Проволочно вырезные станки электроэрозионные: Электроэрозионные проволочно-вырезные станки с ЧПУ Electronica купить в “Пумори-инжиниринг инвест”, технические характеристики моделей, цены
alexxlab | 03.03.2023 | 0 | Разное
Проволочно-вырезной электроэрозионный станок DK 7750 – цена, отзывы, характеристики с фото, инструкция, видео
Электроэрозионный проволочно-вырезной электроэрозионный станок DK 7750 предназначен для изготовления инструмента, деталей машин, ювелирных изделий, штампов и т.д. Позволяет обрабатывать детали из закаленной стали, высокопрочных композитных сплавов, титана, графита и т.д. Главное условие – материал должен быть электропроводным.
Электроэрозионные станки серии DK77 – это проволочно-вырезные станки с ЧПУ многопроходного типа. Отличительной особенностью данных станков от однопроходных проволочно-вырезных станков с ЧПУ является то, что генератор переключает режимы обработки автоматически, получая команды от ЧПУ, а не путем переключения механические переключателей.
Кроме того, в качестве направляющих рабочих столов на многопроходных эрозионных станках DK77 установлены линейные направляющие качения, в то время как на однопроходных проволочно-вырезных станках установлена комбинация направляющих скольжения типа «ласточкин хвост» с прямоугольными направляющими.
Благодаря возможности изменять параметры обработки путем передачи управляющих команд от системы ЧПУ на генератор, не прерывая процесс электроэрозионной обработки, на проволочно-вырезных станках с ЧПУ серии DK77 реализована функция многопроходного реза:
- На первом проходе электроэрозионного реза станок производит непосредственный рез с припуском на дальнейшую чистовую обработку (последующие проходы) для получения меньшей шероховатости поверхности. В случае реза детали типа пуансон оставляют перемычку, не завершая рез до конца прохода, чтобы пуансон не выпал.
- На втором проходе электроэрозионного реза происходит перемещение траектории контура реза на заданную эквидистанту (типовое значение 0,02 мм), система ЧПУ электроэрозионного станка изменяет режимы электроэрозионной обработки на более мягкие и происходит «подчистка» обрабатываемой поверхности после предыдущего прохода. Таким же образом, можно производить и ещё ряд проходов электроэрозионного реза, добиваясь лучшей чистоты обработки.


Схема обработки
Особенности
- Несущая нагрузка на стол выше в среднем на 23% по сравнению с другими производителями эрозионных станков с молибденовой проволокой
- Барабан перемотики проволоки, изготовленный из специальной нержавеющей стали, работающий вместе с инвертором «Shihlin» (Тайвань), позволяет увеличить стойкость молибденовой проволоки за счет плавной и равномерной намотки, оптимальной силы натяжения, мягкости разгона торможения
- Многопроходная обработка для достижения шероховатости поверхности Ra 1,2-1,5 мкм
- Возможность использования молибденовой и вольфрамовой проволоки
- Точность обработки ±0,007 мм
- Симметричная конструкция осей UV относительно XY в отличие от С-образной конструкции обеспечивает равномерное натяжение проволоки и минимальный путь её прохождения до барабана намотки, отсутствие рывков при проходе обеспечивают высокую точность обработки (±0,007 мм) и увеличения стойкости проволоки
- Максимальный угол обработки ±15° при высоте детали 100 мм (опция).
- Высота обработки до 500 мм (опция).
- Встроенная в ЧПУ CAM/CAD система на базе AUTOCAD 2002
- ЧПУ на базе надежной и эффективной Windows XP

| Характеристика | Значение |
|---|---|
| Перемещение рабочего стола X x Y, мм | 500 x 630 |
| Рабочий стол, мм | 600 x 900 |
| Максимальная толщина резания, мм | 300 (500 – опция) |
| Максимальный угол наклона проволоки | ±3° / 100 мм (±30° / 100 мм – опция) |
| Максимальная нагрузка на стол, кг | 800 |
| Максимальная производительность, мм²/мин | 160 |
| Наилучшая шероховатость поверхности, мкм | Ra 2,5 – при однопроходной обработке Ra 1,2 … 1,5 – при многопроходной обработке |
| Диаметр проволоки, мм | Ø 0,12-0,25 |
| Максимальный рабочий ток, А | 6 |
| Общая потребляемая мощность, кВт | 2 |
| Точность обработки, мм | не хуже ±0,007 |
| Габаритные размеры | |
| ДхШхВ, мм | 1800x1300x1700 |
| Масса DK 7750 , кг | 2300 |
Стандартная комплектация
- ЧПУ на базе Windows XP
- Встроенная CAD/CAM система на основе «AUTOCAD»
- Инвертор системы перемотки проволоки производства Shihlin (Тайвань)
- Высокоточные линейные направляющие HIWIN (Тайвань)
- Высокоточные ШВП
- LCD монитор
- Преобразователь Shihlin (Тайвань)
- Централизованная система смазки
- Бак для воды
- Насос с комплектом кабелей
- Сопла
- Силовой кабель
- Узел натяжения и перемотки проволоки
- Моторизированное перемещение по оси Z
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Электроэрозионные проволочно вырезные станки серии Dk77
Преимущества электроэрозионных станков струйного типа:
- Прецизионная обработка любых токопроводящих материалов
- Низкая себестоимость обработки
- Быстрая окупаемость оборудования
- Отсутствие потребности в дополнительных оснастках
- Обработка крупногабаритных заготовок
Для изготовления чего используется:
- Матриц
- Пуансонов
- Штампов
- Литьевых форм
- Шестерен
- Крыльчаток
- Шпоночных пазов
- Нарезания зуба
- Обрезки по контуру изделия
На что следует обращать внимание при выборе?
