Проволока по нержавейке – Сварочная проволока для полуавтоматов для сварки нержавейки
alexxlab | 08.06.2020 | 0 | Разное
Сварочная проволока для полуавтоматов для сварки нержавейки
Некоторые виды материалов плохо поддаются сварке на открытом воздухе потому, что происходит быстрое окисление зоны сварочного шва, а это ведёт к непрочному соединению заготовок. Существует способ сварки под слоем флюса или используется инертная газовая среда. Использование специальной сварочной проволоки для полуавтоматов позволяет соединить в одно целое преимущества двух этих методов. Становится возможной сварка алюминиевых деталей, меди, титана и нержавеющей стали без ущерба для качества шва. Мы рассмотрим схему использования защитной среды и проволоки при сварке полуавтоматом металлов, сплавов, а также нержавеющих материалов.
Необходимое сварочное оборудование и газовые смеси
Наиболее распространёнными при сварке сплавов алюминия, меди, чугуна и нержавеющей стали являются аргонодуговой (TIG) и полуавтоматический (MIG) методы. Оба способа позволяют использовать защитную среду инертного газа, что увеличивает прочность шва. Отличие заключается в том, что схема сварки TIG подразумевает ручную подачу проволоки в зону действия дуги и работа ведётся тугоплавким вольфрамовым электродом. При методе MIG в зону расплава механически подаётся сварочная проволока для полуавтоматов, которая и служит электродом.
Смотрите также: сварка полуавтоматом алюминия

Нужно отметить, что полуавтоматические аппараты обходятся дороже, но они обеспечивают более высокий уровень комфорта и качества работы. Встроенная электрическая схема позволяет запускать регулятор скорости подачи проволоки сварочного полуавтомата, что делает возможным вести работу с разным темпом. Для сварки этим методом нужно подобрать комплект оборудования, которое может не входить в поставку инвертора и частично закупается отдельно. В него входят следующие компоненты:
- аппарат инверторного типа MIG/MAG с узлом подключения газового шланга, евроразъёмом и схемой подачи проволоки сварочного типа;
- горелка с наконечниками под разный диаметр проволоки, соплом для подачи газа и кнопкой управления;
- еврорукав, служащий для подачи газовой смеси и прохода проволоки;
- газовые баллоны для смеси, снабжённые манометрами и редуктором;
- шланг для подачи газа от баллонов к инвертору, а также сами газы и катушка с соответствующей проволокой.
В сварочный аппарат, как правило, встроена схема задержки механизма движения проволочного электрода относительно подачи защитного газа в зону шва, что препятствует окислению заготовок.
Что касается состава газа, то обычно используется аргон в чистом виде или в смеси с гелием, углекислым газом или активными составами. С целью снижения затрат, дорогой инертный газ смешивают в соотношении 75%−80% аргона с 20%−25% углекислого газа. Также возможно сочетать гелий с аргоном в разных пропорциях и допускается варить некоторые материалы с применением только углекислого газа, но качество шва при этом ухудшается.
В сложных случаях при подборе газовой смеси необходима консультация специалиста и изучение справочных материалов потому, что состав металла или сплава может потребовать неоднозначного решения.

Виды сварочной проволоки для полуавтоматов
В обычных условиях используется чуть более десятка типов сварочной проволоки, из более чем семидесяти выпускаемых видов. Это объясняется и промышленной спецификой использования в сварочных автоматах большинства сортов, и высокой стоимостью некоторых из них. Наиболее популярными видами являются изделия диаметром от 0,6 мм до 2 мм, весом от 1 кг до 5 кг. Продукция делится на проволоку сплошного сечения и трубчатую с присадочными наполнителями, которые имеют различное назначение. По химическому составу она может быть алюминиевой, омеднённой, с примесями титана и легирующей.
Особо внимательно подбирается проволока для сварки нержавейки полуавтоматом потому, что она должна быть как можно ближе по составу со свариваемым материалом. Также важны параметры тока, поскольку перегрев при сварке нержавеющей стали ведёт к потере физических свойств этого материала.
При соединении различных сортов нержавеющего металла следует выбирать следующие типы нержавеющей сварочной проволоки:
- для хромоникелевых сталей 12Х18Н9Т и 08Х18Н10Т используют марки СВ-06Х19Н9Т, СВ-01Х18Н10 или аналог OK Autrod 347 Si в среде аргона;
- сталь типов 03Х17Н14М2 и 08Х18Н10Т сваривают с помощью марок СВ-01Х18Н10, СВ-06Х19Н9Т и ОК Autrod 308LSi в инертном газе;
- нержавеющую сталь хромоникелемолибденового состав варят проволокой СВ-06Х20Н11М3ТБ, СВ-08Х19Н10М3Б и ОК Autrod 318 в среде аргона.
Эти виды проволоки соответствуют сортам нержавеющей стали и обеспечивают высокие пределы прочности, удлинения, ударной вязкости и текучести, делая шов прочным и эластичным после остывания и удаления шлака. При работе высокочастотным инверторным или постоянным током не происходит перегрева металла в сварочной ванночке, а значит, не нарушается коррозионная стойкость в месте соединения деталей.
