Просечно вытяжная сетка гост: Карта сайта
alexxlab | 05.04.1987 | 0 | Разное
Министерство
монтажных и специальных СОГЛАСОВАНО УТВЕРЖДАЮ Главный инженер Генеральный директор СС «Нефтемонтаж» НПО «Стальконструкция» К.И. Гонитель В.А. Бирюков ЛИСТЫ СТАЛЬНЫЕ ПРОСЕЧНО-ВЫТЯЖНЫЕ Технические условия ТУ 36. (впервые) Срок введения с 01.01.1990 г. Главный инженер ВНИКТИСтальконструкция А.И. Шипилов 1989 Настоящие технические условия распространяются на просечно-вытяжные листы, предназначенные для устройства настилов, площадок и ступеней маршевых лестниц в производственных зданиях и сооружениях, эксплуатируемых в районах с расчетной температурой минус 65 °С и выше. Пример условного обозначения при заказе просечно-вытяжного листа с формой просечки типа 1, номера 508, шириной 900 мм и длиной 2500 мм из стали Ст3сп: Лист ПВ1 Если в заказе тип просечки не указан, завод может поставить листы любой формы. 1.1. Просечно-вытяжные листы должны соответствовать требованиям настоящих технических условий. 1.2. Основные параметры и размеры
просечно-вытяжных листов должны соответствовать указанным в таблице
и на черт. Просечно-вытяжные листы с просечкой типа 1 Черт. 1 Просечно-вытяжные листы с просечкой типа 2 Черт. 2
* – размер для справок. Примечания: 1. Номер листа составлен из размера толщины заготовки (δ) и величины подачи (Б). 2. Значения предельных нагрузок указаны для нагрузки, сосредоточенной по центральной линии, при защемленных концах. 3. Для равномерно распределенной нагрузки указанные в таблице значения предельных нагрузок умножают на 2,2. 4. При свободном опирании концов предельные нагрузки уменьшаются вдвое. 1.3. Просечно-вытяжные листы должны изготовляться из листовой углеродистой стали по ГОСТ 14637-89 марок Ст3кп, Ст3сп и Ст3пс по ГОСТ 380-88 толщиной (δ) 4 мм, 5 мм и 6 мм. По согласованию с потребителем допускается изготовление просечно-вытяжных листов из других марок стали. (Измененная редакция, Изм. № 1). 1.4. По ширине просечно-вытяжные листы должны изготовляться размерами 500, 600, 700, 800, 900, 1000, 1100, 1250 и 1400 мм. 1.5. По длине просечно-вытяжные листы должны изготовляться: немерной длины - в пределах от 2 до 3,5 м; мерной длины – в
пределах немерной. Примечание: В комплекте поставки допускается наличие немерных отрезков листов длиной менее 2 м в количестве не более 10 % от массы партии. 1.6. Просечно-вытяжные листы должны изготовляться посредством резки проката на отдельные заготовки шириной, равной ширине необходимого просечно-вытяжного листа (в). Ячейки должны быть расположены вдоль направления волокон прокатки (черт. 3). Черт. 3 ВЛ - ширина проката в состоянии поставки, равная длине заготовки просечно-вытяжного листа; LЛ – длина проката в состоянии поставки; В – ширина заготовки, равная ширине просечно-вытяжного листа; L – длина просечно-вытяжного листа, равная длине заготовки (ВЛ), умноженной на коэффициент 1,7. 1.7. Требования к геометрической точности. 1.7.1. Предельные отклонения размеров просечно-вытяжных листов не должны превышать: ± 10 мм – по ширине листа; ± 25 мм – по длине листа мерной
длины. 1.7.2. Предельные отклонения по величине вытяжки (А), подачи (Б), шага (В) и по длине ячейки (3/4 В) на готовой продукции не контролируются и должны обеспечиваться размерами режущего инструмента. 1.7.3. (Исключен, Изм. № 1). 1.7.4. Просечно-вытяжные листы не должны иметь рванин, трещин напряжения длиной более 2 мм. 1.7.5. В листах допускаются небольшие заусенцы и зазубрины размером не более 2 мм. 1.7.6. На одном конце листа допускается по согласованию с потребителем непросекаемый участок шириной, оговариваемой в заказе. 1.7.7. Термины дефектов, примененные в настоящих технических условиях, приведены в приложении 1. 1.8. Комплектность. 1.8.1. В комплект поставки входят: партия просечно-вытяжных листов в размере, оговоренном в заказе; документ (сертификат) на отгружаемую продукцию, который должен содержать: товарный знак или краткое обозначение предприятия-изготовителя; номер заказа; условное обозначение листа; дату выписки сертификата; подтверждение о соответствии продукции требованиям технических условий; штамп отдела
технического контроля. 1.9. Упаковка. 1.9.1. Просечно-вытяжные листы должны увязываться в пачки. Масса пачки не должна быть более 5 т. 1.9.2. Каждая пачка должна быть прочно обвязана в поперечном направлении через 1,0 - 1,5 м длины не менее чем двумя обвязками. Обвязки должны обеспечивать сохранность пачек при их погрузке, выгрузке и транспортировании. Не допускается использовать обвязки для строповки пачек. При отгрузке в районы Крайнего Севера и труднодоступные районы пачка должна иметь на одну закрутку больше, чем при поставке в обычных условиях. 1.9.3. Для обвязки должна применяться проволока по ГОСТ 3282-74 или другой нормативно-технической документации. 1.10. Маркировка. 1.10.1. Каждая пачка должна иметь маркировку. Маркировка наносится на фанерные (металлические) ярлыки или непосредственно на непросекаемую часть верхнего листа в пачке и должна содержать: товарный знак или краткое обозначение предприятия-изготовителя; условное обозначение листа; номер партии; массу нетто. 1.10.2. Маркировка должна выполняться ударным способом или несмываемой краской. Цифры и буквы должны быть высотой 5 – 20 мм. 2.1. Просечно-вытяжные листы должны приниматься партиями. Партия должна состоять из листов одной марки стали, одного номера, одного размера по ширине и длине. 2.2. Контролю качества поверхности и геометрических размеров подвергают 5 % листов партии, но не менее трех листов. 2.3. При получении неудовлетворительных результатов хотя бы по одному из показателей должны проводиться повторные испытания на удвоенном количестве образцов. Результаты повторной проверки распространяются на всю партию. 3.1. Качество поверхности просечно-вытяжных листов должно проверяться внешним осмотром без применения увеличительных приборов. 3.2. Геометрические размеры просечно-вытяжных листов должны проверяться универсальным инструментом, обеспечивающим необходимую точность. 4.1. Транспортирование просечно-вытяжных
листов может осуществляться транспортом всех видов в соответствии с правилами
перевозки, погрузки и крепления грузов, действующими на транспорте данного
вида. 4.2. При использовании железнодорожного транспорта просечно-вытяжные листы должны транспортироваться в открытом подвижном составе. Допускается транспортирование в крытых вагонах, при этом масса пачки должна быть не более 1 т. 4.3. Просечно-вытяжные листы могут храниться в штабелях в горизонтальном положении. 4.4. При хранении просечно-вытяжных листов в штабелях должны соблюдаться следующие требования: пачки должны быть уложены устойчиво на подкладки, исключающие образование остаточных деформаций. Подкладки должны быть толщиной не менее 50 мм и шириной не менее 100 мм; прокладки между пачками должны быть толщиной не менее 20 мм и шириной не менее 100 мм; высота штабеля должна определяться с учетом устойчивости штабелей, характеристик погрузочно-разгрузочных средств и норм техники безопасности; штабель должен быть предохранен от атмосферных осадков. 5.1. Предприятие-изготовитель гарантирует
соответствие просечно-вытяжных листов требованиям настоящих технических условий
при соблюдении правил транспортирования, хранения и эксплуатации. 5.2. Срок гарантии устанавливается равным 12 месяцев со дня отгрузки листов потребителю. День отгрузки определяется по железнодорожной накладной или иному сопроводительному документу. Справочное
(Измененная
редакция, Изм. Справочное
(Измененная редакция, Изм. № 1). СОДЕРЖАНИЕ
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 м, кг
м, кг




 Технические требования. 1
Технические требования. 1Лист просечно-вытяжной ПВЛ цена на сайте
Главная / ПВЛПВЛ
Цена на ПВЛ ➤
ПВЛ – это Просечно-Вытяжной Лист. Купить от 5 шт. Цена в ПРАЙСЕ.
Изготовлен лист просечно-вытяжной по ТУ 36-26.11-5-89 (взамен устаревшего ГОСТ 8706-58) , по ТУ У 271-13625948-002:2006 методом просекания и вытяжки из холоднокатанного, горачекатанного, оцинкованного листа. После просекания и вытягивания, лист попадает под прес, где ему придается ровная плоскость.
После просекания и вытягивания, лист попадает под прес, где ему придается ровная плоскость.
Ширина листа, мм: 500, 600, 700, 800, 900, 1000, 1250.
Шаг ячейки 90 мм и 110 мм.
Длина листа немерная – 2 – 3,5 м или мерные куски по Вашему заказу в пределах 2-3,5 м.
В партии допускается наличие до 10 % кусков длиной меньше 2 м. В случае, если для Вас Важно, чтобы этих кусков не было, пишите это письменно в заявке.
Ячейки листа располагаются так, что более широкая диагональ расположена поперек ПВЛ.
Технические условия на просечно-вытяжной лист ПВЛ
Просечно-вытяжной лист имеет допуски:
- По ширине лист +/- 10 мм.
- По длине лист +/-25 мм.
- Срезанный угол – не более 1,5о.
- Рванины, трещины напряжения должны иметь длину не более 2 мм.
- По величине вытяжки, подачи, шага, длине ячейки не контролируется и обеспечивается параметрами режущего инструмента.
- Лист может иметь непросекаемый участок, его нужно оговорить в заказе. Если для Вас это не важно, то он будет такой величины, которая устраивала предыдущего клиента.
- Лист производится из листовой углеродистой стали по ГосСтандарту 14637-89 марок Ст3кп, Ст3сп и Ст3пс по ГОСТ 380-88 толщиной 4,0 мм, 5,0 мм и 6,0 мм. По согласованию с покупателем разрешается изготовление ПВЛ из других марок.
- Лист хранится, как и любой металлопрокат, как в закрытых складах, так и на открытых площадках. Лист может транспортироваться в отрытом подвижном составе.
Сертификат качества на просечно-вытяжной лист обязательно выдаем на каждую сделку.
Размеры, вес, значения предельных нагрузок просечного листа
В таблице указан просечно-вытяжной лист, значения является стандартными и используются для создания всех типов настилов и маршевых лестниц. Указаны значения предельных нагрузок на прогиб, размеры ячеек в свету, габаритные параметры, вес просечно-вытяжного листа, толщина заготовки, подача, общая толщина изделия, вытяжка.
Значения предельных нагрузок указаны для случая приложения силы, сосредоточенной по центральной линии и при защимленных концах листа.
Контрольное состояние – достижение прогиба, состовляющего 1/120 ширины листа (пролета) согласно строительным нормам и правилам.
Для ровномерно распределенной нагрузки, указанные значения умножаются на 2.2.
При свободном опирании концов листа предельные нагрузки уменьшаются в вдвое.
Упаковка просечно-вытяжного листа, отгрузка и доставка
Просечно-вытяжной лист поставляем в пачках. Вес пачки ПВЛ не более 5 тн.
С каждой партией просечно-вытяжного листа обязательно выдаётся сертификат, где указано:
- товарный знак или краткое обозначение предприятия-изготовителя;
- номер заказа;
- условное обозначение;
- дату выписки сертификата на лист;
- подтверждение о соответствии листа требованиям технических условий;
- штамп отдела технического контроля.
Отгрузка производится со склада в Запорожье, Днепре, Киеве. У нас в штате есть логист, который занимается поиском транспорта и обеспечением безопасности перевозки груза. У нас есть база проверенных перевозчиков, с которыми 100% безопасно отправлять груз. Если владелец машины нам еще не известен, то мы проверяем его и собираем на него рекомендации по всей Украине. Поэтому заказывать лист с доствакой у нас выгоднее, чем самому искать транспорт и тратить время.
Купить лист ПВЛ с доставкой по Украине: в Днепр, Каменское, Кривой Рог, Кропивницкий, Винницу, Житомир, Киев, Чернигов, Черкассы, Полтаву, Сумы, Харьков, Донецкую и Луганскую области, Мелитополь, Херсон, Николаев, Одессу и другие города Украины.
Цена просечно-вытяжного листа на ЧП “Метизы-94”
Цену на лист ПВЛ скачайте в прайсе. Цена с НДС.
Цена указана оптовая. Окончательная цена просечно-вытяжного листа будет зависеть от величины заказа, определяется переговорами и будет указана в счете. Цена производителя зависит и от мировых колебаний и динамики изменения на руду, еноргозатраты. Влияет политико-экономическая ситуация в стране. Даже сезонность оказывает влияние. В начале строительного сезона цена на лист будет больше, чем цена на ПВЛ в конце осени.
Цена производителя зависит и от мировых колебаний и динамики изменения на руду, еноргозатраты. Влияет политико-экономическая ситуация в стране. Даже сезонность оказывает влияние. В начале строительного сезона цена на лист будет больше, чем цена на ПВЛ в конце осени.
Применение просечно-вытяжного листа ПВЛ
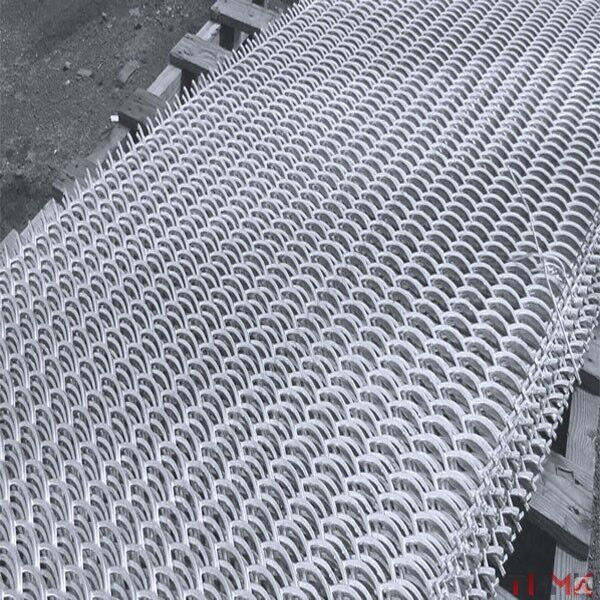
Лист имеет форму чешуи и благодаря этому, его массово используют в лестницах и эстакадах. Он препятствует скольжению в условиях обледенения и присутствия масла на полу промышленых помещений. Немаловажная функция – самоочищение от грязи. В ячейки просечки проваливается грязь и мелкий гравий. А благодаря прозрачности, его применяют для вентиляции и всякого рода свето пропускающих формах. В машиностроении, строительстве, горнодобывающей промышленности и других отраслях:
- лист просечно-вытяжной ПВЛ для производства настилов и ступеней маршевых лестниц. Решетчатые настилы, лестничные ступени, используются для площадок техобслуживания и проходных мостиков в нефтяной, газовой, нефтехимической промышленности, на электростанциях, для создания стальных форм всех назначений.

- лист просечно-вытяжной “ПВЛ” используются во всех сферах строительства;
- лист ПВЛ просечно-вытяжной для различных заграждений по требованиям безопасности и эстетики;
- лист ПВЛ просечно-вытяжной для возведения ограждений садовых и дворовых участков, окон, квартир, балконов, веранд, отопительных батарей.
- лист просечно-вытяжной (ПВЛ) для заделки смотровых, вентиляционных окон в станках, приборах, сельхозмашинах;
- ПВЛ для изготовления барбекюшниц, мангалов;
- лист просечно-вытяжной для различной тары;
- лист просечно-вытяжной для просеивания измельченной породы;
- ПВЛ просечной в качестве арматуры для нанесения штукатурки;
- для создания крепи при проходческих работах в шахтах и т.п.
- лист для светорассеивающих ограждений на дорогах со встречным движением.
Техническая литература, СНиП для расчета просечного листа
Просечной лист используется в основном для создания металлических строений, в том числе ответственных. Прежде чем купить ПВЛ, необходимо руководствоваться государственными стандартами и СНиП, где для удобства и безопасности стройконструкций расчитаны все составляющие, в том числе и просечной лист:
Прежде чем купить ПВЛ, необходимо руководствоваться государственными стандартами и СНиП, где для удобства и безопасности стройконструкций расчитаны все составляющие, в том числе и просечной лист:
- Строительные Нормы и Правила II-23-81 “Стальные конструкции”. PDF Расчет строительных норм и правил для металлических строений путем сваривания, болтового соединения. Распространяется на строительные железные конструкции и сооружения не выше С440 класса прочности, для районов с сейсмичностью до 9 баллов включительно и устанавливает общие требования к этим сооружениям. Регламентирует конструкции, выполняющие технологическое значение, например станки и оборудование, доменные печи и воздухонагреватели, резервуары и газгольдеры, излучающие конструкции антенных сооружений, надшахтные копры, конструкции подъемно-транспортного оборудования и лифтов, магистральные и технологические трубопроводы), железнодорожных и автодорожных мостов и гидротехнических сооружений.
- GOST 23118-2012 “Конструкции стальные строительные”.
 PDF Устанавливает общие нормы для металлических конструкций.
PDF Устанавливает общие нормы для металлических конструкций. - GOST 23120-78 “Лестницы маршевые, площадки и ограждения стальные”. PDF Этот государственный стандарт распространяется на маршевые лестницы из стали, площадки и ограждения к ним, используемые в промышленных зданиях и сооружениях, созданых и эксплуатируемых в районах с температурой воздуха от – 65 цельсия и выше.
Процесс производства ПВЛ на видео
Производство листа ПВЛ практически безотходное, если не считать износ ножей.
