Производство в домашних условиях алюминия: Производство алюминия в домашних условиях
alexxlab | 30.12.1990 | 0 | Разное
Процесс производства алюминия
Как производится алюминий
Алюминий в чистом виде в природе не встречается, именно поэтому еще 200 лет назад человечество ничего не знало об этом металле. Метод получения алюминия при помощи электричества был разработан в 1886 году и применяется до сих пор. Вот как это происходит.
ДОБЫЧА БОКСИТОВ
Производство алюминия начинается с добычи бокситов. Эта горная порода богата алюминием, который содержится в ней в форме гидрооксидов. Около 90% мировых запасов бокситов сосредоточены в тропическом поясе.
ПРОИЗВОДСТВО ГЛИНОЗЕМА
Боксит дробят, высушивают и размалывают в мельницах вместе с небольшим количеством воды.
Руду загружают в автоклав и обрабатывают щелочью – едким натром. В получившейся щелочной раствор из руды переходит практически весь оксид алюминия, а все посторонние примеси формируют твердый осадок — красный шлам.
Раствор алюмината натрия несколько суток перемешивают в декомпозерах, в результате чего в осадок выпадает чистый глинозем – Al2O3.
ЭЛЕКТРОЛИЗ АЛЮМИНИЯ
На алюминиевом заводе глинозем засыпают в ванны с расплавленным криолитом при температуре 950 ⁰С. Через раствор пропускают электрический ток силой до 400 кА и выше – он разрывает связь между атомами алюминия и кислорода, в результате металл в жидкой форме собирается на дне ванны.
ПЕРВИЧНЫЙ АЛЮМИНИЙ
Первичный алюминий отливается в слитки и отправляется потребителям, а также используется
для дальнейшего производства алюминиевых сплавов для различных целей.
АЛЮМИНИЕВЫЕ СПЛАВЫ
Литейные алюминиевые сплавы служат для получения готовых изделий путем отливки металла в формы. При этом необходимых свойств от сплава добиваются добавлением к нему различных добавок: кремния, меди и магния. Из таких сплавов, например, производят детали автомобильных и авиационных двигателей или колесные диски.
Благодаря высокой пластичности алюминий легко прокатывается в тончайшие листы. Для этих целей соответствующие алюминиевые сплавы выливают в прямоугольные бруски, достигающие 9 метров в длину и более. Из них производят алюминиевую фольгу и банки для напитков, а также детали автомобильных кузовов и многое другое.
Путем экструзии – получения нужной формы продавливанием размягченного металла через формовое отверстие – сегодня изготавливается большинство изделий из алюминия: от оправы очков или корпуса телефона, до фюзеляжа самолета или космического корабля.
ПЕРЕРАБОТКА АЛЮМИНИЯ
В отличие от железа алюминий не подвержен коррозии, поэтому изделия из него можно переплавлять и использовать металл бесконечное количество раз. При этом переработка алюминия требует всего 5% энергии, затраченной на изготовление алюминия впервые.
Производство алюминия включает
несколько этапов
Алюминий в чистом виде в природе не встречается, именно поэтому еще 200 лет назад человечество ничего не знало об этом металле. Метод получения алюминия при помощи электричества был разработан в 1886 году и применяется до сих пор. Вот как это происходит.
Метод получения алюминия при помощи электричества был разработан в 1886 году и применяется до сих пор. Вот как это происходит.
Добыча бокситов
ДОБЫЧА БОКСИТОВ
Производство алюминия начинается с добычи бокситов. Эта горная порода богата алюминием, который содержится в ней в форме гидрооксидов. Около 90% мировых запасов бокситов сосредоточены в тропическом поясе.
Дробление
ПРОИЗВОДСТВО ГЛИНОЗЕМА
Выщелачивание
Руду загружают в автоклав и обрабатывают щелочью – едким натром.![]() В получившейся щелочной раствор из руды переходит практически весь
оксид алюминия, а все посторонние примеси формируют твердый осадок — красный шлам.
В получившейся щелочной раствор из руды переходит практически весь
оксид алюминия, а все посторонние примеси формируют твердый осадок — красный шлам.
Декомпозиция
Раствор алюмината натрия несколько суток перемешивают в декомпозерах, в результате чего в осадок выпадает чистый глинозем – Al2O 3.
Электролиз
ЭЛЕКТРОЛИЗ АЛЮМИНИЯ
На алюминиевом заводе глинозем засыпают в ванны с расплавленным криолитом при температуре 950 ⁰С. Через раствор пропускают электрический ток силой до 400 кА и выше – он разрывает связь между атомами алюминия и кислорода, в результате металл в жидкой форме собирается на дне ванны.
Разливочная линия
ПЕРВИЧНЫЙ АЛЮМИНИЙ
Первичный алюминий отливается в слитки и отправляется потребителям, а также используется
для дальнейшего производства
алюминиевых сплавов для различных целей.
Литейные сплавы
АЛЮМИНИЕВЫЕ СПЛАВЫ
Литейные алюминиевые сплавы служат для получения готовых изделий путем отливки металла в формы. При этом необходимых свойств от сплава добиваются добавлением к нему различных добавок: кремния, меди и магния. Из таких сплавов, например, производят детали автомобильных и авиационных двигателей или колесные диски.
Прокат
Благодаря высокой пластичности алюминий легко прокатывается в тончайшие листы. Для этих целей соответствующие алюминиевые сплавы выливают в прямоугольные бруски, достигающие 9 метров в длину и более. Из них производят алюминиевую фольгу и банки для напитков, а также детали автомобильных кузовов и многое другое.
Экструзия
Путем экструзии – получения нужной формы продавливанием размягченного металла через формовое отверстие – сегодня
изготавливается большинство изделий из алюминия: от оправы очков или корпуса телефона, до фюзеляжа самолета или космического корабля.
Переплавка
ПЕРЕРАБОТКА АЛЮМИНИЯ
В отличие от железа алюминий не подвержен коррозии, поэтому изделия из него можно переплавлять и использовать металл бесконечное количество раз. При этом переработка алюминия требует всего 5% энергии, затраченной на изготовление алюминия впервые.
Оборудование для литья в домашних условиях
Оборудование
Литье алюминия в домашних условиях
Литье алюминия в домашних условиях является отличным хобби, которое поможет скоротать свободное время и может выручить в самый неожиданный момент. Существует несколько методик подобного литья, множество из которых применяется в промышленном производстве, но некоторые также подходят для домашнего применения.
Алюминий обрел большую популярность у домашних умельцев. Это связано с его эксплуатационными характеристиками, легким весом и простотой литья. С помощью литья можно легко и быстро изготовить различные детали, необходимые для бытовых нужд.
Это связано с его эксплуатационными характеристиками, легким весом и простотой литья. С помощью литья можно легко и быстро изготовить различные детали, необходимые для бытовых нужд.
Наиболее распространенными способами являются: литье под давлением и литье с помощью форм. Первый способ требует особого оборудования, поэтому более популярным является второй. Это очень простая технология, которую можно применять в домашних условиях.
Характеристики алюминия
Алюминий – серебристо-серый металл, отличающейся пластичностью и легкостью, очень хорошо поддается штамповке и неплохо гнется. Температура плавления алюминия составляет около 660 градусов, а точка кипения 2500 градусов.
Этот металл отличается высокой степенью проводимости тепла. Ему характерно активное взаимодействие с кислородом, из-за чего на поверхности алюминия образуется оксидная пленка. Она отличается цветом и физическими характеристиками, защищает металл от полного окисления под воздействием агрессивной внешней среды. Имеет высокую температуру плавления, превышающую температуру алюминия, что влияет на конечный результат.
Имеет высокую температуру плавления, превышающую температуру алюминия, что влияет на конечный результат.
Этот металл имеет свойство изменения структуры после плавки. Резкое его охлаждения не желательно, так как оно может привести к усадке полученного изделия. Это свойство стоит учитывать про домашнем литье изделий из алюминия.
Технология
Технология литья деталей из алюминия в домашних условиях довольно проста, но требует тщательного выполнения требований и большого внимания к деталям. Наиболее простая технология заключается в заливке расплавленного алюминия в подготовленные формы. При этом необходимо иметь минимальный набор необходимого оборудования.
Главной задачей является расплавление воска или парафина внутри формы с заменой пустот алюминием, после чего остывшую деталь можно легко достать. Первое, что нужно сделать – это подготовить опалубку, в качестве которой можно взять любую картонную коробку, например, из-под обуви, или изготовить ее из фанеры. В нее заливается парафин или воск.
Парафиновая форма для литья
При работе с парафином следует учитывать некоторые особенности:
- Залитый в форму парафин очень быстро остывает, поэтому не следует ускорять этот процесс. Деталь должна остыть самостоятельно, это позволит сохранить однородную структуру. Для полного остывания нужно подождать около суток, после чего можно перейти к его обработке.
- Парафин может сильно просесть в центре заготовки, поэтому нужно учитывать этот факт при оценке необходимых габаритов заготовки.
Вырезать правильную форму из заготовки – очень трудная задача. Поэтому человек, не имеющий должного опыта, не сможет справиться с ней.
Чтобы не терять время, рекомендуется изготавливать сразу несколько заготовок, чтобы в случае неудачи можно было быстро залить новую форму.
Форму для заливки алюминия следует изготовить из оргстекла, который прочно скрепляется с помощью герметика. После этого на дне подготовленного «аквариума» располагается заготовка, которую нужно закрепить, чтобы она не сместилась в процессе заливки гипсом. Сделать это можно с помощью пластилина.
Сделать это можно с помощью пластилина.
Затем следует подготовить гипсовую смесь, которая приготавливается с добавлением мелкозернистого песка (в соотношении один к одному). Это очень важно, так как чистый гипс содержит много влаги, которая испаряется при отливке детали и влияет на качество готового изделия.
Смесь должна быть однородной, густота должна напоминать сметану. Важно, чтобы смесь полностью покрывала парафиновую заготовку.
Стоит помнить, что гипс очень быстро застывает, поэтому выполнять работы нужно в быстром темпе. Полностью залив форму, ее стоит встряхнуть, чтобы избавиться от пузырьков воздуха.
После застывания гипса форму из оргстекла необходимо снять. Затем следует удаление парафина. Это можно сделать, положив форму вверх ногами на горячий лист железа, разогреваемого на огне. Также можно прокипятить форму в воде, что позволит более тщательно избавиться от парафина. После этого гипсовую форму нужно высушить.
Существует несколько способов расплавления алюминия, но технология литья в домашних условиях предусматривает самостоятельное изготовления тигельной печи или использование муфельной. Тигельная печь изготавливается только из огнеупорного кирпича.
Тигельная печь изготавливается только из огнеупорного кирпича.
Плавка алюминия в домашних условиях
После расплавления металла можно начинать процесс литья алюминия. С помощью ложки из нержавеющей стали следует снять окисную пленку. Плавление металла можно попробовать произвести с помощью газовой горелки, которой будет достаточно при небольшом объеме.
После застывания форма извлекается из гипса, очищается и полируется.
Технология может видоизменятся в зависимости от требований к готовому изделию и имеющихся инструментов. Методом проб и ошибок можно добиться оптимальной технологии.
Подготовка деталей
Домашнее литье требует особой подготовки, а также наличия определенных инструментов, среди которых нужно выделить:
- Лом алюминия. В качестве лома можно использовать множество изделий, в том числе проволоку. Но следует выбирать более мягкую, так как она содержит меньшее количество оксидов.
- Гипс. Формы для литья алюминия в домашних условиях лучше всего изготавливать из скульптурного гипса.
 Но стоимость его довольно высока, поэтому вполне подойдет обычный белый гипс. Его легко найти в любом строительном магазине. Главное, не перепутать его с алебастром, который похож на белый гипс, но категорически не подходит для литья.
Но стоимость его довольно высока, поэтому вполне подойдет обычный белый гипс. Его легко найти в любом строительном магазине. Главное, не перепутать его с алебастром, который похож на белый гипс, но категорически не подходит для литья. - Воск или парафин. Воск является оптимальным вариантом, но парафин дешевле и его проще найти. Можно использовать обычные свечи, избавившись от фитиля и расплавив их.