Параметры и состав проволоки регламентируется ГОСТ 18143-72, который и определяет критерии оценки качества и способ производства.
Также для соединения нержавеющих материалов и разнородных сталей применяется порошковая проволока с рутиловым наполнителем. Её используют для сварки трудносвариваемых, углеродомарганцевых и нержавеющих сталей в газовой смеси 80% аргона и 20% углекислого газа. Порошковые изделия дают возможность вести работу в любых положениях, и легированы молибденом, что придаёт шву высокие физико-химические свойства.
Для стали марок Е 2209 используют проволоку ОК Tubrod 14.27, для нержавейки 317 и 317L берётся OK Tubrod 14.25, а для марки 309 подходит OK Tubrod 14.22. Для сварки иных металлов можно использовать самозащитную порошковую продукцию с флюсом (например СВ-000009283), которая не требует инертной газовой среды.

Сварка нержавеющих деталей полуавтоматом
Сварка нержавеющих металлов требует особого подхода к чистоте соединяемых кромок и их подготовке к работе. При работе с металлом большой толщины необходимо снимать кромки под углом от 45о до 60о, и зачищать стыки углошлифовальной машиной. Кроме того, с помощью растворителей нужно обезжиривать место сварки, а детали закреплять с зазором 1,5 мм для обеспечения наиболее полного провара по всей толщине металла. Затем необходимо отрегулировать подачу инертного газа или газовой смеси с учётом толщины заготовок.
Предварительные настройки для полуавтомата производятся, исходя из следующих пропорций, а именно:
- при толщине металла менее 1 мм пользуются проволокой 0,6−0.8 мм со скоростью подачи 150 м/час и расходом газа 6−7 л/мин;
- металл толщиной 1,5 мм варят проволокой 0,8−1 мм в диаметре со скоростью движения от 150 до 200 м/ч и подачей защитного газа 6−8 л/мин;
- нержавейку 2 мм соединяют продукцией диаметром 1−1,2 мм, скорость 200−250 м/ч, расход газа от 7 до 9 л/мин;
- для нержавеющей стали 3 мм используют проволоку 1,2−1,4 мм, со скоростью 250−300 м/ч и с подачей газа от 9 до 11 л/мин;
- для деталей более 4 мм толщиной необходима проволока 1,4−1,6 мм при движении выше 300 м/ч, а газ подают с расходом более 11 л/мин.
Напряжение дуги зависит от её длины и выставляется от 19 В до 30 В с экспериментальным подбором, так же как и вылет электрода. На ряде высококлассных инверторов MIG/MAG существует режим регулировки индуктивности, от которой зависит глубина провара и ширина сварочного шва.
Предварительные настройки носят рекомендательный характер и подбираются индивидуально в зависимости от состава металла, сорта проволоки, газовой смеси и скорости сварки.
После подбора проволоки для сварки полуавтоматом применительно к материалу заготовок, необходимо поместить барабан на вал и вставить проволоку в подающее устройство. Затем отрегулировать скорость движения, которая обычно связана с силой сварочного тока, чем больше скорость, тем больше подаваемое значение. Последним этапом подготовки к работе является регулировка параметров газовой смеси, корректировка напряжения и индуктивности. Важно следовать инструкции по пользованию полуавтоматическим инвертором и соблюдать правила техники безопасности при сварочных работах.
Подводим итог
Мы рассказали о сварочной проволоке для полуавтоматов и принципах её использования при работе с нержавеющими сталями. Точное соблюдение правил подбора сортов проволоки и физико-химических параметров сплавов, а также температурного режима позволяет получить прочное и долговечное соединение, противостоящее коррозии. Успешной и плодотворной работы.
electrod.bizприменение нержавейки, алюминиевой и порошковой проволоки
 Приборы для полуавтоматической сварки в процессе работы обеспечивают высокое качество шва. Возникает актуальный вопрос о том, какую проволоку выбрать для полуавтомата. Существует 3 разновидности: порошковая, алюминиевая и нержавеющая. Первая не требует применения газа, вторая обеспечивает стабильность металлошва, третья устойчива к воздействию агрессивных сред.
Приборы для полуавтоматической сварки в процессе работы обеспечивают высокое качество шва. Возникает актуальный вопрос о том, какую проволоку выбрать для полуавтомата. Существует 3 разновидности: порошковая, алюминиевая и нержавеющая. Первая не требует применения газа, вторая обеспечивает стабильность металлошва, третья устойчива к воздействию агрессивных сред.
Порошковая проволока
Порошковая проволока для полуавтомата представляет собой трубочку с порошковым наполнителем. Она должна обеспечивать:
- легкость образования дуги;
- равномерность плавления:
- ровное покрытие швов шлаком;
- получение шва без дефектов.
 Такой способ сварки напоминает флюсовый и электродный. Сварочный шов покрывается слоем шлака. За счет порошка идет легирование расплавленного металла. Это обеспечивается наличием в составе порошка ферросплавов.
Такой способ сварки напоминает флюсовый и электродный. Сварочный шов покрывается слоем шлака. За счет порошка идет легирование расплавленного металла. Это обеспечивается наличием в составе порошка ферросплавов.
Метод отличается высокой производительностью и простотой. Работа ведется в разных местах и при любых погодных условиях.
