Проволока сварочная для газовой сварки – Сварочная проволока для дуговой и газовой сварки: марки, обозначение и применение
alexxlab | 17.02.2020 | 0 | Разное
Проволока для газовой сварки
Сварочная проволока для газовой сварки
Существует несколько основных способов сварки, каждый из которых использует свои инструменты и материалы. Даже в газовой сварке имеется несколько серьезных ответвлений, как по расходным материалам, так и по используемой технике. Сварочная проволока для газовой сварки может быть представлена в различных вариантах, исходя из того, с какими именно металлами приходится работать. Здесь также есть разница, используется стандартный ручной метод или аргонодуговая сварка. Использование защитного газа обусловлено тем, что на поверхности материала отсутствует какое-либо покрытие, которые бы обеспечило ограждение от негативного воздействия атмосферы. Благодаря большой востребованности, данный материал используется для соединения практически всех типов металла, для чего нужны различные виды сварочной проволоки.

Проволока для газовой сварки
Выпускаются специальные марки для ручной, полуавтоматической и автоматической сварки, а также универсальные разновидности. Поставка производится в кассетах и катушках, в зависимости от объема и толщины материала. Различия происходят и по структуре самих материалов, так как некоторые из них помимо самой проволоки могут еще содержат еще дополнительные вещества, к примеру, флюс или медное покрытие. Но основной характеристикой выбора все равно остается состав основного присадочного материала. Он специально подбирается под задание виды металла и придает ему лучшие характеристики сваривания. Основной массой состава является металл, для которого предназначена данная проволока для газовой сварки. Вся продукция производится по ГОСТ 2246-70.
Разновидности
Присадочная проволока для газовой сварки может различаться по содержанию легирующих элементов. Марки с низким содержанием предназначаются больше для чистых металлов, а не для сплавов. Причем это касается преимущественно материалов, которые обладают хорошими свойствами свариваемости. К примеру, если сварка алюминия будет производиться чистым алюминием, то итоговый результат будет плохого качества.

Проволока для сварки алюминия
Среднелегированная сварочная проволока для газовой сварки является одним их самых распространенных вариантов, так как подходит для наиболее распространенных металлов, которые используются в промышленности. Это материалы средней свариваемости, которые требуют дополнительной защиты, но не обладают критически плохими свойствами.

Среднелегированная сварочная проволока
Высоколегированная проволока для сварки в защитных газах предназначена для самых сложных случаев. Простым примером является сварка нержавейки, для которой нужна не только сильная защита от вешних факторов, но и восполнение выгорающих элементов состава, для чего и требуется высокий уровень легирования.

Высоколегированная сварочная проволока
Вне зависимости от своего состава, некоторые марки могут обладать омедненной поверхностью, которая уменьшает контактное сопротивление во время соединения, увеличивает степень взаимодействия и защищает поверхность от повреждений и загрязнений.

Медная сварочная проволока
Порошковая проволока сварочная 4 мм для газовой сварки используется преимущественно для автоматических аппаратов. Она содержит в себе необходимые дополнительные вещества, которые повышают качество соединения без контроля человека.

Порошковая проволока сварочная 4 мм
Проволока флюсованная имеет внутри прослойку из флюса, который специально подобран для данного вида сплава. Она имеет более высокую стоимость, чем обыкновенная, но намного удобнее в использовании.

Флюсованная проволока для сварки
Физико-химические свойства
Свойства каждой марки определяются ее составом. Конечное же, из-за большого разнообразия вариантов для каждого вида металла более рационально рассматривать конкретные варианты, но здесь можно отметить общие тенденции. Большое количество легирующих элементов повышает коррозионную стойкость. Металл становится более пластичным и лучше переносит деформации. Многие из них убирают хрупкость, которую привносит углерод, поэтому, его содержание не должно превышать 0,03%. Это также влияет на ударную вязкость шва, благодаря чему соединение становится более крепким и надежным.

Присадочная проволока для газосварки
Проволока для наплавки в среде защитных газов способна уменьшать теплопроводность основного металла, чтобы нейтрализовать негативный эффект от длительного температурного воздействия, которое часто приводит к изменению структуры. Одно из главных физических свойств, температура плавления, у каждой марки приближено к тому значению, которое имеет основной металл, но находится оно несколько ниже. Это сделано, чтобы отремонтированное место смогло выдерживать те же нагрузки, что и до ремонта
Технические характеристики популярных марок
Марка | Характеристики |
Св-04Х19Н11М3 | Стойкая к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей, в состав которых входит хром — 19%, никель — 11% и молибдена — 3%. Для сварки требуется защитный газ |
Св-06Х19Н9Т | Материал стойкий к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей 19-9. Для сварки требуется защитный газ |
Св-07Х25Н13 | Стойкая к коррозии Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей с содержанием никеля и хрома. Для сварки требуется защитный газ |
Св-08Х20Н9Г7Т | Стойкая к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания аустелитных сталей. Для сварки требуется защитный газ |
Св-10Х16Н25АМ6 | Стойкая к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей. Для сварки требуется защитный газ |
ПП-АНЧ-1 | Применяется без подогрева. Твердость до 300 НВ. |
ПП-АНЧ-2 | Применяется с подогревом до температуры 350 градусов Цельсия. Твердость до 190 НВ. |
ПП-АНЧ-3 | Применяется с подогревом до температуры 600 градусов Цельсия. Твердость до 210 НВ. |
Особенности выбора
Если вам требуется сварочная проволока для ацетиленовой сварки, то в первую очередь нужно обращать внимание на то, каким составом она обладает. Он должен быть максимально близок к основному свариваемому металлу.
«Важно!
Если металл обладает плохими свойствами сваривания, то обязательно наличие не только повышенной газовой защиты, но и легирующих элементов.»
Далее нужно обратить внимание на величину диаметра. Разнообразие размеров составляет от 0,8 до 6 мм с шагом от 0,2 до 1 мм. Толщина проволоки подбирается немного меньшей, чем толщина основного металла, чтобы не перепалить его. Для лучшего расплавления используется флюс, если дело обстоит с тугоплавкими металлами. Стоит отметить, что сварочная проволока для газовой сварки ацетиленом может использоваться и а аргоновой среде. Но та, которая должна использоваться для аргона, может показать более низкие параметры при работе с ацетиленом, так как он обеспечивает не столь высокий уровень защиты.
Производители и популярные марки
- СВ-06Х14;
- Св-18ХМА;
- СВ-8ГА;
- СВ-09Г2С;
- СВ-08ГНМ;
- ESAB;
- Aisi;
- RedBo;
- Искра;
- E71T-1;
- Forte;
- ER70S-6.
svarkaipayka.ru
Проволока для газовой сварки
Проволока для газовой сварки
Когда используется проволока для газовой сварки? Как проволока включена в процесс газосварки? Как известно, если это газосварка, то газосварщик работает, используя два газа: горючий газ вместе с кислородом. Они могут поступать в горелку из различных источников: баллоны, газогенератор ацетилена. Когда газы смешиваются – возникает газовое пламя. Температура пламени настолько велика, что позволяет плавить металл. Проволока подается с целью создания надежного шва при сварке.
www.samsvar.ru
Сварочная проволока для газовой сварки в среде защитных газов
Существует несколько основных способов сварки, каждый из которых использует свои инструменты и материалы. Даже в газовой сварке имеется несколько серьезных ответвлений, как по расходным материалам, так и по используемой технике. Сварочная проволока для газовой сварки может быть представлена в различных вариантах, исходя из того, с какими именно металлами приходится работать. Здесь также есть разница, используется стандартный ручной метод или аргонодуговая сварка. Использование защитного газа обусловлено тем, что на поверхности материала отсутствует какое-либо покрытие, которые бы обеспечило ограждение от негативного воздействия атмосферы. Благодаря большой востребованности, данный материал используется для соединения практически всех типов металла, для чего нужны различные виды сварочной проволоки.

