Проволока из нержавейки сварочная: Проволока для сварки нержавейки полуавтоматом – купить по выгодной цене в магазинах «Всё для сварки»
alexxlab | 09.04.2023 | 0 | Разное
Проволока для сварки нержавеющих сталей в Минске.
Изделия из высоколегированной (нержавеющей) стали нашли широкое применение в различных отраслях – в пищевой промышленности, медицине, нефтехимической промышленности, атомной индустрии, а так же в быту. Зачастую в таких изделиях выполняются сварные соединения, наиболее популярным методом выполнения которых является полуавтоматическая сварка в среде защитных газов с применением сварочной проволоки.
Проволока для сварки нержавеющих (высоколегированных) сталей впервые в Беларуси была запущена в серийное производство компанией «Оливер».
На данный момент компания производит высоколегированную сварочную проволоку следующих марок:
|
ER308L |
(аналог Св-01Х19Н9 по ГОСТ 2246-70) |
|
ER308LSi |
(аналог Св. |
|
ER309LSi |
(аналог Св-07Х25Н13, Св-01Х19Н9 по ГОСТ 2246-70) |
|
ER316LSi |
(аналог Св- 04Х19Н11МЗ по ГОСТ 2246-70) |
|
ER347L |
(аналог Св-07Х19Н10Б, Св-08Х18Н8Г2Б, Св-08Х19Н10Г2Б по ГОСТ 2246-70) |
|
ER347LSi |
(аналог Св-07Х19Н10Б, Св-08Х18Н8Г2Б, Св-08Х19Н10Г2Б по ГОСТ 2246-70) |
|
ER321 |
(аналог Св-06Х19Н9Т по ГОСТ 2246-70) |

Высоколегированную (нержавеющую) сварочную проволоку в розницу
можно приобрести в Магазине Оливер, перейдя по ссылке.
Сварочная проволока ER 308L, пр-во ООО «Оливер»
| ER 308L – проволока для сварки нержавеющей стали с пределом прочности ≥ 520 Мпа и относительным удлинением ≥ 35%, используемая для полуавтоматической/автоматической сварки высоколегированной стали в атмосфере аргона. Наплавленный металл характеризуется достаточно высокой коррозионной стойкостью. Благодаря незначительному содержанию углерода повышается стойкость к возникновению межкристаллитной коррозии. Производитель: Филиал «Завод Свармет» ООО «Оливер» (Беларусь). подробнее » |
Сварочная проволока ER 308LSi, пр-во ООО «Оливер»
| Проволока ER 308LSi предназначена для автоматической/полуавтоматической сварки изделий из нержавеющей стали. Благодаря низкому содержанию углерода в составе проволоки, она значительно повышает стойкость к возникновению межкристаллитной коррозии.  Повышенное содержание кремния обеспечивает хорошее формирование сварного шва. Производитель: Филиал «Завод Свармет» ООО «Оливер» (Беларусь). подробнее » |
Сварочная проволока ER 309 LSi, пр-во ООО «Оливер»
| Проволока используется для сварки аустенитной стали (с содержанием никеля ~ 13% и хрома ~ 24%), а также разнородных сталей (например, низколегированных с нержавеющими). Предел прочности наплавленного металла составляет ≥ 600 Мпа, а относительное удлинение ≥ 25%. Производитель: Филиал «Завод Свармет» ООО «Оливер» (Беларусь). подробнее » |
Сварочная проволока ER 316LSi, пр-во ООО «Оливер»
Проволока используется для автоматической/полуавтоматической сварки нержавейки (содержание хрома в которой составляет 18%, никеля – 12%, молибдена — 3%). Предел прочности металла шва ≥ 520 МПа. Наличие в составе проволоки кремния обеспечивает достаточно высокое качество шва, а низкое содержание углерода повышает стойкость к возникновению межкристаллитной коррозии. Предел прочности металла шва ≥ 520 МПа. Наличие в составе проволоки кремния обеспечивает достаточно высокое качество шва, а низкое содержание углерода повышает стойкость к возникновению межкристаллитной коррозии.Производитель: Филиал «Завод Свармет» ООО «Оливер» (Беларусь). подробнее » |
Сварочная проволока ER 347L, пр-во ООО «Оливер»
| Проволока используется, стабилизированная ниобием (Nb) для сварки нержавеющей стали типов 08Х18Н10Т, 12Х18Н9Т, 07Х19Н10Б. Легирование ниобием препятствует возникновению межкристаллитной коррозии. Предел прочности сварного шва составляет ≥ 520 МПа, а его относительное удлинение варьируется в пределах ≥ 35%. Производитель: Филиал «Завод Свармет» ООО «Оливер» (Беларусь). подробнее » |
Сварочная проволока ER 347LSi, пр-во ООО «Оливер»
Проволока предназначена для автоматической/полуавтоматической сварки изделий из нержавейки типа 08Х18Н10Т, 08Х18Н10Т, 12Х18Н9Т. Имеет оптимальный химический состав – легирование ниобием и низкое содержание углерода снижают риск возникновения межкристаллитной коррозии. Производитель: Филиал «Завод Свармет» ООО «Оливер» (Беларусь). подробнее » |
Сварочная проволока ER 321, пр-во ООО «Оливер»
| Высоколегированная проволока, стабилизированная титаном (Ti), предназначенная для полуавтоматической/автоматической сварки изделий из нержавеющей стали следующих типов 08Х18Н10, 08Х18Н10Т, 12Х18Н9Т. Благодаря своему химическому составу она гарантирует отличные прочностные характеристики наплавленного металла и высокую стойкость против межкристаллитной коррозии. Предел прочности сварного шва составляет ≥ 520 МПа. Производитель: Филиал «Завод Свармет» ООО «Оливер» (Беларусь). подробнее » |
Нержавеющая присадочная сварочная проволока.