Но имеются и недостатки:
- необходимость постоянного поддержания напряжения и силы тока;
- требуется дополнительная защита;
- высокий уровень выделяемых вредных веществ.
Порошковая проволока разделяется на виды:
- самозащитные. Работают без дополнительной газовой защиты;
- сварка ведется в среде углекислого газа.
Самозащитные удобны в использовании, поскольку не требуют наличия газового баллона. Это расширяет возможности использования сварки при монтажных работах.
Работа в среде углекислого газа повышает параметры сварки и улучшает качество сварного шва.
Использование алюминиевой нити
 Алюминиевая проволока для полуавтомата используется для сварки изделий из такого же металла. Работы ведутся в среде защитного газа — аргона. Такой сварочный материал обеспечивает высокое качество сварного шва.
Алюминиевая проволока для полуавтомата используется для сварки изделий из такого же металла. Работы ведутся в среде защитного газа — аргона. Такой сварочный материал обеспечивает высокое качество сварного шва.
Сложность сварки алюминия заключается в том, что на его поверхности находится оксидная пленка. У него невысокая температура плавления, что добавляет определенные трудности.
Алюминиевая нить должна обеспечить сварному шву характеристики:
- высокую прочность;
- пластичность соединения;
- устойчивость к коррозионным процессам.
Получение прочного соединения обеспечивается не только качеством алюминиевой нити. Свариваемые детали требуют хорошей зачистки для удаления оксидной пленки. Такая работа проводится непосредственно перед сваркой, поскольку пленка быстро восстанавливается.
По этой же причине поступающая в упаковку проволока требует быстрого использования. В противном случае она быстро подвергнется окислению, и это скажется на результате.
Для стандартного подающего механизма используется обычная сварочная проволока для полуавтоматов. В данном случае система с двумя роликами не подходит. Мягкий алюминий будет пережиматься и застревать в механизме. Требуется конструкция из 4 роликов с V-образными канавками.
Подающий канал должен составлять максимальную длину 3 м. Материал подающей оболочки — тефлон. Его стенки обеспечивают хорошее скольжение. Отверстие в наконечнике полуавтомата делается на 1−2 мм больше диаметра нити. Это нужно для того, чтобы она в нем не застревала, поскольку коэффициент расширения алюминия высокий.
Проволока из нержавеющей стали
Проволока-нержавейка для полуавтомата выполняет функцию электрода. Она передает на свариваемый металл ток. Кроме того, является присадочным материалом, который плавится и формирует сварной шов.
В состав нержавеющей нити входят элементы:
- Углерод. Его концентрация сказывается на пластичности нержавеющей нити. А в итоге это отражается на удобстве ее использования. Идет уменьшение расхода нержавеющего материала.
- Марганец и кремний. Эти элементы оказывают влияние на раскисление обрабатываемого металла. Повышают прочность проволоки и сопротивляемость ее к истиранию. Важное условие — эти элементы должны быть равномерно распределены в нержавейке. Если происходит скопление кремния в одном месте, то это негативно сказывается на упругости нержавеющей нити.
 Сера и фосфор. Вредные примеси. Их содержание нормировано. Количество не должно превышать 0,05%. Иначе нержавейка становится хрупкой под воздействием высоких температур. Называется это красноломкостью. В итоге процесс сварки затрудняется.
Сера и фосфор. Вредные примеси. Их содержание нормировано. Количество не должно превышать 0,05%. Иначе нержавейка становится хрупкой под воздействием высоких температур. Называется это красноломкостью. В итоге процесс сварки затрудняется.- Хром. Относится к негативным составляющим. Появляется при выплавке в доменных печах. Содержание в нержавейке допускается не больше 0,1%.
- Азот. Первоначально присутствие этого элемента не сказывается. Со временем у изделия появляются признаки деформационного старения. Это приводит к потере эластичности и появлению хрупкости.
- Неметаллические примеси. Их присутствие нежелательно. При большом их количестве изделие получается низкого качества.
Подача идет механизированно. Движение нержавейки проходит вдоль горелки. Сварочный газ и напряжение выключаются автоматически. Подача проволоки ведется несколькими роликами до нужного уровня.
Для получения качественного сварного шва нужно правильно подобрать проволоку к обрабатываемому материалу. Особое внимание следует уделить алюминиевым деталям. Этот вид цветного металла варится очень тяжело, и для него подбор проволоки ведется особо тщательно.
tokar.guru
Нержавеющая сварочная проволока
Проволока для сварки нержавейки полуавтоматом
Некоторые виды материалов плохо поддаются сварке на открытом воздухе потому, что происходит быстрое окисление зоны сварочного шва, а это ведёт к непрочному соединению заготовок. Существует способ сварки под слоем флюса или используется инертная газовая среда. Использование специальной сварочной проволоки для полуавтоматов позволяет соединить в одно целое преимущества двух этих методов. Становится возможной сварка алюминиевых деталей, меди, титана и нержавеющей стали без ущерба для качества шва. Мы рассмотрим схему использования защитной среды и проволоки при сварке полуавтоматом металлов, сплавов, а также нержавеющих материалов.
