Проволока для полуавтомата без газа – Сварка полуавтоматом без газа обычной проволокой
alexxlab | 11.01.2020 | 0 | Разное
Сварка полуавтоматом без газа, особенности, достоинства и недостатки
Для соединения частей металла в условиях мастерской рекомендуется применять сварку полуавтоматом без газа. Способ считается безопасным и доступным. При этом исключается применение дополнительного оборудования для обеспечения газовой среды в месте образования шва.

Сварщик варит полуавтоматом без газа
Особенности метода
Соединение металлических частей при помощи полуавтоматической сварки происходит в результате непрерывной подачи плавкого электрода. В качестве электрода выступает полая трубка определенного диаметра. Плавление происходит от электрической дуги.
В промышленности выделяют два способа работы полуавтомата:
- использование газовой среды необходимо при соблюдении требования защиты шва от попадания кислорода;
- сварка без газа освобождает сварщика от трудностей, связанных с перемещением оборудования, а также постоянного пополнения емкости.
Для того чтобы предотвратить трудозатраты рекомендуется применять полуавтоматическую сварку без газовой среды. Применяется гибкая трубка, внутри материал имеет полость, в процессе изготовления пустоту заполняют флюсом, происходит его нагрев, выделяется газ. Шов защищается от действия посторонних веществ. К преимуществам относят:
- питание аппарата от центральной сети при помощи проводов;
- подвижность приспособления;
- непрерывность подачи без остановок на замену электрода.
Выбор проволоки
Для сварки без газа необходима порошковая проволока. Она представляет собой полую металлическую трубку, заполненную специальным флюсом и стальной крошкой. Устанавливают ее в специальный механизм для равномерной подачи. Сварочная проволока подбирается в соответствии с материалом, который необходимо соединить.
Достоинства и недостатки порошковой проволоки
Преимущества:
- сварка порошковой проволокой не нуждается в дополнительной газовой среде;
- возможность перемещения оборудования в любое место;
- выполнение работ в труднодоступных местах;
- высокая скорость метода соединения металлических частей.
Недостатки:
- высокая стоимость расходных материалов;
- качество шва хуже относительно метода с газом.
Заправка и расход
Для сварки проволокой необходимо выполнить следующее:
- на аппарат устанавливаются ролики определенного диаметра;
- прижимной механизм не рекомендуется затягивать с усилием;
- на сварочной головке снимается наконечник;
- при появлении конца материала на головке наконечник снова одевают;
- для защиты от брызг расплавленного металла необходимо провести обработку.
Материал с флюсом подбирается в зависимости от свариваемого металла. При этом расход регулируется на полуавтоматическом аппарате и зависит от величины электрического тока.
Необходимое оборудование и виды проволоки
Для соединения без газа может подойти любой аппарат с возможностью переключений обратной полярности на прямую. При использовании проволоки с флюсом подбирается сварочный полуавтомат без газа. При этом необходимо соединять клеммы оборудования, как при работе с электродами. Результатом станет повышенная энергия выхода дуги, а также температура в месте шва.
Первоначально выполняют отладку подающего механизма. Возникающие перекосы могут повредить материал, при этом снизится качество соединения. При выборе оборудования учитывают:
- небольшие размеры для быстрого перемещения;
- плавная настройка электрической дуги;
- применение различных материалов.
Различают следующие виды проволоки:
- с флюсовым сердечником;
- с металлическим порошковым сердечником.

Проволока для полуавтомата
Настройка оборудования
Подобранные параметры помогут соединить металлические детали качественным швом. Предварительно необходимо:
- определить величину электрического тока для подачи на клеммы оборудования;
- настроить инверторный сварочный аппарат по указанным параметрам;
- на подающем механизме установить набор шестерен;
- на куске металла выполнить пробный шов;
- убедившись в правильной настройке параметров, выполнить соединение металла.
Как варить полуавтоматом без газа
Сварка полуавтоматом без газа обычной проволокой с флюсом выполняется по следующему алгоритму:
- металлические детали необходимо предварительно подготовить, для этого зачищают место соединения, обезжиривают края;
- на механизме с проволокой устанавливается низкая скорость подачи, а также минимальные значения напряжения;
- горелку рекомендуется вести углом вперед, дуга прерывистая;
- на оборудовании устанавливают правильную полярность для сварки порошковой проволокой без газа;
- ролики перемещения и наконечник на головку подбирают соответственно диаметру присадочного материала;
- конец обрабатывают для предотвращения налипания брызг металла;
- движение при сварке начинают от верха шва, равномерно без рывков;
- порошковая проволока подается к переднему краю;
- для начинающих сварщиков рекомендуется первоначально выполнить проверочный шов.
Соединение металла сваркой является сложным технологическим процессом, при котором требуется соблюдать необходимые меры безопасности, а также наличие средств защиты.
metalloy.ru
Сварка полуавтоматом без газа обычной проволокой
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью.
|
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (499) 403
39 91
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте

