Проведение работ с электродуговой сваркой: требования к одежде, помещению и оборудованию
alexxlab | 02.11.1989 | 0 | Разное
требования к одежде, помещению и оборудованию
Правила техники безопасности при выполнении работ по ручной дуговой сварке обязательны для изучения всеми задействованными лицами. По ним все рабочие проходят предварительный инструктаж, без которого ни одному специалисту не будет доступна работа со сварочным аппаратом.
Содержание
- 1 Общие требования
- 2 Одежда и средства спецзащиты
- 3 Помещение и рабочее место
- 4 Требования к оборудованию
- 5 Требования к вентиляции
- 6 Иные требования к выполнению сварочных работ
Общие требования
При выполнении работ ручной дуговой сварки рабочий может столкнуться со следующими опасностями:
- Поражение током.
- Ожоги от капель металла.
- Поражение глаз дугой.
- Поражение кожи электродугой.
- Порезы и ушибы в процессе подготовки металла к свариванию.
- Отравление опасными газами.

- Пожар из-за плавки металла.
- Взрывы при расположении рядом взрывоопасных предметов.

Работа в рамках техники безопасности начинается с очистки рабочего места, затем проверяется работоспособность оборудования, заземление и пр.
Таким образом, электросварщик в ходе своей работы подвергается различным опасностям. Знание основ техники безопасности, охраны труда и пожарной безопасности позволит ему избежать проблем. При этом необходимо учитывать специфику процесса: при дуговой сварке действуют иные факторы риска, которое отличаются от газовой. Разница связана с применением электричества для питания дуги, а, точнее, ее ультрафиолетовым и тепловым излучением и образуемыми газами.
Одежда и средства спецзащиты
Сварочная дуга является источником излучения с разной длиной волн. Здесь присутствуют и ультрафиолетовые, и инфракрасные волны. Яркость этих волн является достаточно высокой. Помимо указанных факторов риска, стоит учесть, что дуга горит с перерывами, что обуславливает контрастность освещения.
Световое излучение при сварке может ослеплять, ультрафиолетовое – приводит к ожогу роговицы, инфракрасное – может вызвать помутнение и катаракту. Для избегания негативного влияния излучения сварщик должен наблюдать за работами через специальное защитное стекло. Оно защищает сетчатку глаза от светового излучения и УФ-лучей, которые могут привести к ожогам. Такое стекло должно полностью удерживать ультрафиолет и стать преградой для ИК-лучей.
Остальные части тела также должны быть защищены: для этого используются маска, рукавицы и спецодежда. Наиболее популярной защитной сварочной маской считается «Хамелеон». Она может адаптироваться под любую разновидность сварки и обеспечивает оптимальную видимость и надежную защиту. Отдельные модели масок оснащаются специальным турбоблоком, который закачивает воздух под маску, что обеспечивает длительную непрерывную работу сварщика.
По требованиям безопасности защищать следует не только самого сварщика, но и лиц, которые работают по соседству с ним.
К одежде сварщика также предъявляются следующие требования:
- Она должна находиться в идеальном защитном состоянии и быть сухой.
- Работы нужно проводить в специальных рукавицах.
- При попадании капель металла спецодежда не должна тлеть и прогорать.
- Без защитного головного убора проведение работ запрещено.
- Желательно использование респираторов для дополнительной защиты от выделяемых газов.
Таким образом, во время работы методом ручной дуговой сварки сварщик обязательно должен пользоваться индивидуальными средствами защиты: рукавицами, маской и пр.
Помещение и рабочее место
Недопустимо наличие обгоревших электродов на площадке. Если рабочий материал заканчивается, то остаток перемещается в специальную емкость.
Если рабочий материал заканчивается, то остаток перемещается в специальную емкость.
Требования к помещению во многом основаны на рисках возникновения пожара и направлены на их максимальное уменьшение. Работы по сварке проводятся на первом этаже, а пожаробезопасность должна соответствовать категории «Г».
Все строительные и отделочные материалы обладают уровнем огнестойкости не менее 2 степени. Запрещено делать полы, которые обладают теплопроводностью. Они должны иметь несгораемую поверхность, легко очищаемую от мусора и грязи.
При наличии в помещении каких-либо деревянных конструкций их нужно обшить асбестовыми листами. Поверхности, которые относят к легковоспламеняемым, защищаются при помощи щитков.
Вся проводка в помещении подлежит защите резиново-тканевыми шлангами. Горючие жидкости не допускается хранить в том помещении, где проводятся работы, так как траектория полета искры может быть непредсказуемой.
Помещение для проведения сварочных работ не должно быть стесненным и сырым. Если шланги аппарата отсыреют, то это может привести к взрыву и возгоранию в процессе сварки газами и огнем. В частности, идеальные показатели микроклимата в помещении – это температура в помещении порядка 15 градусов и влажность около 40%. Нужно также следить, чтобы в помещении отсутствовали вредители и грызуны.
Если шланги аппарата отсыреют, то это может привести к взрыву и возгоранию в процессе сварки газами и огнем. В частности, идеальные показатели микроклимата в помещении – это температура в помещении порядка 15 градусов и влажность около 40%. Нужно также следить, чтобы в помещении отсутствовали вредители и грызуны.
Желательно, чтобы стены были окрашены в темные матовые цвета для избегания отражения лучей при сварочных работах.
Если работы производятся на улице, то недопустимо проведение работ во время снега и дождя.
Сварочное место должно быть оснащено средствами пожаротушения. С учетом ведения работ с электроприборами в качества таких средств не должна выступать вода: это может быть песок, углекислотный или порошковый огнетушитель. Поэтому все работники должны уметь обращаться с противопожарным оборудованием и пройти соответствующий инструктаж.
На рабочем месте не должно быть посторонних людей и предметов (в особенности горючих материалов). В закрытых помещениях нужно пользоваться резиновым ковриком во время сваривания.
В закрытых помещениях нужно пользоваться резиновым ковриком во время сваривания.
Требования к помещению должны неукоснительно соблюдаться. Это является залогом безопасной работы.
Требования к оборудованию
Немаловажным для снижения риска возникновения проблем при проведении сварки является предварительная проверка сварочного оборудования. Сварочный трансформатор, провода, заземление, клеммы, прочие элементы должны быть исправны и не иметь дефектов. При наличии каких-либо неисправностей использование оборудования строго недопустимо.
Все элементы должны быть подключены и находиться на местах. Необходимо заземлить корпус у источника питания дуги и свариваемого изделия, а также изолировать рукоятку держателя электрода.
Перед началом работ необходимо проверить все системы безопасности оборудования: прерывание напряжения во время холостого хода, защиту от перегрева.
Электроды для выполнения работ рекомендовано хранить в сухом прохладном месте. При отсыревании они могут напитаться влагой, из-за чего невозможно будет создать рабочую дугу. Если же они отсырели, то перед работой стоит дополнительно просушить их в духовке.