Особенности установок
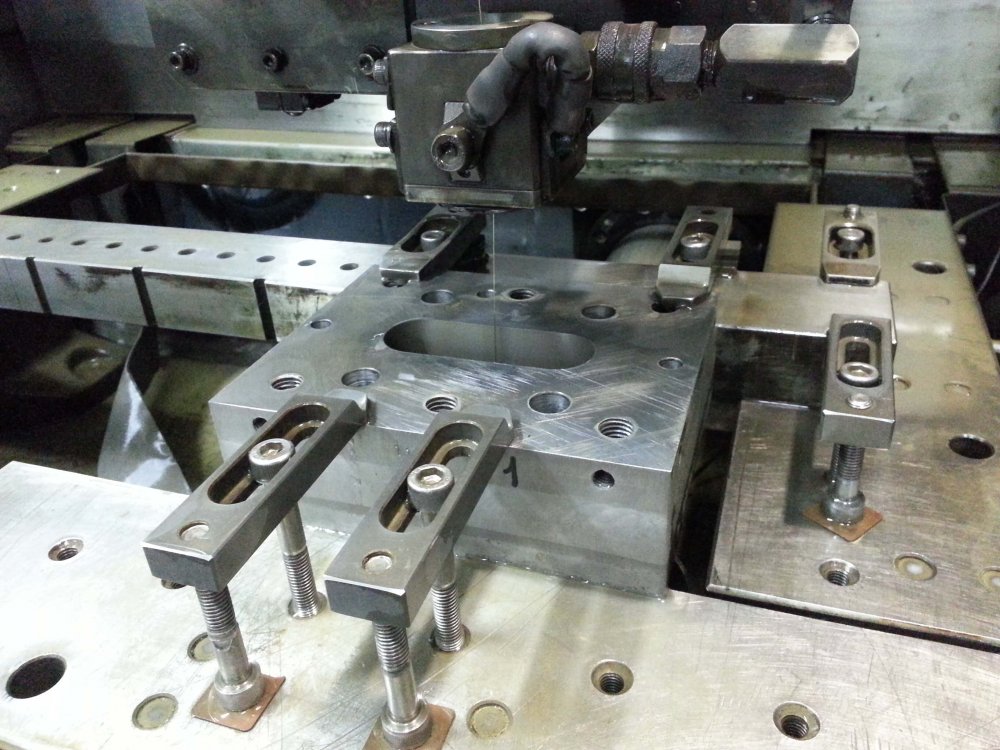
Основным инструментом выступает натянутая проволока, выступающая в роли одного из электродов, вторым является сама заготовка. Подаваемые от специального генератора импульсы высокой частоты регулируются согласно условиям выполняемой задачи и установленным параметрам обработки. Проволочно вырезные станки DK77 способны работать с заготовками различной толщины. Перемещение детали, контролируемое автоматикой, происходит согласно заложенной оператором программе. Полярность позволяет обрабатывать детали с минимальным расходом. Представленное оборудование эффективно, надёжно и экономично.
Подаваемые от специального генератора импульсы высокой частоты регулируются согласно условиям выполняемой задачи и установленным параметрам обработки. Проволочно вырезные станки DK77 способны работать с заготовками различной толщины. Перемещение детали, контролируемое автоматикой, происходит согласно заложенной оператором программе. Полярность позволяет обрабатывать детали с минимальным расходом. Представленное оборудование эффективно, надёжно и экономично.
Все наши станки многопроходные.
Демонстрация работы проволочного станка
Обработка металла на наших станках
Хотя в настоящее время появилось множество методик и принципов обработки металла, далеко не все они
отличаются универсальностью. Ещё меньше методов доступны для широкого пользования из-за высокой
стоимости специализированных агрегатов и инструментов.