- Емкости для плавления. Для плавления парафина можно использовать обычную жестяную посуду, а вот для плавления алюминия рекомендуется применять тару из нержавейки или чугуна.
- Источник высокой температуры. Использовать можно как специализированные муфельные или тигельные печи, так и обычные газовые горелки. Выбор источника нагрева индивидуален, зависит от объема требуемого расплавленного металла.
Самодельный горн для плавки
Основные ошибки при литье алюминия
Многие новички при изготовлении алюминиевых отливок совершают банальные ошибки, поэтому перед выполнением работ рекомендуется с ними ознакомиться. Следует выделить такие базовые ошибки:
Следует выделить такие базовые ошибки:
- Следует тщательно изготавливать гипсовую форму. Очень важно, чтобы из нее полностью испарилась вся влага. Если этого не произойдет, то во время заливки металла влага испарится, оставив поры и пустоты. Это значительно влияет на качество готового изделия.
- Недостаточный нагрев металла может привести к плохой заполняемости формы, из-за чего могут остаться незаполненные пустоты.
- Не нужно дополнительно остужать металл, процесс охлаждения должен происходить естественным путем.
Предупредив появление вышеуказанных ошибок, можно получить качественный результат.
Литьё алюминия в домашних и промышленных условиях
Литьё алюминия в домашних условиях — это процесс, который может быть под силу домашнему мастеру, однако выполнять его нужно в соответствии с определенной методикой. Нужно знать особенности самого материала и понимать, как правильно с ним работать.
- Особенности алюминия
- Процесс литья
- Необходимое оборудование
- Производство форм
- Алгоритм работы в домашних условиях
Особенности алюминия
Алюминий — материал, широко применяемый в разных видах промышленности, подходит он и для домашнего литья. Его преимущества такие:
Его преимущества такие:
- Универсальность в применении;
- Хорошие эксплуатационные характеристики;
- Относительно небольшой вес;
- Высокие показатели по пластичности и ковкости.
Есть у него и недостатки. В частности, некоторым видам обработки металл поддается плохо.
Процесс литья
Благодаря литью можно быстро сделать на основе алюминия различные приспособления для бытовых или промышленных нужд.
Процесс может выполняться под давлением или с применением форм. В первом случае потребуются:
- Специальное оборудование;
- Специализированные технологические знания;
- Пресс-формы.
Также процесс выполняют и с использованием обычных форм, которые изготавливаются на основе специальной самодельной смеси. Технологию производства освоить достаточно просто. Алюминий имеет высокую пластичность, благодаря чему может приобретать любую форму. Его температура плавления составляет более 600 градусов.
Раньше для изготовления алюминиевых деталей использовали формы, которые вставлялись в землю, затем стали применяться гипсовые самодельные. Сейчас существуют специальные пресс-формы, из которых изготавливают детали под давлением.
На крупных предприятиях литье осуществляется под большим давлением и усадка практически отсутствует. Для работы применяют специальные машины и оборудование. Технологический процесс достаточно сложный:
- Нужное рабочее давление создается благодаря работе поршня, а он приводится в работу посредством сжатого воздуха;
- Ускорению движения способствуют масло и эмульсия;
- Материал, разогретый до температуры плавления, быстро попадает в пресс форму под давлением и целиком ее заполняет.
Изделия, которые производятся таким способом, редко имеют какой-либо брак и обладают высокой точностью. Подобная технология актуальна при изготовлении деталей для авиастроения и приборостроения. Пресс-формы позволяют применять расплавленный металл любой температуры.
Необходимое оборудование
Чтобы изготовить алюминиевые детали разного назначения с высокой точностью под давлением, потребуется специальное оборудование: автоматическая машина и прочные пресс-формы. Для литья алюминия их обычно делают на основе стальных сплавов.
Их поверхность отливки должна быть почти идеальной, не допускаются никакие искажения геометрической конфигурации и размера. Пресс-форма должна быть оснащена механизмом, благодаря которому из нее готовую деталь можно будет извлечь без труда. Помимо этого, в ее составе должны присутствовать и подвижные стержни из металла, с помощью которых образуются внутренние полости заготовок.
Будущим изделиям, которые вы будете заливать в специальные формы, потребуется придать ту или иную конфигурацию, которые преимущественно зависят от самих форм. В таком литейном процессе также используются специализированные машины и прочее оборудование.
Литейные машины могут иметь холодную или горячую камеру, в которой осуществляется процесс прессования форм. Обычно машины с горячей камерой для плавки металла применяются для изготовления сплавов преимущественно на основе цинка. Нужное давление в них нагнетается благодаря применению поршня или сжатого воздуха. Под давлением расплавленная смесь медленно вытесняется вовнутрь предварительно приготовленных пресс-форм.
Обычно машины с горячей камерой для плавки металла применяются для изготовления сплавов преимущественно на основе цинка. Нужное давление в них нагнетается благодаря применению поршня или сжатого воздуха. Под давлением расплавленная смесь медленно вытесняется вовнутрь предварительно приготовленных пресс-форм.
А машины, где применяют холодное давление, в основном используются тогда, когда потребуется сделать отливки с добавлением медных и магниевых сплавов. Расплавленная смесь в таком случае в процессе литья попадает вовнутрь форм под очень большим давлением, иногда оно может составлять около 700 мегапаскаль.
Благодаря литью под давлением можно в плане производительности достичь высоких показателей, также не нужно будет детали подвергать дополнительно механической обработке. Машины отличаются по моделям в зависимости от своих рабочих параметров.
Производство форм
Специальные литейные машины в домашних условиях практически не используются. Это не целесообразно не только в отношении больших затрат на их приобретение, но и потому что процесс достаточно сложный в техническом плане. А еще оборудование, которое работает под давлением, очень габаритное.
А еще оборудование, которое работает под давлением, очень габаритное.
В домашних условиях выплавляемым изделиям на основе алюминия требуемая форма придается ручным способом. Форму при этом тоже можно сделать самому. Многие домашние мастера применяют методику литья «в землю», благодаря которой можно в итоге получить необходимые алюминиевые детали без специального оборудования.
Моделям форм, с которыми приходится работать, вы сможете придать определенную конфигурацию, причем сами формы изготавливаются на основе подручных материалов своими руками. В частности, форму можно получить из простого цементного раствора. В такой ситуации выплавляемой заготовке можно придать прямоугольную или квадратную форму. В интернете можно отыскать видеоуроки, как правильно залить алюминий в цемент.
Для литья нередко применяются гипсовые формы. Гипсовым моделям в такой ситуации можно придать почти любую конфигурацию. Очень важным показателем при работе с формами является усадка материала. При его застывании он должен быть минимальным.
Под заливку алюминия моделям можно придать желаемую конфигурацию благодаря применению воска. Но здесь нужно сказать, что посредством воска можно изготавливать на основе алюминия только небольшие детали. Благодаря ряду эксплуатационных характеристик восковым моделям можно будет придать даже сложные конфигурации, но изготовить детали таким способом можно только один раз.
Литейным методом можно с легкостью изготавливать детали на преимущественно дюралевой основе. Дюраль — это материал, состоящий преимущественно из алюминиевого сплава с рядом других компонентов. Но нужно знать, что заготовки, которые выплавляются на его основе, застывают долго.
Модели, которые используются под литье металла, должны обязательно быть подготовлены: их потребуется очистить и нанести масло в качестве смазки.
Алгоритм работы в домашних условиях
Изготавливать алюминиевые детали литейным способом дома не так уж и сложно, для процесса не потребуется дорогое специальное оборудование. Те модели, которые будут принимать участие в литейной работе, потребуется очистить сверху и смазать изнутри. Подготовка потребуется и тогда, когда вы практикуете метод литья «в землю». Обязательно проконтролируйте, чтобы технологическое углубление по своим контурам строго соответствовало контурам будущей детали.
Подготовка потребуется и тогда, когда вы практикуете метод литья «в землю». Обязательно проконтролируйте, чтобы технологическое углубление по своим контурам строго соответствовало контурам будущей детали.
Как говорилось, усадка расплавленного алюминия является немаловажным параметром при работе. При выполнении заливки она должна быть минимальной, иначе деталь по размерам не будет соответствовать тем, которые были заданы.
С той целью, чтобы при застывании металла усадка имела минимальный показатель, на форме нужно будет выполнить незначительный глиняный кант, по который в нее и заливают расплавленный алюминий.
С целью расплавления металла обычно применяется емкость из стали и специальная печка. При этом при выполнении работы не стоит забывать и о правилах по технике безопасности. В случае если вы решили заниматься литейным процессом дома, нужно соблюдать правила личной безопасности. Обязательно надевайте специальную одежду, которая будет защищать кожу от возможных ожогов.
Ниже были рассмотрены ключевые аспекты, связанные с процессом литья алюминия как в промышленных, так и домашних условиях. Как видите, заниматься этим дома может каждый, для работы не потребуется дорогое оборудование, с помощью подручных средство можно научиться изготавливать всевозможные алюминиевые детали прямо не выходя из дома.
Ювелирное литье в домашних условиях для новичков
Но как же мы будем наплавлять парафин на кольцо, когда он невероятно текуч и непредсказуем? Оказалось, все гораздо проще. В процессе мастер понял, что парафин еще долгое время остается пластичным и его возможно деформировать как пластилин. Так и вышло. Он просто слепил нужную форму кольца и продолжил. Правда пройтись паяльником бы не помешало, для того чтобы сплавить слепленые границы. Но мастер решил этого не делать. Позже на отливки это отобразится в виде брака, но не такого страшного, чтобы нельзя было носить это кольцо.
Теперь нам нужно обработать слепленную модель. Мастер решил это делать на наждачной бумаге, но не помнит, была эта сороковка или шестидесятка, но точно очень грубая. И опять же неспроста. Дело в том, что крупное зерно наждачки, оставляет глубокий след на парафине и придает ему текстуру. Поэтому аккуратно пройдясь по лицевой части кольца грубой наждачкой, так и оставим получившуюся текстуру для отливки. Так как парафин в любой момент мог подвести, чистовую обработку мастер решил оставить все же для латунной отливки.
Мастер решил это делать на наждачной бумаге, но не помнит, была эта сороковка или шестидесятка, но точно очень грубая. И опять же неспроста. Дело в том, что крупное зерно наждачки, оставляет глубокий след на парафине и придает ему текстуру. Поэтому аккуратно пройдясь по лицевой части кольца грубой наждачкой, так и оставим получившуюся текстуру для отливки. Так как парафин в любой момент мог подвести, чистовую обработку мастер решил оставить все же для латунной отливки.
Откладываем модель в сторону и готовим основания для фиксации модели. Самое простое — сделать его из пластилина. Разминаем его и лепим полусферу, в которую в будущем будем устанавливать литники и в последующем эта сфера станет неким кармашком для плавки металла перед заливкой. Поэтому не стоит делать сферу слишком плоской. Нужно чтобы в ней поместился весь расплавленный металл. К моменту литья вы все поймете и сами увидите как это выглядит.
В качестве опоки (металлической оправки для заливки формовочной смеси), можно взять самую обыкновенную металлическую трубу, например, в сантехническом магазине должны быть отрезки подходящего размера.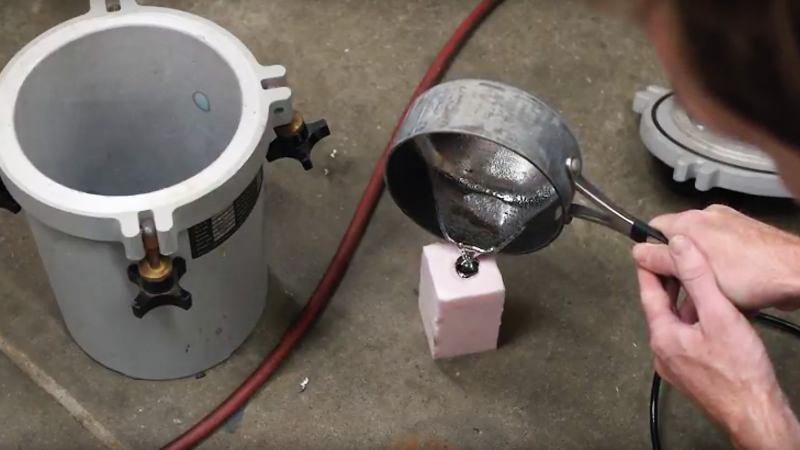
Литники изготовим из 2-ух гвоздей. Откусываем кусачками лишнее и устанавливаем их в нашу пластилиновую сферу.
