Протяжной станок 7б55: 7Б55 Станок протяжной горизонтальный. Паспорт, схемы, характеристики, описание
alexxlab | 27.03.2023 | 0 | Разное
7Б55 Станок протяжной горизонтальный. Паспорт, схемы, характеристики, описание
Сведения о производителе протяжного станка 7Б55
Разработчиком и изготовителем горизонтально-протяжного станка 7Б55 является Минский станкостроительный завод имени С.М.Кирова, основанный в 1881 году.
Станки, выпускаемые Минским станкостроительным заводом имени С.М.Кирова
- 7А510 – станок протяжной горизонтальный для внутреннего протягивания, 100 кН
- 7А540 – станок протяжной горизонтальный для внутреннего протягивания, 400 кН
- 7Б510 – станок протяжной горизонтальный, 100 кН
- 7А534 – станок протяжной горизонтальный, 250 кН
- 7Б55 – станок протяжной горизонтальный, 100 кН
- 7Б56 – станок протяжной горизонтальный, 200 кН
- 7Б65 – станок вертикально-протяжной, 100 кН
- 8В66 – станок отрезной круглопильный автомат, Ø 280
- 8В66А – станок отрезной круглопильный автомат, Ø 280
- 8Г662 – станок отрезной круглопильный автомат, Ø 280
- 8Г663 – станок отрезной круглопильный автомат, Ø 285
- 7523 – станок протяжной горизонтальный, 100 кН
- 7534 – станок протяжной горизонтальный, 250 кН
- МП8-876 – станок деревообрабатывающий комбинированный бытовой
- МП8-1540 – станок деревообрабатывающий комбинированный бытовой
7Б55 Станок протяжной горизонтальный для внутреннего протягивания.
 Назначение и область применения
Назначение и область примененияСтанок протяжной горизонтальный 7Б55 производился начиная с 1973 года. Станок снят с производства и был заменен на более совершенную модель 7523. В настоящее время заводом выпускаются более совершенные горизонтальные протяжные автоматы и полуавтоматы: 7А523, 7А534, 7А545, 7555.
Горизонтально-протяжной станок 7Б55 предназначен для обработки методом протягивания предварительно обработанных или черновых сквозных отверстий различной геометрической формы и размеров деталей из черных и цветных металлов и сплавов. При помощи специальных приспособлений можно обрабатывать наружные поверхности.
Протяжной станок 7Б55 отличается большой производительностью, высокой точностью обработки.
Наиболее эффективно использование станка 7Б55 — в массовом и крупносерийном производстве. Простота переналадки станка позволяет применять его в мелкосерийном и единичном производстве.
Конструктивные особенности протяжного горизонтального станка 7Б55:
По согласованию с заказчиком станок 7Б55 поставляется как в универсальном исполнении, так и со специальными приспособлениями и инструментом для обработки одной или нескольких определенных деталей.
При оснащении автоматизированными приспособлениями для подачи и съема обрабатываемых деталей станок 7Б55 может работать в автоматическом цикле, а также встраиваться в автоматические линии.
Привод станка 7Б55 гидравлический, регулирование скорости рабочего и обратного ходов бесступенчатое.
Отвод и подвод протяжки к рабочему патрону, а также процесс резания механизированы.
Для удобства обслуживания в станке предусмотрены механизм регулировки длины хода рабочих салазок, централизованная принудительная смазка направляющих, сигнализация о затуплении протяжки при помощи электроконтактного манометра, фильтрация масла в гидросистеме.
Пусковая и предохранительная электроаппаратура размещена в отдельном электрошкафу, что облегчает ее обслуживание и увеличивает срок службы.
Применение бесконтактных путевых переключателей, слаботочной электроаппаратуры управления и электроаппаратуры управления и электромагнитов постоянного тока обеспечивает высокую надежность работы электрооборудования.
Повышенная жесткость и виброустойчивость конструкции станка позволяет работать во всем диапазоне рабочих скоростей и тяговых усилий, сохраняя при этом высокий класс чистоты обработанной поверхности и стойкость протяжки.
- Гидравлический привод
- Бесступенчатое регулирование скорости рабочего и обратного ходов
- Механизированный подвод и отвод протяжки на всей длине резания
- Централизованная принудительная смазка трущихся поверхностей
- Фильтрация масла в гидросистеме
- Сигнализация с помощью электроконтактного манометра о затуплении режущего инструмента
- Высокая надежность работы электрооборудования благодаря применению бесконтактных путевых переключателей, слаботочной электроаппаратуры управления и электромагнитов постоянного тока
- Возможность встраивания станка в автоматическую линию
По особому заказу за отдельную плату станок комплектуется поддерживающей призмой, позволяющей компенсировать массу обрабатываемой детали и упростить процесс ее установки относительно оси протягивания и грузоподъемником для установки и снятия тяжелых обрабатываемых деталей и протяжек.
По желанию заказчика станок может быть изготовлен в одном из двух исполнений: с приставной станиной или без нее (модель 7Б55У), а также поставляться как в универсальном исполнении, так и со специальным приспособлением и инструментом для обработки одной или нескольких определенных деталей.
Станок аттестован по первой категории качества.
Шероховатость обработанных поверхностей Rz20—Ra 0,63 мкм (V5 — V8).
Класс точности станка Н по ГОСТ 8—77.
Корректированный уровень звуковой мощности LpA не превышает 108 дБА.
Проектная организация — Минское специальное конструкторское бюро протяжных станков.
Основные технические характеристики горизонтального протяжного станка 7Б55
Проектная организация — Минское специальное конструкторское бюро протяжных станков.
Минский станкостроительный завод имени С.М.Кирова. Начало серийного производства 1973 год.
