выпускаемой продукции.
Технологический процесс — это… Что такое технологический процесс (значение, термин, определение) часть производственного процесса— ПожВики Портала про Пожарную безопасность
Мы используем cookie (файлы с данными о прошлых посещениях сайта) для персонализации
и удобства пользователей. Так как мы серьезно относимся к защите персональных данных
пожалуйста ознакомьтесь
с условиями и правилами их обработки. Вы можете запретить сохранение cookie
в настройках своего браузера.
Для определения категорий помещений и зданий по взрывопожарной и пожарной опасности в соответствии с СП 12.13130 со встроенным справочником веществ и материалов
Сервис RiskCalculator предназначен для определения расчетной величины индивидуального пожарного риска для i-го сценария пожара QB,i в соответствии с «Методикой определения величин пожарного риска в зданиях, сооружениях и строениях различных классов функциональной пожарной опасности», утвержденной приказом МЧС от 30.06.09 № 382 (с изм.)
Сервис RiskCalculator — расчет пожарного риска для производственного объекта предназначен для оценки величины индивидуального пожарного риска R (год-1) для работника при условии его нахождения в здании. Методика утверждена Приказом МЧС России от 10 июля 2009 года № 404 «Об утверждении методики определения расчетных величин пожарного риска на производственных объектах» с изменениями, внесенными приказом МЧС России № 649 от 14.12.2010
«Пожарная проверка ОНЛАЙН» представляет дополнительный функционал, упрощающий работу с чек-листами.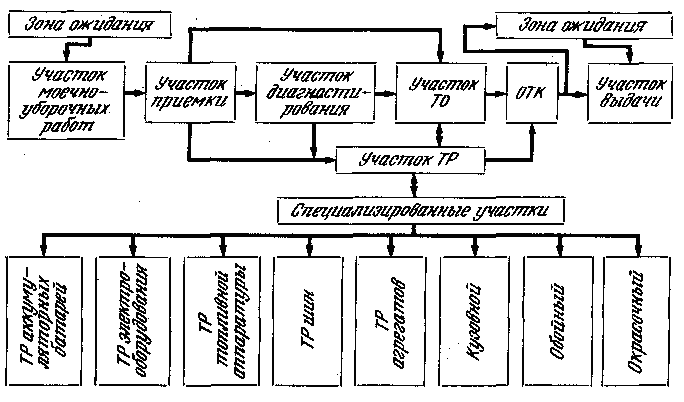 Используя сервис, вы можете провести самопроверку быстро, легко и максимально корректно.
Используя сервис, вы можете провести самопроверку быстро, легко и максимально корректно.
Сервис поиска исполнителя в области пожарной безопасности с лицензией МЧС по регионам
Описание сервиса
Описание сервиса
Описание сервиса
Описание сервиса
Для определения категорий помещений и зданий по взрывопожарной и пожарной опасности в соответствии с СП 12.13130 со встроенным справочником веществ и материалов
Для определения расчетной величины индивидуального пожарного риска для i-го сценария пожара QB,i в соответствии с «Методикой определения величин пожарного риска в зданиях, сооружениях и строениях различных классов функциональной пожарной опасности»
Для производственного объекта предназначен для оценки величины индивидуального пожарного риска R (год-1) для работника при условии его нахождения в здании.
«Пожарная проверка ОНЛАЙН» представляет дополнительный функционал, упрощающий работу с чек-листами. Используя сервис, вы можете провести самопроверку быстро, легко и максимально корректно.
