Производство саморезов: Холодновысадочной оборудование для производства винтов, саморезов и шурупов холодным способом
alexxlab | 20.07.2023 | 0 | Разное
Станки для производства саморезов в России
- Главная
- Продажа
- Специализированные станки и оборудование
- Станок для производства саморезов
Вы можете очень быстро сравнить цены станка для производства саморезов и подобрать оптимальные варианты из более чем 120565 предложений
Реклама Линия для производства поддонов PL Линия сконструирована без лишних станков, Вы не увидите 3-его ротатора (переворота) поддона, вместо этого наши конструкторы разработали станок снятия фаски поддона с верхним расположением фрез, что… Подробное описание и цена >>>
Резьбонакатный станок для производства саморезов
Состояние: Новый
Резьбонакатный станок для производства саморезовХарактеристики:Максимальный диаметр: 6 мм.Максимальная длина: 75 мм.
01.07.2022 Москва (Россия)
20 500
Станки для производства саморезов
Состояние: Новый Производитель: Китай
В наличии
Станки для изготовления саморезов:1. Холодновысадочный станок WN0564 (для формирования головки саморезов)2. Резьбонакатный станок WN06050 (для накатывания резьбы саморезов)В наличии в Абакане,…
30.07.2021 Абакан (Россия)
1 495 000
Станки для производства саморезов
Состояние: Б/У Год выпуска: 2015 Производитель: SIMSOR TSIMSON Coch Com Dujiangyan Beyond Machinery Manufacturing Co., Ltd. (Китай)
Станок для холодной высадки SH-15B, двух-ударный, однопозиционный,SIMSOR TSIMSON Coch Com Dujiangyan Beyond Machinery Manufacturing Co. , Ltd. в количестве 3 штуки.Технические характеристики…
, Ltd. в количестве 3 штуки.Технические характеристики…
20.12.2019 Казань (Россия)
6 250 000
Оборудование для производства саморезов Москва станок
Состояние: Новый Производитель: Китай (Китай)
В наличии
Продаем станок для производства саморезов в Москве с доставкой из Китая.Линия по производству саморезов (шурупов) купить с доставкой от производителя.Производственная мощность 120 винт /…
05.09.2022 Москва (Россия)
Cтанок для производства саморезов по дереву в мск и нск
Состояние:
Хотите начать свой бизнес и купить станок для производства саморезов по дереву? Компания ООО “Альфа “предлагает производственные линии для изготовления метизов по выгодной стоимости для. ..
..
05.09.2022 Москва (Россия)
Станок для производства стальных отводов
Состояние: Новый
В наличии
Станок для производства стальных крутоизогнутых отводов с помощью холодного изгибания труб,наматыванием на гибочный ролик. [email protected]Станок для производства стальных…
21.04.2014 Москва (Россия)
390 000
Станок для производства колючей проволоки
Состояние: Новый
В наличии
Компания Siman выпускает различные виды автоматических станков для производства колючей проволоки. В наличии и под заказ станки для выпуска одноосновной и двухосновной колючей проволоки, а также…
15.06.2016 Москва (Россия)
Станок для производства шарнирной сетки
Состояние: Новый
В наличии
Завод строительных сеток Siman выпускает и предлагает уникальный станок для производства шарнирной сетки. Шарнирная сетка применяется по всем мире как №1 для ограждения больших сельскохозяйственных…
Шарнирная сетка применяется по всем мире как №1 для ограждения больших сельскохозяйственных…
15.06.2016 Москва (Россия)
Станки для производства окоренных кольев фирмы Bezner
Состояние: Б/У
Станки для производства окоренных кольев фирмы Bezner 1. Окорочный станок Тип – WP-35T Год выпуска – 1977 Диаметры готовой продукции – 3 – 20 см Максимальный диаметр сырья – 250 мм Длина…
26.08.2020 Рязань (Россия)
Станок для производства полукруглого водосточного желоба
Состояние: Новый Год выпуска: 2015
Мобильный прокатный станок для производства полукруглого водосточного желоба 125 и 150 мм. Производительность – 9 или 15 м/мин (в зависимости от комплектации). Бесшовный полукруглый. ..
..