При отсыревании они могут напитаться влагой, из-за чего невозможно будет создать рабочую дугу. Если же они отсырели, то перед работой стоит дополнительно просушить их в духовке.
Генераторы в процессе работы рекомендовано устанавливать таким образом, чтобы не допустить их падения или неустойчивого положения. Недопустимо использование генераторов без водяного затвора. Генератор должен располагаться вертикально и быть в рабочем состоянии.
При использовании генератора при отрицательной температуре важно контролировать состояние воды. При ее замерзании шланг и затор отогревают и только затем приступают к работам.
Шланги для выполнения работ должны быть как минимум 20 м в длину. Базовые требования к шлангам: их целостность и исправность. Когда шланги складываются, нельзя забывать о нормах хранения сварочных материалов: шланги складываются кольцами для того, чтобы избегать их переламывания и придавливания.
Особую осторожность нужно соблюдать при работе с баллонами.
При снятии металлического колпака следует проверить вентиль и штуцер на отсутствие повреждений. Запрещается резко выбивать колпак с применением ударных инструментов. При откручивании вентиля следует отслеживать, чтобы газ не попадал на людей.
При выполнении самих работ с использованием сварочного оборудования необходимо придерживаться таких правил:
- При соединении металла между баллоном и газом должно быть расстояние не менее 5 метров.
- При длительной металлообработке шланги подвешиваются для того, чтобы не допустить их повреждения.
- Сварочные кабели должны располагаться на расстоянии минимум 0,5 м от баллонов.
- Недопустимо резкое снижение давления кислорода.
- Не допускается перегрев мундштука, его требуется периодически прочищать для избегания засорения.
- При проведении работ необходимо периодически охлаждать горелку.

- Не допускается обработка трубопроводов, которые находятся под давлением. Предварительно их следует опустошить, а затем приступать к работе.
- Работник не должен контактировать с защитой электросети (зажимами и клеммами).
Требования к вентиляции
Очень важным аспектом в безопасности сварщика выступает вентиляция. Испаряемые газы в процессе работ могут привести к тошноте, головной боли, общей слабости. Газы при дуговой сварке применяются как в самом процессе, так и для создания инертной среды для защиты сварочной ванны от окисления. Для недопущения отравления газами и парами, которые выделяются при сваривании, кабины для работы сварщиков делают так, чтобы они располагались как минимум на 25 см от пола.
Кроме вредных газов и паров, опасность для человека представляет пыль, которая образуется при окислении металла.
Для обеспечения нормальных условий труда в помещении, в котором производят сварочные работы, должна быть оборудована хорошая вентиляция. При этом содержание вредных веществ в воздухе не должны превышать норм. В ходе сварки могут образовываться окислы азота, магния, алюминия, которые в больших количествах вредны для человека. Поэтому обычно оборудуют дополнительно к общей и местную вентиляцию в виде вытяжных шкафов, зонтов, откосов и пр.
При выполнении аргонодуговой сварки следует обеспечить полноценное проветривание места работ.
Уменьшить содержание вредных примесей можно и путем использования специальных электродов с рутиловым покрытием в месте сварки. Они менее токсичны, а качество шва при этом не страдает.
Таким образом, при отсутствии качественной системы вентиляции существенно возрастают риски отравления газами.
Иные требования к выполнению сварочных работ
Когда сварка окончена, нужно отключить все электроприборы и убраться на рабочем месте. В случае поломки сварочного аппарата сварщику не стоит приступать к его ремонту при отсутствии специальных знаний и навыков.
Также во время продолжительных перерывов в работе сварщику стоит отсоединять сварочное оборудование от сети. В процессе переноса аппарата нужно отслеживать положение проводов, чтобы избежать их запутывания и соприкосновения с маслом или водой.
Приведем еще ряд правил, которые обязательно следует учитывать сварщикам:
- Базовые правила техники безопасности всегда должны быть перед глазами сварщика.
- При выполнении работ ручным способом стоит избегать использования слишком длинных проводов (оптимально – до 5-10 м).

- Новичкам в сварке нужно избегать проведения работ в сыром помещении.
- Нужно исключить оголенные части тела.
- При работе на высоте следует применять страховочный пояс.
Таким образом, меры безопасности при проведении работ методом ручной дуговой сварки предельно простые. Сварщику нужно учитывать определенные требования к одежде, помещению и его вентиляции, используемому оборудованию. Преимущественно сварщику предстоит позаботиться о личной безопасности: избегать поражения током и защищать глаза. Если подготовительные работы провести правильно, то проблем при выполнении работ ручной дуговой сваркой возникнуть не должно.
Техника безопасности при проведении сварочных работ
0
На сумму:
0 р.
При любых работах со сварочным оборудованием нужно беречь себя и окружающих людей. Обеспечить безопасность при сварке – жизненно необходимо, и это не дежурная фраза, а жесткая реальность. Вопросы [сварочной безопасности] требуют внимательного рассмотрения и неукоснительного соблюдения вне зависимости от уровня квалификации сварщика и объема выполняемых работ.
Сварочный аппарат, электроды, кабели, горелки и редукторы – главные материальные части успешного сварочного труда. Главные, но не единственные! Сварочные работы представляют реальную опасность для здоровья сварщика, а вот избежать этих опасностей вовсе не сложно.
Если высказаться коротко, то техника безопасности при сварочных работах сводится к очевидным истинам. Нельзя наплевательски относиться к своему организму. Нельзя приступать к работе и открывать сварочный кейс, думая только о сварке. Сначала подумайте о себе. Все сварочные швы мира не стоят удара током в 220 вольт. И острота зрения не вернется к сварщику, работавшему в полукустарной маске, будь он хоть трижды профессионал. Так что прислушайтесь к этим строчкам, мы ведь о вашем здоровье беспокоимся.
И острота зрения не вернется к сварщику, работавшему в полукустарной маске, будь он хоть трижды профессионал. Так что прислушайтесь к этим строчкам, мы ведь о вашем здоровье беспокоимся.
11.1 Основные сварочные опасности и методы их профилактики
-
Электробезопасность при сварке необходимо обеспечить для предотвращения даже случайной возможности поражения током – как самого сварщика, так и окружающих (напарника и т.д.) Для этого:
- Регулярно проверяйте исправность изоляции кабелей, электродержателей и надежность всех контактов до начала работ
- Отключайте сварочное оборудование во время простоя, перемещения, обеденного перерыва и т.д.
- Все замеченные неисправности устраняйте строго после полного обесточивания аппарата
- Пользуйтесь спецодеждой – рукавицами из искростойких материалов, обувью из кожи и войлока, спецовкой из рекомендованных материалов, при необходимости – каской.
- Не работайте под дождем (или снегом), даже если ваш аппарат «так умеет».
 Сварка при повышенной влажности – не только на улице в непогоду, но и внутри бойлерных, градирен, подвалов и т.д. – требует специальных навыков и большого опыта, иначе можно и электротравму получить, и оборудование серьезно испортить.