Проволока для газовой сварки
Выпускаются специальные марки для ручной, полуавтоматической и автоматической сварки, а также универсальные разновидности. Поставка производится в кассетах и катушках, в зависимости от объема и толщины материала. Различия происходят и по структуре самих материалов, так как некоторые из них помимо самой проволоки могут еще содержат еще дополнительные вещества, к примеру, флюс или медное покрытие. Но основной характеристикой выбора все равно остается состав основного присадочного материала. Он специально подбирается под задание виды металла и придает ему лучшие характеристики сваривания. Основной массой состава является металл, для которого предназначена данная проволока для газовой сварки. Вся продукция производится по ГОСТ 2246-70.
Разновидности
Присадочная проволока для газовой сварки может различаться по содержанию легирующих элементов. Марки с низким содержанием предназначаются больше для чистых металлов, а не для сплавов. Причем это касается преимущественно материалов, которые обладают хорошими свойствами свариваемости. К примеру, если сварка алюминия будет производиться чистым алюминием, то итоговый результат будет плохого качества.

Проволока для сварки алюминия
Среднелегированная сварочная проволока для газовой сварки является одним их самых распространенных вариантов, так как подходит для наиболее распространенных металлов, которые используются в промышленности. Это материалы средней свариваемости, которые требуют дополнительной защиты, но не обладают критически плохими свойствами.

Среднелегированная сварочная проволока
Высоколегированная проволока для сварки в защитных газах предназначена для самых сложных случаев. Простым примером является сварка нержавейки, для которой нужна не только сильная защита от вешних факторов, но и восполнение выгорающих элементов состава, для чего и требуется высокий уровень легирования.

Высоколегированная сварочная проволока
Вне зависимости от своего состава, некоторые марки могут обладать омедненной поверхностью, которая уменьшает контактное сопротивление во время соединения, увеличивает степень взаимодействия и защищает поверхность от повреждений и загрязнений.

Медная сварочная проволока
Порошковая проволока сварочная 4 мм для газовой сварки используется преимущественно для автоматических аппаратов. Она содержит в себе необходимые дополнительные вещества, которые повышают качество соединения без контроля человека.

Порошковая проволока сварочная 4 мм
Проволока флюсованная имеет внутри прослойку из флюса, который специально подобран для данного вида сплава. Она имеет более высокую стоимость, чем обыкновенная, но намного удобнее в использовании.

Флюсованная проволока для сварки
Физико-химические свойства
Свойства каждой марки определяются ее составом. Конечное же, из-за большого разнообразия вариантов для каждого вида металла более рационально рассматривать конкретные варианты, но здесь можно отметить общие тенденции. Большое количество легирующих элементов повышает коррозионную стойкость. Металл становится более пластичным и лучше переносит деформации. Многие из них убирают хрупкость, которую привносит углерод, поэтому, его содержание не должно превышать 0,03%. Это также влияет на ударную вязкость шва, благодаря чему соединение становится более крепким и надежным.