Сварка становится всё популярнее как в среде профессионалов, любителей и начинающих, которые предпочитают начинать учиться делать первые сварные швы на качественном оборудовании. Это обусловлено рядом преимуществ аппаратной сварки к ручной покрытыми электродами:
- универсальность — полуавтоматы способны варить конструкционные стали, нержавеющую сталь и другие металлы как чугун, алюминий, медь и их сплавы;
- простота процесса — любой, даже который впервые взял в руки держак, способен через непродолжительное время научиться делать швы достаточно высокого качества;
- возможность неразъемного соединения тонкого металла. Высокая скорость и производительность работы.
- удобство — не нужно изменять положение руки при процессе как при электродной.
Соединение деталей подразделяется на два вида: с защитным газом и без защитного газа.
Сварка полуавтоматом флюсовой проволокой без газа
Флюсовая катанка представляете полую трубку, которая наполнена порошком флюса, который при горении обеспечивает необходимую газовую защиту от окислительного воздействия кислорода, образуя облако защиты в зоне горения дуги. катанка с флюсом позволяет производить работу без применение защитного газа.
Основные преимущества и недостатки сварки без газа
Преимущества:
- нет необходимости с собой возить баллон с газом, достаточно небольшого аппарата.
- сварка полуавтоматом без газа по цене обходится значительно дешевле, особенно если требуется ремонт на выезде.
К недостаткам можно отнести:
- высокую стоимость проволоки;
- недостаточное качество, отечественных производителей, импортная обойдется дороже, при покупке нужно внимательно осмотреть продукцию, т.к. проволока не всегда соответствует необходимым параметрам. Из-за этого может процесс работы не состояться.
Виды проволоки для ручного полуавтомата
Сварочная катанка для ручных полуавтоматов поставляется в виде бухт или рулонов весом от 2 до 5 кг. Основной диаметр 0,6,0,8,1,1,2 мм. диаметр свыше 1 мм используется узе в промышленных аппаратах.
Для предотвращения внешнего воздействия, продукция упаковывается в плотные материалы, непропускающие воздух, в результате образуется внутри образуется конденсат. Для избежание влияния этого явления перед применением продукцию необходимо просушить в течение несколько часов при температуре 200°C.
Порошковая
Порошковой проволокой называется полая стальная оболочка, заполненная флюсовым порошком, который сгорая в электродуге образует защитное облако зоны сварки, предохраняет от вредного воздействия кислорода. Активные добавки во флюс предотвращают образование на сварочном шве шлака.
Купить проволоку для сварки полуавтоматом без газа можно на специализированных интернет ресурсах или дилерских центрах по продаже сварочного оборудования.
Омедненная
Стальной стержень предназначен для неразъемного соединения и наплавки углеродистых сталей. стержень покрыт специальным медным составом электрохимическим способом для предотвращения поверхностной коррозии металла. Изделие выпускается стабильным химическим составом и имеет низкую цену. Сварка полуавтоматом без газа обычной проволокой получается некачественной: шов неровный с большим количеством раковин и шлаковых включений.
Легированная
Спускается изделие с добавками, высоколегированным компонентами, которые входят никель, вольфрам, медь. Сварочные швы получается высокопрочными. Низколегированная имеет минимальный объем присадочных компонентов.
Нержавейка
Для неразъемных соединений деталей из нержавеющих компонентов применяют проволоку соответствующее из нержавеющего металла. Высококачественные провод имеет легированные добавки, как: марганец, фосфор и хром. В зависимости от присадочного элемента проволока может быть твердой мягкой термостойкой. Материал достаточно дорогой, поэтому настройка полуавтоматического аппарата должна быть максимально точной. Применение сварки полуавтоматом без газа обычной проволокой не даст результата, т.к. сварочный шов получится с большими порами и по причине соединения разных металлов по механическим свойствам, между пластинами возникнут механические напряжения, которые приведут к трещинам.
Алюминиевая
Этот вид продукции предназначен для неразъемного соединение деталей из алюминия и его сплавов. В основе продукции алюминий с добавлением различных присадок, улучшающих качество шва. Одной из особенностей применения этого изделия является то, что проволока должна использоваться в течение нескольких дней после вскрытия упаковки, так — как длительное нахождение на воздухе способствует образование окислительной плёнки. Уменьшение влияния окисла на шов полуавтомат устанавливается на переменный режим тока. Сварка алюминия полуавтоматом без газа применяется редко из — за низкие качества шва. Больше всего практикуется соединение алюминиевых деталей в среде защитного газа — аргона.
Таблица технических характеристик проволоки для деталей из алюминия
| Свариваемый основной металл | Присадочный материал (сварочная проволока) универсальная | Присадочный материал (сварочная проволока) специальная для обеспечения особых свойств шва | |||
|---|---|---|---|---|---|
| Стойкость против горячих трещин | Временное сопротивление разрыву | Относительное удлинение | Коррозионная стойкость | ||
| А99, А97, А95 | А99 | А99 | СвА85Т | А99 | А99 |
| АД0, АД1 | СвА5 | СвА5 | СвА5 | СвА97 | СвА97 |
| Амц | СвАМц | СвАМц | СвАМц | СвАМц | СвАМц |
| АМг3 | СвАМг3 | СвАМг5 | СвАМг5 | Авч | Авч |
| АМг5 | СвАМг5 | СвАМг6з | СвАМг6 | СвАМг5 | Св1557 |
| АМг6 | СвАМг6 | СвАМг6з | СвАМг6 | СвАМг6з | Св1557 |
| АВ, АД31, АД33 | СвАК5 | СвАК5 | Св1557 | Св1557 | Авч |
| 1915 | Св1557 | СвАМг5 | СвАМг6 | СвАМг5 | Св1557 |
Подготовка к работе
Одной из особенности сварки без подачи газа является обратная полярность источника тока. При настройке подачи проволоки необходимо убедиться, что диаметр подающего гнезда в ролике подающего механизма соответствует диаметру проволоки. Прижимной ролик не нужно сильно закручивать, так как мягкая оболочка может замяться, для того чтобы этого не произошло, при подаче наконечник горелки необходимо прикручивать к корпусу только после появления конца катанки из отверстия канала. Только после этого нужно устанавливается наконечник. Сопло настраивать не нужно так — как при работе подачи газа через него не будет.
Оборудование для работы
Чтобы приступить к работе необходим, аппарат для подачи сварочной проволоки и источника тока, сварочная проволока и защитный газ (при работе в среде защитного газа). Применяемый газ — это углекислота CO2, либо смесь углекислоты с аргоном, стандартная смесь — 80% аргона и 20% углекислого газа.
Для начала необходимо определиться с условием работы аппарата: сколько часов он будет в непрерывной работе, какая толщина металла будет свариваться. Так, например, если толщина металла 5 — 10 мм тогда требуемый ток полуавтомата должен быть примерно 50 — 400А. Если же аппарат предназначен для неразъёмного соединения автомобильного железа толщиной 0,8- 0,6 мм достаточно мощности до 200 А. Также необходимо определить время сколько будет длится непрерывная работа. Если это время превышает более 4 час. тогда о необходимо выбирать аппарат с полезной нагрузкой полезную нагрузку более 60%.