После их установки, нам каким-то образом нужно прикрепить парафиновую модель к металлическим литникам. Для этого автор решил взять горелку и слегка нагреть гвозди, а после прислонить к ним кольцо. Горячие гвозди легко проплавят парафин и войдут в глубь модели.
И на самом деле, вышло неплохо.
Когда гипс окрепнет, то можно почистить форму от наплывов, и отделить пластилин с литниками.
Теперь следует наиболее ответственный момент — момент прокалки формы. В инструкции к формовочной массе, идет тех карта, где указан цикл прокалки в 15 часов. Но так как это идёт в разрез с коленочными технологиями, то справедливо будет сократить это время до 40 минут.
Это плохо и неправильно, но все же возможно. Тут главное дать плавный нагрев вначале, чтобы вода с гипса начала испаряться, а парафин начал плавно плавится и вытекать. Мастер воспользовался для этого кровельной горелкой, так как она у него была. Вы же можете обойтись бытовой горелкой, или начать можно с самой обыкновенной духовки, так будет правильнее. Только не забывайте ставить форму литниками вниз в какой-нибудь поддон, чтобы было куда стекать парафину.
Вы же можете обойтись бытовой горелкой, или начать можно с самой обыкновенной духовки, так будет правильнее. Только не забывайте ставить форму литниками вниз в какой-нибудь поддон, чтобы было куда стекать парафину.
Заливать металл в домашних условиях можно несколькими способами: с помощью картошки, глины, или любого другого плотного влагосодержащего материала. Но автор этот способ так и не освоил, поэтому он будет лить металл с помощью ручной центрифуги.
Выглядит она в виде стакана с четырьмя болтами (для более надежной фиксации опоки), цепочки и ручки из пвх трубы с подшипниками внутри (для продолжительного беспрепятственного кручения).
Автор сварил эту штуку сам, вы же можете обойтись, к примеру, металлической кружкой.
Греем форму до красна и готовимся к заливке латуни. В качестве исходного материала можно взять латунные сантехнические фитинги. Они отлично для этого сгодятся. Ну или если вы посмелее, можете сразу лить серебро или даже золото. В коленочных технологиях нет ограничения по металлу.
В коленочных технологиях нет ограничения по металлу.
Теперь нам нужно обработать кольцо. Автор не стал брать бормашинку, а зачистил все с помощью напильников и наждачной бумаги. Все реально, но разница лишь во времени и трудоемкости занятий.
После черновой обработки, автор решил примерить кольцо, но оказалось, что оно не совсем подходит.
По окончании шлифовки кольца, можно зачернить его лицевую часть для того, чтобы придать визуальную глубину нашему рельефу, оставленному крупным зерном наждачной бумаги. Для этого нам понадобится аптечная серная мазь. Наносим тонкий слой на латунную поверхность, которую хотим зачернить и нагреваем кольцо. Греем до тех пор, пока вся мазь не выгорит и после нее не останется сухой матовой поверхности.
После чернения, снова полируем кольцо, но уже финишными абразивами и любуемся результатом.
Как говорилось вначале, кольцо пролилось отлично. Все дефекты, что вы можете заметить, были получены на стадии моделирования. Поэтому, по-хорошему, лучше использовать более обрабатываемые материалы. Ведь чем лучше подготовлена модель, тем меньше придется работать с ней после литья.
Все дефекты, что вы можете заметить, были получены на стадии моделирования. Поэтому, по-хорошему, лучше использовать более обрабатываемые материалы. Ведь чем лучше подготовлена модель, тем меньше придется работать с ней после литья.
Благодарю за внимание. До новых встреч!
Оборудование для литья в домашних условиях
Часть 4. Варианты держателей для моделей кораблей. КРЮЧОК.
Всем желаю Здравия!
Продолжаем начатую недавно тему — «Изготовление поверхностей, подставок и держателей для моделей кораблей». В данном посте , хотелось бы поделиться с Вами найденными в мировой паутине вариантами держателей, под названием «КРЮЧОК». А также некоторыми мыслями по самостоятельному изготовлению такого держателя.
Начнем Мы с Вами с «крючков», которые можно купить на «invitinghome» (дословно, как Приглашение Домой анг.). Это магазин для различных поделок своими руками и не только. К сожалению больше пока данные «крючки» я не встречал. Однако ниже мы рассмотрим вариант изготовления своими руками. А те, кто часто заходит в строительные магазины, и возможно им, подвернуться подобные изделия нам об этом сообщат прямо в комментариях к данному топику.
К сожалению больше пока данные «крючки» я не встречал. Однако ниже мы рассмотрим вариант изготовления своими руками. А те, кто часто заходит в строительные магазины, и возможно им, подвернуться подобные изделия нам об этом сообщат прямо в комментариях к данному топику.
Итак Вот фотографии оригинальных «крючков»-настенных держателей нашей модели.
Часть 3. Диорама. Имитация воды при помощи Vallejo Water effects и Vallejo Still water
ВСЕМ ЗДРАВИЯ!
Что такое спец-средства и как с ними «бороться»?
Vallejo Water effects акриловый продукт, предназначенный для создания основы рек, озер, заливов и океанов. Vallejo Still water являясь плотным гелем, идеально подходящим для имитации поверхности воды на цветном основании созданном при помощи Water effects, а также может быть использован для создания водопадов, волн, ряби и льда.
Часть 2. Диорама. Изготовление морской воды из акрилового клея
Если Ваша диорама предполагает всплеск воды например от упавшей в воду канистры, сделать его можно следующим образом: необходимо расположить канистру на поверхности, немного обмазать её шпаклёвкой и небольшими пощипываниями пинцетом «поднять» шпаклёвку вверх создавая основу для всплеска воды
Часть 1.
 ДИОРАМА . Изготовление морской воды из силиконового герметика
ДИОРАМА . Изготовление морской воды из силиконового герметикаВсем Здравия!
Пробежав неоднократно по всему, что есть в мировой паутине по созданию такой эффектной поверхности для моделей кораблей, как диорама, пришел к выводу, что есть три самых простых и абсолютно не затратных способа изготовления «синего моря» в домашних условиях. К сожалению не нашел автора данного метода, а рекламировать чужие сайты нет желания. Посему, найдется автор обязательно укажем в нашем с Вами блоге.
Изготовление поверхностей, подставок и держателей для моделей кораблей
Здравия желаю Всем, кого интересует и кто желает дополнить данное повествование!
Задумывая данный блог, я посчитал, что многие из нас, зачастую завершив модель, оставляют ее на подставке, вложенной в наш кит. Либо изготавливают, нечто похожее на подставки друзей. Однако, данные разрозненны и как правило находятся в заключительной стадии топиков на форуме, зачастую через месяц и позже после сообщения об уже завершенной постройке. А ведь как подать модельку под любознательные и благодарные глаза Ваших родных и гостей? Как выставить в правильном свете тот или иной борт, как указать правильный ракурс и угол обзора, не давая в чуждые руки «наше детище» ?
А ведь как подать модельку под любознательные и благодарные глаза Ваших родных и гостей? Как выставить в правильном свете тот или иной борт, как указать правильный ракурс и угол обзора, не давая в чуждые руки «наше детище» ?
Постройка действующего макета железной дороги. Часть IV
Наконец-то впервые смог осуществить движение поезда в полной и логичной последовательности. Все получилось даже лучше, чем я предполагал – даже несмотря на то, что мне пришлось делать остановки для фотографирования. На первой фотографии – 61626 Brancepeth Castle, который я считаю одним из самых красивых локомотивов. Поэтому далеко не случайно их у меня сразу несколько штук.
Обзор постройки модели линкора HMS Victory. Часть 2.
Итак, в прошлый раз, вопреки заветам Бернадетт, я приступил к сборке корпуса.
Вот как выглядит моя килевая рамка. Она была готова ещё в начале декабря.
Постройка действующего макета железной дороги. Часть III
Одним из важнейших моментов для меня является достоверная реконструкция деталей макета – они должны полностью соответствовать рассматриваемой эпохе. Основная сложность в том, что достоверных фотографий того времени, да еще и снятых с разных ракурсов, сохранилось очень мало. Но иногда мне везет и удается найти очень полезные изображения. Одна из таких фотографий приведена ниже.
Основная сложность в том, что достоверных фотографий того времени, да еще и снятых с разных ракурсов, сохранилось очень мало. Но иногда мне везет и удается найти очень полезные изображения. Одна из таких фотографий приведена ниже.
Алгоритм этапов покраски и везеринга стендовой модели для начинающих моделистов.
Здравствуйте Уважаемые Моделисты и те, кто только делает первые шаги в Мир Моделей.
Купив в первый раз набор для склеивания, и собрав пластиковый «шедевр» строго по инструкции, очень хочется продемонстрировать его всем окружающим и сравнить с другими работами. Как? Естественно через интернет. Но глянув туда видим, что практически все размещенное там окрашено, покрыто пылью и забрызгано грязью и внешне ничего общего с пластиковой игрушкой, что стоит у Вас на полке, не имеет. Естественно, у тех кого «зацепило», возникает много вопросов. Как? Чем? В каком порядке? Информации в сети по вопросам окраски и везеринга огромное количество, но систематизировать ее человеку, для которого слова «прешейдинг», смывка, фильтры и т. д. пустой звук, на первых порах сложно и зачастую непонимание отбивает желание заниматься этим увлекательным хобби. Дабы минимизировать потери пополнения в армии моделистов, попытаюсь в этой статье дать общее понимание этапов покраски и везеринга стендовых моделей. (Не претендую на 100 % авторство всего, что будет изложено, т.к. данная статья основана на огромном количестве материала полученного из сети, периодических изданий и личного опыта. Поэтому сразу благодарю всех тех, чьи мысли, опыт и практика подсмотренные мной, будут использованы в данном материале.)
д. пустой звук, на первых порах сложно и зачастую непонимание отбивает желание заниматься этим увлекательным хобби. Дабы минимизировать потери пополнения в армии моделистов, попытаюсь в этой статье дать общее понимание этапов покраски и везеринга стендовых моделей. (Не претендую на 100 % авторство всего, что будет изложено, т.к. данная статья основана на огромном количестве материала полученного из сети, периодических изданий и личного опыта. Поэтому сразу благодарю всех тех, чьи мысли, опыт и практика подсмотренные мной, будут использованы в данном материале.)
Обзор постройки модели линкора HMS Victory. Часть 1.
Не так давно мы обнаружили на популярном форуме Model Ship World, посвящённом судомоделированию, интереснейший обзор постройки линкора HMS Victory в масштабе 1:84, опубликованный участником под ником Canoe21. Так как не все могут похвастаться хорошими знаниями в английском, но многих может заинтересовать этот пошаговый обзор, мы решили опубликовать перевод этого обзора в нашем блоге. Всех заинтересованных и просто любопытных, милости просим на борт.
Всех заинтересованных и просто любопытных, милости просим на борт.
Пошаговая инструкция по литью алюминия в домашних условиях — материалы и порядок действий
Существует несколько методик литья алюминия, которые используются на производстве, в промышленных масштабах. Но если речь идет о работе в быту, то наиболее приемлемый способ – заливка жидкого алюминия в самодельные формы. Вот о такой технологии и пойдет речь.
Прежде чем разбираться с нюансами литья, целесообразно вспомнить о некоторых характеристиках этого металла. Алюминий плавится при температуре около 660 °С (зависит от его чистоты), а закипает – при 2 500. Еще одна его особенность, которую нужно принять во внимание – быстрое окисление при прямом контакте с воздухом.
Различных «инженерных решений», реализуемых при самостоятельном литье алюминия в домашних условиях, достаточно много. «Народные умельцы», зная его характеристики, сами подбирают необходимые приспособления и материалы. Одна из основных проблем – из чего и как изготовить форму для заливки. Именно на этом чаще всего и «спотыкаются» люди, не имеющие практического опыта. Поэтому рассмотрим только один из простейших вариантов, так как охватить все способы в одной статье – нереально.