Сервис поиска исполнителя в области пожарной безопасности с лицензией МЧС по регионам
Выбор системы противопожарной защиты (автоматической установки пожарной сигнализации АУПС, автоматической установки пожаротушения АУПТ) для зданий
Выбор системы противопожарной защиты (системы пожарной сигнализации СПС, автоматической установки пожаротушения АУП) для сооружений
Определение требуемого типа системы оповещения и управления эвакуацией
Выбор системы противопожарной защиты (СИСТЕМЫ ПОЖАРНОЙ СИГНАЛИЗАЦИИ (СПС), АВТОМАТИЧЕСКОЙ УСТАНОВКИ ПОЖАРОТУШЕНИЯ (АУП)) для оборудования
Определение необходимого уровня звука системы оповещения и управления эвакуацией людей при пожаре
Определение технологии производственного процесса | Law Insider
означает любые и все патенты, патентные заявки, ноу-хау и все права интеллектуальной собственности, связанные с ними, которые принадлежат или контролируются Лицензиаром, включая все их материальные воплощения, которые необходимы или полезны для производства адено -ассоциированные вирусы, аденоассоциированные вирусные векторы, исследовательские или коммерческие реагенты, связанные с ними, Лицензионные продукты или другие продукты, включая производственные процессы, техническую информацию, касающуюся методов производства, протоколов, стандартных операционных процедур, записей о партиях, анализов, составов, данные контроля качества, спецификации, масштабирование, любые и все усовершенствования, модификации и изменения к ним, а также любые и все действия, связанные с таким производством. Любые и все химические процессы, производство и контроль (CMC), основные файлы лекарств (DMF) или аналогичные материалы, предоставленные регулирующим органам, и содержащаяся в них информация считаются Производственными технологиями.
Любые и все химические процессы, производство и контроль (CMC), основные файлы лекарств (DMF) или аналогичные материалы, предоставленные регулирующим органам, и содержащаяся в них информация считаются Производственными технологиями.
означает запатентованную технологию Заказчика и его лицензиаров, включая разработку Интернет-операций Заказчика, программные средства, аппаратные средства, алгоритмы, программное обеспечение (в исходной и объектной формах), проекты пользовательского интерфейса, архитектуру, библиотеки классов, объекты и документацию ( как в печатном, так и в электронном виде), ноу-хау, коммерческую тайну и любые соответствующие права на интеллектуальную собственность во всем мире, а также любые производные, усовершенствования, усовершенствования или расширения Технологии Заказчика, задуманные, реализованные на практике или разработанные Заказчиком в течение срока действия СОУ. «Технология CenturyLink» означает запатентованную технологию CenturyLink и ее лицензиаров, включая услуги, программные инструменты, конструкции аппаратного обеспечения, алгоритмы, программное обеспечение (в исходной и объектной формах), конструкции пользовательского интерфейса, архитектуру, библиотеки классов, форматы отчетов, объекты и документацию ( как в печатном, так и в электронном виде), сетевые проекты, ноу-хау, коммерческую тайну и любые соответствующие права на интеллектуальную собственность во всем мире, а также любые производные, усовершенствования, усовершенствования или расширения технологии CenturyLink, задуманные, реализованные на практике или разработанные в течение срока действия свиноматка.
означает, в отношении каждого Продавца, следующую информацию, принадлежащую такому Продавцу или в той степени, в которой он имеет лицензию, которая существует и находится в распоряжении такого Продавца на Дату закрытия: технология производства, частная или конфиденциальная информация. , процессы, методы, протоколы, методы, улучшения и ноу-хау, которые необходимы для производства Продуктов в соответствии с текущим применимым ANDA Продукта, в зависимости от обстоятельств, включая, помимо прочего, производственный процесс, утвержденный в применимом ANDA продукта, спецификации и методы испытаний, сырье, упаковка, стабильность и другие применимые спецификации, инструкции по производству и упаковке, основная формула, отчеты о валидации, насколько это возможно, данные о стабильности, аналитические методы, записи жалоб, ежегодные обзоры продукта в той мере, в какой это возможно. имеющиеся, и другие основные документы, необходимые для производства, контроля и выпуска Продукции в соответствии с таким Продавцом или любым из его Аффилированных лиц или от его имени до Даты вступления в силу. Технология Продукта включает в себя, помимо прочего, права, которыми владеет или в какой-то степени контролирует такой Продавец в соответствии с любым патентом, выданным на Территории или подлежащим рассмотрению на Территории на Дату закрытия, а также любые права в соответствии с любым патентом или патентной заявкой за пределами Территории. исключительно в той мере, в какой это необходимо для производства Продуктов за пределами Территории для ввоза и продажи на Территории. Для целей данного определения компания Allergan и ее Аффилированные лица не считаются Аффилированными лицами Продавца.
Технология Продукта включает в себя, помимо прочего, права, которыми владеет или в какой-то степени контролирует такой Продавец в соответствии с любым патентом, выданным на Территории или подлежащим рассмотрению на Территории на Дату закрытия, а также любые права в соответствии с любым патентом или патентной заявкой за пределами Территории. исключительно в той мере, в какой это необходимо для производства Продуктов за пределами Территории для ввоза и продажи на Территории. Для целей данного определения компания Allergan и ее Аффилированные лица не считаются Аффилированными лицами Продавца.