 Статья для новичка
Статья для новичкаВремя чтения: 5 минут
Нержавеющая сталь известна человечеству более 100 лет, и с момента ее изобретения состав этого металла остается неизменным. В основе нержавейки лежит низкоуглеродистая сталь, которая при добавлении хрома приобретает устойчивые антикоррозийные свойства. Благодаря этой особенности нержавеющую сталь начали применять везде: от изготовления посуды и монет до нефтеперерабатывающей и пищевой промышленности.
Существует несколько способов сварки нержавейки. В некоторых из них применяется специальная нержавеющая проволока для полной химической совместимости с основным металлом. В этой статье мы расскажем все, что нужно знать о присадочной проволоке и сварке нержавеющей стали с ее применением.
Содержание
Нержавеющая сталь — это металл с высоким содержанием легирующих элементов, поэтому высоколегированная сварочная проволока используется именно для работы с нержавейкой. Главная характеристика нержавеющей стали — это ее невероятная стойкость к коррозии. Это заслуга хрома, который добавляют в состав металла для улучшения антикоррозийных свойств. Помимо хрома свою лепту вносят никель и молибден, так же добавляемые в состав нержавеющей стали.
Это заслуга хрома, который добавляют в состав металла для улучшения антикоррозийных свойств. Помимо хрома свою лепту вносят никель и молибден, так же добавляемые в состав нержавеющей стали.
Сварка нержавеющей стали возможна с применением различных технологий. Это может быть ручная дуговая сварка с использованием покрытых электродов, полуавтоматическая сварка в среде газов, аргонодуговая сварка с применение неплавящегося электрода и автоматическая сварка под слоем флюса.
Сварка полуавтоматом в среде защитного газа считается самой оптимальной с точки зрения трудозатрат и готового результата. Сварка высокопроизводительная, с минимумом шлаков и достойным качеством швов.
Для осуществления этой сварки вам понадобится не только полуавтомат, но и проволока сварочная для нержавейки. Ее можно применять не только для формирования нового шва, но и для наплавки или мелкого ремонта. Проволока сварочная для нержавеющей стали производится на многих отечественных заводах. В частности, большой ассортимент предлагает белорусский производитель «Оливер».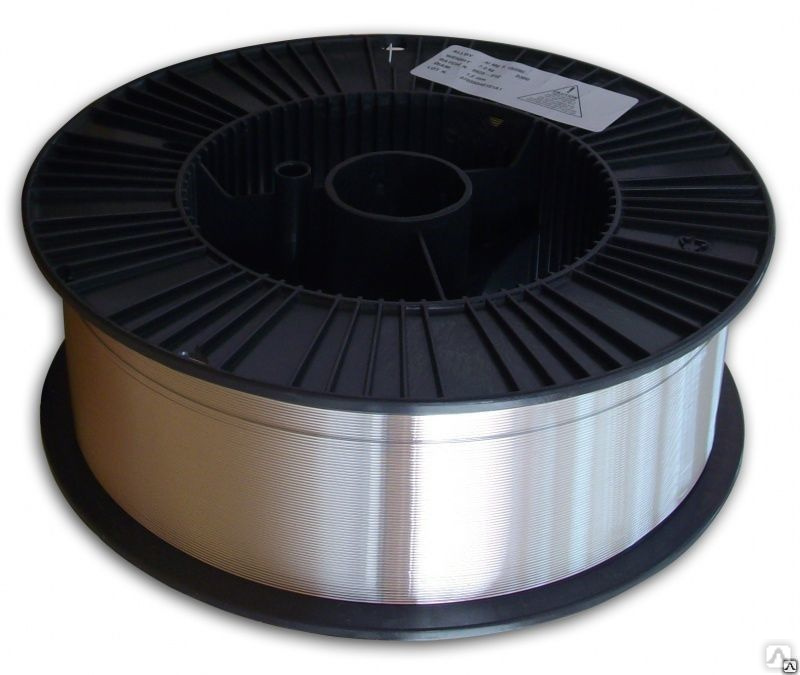
Особенности сварки
Нержавеющая сталь была получена случайно экспериментальным путем. Небольшое добавление хрома, никеля и молибдена (эти компоненты составляют всего около 15% от общего объема) привело к существенным изменения в химико-физических свойствах нержавеющей стали.
Она приобрела устойчивость к влаге, грязи и источникам коррозии. Но вместе с тем добавился ряд особенностей, из-за которых не так просто произвести сварку. Мы говорим о высокой температуре плавления (1800 градусов!). Из-за нее трудно подобрать оптимальный режим при сварке, чтобы не образовывались непровары или прожоги.