Особенности воздействия позволяют варьировать скорость и точность, определяя тем самым производительность и качество обработки. Широчайшие возможности настройки в совокупности с тщательно отлаженной и прекрасно зарекомендовавшей себя схемой воздействия уже сделали соответствующие установки чрезвычайно востребованными в сегменте изготовления сложных объёмных компонентов с криволинейными поверхностями. Товар не только доступен по цене, но и недорог в эксплуатации. Что существенно повышает рентабельность его использования. Системы электронного контроля позволяют последовательно изготавливать самые мелкие и сложные детали.
Наши преимущества
На рынке с 2006 года
Работаем по всей Росии
Собственное производство
Сервисное обслуживание
Гибкая ценовая политика
Прямые поставки из Китая и Тайваня
Сотрудничаем с ведущими компаниями
в Росии и зарубежом
Занимаемся разработкой
высокотехнологичного оборудования
Всегда вниличии расходные материалы
и запасные части
Индивидуальный подход к клиенту
Устройство проволочно-вырезного станка
Гибкость применения оборудования основана на современных системах позиционирования токопроводящей проволоки. Рабочий инструмент натягивается между базовой нижней и верхней направляющими. Равномерная перемотка обеспечивается приводным валом с подключённым электромотором. Направляющие изготавливаются из материалов с повышенной износоустойчивостью, в частности, из алмаза или сапфира. Рабочий инструмент многократного использования закольцован и меняется только в случае разрыва или перед большим объёмом работ. Элементы тракта изолированы и защищены от пробоя на корпус. Промывочная циркуляционная система направляет специализированный электролит с заданными характеристиками электропроводности в зазор между проволокой и обрабатываемой деталью. Продукты горения и плавления заготовки отделяются фильтрами СОЖ, после чего состав снова направляется в работу перекачивающими компонентами. Ключевым элементом является генератор технологического тока, обеспечивающий формирование напряжения с заданными характеристиками мощности и частоты. Современные станки управляются электронными компонентами под программным числовым управлением, а информативные экраны составляют основу системы индикации.
Рабочий инструмент натягивается между базовой нижней и верхней направляющими. Равномерная перемотка обеспечивается приводным валом с подключённым электромотором. Направляющие изготавливаются из материалов с повышенной износоустойчивостью, в частности, из алмаза или сапфира. Рабочий инструмент многократного использования закольцован и меняется только в случае разрыва или перед большим объёмом работ. Элементы тракта изолированы и защищены от пробоя на корпус. Промывочная циркуляционная система направляет специализированный электролит с заданными характеристиками электропроводности в зазор между проволокой и обрабатываемой деталью. Продукты горения и плавления заготовки отделяются фильтрами СОЖ, после чего состав снова направляется в работу перекачивающими компонентами. Ключевым элементом является генератор технологического тока, обеспечивающий формирование напряжения с заданными характеристиками мощности и частоты. Современные станки управляются электронными компонентами под программным числовым управлением, а информативные экраны составляют основу системы индикации.
Вы связываетесь с нами удобным способом
Мы подбираем для Вас оборудование
Заключаем с Вами договор
Вы оплачиваете товар
Доставка, монтаж,пуско-наладочные работы
Постгарантийное обслуживание
Нaши клиенты
ОАО «ВАТИ»
ОАО «ФРИТЕКС»
ООО «Европрофиль»
ООО «ИМЗ»
ООО «ЭФТ»
Уралати
Вам также может быть интересно
Все об электроэрозионной обработке: определение, применение и материалы
ResourcesMachining DesignВсе об электроэрозионной обработке: определение, применение и материалы
Узнайте больше об этой технологии и о том, как она используется в производстве.
от команды Xometry
13 сентября 2022 г.
9 мин. Читать
Недавние истории
Комплексное руководство по лазерной испарительной резки
13 января 2023
11 мин.0003
Нейлон против ацетала: различия в материалах и сравнения
13 января 2023
8 мин. Читать
Читать
Руководство по резки кислородно -топлива
13 января 2023
как метод обработки возник в результате работы двух инженеров в Советском Союзе в 1943 году. Они разработали простую электроэрозионную машину, которая могла точно разъедать труднообрабатываемые материалы, такие как вольфрам, с помощью разрядов от простой цепи резистор-конденсатор. Их разработка машин вызвала ряд инноваций в течение следующих 20 с лишним лет.
Примерно в то же время в США также разрабатывалась электроэрозионная машина для удаления сломанных болтов и метчиков из алюминиевых отливок. Эта первоначальная машина могла производить дугу со скоростью 60 разрядов в секунду. Более поздние версии, использующие генерацию импульсов на электронных лампах, могли делать несколько тысяч дуг в секунду, что приводило к практической скорости обработки.
