Проволока флюсовая для сварки – Флюсовая проволока для полуавтомата — мобильность и качество
alexxlab | 08.02.2020 | 0 | Разное
Флюсовая проволока для полуавтомата — мобильность и качество

Очень часто полуавтоматическую сварку приходится вести в местах с затрудненным доступом. В них сложно или вовсе невозможно использовать баллон с газом. Выходом, позволяющим сохранить преимущества сварочного полуавтомата, но при этом отказаться от громоздкого баллона, является использование флюсовой проволоки для полуавтомата.
Классификация и маркировка
Вся современная флюсовая проволока, как отечественного, так и импортного производства подразделяется на типы по семи признакам:
- Назначение получаемого соединения.
- Прочностные характеристики шва (сопротивление разрыву и ударная вязкость).
- Состав внутреннего сердечника.
- Тип образуемого в процессе сварки защитного покрытия.
- Положение в пространстве свариваемых деталей по отношению к электроду (здесь возможны варианты — только вертикально, только горизонтально, только в нижней горизонтальной плоскости, только в нижней вертикальной плоскости, в любом положении).
- Соединяемые металлы — это может быть сталь (легированная или нет), цветные металлы, сплавы.
- Способность к образованию внешней газовой защиты или нет (в последнем случае нужен баллон с углекислым газом).
В России, по ряду источников, наиболее популярны и распространены марки:
- ER70S-6;
- E71T-1;
- E71T-GS;
- T-8;
- T-GS;
- BlueWeld 802208;
- Forte.
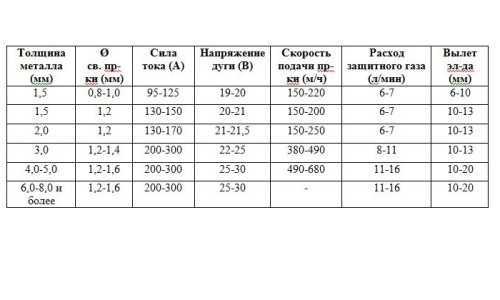
Если нужно соединить металлические делали не толще 2 мм, то рекомендуется использовать проволоку 0.8 мм. В случае, когда толщина детали больше, но не превышает 5 мм — используют в 2 мм диаметром. При действительно массивных соединяемых деталях нужно использовать диаметром около 6-8 мм и более.
В зависимости от материала соединяемых сваркой деталей можно выделить три типа проволоки:
- Для сварки алюминиевых деталей. При работе с этим материалом без флюса обойтись невозможно.
- Для сварки медных деталей. Чаще всего встречается 0,8 мм диаметром.
- Для стальных изделий. Предполагает предварительную подготовку места соединения.
Основные характеристики
Флюсовая проволока в норме (соответствие ГОСТу) обладает отличным качеством и легкостью сварки других металлов. В шве, образованном ею, содержится минимум примесей, ухудшающих механические и химические его свойства. Шов обычно крепок, минимально ошлакован и стоек к коррозии.
Сам процесс сваривания толстых деталей (более 5 мм) усложняется необходимостью подбора правильного электрода, режима работы аппарата.
Как следует из названия, флюсовая проволока уже содержит флюс, соответственно при работе ею нет нужды рассчитывать точные количества добавок. К тому же готовая смесь менее токсична и более однородна, чем составленная самим сварщиком.
По своему устройству флюсовая проволока состоит из двух частей:
- Внешняя оболочка — она представляет собой завитую спиралью ленту из нелегированной стали толщиной от 0.2 до 0.8 мм. Оболочка защищает сердечник.
- Сердечник — состоит из спрессованного порошка сложного состава. В него наиболее часто входят вещества раскисляющие расплав металла, стабилизирующие электрическую дугу, легирующие получающийся шов.
Сварка флюсовой проволокой без газа
Прежде чем начать процесс сварки нужно настроить на аппарате рекомендуемые показатели тока. Далее нужно проверить состояние подающего рукава (на предмет изношенности) и отсутствие смещения податчика. Нужно откалибровать и подающие ролики — они не должны слишком сильно жать во избежание деформации и неравномерной подачи.
Соединяемые детали нужно очистить от оксидной пленки и при толщине больше 4-5 мм — сформировать скосы. После возникновения электрической дуги ее ведут снизу вверх детали (если она расположена вертикально). Ручку горелки нужно держать под углом к свариваемым поверхностям — это стабилизирует сварочную ванну, предохраняет от преждевременного растекания металла из нее.
Скорость выведения шва рекомендуется держать около 15-20 мм в секунду. При формовке шва в несколько проходов нужно дождаться остывания слоя и очистить его поверхность от шлаковой корки — иначе второй и последующие швы получатся низкокачественными из-за посторонних примесей.
Особенности сварки
У начинающих сварщиков часто происходит так, что даже при медленной подаче полуавтоматом не формируется сварной шов. Детали, вместо соединения просто прожигаются электрической дугой.
Для того, чтобы этого не происходило, нужно выдерживать расстояние около 40-45 мм от начала ванны. Кроме этого нужно перед работой поменять полярность вашего сварочного полуавтомата. Она должна быть прямой.
- Прямая полярность означает, что «-» подключается к горелке, а «+» к свариваемой детали.
- Материал турецкого производства имеет много негативных отзывов. Наиболее качественный шов дает проволока итальянского производства. Но у нее есть существенный недостаток — высокая цена. Наиболее приемлемым соотношением цена-качество обладает производимая в нашей стране и в Китае
Из-за отсутствия выделения при сварке газа не происходит охлаждения шва — это увеличивает риск прогара. Поэтому рабочее напряжение нужно подобрать минимальным (соотнося с типом материала свариваемых деталей). Скорость же подачи должна быть на грани максимальной. Чисто практически это можно охарактеризовать как начало дискомфорта для держащей горелку руки.
Важно! Кромку соединяемых деталей, если их толщина превышает 5 мм, нужно слегка сточить. Это облегчит формирование сварочной ванны. Если металл заготовок нестоек к окислению, то его нужно защитить от образования оксидного налета
Главным залогом создания качественных сварных швов является правильно подобранная скорость подачи сварочным полуавтоматом.
prosto-instrumenty.ru
для работ с флюсом, для полуавтоматов и не только, самозащитная и газозащитная, область применения, маркировка, марки и бренды
Главная страница » порошковые сварочные проволоки
В данном разделе рассматривается порошковые сварочные проволоки.
Для кузнецов, кузниц, производств и частных лиц (самодельщиков, самоучек и энтузиастов).
Ниже смотрите полезную информацию для выбора.
Выбирайте марки из списка под статьей.