На наш взгляд, оптимальная технология сварки нержавейки — полуавтоматическая, с применением защитного газа. При применении данного метода проволока подается в заданном режиме в сварочную зону, освобождая руки сварщика. А газ защищает металл от окисления, улучшает качество и внешний вид шва.
В качестве газа лучше использовать углекислоту. Этот газ никак не влияет на химические свойства и структуру металла, что очень хорошо. Учитываются все характерные особенности нержавейки, не теряются ее достоинства и нивелируются недостатки.
Учитываются все характерные особенности нержавейки, не теряются ее достоинства и нивелируются недостатки.
Читайте также: Особенности сварки нержавеющей стали
Сварочная проволока нержавеющая может быть порошковой. Она представляет собой полую трубку из нержавеющей стали, внутри которой находится порошкообразный флюс. Такую проволоку можно применять при полуавтоматической сварке БЕЗ газа. Флюс будет выполнять защитную функцию. Но следует отметить, что получаемые швы не будут такими антикоррозийными, как при использовании газа. И со временем велика вероятность образования ржавчины.
Поэтому рекомендуем применять понятную технологию полуавтоматической сварки в среде защитного газа. Но учтите, что это не такой простой процесс, как кажется изначально. Если у вас нет опыта сварки нержавейки или опыта работы с полуавтоматом, то попрактикуйтесь на ненужных заготовках, прежде чем приступать к серьезным типам работ.
Сварочные работы
Теперь перейдем к самому процессу сварки. Перед выполнением работ тщательно подготовьте металл. Зачистите кромки, удалите загрязнения и пыль с поверхности металла. Если этого не сделать, то на загрязненных местах впоследствии появится коррозия.
Перед выполнением работ тщательно подготовьте металл. Зачистите кромки, удалите загрязнения и пыль с поверхности металла. Если этого не сделать, то на загрязненных местах впоследствии появится коррозия.
Пару слов о применяемом оборудовании и приспособлениях. Вам понадобится полуавтомат. Лучше, если он будет полупрофессионального или профессионального уровня. Не забывайте и о газовом баллоне. О том, как выбрать газовый баллон можно почитать здесь. Дополнительно приобретите горелку. Через нее будет осуществляться подача газа и проволоки.
При выполнении сварки следите за положением горелки. Ведите ее под небольшим углом относительно поверхности металла. Так вы сможете лучше видеть сварной шов и следить за его формированием. Варить нужно на короткой дуге. Расстояние от поверхности металла до сопла горелки не должно превышать 1,5 см.
Во время сварки проволока будет подаваться через горелку и плавиться за счет пламени горелки, смешиваясь с основным металлом. Учитывайте, что при выборе проволоки по нержавейке нужно узнать, какова ее степень легирования. Другими словами, сколько легирующих элементов содержится в ее составе. Этот показатель должен быть немного больше, тем у металла, который вы варите.
Другими словами, сколько легирующих элементов содержится в ее составе. Этот показатель должен быть немного больше, тем у металла, который вы варите.
Здесь каждый компонент играет свою ключевую роль: проволока способствует формированию шва и улучшает его характеристики, газ защищает сварочную зону от окисления, а получаемый в процессе язык пламени нагревает металл и проволоку.
Вместо заключения
Проволока для сварки нержавейки может иметь различный диаметр, длину и вес. Но суть останется неизменной: ее состав не должен отличаться от состава металла, с которым вы будете работать. От совместимости проволоки и металла во многом зависит конечное качество сварного соединения. При сварке нержавейки учитывайте характерные особенности металла, в частности его высокую температуру плавления.
Как вам статья?
Как сварить нержавеющую сталь MIG, как профессионал
перейти к содержанию Поначалу сварка нержавеющей стали методом MIG Однако, если вы знаете, как настраивать оборудование для сварки MIG, и понимаете некоторые основы работы с нержавеющей сталью, вы быстро научитесь делать это лучше.
Однако, если вы знаете, как настраивать оборудование для сварки MIG, и понимаете некоторые основы работы с нержавеющей сталью, вы быстро научитесь делать это лучше.Эта статья расскажет вам о различных нержавеющих сталях, о том, как настроить оборудование для сварки MIG, о надлежащем процессе предварительной очистки и об основных методах сварки нержавеющей стали MIG.
Самая сложная часть сварки любого материала — учиться на ошибках. Часто есть десятки переменных, где вы можете сделать неправильный подход и сделать сварные швы некачественными. Итак, давайте познакомим вас со сваркой MIG нержавеющей стали и поможем ускорить ваш прогресс.
Источник: https://fractory.com/mig-welding-explained/Почему трудно сваривать нержавеющую сталь
Нержавеющие стали представляют собой сплав железа и хрома, но они также могут содержать никель и другие элементы в зависимости от типа нержавеющей стали и сплава. Хром образует оксид хрома на поверхности нержавеющей стали, отвечающий за ее коррозионную стойкость.
Но нержавеющая сталь имеет много других характеристик, отличных от мягкой стали, и не все они положительные. . Таким образом, в то время как нержавеющая сталь устойчива к коррозии и имеет красивые эстетические характеристики, ее структура материала затрудняет сварку.
