Проволока для полуавтомата без углекислоты – Сварка полуавтоматом без газа с обычной проволокой: технология
alexxlab | 15.09.2020 | 0 | Разное
Сварка полуавтоматом без газа с обычной проволокой: технология
Время чтения: 6 минут
Бытовые сварочные полуавтоматы — это один из самых продаваемых типов сварочного оборудования. С помощью компактного полуавтомата можно не только решить многие проблемы на даче, но и залатать кузов авто или починить забор. И не смотря на необходимость применения газовых баллонов и присадочной проволоки, которые удорожают сварку, полуавтоматы все равно пользуются большим спросом.

Однако, не всегда применение газовых баллонов возможно. Примеров масса: от сварки на высоте до срочных выездных работ на стройплощадке. В таких ситуациях сварщики задаются вопросом: «А можно ли вообще использовать сварочный полуавтомат без газа, применяя только присадочную проволоку?». Ответ: да. Но с некоторыми оговорками, о которых мы и расскажем в этой статье. Прочтите до конца, чтобы сделать правильные выводы и получить швы достойного качества.
Содержание статьи
Возможна ли сварка без газа?
Сразу скажем, что в этой статье мы будем говорить о технологии MIG/MAG (сварка с применением защитного газа и плавящейся проволоки). Эта технология хорошо себя зарекомендовала и позволяет получить качественные швы, в отличие от ММА сварки (ручная дуговая сварка). Для выполнения MIG/MAG сварки необходимы специальные сварочные полуавтоматы, присадочная проволока и, конечно, газ. Но что делать, если у вас нет возможности использовать газ?

Хоть MIG/MAG сварка и позволяет получить очень качественные швы, она не лишена недостатков. Зачастую газовые баллоны слишком громоздки, чтобы использовать их для сварки в труднодоступных местах и на высоте. В таких случаях сварка с газом просто невозможна. Также при частой сварке газовый баллон необходимо заправлять, и это не всегда возможно, а запасного баллона может не быть под рукой. Возникает необходимость применять сварочный аппарат без газа… Но насколько это возможно?
Многие умельцы решают просто исключить газ из технологии MIG/MAG и варить присадочной проволокой. Они убеждены, что можно использовать сварочный полуавтомат проволочный без газа и при этом получить качественные швы. Так ли это мы расскажем далее.
Сварка без газа обычной проволокой
Сварка обычной присадочной проволокой без газа с применением полуавтомата — это бессмысленная затея. Такая сварка практически невозможна из-за особенностей самой присадочной проволоки. Повторимся, что в данной статье мы говорим о технологии MIG/MAG сварки, где обязательно применение газа. Если убрать газ и оставить только присадочный материал, то он будет либо постоянно разбрызгиваться, либо залипать. И эту проблему не решить встроенными функциями полуавтомата. Просто такова технология. Отсутствие газа при сварке обычной проволокой — это все равно, что у человека отобрать одну руку и заставить выполнять привычные повседневные действия.
Итак, проволочные присадочные материальные годятся для сварки без газа. Что тогда делать? На помощь приходит так называемая порошковая проволока. С виду это обычный металлический пруток. Но в его сердцевине содержится флюс, который при плавлении проволоки высвобождается и позволяет варить без газа.

Вывод: сварка полуавтоматом без газа обычной проволокой возможна, но получаемые швы никуда не годятся и саму работу крайне сложно выполнять. Используйте такой метод только при экстренных случаях, когда у вас вообще нет никакого выбора. В остальных ситуациях лучше применять порошковую проволоку с флюсом внутри. На данный момент это единственный безгазовый способ сварки при применении MIG/MAG технологии.
Читайте также: Все, что вам нужно знать о порошковой проволоке
Но учтите, что порошковая проволока стоит недешево и такая сварка может оказаться дороже применения газа и обычной проволоки. К тому же, получаемые швы не отличаются высоким качеством и подвержены коррозии. В случае с некоторыми металлами это особенно критично.
Например, при сварке нержавеющей стали. Если использовать порошковую проволоку при работе с нержавейкой, то шов через время покроется ржавчиной, и антикоррозийные свойства сойдут на нет. Учитывайте это и не используйте порошковую проволоку на постоянной основе вместо газа. Все-таки MIG/MAG технология подразумевается связку газ+присадочный материал. А порошковая проволока скорее помогает решить срочные задачи и не подходит для регулярного использования.
Технология сварки
Итак, теперь вы знаете, что сварка обычной проволокой неэффективна и нужно использовать порошковую проволоку, если вы хотите варить без газа. Технология сварки порошковой проволокой довольно проста, и в чем-то напоминает ручную дуговую сварку, но с некоторыми отличиями. Мы расскажем про основные особенности технологии, которые нужно учитывать.