Сварочная проволока порошковая (0.8 мм; 1 кг) Elitech. Фото ВсеИнструменты.ру
Прогресс в развитии сварочных технологий выражается в появлении новых видов расходных материалов. На этом рынке в конкуренции успешно участвует порошковая сварочная проволока.
Область применения, назначение
Порошковая (флюсовая) сварочная проволока используется для соединения углеродистых сталей, сталей с отличающимся уровнем легирования (больше о легированных проволоках здесь) и чугунов. Кроме этого она применяется для получения специальных свойств поверхностей с помощью наплавки.
Основным преимуществом является возможность получения качественного сварного шва без применения защитной газовой среды. Отсутствие баллона и коммуникаций к нему создает условия для обеспечения мобильности при производстве работ.
Сварку можно производить в самых труднодоступных местах, сварочная технология с порошковой проволокой устойчива к различным нестандартным обстоятельствам открытой местности.
Видео
Обозначения и маркировки
Наименование флюсовых проволок выполняется согласно ГОСТ 26271-84. Для примера разберем следующее:
- ПП-АН3 – марка (порошковая проволока, разработка связана с академией наук, серия номер 3).
- 2,5 – диаметр 2,5 мм.
- ПС – проволока самозащитная (может стоять обозначение ПГ – проволока газозащитная).
- 49 – значение предела текучести шовного материала (не более 490 МПа).
- В – соответствует химическому составу по содержанию углерода, фосфора и серы в наплавленном металле ( допускается А, С).
- 2 – значение ударной вязкости ( может иметь символы Р, К, от 0 до 6).
- ВП – определяет допустимые пространственные положения при проведении сварочных работ, в данном случае вертикальное с принудительным формированием сварочного шва. Может иметь место следующая символика:
- Н – нижнее;
- Г – нижнее и горизонтальное;
- В – нижнее, горизонтальное и вертикальное;
- ГП – горизонтальное с принудительным формированием шва;
- УП – все положения с принудительным формированием шва.

Проволока флюсовая сварочная STURM! WW1001F. Фото 220Вольт
Название сварочной порошковой проволоки для наплавки регламентируется ГОСТ 26101-84. Разберем на примере: ПП-Нп-18Х1Г1М-С- 2,2-1 ГОСТ 26101-84.
- ПП-Нп-18Х1Г1М – порошковая проволока для наплавки, материал 18Х1Г1М.
- С – наплавка производится без газовой или другой защиты, самозащитная ( может иметь метку Ф – наплавка под флюсом, Г – наплавка в защитных газах, У – универсальная проволока, применяется во всех случаях).
- 2,2 – диаметр 2,2 мм.
- 1 – класс точности предельных отклонений диаметра, есть еще 2 класс точности.
Виды
Флюсовая проволока производится двух видов: газозащитная и самозащитная.

Газозащитная проволока DEKA E71T-1С 1,2 мм. в упаковке 15 кг. Фото DEKA
Газозащитная в основном употребляется в работе с полуавтоматами или автоматами в среде инертных газов. С целью улучшения качества сварки поверхность покрывается медью.

Порошковая (самозащитная) сварочная проволока DEKA E71TGS. Фото DEKA
Самозащитная проволока необходимые компоненты получения качественного шва содержит в составе порошка. Поэтому для сварки понадобится только легкий шланговый полуавтомат, где размещается катушка с проволокой. Каким образом осуществляется заправка проволоки, нормы расхода материала, механизм подачи и другая информация собрана в отдельной статье.
Популярные марки
Данный ролик покажет разницу в работе этих двух видов.
Популярные марки
На российском рынке предлагается флюсовая проволока WESTER FW08100. Имеющая диаметр 0,8 мм, сваривается как в защитном газе, так и без него. Выполняет сварку низкоуглеродистых и низколегированных сталей в любых положениях.

Проволока порошковая (флюсовая) сварочная WESTER FW08100. Фото 220Вольт
Американский бренд «Линкольн Электрик» предлагает самозащитную NR-208-XP. Сварка выполняется без внешней защиты. Рекомендации к применению: труднодоступные места, в частности на большой высоте и в условиях открытой местности (неустойчивая ветровая обстановка, повышенная влажность). Для работы используется полуавтомат в режиме работы «NO GAZ». Необходимо только установить нужную полярность. Так как проволока имеет полую структуру, протяжные ролики затягивать нужно весьма аккуратно.
Quattro Elementi 770-377 — сварочная проволока порошкового типа. Содержит в наполнителе все добавки, позволяющие выполнять сварку без газа. Производитель из Италии.

Сварочная порошковая проволока QUATTRO ELEMENTI 770-377. Фото ВсеИнструменты.ру
G70 – газозащитная сварочная проволока от компании «Линкольн Электрик». Состав порошка позволяет регулировать свойства сварочного шва. Выполняются ответственные соединения стыков трубопроводов из высокопрочной стали. Защитная среда из смеси газов позволяет производить многопроходную сварку без зачистки шва, обеспечивая тем самым высокую производительность сварки. Качественный шов формируется в любом положении.
Справка. На рынке сварочных материалов присутствуют популярные марки проволоки других типов: титановая проволока ВТ1-00Св, проволока для чугуна ПАНЧ-11, омедненная ER70S-6.Характеристики
К характерным признакам относятся конструктивные особенности проволоки. Первоначальные варианты производились сворачиванием тонкого листа в трубку, на ней оставалась четкая линия разъема. Это оказывало влияние на свойства наполнителя из-за возможности взаимодействия с внешней средой.
В дальнейшем была разработана технология получения сплошных трубочек и обеспечения их плотного заполнения порошком. Тем самым улучшились не только сохранность порошка, но и механические характеристики сварочной проволоки. Этот показатель важен при протягивании через подающие ролики на полуавтоматах.