В отличие от низкоуглеродистой стали, нержавеющая сталь удерживает намного больше тепла и имеет примерно на 50 % большее тепловое расширение, чем обычная углеродистая сталь. Но его низкая теплопроводность должна быть вашей главной заботой при сварке этого материала. Сварной шов и зона термического влияния («ЗТВ») не так быстро рассеивают тепло в основной металл, как мягкая сталь – тепло концентрируется в соединении гораздо сильнее. Вы можете легко увидеть эту разницу, когда закончите сварку; валик сварного шва будет оставаться ярко-красным в течение более длительного периода времени, чем если бы вы отрезали валик на мягкой стали.
Удержание тепла само по себе не было бы большой проблемой, если бы не t для так называемого процесса осаждения карбида. Когда нержавеющая сталь подвергается чрезмерному нагреву и выдерживается при высоких температурах (от 800 до 1400°F), хром и углерод образуют карбиды хрома. Эти два элемента обычно равномерно расположены в нержавеющей стали. Однако, когда образуется карбид хрома, хром должен мигрировать, чтобы соединиться с углеродом. Так, по мере обеднения хромом в определенных зонах нержавеющая сталь теряет в этих местах коррозионную стойкость.
Если нержавеющая сталь теряет коррозионную стойкость, вы зря потратили материал. Если бы вам не требовалась коррозионная стойкость, вы могли бы просто использовать менее дорогую мягкую сталь. Кроме того, межкристаллитная коррозия в нержавеющей стали также ослабляет материал. Поэтому, если вы перегреете нержавеющую сталь во время ее сварки, у вас, вероятно, будет слабый сварной шов, который может быть опасным в зависимости от применения.
Как распознать перегрев сварного шва из нержавеющей стали
Если вы перегреете нержавеющую сталь, ЗТВ и сварной шов станут темно-фиолетовыми или черными. Если сварной шов полностью черный, значит, он подвергся выделению карбида, и его следует доработать.
Тем не менее, сварные швы соломенного, ярко-желтого и голубого цвета должны быть безопасными, если все остальное сделано правильно: чем светлее сварной шов, тем ниже вероятность осаждения карбида и межкристаллитной коррозии.
Фото @the_humble_welder
Теперь, пока мы обсуждали проблемы сварки нержавеющей стали, помните, что вы МОЖЕТЕ это сделать . Нержавеющая сталь не буги-мэн, и десятки тысяч сварщиков отлично сваривают ее, и вы тоже можете с практикой.
Типы нержавеющей стали
Прежде чем перейти к настройке оборудования MIG и советам по сварке, давайте кратко объясним различные типы нержавеющей стали.
Важное примечание: вся наша статья обсуждает наиболее распространенную и свариваемую нержавеющую сталь серии 300 аустенитного типа. Если вы не занимаетесь какой-либо специализированной работой, вы, скорее всего, будете работать с нержавеющими сталями серии 300.
Источник: https://www.aperam.com/stainless/our-offer-by-family-grades/austenitic/Типы нержавеющей стали:
- Аустенитный – серия 300, прежде всего 304 и 316. Этот материал обладает фантастической свариваемостью, отчасти поэтому он так широко используется в большинстве отраслей промышленности.
- Ферритная сталь – серия 400, в основном 430 и 434. В отличие от аустенитной нержавеющей стали, ферритная нержавеющая сталь является магнитной и имеет более низкое содержание никеля, что затрудняет сварку.
- Мартенситный – Тоже 420-я серия, в первую очередь 420. Высокая прочность на растяжение, но применяется нечасто.
- Дуплекс – Тип нержавеющей стали, полученный путем смешивания аустенитной и ферритной нержавеющей стали. Они часто используются для производства трубопроводов, поскольку обладают исключительной прочностью и более высокой коррозионной стойкостью.
MIG-сварка нержавеющей стали – настройка оборудования
Хорошо, давайте добраться до хороших вещей. Настройка сварочного оборудования имеет решающее значение для успешной сварки нержавеющей стали методом MIG. Здесь есть несколько переменных, неправильная настройка которых может иметь серьезные последствия для качества сварки. Итак, давайте поговорим о том, как правильно все это настроить.
Защитный газ
Наилучшим защитным газом для стандартной ручной сварки MIG с коротким замыканием нержавеющей стали является так называемый газ «Tri-Mix». Смесь 90 % гелия, 7,5 % аргона и 2,5 % двуокиси углерода обеспечивает желаемый контур борта и поддерживает низкий уровень CO2, чтобы предотвратить потерю коррозионной стойкости углеродом. Использование большего количества CO2 в смеси может повредить коррозионной стойкости материала. В результате вы не можете использовать стандартный защитный газ 75 % аргона / 25 % CO2, используемый для мягкой стали. Конечно, чистый углекислый газ приведет к плохим сварным швам.
Использование большего количества CO2 в смеси может повредить коррозионной стойкости материала. В результате вы не можете использовать стандартный защитный газ 75 % аргона / 25 % CO2, используемый для мягкой стали. Конечно, чистый углекислый газ приведет к плохим сварным швам.
Вы также можете использовать аргонно-кислородную смесь (1-2% кислорода). ) для слегка улучшенной стабильности дуги, но за счет некоторого окисления в сварочной ванне.