Просечно-вытяжной лист
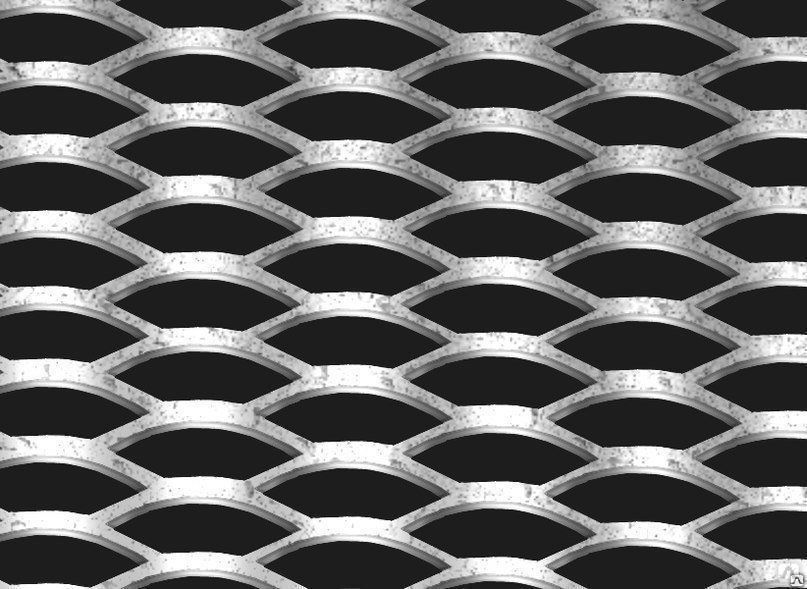
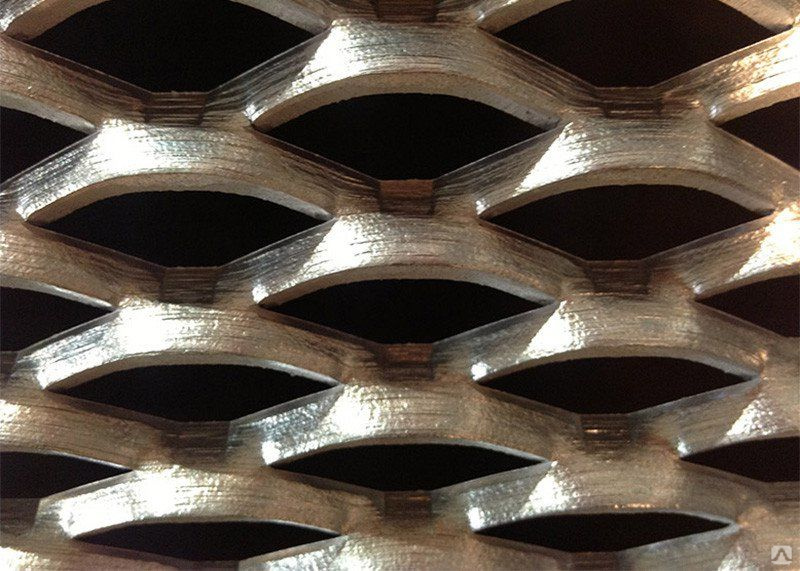
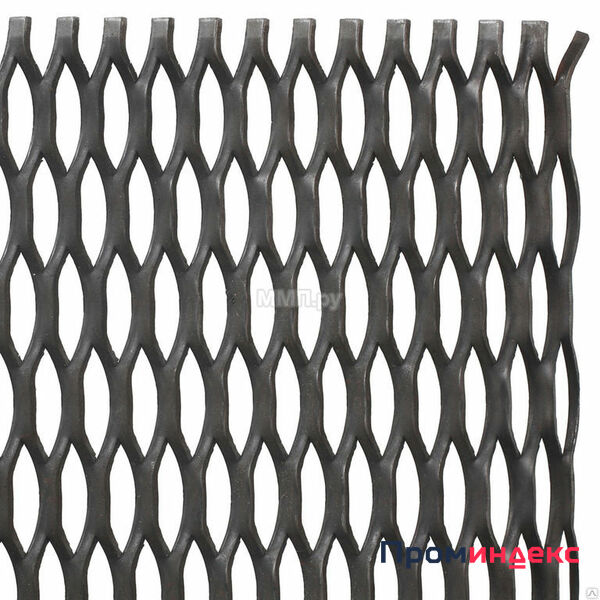
– стальной лист с ячейками, которые образуются от одновременных высечки и растяжения. Используется преимущественно для устройства настилов в промышленном строительстве – переходные мостики, лестничные марши, площадки обслуживания. По сравнению с цельным стальным листом имеет такие преимущества как легкость, противоскользящая поверхность, способность пропускать грязь, снег, воду .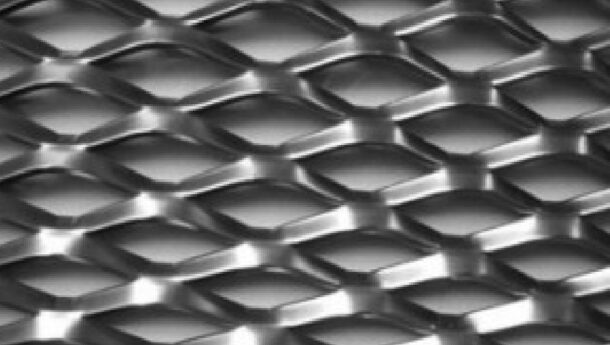 .. На сегодня просечно-вытяжные листы изготавливаются с различными видами ячеек – ромбовидные, шестигранные, квадратные, декоративные. Наиболее распространенными являются настилы из листов толщиной 4 и 5 мм. Общим стандартом, по которому изготавливается просечно-вытяжной лист является ГОСТ 8706-78.
.. На сегодня просечно-вытяжные листы изготавливаются с различными видами ячеек – ромбовидные, шестигранные, квадратные, декоративные. Наиболее распространенными являются настилы из листов толщиной 4 и 5 мм. Общим стандартом, по которому изготавливается просечно-вытяжной лист является ГОСТ 8706-78.
Во времена СССР просечно-вытяжные листы были фактически безальтернативным материалом для изготовления настилов для промышленного и гражданского строительства, несмотря на ряд недостатков. Однако, в современных условиях, листы ПВЛ стали морально устаревшим материалом, поскольку появился новый продукт для таких целей – решетчатый настил или ячеистый настил.
Узнайте больше о современной альтернативе листам ПВЛ
Подробнее о преимуществах решетчатого настила Вы сможете прочитать в соответствующих разделах нашего сайта: Сварной решетчатый настил, Прессованый решетчатый настил, Решетчатый настил “Serrated”. Почему наши Клиенты выбирают решетчатый настил, а не просечно-вытяжной лист?
Всё просто!
- Настил “ZRN” выдерживает большие нагрузки, поэтому идеально подойдет как для промышленных объектов, так и для гражданского строительства, особенно в местах большого скопления людей.

- В отличие от ПВЛ, монтаж намного легче и сэкономит время
- Оцинкованный решетчатый настил имеет лучшие антикоррозионные свойства, что обеспечивает долговечную эксплуатацию
- Соответствует всем нормам безопасности и имеет идеальные противоскользящие свойства
- Впечатляющий эстетический вид, поэтому сегодня решетчатый настил часто появляется в различных дизайнерских проектах
Однако самым убедительным, на наш взгляд, есть один факт – в Европе просечно-вытяжные листы на сегодняшний день вообще не используются для изготовления настилов, ступеней и устройства пешеходных зон. А во многих странах по соображениям безопасности ПВЛ вообще категорически запрещено использовать для таких целей.
Если же Вас все-таки интересуют просечно-вытяжные листы, позвоните к нам и мы подберем оптимальный вариант настила именно для ваших нужд.
И помните – на самом деле обустройства пешеходного площадки или изготовления лестничного марша из просечно-вытяжного листа совсем не дешевле, чем с решетчатого настила. На сегодняшний день это просто миф. Хотите убедиться – посетите “Завод решетчатого настила” или свяжитесь с нашими менеджерами.
На сегодняшний день это просто миф. Хотите убедиться – посетите “Завод решетчатого настила” или свяжитесь с нашими менеджерами.
Таблица веса и нагрузок просечно-вытяжного листа согласно ГОСТ 8706-78 Скачать в PDF
| Обозначение листа | Толщина заготовки | Габаритная толщина | Масса 1 м2, кг | Предельные нагрузки на 1 м длины, кг, при ширине листа | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 500 | 600 | 700 | 800 | 900 | 1000 | 1100 | 1250 | 1400 | ||||
| 406 | 4 | 12,7 | 15,7 | 470 | 390 | 320 | 290 | 260 | – | – | – | – |
| 408 | 5 | 13,0 | 16,4 | 790 | 660 | 560 | 500 | 440 | 400 | 360 | 320 | 280 |
| 508 | 5 | 16,8 | 20,9 | 1370 | 1140 | 970 | 860 | 760 | 680 | 620 | 550 | 490 |
| 510 | 5 | 20,5 | 24,7 | 2160 | 1800 | 1520 | 1350 | 1200 | 1080 | 980 | 870 | 770 |
| 606 | 6 | 13,4 | 17,3 | 970 | 810 | 680 | 610 | 540 | 490 | 440 | 390 | 350 |
| 608 | 6 | 17,1 | 21,9 | 1910 | 1590 | 1340 | 1190 | 1060 | 950 | 870 | 760 | 680 |
| 610 | 6 | 20,8 | 26,0 | 2880 | 2400 | 2030 | 1800 | 1600 | 1440 | 1310 | 1150 | 1030 |
* Примечания: Указанные нагрузки рассчитаны при защимлених концах листов ПВЛ. В случае свободного опирания – значение с таблицы необходимо уменьшить вдвое.
В случае свободного опирания – значение с таблицы необходимо уменьшить вдвое.
преимущества, область применения, технология производства
Главная
Полезные советы
Где применяется сетка ЦПВС
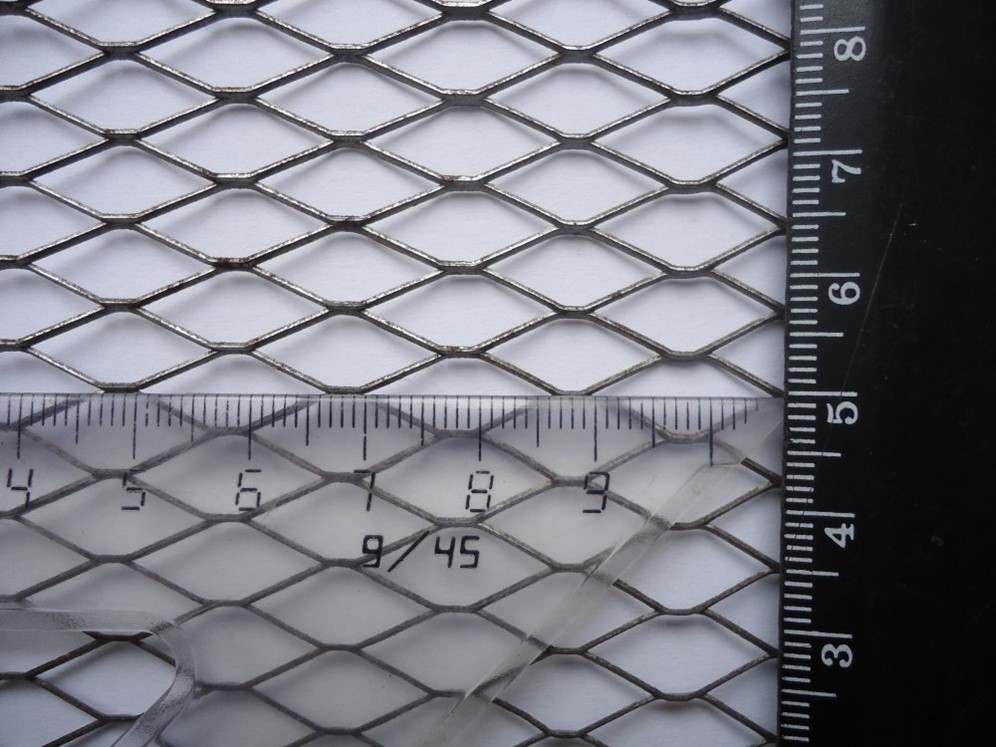
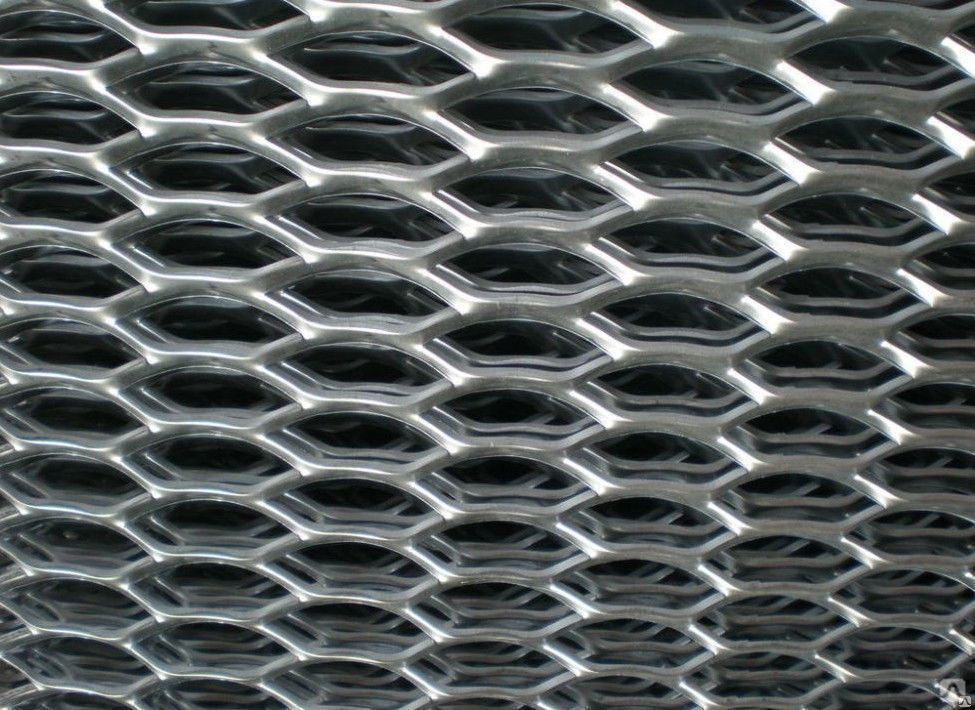
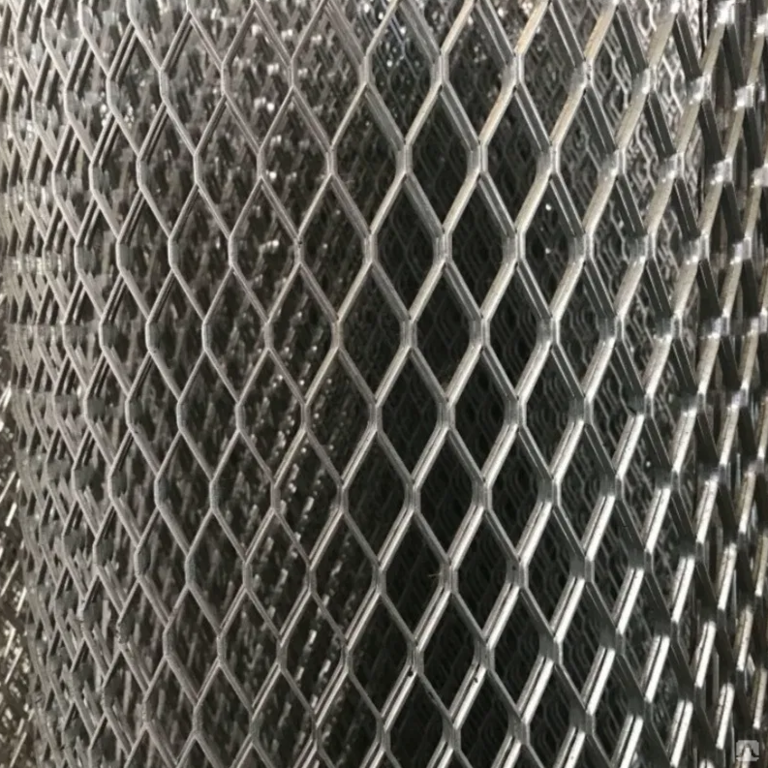
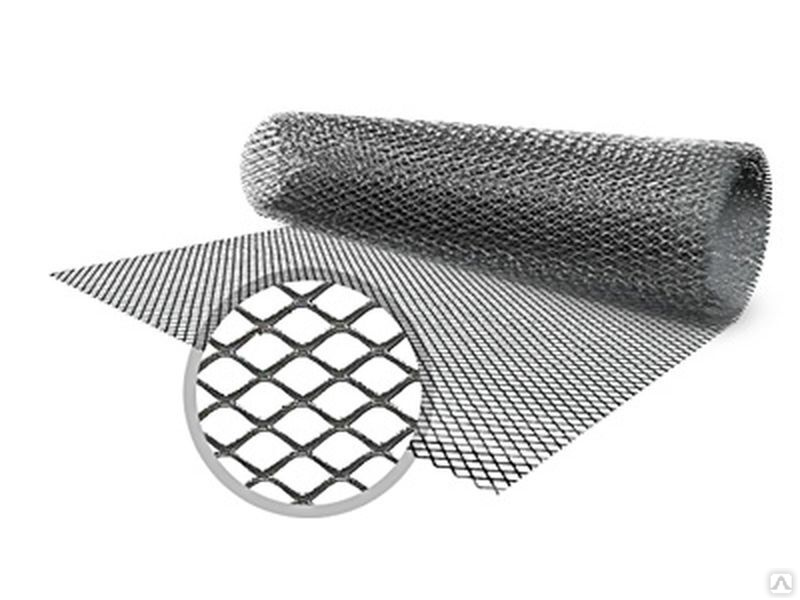
Цельнометаллическая просечно-вытяжная сетка — материал, который в отличие от кладочной, дорожной и армирующей сетки, выпускается из цельного листа, а не из проволоки или арматуры. Такую сетку иногда называют штукатурной.
ЦПВС представляет собой скрученный в рулон сетчатый стальной лист с ромбовидной или чешуйчатой структурой. Вес сетки просечно вытяжной меньше массы сварного аналога. Для закрепления материала в зависимости от цели использования сетки применяют строительный степлер, металлический крепеж или вязальную проволоку.
Технология производства сетки
Изготовление просечно вытяжной сетки осуществляется на производстве при помощи автоматизированной линии в несколько этапов:
-
Раскатывание металлического листа.
- Просечка стали на гильотинной установке.
- Растяжение листа для получения ячеек.
- Плющение и снятие заусенцев.
- Поперечная и продольная обрезка для формовки листа.
- Намотка в рулон.
Наиболее распространены ЦПВС из металла толщиной до 0,8 мм. Более толстые виды материала используются для решения узкоспециализированных задач.
Преимущества просечно-вытяжной сетки
- легкий раскрой и сварка, гибкость и малый вес — обеспечивают простой и быстрый монтаж;
- целостность — при деформации одной ячейки не расползаются другие;
- доступная цена — стоит дешевле аналогов ввиду безотходной модели производства;
- легкое крепление ЦПВС сетки — благодаря структуре она легко сцепляется с любыми поверхностями;
- высокая прочность, долговечность;
-
оцинкованный материал устойчив к воздействию влаги и перепадам температур.

Область применения
Чаще всего ЦПВС применяют в следующих целях:
- армирование бетонных, кирпичных, деревянных, гипсовых, блочных конструкций;
- создание подложки под напольное покрытие, кафель, штукатурку и другие отделочные материалы;
- укрепление теплоизоляции;
- изготовление вентиляционных конструкций, шумоглушителей, различных фильтров;
- просеивание строительных смесей.
Сетка ЦПВС декоративная используется для возведения ограждений, клеток, украшения предметов интерьера и экстерьера.
Почему стоит купить просечно-вытяжную сетку в компании Орион
Компания «Орион» — производитель металлопроката, реализующий продукцию оптом и в розницу по выгодной цене, без посредников. Мы гарантируем высокое качество ЦПВС и ее соответствие ГОСТ.
В наличии — черновая и оцинкованная сетка алюминиевая просечно вытяжная в разных типоразмерах. Возможно изготовление нестандартной ЦПВС по чертежам заказчика за 1–2 рабочих дня. Возможна доставка партии в любой регион РФ.
Возможно изготовление нестандартной ЦПВС по чертежам заказчика за 1–2 рабочих дня. Возможна доставка партии в любой регион РФ.