Присадочная проволока для газосварки
Проволока для наплавки в среде защитных газов способна уменьшать теплопроводность основного металла, чтобы нейтрализовать негативный эффект от длительного температурного воздействия, которое часто приводит к изменению структуры. Одно из главных физических свойств, температура плавления, у каждой марки приближено к тому значению, которое имеет основной металл, но находится оно несколько ниже. Это сделано, чтобы отремонтированное место смогло выдерживать те же нагрузки, что и до ремонта
Технические характеристики популярных марок
Марка | Характеристики |
Св-04Х19Н11М3 | Стойкая к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей, в состав которых входит хром — 19%, никель — 11% и молибдена — 3%. Для сварки требуется защитный газ |
Св-06Х19Н9Т | Материал стойкий к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей 19-9. Для сварки требуется защитный газ |
Св-07Х25Н13 | Стойкая к коррозии Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей с содержанием никеля и хрома. Для сварки требуется защитный газ |
Св-08Х20Н9Г7Т | Стойкая к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания аустелитных сталей. Для сварки требуется защитный газ |
Св-10Х16Н25АМ6 | Стойкая к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей. Для сварки требуется защитный газ |
ПП-АНЧ-1 | Применяется без подогрева. Твердость до 300 НВ. |
ПП-АНЧ-2 | Применяется с подогревом до температуры 350 градусов Цельсия. Твердость до 190 НВ. |
ПП-АНЧ-3 | Применяется с подогревом до температуры 600 градусов Цельсия. Твердость до 210 НВ. |
Особенности выбора
Если вам требуется сварочная проволока для ацетиленовой сварки, то в первую очередь нужно обращать внимание на то, каким составом она обладает. Он должен быть максимально близок к основному свариваемому металлу.
«Важно!
Если металл обладает плохими свойствами сваривания, то обязательно наличие не только повышенной газовой защиты, но и легирующих элементов.»
Далее нужно обратить внимание на величину диаметра. Разнообразие размеров составляет от 0,8 до 6 мм с шагом от 0,2 до 1 мм. Толщина проволоки подбирается немного меньшей, чем толщина основного металла, чтобы не перепалить его. Для лучшего расплавления используется флюс, если дело обстоит с тугоплавкими металлами. Стоит отметить, что сварочная проволока для газовой сварки ацетиленом может использоваться и а аргоновой среде. Но та, которая должна использоваться для аргона, может показать более низкие параметры при работе с ацетиленом, так как он обеспечивает не столь высокий уровень защиты.
Производители и популярные марки
- СВ-06Х14;
- Св-18ХМА;
- СВ-8ГА;
- СВ-09Г2С;
- СВ-08ГНМ;
- ESAB;
- Aisi;
- RedBo;
- Искра;
- E71T-1;
- Forte;
- ER70S-6.
svarkaipayka.ru
Сварочные материалы для газовой сварки
Газосварка представляет собой процесс, при котором кромки соединяемых элементов нагреваются сгоранием горючих газов в смеси с кислородом. Газовая сварка своими руками применяется для изготовления и ремонта изделий из листовой стали толщиной 1-5 мм, чугуна, латуни, меди, алюминия, исправления литьевых дефектов, наплавки твердых сплавов. Сварочные материалы для газовой сварки включают: горючий газ (ацетилен, пропан, водород), технически чистый кислород, присадочную проволоку, флюсы, в случае их потребности при работе с конкретным металлом или сплавом.
Сварочная проволока: разновидности и особенности применения
В большинстве случаев для сварки газом используют сварочную проволоку, близкую по химическому составу к металлу изделия. Ее поверхность должна быть гладкой, очищенной от окалины и других загрязнений. Температура плавления присадочной проволоки не должна превышать температуру плавления основного металла. Если для сварки цветных металлов и сплавов – меди, латуни, свинца – нет соответствующей проволоки, применяют нарезанные из свариваемого металла полоски.  Сварочная проволока для газосварки
Сварочная проволока для газосварки
Способы ручной газосварки – левый или правый – выбирают в зависимости от положения шва в пространстве. При потолочном шве и правом способе сварочная проволока также играет роль препятствия для стекания металла.
Сварочная проволока для сварки газом изготавливается из:
- низкоуглеродистых и легированных сталей;
- алюминия и его сплавов;
- меди и ее сплавов.
Присадочные материалы для газовой сварки и наплавки чугуна выпускают в виде прутков, имеющих следующую маркировку:
- А – для горячей газосварки, предусматривающей общий подогрев изделия;
- Б – для сваривания изделий с местным подогревом;
- НЧ-1, НЧ-2 – для низкотемпературной сварки отливок с тонкими и толстыми стенками соответственно;
- БЧ, ХЧ – применяются для износостойкой наплавки.
Виды применяемых горючих газов
БаллонГазовая сварка цветных металлов и углеродистых сталей чаще всего осуществляется с использованием ацетилена. Это объясняется высокой температурой пламени и хорошей теплотой сгорания. Ацетилен представляет собой газ с характерным запахом, который придают присутствующие в нем примеси фтористого водорода и сероводорода. При нагревании до 500 градусов и при определенных концентрациях в смесях с кислородом и воздухом ацетилен становится взрывоопасным. Образование ацетилена происходит в результате реакции карбида кальция с водой. Сам карбид кальция образуется в результате сплавления обожженной извести и кокса.
В качестве горючих могут использоваться нефтяной и пиролизный газы. Они представляют собой газовые смеси, образующиеся при термическом разложении нефти и ее продуктов. Применяются для сваривания, резки и пайки стальных деталей толщиной, не превышающей 3 мм, и для сварки цветных металлов и их сплавов. Природный газ является продуктом разработки газовых месторождений и на 93-99% состоит из метана. Баллон
Технический пропан и пропан-бутановая смесь являются побочными продуктами при добыче и переработке нефти и естественных нефтяных газов. Их применяют при сваривании деталей толщиной до 6 мм, в отдельных случаях – до 12 мм. С помощью этих газов можно сваривать и паять чугун, цветные металлы и сплавы, осуществлять кислородную и кислородно-флюсовую резку, наплавку, напыление пластмасс.
Сваривание металла в домашних условиях с помощью водорода стала возможна благодаря разработке специальных электролизеров, которые могут работать и от домашней двухфазной, и от трехфазной сети. В этих аппаратах вода разлагается на кислород и водород, причем, в нужных для сварочного процесса пропорциях. Размерный ряд выпускаемых электролизеров позволяет охватить практически все виды газовой сварки, пайки, наплавки, порошкового напыления, ручной и машинной кислородной резки. Аппараты разной мощности позволяют производить как микросварку и микропайку, так и резку листовой стали толщиной порядка 300 мм.
Виды флюсов для газосварки
Газовая сварка меди, алюминия, магния и их сплавов сопровождается активным образованием оксидов на поверхности свариваемых металлов под воздействием кислорода, содержащегося в воздухе. Тугоплавкие оксиды значительно затрудняют сварочный процесс.
С целью защиты металлов от окисления при сваривании используют флюсы для газовой сварки, которые представляют собой специальные сварочные порошки или пасты. В качестве флюсов используют борную кислоту и прокаленную буру. Их наносят на кромки свариваемого металла, на сварочную проволоку и прутки. При температуре сварки легкоплавкие флюсы образуют шлаки, всплывающие на поверхность расплавленного металла и предохраняющие его от окисления.
Для тех, кто постоянно варит при помощи ручной дуговой сварки, актуальным является вопрос, как варить полуавтоматом.Создание аппарата для контактной сварки своими руками поможет сэкономить кругленькую сумму. Подробную инструкцию вы найдете в этой статье.
Хотите сварить алюминий или медь? Есть альтернативный способ! Подробнее по https://elsvarkin.ru/texnologiya/xolodnaya-svarka-metalla/ ссылке.
Основы теоретической подготовки специалистов по газовой сварке
Для студентов, изучающих курс “Технология газовой сварки”, реферат можно подготовить, используя следующую литературу:
- Глизманенко Д. А. “Газовая сварка и резка металлов”;
- Багрянский К. В. “Теория сварочных процессов”;
- Геворкян В. Г. “Основы сварочного дела”.
По курсу “Газовая сварка” реферат должен отразить следующие основные моменты:
- назначение, преимущества и недостатки данного вид создания неразъемных соединений;
- необходимые для сварочного процесса материалы;
- используемое оборудование и аппаратуру;
- основные технологические моменты газосварки.
elsvarkin.ru
Сварочная проволока для газовой сварки
Сварочная проволока для газовой сварки ацетиленом выпускается многими заводами-производителями. На прилавках представлен большой ассортимент продукции: присадочные прутки, присадочная проволока и даже металлические гранулы, применяемые для ацетиленовой сварки или любой другой газовой сварки. Чтобы правильно выбрать проволоку необходимо знать толщину свариваемой детали и ее химический состав, а также тип металла.

С толщиной все просто: если толщина металла равна 3 мм, то и диаметр проволоки должен быть 3 мм. А вот с химическим составом и типом металла все куда сложнее. В этой статье мы подробно расскажем, какую проволоку использовать для сварки различных типов металлов: от чугуна до меди. Вы узнаете конкретные марки, применяемые для сварки и наплавки различных металлов.
Содержание статьи
- Проволока для сварки сталей
- Проволока для сварки алюминия и его сплавов, меди и ее сплавов
- Проволока для сварки чугуна
- Особенности применения
- Вместо заключения
Проволока для сварки сталей
Чаще всего в магазинах приобретается присадочная проволока для газовой сварки сталей. Отметим, что данная проволока изготавливается по тем же стандартам, что и для дуговой сварки. Поэтому нет никакой разницы между проволокой для газовой и для РДС-сварки. Для рядовой сварки большинства типов сталей применяют проволоку, изготовленную из низкоуглеродистой и легированной стали. Для сварки ответственных и особо ответственных конструкций рекомендуется применять низколегированную проволоку.
Если вам необходимо добиться наилучшего качества сварных или наплавочных швов, то используйте марганцевые и кремнемарганцевые проволоки. К ним относятся марки Св-08ГС, Св-08ГА, Св-08Г2С, Св-10Г2. При использовании данных марок швы получаются прочными и надежными. Они устойчивы к механическим повреждениям.
При работе с низколегированной сталью приобретайте такую же низколегированную проволоку, но с содержанием хрома. У получаемых швов высокий предел прочности. А вот при сварке высоколегированной стали проволоку стоит подбирать с аналогичным химическим составом.
Проволока для сварки алюминия и его сплавов, меди и ее сплавов
Алюминиевая проволока сварочная, а также проволока из алюминиевых сплавов изготавливается согласно ГОСТу №7871-75. Для работы с алюминием рекомендуем использовать марки Св-АК-5, Св-А1 и Св-АМц. Состав проволоки должен быть схож с составом детали.