Газ Trimix – лучший выбор, потому что гелий расширяет проникновение в корень, а аргон и углекислый газ (в небольших количествах) помогают дуге оставаться стабильной. Это наиболее часто используемый защитный газ для сварки MIG нержавеющей стали.
Полярность
Как и почти все способы сварки MIG, для сварки MIG нержавеющей стали требуется электрод постоянного тока с положительной полярностью или DCEP. Это означает, что вы должны подключить зажим заземления к отрицательной клемме, а горелку MIG – к положительной клемме. Просто используйте сварочный аппарат MIG, как будто вы свариваете мягкую сталь; нет смены полярности.
Источник: https://awo.aws.org/glossary/direct-current-electrode-positive-dcep/Выбор проволоки для MIG из нержавеющей стали
При выборе сплошной проволоки для MIG из нержавеющей стали выбирайте проволоку, которая соответствует основному сплаву свариваемой нержавеющей стали. Например, если вы свариваете нержавеющую сталь 308, вам следует использовать проволоку MIG из нержавеющей стали ER308 или ER308L.
Но, если точно подходящий присадочный материал недоступен, стандартно использовать проволоку MIG из более высокопрочного сплава. Например, вы можете использовать проволоку ER308 MIG для сварки нержавеющей стали марок 301, 302, 304 и 305. У нас есть низкоуглеродистая (макс. 0,03%) проволока для сварки MIG из нержавеющей стали ER308L, которую вы можете использовать для большинства ваших проектов. Присадочную проволоку для нержавеющей стали YesWelder можно использовать для сварки хобби или для соединения металлов в профессиональной среде.
У нас есть низкоуглеродистая (макс. 0,03%) проволока для сварки MIG из нержавеющей стали ER308L, которую вы можете использовать для большинства ваших проектов. Присадочную проволоку для нержавеющей стали YesWelder можно использовать для сварки хобби или для соединения металлов в профессиональной среде.
Выходная сила тока
Установка правильной выходной силы тока для сварки нержавеющей стали требует проб и ошибок. Как правило, для сварки большинства сталей требуется около 1 ампера на каждые 0,001 дюйма толщины стали. Для нержавеющей стали может потребоваться немного меньшая сила тока, потому что она сохраняет тепло лучше, чем мягкая сталь. Однако это зависит от вашего выбора защитного газа, желаемое проплавление и скорость перемещения.Иногда желательно использовать немного более высокую скорость подачи проволоки (силу тока), чем для сварки низкоуглеродистой стали.Но лучше всего начать с куска лома с несколько более низкой скоростью подачи проволоки и продвигаться до тех пор, пока вы найдете настройку, которая работает с вашей скоростью движения. 0003
0003
Помимо скорости подачи проволоки, вы должны настроить индуктивность MIG, чтобы улучшить текучесть и смачивание сварочной ванны. Поверхностное натяжение сварочной ванны из нержавеющей стали не позволяет расплавленному металлу течь к краям сварного шва. Но если вы увеличите значение индуктивности MIG, вы добьетесь лучшей текучести ванны. Сварочные аппараты, такие как YesWelder MIG-250 PRO и YesWelder YWM-200, позволяют вам вручную изменять значение индуктивности в соответствии с вашим стилем.
Предварительная очистка нержавеющей стали
Крайне важно очистить нержавеющую сталь перед сваркой от ВСЕХ загрязнений. Удалите загрязняющие вещества, такие как краски, масло, жир, воски, грунтовки, смазочно-охлаждающие составы, пометки карандашом, мыло, остатки средств защиты от брызг и другие углеводороды. Если эти элементы не очищаются должным образом, углерод, содержащийся в них, может загрязнить сварной шов и отрицательно сказаться на его качестве и коррозионной стойкости.
Используйте специальную щетку из нержавеющей стали или шлифовальный круг только для нержавеющей стали. Не используйте ранее использовавшиеся инструменты для обработки низкоуглеродистой стали, поскольку вы можете перекрестно загрязнить эти два материала и ввести углерод из низкоуглеродистой стали в нержавеющую сталь.
Угловая шлифовальная машина с лепестковым диском для очистки металла. Источник: https://weldingpros.net/welding-preparation/Кроме того, избегайте сварки в среде с пылью из мягкой стали в воздухе. Например, если вы свариваете деталь из нержавеющей стали, а кто-то поблизости шлифует или режет элемент из мягкой стали. Наконец, для максимального предотвращения загрязнения углеродом используйте специальный вкладыш горелки MIG для нержавеющей стали, поскольку вкладыш может собирать углерод с твердой проволоки MIG из мягкой стали.
Методы сварки MIG нержавеющей стали
Теперь, когда у вас есть готовое оборудование и чистые детали из нержавеющей стали (или металлолом для практики), давайте обсудим, как добиться наилучших результатов сварки MIG.
Управление нагревом и деформацией
Поскольку нержавеющая сталь сохраняет тепло и обладает высоким коэффициентом расширения, вы можете легко деформировать и деформировать свариваемую деталь, особенно при сварке тонколистового металла. Таким образом, помимо предотвращения сенсибилизации (высокого нагрева, приводящего к образованию карбида хрома), вы должны управлять нагревом, чтобы предотвратить чрезмерное искажение.