Заказать продукцию «ЗМИ Орион»:
- Арматурная сетка
- Гнутые элементы
- Проволока вязальная
- Сетка дорожная
- Сетка кладочная
- Объемные арматурные каркасы
- Каркасы для буронабивных свай
- Треугольный арматурный каркас
- Сетка рабица
- Сетка штукатурная ЦПВС
- Арматура стеклопластиковая
- Плоский арматурный каркас
Возврат к списку
Характеристики просечно-вытяжного листа ПВЛ: размеры, вес, толщина, ширина
Просечно-вытяжной лист (ПВЛ) – металлоизделие с равномерно располагаемыми ячейками одинакового размера и конфигурации.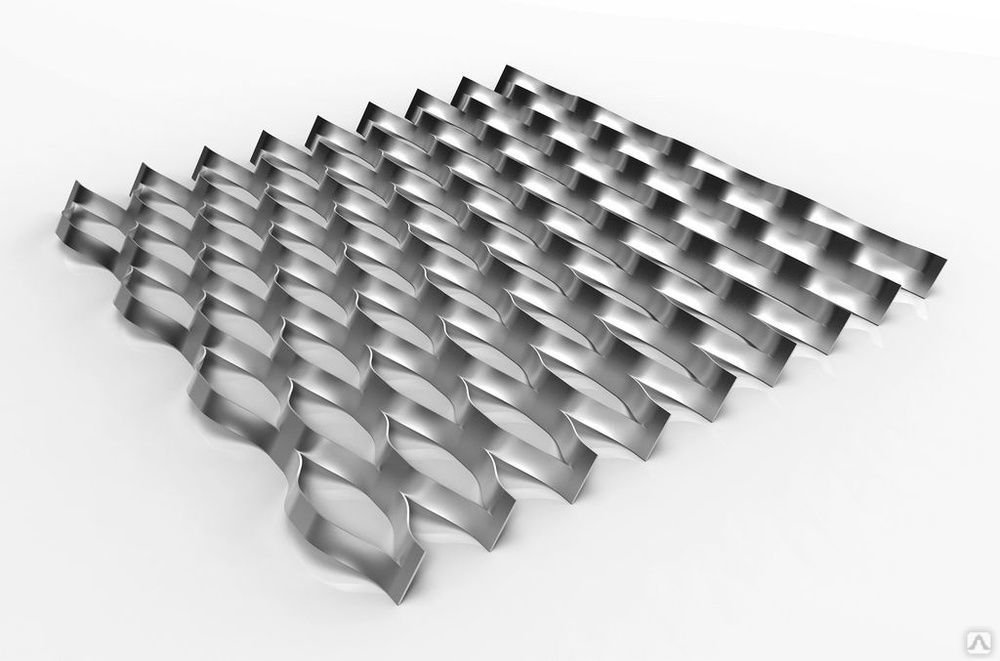 Такая продукция востребована в строительстве, на производственных предприятиях и в складских помещениях, где из нее изготавливают переходы, настилы, ограждения, смотровые окна. Основное преимущество – сочетание сниженной массы 1 м2 с высокой прочностью и жесткостью.
Такая продукция востребована в строительстве, на производственных предприятиях и в складских помещениях, где из нее изготавливают переходы, настилы, ограждения, смотровые окна. Основное преимущество – сочетание сниженной массы 1 м2 с высокой прочностью и жесткостью.
Особенности производства
Для изготовления ПВЛ используют нелегированные, коррозионностойкие стали, цветные металлы и сплавы на их основе. Наиболее массовый вариант – продукция из углеродистой стали марки Ст3 всех степеней раскисления (спокойной, полуспокойной, кипящей). Размеры просечно-вытяжного листа регламентирует ГОСТ 8706-78.
Основные этапы производства:
- На цельный стальной лист специальным ножом равномерно наносятся просечки. Их располагают в шахматном порядке. В стандартном варианте просечки имеют формы «ромб» и «чешуя».
- Материал вытягивают до тех пор, пока просечки не приобретают нормативные размеры.
- Лист прокатывают вдоль длинной оси просечек, что делает его более плоским, а также повышает устойчивость к деформациям.

Технические характеристики просечно-вытяжного листа
В соответствии с ГОСТом и ТУ эта металлопродукция имеет следующие размеры:
- толщина проката, используемого для изготовления просечно-вытяжного листа, – 3-6 мм;
- длина – 2-3,5 м;
- ширина готового просечно-вытяжного листа – 0,5, 0,6, 0,7, 0,8, 1,0, 1,25 м.
Таблица размеров просечно-вытяжного листа и веса 1 м2
| Марка листа | Толщина исходного проката, мм | Подача, мм | Шаг ячейки, мм | Толщина готового изделия, мм | Величина вытяжки за 1 ход, мм | Масса 1 м2, кг |
|
306 |
3 |
6 |
90 |
12 |
12,5 |
12,9 |
|
308 |
3 |
8 |
90 |
14 |
12,5 |
14,6 |
|
310 |
3 |
10 |
90 |
16 |
12,5 |
15,6 |
|
406 |
4 |
6 |
90 |
13 |
12,5 |
15,7 |
|
408 |
4 |
8 |
90 |
16 |
12,5 |
19,2 |
|
410 |
4 |
10 |
90 |
18 |
12,5 |
25,6 |
|
506 |
5 |
6 |
110 |
13 |
12,5 |
16,4 |
|
508 |
5 |
8 |
110 |
16,8 |
12,5 |
20,9 |
|
510 |
5 |
10 |
110 |
20,5 |
12,5 |
24,7 |
|
606 |
6 |
6 |
125 |
13,4 |
15,0 |
17,3 |
|
608 |
6 |
8 |
125 |
17,1 |
15,0 |
21,9 |
|
610 |
6 |
10 |
125 |
20,8 |
15,0 |
26,0 |
Области применения просечно-вытяжного листа
Эта продукция, благодаря небольшому весу 1 м2, антискользящим характеристикам и способности к самоочищению, востребована во многих отраслях.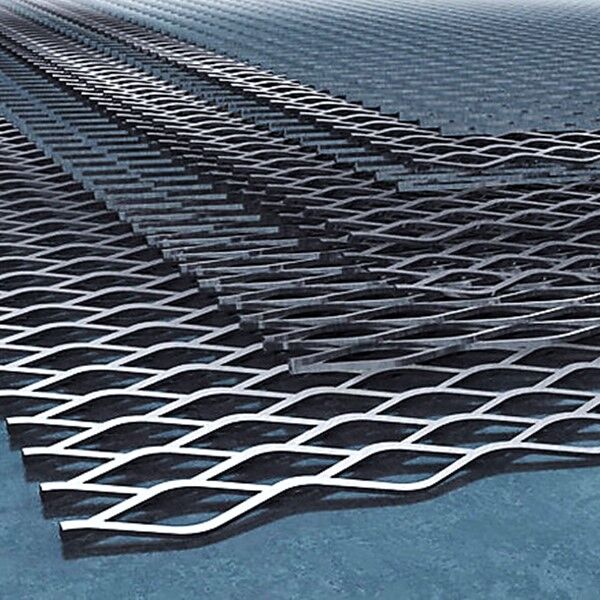
- Изготовление ступеней маршевой лестницы. Особенно этот материал актуален для уличных лестниц, благодаря нескользящей поверхности, самоочищению от снега, свободному стеканию дождевой и талой воды.
- Устройство настилов и переходов, пандусов, площадок ливнестоков.
- Армирование железобетонных конструкций в строительстве, создание предварительного слоя при оштукатуривании поверхностей.
- Сооружение площадок, предназначенных для обслуживания производственных линий и агрегатов на высоте.
- Строительство ограждений территории. Такие заборы обладают малой парусностью, поэтому могут выдерживать сильные ветровые нагрузки.
- Изготовление и установка в соответствии с правилами безопасности защитных решеток, вентиляционных и смотровых окон в станках, приборах, сельскохозяйственных машинах.
- В добывающих и перерабатывающих отраслях – для просеивания сыпучих материалов.
- Устройство крепей в шахтных выработках.

- Изготовление прочных и эстетичных вольеров, удобной и надежной тары, обеспечивающей вентиляцию содержимого.
- Устройство светоотражающих ограждений, повышающих безопасность движения транспорта в ночное время.
Сегодня ПВЛ, изготовленный из коррозионностойкой стали, алюминиевых сплавов, бронзы или латуни, используется при строительстве веранд, благоустройстве балконов и беседок.
ГОСТ 8706-78 Листы стальные просечно-вытяжные. Технические условия
>ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
гост.
ЛИСТЫ СТАЛЬНЫЕ
ПРОСЕЧНО-ВЫТЯЖНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 8706-78
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ Москва
УДК 669.14—413:006.354
ЛИСТЫ СТАЛЬНЫЕ
ПРОСЕЧНО-ВЫТЯЖНЫЕ
Технические условия
ГОСТ 8706-78*
Punched and draivn steel sheet.
Взамен ГОСТ 8706—58
ОКП 09 700U
Постановлением Государственного комитета СССР по стандартам от 15 ноября 1978 г. ciil *
ciil *
Несоблюдение шдндари преследуется Н6 закону
Настоящий стандарт распространяется на стальные просечновытяжные листы для устройства настилов и других аналогичных целей.
1. СОРТАМЕНТ
1.1. Стальные просечно-вытяжные листы изготовляют: толщиной заготовки 4, 5 и 6 мм;
шириной b 500, 600, 710, 800, 900 и 1000 мм; длиной L до 6000 мм.
Примечание. По согласованию с потребителем допускается изготовление листов других размеров по ширине и длине.
Стр. 2 ГОСТ 8706—78
Черт. 1
Черт. 2
(Измененная редакция, Изм. № 1)
Размеры, мм
V к 1 • •• | ж о !! Н и | (4 я Г я м о С | Ж ж 1 г 3. | h д Я 2 и Си | i ’■ Sx Я с ж X * X 2**2 a.S2a | SO0 | Предельная нагрузка на 1 м длины, кг, при ширине листа | ||||||||
600 | 710 | эоо | 900 | 1000 | поо | Иво | 1400 | Масса 1 м’, ке | |||||||
406 | 4 | 6 | 90 | 12,7 | 10 | 470 | 390 | 320 | 290 | 260 | 15,7 | ||||
506 | 5 | 6 | 110 | 13,0 | 12. | 790 | 660 | 560 | 500 | 440 | 400 | 360 | 320 | 280 | 16,4 |
508 | 5 | 8 | 110 | 16,8 | 12,5 | 1370 | 1140 | 970 | 860 | 760 | 680 | 620 | 550 | 490 | 20,9 |
510 | 5 | 10 | по | 20,5 | 12.5 | 2160 | 1800 | 1520 | 1350 | 1200 | 1080 | 980 | 870 | 770 | 24.7 |
606 | 6 | 6 | 125 | 13,4 | 15 | 970 | 810 | 680 | 610 | 540 | 490 | 440 | 390 | 350 | 17. |
608 | 6 | 8 | 125 | 17,1 | 15 | 1910 | 1590 | 1340 | 1190 | 1060 | 950 | 870 | 760 | 680 | 21,9 |
610 | 6 | 10 | 125 | 20,8 | 15 | 2880 | 2400 | 2030 | 1800 | 1600 | 1440 | 1310 | 1150 | 1030 | 26,0 |
 5
5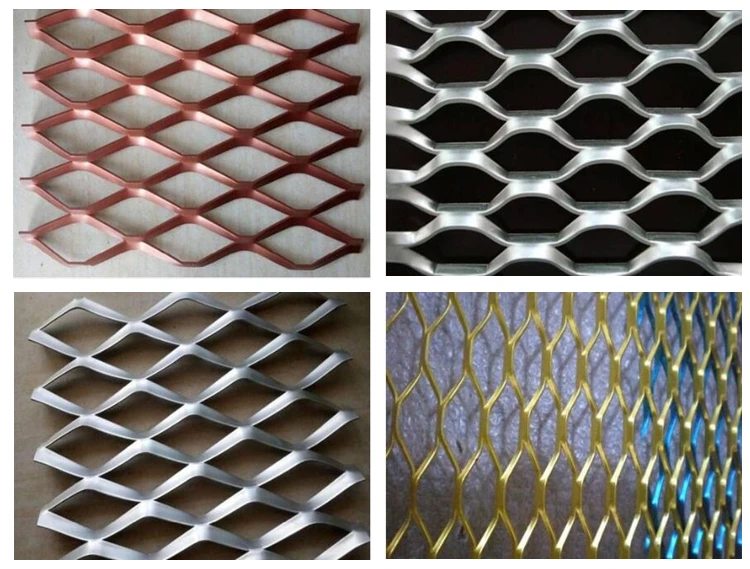 3
3Примечания:
1. Предельные нагрузки указаны для сосредоточенной по центральной линии нагрузки нрн защемленных концах.
2. Для равномерно распределенной нагрузки указанные в таблице значения предельных нагрузок умножат на 2,2.
3. При свободном опирании концов предельные нагрузки уменьшаются вдвое.

ГОСТ В7О4—7В Стр. >
Стр. 4 ГОСТ 8706—78
4-10 мм — по ширине листа;
±0,4 мм — по величине подачи Б;
±1,0 мм — по величине вытяжки А;
±2,0 мм—.ячейки (вдоль длины листа).
Пример условного обозначения листа марки 508 (толщина заготовки 5 мм, величина подачи 8 мм), шириной 710 мм и длиной 4000 мм:
Лист ПВ 508x710x4000 ГОСТ 8706—78
По согласованию с потребителем допускается изготовление листов из других марок стали СтЗ.
2.2. Серповидность просечно-вытяжных листов не должна превышать 3 мм на 1 м длины.
2.3. Косая плоскость листов не должна превышать 5 мм.
2.4. Просечно-вытяжные листы не должны иметь трещин и надрывов.
Примечания:
1. По согласованию с потребителем участки с трещинами и разрывами допускается вырезать, годные участки листов поставляются как неполномерные листы.
2. В просечно-вытяжных листах допускаются небольшие заусенцы и следы выщербленного инструмента (размером не более 2 мм).
3. Допускаются непросекаемые участки по концам листов длиной до 50 мм.
4.2. Размеры готовой продукции проверяют измерительными инструментами, обеспечивающими необходимую точность измерений.
4.3. Величину косой плоскости определяют как разность длины листа по двум кромкам.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ
Редактор И. В. Виноградская Технический редактор А. [\ Каширин Корректор А. С. Туманишвили
Сдано в наб. 05.08.81 Подп. к сеч. 03.11.81 0.5 п. л. 0,25 уч.*нзд. л. Тир. 10000 Цена 3 коп.
Ордена «Знак Почета» Издательство стандартов, 123557, Москва. Новопресненскнй пер.. 3
Тип. «Московский печатник». Москва. Лядин пер.. 8.. Зак. 641
Групжа В23
Изменение № 2 ГОСТ 8706—78 Листы стальные просечно-вытяжные. Технические условия
Постановлением Государственного комитета СССР по стандартам от 05.07.85 №2152 срок введения установлен
с 01.09.85
Под наименованием стандарта заменить код: ОКП 09 7000 на ОКП 09 7100 1800.
Пункт 1.1. Заменить размер: 710 на 700; примечание исключить.
Пункт 1.2. Таблица. Заменить наименование граф: «Обозначение листа» на «Номер листа», «Толщина заготовок» на «Толщина заготовки б», «Габаритная толщина S» на «Толщина листа S*», 710 на 700; дополнить сноской: «* Размер для справок»;
примечания изложить в новой редакции:
«Примечания:
1. Номер листа составлен из размера толщины заготовки (б) и величины подачи (Б).
2. Предельные нагрузки указаны для сосредоточенной по центральной линии нагрузки при защемленных концах.
3. Для равномерно распределенной нагрузки указанные в таблице значения предельных нагрузок умножают на 2,2.
4. При свободном опирании концов предельные нагрузки уменьшаются вдвое».
Пункт 1.3 дополнить абзацем (после первого): «4-25 мм — по длине листа»; заменить слова: «(вдоль длины листа)» на «(вдоль длины ячейки)».
Раздел 1 дополнить пунктами — 1.4, 1.5: «1.4. Серповидность просечно-вытяжных листов не должна превышать 3 мм на 1 м длины.
Серповидность просечно-вытяжных листов не должна превышать 3 мм на 1 м длины.
(Продолжение см. €. 7f)
Пример условного обозначения изложить в новой редакции: «Пример условного обозначения просечно-вытяжного листа с просечкой по черт. 1, номера 508, шириной 900 мм и длиной 4000 мм из стали ВСтЗкп2:
508x900x4000 ГОСТ 8706—78
Лист ПВ1 вСтЗкп2 ГОСТ 380—71
Если в обозначении не указан номер чертежа, то листы изготовляют с любой формой просечки».
Пункт 2.1. Первый абзац изложить в новой редакции: «Стальные просечновытяжные листы изготовляют из листовой углеродистой стали по ГОСТ 14637—79 из марки стали СтЗ по ГОСТ 380—71»;
второй абзац. Заменить обозначение: СтЗ на «по ГОСТ 380—71».
Пункты 2.2, 2.3 исключить.
Пункт 2.4. Примечания 1, 3 исключить.
Пункт 3.1 изложить в новой редакции: «3.1. Просечно-вытяжные листы принимают партиями. Масса партии не должна быть более 20 т. Партия должна состоять из листов одного номера и одного размера по ширине и длине. Каждая партия должна сопровождаться документом о качестве, который должен содержать:
Каждая партия должна сопровождаться документом о качестве, который должен содержать:
товарный знак и наименование предприятия-изготовителя;
наименование потребителя;
номер заказа;
условное обозначение листа;
дату выписки документа о качестве;
штамп технического контроля; подтверждение о соответствии продукции требованиям стандарта».
Пункт 3.4. Заменить ссылку: ГОСТ 7566—69 на ГОСТ 7566—81.
(Продолжение см. с. 77)
(Продолжение изменения к ГОСТ 8706—78) Раздел 5 изложить в новой редакции:
«5. Упаковка, маркировка, транспортирование
5.1. Просечно-вытяжные листы должны увязываться в пачки. Масса пачки не должна быть более 5 т.’
5.2. Каждая пачка должна быть прочно обвязана в поперечном направлении через 1.0—1,5 метра длины не менее чем двумя обвязками.
Обвязки должны обеспечивать сохранность пачек при их погрузке, выгрузке и транспортировании.
ГОСТ 3282—74 или другой нормативно-технической документации.
(Продолжение см. с. 78)
товарный знак н наименование предприятия-изготовителя;
условное обозначение листа;
номер партии;
массу нетто.
5.5. Маркировку выполняют ударным способом или несмываемой краской. Способ нанеоения маркировки — по ГОСТ 7566—81.
5.6. Транспортирование прооечно-вытяжных листов должно осуществляться транспортом всех видов в соответствии с правилами перевозки, погрузки и крепления грузов, действующими на транспорте данного вида.
При использовании железнодорожного транспорта просечно-вытяжные листы должны транспортироваться в открытом подвижном составе. Допускается транспортирование в крытых вагонах, при этом масса пачки должна быть не более 1 т».
(ИУС № 10 1985 г.)