Ваш сварочный аппарат должен работать на постоянном токе или иметь возможность переключения с переменного тока на постоянный. Это связано с тем, что большинство марок порошковой проволоки предназначены для сварки на постоянном токе. Но вы можете подобрать проволоку, которая подходит для переменного тока, если это необходимо. Но учтите, что найти такой присадочный материал непросто и при сварке металл будет разбрызгиваться. Что касается полярности, то рекомендуется установить обратную.
У проволоки должен быть свой сертификат или паспорт, где будет указан рекомендуемый вылет. Обычно вылет проволоки должен составлять от 15 до 20 мм. В процессе сварки вылет должен быть неизменным. Внимательно прочтите рекомендации, которые дает производитель в сертификате или паспорте.
Еще одна важная особенность — это подбор направляющего канала для горелки. Его диаметр должен быть больше диаметра проволоки. Например, для сварки порошковой проволокой диаметром 2 мм подберите направляющий канал диаметром 3 мм. Наконечник лучше выбирать из меди и длиной около 40 мм.
Порошковая проволока не нуждается в перемотке, ее можно сразу использовать их бухты в которой она поставляется. А вот в прокалке она все же нуждается. Так что перед сваркой поместите ее в печь на 2-3 часа. Прокалите до температуры не более 250 градусов. Если в составе проволоки есть органические элементы, то ее не нужно прокаливать. Зачастую все рекомендации касаемо прокалки есть в сертификате или паспорте на купленную вами проволоку.
При формировании швов горелкой совершайте плавные колебательные движения.
Вместо заключения
Не всегда у сварщика есть возможно применять аппарат с проволокой и газовым баллоном. В таких случаях можно применить сварочный аппарат полуавтомат без газа, заменив присадочную проволоку на порошковую. За счет флюса, находящегося в сердцевине порошковой проволоки, удается имитировать сварку в среде защитных газов. Но учтите, что качество швов будет заметно хуже, чем при использовании газа. Так что не стоит применять порошковую проволоку на постоянной основе.
Также не используйте для сварки без газа обычную присадочную проволоку. Такая сварка практически невозможна, а получаемые швы далеки от идеала, мягко говоря. Ведь технология сварки в среде защитного газа придумана и запатентована не просто так. В ней продумана каждая мелочь. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
можно ли варить порошковой флюсовой проволокой – Виды сварочных аппаратов на Svarka.guru
Широко известен и применяется способ сварки полуавтоматом в защитной газовой атмосфере. Полуавтомат сварочный без газа также способен выполнять качественные швы. Для этого требуется специальная сварочная проволока, точная настройка режимов сварки и аккуратность в обращении со сварочным материалом. Способ используют как профессионалы, так и любители на дому.
Особенности метода
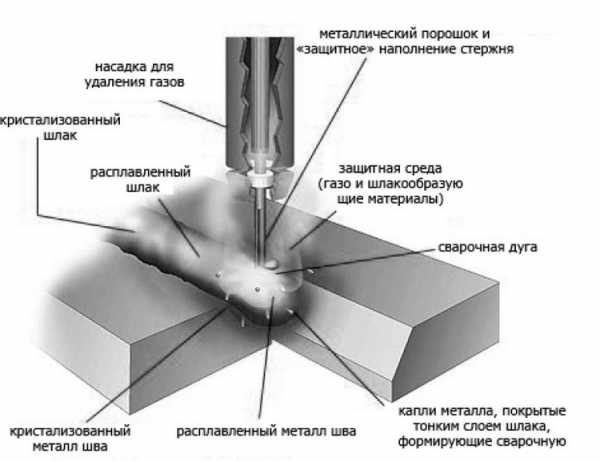
Флюс, необходимый для создания защитной газовой среды, включен в состав сварочной проволоки. Сгорая в пламени электродуги, порошковый наполнитель выделяет необходимые газы, защищая сварочную ванну от контакта с кислородом, азотом и водяными парами.
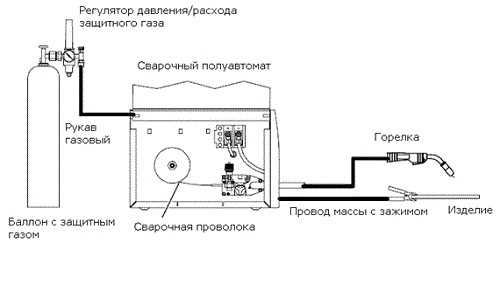
Проволока подается роликовым механизмом с бобины с постоянной скоростью через отверстие в горелке. По том же шлангу проходит и электрический провод. Второй провод закрепляется на зачищенном месте заготовки.
Флюсосодержащая сварочная проволока для сварки без газа — основная особенность метода. Ее изготовление — сложный технологический процесс, и обходится она в несколько раз дороже обычной. Обращаться с ней также следует с осторожностью- оболочка, заключающая в себя флюсовый порошок, хрупка и при неосторожном резком движении повреждается.
Сварка на полуавтомате без газа применяется в тех случаях, когда работа с газом по тем или иным причинам неудобна: на деталях сложной пространственной конфигурации с большим количеством сквозных отверстий, в стесненных условиях и т.п.