Последующее развитие искровой обработки с использованием постоянно подаваемой проволоки в качестве исходного электрода привело к процессу, который мы теперь называем электроэрозионной обработкой проволоки. После длительных экспериментов по преобразованию мельниц с перфокартами в электроэрозионные станки в Советском Союзе в 1919 году была разработана успешная проволочная электроэрозионная машина.67. К 1980-м годам электроэрозионная обработка (ЭЭО) могла функционировать со скоростью 64 мм2/мин, что привело к появлению жизнеспособного альтернативного метода обработки труднообрабатываемых материалов, таких как предварительно закаленные стали, вольфрам, нержавеющая сталь и титан. В этой статье будет дополнительно обсуждаться проволочная электроэрозионная обработка, ее определение, приложения и материалы.
После длительных экспериментов по преобразованию мельниц с перфокартами в электроэрозионные станки в Советском Союзе в 1919 году была разработана успешная проволочная электроэрозионная машина.67. К 1980-м годам электроэрозионная обработка (ЭЭО) могла функционировать со скоростью 64 мм2/мин, что привело к появлению жизнеспособного альтернативного метода обработки труднообрабатываемых материалов, таких как предварительно закаленные стали, вольфрам, нержавеющая сталь и титан. В этой статье будет дополнительно обсуждаться проволочная электроэрозионная обработка, ее определение, приложения и материалы.
Что такое электроэрозионная обработка проволоки?
Электроэрозионная обработка проволоки (проволочная электроэрозионная обработка) представляет собой процесс непрерывной подачи проволочного электрода под напряжением по вертикальной оси. Разрядное напряжение подается по проводу, пересекает диэлектрическую жидкость и ударяет по заземленному изделию. Заготовка перемещается в плоскости X-Y, чтобы проследить рисунок разреза в материале. Эта эрозия может начаться с внешних краев заготовки или путем просверливания отверстия. Электроэрозионный станок способен вырезать отверстие в заготовке, которое будет использоваться в качестве отправной точки для ограниченного пути реза.
Эта эрозия может начаться с внешних краев заготовки или путем просверливания отверстия. Электроэрозионный станок способен вырезать отверстие в заготовке, которое будет использоваться в качестве отправной точки для ограниченного пути реза.
Процесс иногда усложняется из-за того, что нужно вырезать определенный рисунок, и необходимо очистить эродированный материал с поверхности. Процесс происходит в электролитной ванне с парафином или деионизированной водой. Эта ванна действует в первую очередь как хладагент и полупроводник, что позволяет жестко контролировать искрение, но также обеспечивает удобный способ вымывания мусора. Проволочные электроэрозионные станки начинались как тип дуговой ленточной пилы или электроэрозионного резака, предназначенного для резки сложных 2D-форм. Тем не менее, они постоянно развивались до такой степени, что современные 5-осевые проволочные электроэрозионные станки могут выполнять чрезвычайно сложные операции. Для получения дополнительной информации см. наше руководство по типам процессов обработки.
наше руководство по типам процессов обработки.
Кто является пионером электроэрозионной обработки проволоки?
Джозеф Пристли впервые применил концепцию проволочного электроэрозионного станка. Он был первым, кто заметил — не менее чем в 1770 году — что электрические разряды на металлических поверхностях оставляют повреждения в точках искры. Пристли был плодовитым ученым-естествоиспытателем и наблюдателем/экспериментатором, который, среди прочих открытий, также считается первым, кто выделил кислород. В 1943 г. два советских исследователя Б. Р. Лазаренко и Н. И. Лазаренко наткнулись на идею обработки труднообрабатываемых материалов с помощью искровой эрозии. Их концепция привела к разработке первых электроэрозионных станков.
Какое другое название для электроэрозионной обработки проволоки?
Другие названия электроэрозионной обработки проволоки (электроэрозионная обработка проволоки): искровая эрозия, электроэрозионная обработка, проволочная эрозия, прожигание проволоки, резка проволоки и прошивка штампа.
Для чего используется проволочный электроэрозионный станок?
Проволочная электроэрозионная обработка используется для прямой одностадийной обработки твердых материалов от базовой формы заготовки до готового состояния. Его одноэтапный характер снижает затраты и повышает точность изготовления инструментов для целого ряда отраслей, в том числе для экструдеров, пуансонов и штампов, аэрокосмической промышленности, медицинского оборудования, автомобилестроения и электроники.
Это преимущество связано с тем, что процесс позволяет работать непосредственно с предварительно закаленными инструментальными сталями. Процесс закалки может привести к серьезным внутренним напряжениям и искажениям/неточностям в обрабатываемых деталях. Возможность резки предварительно закаленных материалов почти полностью устраняет эту проблему. Внедрение 5-осевых электроэрозионных станков с ЧПУ расширило спектр задач, которые может решать эта технология. Дополнительные степени свободы при проектировании деталей делают сложные трехмерные изделия гораздо более осуществимыми.
Какой провод используется в электроэрозионном станке?