означает Базовую технологию и Разработанную технологию.
означает любые и все процессы, методы, процедуры и действия (или любые этапы любого процесса или действия), используемые или планируемые к использованию Производителем для производства Продукта, как указано в Документации на партию или основной Документации на партию.
означает производство, приготовление, распространение, преобразование или переработку лекарственного средства или устройства, прямо или косвенно, путем извлечения из веществ природного происхождения или независимо с помощью химического или биологического синтеза, и включает любую упаковку или переупаковку вещества или маркировка или перемаркировка его контейнера, а также продвижение и маркетинг таких лекарств и устройств. Производство также включает подготовку и продвижение коммерчески доступных продуктов из нерасфасованных соединений для перепродажи фармацевтами, практикующими врачами или другими лицами.
Производство также включает подготовку и продвижение коммерчески доступных продуктов из нерасфасованных соединений для перепродажи фармацевтами, практикующими врачами или другими лицами.
означает Права собственности, которые (а) впервые созданы, задуманы или реализованы на практике, в зависимости от обстоятельств, компанией Allergan или любой третьей стороной в ходе осуществления деятельности, осуществляемой в соответствии с Соглашением об исследованиях и разработках, или ( b) каким-либо образом приобретены или иным образом получены от имени ASTI в течение срока действия Соглашения об исследованиях и разработках от лиц, не являющихся Allergan, и необходимы или полезны для исследований, разработки или коммерциализации продуктов ASTI или предварительных -Выбор продуктов.
означает все технологии, конструкции, формулы, алгоритмы, процедуры, методы, открытия, процессы, методы, идеи, ноу-хау, исследования и разработки, технические данные, инструменты, материалы, спецификации, процессы, изобретения (будь то патентоспособные или непатентоспособные и вне зависимости от того, применяются они или нет), аппаратура, творения, усовершенствования, авторские работы на любых носителях, конфиденциальная, частная или непубличная информация и другие подобные материалы, а также все записи, графики, чертежи, отчеты, анализы и другие письменные документы, и другие материальные воплощения вышеизложенного в любой форме, независимо от того, перечислены они здесь или нет, в каждом случае, кроме Программного обеспечения.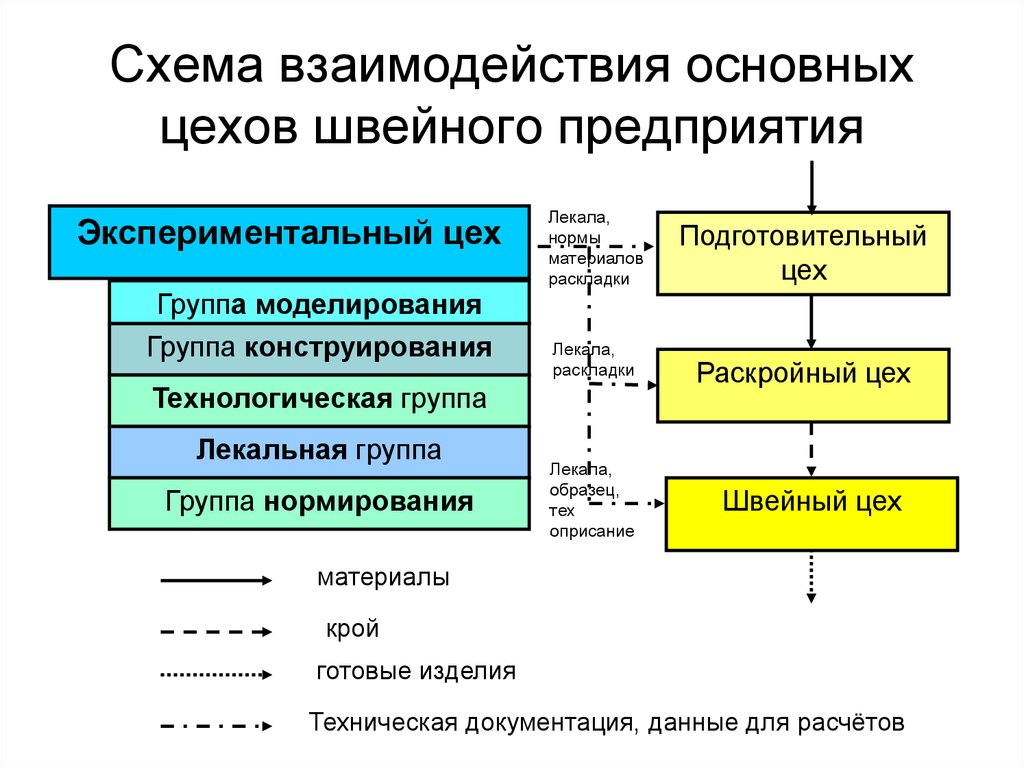
означает всю информацию, приемы, изобретения, открытия, улучшения, практики, методы, знания, навыки, опыт и другие технологии, независимо от того, являются ли они патентоспособными или охраняемыми авторским правом, а также любые основанные на них авторские права, относящиеся к или необходимые или полезные для производство, очистка, упаковка, хранение и транспортировка Продуктов совместной работы, включая, помимо прочего, спецификации, критерии приемки, записи производственных партий, стандартные операционные процедуры, инженерные планы, протоколы установки, эксплуатации и аттестации процессов для оборудования, записи о валидации, основные файлы, представленные в FDA, отчеты о проверке процессов, процессы мониторинга окружающей среды, данные испытаний, включая данные фармакологических, токсикологических и клинических испытаний, данные о затратах и материалы для обучения сотрудников.
означает документы и информацию, предоставленные Администратором Программы, в которых указаны соответствующие EEM, технологические требования, затраты и другие требования Программы, которые включают, помимо прочего, руководящие принципы и требования программы, формы заявок и письма об утверждении.