Представляем один из популярных сварочных полуавтоматов Solaris MULTIMIG-228
Аппарат работает в 3 режимах:
Аппарат имеет широкий настрой функций, которое найдет широкое применение на СТО, ремонтных мастерских, а также в частном хозяйстве. Сердцем аппарата является микропроцессорная система, которая выполняет функции по управлению узлами аппарата. Такое управление работы устройства является наиболее оптимальным на всех режимах работы. Пластиковые элементы корпуса изготовленный высокопрочного полиамида.
Передняя панель оснащена двумя цифровыми дисплеями отображающий сварочный ток и сварочные напряжение. Это позволяет контролировать настройку параметров максимально точно в режиме работы. На дисплее аппарат отражает реальное напряжение и токи, используемые для данного вида работ, позволяет выставить более оптимальный режим работы.
Аппарат легкий, с небольшими габаритами. Аппарат позволит быстро научиться приемам сварки полуавтоматом для начинающих без газа и на остальных режимах. Так же можно найти обучающий материал на интернет ресурсах, сварка полуавтоматом без газа обучающее видео можно посмотреть здесь.
Сварку полуавтомат без газа купить можно на специализированных интернет — ресурсах либо на специализированных дилерских центрах, где можно получить квалифицированную консультацию при приобретении аппаратуры для сварки полуавтомат без газа по сниженным ценам.
themechanic.ru
Сварка полуавтоматом без газа обычной проволокой
Порошковая проволока используется в сварочных операциях как расходный присадочный материал, полая структура которого заполнена гранулами флюса. В процессе работы происходит испарение углекислого газа из флюса и образование необходимого защитного слоя. Это позволяет производить сварку полуавтоматом без газа обычной проволокой.
Особенности сварки без газа
Порошковую (самозащитную) проволоку применяют в случае невозможности приобретения газового баллона или нецелесообразности его зарядки при небольших объемах работ.
Благодаря компактности оборудования сварка полуавтоматом без газа может производиться в труднодоступных и неудобных местах любых монтажных и строительных площадок:
- на высотных конструкциях, крышах;
- в подземных тоннелях;
- в узких помещениях;
- в полевых условиях;
- на открытых участках;
- в быту.
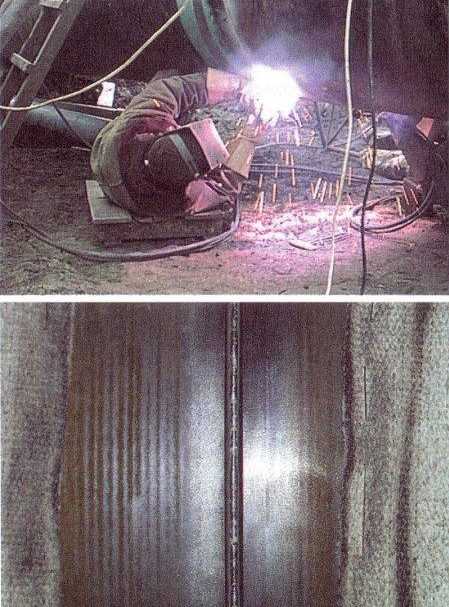
Сварка самозащитной проволокой
Применение сварки без газа
Для работы необходимо наличие источника питания 220 V. Метод сварки без газа используется для получения качественных и надежных соединений деталей любой толщины – от 1,2 до 10 мм. Способ подходит для операций с оцинкованным железом, углеродистой сталью, нержавейкой. Порошковая проволока пригодна для создания швов и наплавок. Необходимо учитывать, что метод не применяется для сварки нарушенных стыков действующего водопровода.

Схема полуавтоматической сварки проволокой
Достоинства и недостатки порошковой проволоки
Сварка без газа характеризуется непрерывной подачей самозащитной проволоки. Такой способ отличается следующими достоинствами:

Сварка порошковой проволокой — плюсы и минусы
- отсутствие необходимости использовать громоздкие газовые баллоны;
- удобство транспортировки к месту работы легкого сварочного аппарата;
- скорость сварочных операций выше, чем при использовании покрытых электродов;
- возможность сваривать конструкции, детали на труднодоступных участках;
- обеспечение стабильного горения дуги независимо от ветра, сквозняков;
- контроль формирования сварочной ванны через защитную маску работника;
- экономия времени на переустановку электродов и прерывание дуги.
Учет недостатков позволит оптимизировать сварочный процесс и повысить его эффективность. Высокая стоимость проволоки частично компенсируется за счет экономии средств на газовых баллонах. Полученные в результате сварки порошковой проволокой швы ниже по качеству, чем при применении инертного газа. Хрупкое строение расходного материала требует осторожного обращения.
Технология сварки порошковой проволокой
Для получения ожидаемого результата необходимо учитывать специфику сварки самозащитной проволокой:
Параметры сварки самозащитной порошковой проволокой
- Работа выполняется при минимальном напряжении, с низкой скоростью подачи присадочного материала.
- Швы накладываются прерывистой дугой, с движением горелки углом вперед.
- На полуавтомате ставится прямая полярность с подключением провода от массы к клемме горелки.
- Ролики и наконечник устанавливаются в соответствии с диаметром проволоки, избегая перетягивания прижимного ролика.
- Наконечник обрабатывается специальным раствором для предотвращения налипания брызг.
- Поскольку пары флюса направлены вверх, работа начинается с верхнего участка детали.
- Перемещение горелки не должно быть замедленным, чтобы избежать образования капель свариваемого металла.
- Подача проволоки производится к переднему краю сварочной ванны.
Рекомендуется начать работу с пробного образца, это позволит правильно подобрать оптимальные режимы сварки.
Необходимое оборудование и виды проволоки
Метод сварки без газа применяется с использованием полуавтоматов типа MIG/MAG, оснащенных функцией переключения полярности. Прямая полярность необходима для работы при более высокой температуре, которая обеспечивает распыление флюса и формирование защитного газового облака. В настройках аппарата выставляется величина тока, соответствующая толщине свариваемого материала. Правильно настроенный полуавтомат обеспечит устойчивую сварочную дугу.