ГОСТ 5336-80 / Ауремо
ГОСТ Р ИСО 22034-1-2013
ГОСТ Р ИСО 22034-2-2013
ГОСТ Р 53772-2010
ГОСТ 5468-88
ГОСТ 1579-93
ГОСТ 10447-93
ГОСТ 3187-76
ГОСТ 9870-61
ГОСТ 4034-63
ГОСТ 4032-63
ГОСТ 4028-63
ГОСТ 792-67
ГОСТ 16135-70
ГОСТ 3920-70
ГОСТ 9850-72
ГОСТ 7675-73
ГОСТ 18901-73
ГОСТ 3062-80
ГОСТ 3093-80
ГОСТ 1526-81
ГОСТ 2771-81
ГОСТ 3875-83
ГОСТ 3071-88
ГОСТ Р 50575-93
ГОСТ Р 50708-94
ГОСТ 4033-63
ГОСТ 13840-68
ГОСТ 15598-70
ГОСТ 3090-73
ГОСТ 3110-74
ГОСТ 3339-74
ГОСТ 3120-75
ГОСТ 283-75
ГОСТ 10505-76
ГОСТ 14963-78
ГОСТ 14081-78
ГОСТ 7372-79
ГОСТ 5663-79
ГОСТ 1545-80
ГОСТ 3092-80
ГОСТ 9161-85
ГОСТ 29121-91
ГОСТ 18143-72
ГОСТ 1668-73
ГОСТ 7480-73
ГОСТ 7676-73
ГОСТ 3193-2015
ГОСТ 2715-75
ГОСТ 10506-76
ГОСТ 7669-80
ГОСТ 2333-80
ГОСТ 7668-80
ГОСТ 3069-80
ГОСТ 7667-80
ГОСТ 2688-80
ГОСТ 3089-80
ГОСТ 3081-80
ГОСТ 6727-80
ГОСТ 3083-80
ГОСТ 3091-80
ГОСТ 7665-80
ГОСТ 3077-80
ГОСТ 2387-80
ГОСТ 3064-80
ГОСТ 3063-80
ГОСТ 7348-81
ГОСТ 5437-85
ГОСТ 14118-85
ГОСТ 23279-2012
ГОСТ 14311-85
ГОСТ 9074-85
ГОСТ 3068-88
ГОСТ 13603-89ГОСТ Р 50566-93
ГОСТ 4030-63
ГОСТ 4035-63
ГОСТ 4029-63
ГОСТ 15892-70
ГОСТ 11850-72
ГОСТ 18899-73
ГОСТ 6750-75
ГОСТ 3088-80
ГОСТ 10446-80
ГОСТ 14954-80
ГОСТ 7681-80
ГОСТ 3079-80
ГОСТ 3066-80
ГОСТ 3097-80
ГОСТ 3085-80
ГОСТ 8478-81
ГОСТ 4727-83
ГОСТ 18834-83
ГОСТ 26366-84
ГОСТ 9124-85
ГОСТ 3067-88
ГОСТ 3070-88
ГОСТ 3306-88
ГОСТ 8803-89
ГОСТ 17305-91
ГОСТ Р 50567-93
9389-75
ГОСТ 2172-80
ГОСТ 1071-81
ГОСТ 3826-82
ГОСТ 16853-88
ГОСТ 12766. 1-90
ГОСТ 3241-91
ГОСТ 16828-81
ГОСТ 285-69
ГОСТ 6613-86
ГОСТ 28334-89ГОСТ 16827-81
ГОСТ 5336-80
ГОСТ 3282-74
- гост-5336-80.pdf (267,23 КиБ)
ГОСТ 5336-80
ГОСТ 5336-80
Группа В76
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
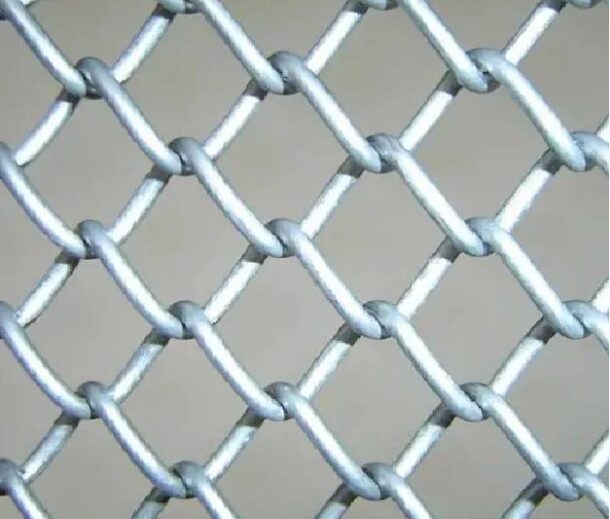
СЕТЬ ПЛЕТЕНАЯ СТАЛЬНАЯ ОДИНАРНАЯ
Технические условия
Ткань стальная проволочная одинарная.
Технические условия
ИКС 77.140.65
ОКП 12 7500
Дата введения 1982−01−01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР0003
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта СССР от 31.03.80 N 1466
3. ВЗАМЕН ГОСТ 5336-67
4. СПРАВОЧНАЯ НОРМАТИЧЕСКАЯ И ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
25. Срок годности снят Постановлением Госстандарта СССР от 08.04.91 N 457
6. ИЗДАНИЕ с Изменениями № 1, 2, 3, утв. Сентябрь 1986 г., март 1989 г., 19 апреля.91 (ИУС 12-86, 6-89, 7-91)
Настоящий стандарт распространяется на стальные плетеные одинарные сетки с ромбическими и квадратными ячейками, изготавливаемые путем сплетения в одну перепевку плоских спиралей из стальной проволоки круглого сечения и применяемые для ограждения , изоляционные работы, закрепление горных выработок на рудниках и отсев материалов.
(Измененная редакция, ред. № 1, 2).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Сетки подразделяются следующим образом:
— форма ячеек на:
ромбическая — R (острый угол ромба 60°) — черт.1;
кв. — черт.2;
— поверхность:
без покрытия;
из проволоки оцинкованной — 0.
Сетка по точности размера ячейки разделена на 1 и 2 группы. ).
1.2. Ширина ячейки в свету и диаметр проволоки должны соответствовать указанным в табл.1.
Таблица 1
| Форма ячейки | Номер сетки | Номинальная ширина ячейки в свету, мм | Номинальный диаметр проволоки, мм |
| Ромб | 5 | 5 | 1,2 |
| 6 | 6 | ||
| 8 | 8 | 1,2; 1,4 | |
| Ромб или квадрат | 10 | 10 | 1,2; 1,4 |
| 12 | 12 | 1,4; 1,6 | |
| Пятнадцать | 15 | 1,6; 1,8 | |
| 20 | 20 | 2,0 | |
| Квадрат | 15 | 15 | 2,0 |
| 25 | 25 | 2,0; 2,5 | |
| 35 | 35 | 2,0; 2,5 | |
| 45 | 45 | 2,5; 3,0 | |
| 50 | 50 | 3,0 | |
| 60 | 60 | ||
| 80 | 80 | 4,0 | |
| 100 | 100 | 5,0 |
Допускается по согласованию между потребителем и изготовителем изготовителем облегченных сеток (ОБ) НН 20, 25, 35 из низкоуглеродистой термически обработанной проволоки без покрытия номинальным диаметром 1,8 мм взамен 2,0 мм; Диаметр проволоки сетки N 45 составляет 2,0 мм вместо 2,5 мм; N 50, диаметр проволоки 2,5 мм; Провод Н 80 диаметром 3,0 мм и провод Н 100 диаметром 4,0 мм.
(Измененная редакция, ред. № 1, 3).
Примеры условного обозначения
Сетка с ромбической ячейкой N 12 из термообработанной проволоки диаметром 1,6 мм группы 1:
Сетка 1-Р-12-1,6 ГОСТ 5336-80
Сетка с квадратом ячейка 20 Н, из оцинкованной проволоки диаметром 2,0 мм, группа 2:
Сетка 2-20-2,0-0 ГОСТ 5336-80
Сетка с квадратной ячейкой 20 Н, облегченная, проволока диаметром 1,8 мм:
Сетка 20-ГОСТ 5336-80
(Измененная редакция, ред. N 2).
1.3. Предельное отклонение от среднего размера ячейки не должно превышать +6% для сеток группы 1 и +10% для сеток группы 2.
(Измененная редакция, ред. N 1).
1.4. Максимальный угол отклонения ячейки от номинального не должен превышать ±10°.
1.5. Ширина сетки и предельные отклонения должны соответствовать указанным в табл.2.
Сетка N 15 из проволоки диаметром 2,0 мм может изготавливаться шириной до 2000 мм.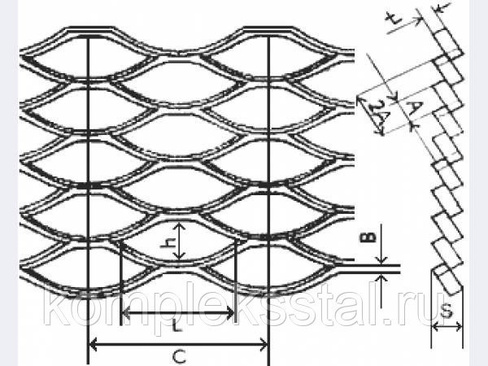
Таблица 2
| Числовая сетка | Ширина, мм | Предельные отклонения, мм | |
| группа 1 | группа 2 | ||
| 5−8 | 1000 | -15 | -15 |
| 10-15 | 1000, 1500 | -1,12 ячейка | -25 |
| 20−35 | 1000, 1500, 2000 | -45 | |
| 45−60 | 1500, 2000 | -1,6 ячейка | |
| 80-100 | 2000, 2500, 3000 | ||
(Измененная редакция, ред. № 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Сетка должна изготавливаться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке, из низкоуглеродистой термически обработанной без покрытия или из оцинкованной проволоки нормальной точности по прочему 14-4-1563.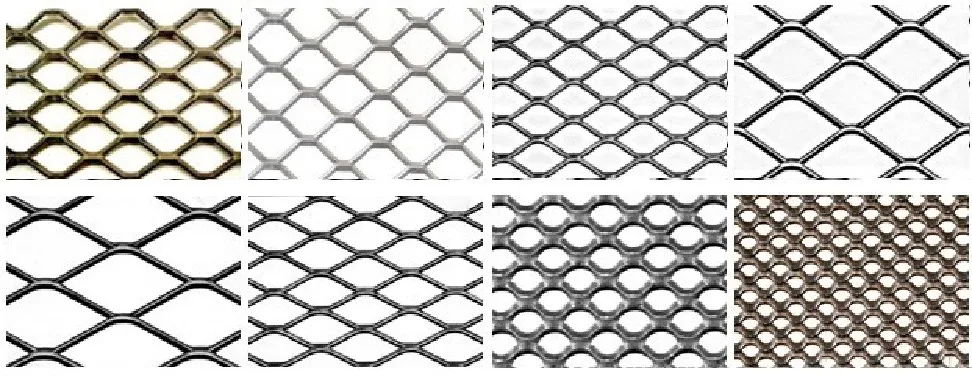
Группа сетки 1 изготавливается из проволоки с отрицательным предельным отклонением, равным сумме абсолютных значений предельных отклонений.
(Измененная редакция, ред. № 1, 3).
2.2. Каждая спираль должна состоять из одной проволоки.
2.3. Соседние витки должны быть вплетены друг в друга на все витки без зазоров.
2.4. Сетка не должна быть перевернута спиралями вверх дном.
(Измененная редакция, ред. № 2).
2.5. Концы спиралей с обеих сторон сетки нужно обрезать и каждый конец в месте соединения загнуть к своей спирали.
2.6. Сетка после изготовления сворачивается в рулоны. Моток должен состоять из одного отрезка сетки длиной не более 5 м для сеток НН 5-60 и не менее 3 м для сеток НН, 80, 100.
Допускается прокат мотков из двух отрезков, сшитых по спирали.
Для сеток группы 1 рулон должен состоять из цельного куска длиной не менее 10 м для сеток НН 5-60 и не менее 5 м для сеток НН, 80, 100.
(Измененная редакция, ред. N 1, 2).
N 1, 2).
2.7. Масса рулона не должна превышать 80 кг. Для сеток НН, 80 и 100 допускается увеличение массы рулона сетки до 250 кг.
(Измененная редакция, ред. N 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Сетка принята сторонами. Партия должна состоять из сеток одного номера, одной ширины, одного материала и оформленных одним документом о качестве. Документ о качестве должен содержать:
— товарный знак или наименование и товарный знак производителя;
— сетка символов;
— ширина в миллиметрах и длина сетки в метрах, общее количество ячеек в квадратных метрах;
— количество рулонов в партии.
(Измененная редакция, Ред. № 1).
3.2. Для проверки качества плетения, поворота конца спирали, среднего значения ширины ячейки в свету, длины, ширины ячейки и угла ячейки со стороны берут 5% рулонов, но не менее двух.
(Измененная редакция, ред. № 2).
3.3. При неудовлетворительных результатах поверки хотя бы по одному из показателей проводится повторная поверка по удвоенному числу бросков.
Результаты повторной экспертизы распространяются на всю партию.
(Измененная редакция, Ред. № 1).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Качество переплетения и изгиб концов спиралей определяют визуально при перемотке рулонов сетки.
4.2. Среднее арифметическое ширины ячейки в свету определяют в трех местах сетки, удаленных от краев не менее чем на 100 мм, считая в двух направлениях, параллельных сторонам ячейки до 10 ячеек для сеток NN 5 -15 и пять ячеек для сетки и 20-100 NN измеряют длину участка, включая одну крайнюю проволоку, по которой ведется подсчет ячеек. Длину участка определяют по среднему значению ширины ячейки на люксметре или линейке с делением шкалы 1 мм.
Среднее арифметическое ширины ячейки в свету (), мм, вычисляют по формуле
,
где — длина участка, на котором расположены последовательно измеренные в соответствующих направлениях пять или 10 клеток , мм.
— количество подсчитанных ячеек.
— номинальный диаметр проволоки, мм.
Окончательное значение среднего арифметического размера клетки на свету определяется как среднее арифметическое шести измерений.
4.3. Диаметр проволоки измеряют микрометром по ГОСТ 6507 перед изготовлением сетки.
(Измененная редакция, ред. N 2).
4.4. Ширину сетки измеряют на открытых наклонных концах проволок метражом или рулеткой с делением шкалы 1 мм. Длину сетки измеряют при натяжении, исключающем изменение формы ячеек, метражом или рулеткой с делением шкалы 1 мм, или счетчиком.
4.5. Угол ячейки проверить транспортиром по ГОСТ 5378 или шаблоном в трех местах сетки, но не ближе двух клеток от края сетки.
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
5.1. Каждый рулон сетки должен быть обвязан низкоуглеродистой проволокой диаметром 1,2-2,5 мм по ГОСТ 3282 или 14-4-1563 или из отходов этой проволоки посередине и по краям, или конец сетки должен быть прикреплен один и тот же провод к катушке посередине и по краям.
(Измененная редакция, ред.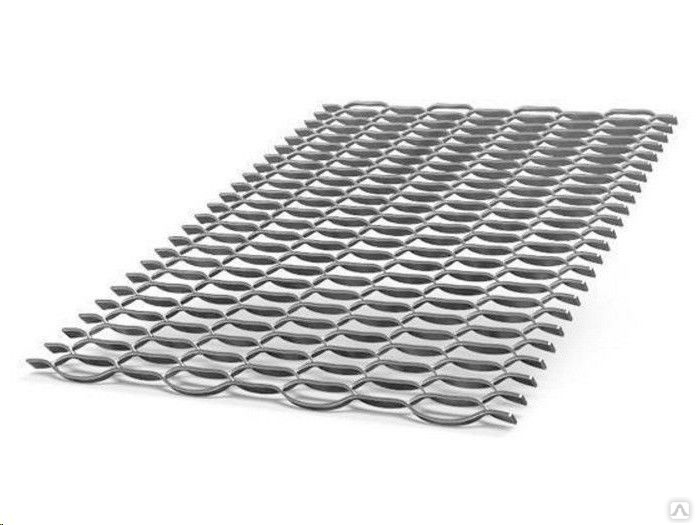 № 1, 3).
№ 1, 3).
5.2. Концы рулона должны быть обернуты бумагой по ГОСТ 8828 или другой бумагой, изготовленной по нормативно-технической документации (НТД), либо оберточной тканью погона 5530, либо тарным холстопрошивным полотном, либо ламинированной тканью, либо притачным лоскутом из отходы текстильной промышленности, а также другие материалы, изготовленные по НТД, позволяют исключить использование хлопчатобумажных и льняных тканей и не ухудшают качество упаковки.
Допускается сетка НН 5-50 с учетом упаковки, причем концы крестообразного мотка проволоки обязательно связывают в соответствии с п. 5.1 или иначе при условии предотвращения слипания гнутых проволок между собой.
Упаковочный материал на концах мотков вязальной проволоки в соответствии с пунктом 5.1.
Сетки упаковочные, транспортируемые в районы Крайнего Севера и труднодоступные районы, должны соответствовать ГОСТ 15846.
(Измененная редакция, Ред. N 1, 2).
5.3. По требованию заказчика сетка покрыта консервирующей смазкой ГСД, утвержденной в установленном порядке, или смесью ГСД и индустриального масла по ГОСТ 2079.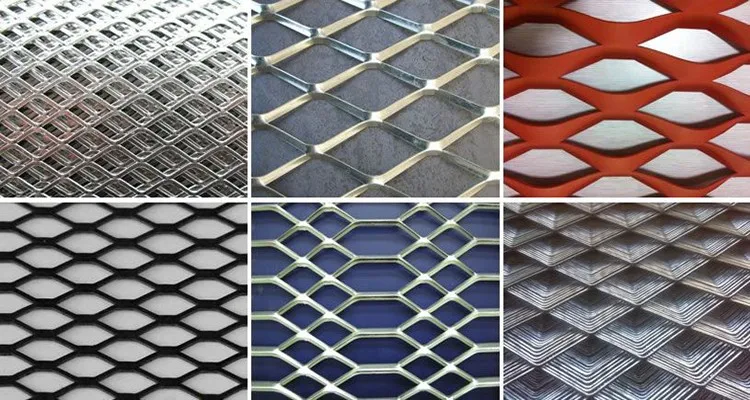 9 в соотношении 1:1.
9 в соотношении 1:1.
5.4. К концу рулона или пакета должна быть прикреплена этикетка, на которой указываются:
— товарный знак или наименование и товарный знак производителя;
— наименование и товарный знак производителя;
— сетка символов;
— ширина в миллиметрах и длина сетки в метрах, общее количество ячеек в квадратных метрах.
5.3−5.4. (Измененная редакция, ред. N 1).
5.4. Транспортная маркировка по ГОСТ 14192.
(Доп. Ред. N 1).
5.5. Сетчатые транспортировочные пакеты по ГОСТ 26663 или рулоны. Допускается формирование пакетов без использования поддонов.
Диаметр рулона — от 200 до 600 мм, длина от 1000 до 3000 мм. Пакет формируется из рулонов. Габаритные размеры упаковки: длина от 1000 до 3000 мм, ширина 1870 мм, высота-1400 мм. Интегрированная упаковка формируется при транспортировке к потребителю из двух и более рулонов.
Средствами упаковки являются:
— катанка диаметром 6,5 мм по ОСТ 14. 15.193;
15.193;
— обвязка провода по ГОСТ 3282 или ОСТ 14-4-210;
— обвязка из ленты по ГОСТ 3560;
провод и лента в другом НТД.
Масса упаковки — не более 1 т.
Сетку транспортируют всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на перевозках данного вида, и Техническими условиями погрузки и крепления грузов*, утвержденными Министерство путей сообщения. Перевозка железнодорожным транспортом производится вагонными или мелкими отправками. На открытом подвижном составе сетчатые транспортировочные только пакеты.
________________
* Вероятно, ошибка оригинала. Следует читать: «Технические условия погрузки и крепления грузов». — Обратите внимание на базу данных производителя.
Условия транспортной сетки по воздействию климатических факторов должны соответствовать условиям хранения 5 и 8 по ГОСТ 15150.
(Измененная редакция, Ред. N 1, 2, 3).