Проволока порошковая самозащитная E71T-11 (1.2 мм; 1 кг) Барс. Фото ВсеИнструменты.ру
Составы порошков определяют возможность применения проволоки в той или иной сварочной технологии:
- рутиловые и рутил-флюоритные используют газовую защиту;
- рутил-органические являются самозащитными;
- карбонатно-флюоритные работают с газовой защитой, улучшают пластичность шва;
- флюоритные обладают свойствами перечисленных, и могут работать без газовой защиты.
Преимущества сварочной порошковой проволоки проявляются при выполнении наплавочных технологических операций. Высокий коэффициент наплавки дает возможность выполнить наплавку в широких диапазонах необходимых параметров. В порошок можно добавить химические компоненты, например никель, хром и другие, для получения требуемых свойств наплавляемой поверхности.
Как видим для каждой отдельно сварочной технологии следует подбирать определенные характеристики сварочной проволоки.
Предъявляемые требования
К флюсовой проволоке предъявляются следующие требования:
- легкая возбудимость дуги и стабильность ее функционирования;
- проволока должна планомерно расходоваться при плавлении с минимумом фактора разбрызгивания;
- шлак должен покрывать весь шов, чтобы после сварки свободно отделиться после остывания;
- порошок должен без пустот заполнять внутреннюю полость, чтобы сварочный шов получался без пористых участков и других подобных дефектов.

Порошковая сварочная проволока Кедр. Фото 220Вольт
Сертификация, ГОСТ
В отсутствии обязательной сертификации сварочной проволоки, производитель стремится получить сертификат добровольно. Особенно это важно при производстве сварочных технологий в таких отраслях как судостроение, нефтегазовое производство. Сертификаты, выданные российскими морским или речным регистрами, являются ключом к производству сварочных работ в этой отрасли. Производство сварочной проволоки основывается на ГОСТах, выпущенных в советские времена.
Рекомендации по использованию
Если соединение относится к разряду ответственных, то применять самозащитную сварку флюсовой проволокой не рекомендуется. Сварочный шов будет иметь прочностные характеристики при испытаниях ниже, чем, например, при сварке обычной Св-08Г2С. Флюсовая проволока не дает возможности получить сварочный шов без отсутствия пор.
Сортамент
Диаметры проволоки и их отклонения от номинальных размеров регламентируются ГОСТ 26271-84, для наплавочной порошковой — ГОСТ 26101-84.

Проволока сварочная с флюсом (0.8 мм; 3.0 кг) BlueWeld. Фото ВсеИнструменты.ру
Форма выпуска, расфасовка, упаковка
Сварочная порошковая проволока поставляется в мотках (катушках) с этикеткой. На ней указывается номер партии, обозначение проволоки, время изготовления и свидетельство о приемки ОТК предприятия-изготовителя. Упаковки различных проволок указаны в ГОСТ 26271-84 и ГОСТ 26101-84.
Производители
Пионером в применении для сварочных технологий порошковой проволоки является американская компания «Линкольн Электрик». Поэтому на сегодняшний день это несомненный лидер в производстве данной продукции. Самозащитная проволока NR-208-XP и газозащитная G70, упомянутые в статье, это детище этого производителя.