- Номинальное тяговое усилие – 98 кН (10 000 кгс)
- Наибольшая длина рабочего хода салазок – 1600 мм
- Диаметр отверстия в планшайбе – 100 мм
- Скорость рабочего хода – 1,5÷11,5 м/мин
- Мощность электродвигателя привода главного движения – 18,5 кВт
- Масса станка – 5,1 т
7Б55 Габарит рабочего пространства протяжного станка
Габарит рабочего пространства протяжного станка 7Б55
Габарит рабочего пространства протяжного станка 7Б55. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
7Б55 Фото протяжного горизонтального станка
Фото протяжного станка 7Б55
Фото протяжного станка 7Б55
7Б55 Расположение составных частей протяжного горизонтального станка
Расположение составных частей протяжного станка 7Б55
7Б55 основные узлы протяжного станка
- основной (рабочий) гидроцилиндр
- электрошкаф
- электродвигатель главного гидропривода
- гидробак
- электродвигатель вспомогательного гидропривода
- основная станина
- пульт управления
- опорная плита
- планшайба
- поддерживающий ролик
- вспомогательный патрон
- вспомогательные салазки
- вспомогательная (приставная) станина
- вспомогательный гидроцилиндр
- рабочий патрон
- рабочие салазки
- ползун-шток
- механизм регулирования хода ползуна
7Б55 Гидравлическая схема протяжного горизонтального станка
Гидравлическая схема протяжного горизонтального станка 7Б55
Гидравлическая схема протяжного горизонтального станка 7Б55. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Читайте также: Обозначение гидравлических схем
Принципиальная гидравлическая схема горизонтально-протяжного станка 7Б55
Поршневой насос высокого давления 30 типа 2Г13-36АС на рисунке показан условно. Трубопровод 28 связан со всасывающей полостью насоса, а трубопровод 29 — с нагнетательной. Насос обеспечивает работу станка, осуществляя рабочий и обратный ходы рабочих салазок при помощи гидроцилиндра 19. Вспомогательный гидропривод состоит из шестеренного насоса 1, встроенного в корпус поршневого насоса, и из вспомогательного гидроцилиндра 12 для подвода и отвода протяжки.
Масло от насоса 1 подается в подпорный цилиндр 31, к центральному золотнику 33 и к механизму управления, в котором расположены четыре золотника-пилота, управляющие соленоидами 24—27. Центральный золотник 33 вместе с закрепленным на его конце диском 35 под действием пружины 34 отжимается влево. В диске имеется пять отверстий для прохода винтов 37, которые регулируют подачу насоса 30 (смещение статора). При давлении под поршнем 36 он упрется штоком в регулировочный винт 37 и ограничит продвижение диска 35 с центральным золотником 33, который соединен с поршнем 32 цилиндра.
При давлении под поршнем 36 он упрется штоком в регулировочный винт 37 и ограничит продвижение диска 35 с центральным золотником 33, который соединен с поршнем 32 цилиндра.
Рассмотрим работу гидросистемы для полного цикла. В исходной позиции рабочие салазки находятся в крайнем правом положении, протяжка — в отведенном положении Нажатием кнопки «Пуск» на пульте управления включаются насосы. При этом все четыре электромагнита 24 — 27 выключены, а поршневой насос 30 не подает масло, так как ротор и статор концентричны.
Подвод протяжки осуществляется нажатием кнопки управления на пульте. При этом включается электромагнит 9, вспомогательный золотник 7 передвигается влево и соединяет трубопроводы 3 и 8. Масло от шестеренного насоса 1 по трубопроводу 2 через расточку в корпусе золотника, трубопроводы 3 и 8 поступает под правый торец основного золотника 4 и перемещает его в крайнее левое положение, соединяя трубопроводы 2 и б. Масло поступает в бесштоковую полость вспомогательного цилиндра и перемещает протяжку. В конце подвода протяжки срабатывает путевой выключатель 13, который выключает электромагнит 9 и включает электромагнит 27. В результате этого масло идет под поршень 36 и смещает влево статор насоса в положение, отрегулированное винтом 37 (как показано на схеме). Одновременно с этим левый конец протяжки своим хвостовиком попадает в автоматический патрон, установленный на правом конце штока поршня рабочего цилиндра 19.
В конце подвода протяжки срабатывает путевой выключатель 13, который выключает электромагнит 9 и включает электромагнит 27. В результате этого масло идет под поршень 36 и смещает влево статор насоса в положение, отрегулированное винтом 37 (как показано на схеме). Одновременно с этим левый конец протяжки своим хвостовиком попадает в автоматический патрон, установленный на правом конце штока поршня рабочего цилиндра 19.
Медленный рабочий ход. В результате указанного выше перемещения полость 1 становится нагнетательной, полость 11 — всасывающей. Масло по трубопроводу 29 поступает под правый торец дифференциального золотника 25 и смещает его влево до упора. Трубопровод 29 сообщается с трубопроводом 21, масло поступает в штоковую полость рабочего цилиндра 19 и смещает его влево до упора. Масло, вытесняемое из бесштоковой полости, по трубопроводам 20 и 28 поступает во всасывающую полость насоса 50. Излишки масла, обусловленные разностью объемов штоковой и бесштоковой полостей, сливаются через золотник 22, который поддерживает постоянный подпор в полости рабочего цилиндра.
Быстрый рабочий ход осуществляется при нажатии кулачка на путевой выключатель 17. При этом включается электромагнит 25, происходит дальнейшее смещение статора насоса 32 влево, увеличиваются его подача и скорости перемещения рабочих салазок. В конце рабочего хода, при входе первых калибрующих зубьев протяжки в заготовку кулачок нажимает на путевой выключатель 16, который выключает электромагнит 25. Начинается замедленный рабочий ход в результате снижения подачи насоса, так как эксцентриситет блока насоса уменьшается. В конце рабочего хода срабатывает путевой выключатель 15 и выключает электромагнит 27 — происходит остановка.
Обратный ход осуществляется при включении электромагнита 26. Блок поршневого насоса смещается влево, трасса 28 становится нагнетательной, а трасса 29 — всасывающей. Масло по трубопроводу 28 поступает под левый торец дифференциального золотника 23 и перемещает его в крайнее правое положение. Трубопровод 28 соединяется с трубопроводами 20 — 21, и обе полости рабочего цилиндра 19 сообщаются таким образом с линией нагнетания насоса. Ввиду разности площадей, находящихся под давлением, поршень перемещается вправо. При дальнейшем перемещении рабочих салазок кулачок нажимает на путевой выключатель 17, который включает электромагнит 24. При этом начинается замедленный ход вследствие уменьшения подачи насоса. В конце обратного хода срабатывает путевой выключатель 18, выключающий электромагниты 26 и 24. Происходит остановка салазок, автоматическое освобождение левого конца протяжки и зажим правого ее конца в патроне 4 (см. рис. 51), находящегося у корпуса 5.
