Проволока сварочная легированная гост: Проволока СВ08Г2С сварочная низкоуглеродистая Св-08, Св-08А и Св-08ГС, Св-08Г2С
alexxlab | 31.10.2018 | 0 | Разное
Проволока СВ08Г2С сварочная низкоуглеродистая Св-08, Св-08А и Св-08ГС, Св-08Г2С
Проволока СВ08Г2С – это легированная сварочная проволока, используется для ручной, механизированной и автоматической сварки, для наплавочных работ, а также для изготовления электродов. Проволока широко используется для сварки в углекислом газе, различных газовых смесях и т.д.
Сварочная проволока СВ08Г2С изготавливается по ГОСТ 2246-70 и бывает 3-х видов:
– низкоуглеродистой;
– легированной;
– высоколегированной.
По виду поверхности проволока СВ08Г2С производится неомедненой и омедненой. Медное покрытие – 6 мкм. Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, забоин, окалины, ржавчины, масла и других загрязнений. Допускаются отдельные риски, царапины, местная рябизна, вмятины глубиной не более предельного отклонения по диаметру.
Высококачественная проволока СВ08Г2С всегда есть в наличии на нашем складе. По вопросам цены и доставки звоните нашим менеджерам по телефонам – +7 (495) 781-20-45. Существует гибкая система скидок и отсрочек.
Химический состав сварочной проволоки, % (ГОСТ 2246-70)
Марка стали | Св08 | Св08А | Св08Г2С |
P | 0,10 | 0,10 | 0,03 |
Mn | 0,35-0,60 | 0,35-0,60 | 1,80-2,10 |
Si max | 0,03 | 0,03 | 0,7-0,95 |
P max | 0,04 | 0,03 | 0,03 |
S max | 0,04 | 0,03 | 0,025 |
Cr max | 0,15 | 0,12 | 0,20 |
Ni max | 0,30 | 0,25 | 0,25 |
Cu max | 0,25 | 0,25 | 0,20 |
Назначение с варочной проволоки
Св-08, Св-08А, Св-08АА
– автоматическая сварка под флюсом углеродистых сталей с пределом текучести 235-285 МПа, изготовление электродов, предназначенных для сварки низкоуглеродистой и низколегированной стали.
Св-08Г1НМА
– автоматическая сварка под флюсом низколегированных сталей повышенного уровня прочности и хладостойкости Предназначена для однопроходной одно- или двусторонней сварки под флюсом сталей толщиной до 25 мм различного типа легирования и категорий прочности. (К55-К65)
Св-08Г2С
Св-08ГА
– автоматическая сварка под флюсом углеродистых сталей с пределом текучести 235-440 МПа. (конструкций мостов, опор, труб, трубопроводов и котлов, работающих при высоких давлениях и температурах)
Св-08ГСНТ
– предназначена для механизированной сварки в защитных газах, применяется в судостроении и химическом машиностроении.
Св-08ХМ
– автоматическая сварка под флюсом нефтегазопроводных труб и металлоконструкций ответственного назначения из углеродистых и низколегированных сталей с пределом текучести 235-440 МПа. (конструкций мостов, опор, труб, трубопроводов и котлов, работающих при высоких давлениях и температурах)
Св-10Г2
– автоматическая сварка под флюсом углеродистых сталей с пределом текучести 235-440 МПа.
Св-10ГА
– автоматическая сварка под флюсом углеродистых и низколегированных сталей с пределом текучести 235-440 МПа Св-ЮГН – механизированная сварка под флюсом в судостроении и химическом машиностроении.
Св-10НМА
– автоматическая сварка под флюсом низколегированных сталей повышенного уровня прочности и хладостойкости металлоконструкций ответственного назначения. (конструкций мостов, опор, котлов, труб и трубопроводов работающих при высоких давлениях и температурах)
Марки стали сварочных проволок различных типов
Низкоуглеродистая | Легированная | Высоколегированная | ||
СВ-08 | СВ-08ГС СВ-08ХМФА СВ-10ХМФТ СВ-08ХГ2С СВ-08ХГСМА | СВ-10ХГ2СМА | СВ-12Х11НМФ | СВ-06Х19Н10М3Т СВ-08Н50 СВ-05Х15Н60М15 |
Проволока ГОСТ 2246-70 сварочная марок СВ08А и СВ08
ГОСТ 2246-70 — проволока для сварки и наплавки.
Классификация в зависимости от марки стали:
- низкоуглеродистая — типа СВ08, СВ08А и СВ08ГА
- легированная — СВ08Г2С, СВ08ГС, СВ12ГС, СВ10ГН, СВ08ГСМТ, СВ18ХГС, СВ15ГСТЮЦА, СВ20ГСТЮА и др.
- высоколегированная — СВ13Х25Т, СВ10Х11НВМФ, СВ12Х11НМФ, СВ06Х14, СВ20Х13, СВ12Х13, СВ10Х17Т, СВ01Х19Н9, СВ08Х14ГНТ и др.
Классификация в зависимости от типа покрытия: черная (без покрытия) и омедненная.
Основное назначение: для сварки, наплавки. Кроме того, проволока СВ08 и СВ08А применяется, в основном, для производства электродов сварочных в качестве стержня — УОНИ 13/45, УОНИ 13/55, АНО-21, АНО-ТМ, АНО-4, МР-3 и др.