Необходимое сварочное оборудование и газовые смеси
Наиболее распространёнными при сварке сплавов алюминия, меди, чугуна и нержавеющей стали являются аргонодуговой (TIG) и полуавтоматический (MIG) методы. Оба способа позволяют использовать защитную среду инертного газа, что увеличивает прочность шва. Отличие заключается в том, что схема сварки TIG подразумевает ручную подачу проволоки в зону действия дуги и работа ведётся тугоплавким вольфрамовым электродом. При методе MIG в зону расплава механически подаётся сварочная проволока для полуавтоматов, которая и служит электродом.

Нужно отметить, что полуавтоматические аппараты обходятся дороже, но они обеспечивают более высокий уровень комфорта и качества работы. Встроенная электрическая схема позволяет запускать регулятор скорости подачи проволоки сварочного полуавтомата, что делает возможным вести работу с разным темпом. Для сварки этим методом нужно подобрать комплект оборудования, которое может не входить в поставку инвертора и частично закупается отдельно. В него входят следующие компоненты:
- аппарат инверторного типа MIG/MAG с узлом подключения газового шланга, евроразъёмом и схемой подачи проволоки сварочного типа;
- горелка с наконечниками под разный диаметр проволоки, соплом для подачи газа и кнопкой управления;
- еврорукав, служащий для подачи газовой смеси и прохода проволоки;
- газовые баллоны для смеси, снабжённые манометрами и редуктором;
- шланг для подачи газа от баллонов к инвертору, а также сами газы и катушка с соответствующей проволокой.
В сварочный аппарат, как правило, встроена схема задержки механизма движения проволочного электрода относительно подачи защитного газа в зону шва, что препятствует окислению заготовок.
Что касается состава газа, то обычно используется аргон в чистом виде или в смеси с гелием, углекислым газом или активными составами. С целью снижения затрат, дорогой инертный газ смешивают в соотношении 75%−80% аргона с 20%−25% углекислого газа. Также возможно сочетать гелий с аргоном в разных пропорциях и допускается варить некоторые материалы с применением только углекислого газа, но качество шва при этом ухудшается.

Виды сварочной проволоки
В обычных условиях используется чуть более десятка типов сварочной проволоки, из более чем семидесяти выпускаемых видов. Это объясняется и промышленной спецификой использования в сварочных автоматах большинства сортов, и высокой стоимостью некоторых из них. Наиболее популярными видами являются изделия диаметром от 0,6 мм до 2 мм, весом от 1 кг до 5 кг. Продукция делится на проволоку сплошного сечения и трубчатую с присадочными наполнителями, которые имеют различное назначение. По химическому составу она может быть алюминиевой, омеднённой, с примесями титана и легирующей.
При соединении различных сортов нержавеющего металла следует выбирать следующие типы нержавеющей сварочной проволоки:
- для хромоникелевых сталей 12Х18Н9Т и 08Х18Н10Т используют марки СВ-06Х19Н9Т, СВ-01Х18Н10 или аналог OK Autrod 347 Si в среде аргона;
- сталь типов 03Х17Н14М2 и 08Х18Н10Т сваривают с помощью марок СВ-01Х18Н10, СВ-06Х19Н9Т и ОК Autrod 308LSi в инертном газе;
- нержавеющую сталь хромоникелемолибденового состав варят проволокой СВ-06Х20Н11М3ТБ, СВ-08Х19Н10М3Б и ОК Autrod 318 в среде аргона.
Эти виды проволоки соответствуют сортам нержавеющей стали и обеспечивают высокие пределы прочности, удлинения, ударной вязкости и текучести, делая шов прочным и эластичным после остывания и удаления шлака. При работе высокочастотным инверторным или постоянным током не происходит перегрева металла в сварочной ванночке, а значит, не нарушается коррозионная стойкость в месте соединения деталей.
Также для соединения нержавеющих материалов и разнородных сталей применяется порошковая проволока с рутиловым наполнителем. Её используют для сварки трудносвариваемых, углеродомарганцевых и нержавеющих сталей в газовой смеси 80% аргона и 20% углекислого газа. Порошковые изделия дают возможность вести работу в любых положениях, и легированы молибденом, что придаёт шву высокие физико-химические свойства.
Для стали марок Е 2209 используют проволоку ОК Tubrod 14.27, для нержавейки 317 и 317L берётся OK Tubrod 14.25, а для марки 309 подходит OK Tubrod 14.22. Для сварки иных металлов можно использовать самозащитную порошковую продукцию с флюсом (например СВ-000009283), которая не требует инертной газовой среды.

Сварка нержавеющих деталей полуавтоматом
Сварка нержавеющих металлов требует особого подхода к чистоте соединяемых кромок и их подготовке к работе. При работе с металлом большой толщины необходимо снимать кромки под углом от 45о до 60о, и зачищать стыки углошлифовальной машиной. Кроме того, с помощью растворителей нужно обезжиривать место сварки, а детали закреплять с зазором 1,5 мм для обеспечения наиболее полного провара по всей толщине металла. Затем необходимо отрегулировать подачу инертного газа или газовой смеси с учётом толщины заготовок.