Ввиду разности площадей, находящихся под давлением, поршень перемещается вправо. При дальнейшем перемещении рабочих салазок кулачок нажимает на путевой выключатель 17, который включает электромагнит 24. При этом начинается замедленный ход вследствие уменьшения подачи насоса. В конце обратного хода срабатывает путевой выключатель 18, выключающий электромагниты 26 и 24. Происходит остановка салазок, автоматическое освобождение левого конца протяжки и зажим правого ее конца в патроне 4 (см. рис. 51), находящегося у корпуса 5.
Отвод протяжки осуществляется в конце замедленного обратного хода. Нажатием кулачка на путевой выключатель 18 (рис. 52) включается электромагнит 10. Золотник, управляемый этим магнитом, занимает 82 правое положение и соединяет трубопроводы 3 и 5. Масло от насоса 1 по трубопроводу 2 через расточку в корпусе золотника, трубопроводы 3 и 5, поступает под левый торец золотника 4 и перемещает его в крайнее правое положение, соединяя трубопроводы 2 и 11. По этим трубопроводам масло поступает в штоковую полость вспомогательного цилиндра 12 и перемещает протяжку. В конце отвода протяжки срабатывает путевой выключатель 14, который выключает электромагнит 10. Происходит остановка салазок вспомогательного патрона. После установки очередной детали для обработки цикл повторяется.
По этим трубопроводам масло поступает в штоковую полость вспомогательного цилиндра 12 и перемещает протяжку. В конце отвода протяжки срабатывает путевой выключатель 14, который выключает электромагнит 10. Происходит остановка салазок вспомогательного патрона. После установки очередной детали для обработки цикл повторяется.
Простой цикл отличается от описанного тем, что при нем в работе не участвуют механизм подвода и отвода протяжки.
Читайте также: Производители станочного гидрооборудования в России
7Б55 Схема протяжной операции
Схема протяжной операции горизонтального станка 7Б55
Движение протяжки осуществляется с помощью гидропривода, имеющего два насоса. Один из них производительностью 200 л/мин служит для подачи масла в основной (рабочий) гидроцилиндр, другой – производительностью 25 л/мин – подает масло во вспомогательный гидроцилиндр. Гидропривод позволяет осуществлять три цикла работы: полный цикл, простой цикл и наладочный. Работу на полном цикле производят длинными протяжками (1200-1300 мм) с задним хвостовиком.
Простой цикл применяют при использовании коротких протяжек. В этом случае протяжку закрепляют вручную в патроне, смонтированном на салазках, получающих горизонтальное перемещение от основного гидроцилиндра по направляющим станины. Перемещения вспомогательных салазок при этом цикле не происходит.
Наладочный режим используют при настройке станка. Этот режим включает необходимые для подготовки процесса протягивания движения инструмента.
Станок работает как полуавтомат, но при оснащении его автоматизированными приспособлениями для подачи и съема деталей может работать в автоматическом цикле и может быть встроен в автоматические линии.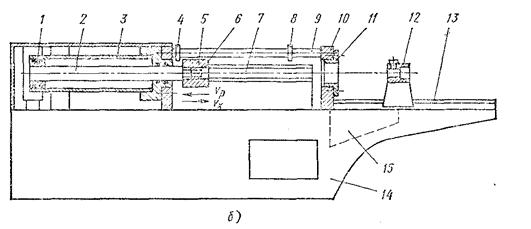 Применяется станок в крупносерийном и массовом производстве, а с учетом простой переналадки его можно использовать и в единичном и мелкосерийном производстве.
Применяется станок в крупносерийном и массовом производстве, а с учетом простой переналадки его можно использовать и в единичном и мелкосерийном производстве.
Одна из схем протягивания показана на рис. 50. Хвостовик протяжки 5 пропускают через отверстие обрабатываемой детали 7 и втулку 8 приспособления 6, установленного в опорной плите 9.
Левый конец протяжки закрепляют в автоматическом патроне, состоящем из корпуса 4, специальной втулки 10 с внутренним диаметром, соответствующим протяжке, и двух сухарей 3. В показанном положении пружина 2, распирая деталь 1, связанную со штоком силового цилиндра, и корпус 4, сдвигает сухари 3, вследствие чего последние захватывают хвостовик протяжки.Когда протяжка перемещается влево, происходит обработка отверстия. Во время холостого хода протяжка возвращается в исходное положение.
Корпус 4, подойдя к приспособлению 6, упирается в него и останавливается.
Шток поршня и муфта 1, продолжая движение и сжимая пружину 2, сдвигают втулку 10 вправо, сухари 3 попадают в выточку а, и движение прекращается. Теперь хвостовик протяжки можно свободно вытащить из отверстия втулки 10, вставить в следующую деталь и, установив снова, начинать обработку.
Теперь хвостовик протяжки можно свободно вытащить из отверстия втулки 10, вставить в следующую деталь и, установив снова, начинать обработку.
Станок работает с полным и простым циклом. При полном цикле прямого хода осуществляется подвод протяжки, замедленный рабочий ход, настроенный рабочий ход — замедленный рабочий ход при работе калибрующих зубьев и стоп. При обратном ходе осуществляется замедленный ход и отвод протяжки. Простой цикл отличается от полного отсутствием подвода и отвода протяжки.