5.6. Складские сетки должны соответствовать условиям 5 по ГОСТ 15150.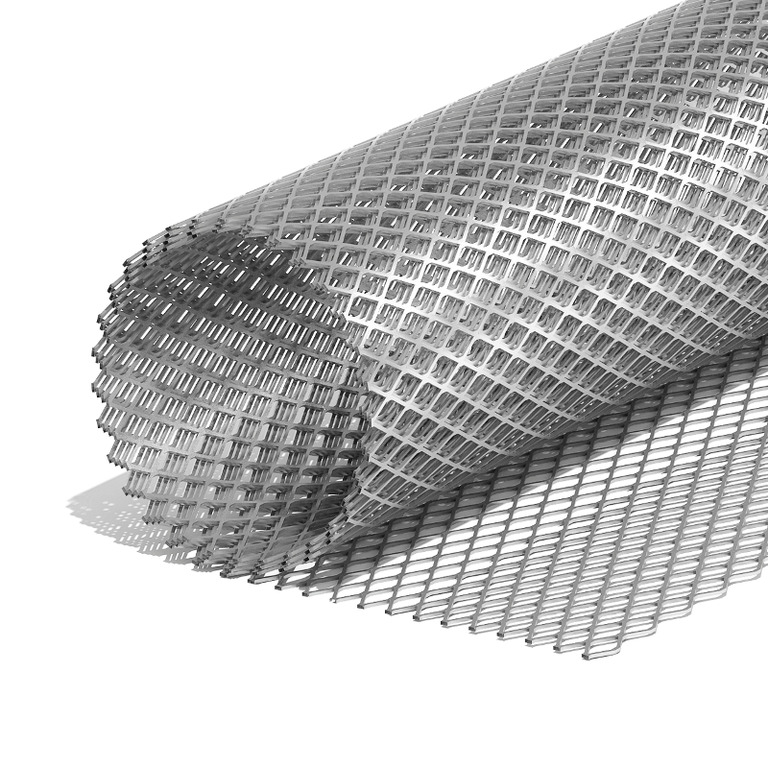
(Измененная редакция, ред. N 1).
ПРИЛОЖЕНИЕ (справочное). Таблица сечений и теоретического веса 1 м2 сетки
АПП
Справочник
Таблица сечений и теоретического веса 1 м сетки
| Форма ячейки | Номер сетки | Диаметр проволоки, мм | Живой участок сетки, % | Вес 1 мм сетки, кг |
| Ромб | 5 | 1,2 | 55,9 | Из 4,52 |
| 6 | 61,0 | 3,73 | ||
| 8 | 1,2 | 69,8 | Из 2,78 | |
| 1,4 | 65,5 | 3,80 | ||
| Ромб или квадрат | 10 | 1,2 | 75,3 (78,9) | 2,20 (1,96) |
| 1,4 | 71,5 (76,2) | Из 3,00 (2,68) | ||
| 12 | 1,4 | 76,3 (79,0) | Из 2,48 (2,24) | |
| 1,6 | 73,3 (77,0) | 3,24 (2,92) | ||
| 15 | 1,6 | 77,5 (80,9) | 2,57 (2,27) | |
| 1,8 | 76,0 (78,9) | 3,25 (2,88) | ||
| 20 | 2,0 | 81,4 | Из 3,00 (2,66) | |
| Квадрат | 15 | 2,0 | 73,0 | 3,60 |
| 25 | 2,0 | Для 84,7 | 2,15 | |
| 2,5 | 81,8 | 3,36 | ||
| 35 | 2,0 | 91,0 | 1,56 | |
| 2,5 | 87,0 | 2,44 | ||
| 45 | 2,5 | Для 84,4 | 1,87 | |
| 3,0 | 87,0 | 2,70 | ||
| 50 | 3,0 | 88,8 | 2,42 | |
| 60 | 90,5 | Из 2,00 | ||
| 80 | 4,0 | 90,3 | 2,76 | |
| 100 | 5,0 | 90,5 | 3,40 |
Примечание.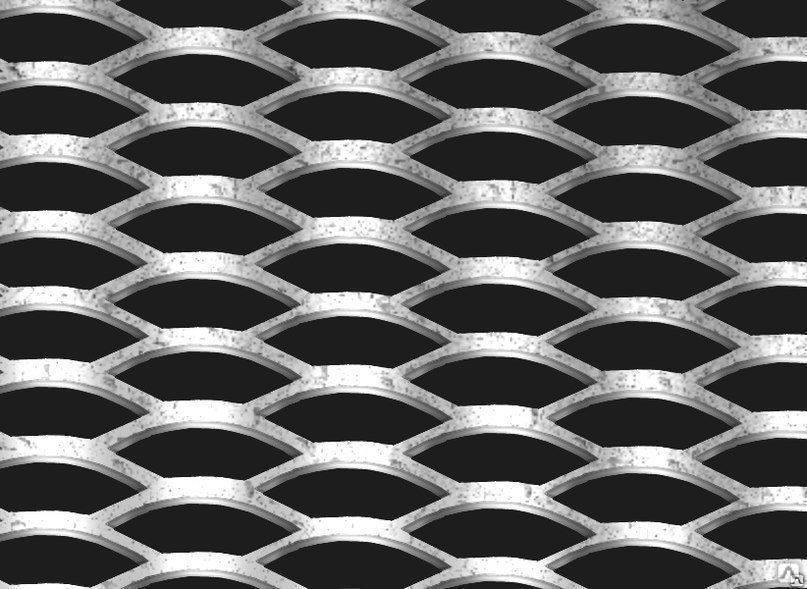 Значения в скобках относятся к сетке с квадратной ячейкой.
Значения в скобках относятся к сетке с квадратной ячейкой.
(Измененная редакция, ред. № 2, 3).
Текст документа проверен:
официальное издание
Сетка металлическая. Типы.
Технические характеристики: Сб. Стандарты. –
М.: ИПК Издательство стандартов, 2003
ГОСТ 3187-76 СЕТКИ ФИЛЬТРАЛЬНЫЕ ПРОВОДНЫЕ
Настоящий ГОСТ распространяется на следующую продукцию:
Сетка нержавеющая тканая
| СЕТКИ ФИЛЬТРОВЫЕ ПРОВЕТОЧНЫЕ Технические условия ГОСТ 3187-76 | |
| OKP 12 7500, 12 7700 | |
Date of introduction of GOST 3187-76 01.07.77 | |
GOST 3187-76 applies to woven meshes made of low- углеродистая и высоколегированная сталь, цветные металлы и сплавы, предназначенные для фильтрации, обезвоживания и сушки.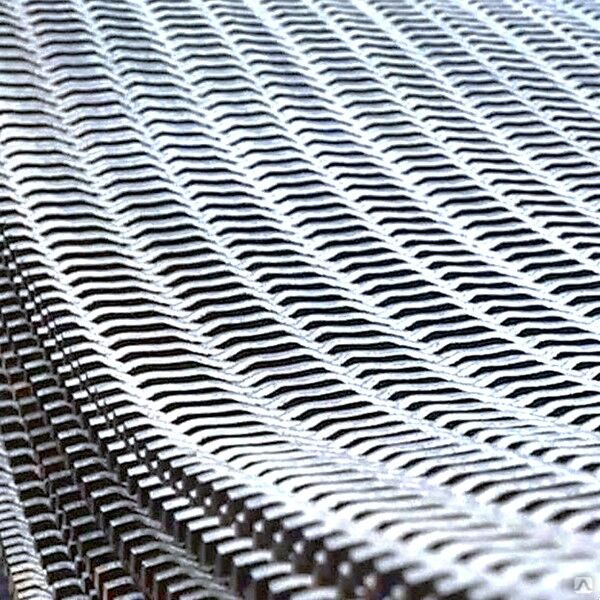 Сетка представляет собой проволочную ткань с нулевой сеткой, полученную путем переплетения проволок основы с проволоками утка. |
| 1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ |
| 1.1. Сетки подразделяются на: и двойные по ложения: П – полотняного переплетения, в котором проволока основы, расположенные на определенном расстоянии, переплетаются через одну с проволокой утка, расположенной близко друг к другу (рис. 1). На свету нет клеток; С – одностороннего саржевого переплетения, при котором проволока основы, расположенная на определенном расстоянии друг от друга, переплетается через две проволоки с проволоками утка, расположенными близко друг к другу (рис. 2). На свету нет клеток; |
| Черт. один | Черт возьми. 2 |
СД – двустороннего саржевого переплетения, в котором проволока основы, расположенные на определенном расстоянии друг от друга, переплетаются поочередно через одну и через две с проволоками утка, расположенными близко друг к другу (рис. 3). На свете нет ячейки. 3). На свете нет ячейки. по качеству продукции группы: группа 1; группа 2. |
| Черт. 3 |
| (Пересмотренное издание, ред. № 4). 1.2. Номинальный диаметр и номинальное количество проволок основы и утка на 1 дм сетки должны соответствовать указанным в таблице. |
| Символ сетки | Сетки полотняного переплетения | Символ сетки | Сетка саржевого переплетения односторонняя | Условное обозначение сетки | Сетка саржевая двухсторонняя | |||||||||
| Номинальное количество проволок на 1 дм | Номинальное количество проволок, мм | Номинальное количество проволок на 1 дм | Номинальное количество проволок04, мм 90 Номинальное количество проволок04, мм 90 Номинальное количество проволок04, мм 90 1 дм | Номинальный диаметр проволоки, мм | ||||||||||
| основные | утки | основные | утки | основные | утки | основные 43 | basics | duck | basics | duck | ||||
| P24 | 24 | 270 | 0. 70 70 | 0.40 | C24 | 24 | 290 | 1.2 | 0.70 | SD24 | 24 | 260 | 1.00 | 0.60 |
| P28 | 28 | 270 | 0.60 | 0.40 | – | – | – | – | – | – | – | – | – | – |
| P32 | 32 | 270 | 0.60 | 0.40 | C32 | 32 | 340 | 0,90 | 0,60 | SD32 | 32 | 325 | 0,70 | 0,50 |
| P36 | 643 | |||||||||||||
| .0043 | 0.40 | – | – | – | – | – | – | – | – | – | – | |||
| P40 | 40 | 330 | 0. 50 50 | 0.35 | C40 | 40 | 420 | 0.70 | 0.50 | SD40 | 40 | 400 | 0.60 | 0.40 |
| P44 | 44 | 360 | 0.45 | 0.30 | – | – | – | – | – | – | – | – | – | – |
| P48 | 48 | 360 | 0.45 | 0.30 | C48 | 48 | 460 | 0.60 | 0.45 | SD48 | 48 | 450 | 0.50 | 0.35 |
| P52 | 52 | 400 | 0.45 | 0.28 | – | – | – | – | – | – | – | – | – | – |
| P56 | 56 | 400 | 0. 40 40 | 0.28 | C56 | 56 | 570 | 0.50 | 0.37 | SD56 | 56 | 500 | 0.40 | 0.30 |
| P60 | 60 | 400 | 0.40 | 0.28 | – | – | – | – | – | – | – | – | – | – |
| P64 | 64 | 495 | 0.35 | 0.22 | C64 | 64 | 680 | 0.45 | 0.30 | SD64 | 64 | 560 | 0.37 | 0.28 |
| P68 | 68 | 495 | 0.35 | 0.22 | – | – | – | – | – | – | – | – | – | – |
| P72 | 72 | 550 | 0.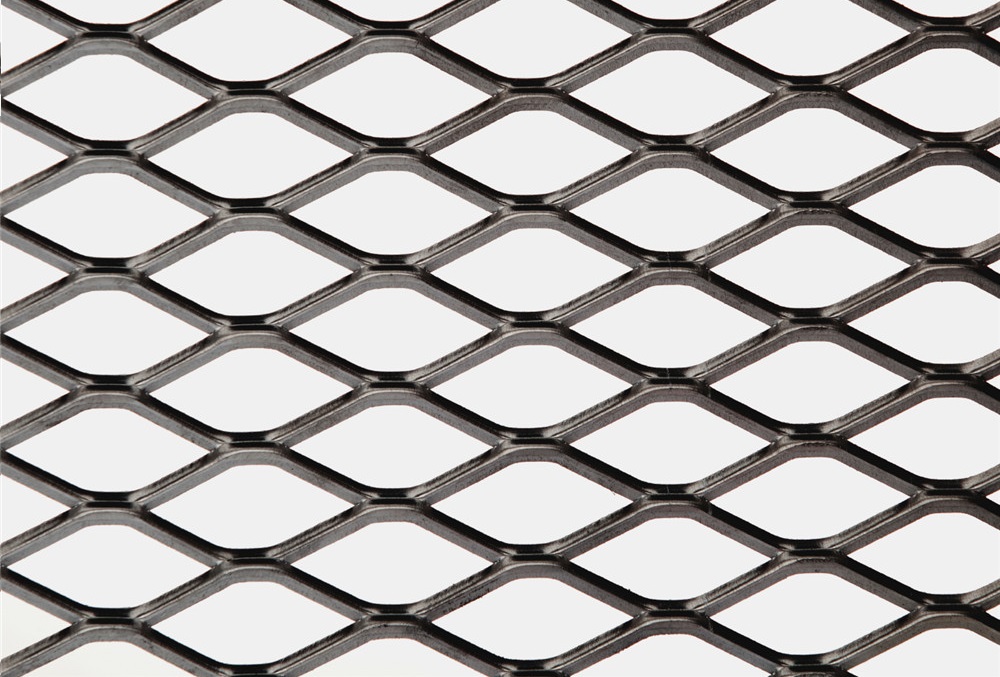 30 30 | 0.20 | C72 | 72 | 850 | 0.40 | 0.25 | SD72 | 72 | 700 | 0.35 | 0.22 |
| P76 | 76 | 550 | 0.30 | 0.20 | – | – | – | – | – | – | – | – | – | – |
| P80 | 80 | 600 | 0.28 | 0.18 | C80 | 80 | 1050 | 0.35 | 0.20 | SD80 | 80 | 790 | 0.30 | 0.20 |
| P90 | 90 | 670 | 0.28 | 0.16 | C90 | 90 | 1050 | 0.30 | 0.20 | – | – | – | – | – |
| P100 | one hundred | 670 | 0. 25 25 | 0.16 | C100 | one hundred | 1180 | 0.25 | 0.18 | – | – | – | – | – |
| P120 | 120 | 670 | 0.22 | 0.16 | C120 | 120 | 1300 | 0.25 | 0.16 | SD120 | 120 | 900 | 0.25 | 0.18 |
| P160 | 160 | 830 | 0.20 | 0.14 | C160 | 160 | 1300 | 0.20 | 0.16 | SD160 | 160 | 960 | 0,22 | 0,16 |
| P200 | 200 | 0,18 | 0,12 | C20043 | .0041 1570 | 0,20 | 0,14 | SD200 | 200 | 1100 | 0,20 | 0,14 | ||
1.3. Сетки изготавливаются шириной 1000 мм. По требованию потребителя – шириной 600, 1200, 1300 мм.
Предельные отклонения по ширине сетки 1 группа – + 5 мм, 2 группа – + 10 мм.
1.4. Сетки изготавливаются свернутыми. В рулоне не должно быть больше пяти штук. Наименьшая длина или кратность штуки устанавливается потребителем. При отсутствии требований потребителя длина отрезка сетки должна быть не менее 1000 мм. Для сеток № 120, 160, 200 допускается один отрезок длиной не менее 200 мм. С согласия потребителя допускается минимальная длина куска менее 1000 мм.
Для сеток 1-й группы минимальная длина одного отрезка должна быть не менее 2000 мм.
1,3; 1.4. (Измененная редакция, ред. № 2, 4).
1.5. Теоретическая масса 1 м2 сетки указана в приложении 1.
ПРИМЕРЫ ОБОЗНАЧЕНИЙ
Сетка фильтровальная полотняного переплетения № 48, проволока низкоуглеродистая 1 группа:
Сетка П48-НУ-1 ГОСТ 3187-76
То же, саржевого переплетения, одностороннее, № 64, из проволоки марки 12Х18Н9Т, группа 1:
Grid С64–12Х18Н9Т-1 GOST 3187-76
The same, double-sided, number 120, made of wire grade 08X18h20, 2 groups:
Grid SD120-08X18h20 GOST 3187-76
(Исправленное издание, ред. № 4).
№ 4).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1а. Сетки должны изготавливаться в соответствии с требованиями ГОСТ 3187-76 по технологическому регламенту, утвержденному в установленном порядке.
(Введен дополнительно, Изменение № 2).
2.1. Сетки должны быть изготовлены из стальной термически обработанной проволоки: низкоуглеродистой по ТУ 14-4-1563-89, высоколегированной из стали марок 12Х18Н9, 12Х18Н9Т, 12Х18х20Т, 08Х18х20, 10Х17х23М2Т, 10Х17х23М3Т по ТУ 14-4-1571. -89.
По требованию потребителя сетки изготовляют из проволоки других металлов и сплавов, а также из проволоки с защитным покрытием.
(Пересмотренное издание, ред. № 3).
2.2. Переплетение проволок в сетке должно быть правильным. Не должно быть пропусков проводов.
2.3. В сетке не должно быть оборванных проводов. В сетках из высоколегированной проволоки местные одиночные обрывы уточных проволок допускается не более пяти на 1 м2 сетки, для сеток 2-й группы и не более трех – для сеток 1-й группы.
2.3.1. Количество сращенных концов проволоки, петель, круток, клещей на 1 м2 сеток не должно превышать для сеток из их низкоуглеродистой проволоки 1 и 2 групп и для сеток из высоколегированной проволоки 2 группы:
9 – для сеток № 24-90;
13 – для сеток № 100-200.
Для сеток 1-й группы из высоколегированной проволоки:
6 – для сеток №№ 24-90;
10 – для сеток № 100-200.
2.3, 2.3.1. (Измененная редакция, ред. № 3, 4).
2.4. Уточные проволоки в местах пересечения должны плотно прилегать друг к другу. Зазоры между проволоками утка в местах пересечения допускаются не более 0,1 диаметра проволоки утка.
2.5. Сетка не должна иметь механических повреждений, прошитых мест и заработанных посторонних предметов.
2.6. Предельное отклонение на 1 дм от номинального количества проводов в сетях всех типов не должно превышать:
+ 1 провод на основе сетей № 24-100;
+ 20 проволок уточных сеток №20-100;
+ 2 провода на основе сеток №120-200;
+ 30 уточных проволок; 120-200.
2.7. Сетки изготавливаются с кромками и без кромок. При изготовлении сеток без кромок концы уточных проволок должны быть ровно обрезаны или загнуты. Одна сторона полотна сетки шириной 600 мм может быть окантованной, другая сторона без окантовки.
(Введен дополнительно, Изменение № 2).
3. ПРАВИЛА ПРИЕМКИ
3.1 Сетки предъявляются к приемке партиями. Партия должна состоять из рулонов сетки одного вида, размера, материала, оформленных одним документом о качестве, содержащим: товарный знак
или наименование и товарный знак изготовителя; символ сетки
;
ширина сетки в миллиметрах, длина в метрах;
Количество рулонов в партии.
(Пересмотренное издание, ред. № 2).
3.2. Проверке качества и вида плетения, количества сращенных концов проволоки, петель, скруток и клещей, длины и ширины сетки подвергают каждый рулон сетки.
3.3. В каждом выбранном рулоне проверяются все куски сетки.
3.4. От рулонов сетки, принятых по п. 3.2, берут 10 %, но не менее трех рулонов, в которых проверяют количество проволок основы и утка. При получении неудовлетворительных результатов испытаний повторное испытание проводят на удвоенном числе непроверенных валков. Результаты повторного тестирования являются окончательными.
С согласия потребителя участки сетчатого полотна с дефектами могут не вырезаться, а маркироваться цветным карандашом и исключаться из общего метража.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для проверки количества сращенных концов проводов, петель, скруток и клещей на 1 м2 сетки выбирают место, где визуально заметно их наибольшее скопление.
4.2. Качество и тип переплетения сетки, количество сращенных концов проволок, петель, скруток и клещей проверяют визуально при перемотке рулона сетки. Сетки № 100-200 необходимо проверять при меньшей освещенности.