Предварительные настройки для полуавтомата производятся, исходя из следующих пропорций, а именно:
- при толщине металла менее 1 мм пользуются проволокой 0,6−0.8 мм со скоростью подачи 150 м/час и расходом газа 6−7 л/мин;
- металл толщиной 1,5 мм варят проволокой 0,8−1 мм в диаметре со скоростью движения от 150 до 200 м/ч и подачей защитного газа 6−8 л/мин;
- нержавейку 2 мм соединяют продукцией диаметром 1−1,2 мм, скорость 200−250 м/ч, расход газа от 7 до 9 л/мин;
- для нержавеющей стали 3 мм используют проволоку 1,2−1,4 мм, со скоростью 250−300 м/ч и с подачей газа от 9 до 11 л/мин;
- для деталей более 4 мм толщиной необходима проволока 1,4−1,6 мм при движении выше 300 м/ч, а газ подают с расходом более 11 л/мин.
Напряжение дуги зависит от её длины и выставляется от 19 В до 30 В с экспериментальным подбором, так же как и вылет электрода. На ряде высококлассных инверторов MIG/MAG существует режим регулировки индуктивности, от которой зависит глубина провара и ширина сварочного шва.
После подбора проволоки для сварки полуавтоматом применительно к материалу заготовок, необходимо поместить барабан на вал и вставить проволоку в подающее устройство. Затем отрегулировать скорость движения, которая обычно связана с силой сварочного тока, чем больше скорость, тем больше подаваемое значение. Последним этапом подготовки к работе является регулировка параметров газовой смеси, корректировка напряжения и индуктивности. Важно следовать инструкции по пользованию полуавтоматическим инвертором и соблюдать правила техники безопасности при сварочных работах.
Подводим итог
Мы рассказали о сварочной проволоке для полуавтоматов и принципах её использования при работе с нержавеющими сталями. Точное соблюдение правил подбора сортов проволоки и физико-химических параметров сплавов, а также температурного режима позволяет получить прочное и долговечное соединение, противостоящее коррозии. Успешной и плодотворной работы.
Сергей Одинцов
electrod.biz
Сварочная проволока для сварки из нержавейки
Как в быту, так и в промышленности сварка остается единственным действительно удобным процессом, с помощью которого удается соединять отдельные части металлических конструкций или изделий. Только с помощью сварки это можно сделать быстро и без дополнительных усилий.
www.samsvar.ru
Проволока нержавейка сварочная
Проволока сварочная нержавейка – для неподдающихся коррозии швов
Максимальную защиту от коррозии имеет только высоколегированная сталь, которая является сплавом железа с различными металлами. Поражению ржавчиной подвержена в первую очередь главная составляющая стали, а именно – железо. И вот как раз примеси других металлов снижают этот недостаток или даже полностью его устраняют. Наиболее ярко выраженная особенность нержавейки – она не намагничивается, что и говорит об изменениях, произошедших в сплаве. Однако если изготовленные из нее 2 пластины сварить между собой обычным электродом, шов после снятия зашлакованности почти наверняка через некоторое время покроется тонким налетом ржавчины. Кроме того, черный металл обычно сильно ухудшает структуру легированной стали.

Сваренные пластины из нержавейки
Поскольку швы при сборке различных конструкций – это участки, где возникают большие напряжения металла под действием нагрузок, коррозия в большинстве случаев крайне нежелательна. Именно поэтому, когда техническими параметрами предусмотрена повышенная устойчивость к ржавчине, применяются высоколегированный листовой металл и сварочная проволока из нержавейки. Причем использование последней идентично электроду, но для этой цели нужен специальный станок-полуавтомат (или автомат), к которому цепляется бухта, конец которой выводится через специальный держак. При работе проволока подается нажатием пускового устройства, причем одновременно может открываться клапан для создания струи защитного газа.
Как уже было сказано выше, антикоррозийными свойствами обладают только высоколегированные сплавы. Делают их по определенным стандартам, в частности, сварочная проволока производится согласно ГОСТ 18143-72. Но это не значит, что этот продукт металлургии однотипен и различается только по диаметру. Существует довольно много марок, самой популярной из которых считается 12Х18Н10Т. Это отечественная маркировка, поэтому добавки обозначены в ней кириллицей. Приведенный пример – сокращение, определяющее только состав стали. Более полно можно судить о расходном материале, если взглянуть на развернутую маркировку.
Если говорить о значениях, то первые две цифры – это диаметр, который бывает 0,3 миллиметра (для особо тонких листов и сетки), а также 0,6 и 0,8 (универсальный вариант). От 1 до 1,6 миллиметра – это уже производственные расходники. Дальше может быть (а может и отсутствовать) назначение присадки: СВ – сварочная или НП – наплавочная для использования вручную. К слову, во втором случае идеально подходят присадки большого диаметра, если они цельнометаллические. Может иметься и значение содержания углерода. И, наконец, состав, где Х – хром, Т – титан, а Н – никель. Цифры здесь – процентное соотношение компонента с общим объемом присадочного материала.