Технология MIG/MAG сварки
Самозащитная или флюсовая проволока выпускается разных типов. Она изготавливается в виде полой поверхности, заполненной флюсом с присадками. Она может быть в форме трубки:

Конструкция порошковой проволоки
- однополостной;
- двухполостной с загибом;
- двухполостной с двумя загибами;
- двухслойной.
Ребра конструкции защищают материал от сминания при случайном нажатии. Заполняющий проволоку флюс состоит из деоксидирующих, шлакообразующих веществ. В качестве дополнительных компонентов входят различные присадки, включающие железо, марганец, никель. По структуре флюс соответствует обмазочному материалу покрытых электродов.
Особенности сварочного шва

Дефекты сварочных швов
После формирования сварочного шва на нем образуется корка из шлака, который затекает в сварочную ванну. Остывшее соединение необходимо отбить от шлаковых покрытий с помощью молотка. Эта операция необходима для многопроходных швов. В результате создаются условия для сцепления каждого последующего слоя. По окончании работы шов следует зачистить специальной щеткой по металлу.
Сварка порошковой проволокой создает грубые крупночешуйчатые швы с характерными наплывами. Один из распространенных дефектов – непроваренные участки соединения. Качество шва напрямую зависит от расходного материала, состав которого должен соответствовать конкретному виду стали.
Сварка без газа, как и любой другой сварочный процесс, требует соблюдения техники безопасности, выполнения противопожарных мероприятий, применения индивидуальных средств защиты.
Видео по теме: Сварка порошковой самозащитной проволокой
specnavigator.ru
Сварочный полуавтомат без газа с порошковой проволокой: как выбрать?
Технология сварки имеет различные направления и подвиды, среди которых особое место занимает сварочный полуавтомат без газа. Попробуем разобраться, в чем отличие от обычного полуавтомата, а также особенности проведения работ на таком оборудовании. Как правило, существует две категории аппаратуры, которые имеют соответствующую маркировку- MIG-MAG, причём для первого варианта (MIG) используют среду исключительно инертного газа. Для второго варианта используют среду углекислого газа. В целом, обычная электродная проволока в данном случае, будет являться основой для обеспечения качества сварных работ, то есть, заменять обычный и традиционный электрод. Подача проволоки порошкового типа осуществляется, как правило, механическим способом в готовое рабочее отверстие сварочной головки.
Основной принцип работы сварочного агрегата без заправки газа
Чтобы понять, как работает сварочный аппарат полуавтомат без газа, необходимо помнить, что инертный вариант газа будет обволакивать только сварочную технологическую ванну. При этом произойдёт полная изоляция расплавленной категории проволоки присадочного типа, а также всех стыкуемых краёв деталей и предметов, которые могут иметь негативное воздействие от контакта с воздухом, где содержится требуемый уровень кислорода. Вся защитная функция в технологии оборудования сварочный аппарат полуавтомат без газа с порошковой проволокой возлагается на углекислый газ, который выделяется как раз из проволоки. В то же время, в конструкции проволоки предусмотрен компонент флюса, который содержит СО2.

Схема сварки порошковой проволокой
Принципиальная технологическая схема работает по следующему принципу:
- В рабочий момент соприкосновения с поверхностью металла, возникает принцип воздействия электрической дуги от воздействия присадочной проволоки.
- Непосредственная электрическая дуга осуществляет эффект расплавления электрода.
- Углекислый газ, как самостоятельный компонент, выделяется исключительно из флюса, при этом обволакивает сварочную ванну специальным защитным слоем.
Работа сварочного устройства полуавтоматического принципа воздействия без газа на флюсовой проволоке предусматривает использование достаточного объёма и количества флюсовых компонентов, которые в конечном итоге должны выделять необходимое количество углекислого газа.
Характеристики сварочного аппарата без газа
Чтобы знать, какой выбрать сварочный полуавтомат без газа, необходимо указать основные положительные стороны работы агрегата, это:
- Компактный вариант исполнения основной части технологического производственного оборудования, а также его лёгкость.
- Доступный и экономичный вариант. Технология полностью избавляет от необходимости иметь при этом постоянно заправленный баллон с газом.
- Широкое применение различных электродов с разнообразным химическим составом, которые помогают добиться идеального наложения шва на поверхность металла.
- Имеется возможность изменить характеристики подачи электрической дуги.
- Через специальную защитную конструкцию в маске (щёлка) специального вида можно осуществлять требуемый контроль за местом подачи.
Имеется один существенный недостаток, это ограниченные действия применения сварочного оборудования, относительно расположению на поверхности сварного шва. Чаще всего данная технология используется для варианта нижней сварки в горизонтальном расположении. Ради правды можно сказать, что этот способ все-таки используется для верхней части сварочных работ, но данную операцию могут проводить только опытные и квалифицированные сварщики. Помните, что потолочные работы для технологии сварки полуавтоматом без газа не осуществляются по одной простой причине — углекислый газ имеет тяжёлый весовой уровень по сравнению с воздухом и СО2 покидает зону сварки не оседая на поверхности.
Особенности проволоки для сварки полуавтоматом без газа
Устройство предусматривает комплектацией специальной проволоки, в том числе с порошковым напылением. Проволочный вариант представлен обычной стальной трубкой, диаметр которой около 0,8мм, то есть имеет аналогичные варианты исполнения, как и с принципом работы, полуавтоматом, где используется газ в качестве компонента розжига электрической дуги.