Для сварки меди и медных сплавов применяется проволока, изготовленная по стандарту ГОСТ №16130-90. Рекомендуем использовать марки проволоки М1 или МСр1. Также можно применять присадочные прутки марки М1р и М3р.
Для работы с другими цветными металлами (например, бронзой или латунью) применяйте проволоку с таким же составом, что и сама деталь. В этом случае марка проволоки не так важна.
Проволока для сварки чугуна
У сварочной проволоки по чугуну тоже есть свой ГОСТ — №2671-80. Согласно ему, проволока по чугуну может быть двух типов: «А» и «Б». Их также именуются марками. Марка «А» используется при горячей сварке с общим подогревом всей детали. А марка «Б» используется при горячей сварке с местным подогревом.
Читайте также: Всё, что вам необходимо знать о сварочной проволоке
Также производители выпускают свои марки прутков по чугуну. Среди них выделим НЧ-1 и НЧ-2. Их применяют при низкотемпературной сварке литого чугуна. Также обратите внимание на марки ХЧ и БЧ, из используют для наплавки износостойкого металла.
Особенности применения
Сварочная проволока для газовой сварки ацетиленом (или любым другим горючим газом) перед применением должна быть тщательно очищена от грязи, масла, следов коррозии, краски, окалины и пр. Формируйте швы медленно и равномерно. Не допускайте разбрызгивания металла во время сварки. После остывания валик шва должен быть гладким и однородным на вид. Не допускается присутствие дефектов (пор, трещин, включений шлака и пр.).
Следите за тугоплавкими окислами, они не должны попадать в сварочную ванну. А чаще всего они попадают в зону сварки именно с присадочным материалом. Сами окислы образовываются из-за реакции азота с кислородом. Температура их плавления выше, чем у основного металла. По этой причине швы становятся неоднородными и некачественными.
Вместо заключения
В этой статье мы лишь в общих чертах рассказали о выборе присадочной проволоки для газовой сварки. Подводя итоге можем сказать, что при выборе присадочного материала необходимо учитывать толщину детали, металл, из которого она изготовлена, и химический состав . Это правило применимо к проволоке для любого типа металла: от алюминия до стали. Внимательно следите за химическим составом проволоки. В большинстве случаев он должен совпадать с основным металлом.
А что вы думаете по этому поводу? Поделитесь своим мнением и опытом в комментариях ниже. Он будет полезен для многих новичков. Расскажите о марках проволоки, которые вы использовали вы своей практике. Желаем удачи в работе!
home.nov.ru
Присадочный материал при аргонодуговой и газовой сварке: требования к качеству проволоки
Создание аргонодуговой и газовой сварки поспособствовали появлению эффективного присадочного материала для получения высококачественного сварного соединения деталей. Присадки, отвечая всем эксплуатационным требованиям, дают возможность не только сэкономить металл, но и повысить прочность всей конструкций.
Для дугового метода
При большом многообразии видов сварки широкое распространение получила аргонодуговое сваривание, где аргон используется в качестве защитного инертного газа.
Присадки, для этого способа соединения деталей из металла представляют собой прочные, жесткие, пластичные пруты, определенного диаметра и фиксированной длинны.

Изделия, широко применяется для сварки черной стали, нержавейки, алюминия, меди. Присадочные стержни, упрощая и ускоряя процесс сваривания, имеют ряд преимуществ:
- при высоких температурах сохраняют свои механические свойства;
- гарантируют стойкое стабильное горение дуги;
- обеспечивают равномерное плавление металла;
- формирует аккуратный, плотный шов, не поддающийся растрескиванию и коррозии.
Присадочные прутки для аргонодуговой сварки обычно имеют длину 1 м и диаметр 3 – 8 мм. Основные материалы, из которых изготовляются такой присадочный материал, – это углеродистая сталь, медь, алюминий, нержавейка.
Обладая хорошей текучестью, вязкостью, высокой электропроводностью идеально подходят для сплавов, которые содержат магний, кремний, никель, хром.
Важно, знать, что перед началом сварки прутки должны иметь ровную поверхность без следов ржавчины и различных загрязнений. По химическому составу они должны быть идентичны свариваемому металлу.
Стержни часто применяются при сложных соединениях металлических деталей. Сваривание выполняется вручную или автоматически в различных пространственных положениях.
Присадочные прутки, за счет удобной формы и разного состава используются практически для сваривания любого вида металла и многих пластмасс, в том числе полипропилена, полиэтилена, фторопластов.
Для газовой сварки
Газовая сварка является одним из универсальных процессов получения неразъемных соединений. Характеризуется она высокой скоростью плавления и хорошим качеством шва, широко применяется при ремонте литых изделий из чугуна, стали, меди, латуни, алюминия.
При таком способе сваривания обычно используют присадочную проволоку сплошного сечения, порошковую и активированную. Изготавливается продукция из низкоуглеродистой и легированной стали, алюминия, меди и их сплавов.
Наполнителем присадочного материала является смесь химикатов, минералов, ферросплавов и руды. Присадка для газовой сварки имеет ряд особенностей:
- в процессе сварки плавиться равномерно, не разбрызгивается;
- защищает металл от воздуха, поддерживая стабильность процесса сварки;
- дает возможность выполнять работы в любом положении;
- минимизирует внутренние дефекты сварных соединений.
Присадочная сварочная проволока обеспечивает стойкость поверхности металла к интеркристаллитной коррозии, имеет высокую производительность.
При сварке проволокой рекомендуется избегать увлажнения ее сердечника, толщина и химический состав должны соответствовать свариваемому материалу.
Технологические свойства порошковой проволоки, определяются путем пробной сварки в нижнем положении, где важными показателями является качественное заполнение шва, минимальная потеря металла на разбрызгивание, устранение выделяемого вредного дыма, получение качественного соединения.
Подготовка к работе
 Качество сварного соединения устанавливается размерами и формами присадочных материалов, минимальной затратой электроэнергии и труда. Основными параметрами аргонодуговой и газовой сварки является вид тока, диаметр присадочного прутка или проволоки, положение шва в пространстве, вида оборудования. Существуют стандартные рекомендации при выборе диаметра расходного материала.
Качество сварного соединения устанавливается размерами и формами присадочных материалов, минимальной затратой электроэнергии и труда. Основными параметрами аргонодуговой и газовой сварки является вид тока, диаметр присадочного прутка или проволоки, положение шва в пространстве, вида оборудования. Существуют стандартные рекомендации при выборе диаметра расходного материала.
Если толщина металла не превышает 5 мм, то для сварки шва подойдет присадочный круг 2 – 3 мм. При угловых и тавровых соединениях, где катет шва составляет 3 – 5 мм используют проволоку или прут диаметром 3 – 4 мм.
Материал диаметром 4 – 5 мм применяют при размере места соединения 6 – 8 мм. Перед началом сварки необходимо проверить состояние присадочного материала при наличии следов смазки удалить обезжиривающим средством.
Любой присадочный материал при сварочных работах не должен быть источником образования опасных и вредных веществ. Для этого производители постоянно улучшают качество продукции, для повышения механических свойств используют легирующие элементы, совершенствуют технологический процесс для повышения производительности и качества сварки.
Основные требования к хранению
С применением присадочного материала выполняются практически все виды сварочных швов. Каждый тип изделия разрабатывается с учетом метода сварки и группы металла.
Проведенный анализ химического состава сварочных изделий, результат их испытаний и соответствие продукции документируется изготовителем. При покупке расходного материала необходимо обращать внимание на сертификат, где указываю марку, партию и тип изделия, химические и механические свойства, длину, диаметр и угол загиба.
В сертификате к присадочному материалу также отмечают классификацию продукции по роду и полярности тока и область применения, что помогает правильно выбрать материал для сварки.
Сварочные расходные материалы поставляются в различных видах упаковки. Обычно формируются в пластиковых мешках, картонных коробках, тубусах, бочках. Извлеченные из упаковки проволока и прутки в нормальных условиях сохраняются в течение 2 недель. В условиях высокой влажности продукция теряет свои свойства и подлежит утилизации.
svaring.com
в защитном газе, в углекислом газе
Технология сварки полуавтоматом весьма распространена на промышленных предприятиях, в небольших мастерских и набирает популярность и у домашних мастеров. Полуавтоматический способ сварки в газовой атмосфере применяется и на стационарных сварочных постах в цехах и на мобильных аппаратах.
 Полуавтоматическая сварка
Полуавтоматическая сваркаТак сваривают детали и конструкции из цветных металлов и нержавеющей стали, особенно подверженных окислению при высокой температуре. Один из главных расходных материалов сварочного полуавтомата — это сварочная проволока. Многие компании по всему миру выпускают десятки марок и типоразмеров, цены на разные марки могут отличаться в десятки раз.
Описание и принцип действия полуавтоматической сварки
Сварка проводится в атмосфере инертных газов во избежание нежелательного окисления материала стыков и шва. Сварочный агрегат нагнетает газ (чаще всего — аргон) к месту сварки под небольшим избыточным давлением, вытесняя, таким образом, кислород воздуха из рабочей зоны. В качестве электрода используется тонкая проволока, хранящаяся на барабане внутри сварочного аппарата. И газ, и проволока подаются в рабочую зону специальным механизмом через армированные трубки и далее через пистолетную рукоятку сварочной горелки.
Масса подается на деталь зажимом, как и при обычной электродной ручной сварке. Плюс подается на сварочную проволоку. Сварщик открывает кран подачи газа и регулирует напор, после чего включает механизм подачи на заданную техническими условиями скорость и касается детали кончиком электрода, торчащим из горелки. Возникает электрическая дуга, электрод плавится и используется в качестве припоя. Края соединяемых деталей разогреваются электрической дугой и свариваются вместе. Инертный газ при этом образует защитную атмосферу, препятствуя нежелательному окислению.
Возможно также использование полуавтомата без газа, для сварки обычного черного металла, для чего применяются специально предназначенные марки сварочной проволоки.
Как выбрать проволоку для полуавтомата
Чтобы правильно подобрать сварочную проволоку для полуавтоматов, требуется учитывать много важных параметров:
- Основной материал, подлежащий сварке.
- Толщина материала.
- Способ сварки (газовый или нет).
- Мощность сварочного аппарата.
и некоторые другие.
Так, для работы с низкоуглеродистой сталью подойдут марки с низким содержанием углерода и кремния. Их можно варить омедненной сплошной проволокой без использования инертного газа. Такой материал применяется для сварки автоматом и полуавтоматом.
Для легированных, высокопрочных и нержавеющих сталей подбирают материалы с близким содержанием легирующих присадок, а работу проводят уже в газовой атмосфере.