Маркировка нержавеющей сварочной проволоки
Также различают использующиеся в сочетании с газовой струей марки ER-347Si, ER-308 LSi, ER-309 LSi и ER-316LSi. Как видно из буквенных частей маркировок, в состав этих сплавов входит кремний, который обозначается соответствующими латинскими буквами. Помимо прочего, среди компонентов в небольших процентных соотношениях присутствуют марганец, цирконий или молибден (обозначающиеся в отечественных марках как Г, Ц и М). Также может быть в составе алюминий, на который указывает буква Ю, либо медь – Д. Всегда имеют место небольшие примеси фосфора и серы, которые делают проволоку более хрупкой, потому желательно, чтобы в нержавеющей стали процент этих веществ было как можно меньше. Если стоит знак АА, количество этих примесей минимально, если А – в соответствии со стандартами.
Продается нержавеющая присадка в больших бухтах, которые могут весить до 10, 12 или даже 15 кило, а также в катушках по 0,5 и 1 килограмму. Примечательно, что чем меньше диаметр продукции, тем выше ее стоимость, которая колеблется от 13 до 15 долларов за килограмм, если это высоколегированная, а не просто каленая проволока. Бухтой брать выгоднее, поскольку стоимость при этом оказывается ниже розничной цены почти на 30 %. Но такой вариант оптимален только при больших объемах производства или при частом выполнении работ на автоматическом станке или на полуавтомате.
Итак, мы знаем, что существуют такие типы присадки, как сварочная и наплавочная, что говорит о способах использования проволоки. Первый вариант применяется исключительно в станках, а вот второй можно задействовать в сочетании с газовым резаком, придерживая отрезок расходного материала клещами или рукой в огнеупорной рукавице. Расплавляя проволоку узким факелом пламени вдоль соединения деталей, можно получить довольно качественный шов. Однако прочность его будет невелика, гораздо более высокое качество соединения достигается только путем дуговой сварки. Для последней необходима обычная или порошковая присадка, причем первая является цельнометаллической, а вторая представляет собой трубочку, заполненную флюсом.
Выше мы упоминали о том, что для сварки проволокой зачастую используется защитный газ, как правило, углекислый, реже – аргон или гелий. По сути, это аналог защитной оболочки электрода, которая, сгорая, не дает металлу окисляться. Работа присадкой в газовой среде считается оптимальной, порошковый расходный материал используется гораздо реже, поскольку он значительно дороже и при этом его расплав сильно разбрызгивается при формировании шва. Как следствие, соединение получается менее красивым и ровным. Особенно неудобна порошковая присадка при вертикальной сварке, поскольку на насадку держака попадает гораздо больше брызг. Впрочем, во время работы рекомендуется время от времени продувать сопло, поскольку капли металла становятся причиной замыканий инструмента.

Сварка нержавеющей проволокой
Очень важно использовать нержавеющую проволоку с тем же компонентным составом, что и в соединяемых заготовках, в этом случае прочность швов будет наибольшей.
Существует 2 способа работы на полуавтоматическом станке. Первый предусматривает непрерывность подачи напряжения при довольно быстром выходе проволоки, которая хорошо плавится в токе высокой плотности и практически не выгорает, формируя четкую линию шва. При таком методе получается отличное качество соединения при высоком расходе присадки. Импульсная подача дозирует выход проволоки, при этом напряжение должно быть настроено очень точно, чтобы обеспечить капельное наплавление присадки. Этот вариант наиболее подходит для нержавеющих марок стали и позволяет экономить расходный материал, не снижая качества шва.
tutmet.ru
Сварочная проволока для полуавтомата (нержавейка): подача, диаметр
В данной статье будет приведена вся основная информация о сварочной проволоке из нержавеющей стали. Вы узнаете особенности её маркировки, требования, которым должно отвечать качественное изделие, и на что необходимо обращать внимание при выборе.
Также будут разобраны особенности технологии сварочных работ на полуавтомате с проволокой, и проанализировано актуальное на сегодняшний день состояние рынка данных материалов, на предмет основных производителей и их ценовой политики.
Сварка с использованием проволоки
Проволока является элементом, который при сварке полуавтоматом берет на себя функции электрода, и передает ток на свариваемые поверхности. В дополнение к этому, проволока вязальная выполняет роль присадочного материала, при плавке которого происходит формирование сварочного шва.
Маркировка нержавеющей проволоки для сварки
Ниже приведен стандартный тип маркировки проволоки, и пояснения к его значениям.

Расшифровка стандартной маркировки сварочной проволоки
- Ди
www.samsvar.ru
Как правильно выбрать сварочную проволоку?
04 Авг Отличие нержавеющей сварочной проволоки от нержавеющей проволоки общего назначения
Posted at 16:14h in справочник by AISI304Как правильно выбрать и купить сварочную проволоку нержавеющую? Как определиться с маркой стали? Какой нужен диаметр — 0,8; 1; 2; 3 или 5 мм? Эти и другие вопросы мы рассмотрим в сегодняшней статье. Читайте с нами!