Основной принцип работы
Основной принцип работы базируется на сварочном материале: флюсосодержащей проволоке.
При изготовлении такого материала внутрь упругой металлической оболочки запрессовывают флюсосодержащий порошок, по составу напоминающий обмазку стержневых электродов.
Оболочка служит в качестве присадочного материала.
Часто встречаются следующие конструкции порошковой проволоки, служащей для сварки без газа:
- цилиндрическая оболочка;
- двухполостная с загибом,
- двухполостная с двумя загибами,
- коаксиальная двухслойная
В состав флюса входит рутил, восстановители и вещества для образования шлака. Кроме того, в порошок добавляют легирующие присадки, необходимые для придания материалу шва требуемых физико-химических свойств: Ni, Mb Mn, Fe и другие.
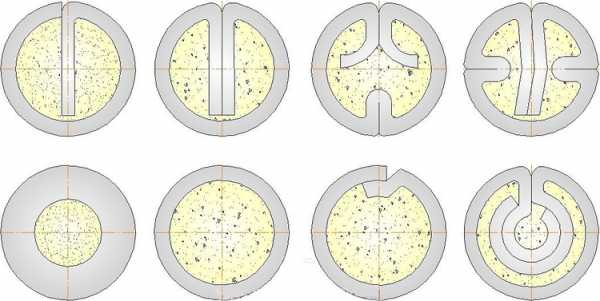 Виды профилей поперечного сечения порошковой проволоки.
Виды профилей поперечного сечения порошковой проволоки.В этом случае именно оболочка используется в качестве присадочного материала. При сгорании флюсового порошка в пламени электродуги выделяется углекислый газ СО2. Это облако вытесняет воздух в области сварочной ванны и надежно защищает расплав от контакта с кислородом и азотов воздуха, а также от содержащихся в нем водяных паров.
При продвижении горелки вдоль по шву облако перемещается вслед за дугой, защищая ванну до момента остывания и кристаллизации материала шва.
Плюсы и минусы
Основные достоинства использования безгазового сварочного метода следующие:
- повышается мобильность, поскольку нет нужды перетаскивать тяжелые баллоны, арматуру и громоздкие шланги;
- широкий выбор составов сварочных материалов для каждого сочетания свариваемых сплавов, их толщины и пространственной конфигурации;
- возможность сваривать более длинные непрерывные швы по сравнению с традиционным ММА-процессом ручной сварки с дискретными электродами;
- лучшие условия визуального контроля дуги и шва по сравнению с процессами с подачей газа, рабочая зона не закрывается газовой форсункой.
Присущи данному методу и недостатки:
- высокая разница в цене порошковой проволоки повышает себестоимость погонного метра шва;
- необходимость точной настройки режимов;
- потребность в полуавтоматическом инверторе с опцией работы прямой и обратной полярностью.
- толстый слой образующегося шлака повышает трудоемкость зачистки шва после сварки.
- сложности при работе с тонколистовым металлом (тоньше 1,5 мм).
Опытные мастера, знающие, можно ли варить полуавтоматом без углекислоты, говорят, что необходима также повышенная осторожность при манипуляциях с порошковой проволокой: в отличие от обычной, она очень хрупкая и склонна к заломам.
Применяемое оборудование
Для сварки без газа подходит любой полуавтомат MIG/MAG с возможностью переключения с прямой на обратную полярность. Обычный режим при работе с подачей газа — это обратная полярность. На заготовку подключается плюс, а на горелку — минус. Для работы с флюсовой проволокой правильным режимом является прямая полярность, как при сварке электродами. При этом повышается энергия дуги и развиваемая ею температура.
Подающий механизм проволочного сварочного аппарата, работающего без газа, должен быть идеально отрегулирован во избежание перекосов и заломов. То, что подходит для обычной проволоки, выведет флюсовую из строя.
Характеристики аппарата
 Для того, чтобы правильно выбрать сварочный полуавтомат для работы без углекислоты, следует учитывать следующие нюансы:
Для того, чтобы правильно выбрать сварочный полуавтомат для работы без углекислоты, следует учитывать следующие нюансы:- аппарат должен быть легким и малогабаритным, чтобы в полной мере проявилось отсутствие необходимости в газовом баллоне;
- устройство должно быть доступным по цене;
- инверторный аппарат должен иметь широкие возможности по настройке параметров электродуги;
- агрегат должен допускать применение разных видов сварочных материалов.
При выборе технологии для сварки необходимо также учитывать то, что углекислый газ тяжелее воздуха и опускается вниз. Поэтому метод малопригоден для работы в верхнем положении и при больших уклонах наклонных швов: сварочная ванна не будет достаточно защищена. Только самые квалифицированные и опытные сварщики смогут заварить потолочные швы с использованием флюсовой проволоки, для начинающих это слишком непросто.