Именно на этом чаще всего и «спотыкаются» люди, не имеющие практического опыта. Поэтому рассмотрим только один из простейших вариантов, так как охватить все способы в одной статье – нереально.
Начнем с того, что нужно будет приготовить для литья:
Лом алюминия
С этим металлом встречался каждый из нас. Но все ли замечали, что, к примеру, проволока из алюминия бывает разной. Одна легко гнется, как пластилин, а другая – более твердая, менее податливая. Для литья желательно выбирать ту, что помягче, так как в таком материале, условно говоря, меньше оксидов и больше «чистого» алюминия.
Самый простой вариант для работы на дому. Лучшая его марка – скульптурный (маркируется « Г – 16 »). Но его еще предстоит найти, да и стоимость такого качественного продукта довольно высокая. Поэтому в бытовых условиях чаще используется белый гипс (обозначается « Г – 7 »), который не является дефицитом. Его можно купить в любом специализированном магазине по продаже стройматериалов.
Он по внешнему виду очень похож на алебастр, и их легко перепутать. Кроме того, продавец, не зная, для чего покупателю нужен гипс, вместо него может предложить этот «аналог». В строительной сфере материалы часто заменяют друг друга, так как многие их характеристики схожи. Но для изготовления форм алебастр точно не подходит! Это нужно учесть.
Кроме того, продавец, не зная, для чего покупателю нужен гипс, вместо него может предложить этот «аналог». В строительной сфере материалы часто заменяют друг друга, так как многие их характеристики схожи. Но для изготовления форм алебастр точно не подходит! Это нужно учесть.
Данный материал упоминается практически во всех рекомендациях по самостоятельному литью металлов. Действительно, это лучший вариант, но только если речь идет об изготовлении небольших деталей. Чистый воск стоит дороговато, и покупать его в больших объемах смысла нет. Тем более что повторно он использоваться уже вряд ли будет.
На практике берутся обычные свечи, которые есть в любом отделе хоз/товаров. Какие они – стеариновые или парафиновые – не суть важно. Количество зависит от габаритов требуемой детали, «болванка» которой и будет готовиться из них.
В процессе работы понадобится и еще кое-что. Это станет понятно при рассмотрении технологии литья, а выбор конкретных материалов зависит от сообразительности и возможностей мастера.
Емкости для плавления
Растапливать свечи можно и в обычной «жестянке». А вот для алюминия посуда нужна попрочнее, так как ее придется довольно сильно нагревать.
Источник высокой температуры
Что можно использовать? Муфельную печь или самодельный тигел/газовый горн. Главное – добиться требуемой температуры плавления. Что касается последнего «прибора» (тигеля), то из рисунка понятно, как он устроен. Нужно только учесть, что кирпич должен быть обязательно огнеупорным.
При использовании для разогрева материалов достаточно мощной печкой необходимо включить в цепь ее питания какой-нибудь регулятор температуры (если его нет). Такая модернизация сэкономит время, нервы и эл/энергию. Достаточно установить простейший реостат или регулируемый трансформатор (ЛАТР). Иначе придется постоянно заниматься включение/выключением прибора, чтобы не «загнать» температуру.
Технология литья
Изготовление «болванки»
Задача состоит в том, чтобы расплавить парафин и залить его в форму с определенными линейными параметрами. После его остывания из отвердевшей массы несложно вырезать точную копию требуемой детали. Самый простой способ – взять коробку из-под обуви. В принципе, такую «опалубку» несложно сделать из картона, фанеры, скрепив всю конструкцию клейкой лентой.
После его остывания из отвердевшей массы несложно вырезать точную копию требуемой детали. Самый простой способ – взять коробку из-под обуви. В принципе, такую «опалубку» несложно сделать из картона, фанеры, скрепив всю конструкцию клейкой лентой.
Особенность работы
- Залитая масса остывает очень долго, причем не следует ускорять этот процесс принудительно. Отвердевание должно идти естественным путем, тогда структура болванки будет однородной по всей толщине. Ждать придется не меньше суток, так как верхняя твердая корка – еще не показатель, что внутри парафин затвердел.
- Используемый материал характеризуется значительной усадкой. Другими словами, в центральной части формы масса в процессе остывания несколько «просядет». Рассчитывая габариты нужной заготовки, это следует учесть и заливать парафин с некоторым запасом по объему.
Так как из готового образца придется вручную вырезать деталь, то понятно, что при отсутствии опыта (может быть, и способностей) все сделать точно и с первого раза не получится, особенно если нужно отлить что-то довольно сложной конфигурации. А у забракованной «болванки» путь один – на переплавку.
А у забракованной «болванки» путь один – на переплавку.
Чтобы не тратить зря время, их желательно подготовить две. Если первая и будет испорчена, то уже со второй, учитывая приобретенный опыт, работа пойдет успешнее. Учитывая, что свечи стоят копейки, это не «ударит по карману».
Изготовление формы
Рекомендаций по ее подготовке достаточно. Один из простых способов – сделать ее из оргстекла. Такой «аквариум» собирается скреплением вырезанных кусков оргалита при помощи пластилина. Им же производится и герметизация всех стыков.
Изготовление шаблона детали
На дне «аквариума» помещается «болванка». Чтобы в процессе заливки раствора она не сместилась, ее фиксируют тем же пластилином.
Нужно учесть, что вся остальная работа делается быстро, так как гипс хорошо схватывается. Но в чистом виде этот материал не применяется. Используется его смесь с песком мельчайших фракций (50 на 50). Иначе в массе гипса останется вода, которая после заливки алюминия начнет испаряться. Это приведет к образованию раковин в готовой детали.
Это приведет к образованию раковин в готовой детали.
Смесь разводят до состояния сметаны средней густоты, после чего раствор загружается в форму. Нужно его готовить столько, чтобы «болванка» была им полностью накрыта. В данном случае экономить на материале не стоит, тем более что и цена на него небольшая. Для удаления воздушных пузырьков, если нет вибростола, форму необходимо хорошенько потрясти вручную.
После застывания залитой массы «аквариум» демонтируется. Остается только удалить из гипса парафин. Вытопить его несложно. Например, положить гипсовый шаблон днищем вверх на лист железа, а его – на открытый огонь. Но это не гарантирует «чистоты» внутренностей формы. Если деталь – не просто металлическая пластина или что-то подобное, а имеет выступы, вырезы и так далее, то используется другой способ.
Берется ненужная металлическая тара, в которую ставится гипсовый шаблон и наливается вода. Посуда помещается на огонь, и при закипании жидкости парафин начнет собираться вверху (всплывать). Но отмыть емкость потом вряд ли получится.
Но отмыть емкость потом вряд ли получится.
После окончания процесса вытапливания гипс высушивается. Температура должна быть небольшая, иначе материал может «перегореть» и деформироваться, особенно тонкие части шаблона.
Заливка алюминия
Ничего сложного в этом нет, только один нюанс. Необходимо наготове держать ложку из «нержавейки», которой сразу же снимается образующаяся пленка окисла.
Несколько замечаний
- Форму-«аквариум» можно сделать из любых подручных материалов. Главное, чтобы она не развалилась во время заливки гипса, и чтобы потом ее можно было легко разобрать.
- В качестве источника тепла не обязательно искать муфельную печку или монтировать тигель. Нужно попробовать, будет ли приготовленный алюминиевый лом плавиться, например, от газовой горелки. Возможно, достаточно будет и аргонной сварки. Пробуется все, что есть в хозяйстве.
При самостоятельном литье необходимо экспериментировать, так как суть всех операций изложена вполне понятно, а приведенные примеры по оборудованию и материалам не являются догмой.
Поделиться:
Алюминий, производство алюминия: технология, процесс и описание
Сырье для производства
Из какого сырья получают алюминий? Производство алюминия из всех минералов, его содержащих, дорого и нерентабельно. Добывают его из бокситов, которые содержат до 50% оксидов алюминия и залегают прямо на поверхности земли значительными массами.
Эти алюминиевые руды имеют достаточно сложный химический состав. Они содержат глиноземы в количестве 30-70% от общей массы, кремнеземы, которых может быть до 20%,окись железа в пределах от 2 до 50%, титан (до 10%).
Глиноземы, а это окись алюминия и есть, состоят из гидроокисей, корунда и каолинита.
В последнее время окиси алюминия стали получать из нефелинов, которые содержат еще и окиси натрия, калия, кремния, и алунитов.
Для производства 1 т чистого алюминия нужно около двух тонн глинозема, который, в свою очередь, получают из примерно 4,5 т боксита.
Процесс производства
После того, как были добыты бокситы, получен глинозём, пополнены запасы криолита, наступает заключительная стадия производства алюминия – электролиз. Именно цех, в котором выполняется данный процесс, является центром всего алюминиевого производства, и стоить отметить, что он сильно отличается от других металлургических цехов, в которых производят, например, сталь. Внутри цеха находятся прямоугольные корпуса, их протяженность может достигать 1 км. Здесь же, находятся электролизные ёмкости — ванны, соединенные толстыми кабелями с источником электричества. Сила тока находится в пределах 300 – 400 кА, а напряжение в каждой ёмкости 5-6 вольт. Основной производственной силой можно считать именно электрический ток, так как все производственные процессы в цеху механизированы, и людей задействовано очень немного.
Ёмкость ванны наполняется криолитом, свойства которого позволяют создать токопроводящую среду при очень высоком нагреве. Соответственно во всех ёмкостях производиться процесс электролиза.
 Катодом в данном случае выступает днище ёмкости (ванны), а анодом — специальные угольные блоки, которые погружаются в саму емкость.
Катодом в данном случае выступает днище ёмкости (ванны), а анодом — специальные угольные блоки, которые погружаются в саму емкость.С промежутком в 30 минут, автоматическая система загружает новую подачу сырья в ванны. Электрический ток воздействует на хим. соединение алюминия и кислорода, и разрывает его, в результате чего, металл опускается на дно емкости ванны, а кислород соединяется с углеродом, образуя углекислый газ.
Алюминий извлекается из производственной ёмкости, каждые 2,3,4 дня, при этом, используются специальные вакуумные ковши. На поверхности застывает корка электролита, в которой проделывают дыру и опускают своеобразную трубку. По ней алюминий, в жидком виде, всасывается в ковш, в котором заранее уже откачан весь воздух. Одна ванна дает примерно одну тонну алюминия, а сам ковш вмещает в себе четыре тонны металла. После выполнения данных процедур, ковш отправляют для дальнейшего литейного производства.
Все электролизеры оснащены системой забора газа, она собирает газы, выделяющиеся при электролизе, и отправляет их на очистку. В наше время, так называемые «сухие» системы газоочистки, используют именно глинозем, для того чтобы уловить фтористые соединения. Поэтому, перед непосредственным производством алюминия, глинозем перед этим принимает участие в очистке газов, образованных при получении металла до этого. Таким образом, получается некий замкнутый цикл.
В наше время, так называемые «сухие» системы газоочистки, используют именно глинозем, для того чтобы уловить фтористые соединения. Поэтому, перед непосредственным производством алюминия, глинозем перед этим принимает участие в очистке газов, образованных при получении металла до этого. Таким образом, получается некий замкнутый цикл.
Процесс электролиза крайне энергозатратный, поэтому немаловажно использовать мощные источники энергии, желательно те, которые по минимуму загрязняют окружающую среду. Гидроэлектростанции лучший вариант для этого, они не выбрасывают в атмосферу никаких вредных веществ, и их мощностей вполне достаточно. Россия использует 95 процентов энергии именно от гидроэлектростанций, но по миру такая тенденция присутствует далеко не везде. Тот же Китай использует около 90 процентов энергии для производства алюминия от угольной генерации, что, несомненно, пагубно влияет на экологию. Так как, в таком случае, для производства одной тонны алюминия, в окружающую среду выбрасывается в 5 раз больше СО2.
Месторождения бокситов
Запасы бокситов в мире ограничены. На всем земном шаре всего семь районов с его богатыми залежами. Это Гвинея в Африке, Бразилия, Венесуэла и Суринам в Южной Америке, Ямайка в Карибском регионе, Австралия, Индия, Китай, Греция и Турция в Средиземноморье и Россия.