Размер металла сварного шва следует ограничить минимально возможным размером, обеспечивающим необходимую прочность сварного шва. Использование меньшего объема наплавленного металла снижает возникающие в результате усадочные напряжения и коробление. Кроме того, обеспечьте правильную и равномерную посадку сустава. Используйте приспособления для удержания свариваемых деталей на месте, чтобы предотвратить смещение стыка во время сварки. Равномерное расположение прихваточных швов по большой линии стыка может помочь контролировать деформацию при сварке тонких листов из нержавеющей стали.
Вы также можете использовать медные опорные стержни для отвода избыточного тепла от сварного соединения. Однако медные охладители должны быть никелированы, чтобы избежать включения меди в сварной шов; загрязнение медью может привести к растрескиванию нержавеющей стали.
Продувка
Для достижения наивысшего качества сварки нержавеющей стали необходимо продувку сварного шва. Это означает, что другая сторона сварного соединения также должна быть защищена от атмосферы, а не только поверхность соединения, которая защищена от защитного газа горелки MIG.
Нержавеющая сталь агрессивно поглощает кислород при нагревании, поэтому необходимо обеспечить бескислородную защищенную среду с обеих сторон сварного шва. В противном случае пострадает качество сварки.
Схема продувки труб. Источник: alphaweld.com.au Продувку почти всегда выполняют при сварке труб из нержавеющей стали, поскольку внутренняя часть трубы может подвергнуться коррозии, что приведет к дорогостоящим отказам.
Для продувки трубы необходимо заклеить оба конца трубы лентой, проткнуть дырку в одной из лент и вставить в полость шланг с аргоном. Вам не нужно использовать защитный газ Tri-mix для продувки задней стороны, потому что роль продувочного газа заключается просто в удалении кислорода из атмосферы. Конечно, вы также можете использовать профессиональные устройства для продувки труб, но этот самодельный метод работает хорошо в большинстве случаев.
Надувные системы продувки труб от HFT. Источник: huntingdonfusion.comЕсли вы свариваете пластины из нержавеющей стали и вам не требуется максимальное качество сварки, достаточно использовать подкладные стержни. Они предотвратят чрезмерный нагрев нижней стороны соединения и сведут к минимуму окисление. Вы не добьетесь идеального сварного шва с обратной стороны, но с некоторой практикой вы сможете делать сварные швы достойного качества.
Скорость перемещения и угол наклона горелки MIG
Вы должны сваривать относительно быстро, чтобы предотвратить высокую концентрацию тепла в одном месте и избежать выделения карбида. Чтобы найти золотую середину, может потребоваться метод проб и ошибок, потому что, если вы будете перемещать горелку MIG слишком быстро, вы можете не достичь надлежащего проникновения. Но медленное движение, скорее всего, приведет к появлению черных, чрезмерно прожаренных сварных швов.
Чтобы найти золотую середину, может потребоваться метод проб и ошибок, потому что, если вы будете перемещать горелку MIG слишком быстро, вы можете не достичь надлежащего проникновения. Но медленное движение, скорее всего, приведет к появлению черных, чрезмерно прожаренных сварных швов.
Используйте метод проталкивания, так как вы получите лучший внешний вид сварного шва и смачивание лужи. MIG-сварка нержавеющей стали лучше работает с поперечным валиком, чем с плетением. Стрингерный валик снижает вероятность осаждения карбида в нержавеющей стали, особенно при сварке труб.
Источник: https://www.materialwelding.com/what-is-welding-bead-and-their-different-types-with-uses/Использование защитного газа после подачи Поток защитного газа после сварки защищает нагретый металл от окисления. Ни при каких обстоятельствах нельзя снимать горелку MIG с конца сварочного валика сразу после гашения дуги. Вместо этого держите сопло горелки MIG с включенной продувкой над концом сварного шва в течение примерно 3 секунд (или более, если вы используете высокую силу тока для сварки толстой стали).
 Это предотвратит загрязнение сварного шва по мере его затвердевания и остывания. Источник: https://www.perfectwelders.com/everything-you-need-to-know-about-mig-welding-nozzles/
Это предотвратит загрязнение сварного шва по мере его затвердевания и остывания. Источник: https://www.perfectwelders.com/everything-you-need-to-know-about-mig-welding-nozzles/ Заключение
Сварка нержавеющей стали MIG проще, чем сварка TIG нержавеющая сталь. Автоматическая подача проволоки в процессе сварки MIG значительно упрощает сварку. Кроме того, движение горелки MIG относительно простое. Таким образом, правильная сварка MIG нержавеющей стали сводится к соответствующей предварительной очистке, подготовке оборудования, правильной скорости перемещения и защите сварного шва спереди и сзади.
Нержавеющая сталь сложна в сварке, но не стоит сдаваться, если первые несколько сварных швов не принесут результата. Сначала потренируйтесь на металлоломе с помощью сварочного аппарата MIG, пока не приобретете достаточно уверенности, чтобы сваривать более сложные объекты. Этот материал обладает отличными свойствами и может значительно улучшить производительность и полезность многих узлов. Поэтому неудивительно, что нержавеющая сталь используется практически повсеместно. Поэтому, если вы научитесь эффективно сваривать его, вы сможете поднять свою карьеру сварщика или получить удовольствие от выполнения проектов «сделай сам», которые выглядят и работают намного лучше, чем низкоуглеродистая сталь.