28.05.2019 Санкт-Петербург (Россия)
27 500
Станок для производства отводов YDMСостояние: Новый Год выпуска: 2016
Компания «Вентас» представляет станок по производству отводов YDM (ILMAKSAN, Турция) по заводским ценам. Назначение данного оборудования – фальцевое соединение сегментов фасонного изделия.Станок…
18.10.2018 Москва (Россия)
2 342 205
Станок по производству колена водосточной трубы. Листогиб
Состояние: Новый Год выпуска: 2015 Производитель: США
В наличии
Компания «ГЛОБАЛ ТРЕЙД» эксклюзивный официальный поставщик полного комплекта водосточного и кровельного оборудования: станков по производству водосточной трубы, водосточного желоба, колена.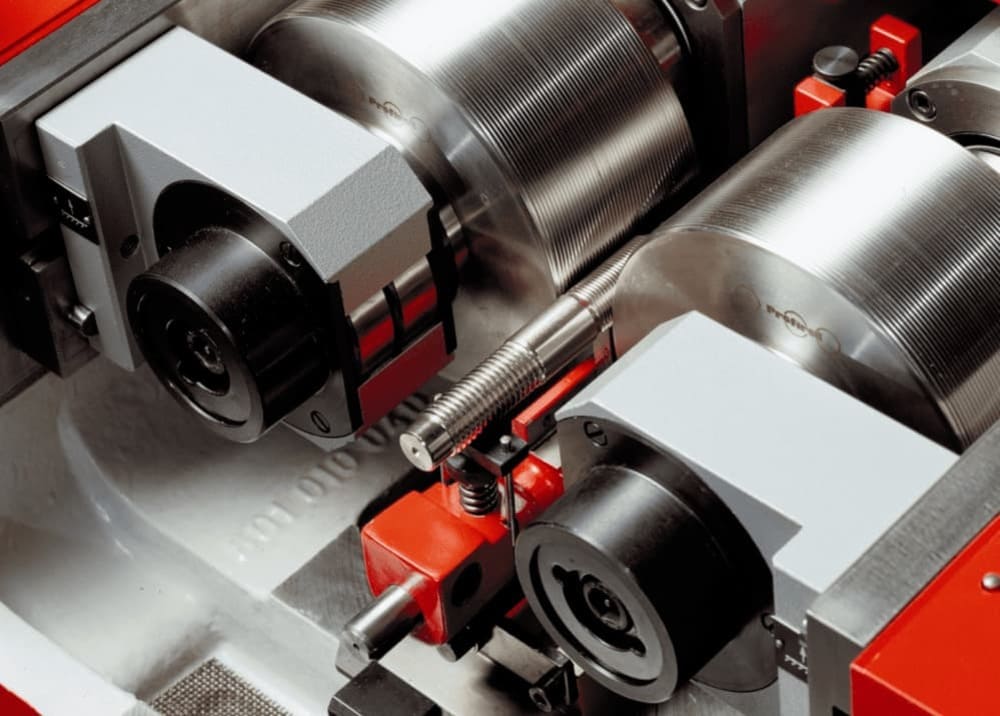
20.04.2023 Ростов-на-Дону (Россия)
400 000
станок для производства бескаркасных арочных ангаров
Состояние: Новый Год выпуска: 2014
В наличии
Мобильный станок для производства бескаркасных арочных ангаров. Минимальные сроки изготовления конструкций. Экономия на крепеже, балках,швеллерах. Монтаж на стройплощадке.
21.07.2015 Первоуральск (Россия)
1 800 000
Экструзионная линия (станок) для производства профиля ПВХ для натяжных потолков, багет, гарпун, вставка
Состояние: Новый
Экструзионная линия (станок) для производства профиля ПВХ для натяжных потолков, багет, гарпун, вставка. Гарантия качества.
Доставка до Вас+пусконаладка и обучение.
(Экструзионная линия + 3. ..
..
18.05.2016 Дзержинск (Россия)
32 000
Ручной станок для производства профнастила ZT 2150
Состояние: Новый
В наличии
Описание: • глубина подачи листа не ограничена • Толщина листа до 0,7мм • Рабочая длина 2150 мм • Профиль С18 (С8 ; С10 под заказ) • производительность в смену 8 часов: до 250 погонных…
25.10.2016 Москва (Россия)
162 400
Ручной станок для производства профнастила ZT 2150
Состояние: Новый
В наличии
Описание: • глубина подачи листа не ограничена • Толщина листа до 0,7мм • Рабочая длина 2150 мм • Профиль С18 (С8 ; С10 под заказ) • производительность в смену 8 часов: до 250 погонных…
25.10. 2016
Москва (Россия)
2016
Москва (Россия)
162 500
Станок для производства штукатурной сетки ПВС-1250У
Состояние: Б/У Год выпуска: 2012 Производитель: Россия
Станок для производства штукатурной сетки ПВС-1250У плюс два комплекта ножей
20.01.2016 Нарофоминск (Россия)
1 000 000
Экструзионно-выдувные станки по производству канистр 5 литров, 10 литров
Состояние: Б/У
Компания купит экструзионно-выдувные станки для производства штабелируемых полиэтиленовых канистр 5 и 10 литров. Нужны станки с автоматической обрезкой облоя, паризон контроль, двухсекционные….