В странах, где есть богатые месторождения бокситов, может быть развито и производство алюминия. Россия добывает бокситы на Урале, в Алтайском и Красноярском краях, в одном из районов Ленинградской области, нефелин — на Кольском полуострове.
Самые богатые месторождения принадлежат именно российской объединенной компании UC RUSAL. За ней идут гиганты Rio Tinto (Англия-Австралия), объединившийся с канадской Alcan и CVRD. На четвертом месте находится компания Chalco из Китая, затем американо-австралийская корпорация Alcoa, которые являются и крупными производителями алюминия.
Производство алюминия в России и мире
Объем производства алюминия в 2021 году составляет 72 млн тонн. Международный алюминиевый рынок находится в дефиците, составляющем 277 тыс. тонн.Крупнейшими странами-изготовителями данного металла являются Китай, Россия, США, Австралия, Бразилия и Индия. Страны Северной и Южной Америки активно сокращают добычу бокситов. Рост производства чистого алюминия обеспечивается государствами Ближнего Востока и Азии. В этих регионах содержится свыше 73% мировых запасов алюминиевых руд, залегающих на земной поверхности. В них отсутствует большое число металлических и газообразных веществ. Крупнейшими производителями алюминия в мире являются следующие транснациональные компании:
Международный алюминиевый рынок находится в дефиците, составляющем 277 тыс. тонн.Крупнейшими странами-изготовителями данного металла являются Китай, Россия, США, Австралия, Бразилия и Индия. Страны Северной и Южной Америки активно сокращают добычу бокситов. Рост производства чистого алюминия обеспечивается государствами Ближнего Востока и Азии. В этих регионах содержится свыше 73% мировых запасов алюминиевых руд, залегающих на земной поверхности. В них отсутствует большое число металлических и газообразных веществ. Крупнейшими производителями алюминия в мире являются следующие транснациональные компании:
- UCRUSAL: российский концерн, производящий 13% всех алюминиевых сплавов в мире. Объем производства компании составляет 3,75 млн тонн в год. РУСАЛ обладает собственной инженерно-технической базой и экспортирует свою продукцию в страны Европы, Северной Америки и Юго-Восточной Азии.
- Chalco: китайская государственная корпорация, являющаяся вторым крупнейшим производителем алюминиевых материалов в мире.
 Объем производства составляет 3,4 млн тонн в год.
Объем производства составляет 3,4 млн тонн в год. - RioTinto: австралийско-британская горно-металлургическая компания, производящая глинозем. Объем производства концерна составляет 3,1 млн тонн в год. RioTinto образует с канадской организацией Alcan совместное предприятие по добыче бокситов.
На рынке стран-лидеров по производству чистого алюминия наблюдается переизбыток мощностей. Это обусловлено циклическим характером спроса и большим количеством конкурентоспособных предприятий. Для снижения переизбытка мощностей многие предприятия стали экспортировать алюминиевые полуфабрикаты. С 2015 г. продажи этой продукции ежегодно растут на 20%.
В Российской Федерации присутствует 17 заводов по изготовлению глинозема и алюминиевых листов. Большая часть предприятий располагается на Урале в и в Сибири. Высокая эффективность российских алюминиевых заводов обуславливается следующими факторами размещения производства:
- Сырьевой: предприятия расположены рядом с основными месторождениями алюминия.
 Это позволяет снизить затраты на транспортировку сырья и снизить стоимость готовой продукции
Это позволяет снизить затраты на транспортировку сырья и снизить стоимость готовой продукции - Энергетический: чистый алюминий изготавливается посредством электролиза, поэтому заводы расположены рядом с крупными гидроэлектростанциями, вырабатывающими большое количество электрической энергии.
- Потребительский фактор: продукция российский компаний, производящих алюминий, покупается странами Южной и Северной Америки, Азии, Ближнего Востока, Европы и Африки.
- Транспортный: заводы располагаются рядом с крупными транспортными узлами, позволяющими эффективно перевозить сырье и готовую продукцию на большие расстояния. Для транспортировки металла чаще всего используются железнодорожные поезда.
В настоящее время производство алюминия в России снижается и составляет 7,3 млн тонн в год. Это связано с разрушением межотраслевых и хозяйственных связей со странами бывшего СССР.
Зарождение производства
Датский физик Эрстед выделил первым алюминий в свободном виде в 1825 году. Химическая реакция проходила с хлоридом алюминия и амальгамой калия, вместо которой спустя два года немецкий химик Велер использовал металлический калий.
Химическая реакция проходила с хлоридом алюминия и амальгамой калия, вместо которой спустя два года немецкий химик Велер использовал металлический калий.
Калий – материал достаточно дорогой, поэтому в промышленном производстве алюминия француз Сент-Клер Девиль вместо калия в 1854 году использовал натрий, элемент значительно более дешевый, и стойкий двойной хлорид алюминия и натрия.
Русский ученый Н. Н. Бекетов смог вытеснить алюминий из расплавленного криолита магнием. В конце восьмидесятых годов того же века эту химическую реакцию использовали немцы на первом алюминиевом заводе. Во второй половине XVIII века было получено около химическими способами 20 т чистого металла. Это был очень дорогой алюминий.
Производство алюминия с помощью электролиза зародилось в 1886 году, когда одновременно были поданы практически одинаковые патентные заявки основоположниками этого способа американским ученым Холлом и французом Эру. Они предложили растворять глинозем в расплавленном криолите, а затем электролизом получать алюминий.
С этого и началась алюминиевая промышленность, ставшая за более чем вековую историю одной из самых крупных отраслей металлургии.
Основные этапы технологии производства
В общих чертах технология производства алюминия не изменилась с момента создания.
Процесс состоит из трех стадий. На первой из алюминиевых руд, будь это бокситы или нефелины, получают глинозем – окись алюминия Al2O3 .
Затем из окиси выделяют промышленный алюминий со степенью очистки 99,5 % , которой для некоторых целей бывает недостаточно.
Поэтому на последней стадии рафинируют алюминий. Производство алюминия завершается его очисткой до 99,99 %.
Получение глинозема
Существует три способа получения окиси алюминия из руд:
— кислотный;
— электролитический;
— щелочной.
Последний способ — наиболее распространенный, разработанный еще в том же XVIII веке, но с тех пор неоднократно доработанный и существенно улучшенный, применяется для переработки бокситов высоких сортов. Так получают около 85 % глиноземов.
Так получают около 85 % глиноземов.
Сущность щелочного способа заключается в том, что алюминиевые растворы с большой скоростью разлагаются, когда в них вводится гидроокись алюминия. Оставшийся после реакции раствор выпаривается при высокой температуре около 170° С и опять используется для растворения глинозема;
Сначала боксит дробится и измельчается в мельницах с едкой щелочью и известью, затем в автоклавах при температурах до 250°С происходит его химическое разложение и образовывается алюминат натрия, который разбавляют щелочным раствором уже при более низкой температуре – всего 100° С. Алюминатный раствор промывается в специальных сгустителях, отделяется от шлама. Затем происходит его разложение. Через фильтры раствор перекачивают в емкости с мешалками для постоянного перемешивания состава, в который для затравки добавлена твердая гидроокись алюминия.
В гидроциклонах и вакуум-фильтрах выделяется гидроокись алюминия, часть которой возвращается в качестве затравочного материала, а часть идет на кальцинацию. Фильтрат, оставшийся после отделения гидроокиси, тоже возвращается в оборот для выщелачивания следующей партии бокситов.
Фильтрат, оставшийся после отделения гидроокиси, тоже возвращается в оборот для выщелачивания следующей партии бокситов.
Процесс кальцинации (обезвоживания) гидроокиси во вращающихся печах происходит при температурах до 1300° С.
Для получения двух тонн окиси алюминия расходуется 8,4 кВт*ч электроэнергии.
Прочное химическое соединение, температура плавления которого 2050° С, это еще не алюминий. Производство алюминия впереди.
Что такое выплавка алюминия и как производится этот металл?
Бокситы – основная руда, используемая для производства алюминия. Они содержат 30-60 % от массы глинозема, и извлекаются открытым способом добычи, где слой почвы поверх месторождения глинозема, обычно называемый вскрышным, удаляется.
Обычные буровые или взрывные работы не проводятся из-за мягкого характера бокситовых месторождений. Более богатые руды используются в качестве добываемых. Руды более низкого качества могут быть полезны путем дробления, промывки и последующей сушки для удаления отходов глины и кремнезема.
 Добытый боксит затем транспортируется на заводы.
Добытый боксит затем транспортируется на заводы.Производство металлического алюминия состоит из трёх основных этапов:
- Добыча бокситов – руда с повышенным содержанием этого металла.
- Очистка. Производство глинозема из боксита осуществляется методом Байера, при котором боксит переваривается при высокой температуре и давлении в сильном растворе каустической соды. Полученный гидрат кристаллизуют и прокаливают до оксида в печи или кальцинаторе с псевдоожиженным слоем.
- Восстановление путем электролитического рафинирования. Алюминий получают электролизом из расплавленного оксида алюминия Al2O3. Производство из глинозема до первичного алюминиевого металла использует электролитический процесс Холла–Херулта с использованием углеродных электродов и криолитового флюса для получения металла высокой чистоты (>99,99%).
Электролиз окиси алюминия
Основным оборудованием для электролиза является специальная ванна, футерованная углеродистыми блоками. К ней подводят электрический ток. В ванну погружаются угольные аноды, сгорающие при выделении из окиси чистого кислорода и образующие окись и двуокись улглерода. Ванны, или электрилизеры, как их называют специалисты, включаются в электрическую цепь последовательно, образуя серию. Сила тока при этом составляет 150 тысяч ампер.
В ванну погружаются угольные аноды, сгорающие при выделении из окиси чистого кислорода и образующие окись и двуокись улглерода. Ванны, или электрилизеры, как их называют специалисты, включаются в электрическую цепь последовательно, образуя серию. Сила тока при этом составляет 150 тысяч ампер.
Аноды могут быть двух типов: обожженные из больших угольных блоков, масса которых может быть больше тонны и самообжигающиеся, состоящие из угольных брикетов в алюминиевой оболочке, которые спекаются в процессе электролиза под действием высоких температур.
Рабочее напряжение на ванне обычно составляет около 5 вольт. Оно учитывает и напряжение, необходимое для разложения окиси, и неизбежные потери в разветвленной сети.
Из растворенной в расплаве на основе криолита окиси алюминия жидкий металл, который тяжелее солей электролита, оседает на угольном основании ванны. Его периодически откачивают.
Процесс производства алюминия требует больших затрат электроэнергии. Чтобы получить одну тонну алюминия из глинозема, нужно израсходовать около 13,5 тысяч кВт*ч электроэнергии постоянного тока. Поэтому еще одним условием создания крупных производственных центров является работающая рядом мощная электростанция.
Поэтому еще одним условием создания крупных производственных центров является работающая рядом мощная электростанция.
AllMetals
Алюминий
Современный способ получения алюминия был открыт в 1886 молодым американским исследователем Чарлзом Мартином Холлом. Химией он увлекся еще в детстве. Найдя старый учебник химии своего отца, он начал усердно штудировать его, а также ставить опыты, однажды даже получил нагоняй от матери за порчу обеденной скатерти. А спустя 10 лет он сделал выдающееся открытие, прославившее его на весь мир.
Став в 16 лет студентом, Холл услышал от своего преподавателя, Ф.Ф.Джуэтта, что если кому-нибудь удастся разработать дешевый способ получения алюминия, то этот человек не только окажет огромную услугу человечеству, но и заработает огромное состояние. Джуэтт знал, что говорил: ранее он стажировался в Германии, работал у Вёлера, обсуждал с ним проблемы получения алюминия. С собой в Америку Джуэтт привез и образец редкого металла, который показал ученикам. Неожиданно Холл заявил во всеуслышание: «Я получу этот металл!»
Неожиданно Холл заявил во всеуслышание: «Я получу этот металл!»