Аппарат для сварки без газа с проволокой
Во внутренней части проволоки находится порошковый компонент флюса, который по своей структуре напоминает обмазочных материал, используемый для стандартных электродов в промышленных масштабах. В процессе нагрева происходит полное выгорание флюса, что обеспечивает в итоге защитный компонент облака газа в рабочей зоне сварки.
Преимущестива использование, как проволоки, так и сварочного оборудования заключаются в следующем:
- Нет необходимости использовать энергоёмкую и энергозатратную комбинацию газовой аппаратуры для проведения сварочных работ.
- Нет необходимости постоянно тратиться на газовые баллоны с заправкой инертного газа.
- Отличное и ровное формирование места сварного шва, которое обеспечивается за счёт применения проволоки с порошковым напылителем.
- Уникальные характеристики удобного формирования необходимой характеристики для электрической дуги.
- Отличный способ контроля за действием, через специальную щёлку в маске (нет необходимости полностью закрывать лицо и глаза).
Рекомендации по проведению сварочных работ
Процесс выполнения сварочных работ полуавтоматом без применения газа имеет общие принципы и характеристики с традиционным газовым полуавтоматом, предназначенный для сварки.

Сварка аппаратом без газа
Во время проведения требуемой работы очень часто возникает ситуация внезапного затекания шлаков в сварочную ванну в процессе работы от продуктов согревшего флюса, что чревато снижением некоторых технических характеристик поверхности шва. Чтобы избежать этого, рекомендуется дополнительно изготовить шов, но при этом предварительно потребуется очистить предыдущий вариант. Таким образом, вы можете добиться высокой герметичности соединения поверхности места проведения сварочных работ.
«Важно!
Порошковая проволока имеет хрупкое строение, которое приводит при одном неосторожном движении к разрушению всей конструкции.»
Чтобы минимизировать эти риски рекомендуется использовать специальный механизм с малым режимом сжатия, это позволит обеспечить надёжное крепление проволоки при особых характеристиках жёсткости непосредственно порошковой проволоки. Во время работы помните, что резкие повороты шланга категорически не допускается, иначе вы не добьётесь должного эффекта соединения с поверхностью обрабатываемого материала.
Далее, рекомендуется строго соблюдать требуемую полярность по держаку при подключении прибора «на массу». Элемент «минус» должен быть подключен непосредственно к держаку, в то время, как компонент «плюс» подключается прямо к обрабатываемой детали. В производственном цикле данный вариант получил рабочее название в среде сварщиков и профессионалов — «прямое подключение». Этот эффект подключения необходимо строго и в обязательном порядке соблюдать, так как в процессе работы должна возникнуть высокая температура плавления, результатом которой станет образование облака для обеспечения защитной функции обрабатываемой поверхности шва. В процессе работы в обязательном порядке соблюдаем все требования техники безопасности, пожарной и электрической безопасности.
Видео: технология сварки полуавтоматом без газа
svarkaipayka.ru
Проволока для сварки без газа
Проволока для сварки без газа
Принято считать, что если у стержня присадочного материала нет защитного покрытия, то требуется использовать дополнительную газовую защиту. В большинстве случаев это и есть так, но существует проволока для сварки без газа, которая имеет в своем составе все необходимые вещества, чтобы оградить дугу от негативного влияния внешних факторов. Это могут быть деоксидирующие и шлакообразующие элементы, которые помогают шву сохранять свой первоначальный состав и не впитывать из атмосферы водород и кислород. Одной из таких разновидностей является проволока сварочная флюсовая. У нее внутри стержня располагается сердечник, в котором располагаются все вышеперечисленные элементы. Свое название она получила благодаря наличию дополнительного флюса, так что его также можно не применять во время сваривания.

Сварочная проволока для полуавтоматов без газа
Сварочная проволока для полуавтоматов без газа может подходить и для автоматических аппаратов. Ведь здесь не требуется точный контроль человека, а все может проходить без его участия. Также тут меньше проблем возникает с хранением, так как расходный материал лучше защищен от воздействия внешних факторов. Для сваривания данными материалами следует использовать не плавящиеся вольфрамовые электрода для аргонодуговой сварки. Несмотря на более высокую стоимость присадочной проволоки, здесь получается экономия на использовании защитного газа. При этом условия проведения сварки становятся более безопасными.