означает проект, использующий средства, выделенные под заголовком «Министерство энергетики — экологически чистые технологии угля», на общую сумму до 2 500 000 000 долларов США для коммерческой демонстрации чистых угольных технологий или аналогичные проекты, финансируемые за счет ассигнований Агентства по охране окружающей среды. Федеральный взнос для квалификационного проекта должен составлять не менее 20 процентов от общей стоимости демонстрационного проекта.
означает клеточную линию млекопитающих, разработанную с использованием технологии Selexis.
или “молочный продукт” означает творог, сухой творожный творог, обезжиренный творог, обезжиренный творог, сливки, легкие сливки, легкие взбитые сливки, жирные сливки, жирные взбитые сливки, взбитые сливки, взбитые легкие сливки, сметана, сметана кислая, сметана кисломолочная, полукислая, кислая полукислая, кислая полукислая, кислая полукислая, восстановленное или рекомбинированное молоко и молочные продукты, концентрированное молоко , концентрированные молочные продукты, обезжиренное молоко, обезжиренное молоко, замороженный молочный концентрат, ароматизированное молоко, гоголь-моголь, пахта, кисломолочный продукт, кисломолочный обезжиренный молочный продукт, кисломолочный обезжиренный молочный продукт, йогурт, нежирный йогурт, обезжиренный йогурт, подкисленное молоко, подкисленное обезжиренное молоко, подкисленное обезжиренное молоко молоко, молоко с низким содержанием натрия, обезжиренное молоко с низким содержанием натрия, обезжиренное молоко с низким содержанием натрия, молоко с пониженным содержанием лактозы, обезжиренное молоко с пониженным содержанием лактозы, обезжиренное молоко с пониженным содержанием лактозы, асептически обработанное и упакованное молоко, молочные продукты с добавлением безопасных и подходящих микробов организмы и любые молочный продукт, полученный путем добавления или удаления молочного жира или добавления безопасных и подходящих необязательных ингредиентов для обогащения белком, витаминами или минералами. Если продукт не считается молочным продуктом в этом подразделе, молочный продукт не включает диетические продукты, детские смеси, мороженое или другие десерты, сыр или масло. К молочным продуктам относятся следующие:
Если продукт не считается молочным продуктом в этом подразделе, молочный продукт не включает диетические продукты, детские смеси, мороженое или другие десерты, сыр или масло. К молочным продуктам относятся следующие:
означает все Программное обеспечение, данные, ноу-хау, идеи, методологии, спецификации и другие технологии, в отношении которых Подрядчик владеет такими Правами на интеллектуальную собственность, которые необходимы Подрядчику для предоставления прав и лицензий, изложенных в Разделе 14.1, и для Государству (включая его лицензиатов, правопреемников и правопреемников) осуществлять такие права и лицензии, не нарушая никаких прав какой-либо Третьей стороны или какого-либо Закона и не беря на себя каких-либо обязательств по оплате какой-либо Третьей стороне. Фоновая технология должна: (a) быть идентифицирована как Фоновая технология в Техническом задании; и (b) были разработаны или иным образом приобретены Подрядчиком до даты технического задания или были разработаны Подрядчиком вне его выполнения в соответствии с техническим заданием. Фоновая технология также будет включать любые общие консультационные инструменты или методологии, созданные Подрядчиком, которые не требуется указывать в Техническом задании.