Шесть лет продолжалась упорная работа. Холл пытался получать алюминий разными методами, но безуспешно. Наконец, он попробовал извлечь этот металл электролизом. В то время электростанций не было, ток приходилось получать с помощью больших самодельных батарей из угля, цинка, азотной и серной кислот. Холл работал в сарае, где устроил маленькую лабораторию. Ему помогала сестра Джулия, которая очень интересовалась опытами брата. Она сохранила все его письма и рабочие журналы, которые позволяют буквально по дням проследить историю открытия. Вот выдержка из ее воспоминаний:
«Чарлз всегда был в хорошем настроении, и даже в самые плохие дни был способен посмеяться над судьбой незадачливых изобретателей. В часы неудач он находил утешение за нашим стареньким пианино. В своей домашней лаборатории он работал по-многу часов без перерыва; а когда он мог ненадолго оставить установку, то мчался через весь наш длинный дом, чтобы немного поиграть… Я знала, что, играя с таким обаянием и чувством, он постоянно думает о своей работе. И музыка ему в этом помогала.»
И музыка ему в этом помогала.»
Самым трудным было подобрать электролит и защитить алюминий от окисления. Через шесть месяцев изнурительного труда в тигле, наконец, появилось несколько маленьких серебристых шариков. Холл немедленно побежал к своему бывшему преподавателю, чтобы рассказать об успехе. «Профессор, я получил его!», – воскликнул он, протягивая руку: на ладони лежал десяток маленьких алюминиевых шариков. Это произошло 23 февраля 1886. А спустя ровно два месяца, 23 апреля того же года, француз Поль Эру взял патент на аналогичное изобретение, которое он сделал независимо и почти одновременно (поразительны и два других совпадения: и Холл, и Эру родились в 1863 и умерли в 1914).
Сейчас первые шарики алюминия, полученные Холлом, хранятся в Американской Алюминиевой компании в Питтсбурге как национальная реликвия, а в его колледже стоит памятник Холлу, отлитый из алюминия. Впоследствии Джуэтт писал: «Моим самым важным открытием было открытие человека. Это был Чарлз М.Холл, который в возрасте 21 года открыл способ восстановления алюминия из руды, и таким образом сделал алюминий тем замечательным металлом, которым теперь широко пользуются во всем мире». Пророчество Джуэтта сбылось: Холл получил широкое признание, стал почетным членом многих научных обществ. Но личная жизнь ему не удалась: невеста не хотела смириться с тем, что ее жених все время проводит в лаборатории, и расторгла помолвку. Холл нашел утешение в родном колледже, где он проработал до конца жизни. Как писал брат Чарлза, «колледж был для него и женой, и детьми, и всем остальным – всю его жизнь». Колледжу Холл завещал и б?льшую часть своего наследства – 5 млн. долл. Умер Холл от лейкемии в возрасте 51 года.
Пророчество Джуэтта сбылось: Холл получил широкое признание, стал почетным членом многих научных обществ. Но личная жизнь ему не удалась: невеста не хотела смириться с тем, что ее жених все время проводит в лаборатории, и расторгла помолвку. Холл нашел утешение в родном колледже, где он проработал до конца жизни. Как писал брат Чарлза, «колледж был для него и женой, и детьми, и всем остальным – всю его жизнь». Колледжу Холл завещал и б?льшую часть своего наследства – 5 млн. долл. Умер Холл от лейкемии в возрасте 51 года.
Производство алюминия в наше время
Метод Холла позволил получать с помощью электричества сравнительно недорогой алюминий в больших масштабах. Если с 1855 до 1890 было получено лишь 200 тонн алюминия, то за следующее десятилетие по методу Холла во всем мире получили уже 28 000 т этого металла! К 1930 мировое ежегодное производство алюминия достигло 300 тыс. тонн. Сейчас же ежегодно получают более 15 млн. тонн алюминия. В специальных ваннах при температуре 960–970° С подвергают электролизу раствор глинозема (технический Al2O3) в расплавленном криолите Na3AlF6, который частично добывают в виде минерала, а частично специально синтезируют. Жидкий алюминий накапливается на дне ванны (катод), кислород выделяется на угольных анодах, которые постепенно обгорают. При низком напряжении (около 4,5 В) электролизеры потребляют огромные токи – до 250 000 А! За сутки один электролизер дает около тонны алюминия.
Жидкий алюминий накапливается на дне ванны (катод), кислород выделяется на угольных анодах, которые постепенно обгорают. При низком напряжении (около 4,5 В) электролизеры потребляют огромные токи – до 250 000 А! За сутки один электролизер дает около тонны алюминия.
Производство алюминия требует больших затрат электроэнергии: на получение 1 тонны металла затрачивается 15000 киловатт-часов электроэнергии. Такое количество электричества потребляет большой 150-квартирный дом в течение целого месяца. Производство алюминия экологически опасно, так как атмосферный воздух загрязняется летучими соединениями фтора.
Процесс производства алюминия состоит из двух основных частей:
- Получение глинозема из алюминиевой руды
- Электролиз и рафинирование алюминия из глинозема
Основным способом получения глинозема в мире является метод Байера, открытый более ста лет назад, но актуальный до сих пор. Более 90% глинозема во всем мире производятся методом Байера. Глинозем получают из бокситов путем их обработки щелочью. Полученный алюминат натрия подвергают гидролизу. В результате в осадок выпадают кристаллы гидроксида алюминия. Гидроксид алюминия обезвоживают путем нагрева во вращающихся печах и получают обезвоженный глинозем.
Глинозем получают из бокситов путем их обработки щелочью. Полученный алюминат натрия подвергают гидролизу. В результате в осадок выпадают кристаллы гидроксида алюминия. Гидроксид алюминия обезвоживают путем нагрева во вращающихся печах и получают обезвоженный глинозем.
Второй этап производства — это выделение глинозема чистого алюминия с помощью электролиза. Главным оборудованием на данном этапе является специальная ванна (электролизер), оснащена углеродистыми блоками. К ней организуют подведение электрического тока мощностью до 150000 ампер, а в саму емкость загружают угольные аноды, которые сгорают после выделения чистого кислорода и образовывают окись углерода. Наиболее популярным методом получения алюминия является трехслойный электролиз, который проходит в специальных ваннах, футерованных магнезитом. В качестве анода выступает непосредственно сам расплавленный алюминий. Он находится в самом нижнем слое.
Сплавы алюминия производятся путем введения в металл различных легирующих добавок – одни повышает его твердость, другие плотность, третьи приводят к изменению его теплопроводности и т. д. В качестве легирующих добавок используются бор, магний, цирконий, железо, кремний, марганец, медь, никель, свинец, титан, хром, цинк, литий, серебро и другие металлы. В настоящее время в промышленности применяется более 100 марок алюминиевых сплавов.
д. В качестве легирующих добавок используются бор, магний, цирконий, железо, кремний, марганец, медь, никель, свинец, титан, хром, цинк, литий, серебро и другие металлы. В настоящее время в промышленности применяется более 100 марок алюминиевых сплавов.
Рафинация алюминия
Наиболее известный метод – это трехслойный электролиз. Он также проходит в электролизных ваннах с угольными подинами, футерованных магнезитом. Анодом в процессе служит сам расплавленный металл, который подвергается очистке. Он располагается в нижнем слое на токопроводящей подине. Чистый алюминий, который из электролита растворяется в анодном слое, понимается вверх и служит катодом. Ток к нему подводится с помощью графитового электрода.
Электролит в промежуточном слое – это фториды алюминия или чистые или с добавлением натрия и хлорида бария. Нагревается он до температуры 800°С.
Расход электроэнергии при трехслойном рафинировании составляет 20 кВт*ч на один кг металла, то есть на одну тонну нужно 20 тысяч кВт*ч. Вот почему, как ни одно производство металлов, алюминий требует наличия не просто источника электроэнергии, а крупной электростанции в непосредственной близости.
Вот почему, как ни одно производство металлов, алюминий требует наличия не просто источника электроэнергии, а крупной электростанции в непосредственной близости.
В рафинированном алюминии в очень малых количествах содержатся железо, кремний, медь, цинк, титан и магний.
После рафинирования алюминий перерабатывается в товарную продукцию. Это и слитки, и проволока, и лист, и чушки.
Продукты сегрегации, полученные в результате рафинирования, частично, в виде твердого осадка, используются для раскисления, а частично отходят в виде щелочного раствора.
Абсолютно чистый алюминий получают при последующей зонной плавке металла в инертном газе или вакууме. Примечательной его характеристикой является высокая электропроводность при криогенных температурах.
Основные области применения алюминия и его сплавов
Данный конструкционный металл имеет широкое распространение. В частности именно с его использования начали свою работу авиастроение, ракетостроение, пищевая промышленность и изготовление посуды. Благодаря своим особенностям алюминий позволяет улучшить маневренность судов за счет меньшей массы.
Благодаря своим особенностям алюминий позволяет улучшить маневренность судов за счет меньшей массы.
Конструкции из алюминия в среднем на 50% получаются легче, нежели аналогичные стальные изделия.
Отдельно стоит упомянуть способность металла проводить ток. Такая особенность позволила сделать его главным конкурентом меди. Он активно применяется при производстве микросхем и в целом в области микроэлектроники.
Наиболее популярными сферами использования можно назвать:
- Авиастроение: насосы, двигатели, корпуса и прочие элементы;
- Ракетостроение: как горючий компонент для ракетного топлива;
- Судостроение: корпуса и палубные надстройки;
- Электроника: провода, кабели, выпрямители;
- Оборонное производство: автоматы, танки, самолеты, различные установки;
- Строительство: лестницы, рамы, отделка;
- Область ЖД: цистерны для нефтепродуктов, детали, рамы для вагонов;
- Автомобилестроение: бампера, радиаторы;
- Быт: фольга, посуда, зеркала, мелкие приборы;
Широкое распространение объясняется преимуществами металла, однако есть у него и существенный недостаток – это невысокая прочность. Чтобы минимизировать его, в металл добавляется медь и магний.
Чтобы минимизировать его, в металл добавляется медь и магний.
Как вы уже поняли, основное свое применение получили алюминий и его соединения в электротехнике (и просто технике), быту, промышленности, машиностроении, авиации. Теперь же мы поговорим о применении металла алюминия в строительстве.
О применении алюминия и его сплавах расскажет это видео:
Применение минерального ресурса
Применение боксита в разных отраслях промышленного производства обусловлено универсальностью сырья по его минеральному составу и физическим свойствам. Бокситы являются рудой, из которой извлекают алюминий и глинозем.
Использование боксита в черной металлургии в качестве флюса при выплавке мартеновской стали улучшает технические характеристики продукции.
При изготовлении электрокорунда используются свойства боксита образовывать сверхстойкий, огнеупорный материал (синтетический корунд) в результате плавки в электрических печах с участием антрацита в качестве восстановителя и железных опилок.
Авиация
На современном этапе развития дозвуковой и сверхзвуковой авиации алюминиевые сплавы являются основными конструкционными материалами в самолетостроении.
В авиации США широко применяются сплавы серии 2ххх, Зххх, 5ххх, 6ххх и 7ххх. Серия 2ххх рекомендована для работы при высоких рабочих температурах и с повышенными значениями коэффициента вязкости разрушения. Сплавы серии 7ххх – для работы при более низких температурах значительно нагруженных деталей и для деталей с высокой сопротивляемостью к коррозии под напряжением. Для малонагруженных узлов применяются сплавы серии Зххх, 5ххх и 6xxx. Они же используются в гидро-, масло-и топливных системах.
В России при изготовлении авиационной техники успешно используются упрочняемые термической обработкой высокопрочные алюминиевые сплавы Al-Zn-Mg-Cu и сплавы средней и повышенной прочности Al-Mg-Cu. Они являются конструкционным материалом для обшивки и внутреннего сплавного набора элементов планера самолета (фюзеляж, крыло, киль и др. ). Сплав 1420, принадлежащий системе Al-Zn-Mg, используют при конструировании сварного фюзеляжа пассажирского самолета. При изготовлении гидросамолетов предусмотрено применение свариваемых коррозионностойких магнолиевых сплавов (AМг5, АМг6) и сплавов Al-Zn-Mg (1915, В92, 1420).