4.3. Количество проволок основы и утка считают с увеличением в 7-20 раз для сеток:
№ 24-60 на 1 дм для основы и на 0,1 дм для утка;
№64-200 на 0,1 дм по основе и утку.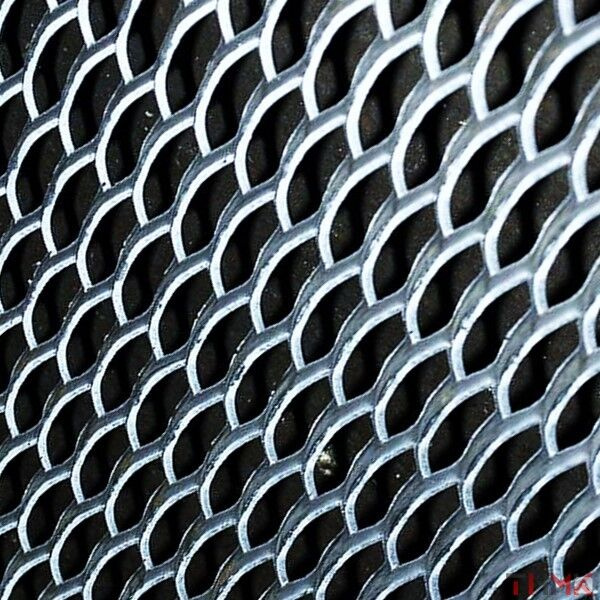
Количество проводов подсчитывают в трех местах, одно из которых расположено посередине сетки, а два других – по краям, но не ближе 100 мм от края сетки. Окончательный результат рассчитывается как среднее арифметическое значений трех измерений сетки, умноженное на коэффициент 10:9.0015 № 24-60 – для основы;
№64-200 – для основы и утка.
Прямая линия, соединяющая любые две точки измерения, не должна проходить в том же направлении, что и основа и уток.
4.4. Величину зазора (А) в миллиметрах между проволоками утка в местах пересечения рассчитывают по формуле
, где n – количество проволок утка на 1 дм основы;
d – фактический диаметр уточной проволоки, мм.
4.5. Для измерения диаметра проволоки на одном мотке оставляют не менее трех уточных проволок, выступающих за край сетки. Диаметр проволоки проверяют микрометром с ценой деления 0,01 мм.
4.6. Ширина рулона сетки измеряется рулеткой в любом месте. Ширина сеток измеряется по крайним проволокам основы.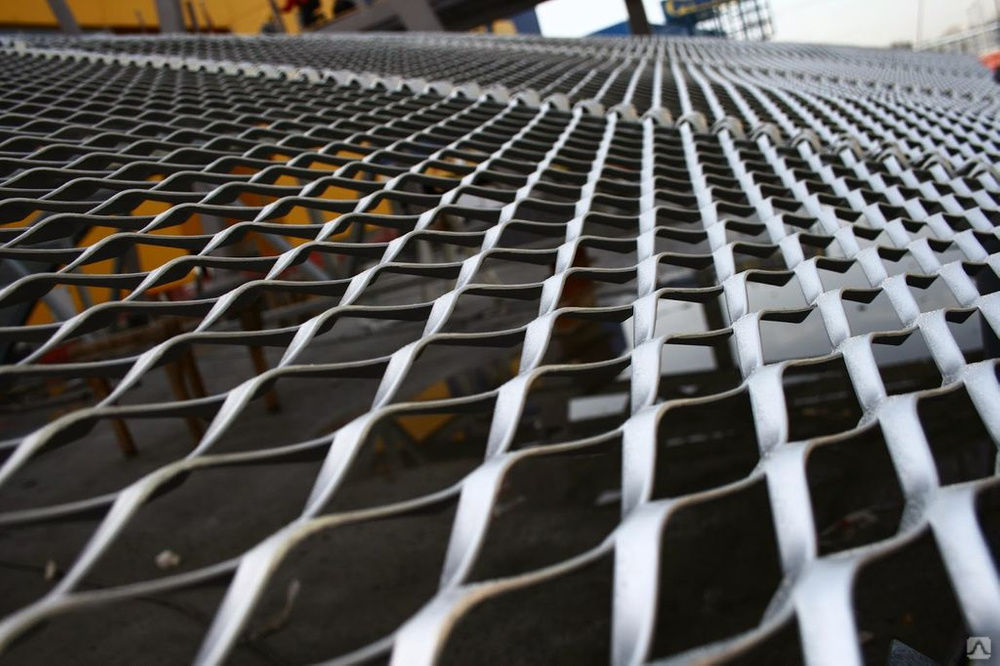
(Пересмотренное издание, ред. № 2).
4.7. Длину рулона сетки проверяют при перемотке рулона на контрольной машине счетчиком или рулеткой.
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
5.1. Сетки № 100-200 следует наматывать на сплошной цилиндрический сердечник, длина которого на 50-100 мм больше ширины сетки. Сердцевина должна быть прочной, ровной и не вызывать коррозии сеток.
5.2. Каждый рулон сетки должен быть обвязан посередине и по краям проволокой по ГОСТ 3282-74 или другой мягкой проволокой по нормативно-технической документации.
(Пересмотренное издание, ред. № 1).
5.3. Каждый рулон сеток № 100-200 должен быть обернут бумагой по ГОСТ 9569-79 или ГОСТ 8828-89 или другой бумагой с эквивалентными защитными свойствами. Затем рулоны укладывают в плотные деревянные ящики II типа по ГОСТ 18617-83 или другие ящики, обеспечивающие защиту от коррозии и механических повреждений.
Каждый рулон сеток № 24-90 должен быть обернут бумагой по ГОСТ 9669-79 или ГОСТ 8828-89 или другой эквивалентной бумаге по защитным свойствам, затем полимерной пленкой по ГОСТ 10354-82 или ГОСТ 16272- 79 или другой полимерной пленки или тарного сшитого полотна или сшитого лоскута из отходов текстильной промышленности, а также других материалов, исключающих использование тканей из натуральных волокон и не ухудшающих качества упаковки.
(Пересмотренное издание, ред. № 1).
5.4а. Транспортная маркировка – по ГОСТ 14192-77.
(Вводится дополнительно, Изменение № 2).
5.4. Масса рулона не должна превышать 8 кг. Масса упаковки не должна превышать 1 тонну.
(Пересмотренное издание, ред. № 2).
5.5. На этикетке, прикрепленной к рулону и стенке коробки, указывают: товарный знак или наименование и товарный знак производителя;
условное обозначение сетки;
ширина сетки в миллиметрах, длина в метрах.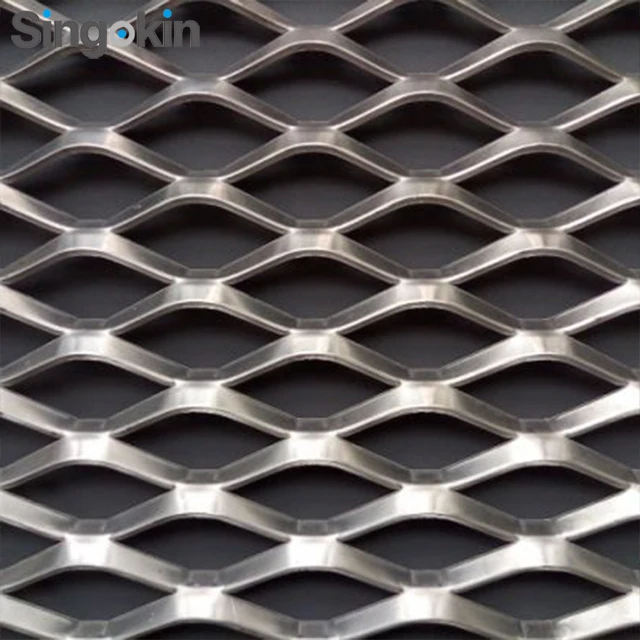
(Пересмотренное издание, ред. № 2).
5.6. (Исключено, ред. № 2).
5.7. Сетку транспортируют в рулонах, ящиках и пакетах по ГОСТ 26663-85 и ГОСТ 24597-81 всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
При транспортировке двух и более рулонов или ящиков одному потребителю они образуют крупную упаковку. Допускается формирование пакетов без использования поддонов. Рулоны или коробки размещают в горизонтальном положении. Пакеты соединяют не менее чем в двух местах с образованием петли под крюк подъемного механизма.
(Пересмотренное издание, ред. № 4).
5.8. Сетки следует хранить в соответствии с условиями хранения 5 ГОСТ 14150-69.
5,7; 5.8 (Пересмотр, ред. № 2).
5.9. Упаковка сетки, транспортируемой на Крайний Север и в труднодоступные районы, должна соответствовать ГОСТ 15846-79.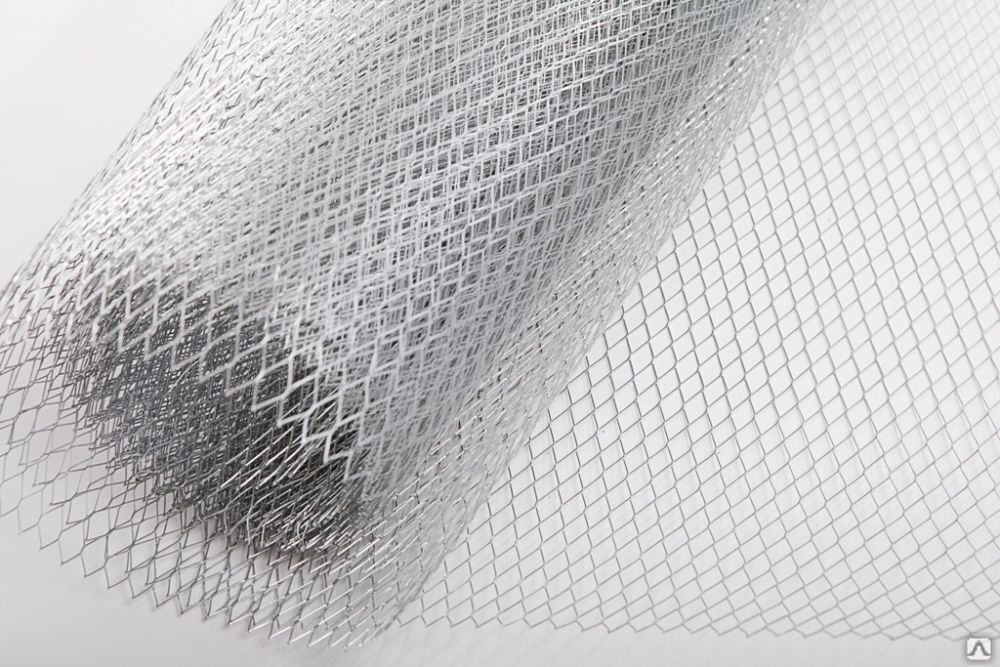
(Вводится дополнительно, Изменение № 2).
ПРИЛОЖЕНИЕ 1
Каталожный номер
Теоретическая масса 1 м2 сетки
| Простые сетки плетения | Мек-плетение с односторонним переплетением | Двусторонняя сетка с твил. | Symbol | Theoretical weight of 1 m2 mesh, kg | ||||||||||||||
| P24 | 3.49 | C24 | 11.22 | SD24 | 7.44 | |||||||||||||
| P28 | 3.39 | – | – | – | – | |||||||||||||
| P32 | 3.47 | C32 | 9.39 | SD32 | 6.19 | |||||||||||||
| P36 | 3.33 | – | – | – | – | |||||||||||||
| P40 | 3. 18 18 | C40 | 7.89 | SD40 | 4.96 | |||||||||||||
| P44 | 2.61 | – | – | – | – | |||||||||||||
| P48 | 2.63 | C48 | 7.00 | SD48 | 4.28 | |||||||||||||
| P52 | 2.64 | – | – | – | – | |||||||||||||
| P56 | 2.54 | C56 | 5.82 | SD56 | 3.42 | |||||||||||||
| P60 | 2.58 | – | – | – | – | |||||||||||||
| P64 | 2.03 | C64 | 4.69 | SD64 | 3.31 | |||||||||||||
| P68 | 2.07 | – | – | – | – | |||||||||||||
| P72 | 1. 82 82 | C72 | 4.01 | SD72 | 2.67 | |||||||||||||
| P76 | 1.83 | – | – | – | – | |||||||||||||
| P80 | 1.62 | C80 | 3.24 | SD80 | 2.41 | |||||||||||||
| P90 | 1.53 | C90 | 3.18 | – | – | |||||||||||||
| P100 | 1.48 | C100 | 2,79 | – | – | |||||||||||||
| P120 | 1,46 | C120 | 2.62 | 4120120 | 4120120 | 20120939303 | 20120939303 | 43 | 43 | 43 | 43 | 412012093 | 43 | 2012093 | 2012093 | .0041 2.30 | ||
| P160 | 1.44 | C160 | 2.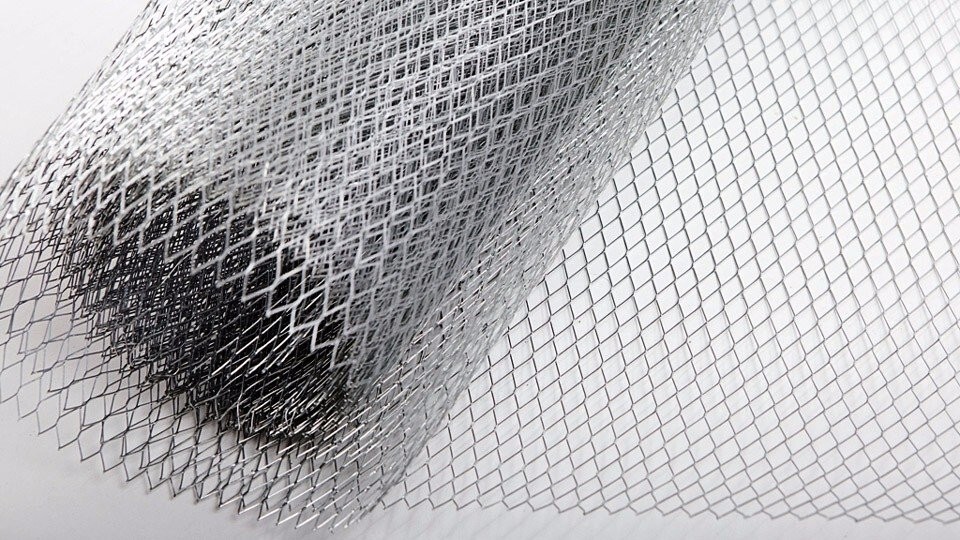 55 55 | SD160 | 2.05 | |||||||||||||
| P200 | 1.24 | C200 | 2.45 | SD200 | 1.89 | |||||||||||||
ATTACHMENT 1
Справочник
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ, ИСПОЛЬЗУЕМЫЕ В СТАНДАРТЕ
1. Кручение – уточные петли, скрученные один или несколько раз, выступающие над поверхностью сетки с одной стороны ткани.
2. Галочка – отводы утка, выступающие с обеих сторон полотна.
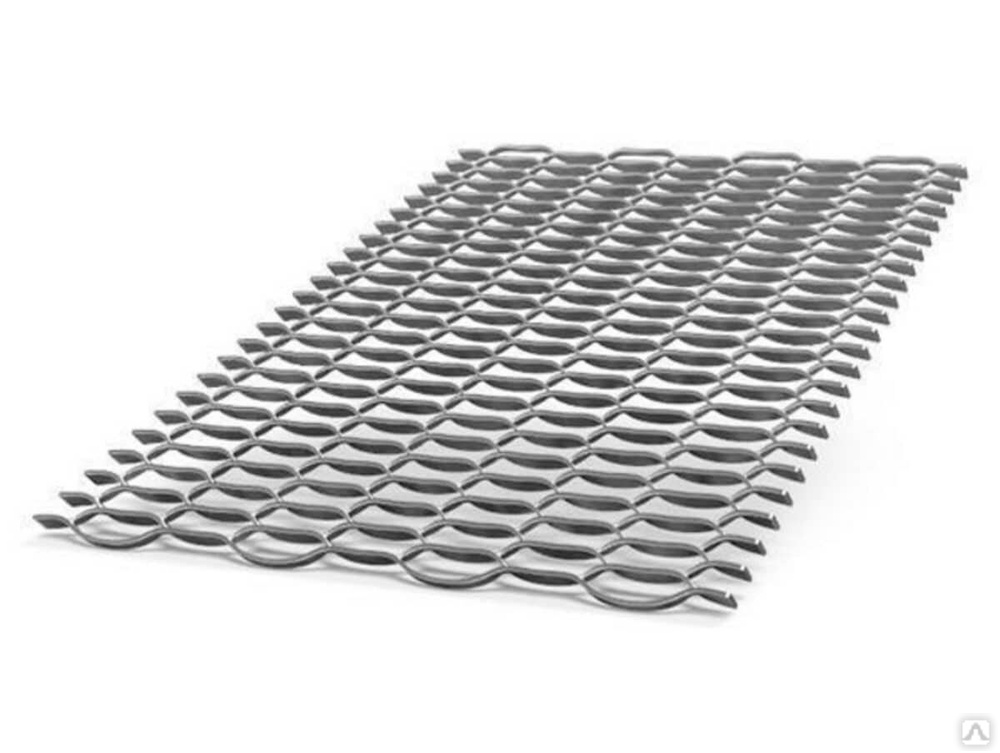
Расширенный металлический лист – приподнятая, сплющенная и расширенная металлическая решетка
Расширенный металлический лист
Лист из черного и цветного металла может быть расширен в широкий диапазон стилей сетки. Существуют стандартные стили расширенного металла, и могут быть изготовлены многочисленные варианты ширины нитей и размеров отверстий для создания любого требуемого архитектурного или промышленного рисунка.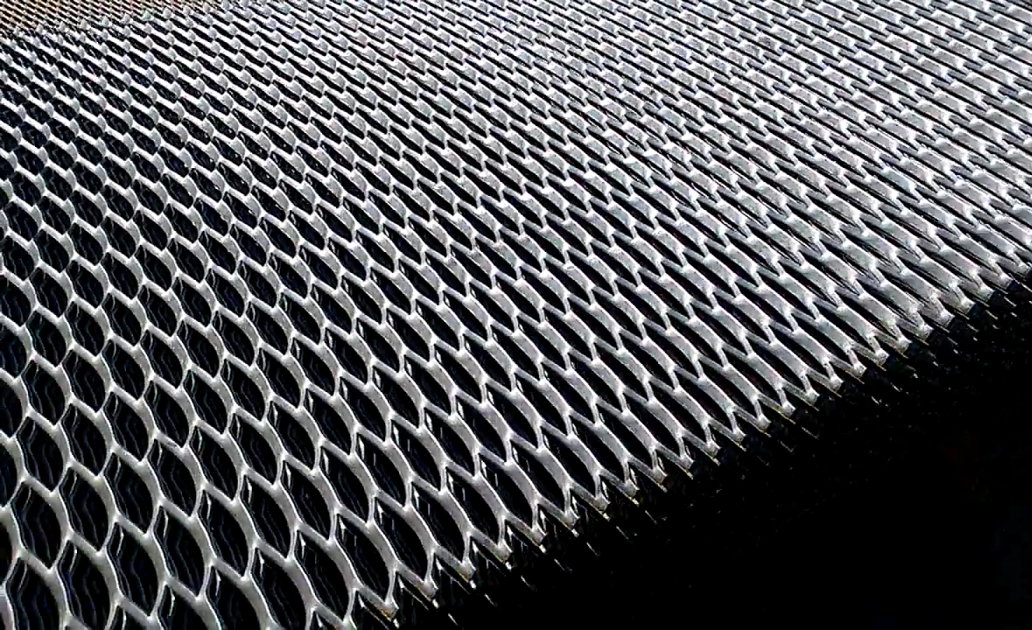 Расширенный металл также производится в сплющенной форме, которая создается путем прокатки стандартного или рельефного расширенного металла.
Расширенный металл также производится в сплющенной форме, которая создается путем прокатки стандартного или рельефного расширенного металла.