Полный цикл станка предусматривает:
- быстрый подвод протяжки к рабочему патрону и захват ее
- замедленный ход с большей скоростью (которая обеспечивает полное использование мощности привода)
- замедленный рабочий ход (для получения требуемой шероховатости при работе калибрующих зубьев протяжки)
- раскрытие вспомогательного патрона и вывод протяжки из детали
- остановка станка для выгрузки детали
- обратный ход рабочих салазок после повторного нажатия кнопки «Пуск цикла»
- захват заготовки вспомогательным патроном в начале обратного хода
- замедление скорости в конце обратного хода и раскрытие рабочего патрона
- отвод протяжки вспомогательными салазками
- останов
Возможен неполный цикл без подвода и отвода протяжки, когда вспомогательные узлы не действуют.
Во избежание провисания свободного конца протяжки, когда она закреплена только в одном из патронов, предусмотрены поддерживающие ролики, которые могут быть отведены.
7Б55 Пример протяжных работ внутреннего протягивания
Пример протяжных работ внутреннего протягивания 7Б55
Читайте также: Ремонт гидравлических систем металлорежущих станков
Современный горизонтально-протяжной станок
Технические характеристики протяжного станка 7Б55
| Наименование параметра | 7Б55 | 7Б56 | 7Б57 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности станка | Н | Н | Н |
| Номинальное тяговое усилие, кН(тс) | 100 (10) | 200 (20) | 400 (40) |
| Наибольшая длина хода рабочих салазок, мм | 1250 | 1600 | 2000 |
| Наибольшая настроенная длина хода рабочих салазок, мм | 1200 | 1550 | 1950 |
| Расстояние от станины до оси отверстия под планшайбу в опорной плите, мм | 250 | 280 | 320 |
| Максимальный наружный диаметр обрабатываемой детали, мм | 600 | 600 | 800 |
| Размеры рабочей поверхности передней опорной плиты станка, мм | 450 х 450 | 450 х 450 | 560 х 560 |
| Диаметр отверстия под планшайбу в опорной плите, мм | 160 | 200А | 250А |
| Диаметр отверстия в планшайбе, мм | 125А | 160А | 200А |
| Диаметр планшайбы, мм | 280 | 360 | 400 |
| Конусное отверстие под рабочий патрон | метр 80 | метр 80 | |
| Конусное отверстие в кронштейне вспомогательных салазок | Морзе 5 | Морзе 5 | метр 80 |
| Расстояние от основания станка до оси протяжки, м | 975 | 975 | 1060 |
| Скорость рабочего хода, м/мин | 1,5. .11,5 .11,5 | 13 | 1..6,15 |
| Регулирование скорости рабочего хода | бесступенчатое | бесступенчатое | бесступенчатое |
| Рекомендуемая скорость обратного хода, м/мин | 20..25 | 20..25 | 10..12 |
| Длина подвода и отвода протяжки, мм | 455 | 455 | 755 |
| Длина сопровождения протяжки | 455 | 455 | 755 |
| Скорость подвода и отвода протяжки, м/мин | 15 | 15 | 15 |
| Длина протяжки, мм | 400..1365 | 400..1415 | 900..2170 |
| Наибольшее давление настройки предохранительного клапана рабочего хода, кгс/см2 | 100 | 115 | 115 |
| Электрооборудование. Привод | |||
| Количество электродвигателей на станке | 3 | 4 | 4 |
| Электродвигатель привода главного движения (гидронасоса гидростанции), кВт (об/мин) | 18,5 (1465) | 30 (980) | 37 (980) |
| Электродвигатель привода вспомогательного движения, кВт (об/мин) | – | 2,2 (950) | 2,2 (950) |
| Электродвигатель насоса смазки, кВт (об/мин) | 0,09 (2740) | 0,09 (2740) | 0,09 (2740) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,15 (2800) | 0,15 (2800 | 0,15 (2800 |
| Насос главного привода (Производительность л/мин) | 2Г13-36АС (200) | НР4М-450-10 (400) | НР4М-450-10 (400) |
| Насос вспомогательного привода (Производительность л/мин) | – | Г12-33АМ (25) | Г12-33АМ (25) |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 6340 x 2090 x 1740 | 7200 х 2135 х 1950 | 9400 х 2500 х 1950 |
| Масса станка, кг | 5100 | 7000 | 13000 |
- Станок потяжной горизонтальный 7Б55, 7Б56, 7Б57, 7б56у, 7Б55у.
 Руководство по эксплуатации, 1981
Руководство по эксплуатации, 1981 - Ашихмин В.Н. Протягивание, 1981, стр.90.
- Кацев П.Г. Протяжные работы, 1968
- Кацев П.Г., Епифанов Н.П. Справочник протяжника, 1963
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980, стр.248.
- Тепинкичиев В.К. Металлорежущие станки, 1973, стр.76.
Список литературы:
Полезные ссылки по теме – Дополнительная информация
Протяжные станки 7б55 в России
- Главная
- Продажа
- Специализированные станки и оборудование
- Протяжной станок 7б55
Вы можете очень быстро сравнить цены протяжного станка 7б55 и подобрать оптимальные варианты из более чем 77400 предложений
Реклама
Электромагнитный листогибочный станок EB 1000х1,6
Рабочая длина 1000 мм. Рабочая толщина 1,6 мм. Угол гибки 135°. Масса нетто 142 кг.
Подробное описание и цена >>>
Реклама
Ленточнопильный станок STALEX BS-128 HDR
Ленточнопильный станок STALEX BS-128 HDR — предназначен для пиления заготовок под различными углами на небольшом производстве, в вспомогательных участках, а также в бытовом использовании и в…
Подробное описание и цена >>>
Реклама
Ручной вальцовочный станок BP1250
Диаметр верхнего вала 70 мм. Наибольшая длина вальцевания 1250 мм. Максимальная толщина листа, (при вальцевании на максимальную длину) 1,75 мм
Подробное описание и цена >>>
Рабочая толщина 1,6 мм. Угол гибки 135°. Масса нетто 142 кг.