Фоновая технология также будет включать любые общие консультационные инструменты или методологии, созданные Подрядчиком, которые не требуется указывать в Техническом задании.
означает любое изобретение, открытие, усовершенствование или инновацию, которые не были доступны округу на дату вступления в силу контракта, независимо от того, патентоспособны они или нет, включая, помимо прочего, новые процессы, появляющиеся технологии, машины и усовершенствования или новые применения существующих процессов, машин, производителей и программного обеспечения. Сюда также входят новые компьютерные программы и улучшения или новые применения существующих компьютерных программ, независимо от того, защищены они авторским правом или нет, и любые новые процессы, машины, включая программное обеспечение, а также усовершенствования или новые применения существующих процессов, машин, производств и программное обеспечение.
означает SAP NetWeaver Foundation для сторонних приложений, SAP Cloud Platform (за исключением случаев использования исключительно в качестве приложения для подключения между приложением SAP и ERP) и SAP Leonardo IoT, Business Services (включая любые переименованные, предыдущие и/или последующие версии). любое из вышеперечисленного, сделанное SAP общедоступным, если таковое имеется, за исключением случаев, когда любое из вышеперечисленного используется в качестве пользовательского интерфейса для ERP.0004
любое из вышеперечисленного, сделанное SAP общедоступным, если таковое имеется, за исключением случаев, когда любое из вышеперечисленного используется в качестве пользовательского интерфейса для ERP.0004
означает Права на интеллектуальную собственность в отношении Результатов и всех других товаров, материалов, документов или данных, созданных при выполнении Поставщиком своих обязательств по Контракту;
означает все идеи, изобретения, данные, инструкции, процессы, формулы, экспертные заключения и информацию, включая биологические, химические, фармакологические, токсикологические, фармацевтические, физические и аналитические, клинические данные, данные по безопасности, данные и информацию по контролю за производством и качеством исключительно или совместно компаниями Editas и/или Juno или от их имени в ходе деятельности, проводимой в рамках Исследовательской программы.
означает Программное обеспечение, разработанное или регулярно используемое, которое: (i) было продано, сдано в аренду или лицензировано для широкой публики; (ii) было предложено для продажи, аренды или лицензирования широкой публике; (iii) не предлагался, не продавался, не сдавался в аренду или не лицензировался населению, но будет доступен для коммерческой продажи, аренды или лицензирования со временем, чтобы удовлетворить требования поставки по настоящему Контракту; или (iv) удовлетворяет критерию, указанному в пунктах (i), (ii) или (iii) выше, и требует лишь незначительных модификаций для выполнения требований настоящего Контракта.
означает Патенты Лицензиара и Ноу-хау Лицензиара.
означает в отношении Продукта все технические, научные и другие ноу-хау и информацию, коммерческую тайну, знания, технологии, средства, методы, процессы, практики, формулы, инструкции, навыки, приемы, процедуры, опыт, идеи, техническая помощь, проекты, чертежи, процедуры сборки, компьютерные программы, аппаратура, спецификации, данные, результаты и другие материалы, включая результаты доклинических и клинических испытаний, производственные процедуры, процедуры испытаний, а также методы очистки и выделения ( независимо от того, являются ли они конфиденциальными, запатентованными, запатентованными или патентоспособными) в письменной, электронной или любой другой форме, известной в настоящее время или разработанной в будущем, а также все другие открытия, разработки, информация и изобретения (независимо от того, являются ли они конфиденциальными, запатентованными, запатентованными или патентоспособными) и материальные воплощения любого из вышеперечисленного, включая любые открытия, разработки, информацию или изобретения, относящиеся к стабильности, безопасности, эффективности, действие, производство, ингредиенты, приготовление, показания, форма выпуска, рецептура, средства доставки или дозировка любой фармацевтической композиции или препарата.