Проволока, используемая в электроэрозионном станке, бывает различных марок и назначений. Среди вариантов: медная, латунная, вольфрамовая, молибденовая, с покрытием (оцинкованная и диффузионно-отожженная) и стальная проволока. Проволока действует как режущий инструмент электроэрозионного устройства. Каждый тип проволоки по-разному влияет на процесс обработки.
Какой бы ни была проволока, ее можно использовать только один раз, после использования она представляет собой только металлолом. Материал разрушается в процессе электрического разряда. Электроэрозионная проволока продается по весу и классификации. Его обработка определяет разницу между оптимизированной настройкой и настройкой, нарушенной из-за поломок, плохой точности или других производственных сбоев.
Какие материалы можно резать электроэрозионной проволокой?
Проволочный электроэрозионный станок может резать все металлы. В частности, он используется для резки: предварительно закаленных штамповых сталей, титана, аустенитных нержавеющих сталей, вольфрама и молибдена. Несмотря на свою функциональность, резка мягких материалов, таких как медь, бронза, латунь и незакаленная сталь, как правило, нерентабельна, поскольку все они могут быть легко обработаны более дешевыми традиционными средствами. Однако, если деталь должна быть изготовлена в один этап или без подвода тепла, электроэрозионная обработка является единственным практичным вариантом.
Несмотря на свою функциональность, резка мягких материалов, таких как медь, бронза, латунь и незакаленная сталь, как правило, нерентабельна, поскольку все они могут быть легко обработаны более дешевыми традиционными средствами. Однако, если деталь должна быть изготовлена в один этап или без подвода тепла, электроэрозионная обработка является единственным практичным вариантом.
Какой метод резки используется для проволочной электроэрозионной обработки?
Электрический разряд как процесс механической обработки использует разряд (искру) между электродом-инструментом и заготовкой материала, подлежащего резке. Энергия искры рассеивается в виде тепла в микроскопической точке, достигая 12 000°C и испаряя обе части. Однако, поскольку точка контакта очень мала, деталь не поглощает большую часть этого тепла. Проволочный электроэрозионный станок сохраняет электрод, перемещая проволоку через область разреза, поэтому разрез всегда обращен к свежей проволоке. Проволока перемещается по заготовке — обычно в плоскости X-Y — по траектории, управляемой ЧПУ, которая запрограммирована в G-коде.
Как работает проволочная электроэрозионная обработка?
Материал, подвергшийся дуговой эрозии как от работы (эквивалент стружки или металлической стружки), так и от электрода вымывается диэлектрической жидкостью из области реза. По мере того, как дуга разрушает заготовку, стол продвигает работу по заранее запрограммированной траектории. Этот процесс приводит к наиболее точной и тонкой резке, доступной для любого оборудования с ЧПУ. Процесс обработки направлен на поддержание очень маленького искрового промежутка, через который формируется дуга. Ни в коем случае электродная проволока не должна касаться заготовки.
Насколько точен проволочный электроэрозионный станок?
Типичные машины высокого класса поддерживают точность позиционирования проволоки 40 миллионных долей дюйма (0,000004 дюйма). Специальные высокоточные станки могут поддерживать точность 0,000001 дюйма. Обычно для вырезанных деталей поддерживаются допуски 0,0001 дюйма или одна десятитысячная дюйма.
Кто производит электроэрозионные станки?
Производители оборудования с ЧПУ, как специализированного, так и бюджетного типа, производят ряд проволочных электроэрозионных станков. Ведущими производителями являются: Agie Charmilles, FANUC, Cincinnati Milacron, Hitachi, Xact Wire EDM Corp, KentUSA и многие другие первоклассные бренды. Существует также очень конкурентный рынок для менее известных, но высокопроизводительных марок машин. Внимательно изучите компанию и конкретные машины, прежде чем выбрать одну из них.
Каковы преимущества проволочной электроэрозионной обработки?
Проволочный электроэрозионный станок обладает несколькими замечательными свойствами, которые выделяют его как метод обработки металлов. Преимущества перечислены в таблице 1 ниже:
Таблица 1: Преимущества Wire EDM
| Характеристики | Описание |
|---|---|
Характеристики Производственная эффективность 11111666662. , так как требуется несколько последующих процессов, и непосредственно достижимо исключительное качество отделки поверхности. , так как требуется несколько последующих процессов, и непосредственно достижимо исключительное качество отделки поверхности. | |
Характеристики Все металлы | Описание Неограниченная способность обрабатывать проводящие материалы любой твердости или хрупкости. |
Характеристики Высокая точность | Описание Экстремальные допуски, с точностью до 10 миллионных долей дюйма и общими допусками в 40 миллионных долей дюйма. |
Характеристики Низкая деформация | Описание Обработка с нулевой деформацией — отсутствует объемный нагрев, разрыв или разрушение, а также нет ударов, поэтому внутренние напряжения и деформации, возникающие в результате обработки, можно поддерживать на близком уровне до нуля. |
Характеристики Очень тонкие детали | Описание Неограниченная сложность элементов в 2D-деталях (и ограниченная сложность в 3D при производстве 5-осевой электроэрозионной обработки), поскольку проволока не может быть бесконечно маневренной и маневренной. |
Характеристики Безопасная эксплуатация | Описание Электроэрозионная обработка проволоки безопасна, несмотря на высокое напряжение, поэтому неконтролируемая обработка является нормой, что снижает затраты без увеличения рисков. |
Каковы недостатки электроэрозионной обработки?