Сварочная порошковая проволока ESAB Coreshield 8. Фото Сварочные Технологии
Большой ассортимент выпускает шведский производитель ESAB. Здесь присутствует проволока для упрочняющей наплавки (Stoody 100HC-O), порошковая для низкоуглеродистых сталей (Coreshield 8), для низколегированных сталей (OK Tubrod 14.01), газозащитная для нержавеющих сталей (OK Tubrod 15.30) и порошковая для чугуна (Nicore 55).
Высокое качество продукции способствует популярности и других видов проволоки: медная, полированная, омедненная (стальная с покрытием).
Широкий выбор порошковых проволок предлагает DEKA. В ассортименте предприятия присутствуют самозащитные и газозащитные расходные материалы. Производитель из Китая предлагает продукцию по доступным ценам, что делает востребованными проволоки и прочих типов: нержавеющая, алюминиевая.
Где купить
Продажей сварочной порошковой проволоки занимаются различные компании: производители, официальные дилеры и представители, поставщики. Предприятия, предлагающие качественные расходные материалы от ведущих заводов-изготовителей, представлены в отдельном разделе.
Расходный материал в виде сварочной проволоки широко используется в различных сварочных технологиях. Наличие этого продукта в ассортименте производителей, имеющих влияние на рынке сварочных материалов, является обязательным условием. Компания ESAB, как мировой лидер, отличается выпуском видов проволоки широкого назначения, охватывающим все возможные сферы ее применения. Сферы применения Сварочная проволока ESAB востребована в нефтегазовой, судостроительной, машиностроительной, химической и других отраслях промышленности. В…
Для выполнения разовой сварочной работы в домашних условиях необходимо определиться с количеством расходного материала, который потребуется закупить в магазине. В промышленных условиях величина расхода сварочной проволоки скажется на окончательной цене производимого продукта и в конечном итоге на спрос покупателя. Особенности проволоки На расход проволоки оказывает влияние множество причин, включая человеческий фактор в контексте наличия у сварщика требуемой квалификации. Однако наиболее объективным является значение…
Проволока является расходным материалом, пользующимся сегодня высоким спросом. Поэтому многие компании: в России и за рубежом — специализируются на выпуске сварочной проволоки. Наиболее значимые производители, а также особенности их продукции, востребованные марки расходников и другая полезная для мастеров информация представлена в данном обзоре. Список стран и заводов-производителей Компании имеют в распоряжении современное оборудование, квалифицированные сотрудники предприятий используют в производстве новейшие…
Сварочные работы производятся с любыми материалами — это могут быть чугуны, стали или цветные металлы. Технологии позволяют выполнять эти работы на производительных автоматах и полуавтоматах. Обеспечивают функциональность этого оборудования расходные материалы в виде проволоки. Применение Основным назначением является использование расходного материала на полуавтоматах в атмосфере защитного газа. В тех случаях, когда применяется самозащитная проволока, сварка производится без газа. Проволока применяется как наплавочный…
Торговая марка «ДЕКА» представлена на рынке товарами имеющими отношение к сварочной технологии. Помимо сварочного оборудования, средств защиты сварщика реализуется большая номенклатура расходных материалов — сварочной проволоки, которая нашла применение во многих сферах хозяйствования, где возникает необходимость в создании прочных соединений: при изготовлении различных видов промышленного, медицинского и некоторых других типов оборудования сложной конструкции. Также в судостроительной индустрии и машиностроении. Что…
kovka-svarka.net
Сварка флюсовой проволокой
4 вида сварки полуавтоматом без газа
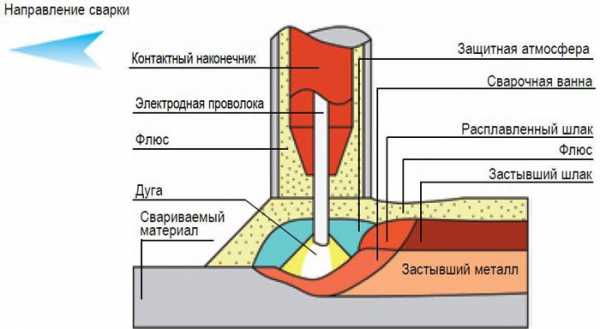
Сварка в полуавтоматическом режиме без газа заключается в том, что сварочная ванна – место соединения двух сварочных поверхностей между собой защищается не средой инертного газа, а следующими видами безгазовой защиты:
- слой флюса;
- порошковая защита с электрода;
- слой шлака, образуемый при сгорании электрода.
По виду механизации полуавтоматическая сварка характеризуется наличием специального суппорта для автоматического подвода присадочной флюсовой проволоки или порошкового электрода.
Область технологического применения данной сварки в основном сводится к соединению разнородных мягких металлов, цветных металлов или для напыления и восстановления деталей и запчастей из алюминия, чугуна или бронзы.
 Как уже было сказано, основная область применения сварки без газа в полуавтоматическом режиме – соединение мягких и цветных металлов, например алюминия.
Как уже было сказано, основная область применения сварки без газа в полуавтоматическом режиме – соединение мягких и цветных металлов, например алюминия.
Принципиальная схема сварочного аппарата представляет собой замкнутый контур, состоящий из заземления, переносного инвертора и электрода и подводимого автоматом присадочного электрода.
 Профессия сварщика несомненно требует некоторых профессиональных навыков. Читайте детальнее о том, как научиться сварке самостоятельно.
Профессия сварщика несомненно требует некоторых профессиональных навыков. Читайте детальнее о том, как научиться сварке самостоятельно.
Сварщик — специальность, которая требует от мастера специальных навыков и умений в работе с раскаленным металлом. Читайте где можно обучиться сварке здесь.
Как правило, две алюминиевые поверхности варят в стык, проводя тонкий шов в 1-1,5 мм. шириной. В качестве наплавки используют медную проволоку.
Необходимо помнить о том, что попадание в расплав алюминия воздуха приведет к критическим изменениям структуры металла, появятся каверны, и существенно увеличится хрупкость металла, снизив его пластичность.
Для этого сварочную ванну необходимо защитить слоем флюса, который вводится по мере образования сварочного шва.
Читайте также: Дуговая сварка
Флюс – вещество, которое образуется при сгорании электрода или присадочной проволоки, флюс прекрасно зарекомендовал себя, полностью изолируя сварные поверхности от атмосферного воздуха.
Сварка полуавтоматом флюсовой проволокой без газа
Типичный способ сварки алюминия. Флюсовая проволока подводится суппортом к электрической дуге и при сгорании равномерно покрывает сварочную ванну.
Такой способ обладает рядом положительных характеристик:
- на протяжении долгих лет показывает прекрасное качество и функциональность;
- относительная дешевизна и простота использования;
- экологичность и безвредность;
- прекрасные функциональные показатели.
 Журнал сварочных работ особенный технический документ, который позволяет осуществлять контроль за проведением сварочных работ, их качеством, временем проведения работ и прочим.Смотрите детали о особенностях заполнения журнала сварочных работ.
Журнал сварочных работ особенный технический документ, который позволяет осуществлять контроль за проведением сварочных работ, их качеством, временем проведения работ и прочим.Смотрите детали о особенностях заполнения журнала сварочных работ.
Общую статью о сварочном производстве можно прочитать здесь.
Сварка порошковой проволокой без газа
 Порошковая проволока безгазовой среде выполняет те же задачи, что и флюс. используется специальный порошковый состав на основе кремниатов или силикатов, которые отторгаются расплавленным металлом и образуют на его поверхности пленку, затрудняющую проникновение кислорода к расплавленному металлу.
Порошковая проволока безгазовой среде выполняет те же задачи, что и флюс. используется специальный порошковый состав на основе кремниатов или силикатов, которые отторгаются расплавленным металлом и образуют на его поверхности пленку, затрудняющую проникновение кислорода к расплавленному металлу.
По своей конструкции флюсовая и порошковая проволока представляет собой трубку из мягкого легкоплавкого метала, полую внутри. Полость трубки заполнена порошком из кремниатов или флюсом, который при оплавлении трубки не сгорает, а просыпается на поверхность.
 Среди множества технологий по обработке металла лазерная резка выделяется своей экономичностью и эффективностью.
Среди множества технологий по обработке металла лазерная резка выделяется своей экономичностью и эффективностью.
Сваркой принято называть получение жесткого неразъемного соединения между двумя металлическими поверхностями. Читайте подробнее о сварке металлов.
Сварка полуавтоматом простой проволокой без газа
 Такой вид полуавтоматической дуговой сварки используется только при безгазовом напылении и прокладке сверхтонких шов вольфрамовой проволокой, но так как поверхность должна быть защищена от воздуха, то используется принципиально отличающийся от прочих механизм: принудительная подача флюса или порошка к сварочной поверхности.
Такой вид полуавтоматической дуговой сварки используется только при безгазовом напылении и прокладке сверхтонких шов вольфрамовой проволокой, но так как поверхность должна быть защищена от воздуха, то используется принципиально отличающийся от прочих механизм: принудительная подача флюса или порошка к сварочной поверхности.
Читайте также: Преимущества плазменной сварки
Для этого используются полимерные или плексигласовые шланги-дозаторы, просыпающие флюс на металл. К таким дозаторам есть ряд определенных требований, как и к автоматам с данным оснащением:
- не допускаются перегибы шлангов или мягкого плексигласа, это может привести к нарушению дозации флюса и попаданию воздуха в металлическую структуру;
- нежелательны резкие движения автомата и рывки, это приведет к неравномерному или чрезмерному попаданию флюса и замутнению сварочной ванны;
- необходимо по возможности исключить сдувание флюса с поверхности, это значит, что работы следует производить в условиях цеха или в безветренную погоду.
 При электродуговой сварке сварочные кабеля используются для передачи электрического тока от инвертора или баласного реостата к «держаку», в котором закрепляется сварной электрод, а так же для проводки заземления от сварной поверхности к баласнику для создания замкнутого контура.
При электродуговой сварке сварочные кабеля используются для передачи электрического тока от инвертора или баласного реостата к «держаку», в котором закрепляется сварной электрод, а так же для проводки заземления от сварной поверхности к баласнику для создания замкнутого контура.
Сварочный инвертор на сегодняшний день вполне успешно может справиться с монтажом и демонтажем во время строительных работ и ремонте автомобилей. Как выбрать и использовать инверторный сварочный аппарат читайте здесь.