Настройка
От корректной настройки параметров аппарата напрямую зависит качество шва. До начала сварки требуется:
- определить силу сварочного тока, исходя из материала заготовки, толщины проволоки, толщины деталей;
- настроить скорость подающего механизма, поставив один из наборов шестерней;
- проверить работу дуги на пробном участке;
- если дуга стабильная, а качество шва хорошее, можно варить основной шов.
Если же сила тока слишком большая или слишком маленькая, следует настроить параметры, прежде чем начинать рабочую сварку.
Техника сваривания
Техника имеет много общего как с работой методом ММА с дискретными электродами, так и с работой газовым полуавтоматом MIG/MAG.Перед началом сварки следует провести зачистку зоны шва с помощью угловой шлифмашины, чтобы очистить заготовку от механических загрязнений, следов ржавчины, остатков старых лакокрасочных покрытий. Далее необходимо тщательно обезжирить зону шва и околошовную область не уже 10 см, чтобы смыть все масложировые загрязнения.
Разделка кромок шва проводится без каких-либо особенностей.
Горелку нужно вести вдоль шва плавно, без рывков. Отрывать электрод и гасить дугу в конце шва следует плавно, чтобы не разогнать защитное облако углекислого газа на остывающей сварочной ванной.
Сварщики, знающие, как варить детали флюсовой проволокой без газа обращают внимание на следующий нюанс. Во время сварки сохраняется риск того, что шлак от сгорающего флюсового порошка неожиданно затечет в сварочную ванну. При этом может пострадать как прочность, так и долговечность шва на данном участке.
В этом случает следует прервать работу, очистить участок шва от шлака и проварить его повторно.
Работа с инвертором
Для работы с порошковой проволокой потребуется сварочный инвертор-полуавтомат с возможностью переключения режимов прямой и обратной полярности — ответ на вопрос: «как называется вид аппаратов для подобных работ?». Контакт «минус» подключается к горелке, а «плюс» — к зачищенному и обезжиренному месту на заготовке.
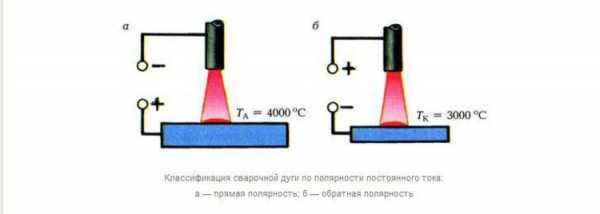 При сварке без газа применяется прямая полярность
При сварке без газа применяется прямая полярностьЕсли доступен подающий механизм с мягкими роликами ил сниженным усилием прижима- лучше использовать его. Он существенно снижает риск повреждения и залома проволоки во время подачи.
Важно! В ходе сварки нужно также избегать резких поворотов руки с горелкой, изгибов, а тем более заломов сварочного шланга — это также может повредить хрупкую проволоку.
Можно ли варить без газа на полуавтомате? Сварка полуавтоматом без газа широко применяется там, где необходимо повысить мобильность сварщика и неудобно таскать громоздкий аппарат с газовыми баллонами. Широкий ассортимент сварочной флюсосодержащей проволоки, которая образует в пламени электродуги защитное облако углекислого газа, позволяет успешно варить детали разных конфигураций из различных сплавов.
svarka.guru
Сварочная проволока для полуавтоматов без газа,углекислоты
Принято считать, что если у стержня присадочного материала нет защитного покрытия, то требуется использовать дополнительную газовую защиту. В большинстве случаев это и есть так, но существует проволока для сварки без газа, которая имеет в своем составе все необходимые вещества, чтобы оградить дугу от негативного влияния внешних факторов. Это могут быть деоксидирующие и шлакообразующие элементы, которые помогают шву сохранять свой первоначальный состав и не впитывать из атмосферы водород и кислород. Одной из таких разновидностей является проволока сварочная флюсовая. У нее внутри стержня располагается сердечник, в котором располагаются все вышеперечисленные элементы. Свое название она получила благодаря наличию дополнительного флюса, так что его также можно не применять во время сваривания.

Сварочная проволока для полуавтоматов без газа
Сварочная проволока для полуавтоматов без газа может подходить и для автоматических аппаратов. Ведь здесь не требуется точный контроль человека, а все может проходить без его участия. Также тут меньше проблем возникает с хранением, так как расходный материал лучше защищен от воздействия внешних факторов. Для сваривания данными материалами следует использовать не плавящиеся вольфрамовые электрода для аргонодуговой сварки. Несмотря на более высокую стоимость присадочной проволоки, здесь получается экономия на использовании защитного газа. При этом условия проведения сварки становятся более безопасными.

Вольфрамовые электрода для аргонодуговой сварки
Принцип создания защиты здесь построен следующим образом. Когда проволока расплавляется, то под действием температуры флюс начинает испарять. В это же время он образует защитный пузырь, который обладает большой устойчивостью. На него не влияют воздушные потоки, так что даже при использовании на открытом воздухе с ней не возникнет больших проблем.