Проволочный электроэрозионный станок подходит не для всех задач. Недостатки перечислены ниже:
- Проволочный электроэрозионный станок не подходит для пластиков, композитов и природных материалов. Работает только на токопроводящих материалах.
- Режет относительно медленно. Этот медленный процесс делает затраты на деталь выше, чем другие процессы обработки (при сравнении подобного с подобным).
- Стоимость расходных материалов высока, поскольку проволоку нельзя использовать повторно.
Какие станки для электроэрозионной обработки лучше?
Лучшие производители станков для электроэрозионной обработки проволоки:
- Agie: Устройства Agie известны своей надежностью, точностью, возможностями и удобством для оператора.
- Makino: Компания Makino известна огромными инновациями и более низкими затратами на единицу продукции, чем другие лидеры рынка.
- Brother EDM: Brother EDM производит простые и надежные машины, которые подходят для небольших мастерских с низкой производительностью и бюджетом. Их точность ниже, чем у лидеров рынка, но все равно впечатляет.

Возможна ли электроэрозионная проволока из нержавеющей стали?
Да, можно резать нержавеющую сталь проволочным электроэрозионным станком. Особенно хорошо подходят аустенитные сорта нержавеющей стали, потому что они изначально сильно нагартованы.
В чем разница между электроэрозионной обработкой и электроэрозионной обработкой?
Для электроэрозионной обработки используется профильный электрод из меди или углерода для вырезания сложных частичных трехмерных полостей. Сами электроды обрабатываются обычными способами. Искровые электроды затем используются в пульсирующем режиме высоты, что обеспечивает охлаждение и полную промывку забоя. Электроэрозионная обработка столь же точна, как и обработка электрода, но позволяет значительно усложнить форму эрозионной поверхности. Этот метод используется для сложных и точных форм в формах и инструментах для литья под давлением. Он может работать с предварительно закаленным материалом, снижая общие затраты и обеспечивая более экстремальную закалку без деформации инструмента. Проволочная электроэрозионная обработка, с другой стороны, использует проволочный электрод с непрерывной подачей для двумерной резки. Этот процесс идеально подходит для сложных 2D-профилей экструзионных инструментов, наборов пуансонов и штампов и т. д., а также для сверхточной обработки твердых материалов для аэрокосмических и военных применений.
Электроэрозионная обработка столь же точна, как и обработка электрода, но позволяет значительно усложнить форму эрозионной поверхности. Этот метод используется для сложных и точных форм в формах и инструментах для литья под давлением. Он может работать с предварительно закаленным материалом, снижая общие затраты и обеспечивая более экстремальную закалку без деформации инструмента. Проволочная электроэрозионная обработка, с другой стороны, использует проволочный электрод с непрерывной подачей для двумерной резки. Этот процесс идеально подходит для сложных 2D-профилей экструзионных инструментов, наборов пуансонов и штампов и т. д., а также для сверхточной обработки твердых материалов для аэрокосмических и военных применений.
Доступна ли электроэрозионная обработка в компании Xometry?
Да, проволочная электроэрозионная обработка доступна в Xometry. Xometry имеет доступ ко всему спектру услуг электроэрозионной обработки.
Резюме
В этой статье представлена проволочная электроэрозионная обработка, объяснено, что это такое, и обсуждены ее различные свойства и факторы, которые необходимо учитывать при ее использовании. Чтобы узнать больше о проволочной электроэрозионной обработке, свяжитесь с представителем Xometry.
Чтобы узнать больше о проволочной электроэрозионной обработке, свяжитесь с представителем Xometry.
Xometry предоставляет широкий спектр производственных возможностей, включая обработку с ЧПУ и другие дополнительные услуги для всех ваших потребностей в прототипировании и производстве. Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Заявление об отказе от ответственности
Содержание, представленное на этой веб-странице, предназначено только для информационных целей. Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Команда Xometry
Эта статья была написана различными участниками Xometry. Xometry — это ведущий ресурс по производству с помощью станков с ЧПУ, изготовления листового металла, 3D-печати, литья под давлением, литья уретана и многого другого.
Как работает электроэрозионная машина в 2022 году?
Главная » Как работает искровая эрозия?