Сварка при повышенной влажности – не только на улице в непогоду, но и внутри бойлерных, градирен, подвалов и т.д. – требует специальных навыков и большого опыта, иначе можно и электротравму получить, и оборудование серьезно испортить.
-
Оптическая безопасность.
Поразительно, но экономия на сварочных масках и очках встречается повсеместно. Сейчас разработаны отличные маски типа «Хамелеон» с автоматической регулировкой прозрачности щитка – он затемняется только при зажигании дуги. В таких масках и работать одно удовольствие, и результат работы качественный, и подносить ее к лицу туда-сюда без конца не надо, и степень затемнения можно самостоятельно настроить. Так нет же! С потрясающим упорством многие начинающие сварщики хватают перед зажжением дуги дедовский щиток – и «зайчики кровавые в глазах» обеспечены на несколько суток вперед…
Даже если вы работаете нечасто, купите себе современную маску для комфортной, качественной и безопасной сварки – у вас ведь нет запасных глаз, правда?
Кроме маски, не стоит пренебрегать очками, их одевают для защиты лица при зашкуривании свариваемых изделий.
 Случайно отлетевший металлический заусенец или кусочек окалины может быть очень болезненным – очки подстрахуют вас от такой неприятности.
Случайно отлетевший металлический заусенец или кусочек окалины может быть очень болезненным – очки подстрахуют вас от такой неприятности. -
Пожарная безопасность.
Сюда можно включить и защиту от возможных ожогов путем использования спецодежды, обуви, масок и специальных ширм. Будьте особо внимательны при зажигании дуги и во все время ее горения – это период повышенной опасности, не отвлекайтесь при работе. С опытом брызг расплавленного металла при работе будет все меньше, но даже сварщики с многолетним стажем не работают с расстегнутым воротом и закатанными рукавами – учтите это!
Не ленитесь надеть рукавицы даже для контакта с кажущимся холодным металлом, а уж тем более при работе. У вас ведь только две руки, и ожоги на них не входят в ваши сварные планы, верно?
-
Специальная безопасность. К ней относится:
- Защита от возможного взрыва при работе в замкнутом пространстве (металлической цистерне и т.

- Защита органов дыхания при работе с выделением вредных газов (оксиды марганца, хрома и пр.), для чего применяются респираторы типа «Снежок», совместимые со сварочными масками и удобные в работе.
- Защита при возможной работе на высоте – стандартные средства высотной безопасности (монтажные пояса, страховка) следует использовать в сочетании с повышенной осторожностью. На сварщике надета спецодежда, маска, его движения и углы обзора ограничены – при высотных работах пословица «тише едешь – дальше будешь» очень актуальна.
- Защита от возможного взрыва при работе в замкнутом пространстве (металлической цистерне и т.
Берегите себя – безалаберность может стать причиной серьезной травмы. А вот мастерство вполне совместимо с осторожностью и аккуратностью.
Спасибо за подписку!
Правила техники безопасности при выполнении ручной дуговой сварке
Во время работы со сваркой безопасность ставится на наиболее приоритетное место. Из-за нее можно даже отметить выполнение работ, если соблюдены не все правила. Ведь здесь кроется множество опасностей, которые могут нанести непоправимый вред здоровью человека, а также привести к потере оборудования и прочим неприятным вещам. К счастью, большинство причин, которые могут вызвать все эти негативные факторы, можно заранее предупредить. Для этого существует техника безопасности при ручной дуговой сварке, выполнение которой поможет сделать все максимально безопасно и при этом качественно для самого соединения металлических заготовок. Существует ряд основных требований, которые касаются подготовки места, непосредственного выполнения работ, а также уборки после всего этого.
Ведь здесь кроется множество опасностей, которые могут нанести непоправимый вред здоровью человека, а также привести к потере оборудования и прочим неприятным вещам. К счастью, большинство причин, которые могут вызвать все эти негативные факторы, можно заранее предупредить. Для этого существует техника безопасности при ручной дуговой сварке, выполнение которой поможет сделать все максимально безопасно и при этом качественно для самого соединения металлических заготовок. Существует ряд основных требований, которые касаются подготовки места, непосредственного выполнения работ, а также уборки после всего этого.
Ручная дуговая сварка
Стоит понимать, что техника безопасности при дуговой сварке написана несчастным опытом других людей, которые попадали в негативные ситуации по тем или иным причинам. По этой причине, выполнение правил важно в первую очередь для самого работника. Естественно, что за невыполнение требований предусмотрены штрафы. Это может быть как выговор или лишение премии, так и устранение от работы на некоторое время, в зависимости от серьезности нарушения.
Правила безопасности при ручной дуговой сварке являются обязательными для изучения, так как без их знания специалист не получит доступ к работе. Это касается практически всех ее разновидностей, так как в каждом случае имеются свои особенности. Контролировать выполнение должны все участники сварочного процесса, так как при пожаре или взрыве могут пострадать многие люди.
Правила и порядок
Техника безопасности при выполнении ручной дуговой сварки предполагает выполнение следующего ряда правил:
- Сварочное оборудование, а также все, что с ним связано (сварочный трансформатор, заземление, провода, клеммы и прочие элементы и узлы) должны быть полностью исправны и не иметь каких-либо дефектов. В ином случае, их категорически запрещается использовать.
- Все элементы должны быть подключены и находиться на своих местах.
- Системы безопасности, такие как прерывание высокого напряжение во время холостого хода, защита от перегревания и прочее, должны быть проверены перед началом работ.
- Во время работы необходимо использовать индивидуальные средства защиты. Сюда входит рабочая одежда из огнеупорных материалов, рукавицы, сварочная маска и прочее.
- В закрытых помещениях необходимо использовать резиновый коврик под ногами во время сваривания.
- Возле специалиста во время сварки не должно находиться ни каких посторонних вещей, особенно, горючих материалов.
- Работник не должен контактировать с зажимами и клеммами электрической цепи и оборудование должно находиться на достаточном отдалении.
- На рабочем месте не должно быть посторонних людей.
Техника безопасности при ручной дуговой сварке для сварщика начинается с подготовки рабочего места. Нужно убрать все лишнее и расчистить пространство, особенно, если приходится много передвигаться при сваривании крупных деталей. Затем нужно проверить работоспособность оборудования, заземление и прочие элементы.