Преимущества
Проволока для сварки полуавтоматом без газа обладает следующими преимуществами:
- В ней создается открытая дуга, благодаря чему сварщику ничего не помешает следить за процессом соединения;
- В составе шва не появляется ни каких вредных примесей;
- Проволока поддерживает любые пространственные положения;
- Снижается количество используемого оборудования;
- Сварка становится более безопасной.
Разновидности
Существует несколько разновидностей, которые имеют различные виды сердечника, а также сферы предназначения, в зависимости от металла, для сваривания которого они созданы. Сварочная проволока без углекислоты бывает:
- С флюсовым сердечником, предназначенная для сталей с низким содержанием углерода, отличающаяся высокой степенью наплавки;
- С флюсовым сердечником, предназначенная для сталей с низким содержанием углерода, отличающаяся высоким качеством соединения при любом пространственном положении;
- С флюсовым сердечником, предназначенная для сталей с низким уровнем легирования;
- С металлическим порошковым сердечником, предназначенная для сталей с низким содержанием углерода;
- С металлическим порошковым сердечником, предназначенная для сталей с низким уровнем легирования.
Физико-химические свойства
Проволока для полуавтомата для сварки без кислоты обладает повышенными свойствами сваривания. Это относится практически ко всем разновидностям, вне зависимости от сорта металла. Естественно, что очень сложные варианты, которые требуют серьезной защитной поддержки, такими способами не свариваются, но низколегированные и низкоуглеродистые стали дают высокое качество сварки. Наплавленный металл обладает высокой пластичностью за счет содержания деоксидирующих элементов, которые не позволяют примешиваться в сварочную ванну посторонним веществам. Таким образом, в соединении будет только состав проволоки и основного металла.

Проволока для сварки полуавтоматом без кислоты
Как правило, в проволоке отсутствует хрупкость из-за низкого содержания углерода, иначе ее нельзя было бы формировать в бухты и сгибать для более удобного использования. Материал отлично противодействует химическому загрязнению, но при этом здесь требуется соблюдать чистоту поверхности, особенно, если речь идет об автоматической сварке. Относительное удлинение здесь находится на среднем уровне, так как при различных температурах наплавленный шов может менять свои размеры, примерно, на четверть.
Технические характеристики марок
Достаточно часто в производстве встречается такая марка, как Е71Т-1. На ее примере можно рассмотреть характеристики, которыми обладает проволока для полуавтомата без газа:
Параметр | Предел прочности, (МПа) | Предел текучести, (МПа) | Удлинение относительное, % | Удар надрез KV при 0, градусов Цельсия |
| Минимальное значение | 480 | 400 | 22 | 47 |
| Максимальное значение | 580 | 490 | 27 | 120 |
Особенности выбора
При выборе нужно обращать внимание на содержание углерода. Чем его меньше, тем проволока будет мягче и пластичнее. Здесь редко бывает высокое содержание, но даже небольшие отклонения в несколько сотых долей процента будет иметь большое влияние на свойства. Это также влияет и на повышение электрического сопротивления. Вредными примесями считаются фосфор и сера, так что нужно предельное низкое их содержание в проволоки. Ведь несмотря на отсутствие примесей из внешней среды, внутренние проблемы с составом могут оказать негативный эффект. Они снижают пластичность и повышают хладноломкость. В сочетании с углеродом негативный эффект только увеличивается. Никель повышает ударную вязкость, тогда как другие легирующие элементы ее снижают.
«Важно!
За счет содержания флюса внутри проволоки, при одинаковом диаметре с безфлюсовыми марками, они будут иметь меньшее количество наплавленного металла.»
Популярные марки
Марка проволоки | Сфера применения |
| Forte E71T-1 | Для сваривания низколегированных сталей со средним содержанием углерода |
FW12100 | Для сваривания низкоуглеродистых сталей с низким уровнем легирования |
| Elementi 770 | Универсальная марка, которая подходит для всех пространственных положений |
| Барс-71 | Для сваривания низколегированных сталей со средним содержанием углерода |
Особенности сварки
Проволока для сварки без газа флюсовая производится в различных вариантах диаметра. Для каждого из них требуются свои настройки оборудования. В основном, сварка происходит при следующих параметрах:
Величина диаметра, мм | Ток постоянный, полярность обратная, А |
1 | 18…30 |
1,6-2 | 21…35 |
3 | 25….40 |
4 | 40…50 |
5 | 50…80 |
6 | 80…125 |
Популярные фирмы
На современном рынке чаще всего встречается продукция таких компаний как:
- Барс;
- Форте;
- Elementi.
svarkaipayka.ru
Можно ли варить полуавтоматом без применения углекислоты? — Моя ковка
Многие сталкиваются с такой проблемой, и вопрос о том, можно ли сварить полуавтоматом без углекислоты какие-либо детали, зачастую задают начинающие сварщики. Приобретя такой аппарат для бытового использования, они стараются найти альтернативу газу, чтобы не покупать баллон. Выход из данной ситуации есть: можно воспользоваться флюсовой сварочной проволокой. Представляет она собой пустотелую стальную трубку, внутри которой находится флюс. Во время плавления проволоки он сгорает и образует в месте сваривания деталей облачко газа.