25.01.2016 Армавир (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по станку для производства саморезов почти как на Авито и TIU
Видео станка для производства саморезов
Производитель саморезов – как им стать? – Висма-Строй
Как организовать производство саморезов?
Крепеж во все времена был ликвидным товаром. Стройка потребляет тысячи тонн метизов ежегодно. Саморезы в портфеле любой строительной компании занимают все более значимое место. Организовать производство саморезов в Беларуси – насколько это хорошая идея? Даже несмотря на наличие в Беларуси крупных собственных производителей (РМЗ) и китайских поставщиков есть предприниматели, которые готовы рискнуть и стартовать с собственным производством. Для смелых и уверенных ниже несколько советов с рекомендациями.
Стройка потребляет тысячи тонн метизов ежегодно. Саморезы в портфеле любой строительной компании занимают все более значимое место. Организовать производство саморезов в Беларуси – насколько это хорошая идея? Даже несмотря на наличие в Беларуси крупных собственных производителей (РМЗ) и китайских поставщиков есть предприниматели, которые готовы рискнуть и стартовать с собственным производством. Для смелых и уверенных ниже несколько советов с рекомендациями.
Выбор ассортимента саморезов
Мелкая и крупная фасовка, широкий размерный ряд, различный выбор материалов исполнения, постоянные конструкционные изменения – вот то, за чем придется следить и из чего формировать ассортимент. Как всегда – большой доступный к производству ассортимент означает огромное количество нюансов.
Мебельные, с частой и редкой резьбой, по металлу и дереву, для гипсократона, террасной доски или монтажа сантехники – разумеется, при старте важно определиться с типом.
Строительный рынок последние несколько лет лихорадит. Тем не менее, почти всегда за некоторым падением всегда следует рост, который либо отыгрывает позиции, либо даже улучшает их.
Тем не менее, почти всегда за некоторым падением всегда следует рост, который либо отыгрывает позиции, либо даже улучшает их.
Особенности структуры спроса на саморезы
Одной из отличительных сторон сегмента производства саморезов в отличие от других типов крепежа является рост спроса на новые конструкционные решения (как при работе с металлом, так и с деревом), а также запрос на качество покрытия (горячеоцинкованные). Вместе с тем и классика пока хорошо идет.
Старт производства
Как выглядит традиционный процесс производства? Возьмем этапы изготовления саморезов методом холодной штамповки.
Начинаем с сырья. Традиционно это металлопрокат – стальная проволока. Ее в Беларуси можно найти на БМЗ, можно заказать на Северстали.
При подборе сырья нужно исходить из возможностей оборудования. Собственно, именно оборудование (Тайвань, Китай) станет самой дорогостоящей инвестиционной составляющей — новая линия обойдется в сумму порядка 30 тыс. USD.
Этапы производства
- Нарезка болванок – исходных стержней будущих саморезов
- Формирование шляпки и нанесение резьбы
- Закалка в печи
- Промывка
- Напыление антикора
Составляющие автоматической линии
Обычная автоматическая линия по производству саморезов состоит из нескольких модулей. Можно выделить 6 основных станков комплекса
Можно выделить 6 основных станков комплекса
- Волочильный станок.
- Устройство холодной высадки
- Резьбонакатной станок
- Печь обжига (закалки)
- Гальваническая ванна
- Сушильная центрифуга.
Собственно, выше был описан примерный процесс производства. В среднем такая линия может выдавать до 200 шт продукции в минуту.
Анализ расходов
Разумеется, в расходы записываются не только оборудование и материалы. Сюда же относятся:
- Регистрационные платежи
- Аренда
- Зарплата персоналу
- Дополнительные расходы
При выборе помещения стоит обязательно учесть доступность электросети 380 Вт, что необходимо для полноценной работы оборудования.
В зависимости от населенного пункта стоимость аренды может меняться. Минск – самая дорогая аренда. Далее следуют Гомель, Брест, Гродно, Могилев, Витебск. При организации производства стоит обратить внимание на преимущества, которые предоставляют резидентам свободные экономические зоны – здесь есть возможность снизить налоговую нагрузку и льготные условия по аренде.![]()
Сырье
Проволока, которая подходит для производства саморезов, обычно продается бухтами по 600 кг и более. В среднем из одной бухты можно получить до 500 тыс. единиц крепежа. Желательно найти прямого поставщика, но важно понимать, что для многих заводов опт начинается от нескольких бухт.