Рабочее место сварщика
Меры безопасности при ручной дуговой сварке во время самого процесса достаточно просты.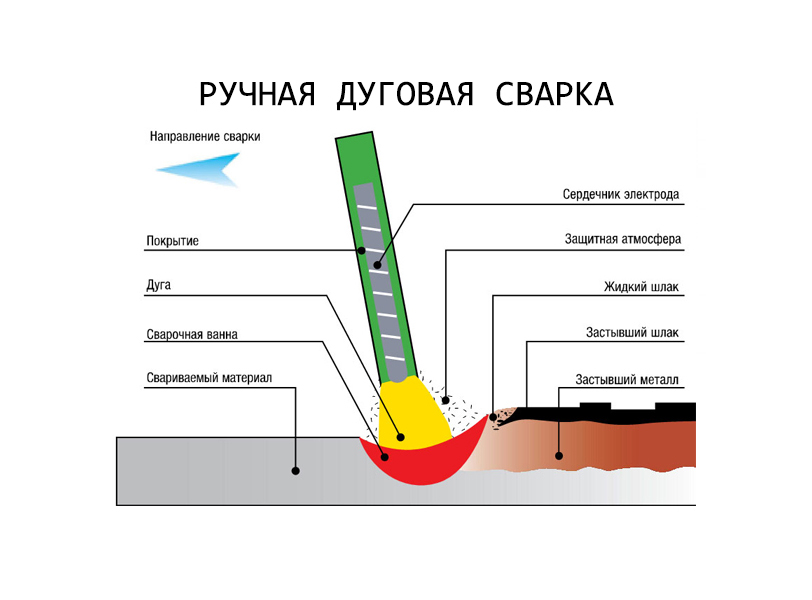 Ведь здесь преимущественно стоит заботиться о личной безопасности, чтобы не было поражения током, попадания сварки в глаза и так далее. При правильной подготовке здесь не должно возникнуть проблем. Если во время работы были обнаружены неполадки, то процесс соединения стоит сразу прекратить.
Ведь здесь преимущественно стоит заботиться о личной безопасности, чтобы не было поражения током, попадания сварки в глаза и так далее. При правильной подготовке здесь не должно возникнуть проблем. Если во время работы были обнаружены неполадки, то процесс соединения стоит сразу прекратить.
По окончании сваривания нужно отключить все электрическое оборудование и убрать рабочее место. Категорически запрещается оставлять неубранными огарки от электродов. Как только расходный материал заканчивается, остаток следует переместить в специальную емкость.
Пожаробезопасность при проведении сварочных работ
Требования безопасности при ручной дуговой сварке труб и прочих предметов непосредственно связаны с опасностью возникновения пожара. Чтобы снизить эту опасность, нужно предпринять ряд мер по ее уменьшению. Одним из первых правил является размещение места, где проводятся работы. Это должен быть первый этаж, а пожаробезопасность должна относиться к категории «Г». Отделочные и строительные материалы должны обладать уровнем огнестойкости не менее 2 степени. Запрещается делать теплопроводимые полы. На них должна быть несгораемая поверхность, которую легко можно очистить от мусора и грязи.
Запрещается делать теплопроводимые полы. На них должна быть несгораемая поверхность, которую легко можно очистить от мусора и грязи.
Если в помещении имеются деревянные конструкции, то их обшивают листами из асбеста. Легковозгораемые поверхности можно защищать при помощи специальных щитков, которыми ограждается сварочное место. Вся проводка оборудования должна быть защищена резиново-тканевыми шлангами. Горючие жидкости нельзя хранить в том же помещении, где проводятся работы, так как траектория полета искры, как и его сила, оказывается непредсказуемой.
Каждое сварочное место должно иметь средства для тушения пожара. С учетом того, что работа ведется с электрическими приборами, то это должен быть песок, порошковый или углекислотный огнетушитель и прочие средства, которые не содержат влагу. Все работники должны уметь использовать противопожарное оборудование, а также знать правила пожарной безопасности.
Электродуговая сварка: определение, применение, типы, работа
Сегодня я буду обсуждать определение, применение, типы, оборудование, работу, преимущества и недостатки электродуговой сварки.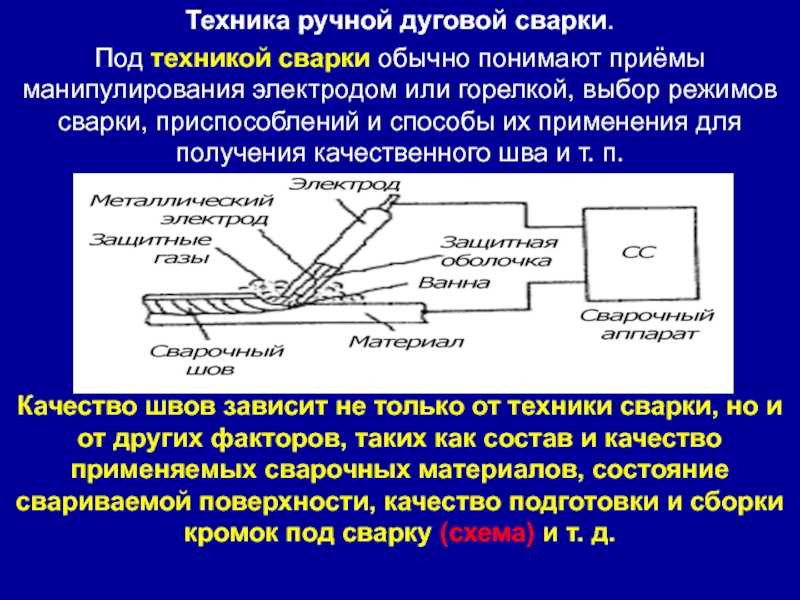
- Что такое сварка трением? – его применение, преимущества и недостатки
- Что такое процесс газовой сварки, его преимущества и недостатки?
- Что такое сварка? 11 различных типов сварочного процесса с помощью диаграммы
Содержание
- 1 Что такое электродуговая сварка?
- 1.0.1 Диаграмма электрической сварки дуги:
- 2 Электрическое оборудование для сварки дуги
- 3 Применение
- 4 Типы дуговой сварки
- 4.0.1. работа электродуговой сварки:
- 5 Преимущества и недостатки электродуговой сварки
- 5.1 Преимущества
- 5.2 Недостатки
- 5.3 Подпишитесь на нашу рассылку новостей
- 5.4 Пожалуйста, поделитесь!
Что такое электродуговая сварка?
Дуговая сварка — это процесс сварки, в котором используется электрическая дуга для создания достаточного количества тепла для плавления металла, его охлаждения и склеивания. Эта сварка плавлением использует источник переменного или постоянного тока в качестве источника тепла. Источник питания создает дугу между плавящимся или неплавящимся электродом, пропуская переменный или постоянный ток к основному материалу.
Эта сварка плавлением использует источник переменного или постоянного тока в качестве источника тепла. Источник питания создает дугу между плавящимся или неплавящимся электродом, пропуская переменный или постоянный ток к основному материалу.
Другими словами, это тип сварочного процесса, в котором используется сварочный источник питания для создания электрической дуги между металлическим стержнем (электродом) и основным металлом. Он плавит металлы в месте контакта. Сварщики могут выбирать и стабильно использовать постоянный или переменный ток и плавящийся или неплавящийся электрод в зависимости от учитываемых факторов.