Процесс сварки в газовой атмосфере
Алюминий из-за его высокой химической активности следует варить в аргоновой атмосфере, сварочный материал надо выбирать сплошного сечения с составом, близким составу конкретного сплава. Во избежание образования оксидной пленки алюминиевую проволоку следует хранить в герметичной упаковке и распаковывать непосредственно перед загрузкой в аппарат и началом сварки. Часто проводят химическую или механическую обработку зоны сварки и сварочного материала.

Медь и ее сплавы сваривают в аргоновой защитной среде
Медь и ее сплавы также сваривают в аргоновой защитной среде. Для меди проволока имеет следующие подгруппы:
- чистые и малолегированные изделия;
- бронза;
- отливки и прокат.
Черные металлы, чугун или никель имеют высокую жаростойкость и коррозионную стойкость. Для них оптимальной будет порошковая проволока рутиловой группы с достаточным содержанием никеля.

Самозащитная порошковая проволока
Для сварки разных металлов применяют наплавочные марки сварочных материалов
Диаметр проволоки для полупрофессиональных полуавтоматов чаще всего бывает 0.3-2 мм. При наличии достаточного опыта и навыка возможно использование одного диаметра для разных операций, но для начинающего мастера лучше придерживаться справочной таблицы, прилагаемой к полуавтомату.
Виды проволоки общего назначения
В зависимости от основного материала и вида покрытия, сварочная проволока для полуавтомата делится на 4 основных вида:
- Омедненная — наиболее популярна и применяется для сварки низколегированных конструкционных сталей общих марок.

Омедненная присадочная проволока
- Порошковая — не требует для применения защитной атмосферы. Газ, изолирующий сварочную ванну от воздействия воздуха, выделяется при испарении порошкообразных присадок.

Порошковая сварочная проволока
- Нержавеющая –сплошного сечения, получаемая холодной вытяжкой из высоколегированных сплавов.

Проволока для сварки нержавейки
- Цветная – для сварки цветных металлов, таких, ка алюминий или медь. Подбирается по составу, близкому к составу свариваемого материала.

Цветная сварочная проволока
Для полуавтоматов выпускаются и другие виды сварочных материалов, но они служат для узкоспециальных применений и используются сравнительно редко.
Омедненное изделие
Омедненная сварочная проволока для полуавтомата отлично подходит для работы с низкоуглеродистыми и малолегированными сталями в атмосфере инертных газов. Обладает высокой коррозионной стойкостью и позволяет получить крепкий и долговечный шов. Применяют омедненную проволоку и для наплавки. Она обладает доступной ценой и постоянным химическим составом.

Омедненная проволока для сварки полуавтоматом
Недостатком омедненной проволоки является испарение меди в процессе сварки, что существенно ухудшает условия труда и требует применения изолирующих масок с принудительной подачей чистого воздуха для дыхания.
Порошковый электрод
Главная причина популярности порошкового сварочного электрода — это возможность варить без использования защитного газа. Проволока представляет собой тонкостенную металлическую трубку, наполненную специально подготовленным порошком. Внутри трубки может быть сформировано еще несколько трубок для обеспечения достаточной жесткости. Толщина порошковой сварочной проволоки варьируется в пределах от 0,9 до 1.5 мм.
В зависимости от состава порошка различают несколько подвидов:
- флюоритная;
- карбонатно-флюоритная;
- рутиловая;
- рутил-флюоритная;
- рутил-органическая.
Принцип использования такого сварочного материала проволоки основан на испарении порошковых флюсовых присадок и образовании из этих паров защитных газовых пузырьков, предохраняющих сварочную ванну от контакта с кислородом воздуха.

Порошковая проволока для сварки полуавтоматом
Главное достоинство порошковой проволоки — это возможность обходиться без подачи инертного газа и вести работу даже на значительном ветру.
Недостатками является высокая цена и повышенная хрупкость. В случае залома сварочный материал приходится выбрасывать.
Нержавеющий гибкий электрод
Гибкие электроды для сварки нержавеющей стали производят способом холодной вытяжки из высоколегированных марок стальных сплавов.
Они обладает следующими положительными качествами:
- тугоплавкие;
- коррозионностойкие;
- устойчивые к агрессивному окружению;
- продолжительный срок годности;
- обеспечивают отличное качество шва.