). Сплав 1420, принадлежащий системе Al-Zn-Mg, используют при конструировании сварного фюзеляжа пассажирского самолета. При изготовлении гидросамолетов предусмотрено применение свариваемых коррозионностойких магнолиевых сплавов (AМг5, АМг6) и сплавов Al-Zn-Mg (1915, В92, 1420).
Бесспорное преимущество имеется у свариваемых алюминиевых сплавов при создании объектов космической техники. Высокие значения удельной прочности, удельной жесткости материала позволили обеспечить изготовление баков, межбаковых и носовых частей ракеты с высокой про-дольной устойчивостью. К достоинствам алюминиевых сплавов (2219 и др.) следует отнести их работоспособность при криогенных температурах в контакте с жидким кислородом, водородом и гелием. У этих сплавов происходит так называемое криогенное упрочнение, т.е. прочность и пластичность параллельно растут с понижением температуры.
Сплав 1460 принадлежит системе Al-Cu-Li и является более перспективным для проектирования и изготовления баковых конструкций применительно к криогенному типу топлива – сжатому кислороду, водороду или природному газу.
Автомобильный транспорт
Одним из основных требований к материалам, применяемым в автомобильном транспорте, является малая масса и достаточно высокие показатели прочности. Принимаются во внимание также коррозионная стойкость и хорошая декоративная поверхность материала.
Высокая удельная прочность алюминиевых сплавов увеличивает грузоподъемность и уменьшает эксплуатационные расходы передвижного транспорта. Высокая коррозионная стойкость материала продляет сроки эксплуатации, расширяет ассортимент перевозимых товаров, включая жидкости и газы с высокой агрессивной концентрацией.
При изготовлении элементов каркаса, обшивки кузова полуприцепа автофургона, рефрижератора, скотовоза и т.п. перспективным материалом являются алюминиевые сплавы АД31, 1915 (прессованные профили) и сплавы АМг2, АМг5 (лист).
Находят применение алюминиевые сплавы АМц, АМгЗ и 1915 при изготовлении отдельных узлов легкового автомобиля (навесные детали, бамперы, радиаторы охлаждения, отопители).
В автомобилестроении США широко используются алюминиевые свариваемые сплавы серии Зххх, 5ххх и 6ххх.
Из прессованных полуфабрикатов сплавов 2014 и 6061 изготовляют балки, рамы тяжелых грузовых автомобилей. Панели и отдельные элементы из сплава 5052 поступают на изготовление кабины. В качестве обшивочного материала кузова грузовика используют лист из сплавов 5052, 6061, 2024, 3003 и 5154. Стойки кузова выполняются из прессованных полуфабрикатов сплавов 6061 и 6063. Магналиевые сплавы серии 5ххх (5052, 5086, 5154 и 5454) являются основным материалом при изготовлении автоцистерн.
Строительство
Перспективность применения алюминиевых сплавов в строительных конструкциях подтверждается технико-экономическими расчетами и многолетней мировой практикой в области сооружения различных строительных объектов.
Внедрение алюминиевых сплавов в строительстве уменьшает металлоемкость, повышает долговечность и надежность конструкций при эксплуатации их в экстремальных условиях (низкая температура, землетрясение и т. п.). В зависимости от назначения строительных алюминиевых конструкций рекомендуются различные марки сплавов: АД1, АМц, АМг2, АД31, 1915 и др.
п.). В зависимости от назначения строительных алюминиевых конструкций рекомендуются различные марки сплавов: АД1, АМц, АМг2, АД31, 1915 и др.
Опыт, накопленный в США, подтверждает целесообразность использования алюминиевых сплавов в строительных конструкциях. На них расходуется больше алюминия, чем в любой другой отрасли промышленности. При этом предпочтение отдается внедрению свариваемых сплавов серии Зххх, 5ххх и 6ххх.
Алюминиевые сплавы для космических аппаратов
Корпус первого советского спутника, который был запущен в октябре 1957 года, был изготовлен из алюминиево-магниевого сплава АМг6 с содержанием магния 6 %. Алюминиево-магниевые сплавы остаются основным материалом для изготовления корпусов ракет. Во внутренних отсеках ракет применяются и дюралевые алюминиевые сплавы.
Первый искусственный космический объект – советский Спутник 1
В последние десятилетия 20-го века в космических аппаратах стали применяться алюминиево-литиевые сплавы. Плотность лития составляет всего 0,533 г/см3 – он легче воды. Добавки лития в алюминий в количестве до 2,5 % снижают плотность алюминиевого сплава , а также повышают его модуль упругости. Так, сплав 8090 имеет плотность на 10 % ниже, а модуль упругости на 11 % выше, чем у популярных в самолетостроении сплавов 2024 и 2014. На рисунке ниже показано колесо марсохода Curiosity из алюминиевого сплава 7075.
Добавки лития в алюминий в количестве до 2,5 % снижают плотность алюминиевого сплава , а также повышают его модуль упругости. Так, сплав 8090 имеет плотность на 10 % ниже, а модуль упругости на 11 % выше, чем у популярных в самолетостроении сплавов 2024 и 2014. На рисунке ниже показано колесо марсохода Curiosity из алюминиевого сплава 7075.
Колесо марсохода Curiosity из алюминиевого сплава 7075-Т7351
Алюминий применяется также в качестве связующего материала в бороалюминиевых композитах, которые в настоящее время также применяются в космической технике.
Бороалюминиевый композит (40 % волокон бора)
Алюминий в судостроении
Алюминевый патрульный катер
Круизный лайнер с алюминиевой надстройкой
Алюминиевая яхта-катамаран
Алюминий в вагоностроении
Конструкция высокоскоростного поезда Intercity Express из прессованных алюминиевых профилей – Германия, 1992
Алюминиевый вагон городского рельсового транспорта
Грузовой алюминиевый вагон для перевозки угля
Переработка вторичного сырья
Четверть общей потребности в алюминии удовлетворяется вторичной переработкой сырья. Из продуктов вторичной переработке льется фасонное литье.
Из продуктов вторичной переработке льется фасонное литье.
Предварительно отсортированное сырье переплавляется в пороговой печи. В ней остаются металлы, имеющие более высокую температуру плавления, чем алюминий, например, никель и железо. Из расплавленного алюминия продувкой хлором или азотом удаляются различные неметаллические включения.
Более легкоплавкие металлические примеси удаляются присадками магния, цинка или ртути и вакуумированием. Магний удаляется из расплава хлором.
Заданный литейный сплав получают, введя добавки, которые определяются составом расплавленного алюминия.
Статистика и информация по алюминию | Геологическая служба США
Национальным информационным центром по минералам
Статистические данные и информация о мировых поставках, спросе и потоках минерального сырья алюминия .
Источники/использование: общественное достояние.
Образец металлического алюминия. Алюминий является вторым наиболее распространенным металлическим элементом в земной коре после кремния, однако это сравнительно новый промышленный металл, который производится в коммерческих количествах чуть более 100 лет. Он весит примерно в три раза меньше, чем сталь или медь; пластичен, пластичен, легко обрабатывается и отливается; и обладает отличной коррозионной стойкостью и долговечностью. По количеству или стоимости использование алюминия превышает использование любого другого металла, кроме железа, и он играет важную роль практически во всех сегментах мировой экономики. Некоторые из многих применений алюминия относятся к транспорту (автомобили, самолеты, грузовые автомобили, железнодорожные вагоны, морские суда и т. д.), упаковке (банки, фольга и т. д.), строительству (окна, двери, сайдинг и т. д.), потребительским товарам длительного пользования ( бытовая техника, кухонная утварь и т. д.), линии электропередач, машины и многое другое.
Он весит примерно в три раза меньше, чем сталь или медь; пластичен, пластичен, легко обрабатывается и отливается; и обладает отличной коррозионной стойкостью и долговечностью. По количеству или стоимости использование алюминия превышает использование любого другого металла, кроме железа, и он играет важную роль практически во всех сегментах мировой экономики. Некоторые из многих применений алюминия относятся к транспорту (автомобили, самолеты, грузовые автомобили, железнодорожные вагоны, морские суда и т. д.), упаковке (банки, фольга и т. д.), строительству (окна, двери, сайдинг и т. д.), потребительским товарам длительного пользования ( бытовая техника, кухонная утварь и т. д.), линии электропередач, машины и многое другое.
Извлечение алюминия из лома (рециклинг) стало важным компонентом алюминиевой промышленности. Распространенная с начала 1900-х годов практика переработки алюминия не нова. Однако это было малозаметной деятельностью до конца 1960-х годов, когда переработка алюминиевых банок для напитков, наконец, привлекла общественное внимание к переработке. Источниками переработанного алюминия являются автомобили, окна и двери, бытовая техника и другие продукты. Тем не менее, переработка алюминиевых банок, кажется, имеет самое большое значение.
Источниками переработанного алюминия являются автомобили, окна и двери, бытовая техника и другие продукты. Тем не менее, переработка алюминиевых банок, кажется, имеет самое большое значение.
Подпишитесь , чтобы получать уведомления по электронной почте, когда на эту страницу добавляется новая публикация. На вкладке «Вопросы» на странице настроек подписчика выберите «Алюминий» и любые другие варианты, которые могут вас заинтересовать. Дополнительную информацию см. на list services странице.
Ежемесячные публикацииОбзоры горнодобывающей промышленности
- Алюминий
PDF Format:
2022: | Ян | февраль | март | апр | май | июня |
2021: | Май | июнь | июль | август | Сентябрь | октябрь | Ноя | Декабрь | - XLSX Формат:
2022: | Ян | февраль | март | апр | май | Июн |
2021: | Май | июнь | июль | август | Сентябрь | октябрь | Ноя | Декабрь | - Производство отдельных полезных ископаемых в США (Ежеквартальные обзоры горнодобывающей промышленности)
Обзоры полезных ископаемых
- Алюминий
PDF Format:
| 1996 | 1997 | 1998 | 1999 | 2000 | 2001 | 2002 | 2003 | 2004 | 2005 | 2006 | 2007 | 2008 | 2009 | 2010 | 2011 | 2012 |2013 |2014 |2015 |2016 |2017 |2018 | 2019 | 2020 | 2021 | 2022 | - Приложения
Ежегодник полезных ископаемых
- Алюминий
Формат PDF:
| 1994 | 1995 | 1996 | 1997 | 1998 | 1999 | 2000 | 2001 | 2002 | 2003 | 2004 | 2005 | 2006 | 2007 | 2008 | 2009 | 2010 | 2011 | 2012 | 2013 | 2014 | 2015 | 2016 | 2017 | 2018 |
XLSX Формат:
| 2002 | 2003 | 2004 | 2005 | 2006 | 2007 | 2008 | 2009 | 2010 | 2011 | 2012 | 2013 | 2014 | 2015 | 2016 | 2017 | 2018 | Версия 2019 г. , предназначенная только для таблиц | Версия 2020 только для таблиц |
, предназначенная только для таблиц | Версия 2020 только для таблиц | - Архив
| 1932-1993 | - Переработка металлов
- Переработка алюминия в США в 2000 г.
Циркуляр 1196-W (Заменяет отчет Open-File 2005-1051) - Запасы алюминия, используемые в автомобилях в США
Информационный бюллетень 2005-3145 - Critical Minerals Review 2021
- Переходный этап конечного использования минерального сырья и коды Североамериканской системы отраслевой классификации (NAICS)
Отчет с открытым файлом 2015-1163 - Инициатива по картированию ресурсов Земли (МРТ Земли) – основные области для сбора данных о потенциальных внутренних ресурсах важнейших полезных ископаемых
- Факторы, влияющие на цену алюминия, кадмия, кобальта, меди, железа, никеля, свинца, редкоземельных элементов и цинка
Отчет об открытых файлах 2008-1356 - Глобальный поток алюминия с 2006 по 2025 год
Пример использования материалов ОЭСР 2 - Историческая глобальная статистика (серия данных 896)
- Историческая статистика минеральных и сырьевых товаров в США (серия данных 140)
- Алюминий
- Цены на металлы в США до 2010 г.

Отчет о научных исследованиях за 2012-5188 - Ресурсный национализм в Индонезии — последствия запрета на экспорт полезных ископаемых 2014 г.
Информационный бюллетень 2016–3072 - Обзор отдельных мировых горнодобывающих отраслей в 2011 г. и прогноз на 2017 г.