Подробнее: Понимание газовой сварки
Дуговая сварка была впервые разработана в конце 19 года 9 0063 года.0064 в., использовавшийся в судостроении во время Второй мировой войны. Сегодня этот процесс становится одним из самых быстрых и распространенных сварочных процессов в производственных компаниях.
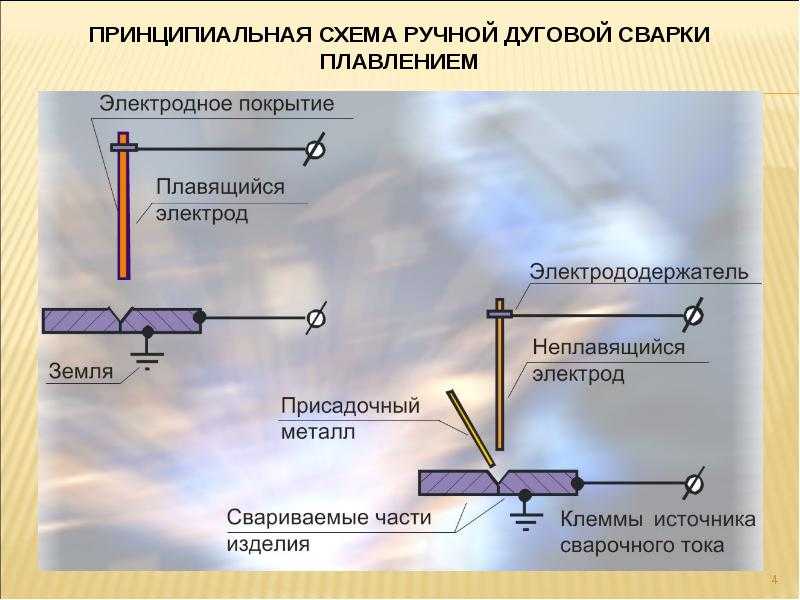
Схема электродуговой сварки:
Оборудование для дуговой сварки
Оборудование для дуговой сварки в основном включает в себя машину переменного тока или машину постоянного тока, электрод, держатель для электрода, кабели, разъемы для кабеля, заземляющие зажимы , Отбойный молоток, Шлем, Проволочная щетка, Перчатки, Защитные очки, рукава, Фартуки и т. д.
д.
Подробнее: Различные типы оборудования, используемого для дуговой сварки
Области применения
Сегодня дуговая сварка широко используется во многих областях, поскольку она бывает разных типов. Ниже приведены области применения дуговой сварки;
- Судостроение
- Строительство
- Автомобильная промышленность
- Машиностроение.
Вот некоторые другие области применения дуговой сварки
- Аэрокосмическая промышленность использует дуговую сварку вольфрамовым электродом во многих областях соединения, особенно при сварке листового металла
- Большинство производственных отраслей используют GTAW для сварки тонких заготовок, особенно цветных металлов
- Дуговая сварка широко используется в производстве космических аппаратов
- Используется для сварки деталей тонкостенных труб малого диаметра, что делает его применимым в велосипедной промышленности.
- Типы дуговой сварки GTAW используются для изготовления гаек или сварки первого прохода для трубопроводов различных размеров
- Используется для ремонта инструментов или штампов, в основном деталей из алюминия и магния Сварные швы
- GTAW обладают высокой устойчивостью к коррозии и растрескиванию в течение длительного периода времени, он используется там, где необходимы эти качества.

Подробнее: Электрошлаковая сварка
Типы дуговой сварки
Различные типы дуговой сварки включают:
- Плазменно-дуговая сварка
- Дуговая сварка металлом
- Дуговая сварка углеродом
- Газовая вольфрамовая дуговая сварка
- Дуговая сварка металлическим газом
- Дуговая сварка под флюсом
- SMAW – Дуговая сварка в защитном металле
- FCAW (дуговая сварка порошковой проволокой)
- ЭШС (электрошлаковая сварка)
- Дуговая сварка шпилек
Хотя существуют и другие необычные типы дуговой сварки, перечисленные выше являются распространенными типами.
Подробнее: Различные типы электродуговой сварки
Посмотрите видео ниже, чтобы узнать о работе электродуговой сварки:
Подробнее: Понимание дуговой сварки в среде защитного газа (SMAW)
Преимущества и недостатки электродуговой сварки
Преимущества
Дуговая сварка имеет большие преимущества по сравнению со многими другими способами сварки. Некоторые преимущества дуговой сварки включают:
Некоторые преимущества дуговой сварки включают:
- Сварочное оборудование является портативным, что упрощает его транспортировку для выполнения работ вне помещений
- Может сваривать пористые и грязные металлы
- Его оборудование недорогое
- Это быстрый процесс сварки по сравнению с другими
- Может работать во время ветра или дождя
- Обеспечивает прочное соединение
- Шарики для дуговой сварки можно использовать для создания рисунков на тонких металлах
- Его источник питания можно использовать там, где есть электричество, а в качестве альтернативы можно использовать, если нет электричества, кроме генератора.
Подробнее: Что такое дуговая сварка под флюсом
Недостатки
- Увеличение стоимости проекта, поскольку потери в процессе неизбежны
- Для работы требуется хорошо обученный и умелый оператор
- Не все тонкие металлы можно сваривать дуговой сваркой
Это все для этой статьи, где обсуждаются определение, схема, области применения, оборудование, типы, работа, преимущества и недостатки электродуговой сварки. Я надеюсь, что вы получили много от чтения, если это так, пожалуйста, поделитесь с другими студентами. Спасибо за чтение, увидимся в следующий раз!
Я надеюсь, что вы получили много от чтения, если это так, пожалуйста, поделитесь с другими студентами. Спасибо за чтение, увидимся в следующий раз!
Присоединяйтесь к нашему информационному бюллетеню
Основные принципы, конструкция, работа и применение
Концепция сварки восходит к древним временам, когда основным процессом было соединение двух металлических деталей. С развитием техники совершенствовались и технологии сварки. В первые дни 19В -м -м веке произошла великая революция в области сварки и использования тепловых ресурсов для процесса сварки. В частности, технологии сварки приобрели известность во время требований к сварке во время Первой и Второй мировых войн. И в основном электродуговая сварка является одним из методов сварки, используемых во многих отраслях промышленности. Поскольку металлы в этом процессе соединяются с помощью электричества, его назвали электродуговой сваркой. Итак, в этой статье обсуждается это понятие и каковы другие его понятия?
Что такое дуговая сварка?
Определение: Это разновидность сварки плавлением, при которой тепло, необходимое для соединения металлов, получают от электрической дуги, которая помещается между электродом и основным металлом. Электрическая дуга возникает, когда два проводника находятся на расстоянии 2-4 мм друг от друга, что обеспечивает непрерывность прохождения тока по всему воздуху. Электрическая дуга создает температуру в диапазоне от 4000 0 C до 6000 0 C.