Поэтому неудивительно, что нержавеющая сталь используется практически повсеместно. Поэтому, если вы научитесь эффективно сваривать его, вы сможете поднять свою карьеру сварщика или получить удовольствие от выполнения проектов «сделай сам», которые выглядят и работают намного лучше, чем низкоуглеродистая сталь.
Источник: https://www.weldingboss.com/what-is-mig-welding-5-things-to-know/
2 комментария
Вернуться к YesWelder
Защитный газ Для сварки MIG
Проект «Сделай сам»: собери крутой бокс для своего винтажного грузовика!
{{ tier_title }}
“,”reward_you_get_popup”:”Вы получаете”,”reward_they_get_popup”:”Они получают”,”reward_free_shipping_popup”:”Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку”,”reward_you_get_free_popup “:”Бесплатная доставка”,”popup_item_tier_benefits_title”:”Преимущества”,”popup_item_tier_benefits_next_tier”:”Следующий уровень”,”popup_item_tier_benefits_list_of_tiers”:”Список уровней”,”reward_tier_achieved_on”:”Достигнуто {{ month }} {{ day } }, {{ year }}”,”reward_tier_multiply”:”Множитель”,”reward_tier_multiply_points”:”{{multiply_points }}x”,”earn_tier_more_points”:”Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}”,”reward_as_discount”:”{{ сумма }} скидка”,”reward_as_points”:”{{ сумма }} {{ points_name }}”,”reward_as_gift_card”:”{{ сумма }} подарочная карта”,”flexible_discount “:”Скидка”,”flexible_discount_price”:”Цена со скидкой”,” available_discount_title”:”В данный момент у вас нет доступных наград”,”reward_your_tier”:”Ваш уровень:”,”reward_next_tier”:”Нет уровень xt:”,”reward_page_confirm”:”Подтвердить обмен”,”reward_redeem_cancel”:”Отменить”,”reward_redeem_confirm”:”Подтвердить”,”reward_page_earn_points”:”Заработать баллы”,”reward_not_enough_points”:”Недостаточно баллов”,” select_rewards”:”Выберите награду”,”shop_now”:”Купите сейчас”,”reward_birthday”:”День рождения”,”reward_enter_birthday”:”Введите день рождения”,”reward_please_enter_birthday”:”Пожалуйста, укажите день рождения”,”reward_enter_valid_birthday” :”Введите действительную дату рождения”,”warning_title_for_reward”:”К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи.
{{ points_name }}”,”reward_notifications_discount_check”:”Используйте скидку на странице оформления заказа”,”reward_notifications_add_discount_to_your_cart”:”У вас есть доступная скидка. Добавьте скидку в корзину!”,”reward_discount_unavailable”:”Скидка недоступна”,”reward_program_emails”:”Письма по бонусной программе”,”reward_title_earn_for_place_order”:”Купите этот товар и заработайте {{ points_count }} {{ points_name }}”,” награда_title_earn_for_place_order_on_cart_or_checkout”:”Вы зарабатываете {{points_count}} {{points_name}} за эту покупку”,”reward_save_btn”:”Сохранить”,”reward_delay_points_pending_status_rule”:”В ожидании”,”referral_page_inviting_text”:”Пригласив друга”,” referral_page_your_benefit”:”Ваша выгода”,”referral_page_your_friends_benefit”:”Привилегия вашего друга”,”referral_page_get”:”Получите”,”referral_page_no_reward_text”:”похвалите, пригласив своих друзей!”,”referral_link”:”Реферальная ссылка”,”copy_link “:”Копировать ссылку”,”referral_page_share_title”:”Поделиться в социальных сетях”,”referral_page_active_discounts”:”Активные скидки”,”claim_referral”:”Claim”,”referral_notification_label”:”Пожалуйста, введите адрес электронной почты, чтобы получить подарок”, “email_sent_successfully”:”Ваше письмо успешно отправлено полностью!”,”referral_page_share_link_not_log_in”:”Войдите, чтобы начать делиться ссылкой”,”reward_activities_order_refund”:”Возврат заказа”,”reward_activities_order_updated”:”{{rule_title}} (Заказ обновлен)”,”activity_refund_earn_point”:”-{ { points_count }} {{ points_name }}”,”activity_refund_earn_points”:”-{{ points_count }} {{ points_name }}”,”activity_order_tier_lowered”:”Уровень понижен ({{ tier_title }})”,”order_refunded_activity_spend”:” +{{ points_count }} {{ points_name }}”,”reward_activity_discount_refund”:”Возврат скидки”,”reward_activity_gift_card_refund”:”Возврат подарочной карты”,”refund_tier_activity_discount_refund”:”Возврат скидки ({{ Discount_code }})”,”referrer_guest_notify_message “:”Зарегистрируйтесь, чтобы получить скидку”,”reward_sender_block_list_in_referral_program”:”К сожалению, эта реферальная ссылка больше не активна”,”referral_title_history”:”История”,”referral_not_allowed_to_use_referral_program”:”Вам не разрешено использовать реферальную программу”, “referral_no_activity”:”Нет активности”,”referral_history_c ustomer_name”:”Имя”,”referral_history_customer_email”:”Электронная почта”,”referral_history_status”:”Статус”,”referral_history_date”:”Дата”,”order_redeem_discount_name”:”Скидка на заказ ({{ name_order }})”, “discount_expire_in_day”:”Скидка действует через {{ days_count }} день”,”discount_expire_in_days”:”Скидка действует через {{ days_count }} дней”,”activity_discount_expired_code”:”Скидка истекает {{ code }}”,”activity_discount_expired”: “Срок действия скидки истек”,”current_balance”:”Текущий баланс”,”birthday_gift_multiply_message”:”Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!”,”your_discount_code”:”Ваш код скидки:”, “verify_account_message”:”Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