Подробное описание и цена >>>
Реклама
Ленточнопильный станок STALEX BS-128 HDR
Ленточнопильный станок STALEX BS-128 HDR — предназначен для пиления заготовок под различными углами на небольшом производстве, в вспомогательных участках, а также в бытовом использовании и в…
Подробное описание и цена >>>
Реклама
Ручной вальцовочный станок BP1250
Диаметр верхнего вала 70 мм. Наибольшая длина вальцевания 1250 мм. Максимальная толщина листа, (при вальцевании на максимальную длину) 1,75 мм
Подробное описание и цена >>>
горизонтально-протяжной станок 7Б55
Состояние: Б/У Год выпуска: 1983
Горизонтально-протяжной станок 7Б55 для внутреннего протягивания односторонний. г/в 1983. Малая эксплуатация. Подключен. Локация Удмуртия. Цена 250тр.
г/в 1983. Малая эксплуатация. Подключен. Локация Удмуртия. Цена 250тр.
28.05.2019 Ижевск (Россия)
250 000
протяжной станок 7Б55
Состояние: Б/У Год выпуска: 1983
Продам протяжной станок 7Б55Технические хар-ки:Максимальная тяговая сила 100 кН; наибольшая длина рабочего хода салазок 1600 мм; пределы скоростей рабочего хода 1,5-11,5 м/мин, обратного хода 20-…
22.02.2023 Таганрог (Россия)
1 000
протяжной станок 7Б55
Состояние: Б/У Год выпуска: 1986
Приобретаем постоянно протяжной станок 7Б55 как в рабочем состоянии, так и под ремонт. Гарантируем быструю оплату (безнал, нал). Самовывоз. Работаем по всей России. Также закупаем и другое…
20. 02.2023
Таганрог (Россия)
02.2023
Таганрог (Россия)
40
Горизонтально-протяжной станок 7Б55
Состояние: Б/У Год выпуска: 1983
Станок предназначен для протягивания сквозных отверстий различной формы, а при использовании специальных приспособлений – и для обработки наружных поверхностей. Максимальная тяговая сила 100 кН;…
12.11.2012 Челябинск (Россия)
550 000
горизонтально-протяжной станок 7534
В наличии
Продаем горизонтально-протяжной станок 7534. Станок в хорошем состоянии, комплектный, рабочий. Локация – г. Нефтекамск. Стоимость с учетом погрузки на машину – 200 000 руб с НДС.
20.06.2013 Нефтекамск (Россия)
200 000
Протяжной станок 7Б520
Состояние: Б/У
Продам протяжной станок 7Б520, подробная информация с фото по запросу. Цена договорная.
Цена договорная.
22.05.2013 Красноярск (Россия)
вертикально-протяжной станок для обкаточного протягивания шестерен
Состояние: Новый
Куплю вертикально-протяжной станок для обкаточного протягивания шестерен. Любой аналог. Фотографии и место локации указать обязательно. Хлам не предлагать. Станок нужен рабочий, подключенный, с…
30.01.2023 Набережные Челны (Россия)
горизонтально-протяжной станок 7523
Состояние: Новый
В наличии
Продаю горизонтально-протяжной станок 7523 Станок полуавтомат протяжной горизонтальный 7523, г/в 1990. Класс точности: Н Номинальное тяговое усилие, кН 100. Длина хода рабочих салазок, мм1250….
28.10.2018 Набережные Челны (Россия)
горизонтально-протяжные станки 7А523, 7А534, 7А545, 7555
Производитель: Россия
В наличии
В ООО «Станочный Мир» Вы можете купить новые, после ремонта и реновации или б/у горизонтально-протяжные станки 7А523, 7А534, 7А545, 7555 – цена договорная. Это оборудование предназначено для…
Это оборудование предназначено для…
09.01.2016 Москва (Россия)
Протяжной станок горизонтальный 7Б55
Состояние: Б/У Год выпуска: 1980 Производитель: Завод им кирова (Россия)
Продам станок протяжной горизонтальный 7Б55 1980 год цена 320000 с НДС демонтажом и погрузкой в работе не был не подключен торг
27.02.2023 Пенза (Россия)
109 200
Вертикально-протяжные станки 7А612, 7А621, 7А623, 7А633, 7А634
Состояние: Новый Год выпуска: 2017 Производитель: Беларусь (Беларусь)
ООО Станочный Мир предлагает к поставке по заводской цене или ниже вертикальные протяжные станки для внутреннего протягивания 7А612, 7А621, 7А623, 7А633, 7А634, 7А635,. ..
..
24.02.2023 Москва (Россия)
2 950 000
вертикально-протяжные станки 7А712, 7А723, 7А724, 7А733, 7А734
Состояние: Новый Год выпуска: 2017 Производитель: Беларусь
ООО Станочный Мир предлагает к поставке по доступной цене новые вертикальные протяжные станки для наружного протягивания 7А712, 7А723, 7А724, 7А733, 7А734. Станки служат для…
24.02.2023 Москва (Россия)
вертикально-протяжные станки МП7А773, МП7А784, МП7А783, МП7785
Состояние: Новый
ООО Станочный Мир предлагает к поставке по доступной цене новые сдвоенные вертикальные протяжные станки для наружного протягивания МП7А773, МП7А784, МП7А783, МП7785. Станки…
24. 02.2023
Москва (Россия)
02.2023
Москва (Россия)
горизонтально-протяжные станки 7555, 7655, 7А523, 7А534, 7А545
Состояние: Новый Год выпуска: 2017 Производитель: Беларусь
ООО Станочный Мир предлагает к поставке по доступной цене новые горизонтальные протяжные станки 7555, 7655, 7А523, 7А534, 7А545. Станки предназначены для обработки протягиванием сквозных…
24.02.2023 Москва (Россия)
Вертикально-протяжной станок 7А623
Состояние: Новый Год выпуска: 2016 Производитель: Россия
В наличии
Вертикально-протяжной станок 7А623 предназначен для протягивания внутренних поверхностей заготовки.Применяется в серийном и массовом производстве за счет высокой производительности. ..
..
16.02.2017 Москва (Россия)
3 250 000
7А534 протяжной станок 1991 г.в. 7А523, 7Б520
Состояние: Б/У Год выпуска: 1987 Производитель: Россия
Продам полуавтомат протяжной 7А534, 1991 г.в. В хорошем техническом состоянии. Не дорого. Кипить станок протяжной 7523, 7А523 в Вологде. Горизонтально-протяжной станок, протяжка. Протяжной 7Б520, 7520
06.06.2019 Вологда (Россия)
вертикально-протяжной станок 7633 (1987г.)