Электрическая дуга возникает, когда два проводника находятся на расстоянии 2-4 мм друг от друга, что обеспечивает непрерывность прохождения тока по всему воздуху. Электрическая дуга создает температуру в диапазоне от 4000 0 C до 6000 0 C.
В данном случае металлический электрод используется для подачи присадочных элементов, и может использоваться либо электрод без покрытия, либо электрод с флюсовым покрытием. Электродуговая сварка может выполняться как с источниками переменного, так и постоянного тока. Понижающий трансформатор используется для подачи переменного тока, а генератор обеспечивает подачу постоянного тока.
Базовую схему электродуговой сварки можно представить следующим образом:
Электродуговая сварка
Электродуговое оборудование
Для соединения металлов посредством электродуговой сварки необходимо следующее оборудование.
Аппарат переменного или постоянного тока
Эта процедура сварки может выполняться с использованием источника постоянного или переменного тока. В зависимости от типа сварки диапазон напряжения составляет от 15 до 45 вольт, а диапазон тока составляет от 30 до 600 ампер. И текущий диапазон выбирается на основе толщины материала и выбранного процесса. Обычно такие источники, как двигатели и нагреватели, работают при постоянном токе и напряжении, но при дуговой сварке эти параметры будут варьироваться. Поведение самой процедуры сварки выражается в регулярных коротких замыканиях.
В зависимости от типа сварки диапазон напряжения составляет от 15 до 45 вольт, а диапазон тока составляет от 30 до 600 ампер. И текущий диапазон выбирается на основе толщины материала и выбранного процесса. Обычно такие источники, как двигатели и нагреватели, работают при постоянном токе и напряжении, но при дуговой сварке эти параметры будут варьироваться. Поведение самой процедуры сварки выражается в регулярных коротких замыканиях.
Электрод
Это присадочный металл, который используется в качестве вывода электрического тока для создания электрической дуги. Этот присадочный металл может быть использован как в виде прутка, так и в виде проволоки. Эти электроды подразделяются на нерасходуемые и расходуемые. По составу плавящийся аналогичен металлу и при расплавлении становится элементом сварного шва.
Тогда как неплавящийся может быть изготовлен из вольфрама, углерода или графита, где эти материалы не плавятся во время работы.
Отбойный молоток
Этот инструмент используется для удаления любого вида брызг и шлака.
Проволочная щетка
Это разновидность чистящего оборудования, которое используется для удаления частиц отходов, оксидов и шлака.
Другое необходимое оборудование:
- Заземляющие зажимы
- Кабели
- Защита очков
- Перчатки
Принцип электродуговой сварки
Основной принцип этой процедуры сварки заключается в том, что между угольным электродом и металлом возникает электрическая дуга, поддерживающая напряжение около 35-40 вольт. А в промежутке между металлическим электродом и металлом напряжение поддерживается на уровне 15-40 вольт. Генерируемая электрическая дуга связана с теплом и ярким светом по всей длине, и, исходя из этих параметров, температура дуговой сварки варьируется в диапазоне 5000°С.0063 0 C к 5500 0 C.
Процесс
Процесс электрической дуговой сварки , как показано ниже
Здесь одна сторона электрической цепи, которая является анодом, подключена к работе, которая должна быть сваривается, а другая сторона соединяется с металлическим электродом, где другая сторона является катодом. Когда есть оптимальное расстояние между Анодом и Катодом и когда есть циркуляция энергии, будет генерация электронов на стороне катода. Эти электроны будут двигаться к аноду, и когда электроны сталкиваются с анодом, кинетическая энергия преобразуется в тепловую энергию. Так происходит выделение тепла.
Когда есть оптимальное расстояние между Анодом и Катодом и когда есть циркуляция энергии, будет генерация электронов на стороне катода. Эти электроны будут двигаться к аноду, и когда электроны сталкиваются с анодом, кинетическая энергия преобразуется в тепловую энергию. Так происходит выделение тепла.
В то же время на аноде будут генерироваться положительные ионы, которые будут двигаться к катоду, а при столкновении положительных ионов с катодом кинетическая энергия преобразуется в тепловую энергию. Таким образом, происходит выделение тепла и на катоде.
Типы дуговой сварки
Поскольку сварка является наилучшим способом соединения металлов, существует множество видов электродуговой сварки. Основными видами сварки являются MIG, TIG и дуговая сварка.
Сварка MIG
Это один из способов сварки, в основном используемый для сварки стали. Он в основном состоит из плавления рабочей нагрузки с металлом. Это называется довольно аккуратной процедурой, поскольку во время сварки образуется небольшое количество отходов. Сварщики могут быть вовлечены в процесс сварки в течение длительного времени, когда необходимы только ограниченные остановки и пуски. В качестве защитного газа здесь используется либо аргон в составе CO 2 или O 2 , либо только аргон. Но недостатком, который есть у сварки МИГ, является то, что несколько сложно генерировать электрическую дугу, к тому же сварные швы сильно окисляются.
Сварщики могут быть вовлечены в процесс сварки в течение длительного времени, когда необходимы только ограниченные остановки и пуски. В качестве защитного газа здесь используется либо аргон в составе CO 2 или O 2 , либо только аргон. Но недостатком, который есть у сварки МИГ, является то, что несколько сложно генерировать электрическую дугу, к тому же сварные швы сильно окисляются.
MIG-сварка
Сварка ВИГ
ВИГ также определяется как сварка вольфрамовым электродом в среде защитного газа. Это наиболее распространенный метод электродуговой сварки при работе с такими сплавами, как титан, магний, медь, алюминий и никель. Этот процесс может осуществляться как в присутствии, так и в отсутствие наполнителя. Сварщиков можно привлекать только на меньший период сварки, потому что будет больше тепловыделения. Это называется довольно аккуратной процедурой, поскольку во время сварки образуется небольшое количество отходов. В качестве защитного газа здесь используется либо аргон, состоящий из H 2 или He 2 или только аргон.
Сварка вольфрамовым электродом
Сварка электродом
Сварка электродом также называется дуговой сваркой в защитном металле. Это используется в основном в случаях трубопроводов, тракторов, наружных работ, металлических изделий и мостов. В основном наружные применения предпочтительнее для электродуговой сварки, поскольку дождь не нарушает целостность сварки. Точная сварка стержнем кажется сложной и в основном предлагается только для опытных сварщиков.
дуговая сварка
Преимущества и недостатки
Преимущества и недостатки электродуговой сварки можно сформулировать следующим образом:
Преимущества
- Электродуговая сварка имеет высокую скорость работы при хорошей производительности сварки
- Легко переносимый
- Этот процесс состоит из простого оборудования, что делает его экономически эффективным
- Обеспечивает постоянное качество и эффективность сварки
- Обеспечивает отличные условия для сварки
- Мощность, необходимая для генерации электрической дуги, стоит недорого
- Сварочный шов между металлами такой прочный
- Считается быстрой и стабильной процедурой
- Сварщики могут использовать обычный бытовой ток
Недостатки
- Для выполнения дуговой сварки в основном требуются опытные сварщики
- Скорость осаждения может быть несовершенной, если покрытие электрода приводит к выделению тепла и снижению
- Длина электрода составляет почти 35 мм и требует переключения электродов на протяжении всей производительности.