Поделиться на Facebook
Поделиться в Твиттере
Твиттер
Эта статья представляет собой подробное введение для тех, кто хочет узнать и купить искроэрозионные станки, чтобы помочь им быстрее понять область разрядного станка. В конце несколько рекомендаций по выбору подходящего электроэрозионного станка с ЧПУ от Sammlite Machinery.
Содержимое
Глава 1
Определение искровой эрозии
Глава 2
Типы искровой эрозии
Глава 3
Преимущества методов искровой эрозии
Глава 4
Приложения и примеры
Глава 5
Советы по выбору электроэрозионного станка с ЧПУ
Глава 6
Рекомендация машины
ГЛАВА 1
Определение искровой эрозии
Принцип процесса электроэрозионной обработки заключается в удалении лишнего металла с помощью электрической коррозии (импульсный искровой разряд) между инструментом и заготовкой для достижения желаемого размера, форму и качество поверхности заготовки.
Как показано на рисунке, заготовка и электроды соответственно подключены к двум электродам разной полярности импульсного источника питания.
Материалы, необходимые для станков электроэрозионной электроэрозионной обработки
Электрод:
В качестве электродов обычно используются материалы с хорошей электропроводностью, высокой температурой плавления и простотой обработки, такие как медь, графит, медно-вольфрамовый сплав и молибден. В процессе обработки электрод будет изнашиваться, но это меньше, чем количество съема металла заготовки, и даже близко к отсутствию потерь.
Ниже приведены электродные материалы для каждого типа электроэрозионных станков с ЧПУ:
Электроэрозионный станок для штамповки: медь, графит
Проволочный электроэрозионный станок: латунная проволока и молибденовая проволока
Электроэрозионный станок для сверления отверстий (отверстия): латунная электродная трубка и красная медная трубка
Жидкий диэлектрик:
В качестве разрядной среды рабочая жидкость также играет роль охлаждения и удаления стружки в процессе обработки. Обычно используемыми рабочими жидкостями являются среды с низкой вязкостью, высокой температурой вспышки и стабильными характеристиками, такие как керосин, деионизированная вода и эмульсии.
Обычно используемыми рабочими жидкостями являются среды с низкой вязкостью, высокой температурой вспышки и стабильными характеристиками, такие как керосин, деионизированная вода и эмульсии.
Выбор материалов заготовки:
Выбор различных материалов заготовки в зависимости от ее использования, например, в зависимости от типа формы. Холодная штамповая сталь обычно используется для искровой эрозии штампов. Горячештамповая сталь обычно используется для электрического разряда пресс-форм с полостью. Например, в аэрокосмической промышленности используются жаропрочные жаропрочные сплавы, сплавы с высоким содержанием хрома и никеля, титановые сплавы и т. д.
Зажим и коррекция заготовки:
В настоящее время чаще всего выбирают инструментальную систему 3R и Erowa. Поскольку они удобны и надежны, имеют высокую точность повторного позиционирования, особенно подходят для производства пресс-форм для электроэрозионной обработки.
Что такое искровая эрозия
Что такое искровая эрозия
Когда между двумя электродами подается импульсное напряжение, между заготовкой и электродом сохраняется надлежащий зазор.
В выпускном канале создается мгновенная высокая температура, которая расплавляет и даже испаряет материал на поверхности заготовки. В результате происходит также испарение диэлектрика, который быстро термически расширяется в разрядном промежутке и взрывается.
После окончания электроэрозионной обработки рабочая жидкость восстанавливается до изоляции. Импульсное напряжение многократно воздействует на заготовку и электрод. Этот процесс повторяется непрерывно, и материал заготовки постепенно разрушается.
Сервосистема непрерывно регулирует относительное положение электрода и заготовки. Автоматически подает его для обеспечения нормальной работы электрического разряда до тех пор, пока необходимые детали не будут обработаны.
ГЛАВА 2
Типы станков электроэрозионной электроэрозионной обработки
Электроэрозионная обработка является наиболее широко используемым методом обработки в электроэрозионной промышленности.
В соответствии с относительным движением электрода и заготовки, его можно грубо разделить на ЭЭО С ЧПУ, ВЫСОКОСКОРОСТНУЮ СКОРОСТЬ РЕЗКИ ПРОВОЛОКИ и ЭРОЭЛЕКТРИЧЕСКИЙ СТАНОК ДЛЯ НЕБОЛЬШИХ ОТВЕРСТИЙ.
Среди них на обработку проволоки приходится 60% электроэрозионной обработки, а на обработку штамповки приходится 30%. С развитием технологии электрообработки электроэрозионная обработка стала символом передовой технологии, точного процесса резки.
Проволочный электроэрозионный станок делится на электроэрозионный станок из латунной проволоки и молибденовой проволоки. Как правило, электродная проволока диаметром 0,1–0,3 мм используется для обработки деталей с прямыми волокнами, которые могут быть штампованными деталями или штампованными отверстиями.