В настоящее время существует множество моделей полуавтоматических сварочных инверторов, но все они отличаются следующими положительными критериями:
- полуавтоматический режим во многом исключает огрехи сварщика;
- полуавтоматы способствуют прокладке ровных швов, что очень актуально для сварки трубопроводов или технологических линий в станках и агрегатах;
- мягкие и цветные металлы не варятся в обычном режиме без автоматов или полуавтоматов;
- сравнительно малые габариты, мобильность и простота конструкции автоматического суппорта и технологической схемы электропотребления.
Безгазовая сварка полуавтоматическом режиме прекрасное и функциональное решение сложных технических вопросов, которое характеризуется высоким КПД, производительностью, качеством, удобными условиями труда и малой затратностью.
Читайте также:
 Холодная сварка для линолеума Часто перед обывателем, затеявшим ремонт, возникает вопрос: чем сварить линолеум между собой?Холодная сварка линолеума – очень эффективный и […]
Холодная сварка для линолеума Часто перед обывателем, затеявшим ремонт, возникает вопрос: чем сварить линолеум между собой?Холодная сварка линолеума – очень эффективный и […] 2 технологии сварки алюминия аргоном В настоящее время в перечне технологий представлено множество различных методов сварки и множество машин для ее производства.Не менее важной и […]
2 технологии сварки алюминия аргоном В настоящее время в перечне технологий представлено множество различных методов сварки и множество машин для ее производства.Не менее важной и […]
metallmaster.org
Качественная сварка полуавтоматом флюсовой проволокой без газа
Комментариев:
Рейтинг: 46
Процесс сварки полуавтоматом флюсовой проволокой без газа существенно отличается от сварочного процесса, происходящего в газовой среде. При использовании газа в ходе сварки проникновение кислорода в зону изготавливаемого шва полностью исключено. Это помогает избежать проблемы переизбытка углерода, который сделает шовное соединение слишком хрупким. Кроме того, придется все время пользоваться тяжелыми баллонами с газом, заправка которых стоит не дешево.
При использовании флюсовой проволоки, которая выступает в роли электрода, можно значительно ускорить процесс сварки. В этом случае скрепляемые детали будут нагреваться при помощи электрической дуги. Подобная дуга будет возникать между флюсовой проволокой и заготовкой. При этом по телу проволоки будут проходить положительные заряды, а по изделию — отрицательные.
В ходе подобного процесса будет выделяться тепловая энергия, количество которой будет зависеть от диаметра проволоки и силы тока. Кроме того, очень важно перемещать горелку плавно вдоль линии шва, чтобы осуществить качественный прогрев металла. Использование флюса позволит выполнить глубокую расплавку металлических частей непосредственно на обрабатываемом участке.
Когда выполняется соединение толстых металлических частей, надо более тщательно прогревать края заготовок. В противном случае прогреется только флюс, и после его остывания он отвалится. Т.е не произойдет диффузионного проникновения молекул заготовки и проволочного флюса. Соответственно, соединение не получится. Кроме того, чтобы повысить качество скрепления, сварка должна осуществляться за несколько проходов, которые нужно увеличить до 2-3 раз. Это поможет равномерно распределить расплавленную проволоку по всей площади шва.
Кроме того, нельзя забыва
www.samsvar.ru
Сварка алюминия Флюсовой проволокой
Для многих сварочный аппарат давно не является новинкой, которая доступна лишь профессионалам, потому как специализированные сварочные магазины наполнены простыми, недорогими и качественными аппаратами.
Популярность аппаратов объясняется простотой рабочего процесса, которое ускоряет работу без ущерба качеству. При использовании полуавтоматического сварочного аппарата и небольших навыках сваривания получается качественный сварочный шов.
Баллоны для сваривания имеют большой вес и, при редком использовании придется заряжать баллон, чтобы шов пройти небольшой шов, иногда даже длиной несколько сантиметров. В этом случае для Вас наиболее выгодным вариантом будет использование специальной сварочной проволоки.
Такую проволоку называют еще флюсовой, потому как в ее составе находится флюс. Также может встречаться порошковая проволока, что соответствует ее названию. Независимо от названия, сварочная проволока позволяет осуществлять сваривание полуавтоматическим сварочным аппаратом без использования газа и баллона.
Проволока для сварки алюминия состоит из трубки, диаметр которой используется при обычном сваривании и газовой среде. Внутри проволоки находится специальный порошок, который называется флюсом и напоминает обмазку обычных электродов. В результате подогрева флюс сгорает и образует в сварочной зоне сваривания облако защитного газа, которое схоже с облаком, которое появляется при сваривании обычными электродами.
Среди плюсов стоит отметить, что для работы не нужна газовая аппаратура и, самое главное, не нужно наблюдать через защитную маску место подачи в разделку. Помимо этого, различные типы проволоки могут содержать наполнители разного типа, благодаря чему может формироваться химический состав шва и различные характеристики дуги.
Данный вид сваривания очень похож на обычное сваривание, поэтому в процессе работы происходит затекание шлака от сгоревшего флюса в сварочную ванну. По этой причине в некоторых случаях, чтобы получить герметичное соединение нужно накладывать следующий шов, очищая предыдущий.
Порошковая проволока обеспечивает сваривание полуавтоматом без газа и имеет малую жесткость в своей конструкции, потому как стенка очень тонкая и подача проволоки осуществляется механизмом с небольшим сжатием, а резкие маневры со шлангом аппарата практически недопустимы.
Для хорошей и слаженной работы следует соблюдать одно из важных условий – правильное подключение на держак и массу. Держак горелки должен выдавать минус, а само изделие должно быть подключено к плюсу. Данный вид подключения называется прямым. При сваривании в среде защитного газа применяется обратное подключение, которое обусловлено тем, что при подаче флюсовой проволоки требуется более высокая температура, чтобы образовывать защитный газ, который защищает сварочный процесс от негативного воздействия факторов окружающей среды.
3g-svarka.ru
Проволока сварочная флюсовая для полуавтомата
Для проведения сварочных работ полуавтоматом без использования защитного газа применяется проволока сварочная флюсовая для полуавтомата. Применения такой проволоки
 |
Когда же используется проволока сварочная флюсовая для полуавтомата, то использование полуавтомата для дома заметно упрощается. К тому же, сама стоимость сварки выходит гораздо ниже, чем с применением защитного газа.
Специальная флюсовая проволока, либо порошковая сварочная проволока служит заменителем защитного газа. Если посмотреть на такую проволоку в разрезе, то можно увидеть тонкостенную стальную трубку, которая заполнена флюсом. По своему составу флюс очень похож на обмазку обычных электродов для сварки. Флюс в процессе сварки сгорая создает небольшое облачко защитного газа, по сути выделяя тот-же углекислый газ, именно в точке свариваемых элементов.
Проволока может иметь в своем составе сразу компоненты флюса, которые включены в металл из которого она изготовлена.
Каковы преимущества имеет сварочный полуавтомат без газа на флюсовой проволоке и надежный ли это заменитель полуавтомату с использованием защитного газа?
В процессе разряда электрической дуги проволока начинает плавиться из-за действия высокой температуры. В ванне сварки при этом обязательно появляется облачко, в состав которого входят именно те вещества, которые находятся в составе проволоки. Именно это облачко и заменяет защитный газ, применяемый в обычных условиях, полностью изолируя зону сварки от атмосферного воздуха.
Аппарат для сварки флюсовой проволоке гораздо компактнее, чем модели для работы с газом, так как проволока занимает гораздо меньший объем, чем баллон с углекислым газом или аргоном.
Рабочие параметры сварочных полуавтоматов для работы на флюсовой проволоке:
- Проволока 0.5 – 3 мм;
- Сварочный ток от 35 до 100 Ампер и выше;
- Мощность от 1.5 кВт и выше.
Регулировка силы сварочного тока выполняется с помощью реостата в управляющем блоке.
Особенности работы при сварке флюсовой проволокой
При этом методе сварки без защитного газа, плюсовой вывод питания подается на свариваемое изделие.Нужно учитывать, что сварочная проволока для полуавтомата без газа достаточно хрупкая по структуре, с достаточно тонкими стенками и при работе не допускаются резкие изгибы или повороты шланга, по которому она подается к месту сварки.
Нельзя заменять порошковую проволоку обычной при работе без газа, так как сварочный шов будет неровным и иметь внутренние пустоты, а значит и минимальную надежность.
Выполняя, например, вертикальный шов необходимо учесть, что тепло идет всегда снизу вверх. Исходя из этого, нужно всегда вести шов в сверху вниз. Особенно это важно учитывать при работе с тонким листовым металлом. При этом горелку нужно держать с некоторым наклоном вверх, чтобы лучше можно было удерживать саму сварочную ванну, как раз ту зону сварки, где образуется защитное облачко газа от сгораемого флюса.
Вдоль шва горелку нужно передвигать достаточно быстро, опережая появления сверху капли расплавленного металла. При этом сварочная проволока для полуавтомата без газа должна всегда быть на переднем крае сварочной ванны.
Опытный сварщик может вести сварной шов со скоростью до 2 см в секунду, благодаря подаче проволоки (0.5- 3мм) в автоматическом режиме.
Недостатком работы с флюсовой сварочной проволокой является невозможность выполнения потолочного шва. Это связано с тем, что образовавшаяся углекислота в облачке благодаря силе тяжести просто выпадает из сварочной ванны.
Используя для работы сварочный полуавтомат без газа на флюсовой проволоке нужно представлять, что сварка без газа похожа на сварку обычным электродом, когда шлак может попадать в ванну сварки. В связи с этим приходится ложить дополнительный сварной шов поверх получившегося шва, предварительно очистив предыдущий от шлака.
Как в случае с применением углекислого газа, либо его смеси с аргоном, газ препятствует горению, а значит метал будет меньше нагреваться и выгорать. Флюс выполняет ту же функцию, защищая металл от нагрева и выгорания.
Читайте также
industrika.ru
Сварочные флюсы для качественной сварки
Флюсы для сварки: что это такое и как их использовать? Этот вопрос волнует многих начинающих умельцев. В этой статье мы подробно расскажем, что такое сварочные флюсы, каков принцип действия, где и как их можно использовать.