Применение электродуговой сварки
Поскольку существует много типов процедур электродуговой сварки, в целом их применение можно определить следующим образом:
- Применяется при сварке листового металла
- При производстве стали и сосудов под давлением
- Работа в сфере домашней мебели и автомобилестроения
- Используется в аэрокосмической и авиационной промышленности
- Используется для восстановления кузова автомобиля
- Судостроение
- Внедрено на железных дорогах
- Разработка промышленных трубопроводов
- Для сварки черных, цветных и тонких металлов
Часто задаваемые вопросы
1). Насколько горяча сварочная дуга?
Теплота сварочной дуги варьируется в диапазоне от 3000 0 C до 20000 0 C.
2). Какой ток нужен для дуговой сварки?
Как правило, ток, необходимый для сварки, составляет 80 ампер, а в случае точечной сварки требуется около 12 000 ампер.
3). Как возникает электрическая дуга?
Тепло, необходимое для сварки металлов, вырабатывается электрической дугой.
4). Насколько опасна сварка?
Ожоги от сварки при вдыхании могут вызвать опасные проблемы со здоровьем. Кратковременное воздействие может вызвать сухость глаз, инфекцию горла. В то время как длительное воздействие приводит к проблемам с мочевыводящими путями, раку легких и другим заболеваниям.
5). Какая сварка самая прочная?
Сварка ВИГ считается самым прочным сварочным процессом по сравнению со сваркой МИГ.
Таким образом, технология сварки является обширной областью, в которой продолжается развитие, и в этой области появилось много достижений и тенденций. Итак, узнайте, какие существуют другие виды электродуговой сварки и как они используются в промышленности?
Оборудование, работа, преимущества и многое другое [PDF]
Актуальные темы
Это процесс соединения двух или более одинаковых или разнородных металлов с применением или без применения тепла, с приложением или без применения давления, с или без применения наполнителя.
Этот процесс сварки широко используется для изготовления соединения двух или более деталей и процесса ремонта в промышленности.
Некоторые из применений сварки включают изготовление кузовов автомобилей, кораблей, сосудов под давлением, сварных труб, мостов, герметизацию взрывчатых веществ и т. д. , называемый процессом электродуговой сварки.
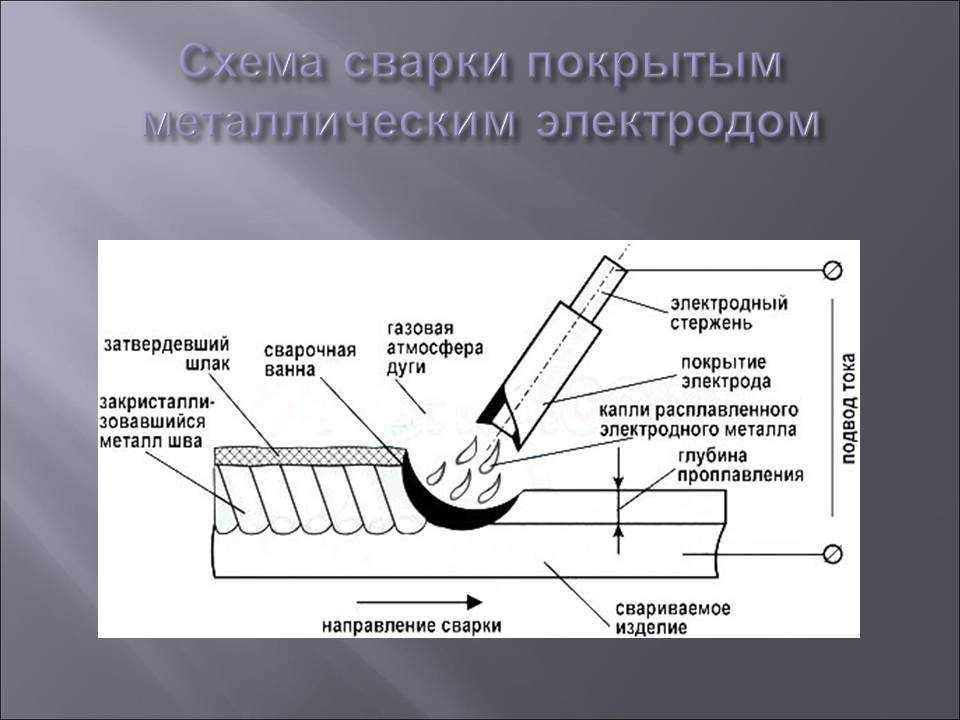
Плавка металлов электрической дугой является одним из важнейших процессов в промышленности. Это обычно называется дуговой сваркой или SMAW ( Дуговая сварка в защитном металле ).
Части электрической дуговой сварки:
Электрическое оборудование процесса сварки сварки дуговой сварки, как правило, состоит из следующих деталей:
- Источник сварки дуговой сварки
- Сварные электроды
- . Отбойный молоток
- Проволочная щетка
- Защитная одежда
1. Источник питания для дуговой сварки: 9 шт.
 0151
0151- Для электродуговой сварки используются как постоянный (DC), так и переменный ток (AC), каждый из которых имеет свои особенности применения.
- Для питания при сварке переменным током трансформаторы используются преимущественно почти во всех процессах дуговой сварки
- Питание при сварке постоянным током обычно получают от генераторов, приводимых в действие электродвигателями сварочное напряжение нормально разомкнутой цепи (50-90 вольт) с помощью понижающего трансформатора.
2. Держатель электрода:
- Держатель электрода используется для удерживания электрода вручную.
- Электрод представляет собой кусок проволоки или стержень из металла или сплава с покрытием или без него.
- Электрод может генерировать дугу в желаемом месте сварки между электродом и заготовкой.
- Сварочные кабели необходимы для передачи тока от источника питания к различным частям оборудования для дуговой сварки, т.
 е. к электроду, дуге, заготовке и обратно к источнику сварочного тока.
е. к электроду, дуге, заготовке и обратно к источнику сварочного тока. - Это изолированные медные или алюминиевые кабели.
5. Экран для рук
- Экран для рук используется для защиты глаз во время дуговой сварки.
6. Отбойный молоток
- Используется для удаления шлака из зоны сварного шва.
7. Проволочная щетка
- Проволочная щетка обычно используется для очистки поверхности до и после процесса сварки.
8. Защитная одежда
- Оператор носит защитную одежду, такую как фартук, чтобы защитить тело от воздействия прямого тепла.
- Всегда надевайте перчатки, прежде чем прикасаться к любому предмету в мастерской.
Принцип работы электродуговой сварки:
- Свариваемое изделие подключается к одной стороне электрической цепи (анод), а металлический электрод подключается к другой стороне (катод).