Продажи
Продажи – самый затратный элемент в бизнесе. И по времени, и в перспективе по ресурсам. Но оно того стоит. Создание сайта, холодные звонки, командировки, аналитика российских регионов – все это может служить отличным зачином в вопросе организации первых продаж. Важно также соблюдать структуру сбытового портфеля, где строительные организации, мебельные и кровельные компании, розница и физические лица будут составлять определенные пропорции в вашем портфеле заказчиков.
Наличие определенных позиций на складе, возможность бесплатной доставки, система бонусов и программы лояльности – все эти инструменты в итоге должны стать локомотивом вашего саморезного производства.
Цифры по окупаемости
Четкое выполнение всех пунктов бизнес-плана должно привести в итоге к успеху. Примерные цифры выглядят так.
- Первоначальные инвестиции в производство ~ 45 тыс. USD в эквиваленте.
- Текущие месячные расходы ~ 5 тыс. USD
При непрерывном 8-часовом цикле производство в месяц получится производить до 2 млн шт. саморезов. В среднем выручка должна составить порядка 7 тыс. USD в эквиваленте.
Предполагаемая первая чистая прибыль после уплаты налогов и прочих регулярных расходов составит порядка 2 тыс. USD. Предполагаемый выход на безубыточность –2 года, окупается проект за 1,5 года.
Подбор персонала
Для успешного запуска производства необходимо будет подобрать ответственных наладчиков, а также специалистов по продажам. Важный момент – экспертиза при закупке оборудования и предварительная экспертиза ассортимента. Грамотная работа на каждом из упомянутых направлений позволит обеспечить максимально эффективный старт.
Производство самонарезающих винтов – Руководство по самонарезающим винтам, часть 3
В первых двух частях руководства по самонарезающим винтам мы рассмотрели различные типы самонарезающих винтов, а также различные типы головок и типы приводов. .
В этой части мы хотели бы показать вам основные процедуры изготовления винтов, познакомить вас с производством EJOT и познакомить вас с отдельными этапами производства на примере самонарезающего винта EJOT JT3-18- 5.5.
Два производственных процесса для производства резьбы
Прежде всего, проводится различие между двумя различными производственными процессами: механической обработкой и формованием. Механическая обработка играет довольно второстепенную роль в промышленном производстве. Она в основном используется для очень больших винтов, где процесс формования достиг своего предела.
Механообрабатывающее производство При механической обработке (нарезке резьбы) заготовке придают форму фрезерованием.
 Нить тоже сделана таким образом. Главный недостаток здесь — прочность шурупов. Механическая обработка заготовки разрушает зерновой поток сырья, что снижает несущую способность шнека.
Нить тоже сделана таким образом. Главный недостаток здесь — прочность шурупов. Механическая обработка заготовки разрушает зерновой поток сырья, что снижает несущую способность шнека. Формовочное производство
Формовочное производство (резьбонарезное) является наиболее распространенным видом винтового производства. Здесь мы можем различать холодную формовку и горячую формовку. Большинство производителей используют процесс холодной штамповки, поэтому мы более подробно рассмотрим этот процесс, который мы также используем в EJOT.Этапы производства самонарезающего шурупа бимет на примере JT3-18-5.5
В начале производства шурупа исходным материалом является проволока. Это означает термообработанную сталь или нержавеющую сталь, которая поставляется в рулонах, отсюда и название рулон. Во-первых, проволока отрезается до нужной длины и на этом этапе также придается форма. Этот процесс происходит в несколько этапов формования в зависимости от геометрии головки. Верхняя часть самонарезающего шурупа из нержавеющей стали обеспечивает идеальную защиту от коррозии и может использоваться в местах, подверженных воздействию погодных условий. Нижняя часть, где в дальнейшем изготавливается сверло, изготовлена из углеродистой стали. Преимущество этого материала по сравнению с нержавеющей сталью заключается в том, что он может быть закален и, таким образом, может без труда проникать в стальные конструкции.
Нижняя часть, где в дальнейшем изготавливается сверло, изготовлена из углеродистой стали. Преимущество этого материала по сравнению с нержавеющей сталью заключается в том, что он может быть закален и, таким образом, может без труда проникать в стальные конструкции.
На следующем этапе производства две детали свариваются вместе. Процесс сварки создает уникальное сочетание материалов самонарезающих винтов bi-met из коррозионно-стойкой верхней части из нержавеющей стали и закаливаемой области сверла.