 Проволока сварочная нержавеющая представляет собой проволоку сплошного сечения, в основу которой входят такие легирующие элементы, как никель (Ni), хром (Cr), молибден (Mo), необий (Nb), марганец (Mn), титан (Ti), железо (Fe).На рынке Украины представлено огромное разнообразие сварочных нержавеющих проволок, как производства стран СНГ, так и европейских производителей.Проволоки в странах СНГ производятся по ГОСТ 2246-70, наиболее распространенные сварочные нержавеющие проволоки: Св-01х19н9 , Св-04х19н9 , Св-06х19н9т , Св-07х19н10б , Св-08х19н10г2б , Св-06х19н10м3т , Св-04х19н11м3 , Св-07х25н13 , Св-13х25н18 , Св-08х20н9г7т. Европейские аналоги нержавеющес сварочной проволоки представлены следующими марками er 308 (Св-01х19н9 , Св-04х19н9 , Св-06х19н9т) , er 347 ( Св-07х19н10б , Св-08х19н10г2б ) , er 316 ( Св-06х19н10м3т , Св-04х19н11м3 ) , er 309 (Св-07х25н13 ) , er 310 (Св-13х25н18) , er 307 (Св-08х20н9г7т) . Основное отличие нержавеющей сварочной проволоки от нержавеющей проволоки общего назначения — это процентное содержание серы (S) и фосфора (P). В сварочной проволоке сера и фосфор являются вредными примесями для сварки, т.к. при высоких температурах они (сера и фосфор) в процессе сварки образуют с расплавленными элементами тугоплавкие соединения — сульфиды и фосфиды. В следствии чего сварочный шов становится неоднородным (прослабленным в некоторых местах), а процесс сварки затрудняется «шипением», «пузырением» и повышенным разбрызгиванием сварочной проволоки.На такую сварочную проволоку сварщики обычно говорят, что она «плюётся».Наш интернет магазин предлагает нержавеющую сварочную проволоку с регламентированным содержанием серы и фосфора, что делает работу сварщика лёгкой и приятной, а главное качественной.
Проволока сварочная нержавеющая представляет собой проволоку сплошного сечения, в основу которой входят такие легирующие элементы, как никель (Ni), хром (Cr), молибден (Mo), необий (Nb), марганец (Mn), титан (Ti), железо (Fe).На рынке Украины представлено огромное разнообразие сварочных нержавеющих проволок, как производства стран СНГ, так и европейских производителей.Проволоки в странах СНГ производятся по ГОСТ 2246-70, наиболее распространенные сварочные нержавеющие проволоки: Св-01х19н9 , Св-04х19н9 , Св-06х19н9т , Св-07х19н10б , Св-08х19н10г2б , Св-06х19н10м3т , Св-04х19н11м3 , Св-07х25н13 , Св-13х25н18 , Св-08х20н9г7т. Европейские аналоги нержавеющес сварочной проволоки представлены следующими марками er 308 (Св-01х19н9 , Св-04х19н9 , Св-06х19н9т) , er 347 ( Св-07х19н10б , Св-08х19н10г2б ) , er 316 ( Св-06х19н10м3т , Св-04х19н11м3 ) , er 309 (Св-07х25н13 ) , er 310 (Св-13х25н18) , er 307 (Св-08х20н9г7т) . Основное отличие нержавеющей сварочной проволоки от нержавеющей проволоки общего назначения — это процентное содержание серы (S) и фосфора (P). В сварочной проволоке сера и фосфор являются вредными примесями для сварки, т.к. при высоких температурах они (сера и фосфор) в процессе сварки образуют с расплавленными элементами тугоплавкие соединения — сульфиды и фосфиды. В следствии чего сварочный шов становится неоднородным (прослабленным в некоторых местах), а процесс сварки затрудняется «шипением», «пузырением» и повышенным разбрызгиванием сварочной проволоки.На такую сварочную проволоку сварщики обычно говорят, что она «плюётся».Наш интернет магазин предлагает нержавеющую сварочную проволоку с регламентированным содержанием серы и фосфора, что делает работу сварщика лёгкой и приятной, а главное качественной.
Вы можете купить сварочную проволоку нержавеющую для полуавтомата различного диаметра (1, 2, 3, 5 мм) по низкой цене. Свою заявку можно оставить по телефону или электронной почте. Будем рады сотрудничеству!
Буквенно-цифровое обозначение содержания легирующих компонентов:
- СВ — сварочная проволока,
- Г — определяет содержание марганца,
- C — указывает на содержание кремния,
- X — определяет содержание хрома,
- Н — указывается содержание никеля,
- B — определяет содержание вольфрама,
- Т — указывает содержание титана,
- Ю — указывает содержание алюминия,
- Ф — определяет содержание ванадия,
- Б — определяет содержание ниобия,
- Д — указывает на содержание меди,
- М — определяет содержание молибдена,
- Ц — указывает содержание циркония.