Еще можно применить порошковую проволоку, в этом случае в состав металла уже включены компоненты флюса.
Во время плавления облачко образуется в сварочной ванне. При проведении сварочных работ данное облачко практически заменяет газ, в этом случае применение полуавтомата становится более практичным.
Так как вы собираетесь варить листовой металл, то необходимо знать, что вертикальный шов желательно вести сверху вниз. По законам физики тепло всегда поднимается, поэтому облако газа будет стремительно подниматься. Если листовой металл довольно тонкий, то горелку рекомендуется передвигать быстрее. Чтобы облачко с газом как можно лучше удерживалось в сварочной ванне, рабочую горелку необходимо держать под небольшим уклоном вверх. Следите, чтобы проволока шла по краю сварочной ванны.
Использование порошковой проволоки чем-то напоминает сварку обыкновенными электродами, поэтому шлак, образовавшийся в процессе работы, может попадать в сварочную ванну, что сделает шов некачественным. В результате этого поверхность получившегося шва необходимо очистить от шлаков и дополнительно наложить еще один сварной шов. Данная проволока довольно хрупкая, поэтому, используя ее, не стоит делать резких поворотов, а также загибов шланга. Если вам нужно выполнить потолочные швы, то без использования газа это не получится, потому как углекислота, получившаяся от сгорания флюса, от воздействия силы тяжести будет покидать сварочную ванну.
moyakovka.ru
Сварочный полуавтомат без газа – цена и характеристики
Чем отличается сварка проволокой без газа от сварки полуавтоматом в газовой среде, что такое сварка полуавтоматическим методом, рассмотрено в этой статье.
Подготовительные работы перед сваркой
Перед началом проведения работ сварочные полуавтоматы должны пройти такие подготовительные процедуры:
- Проверка наличия заземления устройства. Это требование относится к одному из важных условий при работе с любым типом сварочного оборудования.
- Определение напряжения в сети требуется потому, что большинство приборов очень чувствительно к низкому или высокому напряжению.
- Требуется заранее определиться с режимом сварки. Настройки будут индивидуальными в зависимости от назначения устройства, типа металла, типа проволоки и способа сварки.
- Следует проверить диаметр наконечника, который должен соответствовать размеру проволоки.
- Также перед проведением работ необходимо проверить настройки горелки и подающего механизма.
- И на последнем этапе следует проверить качество проволоки — чтобы она не имела вмятин, повреждений и прочих дефектов.

Сварка полуавтоматом с газом и без газа
Сварка полуавтоматом представляет собой один из методов традиционной дуговой сварки. Сварочная проволока в этом случае выполняет роль сварного электрода. Проволока без остановки подается специальным механическим приводом с предварительно заданной скоростью к месту сварки.
Использование сварочных флюсов позволяет даже при использовании проволоки с небольшим диаметром обеспечить хорошее и глубокое распускание металла в сварочной ванне. За счет этого удается получить надежные швы при сварке как толстого, так и тонкого металла.
Применение полуавтомата позволяет существенно улучшить качество шва и производительность выполняемых работ. Благодаря полуавтоматической сварке специалисты могут создать около 30 метров шва в час.
С использованием газа
Сварку полуавтоматом можно выполнять с газом или без него. Если используется сварка с газом, то исключается попадание кислорода в зону работы с целью исключить переизбыток углерода или его недостачу. В противном случае шов может оказаться очень хрупким либо слишком мягким.
Такой способ достаточно трудоемок, ведь приходится носить газовые баллоны и заряжать их достаточно дорого. Кроме того, на сварочный полуавтомат без газа цена значительно меньше, в отличие от этого способа сварки с применением газа.
Без использования газа
Для использования сварки без газа может применяться порошковая проволока и флюсовая проволока. Порошковая проволока представляет собой стальную трубку, внутри которой содержится порошок для сварки — флюс. В процессе сгорания образуется защитная газовая среда в области сварочной ванны. Сварка порошковой проволокой без газа более проста в применении, чем сварка обычной проволокой в газовой среде.
Применение метода сварки без газа имеет определенные преимущества:
- нет необходимости использовать газовую аппаратуру;
- не нужно тратить средства на наполнение баллонов газом, так как при использовании способа сварочный полуавтомат без газа, цена затрат выгодно отличается в лучшую сторону;
- имеется возможность менять химический состав шва путем применения различных типов проволоки.
Таким образом, безгазовый способ сварки выгоден не только потому, что более доступен для реализации, но еще и потому, что он более выгоден с экономической точки зрения, так как на сварочный полуавтомат без газа цена расходов значительно меньше.