Следующий шаг — щипковое наведение. Это так называемый процесс штамповки в закрытых штампах, который представляет собой тип процесса массивной штамповки. Типичное сверло формируется из заготовки винта. После защемления следующими этапами являются накатка резьбы и удаление заготовок, в результате чего на заготовке винта формируется резьба. Этот шаг представляет собой последний рабочий шаг для изменения геометрии.
В ходе следующего процесса закалки шурупы с биметаллической опорой частично закаляются. В чем особенность: нагревается только область сверла, а затем охлаждается на водяной бане. Это придает наконечнику твердость, необходимую для проникновения в конструкционную сталь толщиной до 18 мм. В то же время верхняя часть из нержавеющей стали сохраняет высокую коррозионную стойкость.
В чем особенность: нагревается только область сверла, а затем охлаждается на водяной бане. Это придает наконечнику твердость, необходимую для проникновения в конструкционную сталь толщиной до 18 мм. В то же время верхняя часть из нержавеющей стали сохраняет высокую коррозионную стойкость.
Затем винты покрываются гальваническим покрытием и смазываются. Покрытие служит двум целям: с одной стороны, оно защищает острие сверла от коррозии, а с другой стороны, такая структура слоев улучшает сборочные свойства самонарезающего винта.
Контроль качества проводится снова и снова в течение всего производственного процесса. Испытание на сверление является одним из примеров контроля качества. Винт должен просверливать стальную тестовую пластину, но не более заданного времени. Поскольку в процессе производства снова и снова используются смазочно-охлаждающие жидкости, винты очищаются в специальных моечных установках после отдельных рабочих операций.
После того, как наш исходный материал прошел все этапы процесса холодной штамповки, конечным результатом, дополненным уплотнительной шайбой, является готовый саморез EJOT известного вам качества. это.
это.
В этой статье мы кратко представили различные методы изготовления винтов. На практике нарезание резьбы зарекомендовало себя как наиболее распространенный процесс, не в последнюю очередь из-за лучших механических свойств конечного продукта и возможности производить очень большие количества в единицу времени. В следующей части руководства по самонарезающим винтам мы рассмотрим вопрос краевых расстояний и объясним, что необходимо учитывать в отношении различных подконструкций.
Процесс производства саморезов
ВведениеКонструктивные особенности самонарезающего винта аналогичны режущему инструменту или сверлу. Как следует из названия, он не требует направляющего отверстия и служит крепежом.
Но задумывались ли вы когда-нибудь о том, как изготавливаются эти самонарезающие винты и какие шаги необходимо выполнить для изготовления самонарезающего винта?
В этой статье вы получите краткое представление о том, как производятся эти самонарезающие винты, и, наконец, мы познакомим вас с лучшей компанией по производству самонарезающих винтов, которая к вашим услугам.
- Провод
Шурупы-саморезы начинаются с проволоки разного диаметра в зависимости от калибра шурупа. Проволока, выбранная для изготовления самонарезающего винта, тверже материала, который будет соединяться.
Наиболее известный тип проволоки, используемой для изготовления саморезов в Газиабаде , устойчив к ржавчине и коррозии.
Первый и самый важный шаг в производстве самонарезающего винта — это выпрямление проволоки перед ее обрезкой до нужной длины.
- Рубрика
После правки проволоки проволока подается в проходческий станок, который отрезается по длине, перемещается на матрицу и выполняется.
Чтобы справиться с напряжением сдвига и растягивающими или комбинированными нагрузками на болтовые соединения, требуется термическая обработка винтов. Термическая обработка шнеков из нержавеющей стали используется для растворения крупных частиц карбида хрома.
Саморезы в Дели установлены вертикально для обеспечения равномерного нагрева и закалки в печи, где винты нагреваются для удаления загрязнений. Они закалены в масле, чтобы зафиксировать их твердость.
После этого процесса нагрева проволока подается в рубочную машину, где ее отрезают по длине, передают в матрицу и выполняют.
- Нарезание резьбы
Несколько методов изготовления самонарезающих винтов из материала Kanpur включают вычитание путем шлифовки или резки, деформацию прокаткой, формованием, аддитивными методами или литьем. Основным фактором этих саморезов является головка сверла, которая может иметь размер острия 2, 3, 4, 5, а другие более высокие числа указывают на более длинный наконечник.
Для создания рисунка резьбы с помощью процесса деформации методом штампа заготовку помещают между регулируемыми штампами, которые имеют канавки для создания заданной глубины резьбы.