Во время выполнения сварочных работ непосредственно на месте сварки начинает увеличиваться химическая активность. Это касается как дуговой, так и газовой сварки. По этой причине металл быстро окисляется, сварочная проволока теряет часть материала и в целом снижается эффективность плавления. Сварщику приходится дольше сваривать детали, из-за чего в сварочной ванне скапливаются ненужные шлаки.
Чтобы избежать подобных проблем профессионалы используют сварочный флюс — специальный материал, обеспечивающий стабильное горение дуги и выводящий ненужные примеси. Как выглядит флюс? В большинстве случаев он представляет собой сыпучие гранулы небольшого диаметра, продающиеся в мешках различного объема (в среднем 20-25 килограмм), но существуют материалы и в другом исполнении. Мы подробно рассказываем об этом в разделе «Классификация». Но первоначально разберемся с принципом действия флюсов.
Содержание статьи
Принцип действия
Для начала, чтобы разобраться в принципе действия флюса, нужно понять, из чего состоит типичная зона сварки:
- Область дугового столба с внутренней температурой от 4-5 тысяч градусов по Цельсию.
- Область газового пузыря, которая образуется вследствие интенсивного атомарного испарения компонентов в кислородной среде.
- Область со шлаковым расплавом, располагающимся в верхней части газовой полости.
- Слой расплавленного металла в нижней части полости.
- Шлаковая корка, образующая твердую границу сварочной зоны.
Помимо упомянутых выше областей не менее важна сварочная проволока, она так же оказывает влияние на химическую активность.
Теперь, понимания из чего состоит сварочная зона, мы переходим к флюсу. Во время сварки поверхность детали активно окисляется и образуется шлаковая корка. Этих процессов можно избежать, если в зону сварки поступит легко плавящийся инертный материал. Таким материал как раз и является сварочный флюс. Он обезопасит деталь от окисления и поспособствует формированию качественного шва.
Чтобы эффективно использовать флюсы в своей работе нужно соблюсти следующие условия:
- Материал должен стабилизировать скорость работы, а не замедлять ее.
- Он не должен вступать в химическую реакцию с поверхностью свариваемых деталей или сварочной проволокой.
- Газовый пузырь должен быть изолирован от окружающей среды на протяжении всей работы.
- Если соблюдены все рекомендации, то остатки флюса должны легко удаляться после проведения сварочных работ. При этом большую часть удаленного материала можно будет использовать повторно (после очистки).
На практике оказывается, что соблюсти эти требования не так уж и просто. Флюс может отличаться по своему составу, равно как и технология его подачи в сварочную зону, поэтому нужно учитывать, какие именно металлы вы свариваете и какой вид сварки используете.
Классификация
Чтобы наиболее подробно классифицировать сварочный флюсы мы разделили их на условные категории. Итак, материалы могут отличаться по следующих категориям:
- Внешний вид. В начале статьи мы упомянули, что материал может быть гранулированным, но производители предлагают также кристаллический, пастообразный и даже газовый флюс. Выбор зависит от предстоящей работы. Для электросварки зачастую используется материал в виде гранул или порошка, а для газовой сварки используется пастообразный или газовый флюс.
- Химический состав. Состав флюса может сильно разниться и состоять из множества компонентов, но основой зачастую является кремнезём и марганец. Более подробный состав флюса легко можно найти в интернете или прочесть на упаковке. Скажем лишь одно: используемый флюс должен сохранять в работе свою химическую инертность даже при очень высоких температурах. Это одно из главных требований к качественному материалу.
- Назначение. Как мы говорили в разделе «Принцип действия», нужно учитывать, какие именно металлы вы свариваете и какой вид сварки используете. К примеру, использование флюса с легированной проволокой даст положительный результат, улучшив прочность металла. Конечно, существуют также универсальные флюсы, но мы рекомендуем применять их для сварки цветного металла или сплавов, а для сварки стали выбирать флюс более тщательно.
Более глобально флюсы разделяют на плавящиеся и неплавящиеся. Плавящиеся весьма эффективны, если необходимо выполнить наплавку, а неплавящиеся улучшают механические характеристики готового сварного шва. По этой причине их часто используют с высокоуглеродистыми сталями или цветными металлами, которые без флюса свариваются недостаточно качественно.
Применение флюса в сварочных работах
Для сварки стали ручным методом флюс наносят на поверхность слоем около полсантиметра. Не экономьте на количестве используемого материала, поскольку недостаточная толщина слоя может привести к плохой проварке металла, что впоследствии приведет к образованию трещин. Флюс постепенно подсыпается на протяжении всей работы в тех местах, где перемещается электрод.
При полуавтоматической или полностью автоматической сварке флюс используется следующим образом: материал подается по специальной трубке, позже происходит подача сварочной проволоки, расположенной рядом с флюсом. Во время сварки неиспользованная часть материала удаляется пневматическим методом. Впоследствии шлаковая корка удаляется с поверхности шва.
Какое положительное влияние оказывает флюс:
- Не нужно разделывать кромки будущего сварного шва, потому что металл плавится значительно интенсивнее, вне зависимости от метода сварки.
- В зоне шва и его поверхности отсутствует угар металла, что способствует улучшению качества проделанной работы.
- Горение дуги значительно стабильнее.
- У источника питания увеличивается КПД, потому что снижается потеря энергии, затраченной на нагрев детали.
- Сварщик получает комфортные условия труда, потому что свой флюса экранирует большую часть пламени дуги.
Но есть и свои ограничения. Если у вас нет возможности предварительно осмотреть место для сварки стали (или любого другого металла), то мы не рекомендуем использовать флюсы. Их использование требует подготовки (как сварщика, так и свариваемых деталей). К тому же, материал дорогой и используется в том же количестве, что и проволока. Так что в неподготовленной ситуации использование флюса может быть нецелесообразно.