Рекомендации при сварке полуавтоматом без газа
Сварка полуавтоматическим методом схожа со сваркой обычными электродами, поэтому при использовании этого способа есть риск попадания шлака в сварочную ванну от сгоревшей проволоки с наполнением. Для предотвращения этого явления, рекомендуется поверх базового шва делать еще один. Первый шов при этом нужно предварительно зачистить.
Сварка порошковой проволокой без газа требует использования специальных механизмов, предотвращающих сжатие проволоки и ее поломку. Также недопустимо грубое обращение с проволокой, резкие повороты.

Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Сварка полуавтоматом без газа — можно ли варить обычной проволокой
Сварка полуавтоматом без газа обычной проволокой – это один из типов классической дуговой сварки. В качестве электрода выступает обыкновенная проволока, которая непрерывно подается в сварочную головку с установленной скоростью механическим приводом. Даже при использовании материала малого диаметра (0,8-2 миллиметра) сварочные флюсы предоставляют возможность обеспечивать низкими токами расплавление металла на значительную глубину непосредственно на участке соединения. Данная технология позволяет получать швы высоко качества как на тонких, так и на достаточно толстых металлических изделиях.
Применение для сваривания деталей полуавтомата позволяет существенно повысить качество швов и производительность труда. Полуавтоматическим сварочным инструментом квалифицированные сварщики выполняют в течение одного часа порядка 20-40 метров сварных швов. Многих начинающих мастеров интересует вопрос: как варить полуавтоматом без газа?
Конструкция, принцип работы полуавтоматического сварочного оборудования
Сварка – это электрический агрегат, который преобразовывает в тепловую энергию электрическую посредством электрической дуги. Процедура осуществляется плавящимся электродом, в качестве которого выступает обычная проволока. Она непрерывно подается на свариваемый участок, механическим приводом, является омедненной, откалибрована и имеет установленную толщину. Такое покрытие делается для того, чтобы она имела хорошее скольжение, качественный электрический контакт с материалом. Проволока для сварки размещается на специализированной катушке, которая обеспечивает ее равномерное разматывание и подачу в процессе выполнения сварочных работ.

Сварка осуществляется вручную с применением следующих инструментов:
- источника тока;
- механического привода для подачи проволоки;
- пистолета для наложения шва;
- гибких шлангов.
Сварочный полуавтомат может использоваться:
- с применением защитных газов;
- при сварочных соединениях под флюсом;
- при проведении сваривания металлических образцов порошковой проволокой.
Полуавтомат. сварочное оборудование чаще используется с использованием защитной газовой среды. Оно применяется для соединения изделий из легированных, углеродистых сталей, образцов из цветных металлов. В данном случае в качестве защитного газа выступает углекислота, которая находится под высоким давлением в специальных баллонах, из каких она непосредственно подается на сварочный пистолет по гибким шлангам. На баллонах установлен газовый редуктор, который стабилизирует газ перед подачей его в сварную зону.
Полуавтоматическое сварочное оборудование в стандартных условиях применяется для сварки алюминия, нержавейки, черных металлов. Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.
Постоянный ток для сварки алюминия – это источник питания. К алюминиевому образцу подсоединяется минусовая клемма. Основным рабочим элементом является сварочная горелка, которая имеет конструктивные особенности. Она подает на сварочный участок проволоку с газом (флюсом).
Настройка оборудования перед началом работ:
- Первоначально нужно выбрать силу тока.
- Далее установить оптимальную скорость подачи проволоки: нужно установить одну из шестеренок, которые входят в комплектацию полуавтомата без газа.
- После этого устройство нужно опробовать непосредственно в деле. Если параметры полуавтомата были настроены правильно, сварочная дуга должна работать устойчиво с достаточной мощностью.

Применение сварки полуавтоматом без газа обычной проволокой
Возможен такой вариант соединения деталей, как сварка порошковой проволокой без газа. автомата. Стержень такой проволоки для автомата заполнен флюсовым порошком, который при нагревании до высокой температуры формирует небольшую газовую среду, какой вполне достаточно для расплавления металлического изделия.
Необходимо обратить внимание, что в период сваривания швов, расположенных вертикально, теплообмен осуществляется снизу вверх. Поэтому сварочную головку необходимо водить от верхней части образца к его нижней части, так можно удерживать в сварочной ванне некоторое тепло. Рекомендуется также головку пистолета немного держать под небольшим наклоном к верхней части образца, и движения выполнять в быстром режиме.
Сварка полуавтоматом флюсовой проволокой без газа имеет свои преимущества:
- мобильность оборудования. Нет необходимости за собой носить дополнительные инструменты: газовый баллон, редуктор, резиновые рукава;
- существует возможность применения проволоки любого химического состава.
Но, как и у любого другого инструмента, присутствуют и свои недостатки:
- качественная сварочная проволока стоит не дешево, если, конечно же, не брать во внимание китайского производителя;
- при подборе сварочного агрегата и самой проволоки необходимо повышенное внимание.