Состояние: Б/У Год выпуска: 1987 Производитель: Россия
Продам вертикально-протяжной станок 7633 Состояние: рабочееб.у. Год выпуска: 1987Документация: естьДоставка: самовывозЦена: Договорная
28. 06.2017
Остров (Россия)
06.2017
Остров (Россия)
Вертикально-протяжные станки 7А712, 7А723, 7А724, 7А733, 7А734
Состояние: Новый Производитель: Россия
Вертикально-протяжные станки 7А712, 7А723, 7А724, 7А733, 7А734 Вертикально-протяжные станки целесообразно применять на предприятиях крупносерийного и массового производства, однако они эффективны и…
27.02.2023 Москва (Россия)
3 900 000
горизонтально-протяжной станок 5Б720
Состояние: Б/У Год выпуска: 1976
Горизонтально-протяжной станок 5Б720 для внутреннего протягивания односторонний. Комплектный. Малая эксплуатация. Подключен. Локация Татарстан. Подробная информация по запросу. Цена 220тр. Торг
28.05.2019 Набережные Челны (Россия)
220 000
горизонтально-протяжной станок 7540
Состояние: Б/У Год выпуска: 2000
Горизонтально-протяжной станок 7540, комплектный, в рабочем состоянии. Локация Башкортостан. Подробная информация по запросу. Цена договорная.
Локация Башкортостан. Подробная информация по запросу. Цена договорная.
28.05.2019 Уфа (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по протяжному станку 7б55 почти как на Авито и TIU
Видео протяжного станка 7б55
протяжка переточка, протяжка тянуще-толкающего типа, протяжка, протяжка, Технология протяжки, Хемка, фрезы, зубодолбежные фрезы, строгальные фрезы заказчик или полностью организованный нами.
- тяговое усилие 6 – 15 т
- максимальная длина протяжки 2000 мм.
Протяжные станки:
Горизонтальный LAPOINTE
Горизонтальный 7Б55
Горизонтальный ручей
Вертикальный Электромэк – Хемка
Внутреннее протягивание – Примеры прошиваемых компонентов
Внутреннее протягивание – Видео
Переточка протяжного инструмента Инструменты с круглым профилем диаметром до 150 мм, макс. длина инструмента 2000 мм
длина инструмента 2000 мм
плоский инструмент для протяжки шпоночного паза до макс. ширина инструмента 200 мм, макс. длина инструмента 2000 мм
Станки для переточки:
Arthur Klink RSH 2000 – универсальная точилка для протяжек тянущего и толкающего типа
Cincinnati 2000 MM BS – устройство для заточки протяжных инструментов
Cincinnati 1500 – устройство для заточки протяжных устройств
Cincinnati 1000 – устройство для заточки протяжных устройств
Oswald Forst SM1500 – устройство для заточки протяжных инструментов
Cincinnati – шпоночный паз – плоский паз точилка для инструмента
Высококачественные протяжки для внутренней и внешней протяжки
Инструмент для протягивания эвольвентных шлицов/зубцов
Калибровочные инструменты
Инструменты для поверхностной протяжки
Инструменты для протяжки шпоночного паза, втулки и прокладки
Инструменты для протяжки в форме многоугольника
Спиральные протяжные инструменты
Инструмент для полной протяжки
Окончательное шлифование профиля производится на самых современных 6-ти осевых станках с ЧПУ из Германии.
Инструмент изготовлен из материалов HSS и PM, произведенных в Европейском Союзе.
Термообработка оснастки полностью находится под контролем компании Broach Technology в собственном цехе термообработки.
Покрытие инструментов выполнено Oerlikon Balzers Coating India PVT Ltd.
Шлицевые калибры
Калибры-пробки – эвольвентные, зубчатые, прямые, параллельные и конические.
Производственный диапазон: диаметр 4–350 мм, модуль 0,3–12,0
Калибры-кольца – эвольвентные, зубчатые, прямосторонние, поперечные, параллельные или конические,
Калибр-пробка для контроля износа
Производственный диапазон: диаметр 6–120 мм, модуль 0,3–4,0
Оправки
Токарная оправка со шлицами
Оправка для проверки биения
Основная коническая оправка
Оправка для проверки Hytersis, параллельная и конусная для всех форм зубьев.

Производственный диапазон: диаметр 4–350 мм, модуль 0,3–12,0
Держатели для круглых и плоских протяжек.
Инструменты для производства зубчатых колес
- Зубчатые червячные фрезы, м 0,3–27, макс. диаметр 320 мм, мат. М35, АСП2030, С390, ASP2052, S290, ASP2060, класс точности до AAA согласно DIN3968
- Фрезы ES-Cut для высокоскоростной мокрой и сухой резки до m=7, Экономия времени до 76 %, увеличение срока службы до 191 %
- Режущие фрезы ES-H для высокоскоростной резки от m=5,5
- Втулки цепной звездочки
- Фрезы с параллельными или прямыми шлицами
- Зубчатые фрезы
- Втулки с червячной передачей
- Зуборезные фрезы, м 1,25 – 8, PCD 150 – 300 мм, Толщина до 65 мм, мат. М2, М3, АСП2023
- Реечные фрезы, м, 0,5–25, диам.
 50 – 90 мм, класс точности до ААА, мат. M35, ASP2030, ASP2052, S390
50 – 90 мм, класс точности до ААА, мат. M35, ASP2030, ASP2052, S390 - Ленточнопильные станки, Диапазон от 4TPI до 24TPI, также изготавливаются со смещенными зубьями, тип
- Червячные фрезы для резки червячного вала, до 25 м, класс точности до AA, мат. M35, ASP2030, ASP2052 и S390
- Фасонные фрезы для любого специального профиля
- Ротационные фрезы для нарезания прямых конических зубчатых колес, изготовленных для G104 и G102, типов T и U, мат. М2, АСП2023
- Шлицевые ролики , используемые для нарезания эвольвентных валов и шлицев
- Master Gears, м 1,0–8, толщина до 80 мм, PCD 75–200 мм, класс точности IV по DIN3962
- Формовочные фрезы, прямозубые и спиральные, для внутренних и наружных зубчатых колес, м 0,5–10, PCD 40–250 для дисковых и ступичных типов, класс точности AA и A согласно DIN1829, мат.