 “,”verify_account_email_is_send_massage”:”Письмо с подтверждением отправлено,
“,”verify_account_email_is_send_massage”:”Письмо с подтверждением отправлено, , пожалуйста, проверьте свой почтовый ящик.”,”verify_account_button”:”Подтвердите аккаунт”,”spending_card”:”Карта правила расходов”,”minimum_purchase”:”Требуется минимальная покупка {{ Discount_amount }}”,”tier_info”:”Информация об уровне” ,”completed_rule”:”Правило выполнено”,”earning_rule”:”Правило заработка”,”reward_popup”:”Всплывающее окно с вознаграждением”,”birthday_field”:”Поле дня рождения”,”birthday_success”:”Ваша информация сохранена. Вы получите награду в свой День рождения”,”points_expires_on_date”:”Действует до {{ дня }} {{ месяца }} {{ года }}”,”points_program_title”:”Программа баллов”,”points_program_description”:”Присоединяйтесь к нашей Программа лояльности и получайте вознаграждения за выполнение различных действий в нашем магазине!”,”referral_program_title”:”Реферальная программа”,”referral_program_description”:”Пригласите своих друзей в наш магазин и получайте вознаграждение за каждого привлеченного друга.
 “,”referral_program_attencion”:” Вы получите вознаграждение, как только ваш реферал совершит свою первую покупку у нас.”,”referral_share_link_description”:”Поделитесь своей реферальной ссылкой с друзьями”,”vip_tiers_description”:”Выполните больше действий, чтобы повысить уровень и получить больше эксклюзивных преимуществ.”, “your_status”:”Ваш статус”,”next_status”:”Следующий статус”,”registration_description”:”Присоединяйтесь к программе лояльности, чтобы получить эксклюзивные награды!”,”join_now”:”Присоединяйтесь сейчас”,”have_account”:”Уже есть учетная запись?”,”reward_is_currently_unavailable”:”Эта награда в настоящее время недоступна, пожалуйста, свяжитесь т администратор сайта. {{ reload_page_btn }}”,”reload_page_btn”:”Обновить страницу”,”log_in_link”:”войти”,”shop_it”:”КУПИТЬ”,”назад”:”Назад”,”click_for_sound_on”:”Нажмите для включить звук”,”click_for_sound_off”:”Нажмите, чтобы отключить звук”,”view_on_instagram”:”Посмотреть в Instagram”,”view_on_tiktok”:”Посмотреть в Tiktok”,”instagram_gallery”:”Галерея Instagram”}
“,”referral_program_attencion”:” Вы получите вознаграждение, как только ваш реферал совершит свою первую покупку у нас.”,”referral_share_link_description”:”Поделитесь своей реферальной ссылкой с друзьями”,”vip_tiers_description”:”Выполните больше действий, чтобы повысить уровень и получить больше эксклюзивных преимуществ.”, “your_status”:”Ваш статус”,”next_status”:”Следующий статус”,”registration_description”:”Присоединяйтесь к программе лояльности, чтобы получить эксклюзивные награды!”,”join_now”:”Присоединяйтесь сейчас”,”have_account”:”Уже есть учетная запись?”,”reward_is_currently_unavailable”:”Эта награда в настоящее время недоступна, пожалуйста, свяжитесь т администратор сайта. {{ reload_page_btn }}”,”reload_page_btn”:”Обновить страницу”,”log_in_link”:”войти”,”shop_it”:”КУПИТЬ”,”назад”:”Назад”,”click_for_sound_on”:”Нажмите для включить звук”,”click_for_sound_off”:”Нажмите, чтобы отключить звук”,”view_on_instagram”:”Посмотреть в Instagram”,”view_on_tiktok”:”Посмотреть в Tiktok”,”instagram_gallery”:”Галерея Instagram”}Сварочная проволока WESTWARD MIG: нержавеющая сталь, ER316/316L, 0,023 дюйма, 10 фунтов — 41R280|ER316L-023-10
ЗАПАД
- Элемент # 41R280
- производитель Модель # ЭР316Л-023-10
- UNSPSC # 23171510
- Группа каталога № К4327
- № страницы каталога Н/Д
Страна происхождения
Индия. Страна происхождения может быть изменена.
Страна происхождения может быть изменена.
Нержавеющая сталь Сварочная проволока MIG предназначена для сварки нержавеющей стали. Требуется защитный газ.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
ЗАПАД
- Элемент # 41R280
- производитель Модель # ЭР316Л-023-10
- UNSPSC # 23171510
- Группа каталога № К4327
- № страницы каталога Н/Д
Страна происхождения
Индия.