- При подаче питания и сохранении оптимального зазора между катодом и анодом на катоде будут генерироваться отрицательно заряженные электроны с очень высокой скоростью.

- Они будут притягиваться к аноду и двигаться к нему. Когда эти отрицательно заряженные электроны с очень высокой скоростью сталкиваются с анодом, кинетическая энергия электронов преобразуется в тепловую энергию. Следовательно, выделение тепла происходит на аноде.
- Одновременно на аноде также будут генерироваться положительно заряженные ионы, которые притягиваются катодом и движутся к катоду.
- Когда эти высокоскоростные ионы сталкиваются с катодом, кинетическая энергия ионов преобразуется в тепловую энергию.
- Следовательно, тепловыделение происходит и на катоде.
- Соотношение тепловыделения между катодом и анодом указано ниже.
- Тепловыделение катода: анода = 2:1
Зона искры в процессе электродуговой сварки:
- Во время потока электронов и ионов некоторые из них могут столкнуться на пути, так что кинетическая энергия обоими элементами преобразуется в тепловую энергию.
- Самопроизвольное высвобождение тепловой энергии вызовет искрение, а в зоне искры возникнут очень высокие температуры, около 5000°C-6000°C.

- Эта высокотемпературная зона испускает ультрафиолетовые лучи. Следовательно, зону процесса электродуговой сварки следует видеть только через защитные очки для защиты человеческого глаза.
- В DCSP из-за более высокого тепла, выделяемого в заготовке, металлы с высокой температурой плавления и листы большей толщины могут быть сварены очень легко, а глубина провара также выше.
- Из-за меньшего количества тепла, выделяемого на электроде, скорость плавления электрода низкая, наплавка низкая, поэтому возможна высокая скорость сварки.
- В DCRP из-за меньшего количества тепла, выделяемого в заготовке, можно соединять только металлы с низкой температурой плавления и листы меньшей толщины, а глубина проплавления также мала.
- В то время как в случае электрода, из-за более высокого тепла, выделяемого на электроде, скорость плавления электрода высока, скорость осаждения высока.
 Следовательно, возможны более высокие скорости сварки.
Следовательно, возможны более высокие скорости сварки. - В АКУТ тепловыделение 1:1. Следовательно, это может использоваться для средних условий, и глубина проникновения также является средней.
Время восстановления дуги и характеристики дуги в процессе электродуговой сварки:
Время, необходимое для установления дуги между электродом и заготовкой, называется временем восстановления дуги. В этой статье основное внимание уделяется времени восстановления дуги и характеристикам дуги в процессе электродуговой сварки, что подробно описано ниже.
Объяснение времени восстановления дуги:
- Создание дуги означает установление потока электронов и ионов в соответствующих направлениях.
- При дуговой сварке постоянным током, поскольку клеммы фиксированы, какое бы ни было время восстановления дуги, это не оказывает никакого влияния на операцию сварки.
- В то время как при дуговой сварке на переменном токе из-за того, что клеммы постоянно меняются, время восстановления дуги должно быть меньше, чем время цикла (C.
 T).
T).
Но для эффективной дуговой сварки время восстановления дуги (ART) должно быть меньше половины времени цикла, т. е. ART < (C.T/2)
- Время восстановления дуги можно уменьшить, увеличив напряжение источника питания, т. е. за счет увеличения напряжения источника питания время реакции образования электронов и ионов будет уменьшено.
Если V≅ 30 В, то
ART≅ (C.T/2)
Это означает, что при увеличении напряжения (V) уменьшается ART.
Макс. Напряжение ≤70 В, т.е. напряжение {30 В, 70 В}
- Диапазон напряжения, используемый при дуговой сварке переменным током, составляет (30–70 В)
Условия стабильного равновесия процесса электродуговой сварки:
- Для обеспечения
- Чтобы обеспечить вышеуказанные условия, энергия, подаваемая с использованием блока питания, контролируется с помощью настроек напряжения и тока источника питания, тогда как использование энергии в точке дуги контролируется с помощью ДЛИНЫ ДУГИ.
- Следовательно, для стабильного равновесного состояния необходимо определить оптимальную длину дуги и оптимальные настройки источника питания или) Максимальное напряжение в 2°
Is – Ток короткого замыкания (или) Макс. ток, который можно пропустить через обмотки 2°.
Rs – Сопротивление обмоток 2°
Сопротивление обмоток 2° = Vo/Is
где
В = Vo-Vdrop
=Vo-2 Vo-0 3 9000 ({Vo/Is}*I)
Объяснение характеристик дуги:
Как упоминалось выше,
- L — длина дуги
- I — ток
- Is — ток короткого замыкания.
Если L =0, I=Is, Rair =0
L=большой,I=0,Rair=∞
тогда,
Vair = I*Rair
т.
 ,b — константы.
,b — константы.При стабильном равновесном состоянии напряжение в источнике питания = напряжению в точке дуги
т.е. Vp =Va⇒Va = Vp Is}*I] =Vo-a-bL
I = {Is/Vo}*(Vo-a-bL)
Поскольку мощность P = V*I
=(a+bL)*{Is/Vo }*(Vo-a-bL)
Для минимального источника питания вычислите приведенное выше уравнение относительно длины (L) и приравняйте к нулю. Тогда вы можете получить уравнение с точки зрения ДЛИНА ДУГИ (L)
Это подробное объяснение времени восстановления дуги и характеристик дуги процесса сварки. Если вам нравится этот пост, поделитесь им со всем миром, чтобы он мог дойти до многих.
Спецификация электрода E-7018X:Электрод играет жизненно важную роль в процессе сварки. Без электродов также присутствуют многие сварочные процессы, которые используются в высокотехнологичных приложениях. В этой статье я подробно расскажу о характеристиках электрода E-7018X. Спецификация электрода является обязательной для любого процесса сварки, и спецификация электрода E-7018X выглядит следующим образом.

- Электрод E -7018X стоит для E -Электрод
- 70 -Как прочный электрод при сварке
- 1 -В каких сварных позициях можно использовать
- 8 -индич. ,текущие типы,проникновение
- X -указывает на наличие дополнительных требований.
Особенности электрода E-7018X:
- Они ( E-7018X ) представляют собой стальные стержни с низким водородным флюсовым покрытием и высоким пределом прочности при растяжении 70000 фунтов на квадратный дюйм.
- Они часто используются при сборке конструкционной стали, используемой в строительной отрасли.
- Эти электроды называются электродами с низким содержанием водорода, поскольку при каждой попытке снизить содержание водорода эти электроды необходимо хранить в печи при температуре от (250 до 300) градусов по Фаренгейту.
Это полное объяснение Электродуговая сварка .
- Стабильные равновесные условия процесса дуговой сварки и оборудования для дуговой сварки, независимо от того, какая энергия подводится с помощью блока питания, должна использоваться только в точке дуги.