Нержавеющий гибкий электрод
Заметным недостатком является высокая стоимость такого сварочного материала. Это сдерживает ее широкое применение.
Цветные металлы
Качественно сварить цветные металлы или их сплавы не так уж и просто. Необходимо тщательное выполнение требований технических условий и правильный подбор расходных материалов и оборудования.
Медь и ее сплавы
На сварочный процесс сильно влияют такие свойства самой меди и ее сплавов — бронзы и латуни, как их высокие:
- теплопроводность;
- реактивность с водородом;
- коэффициент теплового расширения.
Эти свойства могут привести к недостаточной прочности около шовной области и самого шва, повышенной текучести металла и появлению горячих трещин. Поэтому для работы по меди и ее сплавам лучшие результаты дают проволоки с высоким содержанием вольфрама. Это позволяет снизить выпаривание цинка и олова и сохранить химический состав и физические свойства материала.
Алюминиевые и магниевые сплавы
Поверхность деталей и заготовок из таких сплавов постоянно покрыта слоем тугоплавких окислов, не дающих расплаву из сварочной ванны сплавляться с основным металлом деталей. Остатки этого трудноудаляемого слоя в виде шлаковых включений могут попадать в материал шва, заметно ухудшая его качество.
При работе током обратной полярности в зоне электрической дуги осуществляется катодная зачистка деталей. Но этот прием позволяет удалить лишь слой окислов небольшой толщины. Поэтому перед сваркой слой окислов следует удалять обработкой кислотами или зачисткой. Также важно не забыть удалить слой окисла с и поверхности сварочной проволоки.

Сварка аргоном алюминия
Сплавы АВ, АК6, АКВ особо подвержены возникновению горячих трещин при сварке, поэтому для них рекомендуется использовать проволоку с включением около 5% кремния.
Сварка проводится в атмосфере чистого аргона, либо в его смеси с гелием.
Активированная проволока
Этот сварочный материал по составу близок к порошковой проволоке, но в него добавлены специальные присадки, оптимизирующие параметры в области сварочной ванны и препятствующие разрушению металла во время сварки и после нее. Конструктивно активированная проволока устроена иначе, чем порошковая. Процентное содержание добавок существенно меньше и не превышает 6-8 % от общей погонной массы. Присадки при этом не засыпаются в полости, а встраиваются в тело проволоки в виде тонких каналов, и материал объединяет в себе достоинства проволоки сплошного сечения и порошковой проволоки. По причине малой доли присадок сварку такой проволокой возможно вести только в атмосфере инертного газа.
Присадками являются легко ионизируемые соединения легких металлов и шлакообразующие составляющие, улучшающие ситуацию со стабильностью рабочих параметров сварочной ванны. Они повышаю стабильность электрической дуги.
Можно сформулировать следующие достоинства активированной проволоки:
- Широкий спектр совместимого оборудования. Проволока, в отличие от порошковой, допускает перегибы и не требует специализированных подающих устройств.
- Высокое качество шва за счет понижения поверхностного натяжения соединяемых заготовок и низкого насыщения водородом.
- Снижение потребляемого тока за счет защиты области сварки от чрезмерной теплопотери.

Сварочная проволока
Главным минусом активированной проволоки считается необходимость применения газа. Это увеличивает трудоемкость и себестоимость операции.
Лучшая сварочная проволока сплошного сечения
Сплошная проволока используется при работе с высокоуглеродистыми и низколегированными конструкционными сталями. Применяется в двух вариантах
- Омедненная.
- Неомедненная.

Омедненная проволока для сварки
Омедненная существенно улучшает коррозионную стойкость шва, однако во время сварки насыщает воздух вредными для здоровья парами меди. В целях охраны труда и создания благоприятных условий для работы все шире применяется неомедненная проволока, снабженная антикоррозионными покрытиями.