Конечные изделия из расширенного металла
- Решетка для дорожек
- Защитные кожухи
- Ямы для костра
- Варочные котлы и грили для свиней
- Парковые скамейки
- Противоскользящая решетка
- Барьеры
- Балконные перила
- Защитные перила и заполняющие панели
- Облицовка зданий
- Вывеска
- Мезонины
- Разделы
- Защитные ограждения
- Лестницы
- Дорожки
- Надземные пешеходные дорожки
- Перекидные мосты
- Лестницы на колесиках
- Лестницы
- Подъездные дорожки
- Надземные проходы/платформы
- Наземное вспомогательное оборудование
- Солнцезащитные кремы
- Дорожки для рекламных щитов
- Потолочные панели
- Акустические панели
- Дефлекторы от взрыва
- Грузовые прицепы
Рынки и отрасли
- Архитектурный
- Фильтрация
- Отопление
- Инфраструктура
- Нефтехимия
- Сила и энергия
- Транспорт
- Сельскохозяйственный
Расширенный металлический лист Amico — универсальный, доступный и полезный продукт.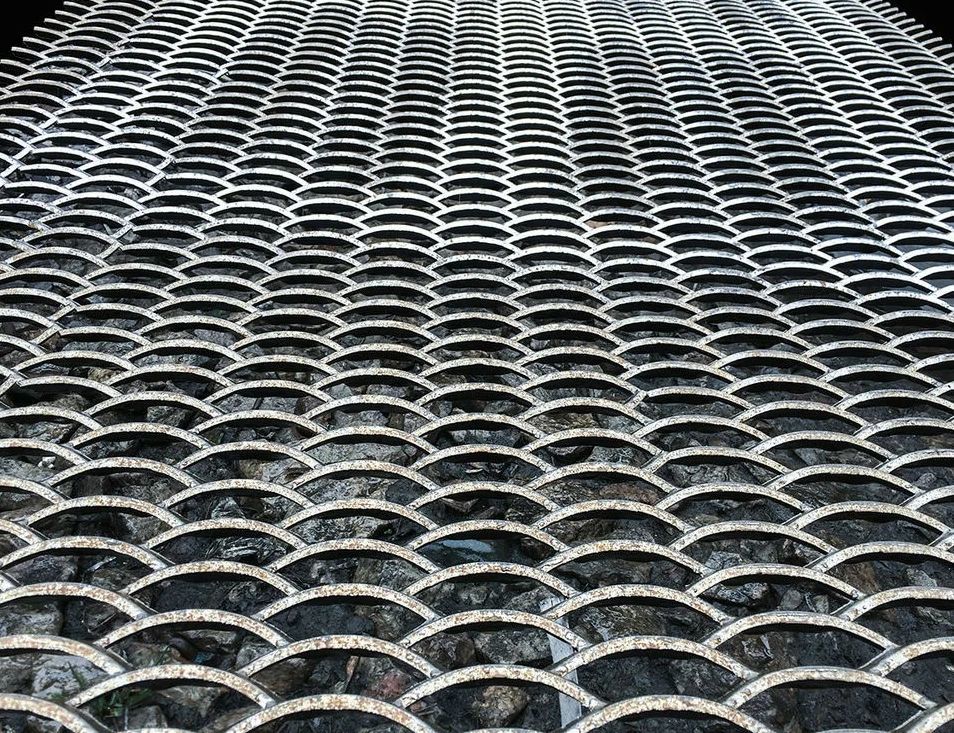 Изготавливается методом холодной штамповки металла. Во-первых, металлический лист растягивается и равномерно разрезается; затем делаются отверстия с регулярными зазорами различной формы, включая ромбовидную, круглую, квадратную, прямоугольную и т. д. Формы имеют тенденцию придавать металлу прочность и жесткость. Отверстия, как правило, обеспечивают плавный поток света, жидкостей и воздуха, что делает его универсальным продуктом.
Изготавливается методом холодной штамповки металла. Во-первых, металлический лист растягивается и равномерно разрезается; затем делаются отверстия с регулярными зазорами различной формы, включая ромбовидную, круглую, квадратную, прямоугольную и т. д. Формы имеют тенденцию придавать металлу прочность и жесткость. Отверстия, как правило, обеспечивают плавный поток света, жидкостей и воздуха, что делает его универсальным продуктом.
Расширенный металл может использоваться для защитных устройств или устройств в промышленном секторе и дома. Он обычно используется для процесса фильтрации, декоративного использования, экранирования, вентиляции и в целях безопасности.
Расширенный металл Amico представляет собой цельную конструкцию, которая остается неповрежденной даже после многих лет использования. Он не сломается и не распадется, так как может сохранять форму в течение длительного времени. Он доступен в выпуклой или плоской форме, с различными размерами отверстий, материалами, размерами листов и калибрами.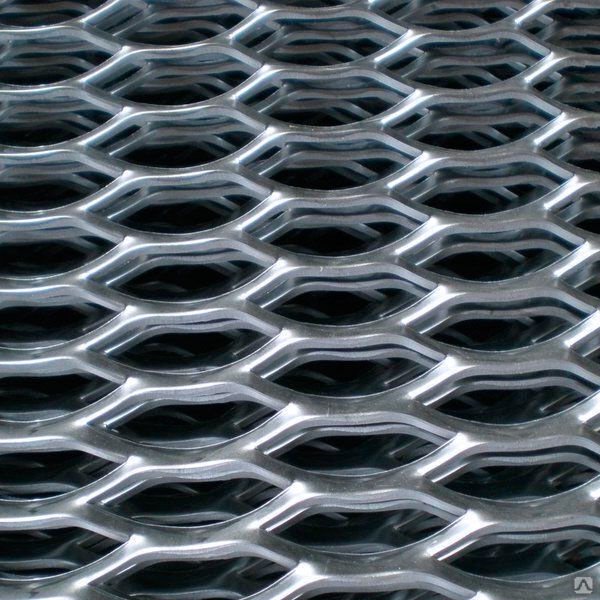
Предположим, вы хотите использовать просечно-вытяжной лист для любого тяжелого оборудования или несущих конструкций. В этом случае вы можете купить и использовать раздвижную металлическую решетку Amico, которая также доступна в различных формах, размерах и размерах листов.
Широкий выбор стилей сетки можно легко создать, расширив металлический лист Amico из черных или цветных металлов. Любая индивидуальная архитектурная или промышленная панель может быть изготовлена из просечно-вытяжного листа, что означает, что вы можете легко использовать ее в соответствии с вашими требованиями.
Поднятый расширенный металл
Расширенный металл создается путем растяжения металлического листа, а затем его разрезания, что придает ему стандартную форму. Металл, по-видимому, имеет нити и некоторые пересекающиеся нити, называемые связями, которые имеют тенденцию сходиться вместе и образовывать относительно острый угол по сравнению с исходным сплошным листом.
Этот процесс позволяет формировать различные узоры и многократно использовать один просечно-вытяжной лист. Металлы, которые обычно расширяются, включают горячекатаную (HRS) и стальную холоднокатаную (CSR) электрооцинкованную сталь, нержавеющую сталь, алюминий, титан, латунь и медь.
Металлы, которые обычно расширяются, включают горячекатаную (HRS) и стальную холоднокатаную (CSR) электрооцинкованную сталь, нержавеющую сталь, алюминий, титан, латунь и медь.
Уплощенный просечно-вытяжной лист
Обычный просечно-вытяжной лист пропускают через редукционный стан для холодной прокатки, чтобы сформировать уплощенный просечно-вытяжной лист. Целью этого процесса является уменьшение толщины листа. Затем этот металлический лист пропускают через выравниватель для обеспечения и поддержания плоскостности. В конце процесса создается выровненный, ровный и гладкий лист.
Расширенная металлическая решетка
Расширенная металлическая решетка, также называемая расширенным подиумом, является доступным и долговечным решением для промышленных пешеходных поверхностей.
Это идеальный выбор, когда безопасность и техническое обслуживание здания являются основными целями и критериями плана проектирования. Расширенная металлическая решетка создается путем растяжения и разрезания расширенного листа на открытую алмазную сетку.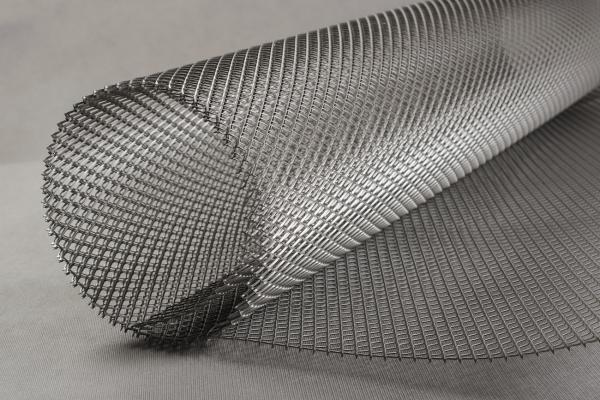 Решетка из металлического листа обеспечивает прочную, долговечную и легкую поверхность для ходьбы. Отверстие, присутствующее в листе, обеспечивает плавный поток и отличный проход для тепла, света, жидкости и воздуха на поверхностях сверху и снизу.
Решетка из металлического листа обеспечивает прочную, долговечную и легкую поверхность для ходьбы. Отверстие, присутствующее в листе, обеспечивает плавный поток и отличный проход для тепла, света, жидкости и воздуха на поверхностях сверху и снизу.
Уличная мебель
Просечно-вытяжной лист Amico производится с использованием процесса холодной штамповки металла. Металлический лист натягивается и делаются отверстия разной формы, которые добавляют прочности и жесткости. Универсальность просечно-вытяжного листа Amico делает его полезным при создании разнообразной уличной мебели. Обычно он используется для столов для пикника, стульев, скамеек, полов, стеллажей, грилей и скамеек в теплицах. Его долговечность и перфорированные стили делают его идеальным выбором при инвестировании в мебель, которая регулярно сталкивается с непогодой. Для сборки не требуется сложного оборудования, а материал не имеет ограничений по размерам для дизайна.
Столы для пикника
Столы для пикника из расширенного металла обеспечивают удобные сиденья для спортивных площадок, парков и других открытых площадок.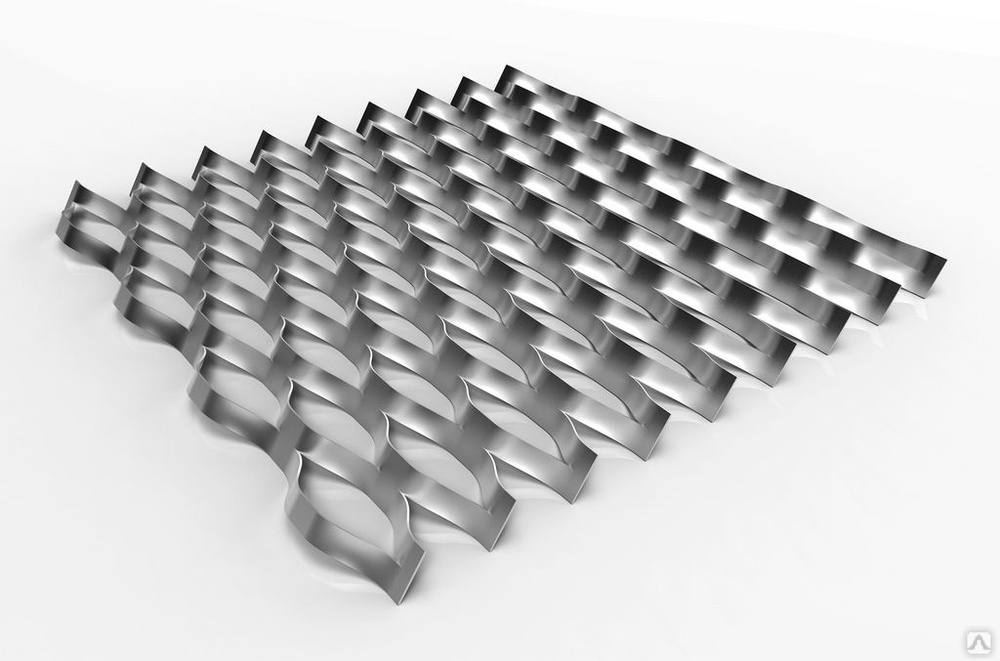 Благодаря гладкой поверхности столы для пикника из расширенного металла просты в уходе. Равномерные прорези в материале позволяют столам выдерживать суровые погодные условия, а металл устойчив к повреждениям от солнечных лучей, устойчив к ржавчине, пожаробезопасен и менее подвержен вандализму. Прочная конструкция требует минимального ремонта и может быть подготовлена для соответствия требованиям различных размеров.
Благодаря гладкой поверхности столы для пикника из расширенного металла просты в уходе. Равномерные прорези в материале позволяют столам выдерживать суровые погодные условия, а металл устойчив к повреждениям от солнечных лучей, устойчив к ржавчине, пожаробезопасен и менее подвержен вандализму. Прочная конструкция требует минимального ремонта и может быть подготовлена для соответствия требованиям различных размеров.
Решетки для теплиц
Решетчатый просечно-вытяжной лист имеет более крупные прорези на поверхности, что делает его более легким, сохраняя при этом долговечность и прочность. Это полезно для столешниц теплиц из-за его несущей способности и нескользящей поверхности. Отверстия в решетке обеспечивают повышенную вентиляцию и отвод воды для улучшения качества растений.
Сельскохозяйственный и промышленный секторы
Проволочная сетка – это стальной продукт, который можно использовать в сельскохозяйственных целях, он бывает сварным или тканым. Сварная сетка является наиболее прочным вариантом и имеет гладкую поверхность, что делает ее более привлекательной. Тканая проволочная сетка формируется в процессе плетения и обжима. Наиболее часто используемые сельскохозяйственные и промышленные применения проволочной сетки включают клетки, экраны, просеивание и ограждения машин. Другие виды использования также включают уборочное оборудование, такое как хранилище зерна, транспортные контейнеры, грузовые прицепы и оборудование для просеивания золота.
Сварная сетка является наиболее прочным вариантом и имеет гладкую поверхность, что делает ее более привлекательной. Тканая проволочная сетка формируется в процессе плетения и обжима. Наиболее часто используемые сельскохозяйственные и промышленные применения проволочной сетки включают клетки, экраны, просеивание и ограждения машин. Другие виды использования также включают уборочное оборудование, такое как хранилище зерна, транспортные контейнеры, грузовые прицепы и оборудование для просеивания золота.
Что такое просечно-вытяжная сетка и как она используется?
Расширенный металл иногда считается альтернативой листовому металлу или проволочной сетке. Он сочетает в себе некоторые из лучших характеристик обоих: материал прочнее тонкой проволочной сетки и имеет лучший поток воздуха и дренаж, чем листовой металл. На самом деле, это отличный вариант для нестандартных проволочных корзин, которым требуется большая прочность на растяжение, чем может обеспечить проволока. Кроме того, просечно-вытяжной лист снижает потребность в дополнительных сварочных операциях по сравнению с использованием отдельных стальных проволок, что ускоряет и упрощает сборку прочных корзин.
В целом корзины из просечно-вытяжного листа из нержавеющей стали невероятно прочны и универсальны, особенно когда они изготовлены из высокопрочных металлических сплавов, таких как нержавеющая сталь марки 316. У них есть множество применений практически во всех отраслях, с которыми работает Marlin Steel, и по этой причине их стоит изучить.
Быстрые ссылки
- Что такое расширенная металлическая сетка
- Расширенная металлическая сетка Термины
- Измерение расширенной металлической сетки
- Расширенная металлическая сетка Использует
- Преимущества расширенных металлических корзин
- Расширенный листовой металл для нестандартной конструкции корзины
- Правильный выбор просечно-вытяжного листа из нержавеющей стали
Что такое просечно-вытяжная сетка?
Сетка просечно-вытяжная из нержавеющей стали изготовлена из цельного листа сжатого и растянутого материала. Расширенная металлическая решетка полезна для мойки тяжелых нестандартных деталей, а также обеспечивает открытое пространство для потока воздуха и дренажа.
Типы расширенной металлической сетки
Для изготовления корзин используются две различных разновидности просечно-вытяжной сетки из нержавеющей стали: стандартная и плоская. Термин «стандартный просечно-вытяжной лист» относится к металлу, который выходит из развальцовочной машины. С другой стороны, сплющенный просечно-вытяжной лист — это то, что происходит, когда стандартный просечно-вытяжной лист пропускают через сталелитейный завод холодной прокатки для выравнивания просечно-вытяжной сетки из нержавеющей стали.
Как изготавливается просечно-вытяжной лист?
Способ изготовления просечно-вытяжного листа из нержавеющей стали зависит от типа.
В процессе изготовления стандартного просечно-вытяжного листа расширитель и толщина листового металла определяют конкретные размеры просечно-вытяжного листа, хотя толщина металлических нитей и открытое пространство между ними будут постоянными и регулярными. В зависимости от оборудования для развальцовки стандартный просечно-вытяжной лист может иметь слегка округлый вид.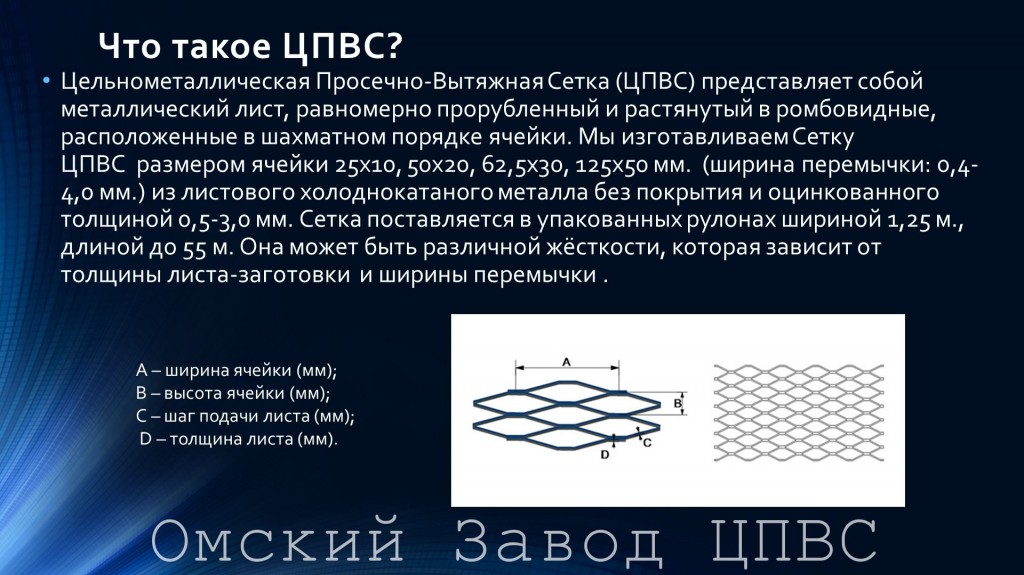 Это помогает снизить риск скопления стоков в процессе промывки в расширенной металлической корзине.
Это помогает снизить риск скопления стоков в процессе промывки в расширенной металлической корзине.
Плоский просечно-вытяжной лист проходит через сталь холодной прокатки, чтобы сгладить сетку. Это делает расширенную металлическую решетку более тонкой, плоской и широкой/длинной. Этот тип просечно-вытяжного листа может иметь размеры, немного отличающиеся от любых первоначальных оценок, поскольку может быть трудно предсказать, какое расширение произойдет в процессе выравнивания.
Выбор между плоской и стандартной просечно-вытяжной сеткой зависит от области применения. Стандартный просечно-вытяжной лист часто более полезен для промывки деталей, потому что приподнятые центры соединений предотвращают скопление жидкостей в корзине. С другой стороны, сплющенный просечно-вытяжной лист может быть более полезен для определенных операций с деталями или для изготовления больших нестандартных сетчатых корзин, которые немного легче за счет утончения металлической сетки.