Важно не забывать
Сварка полуавтоматом без газа обычной проволокой, как и для газового сварочного оборудования, требует правильного обустройства рабочего участка, в целом организации сварочного процесса, а также соблюдения техники безопасности непосредственно при осуществлении работ. У сварщика обязательно должны быть в наличии индивидуальные средства защиты.
electrod.biz
Сварка полуавтоматом без газа (полуавтоматическая сварка)
Защитный газ для сварки полуавтоматом, изолирующий сварочную ванну, улучшает качество соединительного шва и ускоряет сам процесс монтажа элементов металлоконструкции. Но за эти преимущества приходится расплачиваться увеличенными габаритами сварочного аппарата и возросшей ценой расходных материалов.
Поэтому такая технология, как сварка полуавтоматом без газа получила самое широкое распространения, как в быту, так и на производстве. Ведь компактные автоматы «без газа» позволяют генерировать высокопрочный и аккуратный шов, качество которого не отличается от характеристик шва «с газом».
Полуавтоматическая сварка без газа: суть процесса
«Газовая» сварка проходит в инертной среде, которая защищает расплавленный электрод и разогретые кромки стыкуемых деталей от атмосферного кислорода. То есть, инертный газ, обволакивающий сварочную ванну, играет роль своеобразного флюса.
Сварка «без газа» осуществляется по тому же принципу. Только вместо инертного вещества ванну защищает углекислый газ, который генерирует сама присадочная проволока, а точнее ее покрытие.
Процесс генерации углекислого газа запускает нагрев проволоки (электрода) сварочной дугой.
И общая технологическая схема, на основе которой осуществляется полуавтоматическая сварка без газа, выглядит следующим образом:
- Электрод (проволока) касается стыкуемых деталей и разность потенциалов между катодом и анодом (плюсом и минусом) провоцирует появление электрической дуги.
- Дуга плавит электрод и испаряет его оболочку (флюс).
- Под действием высокой температуры содержащийся в оболочке углекислый газ переходит из твердого состояния в газообразное, заполняя сварочную ванну.
В итоге, элегантное техническое решение аннулирует необходимость поддерживать давление газа при сварке полуавтоматом. Сгоревшее в дуге вещество флюса выделит столько углекислоты, сколько будет нужно. Поэтому надобность в громоздких баллонах с аргоном или углекислым газом попросту отпадает.
Сварка полуавтоматом без газа
На процесс полуавтоматической сварка «без газа» выглядит следующим образом:
- В самом начале вы должны подобрать конкретный сорт присадочной проволоки, подходящей для вашей металлоконструкции. Подбор проволоки осуществляется по ее диаметру и материалу. Последний параметр должен соответствовать конструкционному материалу металлоконструкции. Ну а диаметр выбирают исходя из глубины и ширины шва.
- Далее вы должны настроить ваш сварочный аппарат. То есть вам придется вставить бобину с проволокой в бункер, пропустить кончик сквозь подающие вальцы и вывести его в держак. После этого можно заняться определением силы тока сварки. Большинство сварочных полуавтоматов работают с токами до 250-280 Ампер. Конкретная величина силы тока подбирается исходя из диаметра проволоки и ее химического состава. Точные данные можно увидеть в руководстве пользователе сварочным аппаратом и на маркировке, нанесенной на упаковку проволоки.
- Подготовив аппарат и расходный материал, следует заняться стыкуемыми деталями. Вам придется расположить соединяемые элементы на сварочном столе с идеально ровной металлической столешницей. Торцы стыкуемых элементов следует зачистить от ржавчины и оксидов наждаком или металлической щеткой. После чего детали сдвигаются и фиксируются в этом положении струбцинами (или иным способом).
- Сам процесс сварки начинается с контакта проволоки и деталей. При этом аппарат должен быть включен. На месте контакта возникает электрическая дуга, плавящая проволоку и разогревающая стыкуемые детали. Расположив держак под углом 80-85 градусов к поверхности шва, вы ведете расплавленную «тянучку» электрода вдоль кромок стыкуемых поверхностей.
Причем лучше всего смещать держак на себя, проваривая шов от дальнего края к ближнему.
Завершив первый шов, вы можете повторить процесс, наложив еще один слой по пока еще не остывшему металлу. С помощью этого приемы вы улучшите внешний вид вашего стыка.
И в заключение несколько советов, позволяющих упростить процесс сварки «без газа»:
- Во-первых, не передавите хрупкую проволоку в подающих вальцах и шланге, по которому присадка транспортируется к держаку.
- Во-вторых, действуйте смелее. Углекислый газ подавляет процесс горения металла, поэтому вы попросту не сможете «пропалить» вашу заготовку.
- В-третьих, старайтесь «варить» нижним горизонтальным швом. Вертикальные стыки поддаются только сварщикам с опытом, а потолочные швы аппаратом «без газа» не генерируются – углекислота покидает сварочную ванну под действием силы тяжести.
- В-четвертых, пользуйтесь только специальной, флюсовой проволокой. Присадка под аргонодуговые аппараты без инертной среды (подачи аргона) работать не будет.
steelguide.ru