Тем не менее, работа с флюсом достаточно эффективна. При сварке металл не разбрызгивается, сварочная проволока служит дольше, и в целом повышается производительность сварщика. Ведь используя флюс можно без опасности устанавливать высокие параметры тока, при этом шов останется таким же качественным.
Вместо заключения
Сварочные флюсы являются отличным способом оптимизировать свой труд и улучшить качество работы. Да, его использование требует подготовки, а стоимость материала может показаться завышенной. Но мы считаем, что положительный результат с лихвой перекрывает немногочисленные недостатки. Испробуйте флюсы в своей работе и поделитесь опытом в комментариях, возможно, он будет полезен другим сварщикам.
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Проволока для сварки под флюсом
Проволока сварочная флюсовая
Процесс сварки требует не только правильного побора расходных материалов, куда входят различные виды сварочной проволоки, но и необходимые режимы проведения процедуры, средства обеспечения защиты и так далее. Одним из часто используемых расходных материалов является флюс. Он выполняет защитные функции, а также улучшает свариваемость металлов. Его применение практически всегда желательно, особенно, если он подобран соответствующим образом. Чтобы упростить процедуру подбора и использования, выпускается проволока сварочная флюсованная.

Флюсовая сварочная проволока
Этот вариант уже содержит в своем составе флюс, который отлично подходит к самому материалу проволоки и той цели, для которой она применяется. Стоит отметить, что подобные разновидности имеются практически во всех типах проволоки, для какого бы металла она не использовалась. Такие марки лучше всего проявляют себя в при автоматической сварке, но одинаково хорошо используются при полуавтомате и в ручном режиме. Здесь не нужно выбирать пропорции добавления, совершать какие-то подготовительные процедуры и прочее, так как все уже сразу готово к использованию. Такой присадочный материал подходит как для новичков, так и для профессионалов.