1. Электрод и заготовка перемещаются одновременно в двух горизонтальных направлениях;
2. Резка различных штампов и деталей с рифленой поверхностью;
3. В режущих инструментах, прецизионных мелких деталях и специальных материалах
Электрод-инструмент обычно представляет собой формовочный электрод из меди или графита, который может иметь любую форму, которую можно изготовить, а обрабатываемая форма представляет собой соответствующую полость.
1. Существует только одно движение относительной оси между инструментом и заготовкой
2. Инструмент представляет собой электрод, который имеет такое же поперечное сечение и соответствующую форму, что и обрабатываемая поверхность
3. Проникающая обработка: обработка различных штампов, экструзионных штампов, штампов порошковой металлургии, различных отверстий специальной формы микроотверстия и др.
4. Обработка полостей: обработка различных типов полых форм и различных сложных полых деталей
1. Используйте тонкую латунную трубку диаметром 0,3–3,0 мм и залейте в трубку рабочую жидкость на водной основе под высоким давлением;
2. Тонкий трубчатый электрод вращается;
3. Очень высокая скорость перфорации (30~60 мм)
4. Высекание начального отверстия проволокой
5. Небольшие отверстия с большим отношением глубины к диаметру, такие как сопла
ГЛАВА 3
Преимущества методов электроэрозионной обработки
1. Электроэрозионная обработка позволяет обрабатывать материалы и детали сложной формы, которые трудно резать обычными методами резки.
Электроэрозионная обработка позволяет обрабатывать материалы и детали сложной формы, которые трудно резать обычными методами резки.
2. Тепло практически не влияет на процесс эрозии, поэтому можно уменьшить слой теплового удара. Благодаря этому можно получить заготовку с высоким качеством обработки.
3. Отсутствие таких дефектов, как заусенцы, следы от ножей и борозды.
4. Материал электрода не обязательно должен быть тверже материала заготовки, поэтому его легче обрабатывать и производить.
5. Высокий уровень безопасности, рабочая жидкость для резки проволоки негорючая.
6. Высокая точность обработки Точность <0,008 мм
7. Электроэрозионная обработка штампов с ЧПУ имеет превосходную чистоту поверхности Ra<0,1 мкм, полировка не требуется.
8. EDM может устранить вертикальный угол заготовки, без угла R.
ГЛАВА 4
Искровая эрозия Применение и примеры
Автомобильный бампер методом электроэрозионной обработки
Перфорация и отверстия методом проволочной резки
Отверстия 0,3 мм с помощью станка с ЧПУ для сверления электроэрозионных станков (отверстие для открывания отверстий)
ГЛАВА 5
Советы по выбору электроэрозионного электроэрозионного станка с ЧПУ
1. Марка электроэрозионного станка
Марка электроэрозионного станка
Бренды также могут представлять качество, поэтому покупка электроэрозионного станка также зависит от марки.
Рекомендуемые бренды: Agie Charmiles, Sodick, Mistsubishi, Sammlite Machinery
2. История завода по производству станков для электроэрозионной обработки
История производства станков с ЧПУ для электроэрозионных станков может сказать, насколько стабильна их продукция.
3. Требования к продуктам
Существуют четыре основных элемента производительности электроэрозионного станка с ЧПУ: чистота поверхности, потеря электрода, скорость обработки и точность обработки.
4. Размер обрабатываемого изделия
Выбирайте электроэрозионные электроэрозионные станки с различными размерами хода в зависимости от размера обрабатываемого изделия.
5. Технология обработки
Различные варианты процессов электроэрозионной обработки также различаются.
Доступен для электроэрозионной обработки с просверливанием, проволочной обрезной обработкой и обрезной обрезной обработкой (открывание отверстий).
6. Возможности послепродажного обслуживания
В соответствии с важностью и способностью производителя электроэрозионных машин для послепродажного обслуживания, выберите китайскую электроэрозионную электроэрозионную машину с гарантированным послепродажным обслуживанием, например Jiangsu Sammlite Machinery Die Sinking EDM Manufacturere.
Разработка станков для электроэрозионной обработки Sammlite Machinery
Компания Jiangsu Sammlite Machinery была основана в 2000 году. Компания имеет более чем 20-летний опыт работы в области обработки и производства электрооборудования. Основными продуктами компании являются CNC Die Sinking EDM, CNC Wire Cutting Machines и Drill EDM. Помимо стабильного внутреннего рынка, продукция также экспортируется в более чем дюжину стран и регионов, включая США, Германию, Турцию, Швецию, Японию, Южную Корею, Австралию, Польшу, Мексику, Саудовскую Аравию, Иран, Бразилия, Южная Африка, Колумбия, Малайзия, Таиланд, Индия и Вьетнам.