Вольфрамовые электрода для аргонодуговой сварки
Принцип создания защиты здесь построен следующим образом. Когда проволока расплавляется, то под действием температуры флюс начинает испарять. В это же время он образует защитный пузырь, который обладает большой устойчивостью. На него не влияют воздушные потоки, так что даже при использовании на открытом воздухе с ней не возникнет больших проблем.
Преимущества
Проволока для сварки полуавтоматом без газа обладает следующими преимуществами:
- В ней создается открытая дуга, благодаря чему сварщику ничего не помешает следить за процессом соединения;
- В составе шва не появляется ни каких вредных примесей;
- Проволока поддерживает любые пространственные положения;
- Снижается количество используемого оборудования;
- Сварка становится более безопасной.
Разновидности
Существует несколько разновидностей, которые имеют различные виды сердечника, а также сферы предназначения, в зависимости от металла, для сваривания которого они созданы. Сварочная проволока без углекислоты бывает:
- С флюсовым сердечником, предназначенная для сталей с низким содержанием углерода, отличающаяся высокой степенью наплавки;
- С флюсовым сердечником, предназначенная для сталей с низким содержанием углерода, отличающаяся высоким качеством соединения при любом пространственном положении;
- С флюсовым сердечником, предназначенная для сталей с низким уровнем легирования;
- С металлическим порошковым сердечником, предназначенная для сталей с низким содержанием углерода;
- С металлическим порошковым сердечником, предназначенная для сталей с низким уровнем легирования.
Физико-химические свойства
Проволока для полуавтомата для сварки без кислоты обладает повышенными свойствами сваривания. Это относится практически ко всем разновидностям, вне зависимости от сорта металла. Естественно, что очень сложные варианты, которые требуют серьезной защитной поддержки, такими способами не свариваются, но низколегированные и низкоуглеродистые стали дают высокое качество сварки. Наплавленный металл обладает высокой пластичностью за счет содержания деоксидирующих элементов, которые не позволяют примешиваться в сварочную ванну посторонним веществам. Таким образом, в соединении будет только состав проволоки и основного металла.

Проволока для сварки полуавтоматом без кислоты
Как правило, в проволоке отсутствует хрупкость из-за низкого содержания углерода, иначе ее нельзя было бы формировать в бухты и сгибать для более удобного использования. Материал отлично противодействует химическому загрязнению, но при этом здесь требуется соблюдать чистоту поверхности, особенно, если речь идет об автоматической сварке. Относительное удлинение здесь находится на среднем уровне, так как при различных температурах наплавленный шов может менять свои размеры, примерно, на четверть.
Технические характеристики марок
Достаточно часто в производстве встречается такая марка, как Е71Т-1. На ее примере можно рассмотреть характеристики, которыми обладает проволока для полуавтомата без газа:
Параметр | Предел прочности, (МПа) | Предел текучести, (МПа) | Удлинение относительное, % |
Удар надрез KV при 0, градусов Цельсия |
| Минимальное значение | 480 | 400 | 22 | 47 |
| Максимальное значение | 580 | 490 | 27 | 120 |
Особенности выбора
При выборе нужно обращать внимание на содержание углерода. Чем его меньше, тем проволока будет мягче и пластичнее. Здесь редко бывает высокое содержание, но даже небольшие отклонения в несколько сотых долей процента будет иметь большое влияние на свойства. Это также влияет и на повышение электрического сопротивления. Вредными примесями считаются фосфор и сера, так что нужно предельное низкое их содержание в проволоки. Ведь несмотря на отсутствие примесей из внешней среды, внутренние проблемы с составом могут оказать негативный эффект. Они снижают пластичность и повышают хладноломкость. В сочетании с углеродом негативный эффект только увеличивается. Никель повышает ударную вязкость, тогда как другие легирующие элементы ее снижают.
«Важно!
За счет содержания флюса внутри проволоки, при одинаковом диаметре с безфлюсовыми марками, они будут иметь меньшее количество наплавленного металла.»
Популярные марки
Марка проволоки | Сфера применения |
| Forte E71T-1 | Для сваривания низколегированных сталей со средним содержанием углерода |
FW12100 | Для сваривания низкоуглеродистых сталей с низким уровнем легирования |
| Elementi 770 | Универсальная марка, которая подходит для всех пространственных положений |
| Барс-71 | Для сваривания низколегированных сталей со средним содержанием углерода |
Особенности сварки
Проволока для сварки без газа флюсовая производится в различных вариантах диаметра. Для каждого из них требуются свои настройки оборудования. В основном, сварка происходит при следующих параметрах:
Величина диаметра, мм | Ток постоянный, полярность обратная, А |
1 | 18…30 |
1,6-2 | 21…35 |
3 | 25….40 |
4 | 40…50 |
5 | 50…80 |
6 | 80…125 |
Популярные фирмы
На современном рынке чаще всего встречается продукция таких компаний как:
Автор: Игорь
Дата: 25.09.2016
Рейтинг статьи:
Загрузка…svarkaipayka.ru
Сварка полуавтоматом без газа
Чем сварка полуавтоматом без газа, отличается от полуавтоматической сварки в газовой среде, и что вообще такое сварка полуавтоматом, мы рассмотрим все эти вопросы в нашей статье. 