Расширенная металлическая сетка Термины
Вот краткий список полезных терминов из нержавеющей стали расширенного металла:
- Пряди. Это термин для цельных металлических частей решетки из просечно-вытяжного листа. На схеме в верхней части статьи пряди имеют ширину 0,107 дюйма.
- Облигации. Это термин для пересечения прядей.
- Короткий путь проектирования (SWD). Расстояние между центрами связующих нитей в сетке при измерении по короткой ромбовидной диагонали. Чтобы проиллюстрировать это, в форме ромба, такой как «<>», SWD будет измеряться сверху вниз. На приведенной выше диаграмме SWD будет примерно 0,372 дюйма (0,265 дюйма SWO плюс 0,107 дюйма толщины пряди)9.0012
- Длинный путь проектирования (LWD). Расстояние между центрами связующих нитей в сетке, измеренное по длинной диагонали ромба. В форме ромба «<>» LWD будет измеряться справа налево.
 На приведенной выше диаграмме LWD будет примерно 1,107 дюйма (1 дюйм LWO плюс 0,107 дюйма толщины ручья).
На приведенной выше диаграмме LWD будет примерно 1,107 дюйма (1 дюйм LWO плюс 0,107 дюйма толщины ручья). - Короткий путь открытия (SWO). Расстояние между внутренними краями между связями, измеренное по короткой диагонали ромба. Отличие от SWD заключается в том, что SWO измеряет открытое пространство, а SWD измеряет пространство от центра одной нити связи до другой. На приведенной выше диаграмме SWO будет равен 0,265 дюйма 9.0012
- Длинный путь открытия (LWO). Расстояние между внутренними краями между связующими нитями, измеренное по длинной диагонали ромба. Как и в случае с SWO, разница между LWO и LWD заключается в том, что LWO измеряет только открытое пространство, а LWD измеряет центр связующей нити. На приведенной выше диаграмме LWO будет равен 1 дюйму .
- Толщина нити. Мера толщины пряди просечно-вытяжного листа.
- Ширина нити.
 Насколько широка прядь просечно-вытяжного листа.
Насколько широка прядь просечно-вытяжного листа.
Измерение расширенной металлической сетки
При измерении расширенной металлической сетки из нержавеющей стали важно учитывать общий размер металлической пластины после ее расширения, ее длинный и короткий путь раскрытия, а также толщину и ширину нити. Это связано с тем, что каждый из этих факторов влияет на эффективность корзины.
Например, большие LWO и SWO означают, что отверстия в сетке больше, что улучшает поток воздуха для корзины из расширенной сетки из нержавеющей стали. С другой стороны, более толстые и широкие нити, как правило, прочнее, чем более тонкие.
Сравнение LWO и SWO с LWD и SWD помогает подтвердить ширину металлических нитей и общее открытое пространство сетки. Например, если SWD и LWD сетки составляют 0,5 дюйма и 1 дюйм, а SWO и LWO составляют 0,4 дюйма и 0,8 дюйма, тогда ширина соединения должна составлять приблизительно 0,2 дюйма x 0,4 дюйма. Это обеспечит ширину нити 0,1 дюйма. Это также создаст открытое пространство размером примерно 0,5 дюйма в квадрате для каждого отверстия в сетке.
Это также создаст открытое пространство размером примерно 0,5 дюйма в квадрате для каждого отверстия в сетке.
Расширенная металлическая сетка Использование
Как отмечалось выше, просечно-вытяжная сетка из нержавеющей стали находит широкое применение в различных отраслях промышленности. Некоторые прикладные компании использовали эти невероятно прочные и эластичные корзины, в том числе:
Хранение деталей из тяжелых металлов
Несколько производителей автомобильных деталей и компаний аэрокосмической отрасли использовали просечно-вытяжные корзины из нержавеющей стали для хранения самых тяжелых металлических компонентов при их перемещении от одного процесса к другому.
Зачем использовать нержавеющую сталь марки 316 для хранения деталей? В этих случаях корзины делали больше, чем просто удерживали детали — большинство стальных сплавов имели бы для этого достаточную прочность на растяжение. Вместо этого корзины часто должны выдерживать воздействие растворов на основе хлоридов или воздуха, обогащенного солью. Здесь была необходима превосходная химическая стойкость нержавеющей стали марки 316, чтобы обеспечить долгосрочную жизнеспособность корзины.
Здесь была необходима превосходная химическая стойкость нержавеющей стали марки 316, чтобы обеспечить долгосрочную жизнеспособность корзины.
Дробеструйная обработка деталей
Дробеструйная обработка — это процесс обработки деталей мелкими частицами стекла, металла или керамики для изменения характеристик поверхности детали. Очевидно, что этот вид ударопрочного процесса будет невероятно напряженным для корзин, удерживающих детали в процессе дробеструйной обработки.
Использование просечно-вытяжного листа для корзины позволяет частицам, используемым в процессе дробеструйной обработки, достигать модифицируемых деталей, но придает самой корзине достаточную прочность, чтобы выдерживать многократное воздействие процесса — в отличие от корзины из стальной проволоки, где одна проволока может ломаться от удара.
Дробеструйная обработка деталей
Дробеструйная обработка аналогична дробеструйной обработке, но в ней могут использоваться более мелкие частицы не только для изменения свойств поверхности детали, но и для ее очистки от загрязнений и/или для полировки. Здесь корзины из просечно-вытяжного листа марки 316 полезны из-за их невероятной прочности, что позволяет им выдерживать длительное использование в этом приложении с высокими нагрузками.
Здесь корзины из просечно-вытяжного листа марки 316 полезны из-за их невероятной прочности, что позволяет им выдерживать длительное использование в этом приложении с высокими нагрузками.
Обезжиривание компонентов и кронштейнов
Во многих процессах парового обезжиривания используются невероятно едкие растворы, которые нагреваются до точки кипения для разрушения стойких загрязнений, таких как машинное масло/смазка, и разжижаются, чтобы они могли стекать с обезжириваемой детали.
Нержавеющая сталь марки 316 выдерживает воздействие едких растворов, используемых при обезжиривании паром и во многих других процессах очистки деталей, что делает ее идеальным материалом для данного конкретного применения.
Организация/укладка деталей
Прочные корзины из просечно-вытяжного листа из нержавеющей стали марки 316 невероятно прочны по сравнению с их аналогами из проволочной сетки. Полностью загруженные расширенные металлические корзины, созданные с учетом конструкции вложения или штабелирования, можно штабелировать, чтобы сэкономить место на заводе.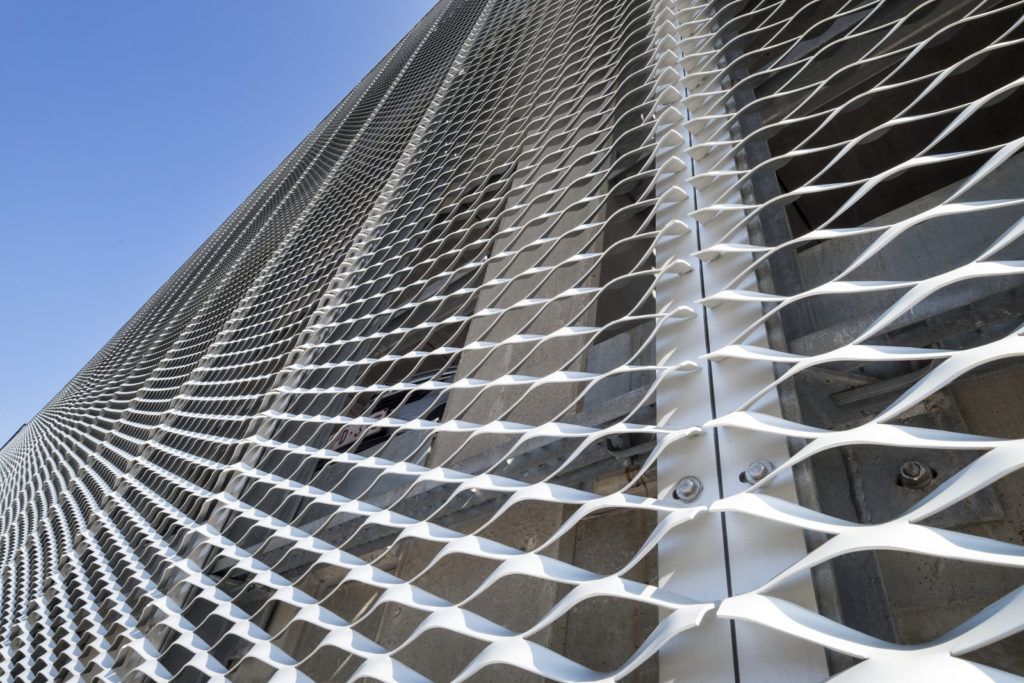
Многие компании используют эту возможность штабелировать корзины, чтобы упорядочить готовые детали в ожидании доставки или для сушки между процессами.
Пожарные сейфы для складов
Некоторые пользователи расширенных металлических корзин использовали их в качестве своего рода огнестойких сейфов для защиты хрупких деталей или документов в случае пожара на складе или на заводе. Разработанные для этой цели корзины из просечно-вытяжного листа обычно строятся слоями с открытой внешней рамой, чтобы тяжелый мусор не ударялся о герметичные контейнеры, содержащиеся внутри.
Благодаря высокой температуре плавления и изоляционному слою между расширенным металлическим каркасом и запечатанным контейнером, эти корзины могут быть удивительно эффективными для защиты хрупких предметов от ярости пламени и случайных ударов, которые могут произойти.
Преимущества расширенных металлических корзин
Сегодня все больше и больше клиентов запрашивают расширенные металлические корзины.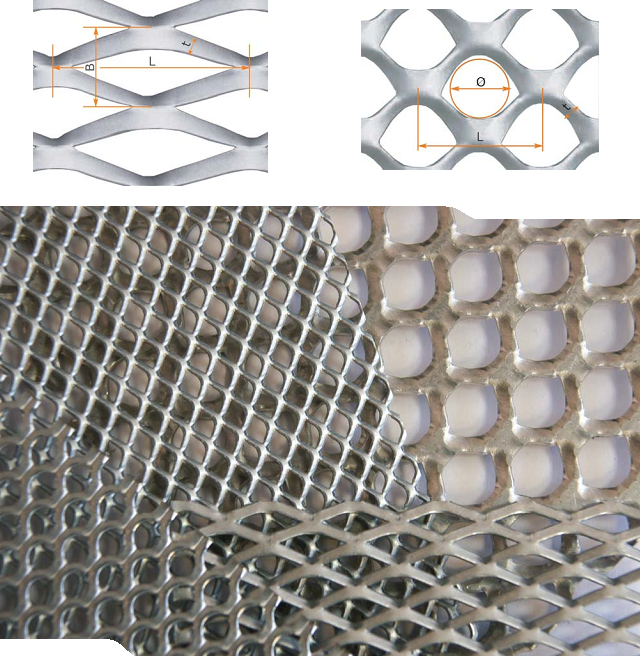 Итак, каковы основные преимущества по сравнению с другими типами корзин? Вот пять преимуществ использования расширенных металлических корзин для мойки деталей и погрузочно-разгрузочных работ:
Итак, каковы основные преимущества по сравнению с другими типами корзин? Вот пять преимуществ использования расширенных металлических корзин для мойки деталей и погрузочно-разгрузочных работ:
1. Расширенный металл часто дешевле
Корзины из листового металла дороги, потому что они используют больше сырья, чем корзины других типов. Перфорированный листовой металл содержит меньше материала в конечном продукте, но этот материал необходимо вырезать в первую очередь, поэтому затраты (и отходы материала) выше, чем у просечно-вытяжного листа. В корзинах из стальной проволоки используется меньше материала, но они требуют большего количества сварки, чтобы сделать их прочными, поэтому затраты могут быть выше, чем стоимость корзин из расширенного металла (в зависимости от количества задействованной проволоки, типа применяемых сварных швов и других факторов).
Почему корзины из расширенного металла часто дешевле? Потому что пластины, используемые для расширенного металла, сжимаются и растягиваются в процессе расширения без потери материала. Это означает, что просечно-вытяжной лист за фунт будет покрывать большую площадь корзины, чем листовой металл, и без отходов материала перфорированного листового металла. Дополнительная жесткость просечно-вытяжного листа по сравнению со стальной проволокой также означает, что требуется меньше сварки, поэтому на сварку тратится меньше времени, труда и денег.
Это означает, что просечно-вытяжной лист за фунт будет покрывать большую площадь корзины, чем листовой металл, и без отходов материала перфорированного листового металла. Дополнительная жесткость просечно-вытяжного листа по сравнению со стальной проволокой также означает, что требуется меньше сварки, поэтому на сварку тратится меньше времени, труда и денег.
2. Расширенный металл прочнее проволочных корзин
В плетеной или сварной стальной проволоке множество слабых отдельных проволок соединяются в корзину. Однако, когда вес удерживаемой детали или нагрузки материала падает на определенную проволоку, эта проволока должна выдерживать вес сама по себе. Сварка соединяет провода, чтобы распределить вес, но она не так эффективна, как использование цельного куска металла для распределения веса.
В корзинах из просечно-вытяжного листа просечно-вытяжная сетка представляет собой цельный кусок материала, который может эффективно распределять вес удерживаемых материалов, что позволяет выдерживать больший вес, чем корзина из проволочной сетки того же общего размера, толщина и открытое пространство.
В целом корзины из расширенного металла прочнее, чем их аналоги из стальной проволоки, но не настолько прочны, как корзины из листового металла.
3. Расширенный металл обеспечивает хорошую циркуляцию воздуха и воды
Поток воздуха важен для процессов промывки и отделки деталей на производстве. Если поток воздуха ограничен, детали могут не очищаться должным образом, детали не могут быстро высохнуть, а после стирки могут остаться остатки. Это одна из причин, по которой корзины из стальной проволоки являются популярным выбором для мойки деталей (особенно для мойки деталей водой).
Тем не менее, вторым вариантом мойки деталей являются расширенные металлические корзины. Хотя открытое пространство для расширенной металлической корзины не так точно контролируется, как для корзины из проволочной сетки, они предлагают достаточно открытого пространства между металлическими нитями, чтобы воздух или вода могли легко проходить через корзину.
4. Масса просечно-вытяжного листа меньше, чем традиционный листовой металл
Плоский просечно-вытяжной лист из нержавеющей стали имеет более плоскую поверхность, что может быть лучше для погрузочно-разгрузочных работ, чтобы помочь распределить вес или предотвратить прилипание деталей к решетке из просечно-вытяжного металла. Когда вес имеет значение, сплющенный просечно-вытяжной лист также легче и немного тоньше.
Когда вес имеет значение, сплющенный просечно-вытяжной лист также легче и немного тоньше.
5. Расширенный металл очень долговечен
Поскольку просечно-вытяжные жилы на самом деле представляют собой единый кусок материала, а не связку отдельных проводов, корзины из просечно-вытяжного листа, как правило, служат дольше, чем их аналоги из проволочной сетки. Это увеличение долговечности обусловлено двумя причинами:
- Проволока из просечно-вытяжного листа распределяет удары более эффективно, чем стальная проволока, что снижает воздействие механического износа на корзину.
- Нет сварных швов между нитями расширенной металлической корзины, что еще больше повышает долговечность корзины по сравнению с проволочной сеткой.
Хотя разница, вероятно, не должна быть огромной между двумя хорошо спроектированными и изготовленными на заказ корзинами, дополнительная долговечность расширенного металла может оказать благоприятное влияние на общую стоимость владения на протяжении многих лет.
Почему для индивидуальной конструкции проволочной корзины следует использовать расширенный листовой металл?
Перечисленные выше приложения — это только начало. Одной из сильных сторон Marlin Steel является возможность индивидуального проектирования в соответствии с потребностями клиента, отрасли или области применения. Вот почему Marlin имеет патенты на многие из этих конструкций, в том числе патент США на промышленный образец № D860648 S и другие. Понимание многочисленных преимуществ использования расширенной металлической сетки для индивидуальной конструкции корзины может помочь в обнаружении потенциальных новых применений. Проволочные корзины из расширенной нержавеющей стали:
Обеспечивают лучшую циркуляцию воздуха, чем перфорированный металлический лист
Экономьте деньги, так как это дешевле, чем листовой металл
Материал с меньшими отходами, чем перфорированный листовой металл
Прочнее проволочной сетки
Вес меньше, чем у традиционного листового металла
Легче сваривать, чем проволочную сетку
По этим причинам просечно-вытяжная сетка идеальна для интенсивной мойки деталей, где листовой металл не пропускает воздух или жидкости, а тонкая стальная проволока недостаточно прочна, чтобы безопасно удерживать детали.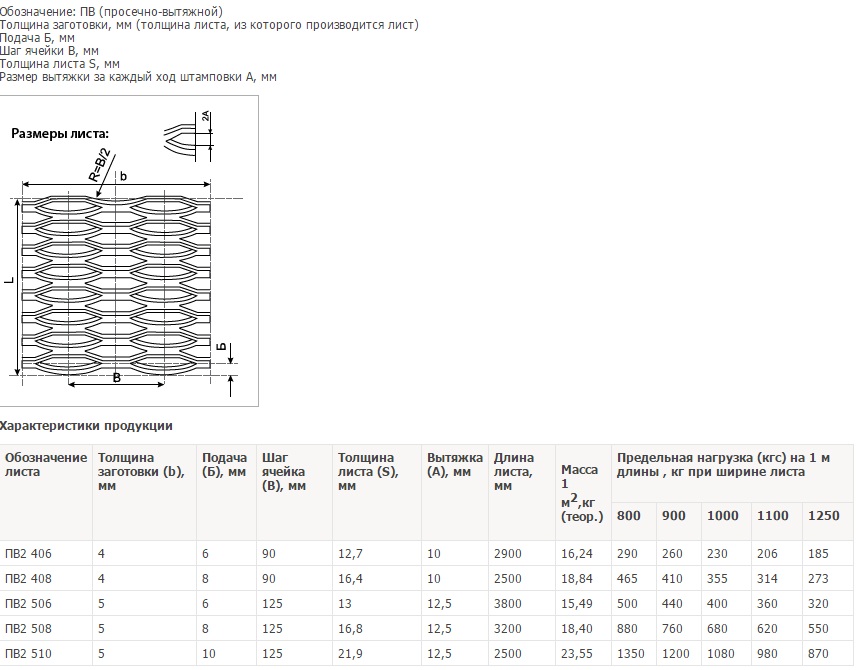
Кроме того, поскольку просечно-вытяжная сетка представляет собой цельный кусок материала, нет необходимости сваривать отдельные нити вместе, что экономит время и деньги на производственном процессе, обеспечивая при этом более высокую структурную целостность.
Правильный выбор сетки из просечно-вытяжного листа из нержавеющей стали
Выбор решетки из просечно-вытяжного листа зависит от области применения. Поскольку стандартный просечно-вытяжной лист имеет слегка закругленную поверхность, он может быть более полезен для мойки деталей, где не должно быть остатков стоков.
Для сравнения, сплющенный просечно-вытяжной лист из нержавеющей стали имеет более плоскую поверхность, что может быть лучше для погрузочно-разгрузочных работ, чтобы помочь распределить вес или предотвратить прилипание деталей к решетке из просечно-вытяжного металла. Когда вес имеет значение, сплющенный просечно-вытяжной лист легче и немного тоньше.
Важно отметить, что если вы работаете со сплющенным металлическим листом, измерения LWO, SWO, LWD и SWD могут несколько отличаться в зависимости от направления, в котором металл был сплющен.