означает определение видов, количеств или концентраций и, в некоторых случаях, местонахождения радиоактивных материалов в организме человека путем прямого измерения, подсчета in vivo или путем анализа и оценки материалов, выделяемых или удаляемых из организма. тело человека. Для целей настоящих правил эквивалентным термином является «радиобиоанализ».
означает корпус трубы в сборе с прикрепленным устройством ограничения луча.
означает Ноу-хау Лицензиата и Патенты Лицензиата.
означает все Права на интеллектуальную собственность, которые возникают, приобретаются или развиваются любой из сторон или подрядчиком от имени любой из сторон в отношении Результатов в ходе или в связи с Проектом;
Как технологии помогают производственным процессам
С самого начала человечества люди использовали производственные процессы, чтобы диктовать природе свое выживание как наиболее приспособленных существ для эволюции.
Начиная с производства основных ручных инструментов для охоты и рубки до современного производства «все» , люди оставили свой след в мире, постоянно внедряя инновации для лучшего будущего. Потребность в улучшении в основном подпитывается потребительским спросом, который действует как катализатор, запускающий весь процесс.
Чтобы удовлетворить этот спрос, производственные процессы должны постоянно обновляться с точки зрения технологии процесса, цепочки поставок материалов и связи между производителем и потребителем для разработки продукта, который легко принимается и интегрируется в общество.
Промышленную революцию можно по праву отнести к отправной точке современного производства, но с недавними достижениями в оцифровке и IoT через Индустрию 4.0 общая концепция производства сделала новый скачок.
Эти современные цифровые технологии помогают повысить производительность и рентабельность за счет оптимизации сложных процессов быстрее, чем нецифровые технологии.
Преимущества интеграции технологий в производственные процессы:
- Качество продукта повышается на всех этапах производства, а не только на заключительном этапе.
- Повышается общая эффективность установки, что приводит к снижению потерь материала.
- Улучшенные средства связи между производственными и инженерными группами, а также отделами продаж.
Потери материала также уменьшаются, если в производстве соблюдаются упрощенные процедуры. Это связано с точностью полученного продукта с точки зрения размеров и отделки. Ошибки в производстве сведены к минимуму, как и затраты времени на каждый процесс. Таким образом, производственные цели достигаются быстрее и с большей точностью.
Коммуникации между командами улучшаются за счет использования программного обеспечения управления коммуникациями, такого как планирование ресурсов предприятия (ERP), которое помогает в перекрестном общении между различными подразделениями организации. В случае какой-либо скрытой проблемы немедленный вызов помощи помогает сократить время простоя, а необходимые меры могут быть приняты до того, как проблема обострится. Кроме того, диагностические возможности гарантируют дистанционное решение любой проблемы, которая может возникнуть.
Промышленные отрасли, такие как литье под давлением, значительно облегчились благодаря оцифровке. Прогностический анализ в режиме реального времени осуществляется на каждом этапе процесса с помощью поставляемых датчиков. Датчики устанавливаются в технологической ячейке и регистрируют данные для выявления аномалий, неудовлетворительной работы и любых нежелательных обстоятельств, которые могут привести к снижению эффективности. Общее прогнозирование тенденций производительности и прибыльности достигается за счет анализа в реальном времени с использованием датчиков.
Помимо повышения производительности, за счет технологических средств также снижается потребление энергии. Зеленая среда достигается за счет мониторинга и корректировки процессов в энергоемкой отрасли.
Оцифровка производственных процессов не только способствует повышению производительности, но и повышает эффективность процедур упаковки и транспортировки. Состояние продукта известно производителю из производственных процессов в режиме реального времени, и продукт может быть отправлен отделам продаж.
Внедрение современных технологий в производственные процессы приводит к повышению производительности и, следовательно, увеличению прибыли. Внедрение этих технологий также помогает повысить точность продукта благодаря стандартизированным процедурам.
Популярность современных технологий неудивительна благодаря преимуществам, которые они предлагают. При значительном снижении количества ошибок, повышении эффективности и времени простоя ресурсы лучше используются в других неотъемлемых областях бизнеса, что способствует его росту и развитию.