Как правильно выбрать сварочную проволоку?
| Марка стали | Марка сварочной проволоки по ГОСТ 2246-70 |
| 08Х18Н10Т | Св-06Х19Н9Т |
| 12Х18Н10Т | Св-04Х19Н9 |
| Св-01Х19Н9 | |
| 12Х18Н9Т | Св-07Х18Н9ТЮ |
| Св-05Х20Н9ФБС | |
| 12Х18Н9ТЛ | Св-08Х20Н9С2БТЮ |
| ТУ 14-1-4981 | |
| 08Х22Н6Т | Св-06Х19Н9Т |
| 08Х18Г8Н2Т | Св-04Х19Н9 |
| Св-07Х18Н9ТЮ | |
| Св-05Х20Н9ФБС | |
| Св-08Х20Н9С2БТЮ | |
| ТУ 14-1-4981 | |
| 02Х18Н11 | Св-01Х18Н10 |
| ТУ 14-1-2795 | |
| 03Х18Н11 | Св-01Х19Н9 |
| 08Х17Н13М2Т | Св-04Х19Н11М3 |
| Св-06Х19Н10М3Т | |
| 10Х17Н13М2Т | Св-08Х19Н10М3Б |
| 10Х17Н13М3Т | Св-06Х20Н11М3ТБ |
| Св-01Х19Н18Г10АМ4 | |
| 08Х17Н15М3Т | Св-06Х19Н10М3Т |
| Св-04Х19Н11М3 | |
| Св-01Х19Н18Г10АМ4 | |
| ТУ 14-1-4981 | |
| Св-01Х19Н18Г10АМ4 | |
| Св-08Х19Н10М3Б | |
| Св-06Х20Н11М3ТБ | |
| 10Х14Г14Н4Т | Св-04Х19Н11М3 |
| Св-01Х19Н18Г10АМ4 | |
| Св-05Х15Н9Г6АМ | |
| 03Х17Н14М3 | Св-01Х17Н14М2 |
| Св-01Х19Н18Г10АМ4 | |
| ТУ 14-1-4981 | |
| 08Х21Н6М2Т | Св-04Х19Н11М3 |
| Св-06Х19Н10М3Т | |
| 06ХН28МДТ | Св-08Х19Н10М3Б |
| Св-06Х20Н11М3ТБ | |
| Св-01Х23Н28М3Д3Т | |
| Св-01Х24Н25Г7АМ3Д | |
| ТУ 14-1-3939 | |
| 03ХН28МДТ | Св-03ХН25МДГБ |
| ТУ 14-1-2571 |
Может пригодиться:
aisi304.pro
Сварочная проволока по нержавейке
Компания Тринокс занимается поставкой сварочной проволоки на территории Украины. Мы ценим ваше время, поэтому стараемся отправлять товар в кратчайшие сроки – в тот же или на следующий день. Узнать цену и наличие вы всегда можете у наших менеджеров. Они проконсультируют вас по всем техническим вопросам.
Маркировка проволоки
Мы постарались подробно описать тип маркировки проволоки для вашего удобства.
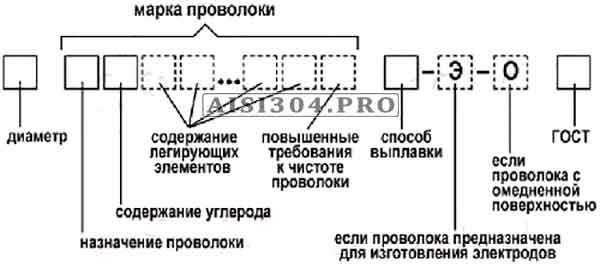
1. Диаметр металлической нити. Для сварки на полуавтомате подходят нити нержавейки диаметром 1,6 мм, 1,2 мм, 1 мм, 0,8 мм и 0,6 мм.
2. Марка изделия.
Ячейка №2 – назначение: CВ – сварочная, либо НП – наплавочная; ячейка №3 – концентрация углеродов в сырье, которая указывается в сотых процента. Для примера: CВ09 – изделие для сварки с содержанием углерода 0,09%.Ячейки №4, №5, №6 и №7 – указывают концентрацию дополнительных легирующих примесей.
Особенности маркировки следующие: Ю — алюминий, Д – Медь, Т – титан, Г – марганец, Ц – цирконий, М – молибден, Х – хром, Н – Никель, С – кремний.В ячейке, следующей после указанной буквы, расположено число, которое свидетельствует о концентрации данного элемента, но при этом, если содержание элемента находится в пределах одного процента, то цифру, как правило, не ставят.
ПРИМЕР: проволока вязальная из нержавейки для сварки полуавтоматом СВ09Н5Х21Т содержит 0,9% углеродов, 5% никеля, 21% хрома, и 1 процент титана.
Ячейка №8 – маркировка в данной ячейке ставится, если сварочная нить отвечает повышенным требованиям к содержанию вредных серных и фосфорных примесей.
В зависимости от стандарта проволоки в данной ячейке могут ставиться два указателя: А – обозначающий, что изделие изготовлено согласно высоким стандартам очистки, АА – в процессе производства использовался принцип максимальной очистки, так обычно маркируется сварочная проволока вязальная из нержавейки самого высокого качества;
3. Метод выплавки: Ш – электрошлаковая выплавка, ВИ – выплавка в вакуумно- индукционных печах (наиболее предпочтительный вариант по итоговому качеству изделия), ВД – выплавка в вакуумно-дуговых печах;
4. В случае, из данной нити могут изготавливаться электроды, маркировка содержит указатель Э;
5. О – элемент маркировки, выделяющий проволоку с омедненным покрытием;
6. Соответствие изделия Государственному Стандарту Качества.
P.s. Все фото и видео продукции на сайте сделаны нами собственноручно, а не скачаны с интернета. Поэтому вы получаете именно то, что на них изображено.
aisi304.pro
| |||||
12h18n10t.ru