Проволока сварочная алюминиевая
Неомедненная проволока сплошного сечения также подразделяется по назначению для:
- высокоуглеродистых и низколегированных марок стали;
- высоколегированной и тугоплавкой стали;
- нержавейки;
- сплавов меди и алюминия.
Типы и маркировка проволоки для сварки
Стандарты РФ описывают около 80 различных марок сварной проволоки. Однако на практике широко применяются не больше десятка.
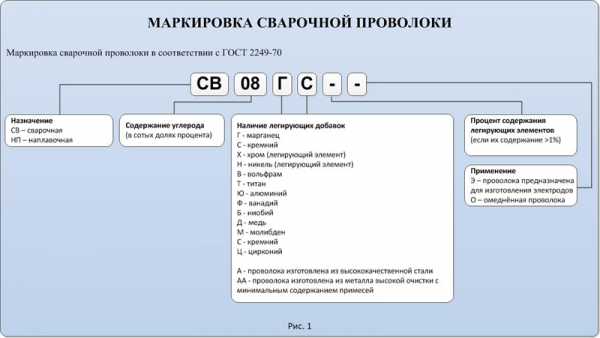
Маркировка сварочной проволоки
Оставшиеся марки — это узкоспециализированные материалы для специальных и довольно редких применений, таких, как:
- изготовление атомных реакторов, внутрикорпусных устройств и компонентов ядерной энергетики;
- аэрокосмическая промышленность;
- специальное кораблестроение, включая корпуса подводных лодок и бронирование;
- оборудование для добычи, транспортировки и переработки нефти и газа;
- корпуса и оборудование для химических реакторов;
- другие отрасли высоких технологий.
Обозначение проволоки состоит из нескольких групп цифр и символов:
- диаметра в миллиметрах;
- назначения:
- собственно для сварки «Св»;
- для наплавки — « Нп».
- содержание углерода в сотых процента;
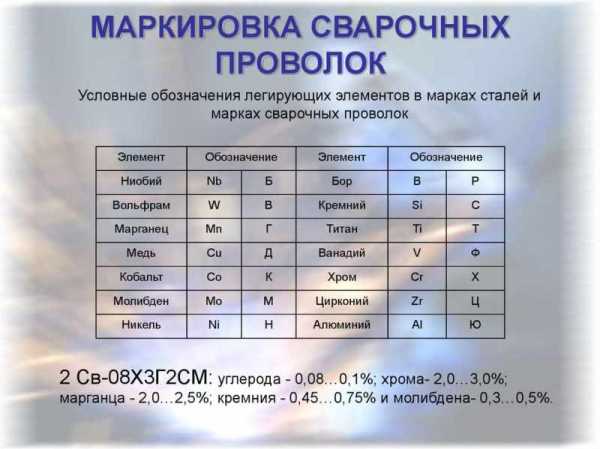
Условные обозначения легирующих элементов
- содержания легирующих присадок в процентах, если содержание меньше 1%- то оно не указывается:
- М – молибден.
- С – кремний.
- Н – никель.
- Х – хром.
- Ц – цирконий.
- Г – марганец.
- А — азот.
- В — вольфрам.
- Т — титан.
- Ю. — алюминий.
- Ф — ванадий.
- Б — ниобий.
- Д — медь.
- С — кремний.
- Требования к чистоте материала.
- А — очищенный.
- АА — особой чистоты.
- Способ выплавки.
- ВИ — вакуумно-индукционный.
- ВД — вакуумно-дуговой.
- Ш. — электрошлаковый.
- Для производства электродов — литера Э.
- Омедненная — литера О.
- Ссылка на ГОСТ.
Так, например, из обозначения можно узнать, что марка Св-08Г2С содержит 0,08% углерода, 2% марганца и кремний менее 1%. Эта присадочная проволока подходит для газовой сварки легированной стали.
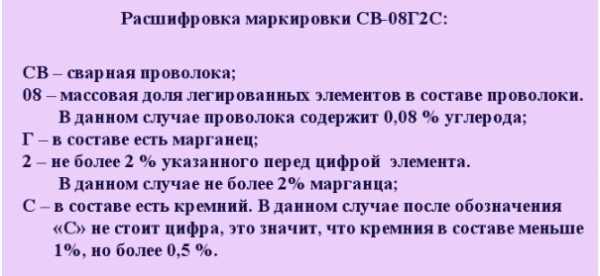
Маркировка марки Св-08Г2С
Ведущие мировые производители сварочной проволоки- ESAB, Autrod и другие применяют свои собственные системы обозначений, соответствующие американским или европейским стандартам. Дилеры этих компаний всегда имеют наготове таблицы соответствия их марок маркам, предусмотренных ГОСТ.
Диаметры сварочной проволоки
Сварочная проволока общего назначения выпускается диаметрами 0,3 до 12 мм. Наиболее широко в обиходе используются диаметры от 0,8 до 2 мм.
Так, например, проволока в 2 мм позволяет сваривать металл от 3 до 5 мм толщиной. Еще один параметр для выбора — это режим сварки, прежде всего сила тока. Для подборки толщины сварочной проволоки существуют специальные таблицы.
Основные параметры сварки
Важно помнить, что если в вашей питающей электросети пониженное или нестабильное напряжение, то диаметр сварочной проволоки лучше уменьшить, чтобы избежать непроварки.
Контроль расхода сварочной проволоки
Для того чтобы управлять себестоимостью сварочных работ, требуется контролировать расход проволоки.
Ключевыми факторами, определяющими расход, являются:
- химический состав металла;
- диаметр и качество проволоки;
- характеристики сварочного агрегата;
- использование защитного газа.
Широко применяемым нормативом расхода сварочного материала, в зависимости от протяженности швов и сложности изделия, считается 1-2% от его общей массы. К этому количеству добавляют 6 % на угар и потери проволоки
Современные механизмы и скорость подачи сварочной проволоки
Современные полуавтоматические агрегаты подразделяются по виду сварки:
- в инертных газах;
- с помощью порошковой проволоки;
- под флюсом;
- универсальные.
Агрегаты для работы с инертным газом снабжаются автоматическим клапаном, отсекающим подачу газа при остановке сварки. Агрегаты для работы под флюсом комплектуются горелкой с воронкой. Они используют более толстую проволоку, поэтому обладают усиленным механизмом подачи.
В зависимости от производительности, продолжительности непрерывной работы и ресурса агрегаты разделяются на:
- Бытовые.
- Полупрофессиональные.
- Профессиональные.
По степени своей мобильности сварочные полуавтоматы делятся на переносные, передвижные и стационарные.
Индустриальные агрегаты выполняют с трехфазным питанием. Они могут круглосуточно работать без отключения на охлаждение и позволяют проваривать высококачественные, прочные и ровные швы.
Агрегаты для работы с порошковой проволокой снабжены улучшенным механизмом подачи, не допускающим деформаций и заломов хрупкой проволоки. Универсальные полуавтоматы располагают дополнительной оснасткой:
- сварочными горелками;
- специальными форсунками;
- улучшенными роликами подачи.
что позволяет применять их во многих режимах работы

Подающий механизм (протяжка) сварочного полуавтомата
В систему подачи проволоки входят:
- Электродвигатель.
- Трансмиссия.
- Армированная трубка.
- Подающие ролики.
По отношению к горелке подающая система может быть тянущей, толкающей или тянуще-толкающей. В толкающей системе ролики размещены возле входа шланга горелки и выталкивают проволоку в ее канал. С тянущей системе подачи ролики размещаются непосредственно в горелке. Это утяжеляет горелку, но повышает стабильность подачи проволоки и снижает вероятность деформации и заломов. Тянуще – толкающую подачу используют при большой длине армированного шланга в профессиональных распределенных сварочных постах.
Применяется два способа регулировки скорости подачи. В первом используется трехфазный асинхронный электродвигатель, и скорость регулируется ступенчато, переключением передач в коробке, напоминающей автомобильную. Второй вариант применяется в тех случаях, когда важно обеспечить очень тонкую подстройку скорости подачи, например, при сварке тонких листов металла. Электродвигатель применяют на постоянном токе, а скорость его вращения регулируется электронной схемой с точностью до нескольких оборотов в минуту.
Применение сварочной проволоки
Сварочная проволока применяется в сварочных аппаратах автоматического и полуавтоматического типа для сварки широкого диапазона металлов, от крупных машиностроительных заводов до домашней мастерской.
Преимущества и недостатки
Главным преимуществом сварочной проволоки является высокое качество получаемого шва сварщиком средней или даже начальной квалификации с небольшим опытом работы. Чтобы получить сопоставимое качество с помощью традиционных палочных электродов, необходим сварщик высокой квалификации с большим наработанным навыком сварки.
Второй неоспоримый плюс – это возможность длительной работы без перерывов на смену электрода, что обеспечивает проварку длинных швов за один прием и повышает как техническое качество, так и эстетическое впечатление от шва.
Еще одно важное преимущество — простота и удобство работы в атмосфере защитных газов. При сварке обычными электродами пришлось бы помещать изделие и сварщика в изолирующем противогазе в герметичную камеру, многократно повысив трудоемкость работы и расход газа.
Недостатком метода является высокая стоимость материалов и оборудования, однако с учетом меньшей потребной квалификации сварщика и меньшей трудоемкости себестоимость погонного метра сварки оказывается ниже.
Сварка нержавеющей стали
Осуществляется в защитной атмосфере аргона ввиду повышенной химической активности нержавеющей стали в нагретом и расплавленном состоянии.
Кроме того, большая литейная усадка, а также пониженная электропроводность и теплопроводность нержавейки приводит к необходимости выбора специальных режимов сварки.
Проволока для сварки нержавейки
Для сварки нержавейки применяется проволока полного сечения из высоколегированных сталей, подбираемая по сходству состава со свариваемым материалом. Для особо ответственных изделий используют вольфрамовую проволоку.

Проволока для сварки нержавейки
Порошковая проволока также используется для сваривания нержавеющих сталей без подачи защитного газа из баллона.
Выбор газа
В качестве защитной атмосферы используются либо аргон, либо углекислый газ.
Иногда для удешевления операции в качестве газа выбирают ацетилен, но он взрывоопасен и требует большого опыта от сварщика.
Применение порошковой проволоки позволяет обойтись без газа, но такой режим также требует высокой квалификации и не рекомендован для особо ответственных изделий.
Технология сварки нержавеющей стали в среде углекислого газа
В ходе сварки нержавеющих сталей нужно следить за выполнением следующих условий:
- Использовать режим обратной полярности.
- Не допускать вылет проволоки более сантиметра.
- Следить за расходом газа, он должен быть от 6 до12 м3 в минуту.
- Применять осушитель — медный купорос.
- Использовать меловой раствор в качестве защиты от брызг.
- Вести горелку плавно, без рывков.
- Отступать от края детали не менее чем на 5 см.
Подготовка металла
- Необходимо стальной щеткой зачистить свариваемые кромки и окружающую их зону от загрязнений.
- Обезжирить поверхностей уайт-спиритом или специальным растворителем.
- Обработать поверхность специальным средством от брызг металла. Это поможет до минимума сократить операцию зачистки после операции.
- Добиться сварочного зазора, достаточного для компенсации усадки.
Техническая схема сварки
По причине малой теплопроводности нержавеющей стали, чтобы избежать перегрева зоны сварки, используют значения рабочего тока на 15-20% ниже, чем при сварке обычных конструкционных сталей.