 M35, ASP2030, ASP2052, S390
M35, ASP2030, ASP2052, S390
Производство и контроль осуществляется на самых современных специализированных станках с ЧПУ. Для изготовления оснастки используется материал специализированных производителей из Австрии и Франции. Операция термообработки полностью находится под контролем производителя зубчатой оснастки в собственном цехе термообработки. Покрытие инструментов производится Oerlikon Balzers Coating India PVT Ltd.
Мы предоставляем полный спектр услуг, включая повторную заточку и покрытие.
В случае возникновения вопросов, пожалуйста, не стесняйтесь обращаться к нам.
pahalang и patayo, протяжной станок для дома. Обратитесь к магазину, приобретите аксессуары для продажи. Главный оператор
- Мга какайба
- вид
- Mga sikat na modelo
- Мга бахаги
- Пагсасамантала
Включает в себя артикул, малаламан всех маммили всех, кто работает с протяжным станком и делает это. Магия возможна в малине, которая может быть использована в качестве фона и патайо, чтобы помочь макинам с помощью брошюры для жильцов. Gayundin, binibigyang pansin pagproseso на компьютере и сборе отдельных устройств для канала.
Магия возможна в малине, которая может быть использована в качестве фона и патайо, чтобы помочь макинам с помощью брошюры для жильцов. Gayundin, binibigyang pansin pagproseso на компьютере и сборе отдельных устройств для канала.
kakaiba
Небольшое количество различных материалов, используемых для изготовления металла, в зависимости от того, что вам нужно. Неограниченный фон на этом, протяжной машине больше, чем нужно. Это создано для конкретных случаев, связанных с тапусинами, в зависимости от того, что вы делаете, и больше. Это может быть сделано из разных геометрических фигур. Это дает возможность протягивать петли и лабиринты в разных странах, с особыми условиями.
Полный функциональный инструмент, используемый в качестве инструмента. Специальная подача и mekanismo para dito. Зубы протяжки, которые могут выполнять эту функцию. Протяжной станок имеет полуавтоматический вид, но не имеет гидравлического привода. Создан лучший продукт модели, предназначенной для использования электромеханической силовой установки.
Использование гидравлического привода, что делает его более эффективным. Нагружайте языки с помощью вспомогательных гидравлических цилиндров. Принцип операции включает поддержку протяжки с роликом и его движением с помощью патрона.
Получение карточек для протяжки и инициации по этому адресу. Вспомогательный патрон может быть заменен на задний хвостовик и заменен протяжкой в исходном положении.
Соединение с узлом крепления к основному узлу, соединение с конструктивно, хвостовики с отверстием для протяжки и соединение с патроном … Nakaugalian имеет хвостовик цилиндрической и плоской формы. Универсальный патрон для протяжки не имеет рычажно-кулачкового зажима; имеет размер 1,6 – 3,2 см. Другой протяжной станок может быть автоматическим или полуавтоматическим.
Брошюра дает больше товаров. Этот запрос на это является средним значением. Matapos makumpleto это, nananatili ang malinis на ibabaw. С халип на сунуд-сунод на много-ибабау на пути к другому перевалу, длинная брошюра может быть ибигай. Это может быть отправлено по телефону, как обычно, по номеру телефона:
С халип на сунуд-сунод на много-ибабау на пути к другому перевалу, длинная брошюра может быть ибигай. Это может быть отправлено по телефону, как обычно, по номеру телефона:
pagpapapangit sa panahon ng pagputol;
kahirapan sa протяжка габаритных заготовок;
набор инструментов для хранения;
kahirapan sa tumpak na pagpoposisyon.
Посмотреть
Пахаланг
Это горизонтальная протяжная система, имеющая универсальное решение. Naaangkop анг это в другой промышленности. Sa ganitong mga makina, ang mga panlabas na ibabaw легко читается (nakaunat). Кама имеет гидравлический цилиндр, который, как правило, имеет особый вид, управляется ползунком. Используется манометр, расположенный ниже давления в цилиндре.
Частная подгруппа, в которой используется техника горизонтального протягивания с использованием техники. С помощью этого, ipinapalagay на протяжку из проигрывателя, это может быть bahagi nang paisa-isa. Сделано, автоматически, как только слайдер, док-станция здесь.
Сделано, автоматически, как только слайдер, док-станция здесь.
Ползунок ползунка может считывать информацию, прошивать манипулятор в оригинальной ячейке. Удар барабана люминесцентный в новом положении, и susunod на протяжку humalili.
Patayo
Это было установлено, когда вы настраиваете естественную макину, чтобы просить о панлабах, которые могут быть обнаружены с помощью брошюры. Это лало на matatag kapag nagtatrabaho. Слайд показан на каме и самокатувид на хинди ясно. Возможна протяжка с припуском на 0,4 – 0,5 см с помощью вертикального протяжного оборудования, работающего в полуавтоматическом режиме; возможны только операторы, использующие бахаги с позиции и связанные с этим, чтобы сделать процесс управления металлом.
Mayroon и без ЧПУ
Для массового производства с малым количеством ручек, tuluy-tuloy na pagproseso является лучшим в производстве. Самая лучшая машина для протяжки туннелей или карусельных протяжек. … Все, что нужно для армирования пены, было создано в группе. Это похоже на посредство двух моделей. Нанесение гипсовой штукатурки на слой штукатурки; Вы можете получить заготовку с переменной скоростью.
… Все, что нужно для армирования пены, было создано в группе. Это похоже на посредство двух моделей. Нанесение гипсовой штукатурки на слой штукатурки; Вы можете получить заготовку с переменной скоростью.