Отчет Open-File за 2013-1091 - Статистический сборник
- Алюминий
- Статистический сборник данных о добыче, потреблении и торговле полезными ископаемыми в США и мире, 1990–2010 гг.
- Международный институт алюминия
- Алюминиевая ассоциация
- Информация о полезных ископаемых Геологической службы США: бокситы и глинозем
Устойчивое развитие — новое поле битвы для производителей алюминия: Энди Хоум
Автор: Энди Хоум
Чтение за 7 минут
(Мнения, высказанные здесь, принадлежат автору, обозревателю Reuters.) , еще один обзор портфолио Alcoa.
Американский производитель алюминия только что объявил о пятилетнем обзоре около 4,0 млн тонн глиноземных мощностей и 1,5 млн тонн плавильных мощностей.
Активы будут улучшены, сокращены, закрыты или проданы.
Это не совсем ежегодное мероприятие, но акционеры Alcoa бывали здесь уже много раз, поскольку компания продолжает пытаться снизить кривую затрат в условиях хронически низких цен.
На Лондонской бирже металлов (LME) трехмесячный алюминий неуклонно снижался в течение 2019 года, и его текущая цена 1720 долларов за тонну близка к почти трехлетнему минимуму в 1705 долларов, зафиксированному ранее в этом месяце.
На этот раз, однако, Alcoa добавила еще один ингредиент в комплекс по сокращению затрат – экологичность.
Компания «рассчитывает стать самой низкой по выбросам двуокиси углерода среди всех мировых алюминиевых компаний».
Экологичность — это новый отличительный признак беспощадного производства алюминия.
ЗЕЛЕНАЯ СИЛА
Алюминий является одним из металлов, который, как ожидается, выиграет от «зеленой революции», учитывая его пригодность для вторичной переработки и потенциал снижения веса в автомобильном секторе.
Тем не менее, его зеленый статус недавно подвергся серьезной проверке.
Частичная приостановка работы глиноземного завода Alunorte в Бразилии в прошлом году и закрытие в Китае в этом году послужили напоминанием о том, что у алюминия есть свои проблемы с хвостохранилищами, что является деликатной темой после разрушительного прорыва дамбы на железорудном руднике Vale Brumadinho.
Более того, алюминий является «зеленым» настолько же, насколько и источник энергии, используемый для изготовления материала, особенно потому, что мощность является таким важным фактором в процессе плавки алюминия.
Alcoa надеется использовать свои сильные стороны на обоих фронтах.
Вся производственная цепочка сертифицирована в рамках инициативы по управлению алюминием, она может похвастаться «наименьшим углеродным следом среди всех систем переработки (глинозема) в мире» и является одним из самых низких выбросов среди крупных производителей алюминия.
Около 70% электроэнергии, потребляемой плавильными заводами, поступает из возобновляемых источников, и, как надеется Alcoa, этот показатель вырастет примерно до 85% после пересмотра портфеля.
(Графика: Производство алюминия по источникам энергии, 2018 г., )
ЧЕРНЫЙ АЛЮМИНИЙ
Преимущество компании Alcoa в том, что она базируется в Северной Америке, которая благодаря массивной системе плотин гидроэлектростанций в Канаде имеет один из самых высоких профилей использования возобновляемых источников энергии среди всех крупных регионов-производителей.
По данным Международного института алюминия (IAI), в прошлом году на долю гидроэнергетики приходилось 82% производства алюминия в Северной Америке.
Латинская Америка была рядом с 77%, хотя и с гораздо меньшей сетью плавильных заводов.
В прошлом году гидроэнергетика в Европе обеспечила 75% производства алюминия. Гигантские сибирские металлургические заводы Русала являются важной частью этих расчетов.
Если это «зеленые» центры производства алюминия, то «черные» находятся в Китае, крупнейшей стране-производителе в мире, и в остальной части Азии. По данным IAI, в прошлом году на гидроэлектростанции приходилось около 10% производства алюминия в каждом регионе, а остальное приходилось на уголь.
Уголь является особенно проблематичным источником энергии для любого металла, который хочет заявить, что он экологически устойчив.
Китайские производители все активнее реагируют на возникающую дифференциацию источников энергии в алюминиевом секторе.
Hongqiao Group, крупнейший производитель в стране, на прошлой неделе объявила, что возьмет на себя инициативу по созданию промышленного парка «зеленого алюминия» в Юньнани, китайской провинции, богатой гидроэнергетическими ресурсами.
Он пойдет по пути, проложенному другими китайскими производителями, такими как Chalco и Henan Shenhuo, которые также строят «зеленые» мощности в Юньнани.
Поскольку большинству китайских производителей запрещено строить дополнительные мощности по производству алюминия, новые заводы в Юньнани заменяют старые плавильные заводы, работающие на угле, в промышленно развитых провинциях, таких как Шаньдун.
Но в то время как часть производства алюминия в стране мигрирует в богатые гидроресурсами провинции, другая часть заперта в брошенных угольных месторождениях в северо-западных провинциях.
Это означает, что развивающаяся зелено-черная дифференциация алюминия не исчезнет в ближайшее время.
СКОЛЬКО СТАТЬ ЗЕЛЕНЫМ?
Вопрос заключается в том, будет ли устойчивый «зеленый» алюминий в конечном итоге иметь финансовую премию по сравнению с незеленым металлом.
Является ли дифференциация простым брендингом или может быть и финансовым стимулом?
«Сейчас у нас есть ряд продуктов, которые либо нацелены на то, чтобы быть низкоуглеродистыми, либо сделаны из определенного количества перерабатываемого материала (…), которые смогли получить премию на рынке», по словам Роя Харви, президента и главного исполнительного директора Alcoa.
Тем не менее, Харви признал в отчете компании о квартальных доходах, что «это всего лишь зарождающийся рынок», для развития которого «потребуется время».
Alcoa надеется, что то, что сегодня является нишевым рынком, завтра станет глобальным рынком.
Послание Alcoa об устойчивом развитии является, по словам Харви, «чем-то, что является естественным дополнением и на самом деле является способом, которым Alcoa преуспевает в будущем, потому что мы поступаем правильно, и потому что в какой-то момент рынок признает ценность этой ответственности. ».
».
ПОЛЕ БИТВЫ
Алюминиевая промышленность только начинает свою собственную зеленую революцию.
Его продвигают такие производители, как Alcoa, Rusal и норвежская Hydro, все из которых уже используют большие объемы возобновляемой энергии на своих плавильных заводах.
Следующим этапом станет эволюция самого процесса плавки.
Alcoa и Rio Tinto создали совместное предприятие ELYSIS для коммерциализации процесса плавки, который генерирует кислород и устраняет все прямые выбросы парниковых газов.
Цель состоит в том, чтобы в 2024 году выставить на продажу технологический пакет либо для модернизации существующих плавильных заводов, либо для строительства новых заводов.
Компания Apple также является частью совместного предприятия, что является явным признаком заинтересованности групп потребителей в обеспечении того, чтобы их металл соответствовал всем требованиям устойчивого развития.
Это всего лишь часть более крупного технологического переосмысления алюминиевых изделий.
Русал, например, работает над способами преобразования отходов, таких как «красный шлам», в товарную продукцию. Саяногорский медеплавильный завод уже перерабатывает или продает более 90% производимых отходов, и цель состоит в том, чтобы перевести остальные плавильные заводы компании на аналогичный показатель.
Ожидайте подобных объявлений от других производителей.
Идее «зеленого» алюминия всего пару лет, но устойчивость, похоже, станет определяющей чертой этого рынка на долгие годы.
Под редакцией Deepa Babington
Главная: Производители алюминия изо всех сил пытаются отреагировать на повышение цен0000 тонн в первом квартале 2021 года, согласно последним данным, опубликованным Международным институтом алюминия (IAI).
Китай, крупнейший в мире производитель, продолжает повышать операционные показатели, что неудивительно, учитывая, что в июне цены в Шанхае достигли 11-летнего максимума, а спрос в стране резко возрос.
Однако реакция предложения на сверхвысокие цены была приглушенной по прошлым стандартам, что свидетельствует о ряде ограничений, связанных с электроэнергией, на плавильных заводах в нескольких китайских провинциях.
В остальном мире годовые темпы выполнения плавно снижаются с марта. Производство в первом полугодии, составившее 13,04 млн тонн, выросло всего на 0,7% в годовом исчислении, при этом Китай обеспечил рост мирового производства на 4,4%.
Который, по текущим данным, опережает рост спроса, особенно в Китае, который до сих пор не может производить достаточно первичного металла для снабжения внутреннего рынка.
Нажимая на тормоза
В прошлом месяце Китай импортировал еще 294 081 тонн первичного и легированного алюминия, продолжая тенденцию импорта, которая наблюдается со второго квартала прошлого года.
Хотя национальное производство алюминия выросло на 7,3% в годовом исчислении в январе-июне, очевидно, что китайскому рынку не хватает металла.
Правительство, похоже, думает так же, планируя очередной раунд продажи государственных резервов, включая 90 000 тонн алюминия, на 29 июля. .
Оценки IAI немного отличаются от официальных китайских данных, но в настоящее время обе они отражают одну и ту же тему замедления импульса.
Рост производства алюминиевых сплавов в Китае замедлился во втором квартале, при этом объем производства увеличился всего на 1,7% по сравнению с первым кварталом
Засуха в провинции Юньнань – центре производства алюминия с использованием гидроэлектростанций – привела к сокращению производства на плавильном заводе, которое пройдет с приход сезонных дождей.
Менее скоротечной будет государственная энергетическая политика двойного контроля, нацеленная на неуклонное повышение как энергопотребления, так и энергоемкости по мере того, как Китай вступает на путь достижения нулевого уровня выбросов углерода к 2060 году9.0003
Несколько провинций уже отстали от своих целей, что привело к сокращению мощностей во Внутренней Монголии в начале этого года.
На бумаге существует большой потенциал для дальнейшего роста производства алюминия в Китае. Годовое производство подталкивает к уровню 40 миллионов тонн по сравнению с государственным ограничением в 45 миллионов тонн.
Но нехватка электроэнергии в настоящее время мягко тормозит рост новых мощностей, и нагрузка на металлургический сектор, все еще в значительной степени зависящий от угля, будет только возрастать.
Китайские провинции, на долю которых приходится около 65% национальных производственных мощностей, не достигли одной или обеих энергетических целей в первом квартале этого года, согласно представлению результатов американского производителя Alcoa за второй квартал.
Высокая маржа, низкое производство
Alcoa сообщила о самом высоком уровне чистой квартальной прибыли с момента создания компании в ее нынешнем виде в 2016 году. -сильные физические премии.
Другие производители пожинают такой же непредвиденный доход, но это не остановило падение производства алюминия в первом полугодии во всех регионах, за исключением Латинской Америки, некитайской Азии и Западной Европы, где последний увеличился всего на 0,4% в годовом исчислении. на годовом подъеме.
Рост производства в Латинской Америке на 15% по сравнению с аналогичным периодом прошлого года компенсируется частичным закрытием двух плавильных заводов в первой половине 2020 года — бразильского Albras (пожар) и аргентинского Aluar (covid-19).
Индия была основной движущей силой 8-процентного увеличения производства алюминия в Азии за пределами Китая в первом полугодии. Крупнейший в стране производитель Vedanta Ltd сообщил о 17-процентном росте производства во втором квартале календаря.
Однако коллективная реакция предложения на повышение цен за пределами Китая, по-видимому, достигла своего пика в феврале этого года, когда годовой объем производства достиг 26,48 млн тонн. К июню показатель вернулся к 26,04 млн тонн, что является самым низким месячным результатом с ноября прошлого года.
Перезапуск?
Повторный запуск простаивающих мощностей снова на повестке дня алюминия.
Норвежская компания Hydro только что завершила восстановление линии электролиза мощностью 100 000 тонн в год на плавильном заводе в Хуснесе. Линия простаивала в 2009 году.после падения цен, вызванного глобальным финансовым кризисом.
Финансовый директор Alcoa Уильям Оплингер (William Oplinger) заявил на отраслевой конференции в мае, что компания оценивает несколько вариантов перезапуска в свете изменений в динамике рынка.