Техническая схема сварки
Кроме того, надо обеспечить минимальный сварочный зазор, достаточный для компенсации литейной усадки
Исправление дефектов
Во время сварки в металле возникают напряжения, которые могут привести к дефектам. Их исправляют как механическим способом — прессами и валками, так и термическим — путем прогрева отдельных участков изделия до состояния повышенной пластичности для снятия напряжений.

Дефекты сварных швов
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Проволока для газовой сварки – Справочник химика 21
Соединение трубопроводов производится при помощи ручной дуговой и автоматической электросварки с применением флюсов, а также путем газопрессовой сварки. Газовая сварка допускается только для трубопроводов диаметром не более 150 мм. При ручной электросварке надо обязательно применять высококачествен-яые электроды. Присадочная проволока для автоматической сварки под слоем флюса и газовой сварки должна удовлетворять соответствующим требованиям . Фланцевые соединения допускаются только в места. присоединения труб к оборудованию, арматуре, контрольно-измерительным приборам, а также для монтажных соединений в местах, где применение сварки невыполнимо. Установку арматуры на резьбе рекомендуется применять на трубопроводах диаметром до 76 мм. [c.113]Электродуговая ручная сварка осуществляется специально изготовленными плавящимися электродами, автоматическая сварка под флюсом — присадочной плавящейся проволокой, электродуговая в защитных газах — плавящимся электродом либо неплавящимся вольфрамовым электродом с присадочной проволокой, электрошлаковая — проволочным плавящимся электродом либо плавящимся мундштуком, газовая сварка — за счет расплавления соединяемых мест пламенем горелки при сгорании ацетилена в кислороде. Контактная сварка осуществляется за счет пропускания электротока в местах прижатия соединяемых деталей в точках (точечная) или непрерывно узкой полосой (роликовая). Этот вид сварки применяется только при соединении деталей из тонких (до 1,5 мм) листов. [c.93]
Прн сварочных работах применяют сварку всех видов, о которых упоминалось ранее. При этом ручную электродуговую и газовую сварку применяют главным образом ирн сварке монтажных стыков и узлов сложной конфигурации. При централизованном изготовлении узлов трубопроводов применяют в основном автоматическую и полуавтоматическую виды сварки. При применении любого вида сварки особое внимание должно быть обращено на правильный выбор электродов или присадочной проволоки и флюса, их качество и режим сварки. [c.354]
Присадочная проволока для газовой сварки цветных металлов [c.71]
Расход сварочной проволоки при газовой сварке стыков труб на един стык [c.75]
Стальная проволока для дуговой и газовой сварки углеродистых, низколегированных, легированных и высоколегированных сталей выпускается по ГОСТ 2246—60 следующих диаметров 0,3 0,5 0,8 1,0 1,2 1,6 2,0 2,5 3 4 5 6 8 10 12 мм. [c.83]
Рекомендации по выбору номера горелки, марки и диаметра присадочной проволоки, характера подготовки кромок и других условий для газовой сварки стыковых соединений в зави- [c.69]
При сварочных работах применяют все виды сварки, о которых упоминалось ранее. При этом вручную электродуговой и газовой сваркой выполняют главным образом монтажные стыки и узлы сложной формы. При централизованном изготовлении узлов трубопроводов применяют в основном автоматическую и полуавтоматическую сварки. В случае применения любого вида сварки особое внимание необходимо обращать на правильный выбор электродов или присадочной проволоки и флюса, а также на их качество и режим сварки. [c.283]
При газовой сварке труб применяют сварочную проволоку марки Св-08А (ГОСТ 2246—70), механические свойства металла сварного шва должны быть следующими [c.223]
В табл. У1-51 приведены марки и назначение стальной сварочной холоднотянутой проволоки (ГОСТ 2246—60), применяемой для дуговой (ручной, автоматической под флюсом и в среде защитных газов) и газовой сварки. [c.251]
Конструктивные элементы сварных соединений листовой малоуглеродистой стали и размеры швов, выполняемых газовой сваркой приведены в табл. 10. 0. В качестве присадочного материала применяется проволока Св-08 и СВ-08А по ГОСТу 2246—60. [c.358]
В качестве присадочного материала при газовой сварке трубопроводных сталей применяют проволоку с содержанием углерода не более 0,12″о, а для легирования шва — проволоку с повышенным содержанием хрома (до 20″и), марганца (до 2″о), молибдена (до З ь), никеля (до 10 ( ) и других легирующих элементов в соответствии с маркой свариваемой стали. В некоторых случаях для присадки при газовой сварке используют так называемую лапшу , т. е. прутки или стержни, изготовленные из основного металла свариваемого изделия. [c.41]
Ручная газовая сварка применяется для соединения труб небольших диаметров (до 114 мм) с толщиной стенки до 3—5 мм. При этом виде, сварки торцы деталей нагревают пламенем газовой горелки до расплавления, а зазор между ними заполняют расплавленным металлом присадочной проволоки. В качестве горючего газа обычно используют ацетилен, который сгорает (с температурой около 3000° С), и смеси с кислородом, поступающим в зону горения. [c.195]
Газовая сварка алюминия и его сплавов. При газовой сварке также применяют присадочную проволоку и флюсы. Сварку следует вести непрерывно. В начале сварки мундштук горелки следует держать под углом 90° к поверхности свариваемого [c.200]
При газовой сварке положение горелки и проволоки может быть различными (рис. 48). Сварку неповоротных стыков производят в несколько приемов, причем один участок шва должен быть перекрыт другим на 10—15 мм. Зазор в стыке должен быть равен 0,5—2 мм. [c.75]
Присадочная проволока, применяемая при газовой сварке, выбирается в соответствии с требованиями ГОСТ 2246—70. [c.214]
Газовая сварка меди иди ее сплавов, отличающихся большой теплопроводностью, требует мощного пламени, поэтому выбираемая горелка должна соответствовать расходу ацетилена 150—200 л/ч на 1 мм толщины свариваемого металла. Для раскисления окислов применяют флюс, содержащий чистую серу или смесь буры и борной кислоты (по 50%). В качестве присадочного материала применяют проволоку М-1 и ЛК-62-05. Наплавленный шов проковывают при 250—300 °С и подвергают последующему отжигу при 500—550 °С, шов охлаждают водой. [c.215]
Ручная газовая сварка применяется для соединения труб небольших диаметров (до 114 мм) с толщиной стенки до 3—5 мм. При этом виде сварки торцы деталей нагревают пламенем газовой горелки до расплавления, а зазор между ними заполняют расплавленным металлом присадочной проволоки. В качестве [c.233]
Стальная труба 1 имеет на внешней поверхности специальную арматурную сетку 2, состоящую из про
www.chem21.info