Полуавтоматическая сварка
Сварка полуавтоматом — один из видов классической дуговой сварки. Электродная проволока выступает в роли сварного электрода. Она непрерывно подается механическим приводом с заданной постоянно скоростью в сварочную головку.
Сварочные флюсы позволяют даже при работе с небольшим диаметром проволоки (0.8-2мм) малыми токами обеспечить достаточно глубокое расплавление металла непосредственно в зоне сварки. Благодаря этому получаются надежные и качественные швы на толстом или тонком металле.
Использование полуавтомата для сварочных работ позволит знач
samsvar.ru
Сварка порошковой проволокой без газа
Работа при помощи полуавтомата ускоряет процесс сварки. Швы накладываются быстрее благодаря бесперебойному способу подачи проволоки. Она играет роль присадочного металла. Благодаря сварке полуавтоматом порошковой проволокой большие объемы металла позволяют создавать длинные швы. У рабочего отпадает необходимость в смене электрода. Шов при этом получается гораздо качественнее и намного лучше.
Зачем нужна сварка трубкой с порошком?
Полуавтоматический сварочный аппарат требует дополнительно газового баллона. Вес его достаточно большой – до 83 кг. Например, варить порошковой проволокой можно без подключения громоздкого баллона с длинным шлангом.
Задачу упрощает альтернативный способ – автоматическая сварка порошковой проволокой. Он исключает применение защитного газа. Впрочем, варить трубкой можно и с преимуществами, и с недостатками. Сварочный шов, выполненный электрической дугой, требует защиты сварочной ванны от взаимодействия с газами в окружающей среде.
Защитой может служить обмазка покрытых электродов или инертный газ, который подается вокруг трубки из полуавтомата. Однако доставка баллона с газом порой представляет большие сложности. Процесс работы с электродами с покрытием занимает очень много времени.
Процесс работы ускоряет порошковая проволока, подходящая для сварки. Ее структура полая внутри. Вариантов исполнения трубки с порошком несколько. Она бывает с одним или двумя ребрами жесткости. Ребра жесткости появляются в процессе производства расходного материала. Так как порошок закладывается в специальную трубчатую конструкцию, становится возможной сварка порошковой проволокой.
Эти ребра исключают порчу структуры расходников при нажатии. Полуавтоматическая сварка производится таким образом, что расходный материал получает разряд электрического тока. Он образует сварочную дугу. Высокая температура дуги плавит трубку из металла. Находящийся в ней порошок формирует шов. Смесь образует облако из газа, защищающее расплавленный металл. Состав, который находится внутри, бывает различный. Расходный материал должен соответствовать конкретному виду стали. Такой проволокой может производиться механизированная сварка.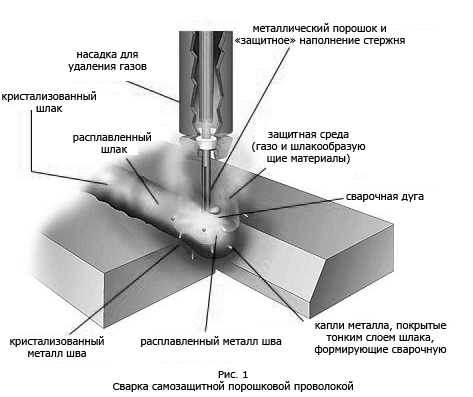
Достоинства и недостатки сварки порошковой проволокой
Сварка полуавтоматом без газа имее следующие достоинства:
- иключение энергоемких газовых аппаратов;
- отсуткие трат на заряд баллонов инертным газом;
- возможность применения различных типов проволоки;
Ход работы с трубкой, наполненной порошком, возможен на оцинкованном железе, нержавейке, с углеродистой сталью. Габариты расходных материалов бывают различными. Поэтому способ подходит для соединения тонких или толстых листов железа.
Источником питания для сварки алюминия при помощи полуавтомата будет постоянный ток. К самому листу алюминия нужно подоединить клемму с минусовым обозначением. Основной рабочий элемент — горелка. Ее конструктивные особенности позволяют подавать на сварочную поверхность трубку с порошком.
Из недостатков этого вида работы с полуавтоматом стоит отметить высокую стоимость расходных материалов. Приобретать дорогие ради экономии средств на покупке газового баллона нет необходимости. К примеру, порошок выгодно применять в местах, которые труднодоступны для доставки баллона с газом.
Качество сварных швов не позволяет использовать процесс для соединения труб, которые находятся под давлением. Поверхность шва представляет собой шлаковую корку. Она требует отделения молотком, но только после остывания металла. Чтобы сцепление следующего слоя было хорошим, это действие должно производиться несколько раз подряд.
Работа при помощи трубки образует грубые, некрасивые швы. При некачественной работе сварщика возможны наплывы лишнего расходного материала, а также непровары. Лишний расходный материал требует дополнительной зачистки специальной щеткой по металлу. Качество шва в среде инертного газа получается лучшим. Однако положительные свойства сварки значительно облегчают строительство, а также монтажные работы.
Например, мобильность оборудования позволяет производить работы на большой высоте или в шахтах и туннелях. Однако особенности работы требуют особого обустройства рабочего участка. Организация сварочного процесса должна производиться с учетом соблюдения техники безопасности. Сварщик обязан надевать индивидуальные средства защиты.
electrod.biz
Сварка полуавтоматом без газа проволокой: инструкция, плюсы и минусы
Полуавтоматическая сварка является оптимальным способом соединения металлических деталей, обеспечивая и физическое удобство для пользователя, и высокое качество результата. Как правило, в использовании данного метода задействуются аргоновые и углекислотные смеси в целях защиты от негативного влияния воздушной среды. Но также имеет свои преимущества и технология сварки с проволокой для полуавтомата без газа, при которой может подключаться и флюс.
Общие сведения о технологии

Потребность в использовании газовой среды возникает в силу необходимости защиты сварочной ванны от кислорода. Исключение того же аргона понижает защитные свойства шва, но этот недостаток можно компенсировать и другими средствами. На базовом же уровне и оборудование, и расходные материалы используются те же, что и при сварке в газовых средах. Наиболее распространены аппараты для методов термического воздействия MIG-MAG и TAG. Обязательным функциональным органом является и оснастка для подачи проволоки. Без газа полуавтомат чаще всего используют в сочетании с выпрямителями и трансформаторными установками, позволяющими точнее выполнять настройки по силе тока и мощности. Тонкая коррекция параметров рабочего процесса во многом компенсирует негативные факторы соединения заготовок без защитных сред.
Преимущества сварки без газа