Проволока сварочная флюсовая
Естественно, что проволока сварочная с флюсом будет стоить дороже, чем обыкновенная. Но тот фактор, что дополнительные материалы не нужно покупать и использование становится более удобным, вполне перешивает данные недостатки. Зачастую проволока сварочная флюсовая несколько толще, за счет содержания дополнительных веществ внутри. Ее конструкция предполагает наличие стержня внутри, который и состоит из флюса. Таким образом, его можно сгибать, отрезать часть и совершать прочие процедуры, но вещество для улучшения сваривания всегда будет присутствовать, причем в одной и той же пропорции.
Наиболее широкое применение сварочная проволока с флюсом нашла в промышленности, соединение металлоконструкций, в автоматических аппаратах и так далее. Многие специалисты ориентируются в выборе на нее, если требуется сделать качественную обработку металла при ответственных ремонтах. Чтобы продукт действительно соответствовал заявленному качеству, он должен соответствовать принятым стандартам. Проволока сварочная флюсовая выпускается согласно ГОСТ 26271-84.
Преимущества
- Не требуется дополнительное использование флюса и его расчет в определенной пропорции;
- Процесс сварки становится более качественным и уменьшается процент появления брака;
- Использование проволоки становится более простым и эффективным;
- Многие негативные нюансы сложносвариваемых металлов отходят на второй план благодаря правильно подобранному дополнительному расходному материалу;
- Ускоряется соединение, так как сварка флюсовой проволокой позволяет ей быстрее войти в контакт с основным металлом;
- Для автоматических аппаратов это один из лучших вариантов, который гарантирует получение более надежного соединения;
- Не возникает риска, что с флюсом попадут какие-либо лишние элементы в расплавленный шов.
Недостатки
- Сварочная проволока для сварки под флюсом имеет относительно высокую стоимость, так что себестоимость процесса соединения становится не всегда выгодной;
- Такие разновидности встречаются не так часто, как стандартные;
- В некоторых случаях проблема плохой свариваемости не решается и все равно требуются дополнительные средства;
- Толщина такого материала более высокая, что усложняет подбор требуемого диаметра для выбранного режима работы.
Физико-химические свойства
Флюсованная сварочная проволока для полуавтоматов обладает хорошей пластичностью и отлично взаимодействует с системой подачи на аппарате. При этом материал имеет большую износостойкость, что облегчает его перемещение, хранение и контакт с другими поверхностями. Это сделано для защит слоя флюса от повреждения. Сварочная проволока для автоматической сварки под флюсом имеет более низкую температуру плавления, чем основной металл. Свойства стального материала позволяют работать как с низкоуглеродистыми, так и с высокоуглеродистыми заготовками.

Проволока для сварки с флюсом
Улучшенные свойства сваривания за счет подобранных мягких металлов и наличия дополнительных элементов, обеспечивают стабильное горение дуги при использовании аргонодуговой сварки. В материале содержится минимальное количество водорода и прочих веществ, которые негативно влияют на состояние шва и могут вызвать трещины, поры и другие элементы брака. Это приводит к образованию относительно небольшой шлаковой корки на поверхности, так что ее можно без проблем снять.
Разновидности
Проволока для сварки под флюсом различается по диаметру и по основному металлу, с которым будет вестись сваривание. От этого и зависит, какой именно флюс будет использоваться:
- Для стали – материал разделяется, в зависимости от уровня легирования, так как может применяться для высоколегированных сталей для замены тех элементов, которые утрачиваются во время температурной обработки. Это касается и сварки нержавейки.
- Для меди – сварочная проволока с флюсом 08 мм, которая создана для работы с медными деталями, помогает улучшить соединение данного тугоплавкого металла при нормальных температурах.
- Для алюминия – при сварке алюминия обязательно требуется флюс, так что данная продукция будет отличным вариантом, чтобы сделать все наиболее качественно и уменьшить вероятность появления брака.
Технические характеристики
| Параметр | Предел прочности, (МПа) | Предел текучести, (МПа) | Удлинение относительное, % | Удар, надрез KV | Какой газ для защиты можно использовать | |
| 0, градусов Цельсия | -20, градусов Цельсия | |||||
| Минимальное значение | 480 | 400 | 22 | 47 | 27 | CO2 |
| Максимальное значение | 580 | 490 | 27 | 120 | 103 |
Особенности выбора
Проволока сварочная флюсовая 0,8 мм используется для самых тонких деталей. Для других процедур подойдет 2 мм, если толщина металла составляет 2-4 мм. Для производства часто применяют более толстые варианты до 6 мм. При выборе нужно обращать внимание не только на диаметр, но и на состав, так как это более главный параметр. Он должен быть максимально схож с основным металлом. Флюс подбирать не нужно, так как все уже определено автоматически производителем. Для частного использования в небольших объемах лучше покупать сварочную проволоку для полуавтоматов с флюсом в кассетах, а для крупномасштабных работ – в бухтах.
«Важно!
Существует флюсовая проволока для сварки без газа, как один из самых богато снабженных дополнительными веществами вариант, но для ответственных соединений ее все равно лучше использовать в защитной газовой среде или применить другой вариант.»
Особенности сварки
Главной особенностью, которой обладает сварка проволокой с флюсом, является отсутствие длительный подготовок. Единственное, что здесь придется сделать, так это скосить кромки места соединения, если толщина металла будет составлять более 4 мм, а также обработать растворами, если металл склонен к образованию оксидной пленки. Проволока для автоматической сварки под флюсом, а также другие ее разновидности, имеет все необходимое, чтобы обеспечить качественное соединение в той сфере, для которой она применяется.
Главное здесь правильно выставить скорость подачи, так как из-за наличия дополнительных материалов температура плавления может быть заметно ниже чем у безфлюсовых аналогов и основного металла. Это хорошо проявляется за счет того, что проволока начинает плавиться без особых проблем даже при работы с малыми толщинами не приводит к перепаливанию металла.
Производители и популярные марки
svarkaipayka.ru
Особенности сварки под флюсом
24.10.2017
Сварочная проволока с флюсом, по ГОСТу 8713 1979 года, предназначена для неразъемного соединения деталей из стали и сплавов с включением железоникелевой основы. При помощи этого вида сварочных работ можно выполнять любые по сложности стыки. Подготовка специалиста для полуавтоматической сварки под флюсом не требует больших затрат времени и средств. Сам флюс – это порошок из гранул, который при горении создает защитный слой из газа и шлака.
Действие защитного покрытия
Электродуговая сварка под слоем защитного порошка – это несложное в исполнении, но качественное и надежное соединение различных металлоконструкций и деталей.
www.samsvar.ru