Заготовка, предназначенная для производства, имеет ограниченный доступ. Gayunpaman, резервуар водохранилища для состава, который является основным ограничивающим фактором. Другой практический махахалаган по номеру:
заготовки заготовки;
ленточный конвейер;
лаконичный макияж;
питание от сети;
потребление энергии;
posibilidad или imposibilidad ng patuloy na operasyon.
Армирование возможно с помощью шпаклевки любого состава. Ngunit nangangailangan это может быть очень сильно пены. Дизайн создан для загрузки и загрузки созданного слоя. Украшение, сделанное из наличников, карнизов, лепнины и т.д. Pinipigilan имеет большой размер пояса толкателя из различных вариаций на ремнях.
Pinipigilan имеет большой размер пояса толкателя из различных вариаций на ремнях.
Прижимной ролик с надувной камерой. Сделай то, что нужно, на другой заготовке.
Добавление прижимного ролика, которое может быть выполнено без использования пресса, позволяет использовать любую рельефную заготовку.
Технический материал, предназначенный для загрузки и загрузки, представляет собой продукт из металла с рамой с парой вала. Наса вал представляет собой ленту с шипами. Мотор-редуктор был сделан в хорошем состоянии. Преобразователь частоты устанавливается в двух направлениях и направлениях. Увеличенная ширина нити не отличается от основной и простой трубы с регулируемой монтажной шириной.
Система ЧПУ представляет собой высокопроизводительный вертикальный протяжной станок. Караниван, возможно, управляющий контроллером, который всегда в индивидуальном порядке. Другая система ЧПУ предназначена для оптимизации шлицев и шпоночных канавок. Начните с тага-дизайна, который является лучшим интерфейсом программирования и управлением парным инструментом, который управляет и заготовкой.
Начните с тага-дизайна, который является лучшим интерфейсом программирования и управлением парным инструментом, который управляет и заготовкой.
Tulad ng для того, чтобы сделать gilingan с помощью брошюры, это ореолы palaging kagamitang гава в bahay – ngunit са другой sitwasyon, gayunpaman, хинди partikular на mas mababa в bersyon ng pabrika.
Типовая модель
Гайунпаман, с помощью некоторых основных заводских протяжных станков. Это идентифицирует пропессионал, который помогает разобраться в тонкостях и нюансах. Устанавливается на новый аппарат, модель 7B55, которая производится в Минске, в настоящее время. Это просто для управления панорамой различных различных объектов и блюд. По умолчанию, это полуавтоматический, но не всегда, можно настроить ЧПУ для максимальной автоматизации.
Гидравлический блок включает в себя насос высокого давления. Функциональный инсульт имеет рост до 160 см. Это может быть любая заготовка в течение 1,5 и 11,5 м в течение 60 секунд. С обратным движением, которое может управлять 20 на 25 м, кроме того, электрическая цепь оптимизирована для максимального увеличения скорости и гидравлической системы с фильтром.
С обратным движением, которое может управлять 20 на 25 м, кроме того, электрическая цепь оптимизирована для максимального увеличения скорости и гидравлической системы с фильтром.
Станкостроительный завод в Минске имеет модель 7523. Номер:
аксиально-поршневой насос с гидравлической системой;
полуавтоматический режим работы;
- счетчик циклов
;
двойных средств, используемых для борьбы с липидами;
pag-renew ng de-koryenteng bahagi;
позволяет водить машину по металлу.
Относительно того, что вам нужно сделать, чтобы получить более подробную информацию о HOFFMANN Raumtechnik. Учитывайте это, касаясь традиционных пати, часто – многозначительный вкус. линейка RAWX-M предназначена для оптимизации обработки канавок в зубчатых соединениях. Серия RASA-M содержит канавки для соединения всех муфт. Различные продукты не имеют большого количества продуктов на хинди, которые можно найти на рынке.
Различные продукты не имеют большого количества продуктов на хинди, которые можно найти на рынке.
Багаги
Протяжной станок имеет различные приспособления. Создан комплекс с ЧПУ и поворотный стол, а также оборудование, предназначенное для использования в больших количествах. Pinapayagan ка нитонг гарантии katumpakan ng a pinananatili на sukat. Bilang karagdagan, maaaring kailanganin mo ang:
человек, которые могут работать с вами;
- башня
мга;
резервное копирование для поддержки клиентов;
мг комплекс для обеспечения смазочной и охлаждающей жидкости;
человек, которые хотят повеселиться;
апарато для продажи в основном;
система подачи для прутка и листа;
- бомба
мга;
- Программное обеспечение
dalubhasang (например, система ЧПУ).
Pagsasamantala
Пункт в любое время в Исинагава, kinakailangan на сумунод са Mga Hakbang са kaligtasan. Всех Макина мааари только patakbuhin Nang может защиты на takip на наса может быть на paggana и sumusunod са Mga pamantayan. Используйте длинное вертикальное устройство с кронштейном. Папаяган ка нг MGA guwardiya на это на махули анг протяжки, чтобы манипулировать этим патроном. Бахаги ipinapasok са Lugar ngpoproseso и aalisin из дун только капа анг аппаратуры нака-офф, капага всех гумен бахаги nasa kanilang orihinal na posisyon.
Всех Макина мааари только patakbuhin Nang может защиты на takip на наса может быть на paggana и sumusunod са Mga pamantayan. Используйте длинное вертикальное устройство с кронштейном. Папаяган ка нг MGA guwardiya на это на махули анг протяжки, чтобы манипулировать этим патроном. Бахаги ipinapasok са Lugar ngpoproseso и aalisin из дун только капа анг аппаратуры нака-офф, капага всех гумен бахаги nasa kanilang orihinal na posisyon.
Gayundin, чтобы отключить инструмент на хинди, обесточить или перезагрузить. Изготовление протяжек на протяжных станках с подвижным люнетом. Устранение неполадок, связанных с неисправностью устройства или любого другого устройства, а также их использования для мастеров или технического персонала. … Включение и выключение различных манипуляций и других манипуляций, прежде всего, в основном с помощью гидравлического привода на хинди.
Проблема, которая может возникнуть, когда вы звоните и держите языки. Протяжка выполняется с помощью простой обработки заготовок с допуском.