Использование технологии полуавтоматической сварки без углекислотных и аргоновых смесей дает немало положительных эффектов, в числе которых следующие:
- С точки зрения технологической организации выгоден отказ от газобаллонного оборудования с сопутствующей оснасткой. Массивные конструкции требуют создания специальных условий в плане безопасности, поэтому можно рассчитывать на снижение финансовых ресурсов и сокращение эксплуатационных хлопот.
- Применение сварки полуавтоматом с обычной проволокой без газа расширяет возможности обработки разного рода материалов. У многих газовых смесей есть ограничения по совместимости с определенными покрытиями проволоки, поэтому можно говорить о повышении универсальности метода.
- Оператор может визуально контролировать место подачи в разделку сварки через маску. При использовании инертных газов рабочая дуга закрывается горелкой.
- Повышение уровня безопасности. Обработка под термическим воздействием сама по себе несет немало рисков, но отсутствие газа их значительно снижает.
Недостатки сварки без газа

Очевидно, что исключение защитной среды влечет и целый ряд отрицательных моментов при выполнении операции. К ним можно отнести следующие:
- Применение порошковой проволоки – не самое лучшее решение в плане финансовой экономии, хотя в большинстве случаев это единственно возможная альтернатива.
- Повышаются требования к качеству расходных материалов. В целях минимизации вреда для газовой ванны от воздушной смеси стоит применять мощно оборудование и соответствующую оснастку.
- Использование проволоки для сварки полуавтоматом без газа допускается только в сочетании с аппаратами, позволяющими изменять обратную полярность в условиях прямого включения.
- Имеют место и свои ограничения по совместимости режимов с порошковой проволокой. Также учитывается и чувствительность материала заготовки к покрытию стержня с модифицирующим расплавом.
- На практике наблюдаются сложности при работе с металлическими листами толщиной до 1,5 мм.
Подготовка к рабочему процессу

В первую очередь осматривается рабочее оборудование. Необходимо проверить его работоспособность, состояние электротехнической начинки, функции защитных устройств и т. д. Далее оценивается состояние электросети. Необходимо, чтобы в инфраструктуре подключения предусматривались средства заземления. Работа с проволокой для полуавтомата без газа может осуществляться в широком диапазоне напряжений, но в любом случае ограничительные рамки следует проверять изначально. Особенно это касается подключения к сетям, в которых регулярно наблюдаются перепады напряжения. Заранее определяется и режим, в котором будет производиться сварка. Исходя из него подбирается тип проволоки, характеристики флюса и других расходников, которые будут задействоваться в рабочей операции. Отдельное внимание отводится приспособлениям и агрегатам, отвечающим за удержание и подачу проволоки. Это могут быть и механические средства, и ручные держатели. В любом случае их состояние должно испытываться перед сваркой.
Какая проволока используется?
Рекомендуется применять порошковую проволоку на стальной основе в виде трубки. Средний диаметр у нее составляет 0,8-1 мм. Непосредственно активная порошковая смесь представляет собой подобие обмазки обычных электродов, которая в процессе нагрева формирует защитное облако. В частности, состав может формироваться из шлакообразующих и деоксидирующих присадок, обеспечивающих также стабильность горения дуги. Использование порошковой проволоки для полуавтомата без газа избавляет от необходимости применения редукторов и емкостей с защитными средами, при этом скорость рабочего образования шва остается достаточно высокой. В выборе конкретного состава порошка важно иметь в виду, что некоторые эксплуатационные свойства могут противоречить друг другу. Речь идет о том же поддержании стабильности дуги, разбрызгивании расплава и формировании изоляционного облака. Как правило, предпочтение отдается одной из перечисленных функций в соответствии с конкретным режимом работы.

Техника выполнения сварки
Метод сварки без защитных смесей во многом схож с обычной технологией термического воздействия в средах аргона или углекислоты. После подготовки оборудования и расходников производится розжиг дуги, а затем начинается подача проволоки с образованием сварочной ванны. Порошковый состав как таковой может выполнить ту же функцию, что и газовая изоляция, но есть один нюанс – попадание шлака неизбежно приводит к образованию дефектов. Прочностные характеристики могут соответствовать нормативным требованиям, но сама структура будет искаженной и деформированной. По этой причине проволока для полуавтомата без газа часто используется с расчетом на формирование двойного шва. Первый слой будет конструкционным, а второй – финишным технологическим. Внешнее покрытие позволит скорректировать структуру поверхности стыка и при необходимости сделать ее более прочной.
Сварка полуавтоматом без газа проволокой с флюсом

В отличие от проволочных расходников, флюсовый наполнитель представляет собой не формовочную порошковую смесь. Хотя по составу он может соответствовать и вышеупомянутым материалам для защиты сварочной зоны. В целом технология сварки выполняется по стандартной схеме посредством полуавтомата, но имеют место особенности подачи флюса. При дуговой тактике работы, в принципе, возможно и автоматическое направление через выпрямитель. Это касается работы со сварочным полуавтоматом без газа на флюсовой проволоке, причем современные производства задействуют для таких целей и многофункциональные роботизированные комплексы. В бытовых же условиях техника подачи скорее напоминает ручной способ. Порошковым составом путем перемещения головки полуавтомата накрывается сварочная ванна до оптимального состояния изоляции.
Заключение

Отказ от газовой защиты при сварке накладывает большую ответственность на оператора, поскольку качество соединения в большей степени будет зависеть от его опыта и сноровки при обращении с расходниками. Облегчить данную задачу новичку можно правильным выбором рабочих материалов. Оптимальным решением будет самозащитная сварочная проволока для полуавтомата без газа, которой можно соединять низколегированные и углеродистые стали. Дает свои преимущества и флюс, однако перед его использованием следует детально определить свойства соединения через расплав порошка. Малейшая ошибка в выборе состава активных элементов расходника может привести к образованию критических дефектов при формировании шва.
fb.ru