Химический состав проволоки для сварки и наплавки:
| Элемент, % | Марка стали | |||||
|---|---|---|---|---|---|---|
| низкоуглеродистая | легированная | |||||
| Св08 | Св08А | Св08ГА | Св08ГС | Св08Г2С | Св08ХМ | |
| С не более | 0,10 | 0,10 | 0,10 | 0,10 | 0,10 | 0,06-0,10 |
| Мn | 0,35-0,60 | 0,35-0,60 | 0,80-1,1 | 1,40-1,70 | 1,80-2,10 | 0,35-0,60 |
| Si не более | 0,03 | 0,03 | 0,06 | 0,60-0,85 | 0,70-0,95 | 0,12-0,30 |
| РS | 0,040 | 0,030 | 0,030 | 0,030 | 0,030 | 0,030 |
| 0,040 | 0,030 | 0,025 | 0,025 | 0,025 | 0,025 | |
| Сr не более | 0,15 | 0,12 | 0,10 | 0,20 | 0,20 | 0,9-1,2 |
| Ni не более | 0,30 | 0,25 | 0,25 | 0,25 | 0,25 | 0,30 |
| 0,01 | 0,01 | — | — | — | — | |
| Сu не более | 0,25 | 0,25 | 0,25 | 0,25 | 0,25 | 0,25 |
Форма выпуска: на проволочных каркасах массой 15-20 кг. , на пластиковых катушках массой 1-20 кг., в бухтах массой 800-1100 кг., в мотках массой 60-120 кг.
, на пластиковых катушках массой 1-20 кг., в бухтах массой 800-1100 кг., в мотках массой 60-120 кг.
Проволока для производства сварочных электродов в большегрузных бухтах поставляется без упаковки. Друие типы сварочной проволоки для защиты от коррозии могут упаковываться в ткань или влагостойкую бумагу с добавлением селикогеля.
Оформить заказ на эту продукцию вы можете у наших менеджеров.
Проволока стальная сварочная (ГОСТ 2246-70) — АзияМетизКомплект
Описание
Легированная стальная сварочная проволока служит для сварки изделий из металла. Низкоуглеродистая сварочная проволока служит исходным сырьем для производства электродов и материалов для пайки. Сварочная проволока применятся во всех отраслях промышленности и строительства.
Проволока стальная сварочная изготавливается методом холодного волочения (протяжка сырья через систему волоков определенного диаметра).
Стальная варочная проволока может изготавливаться омедненной или без покрытия.
ОАО «ММК-Метиз» производит и продает проволоку сварочную, которая соответствует требованиям ГОСТ 2246-70 и других индивидуальных нормативных документов. Вы можете купить сварочную проволоку различных диаметров. Продукция поставляется в мотках, кассетах или розеттах.
Назначение: стальная проволока для сварки (наплавки), для изготовления электродов.
Вид поверхности: неомедненная
| Диаметр проволоки, мм | Для сварки (наплавки) | Для электродов |
|---|---|---|
| 2 | 5 | 6 |
| 10,0 | — 0,24 | — |
| 8,0 | — 0,20 | — 0,16 |
| 6,0 | — 0,16 | — 0,12 |
| 5,0 | — 0,09 | |
| 4,0 | ||
| 3,0 | — 0,09 | |
| 2,5 | ||
| 2,0 | — 0,09 | |
| 1,6 | ||
| 1,5 | — | |
| 1,4 | — | |
| 1,2 | — | |
| 1,0 | — 0,06 | — |
| 0,8 | — 0,04 | — |
| 0,5 | — 0,06 | — |
| 0,3 | — 0,05 | — |
Химический состав сталей
| Элемент, % | Марка стали | |||||
|---|---|---|---|---|---|---|
| низкоуглеродистая | легированная | |||||
| СвО8 | СвО8А | СвО8ГА | СвО8ГС | СвО8Г2С | СвО8ХМ | |
| С, не более | 0,10 | 0,10 | 0,10 | 0,10 | 0,05-0,11 | 0,06-0,10 |
| Мn | 0,35-0,60 | 0,35-0,60 | 0,80-1,1 | 1,40-1,70 | 1,80-2,10 | 0,35-0,60 |
| Si, не более | 0,03 | 0,03 | 0,06 | 0,60-0,85 | 0,70-0,95 | 0,12-0,30 |
| Р, не более | 0,040 | 0,030 | 0,030 | 0,030 | 0,030 | 0,030 |
| S, не более | 0,040 | 0,030 | 0,025 | 0,025 | 0,025 | 0,025 |
| Сг, не более | 0,15 | 0,12 | 0,10 | 0,20 | 0,20 | 0,9-1,2 |
| Ni, не более | 0,30 | 0,25 | 0,25 | 0,25 | 0,25 | 0,30 |
| AI, не более | 0,01 | 0,01 | 0,05 | 0,05 | 0,05 | 0,05 |
| Сu, не более | 0,25 | 0,25 | 0,25 | 0,25 | 0,25 | 0,25 |
Механические свойства проволоки из легированных сталей
| Диаметр проволоки, мм | Временное сопротивление разрыву σв, Н/мм2 (кгс/мм2) | |
|---|---|---|
| Для сварки (наплавки) | Для изготовления электродов | |
| 0,8 -1,5 | 882-1323 (90-135) | — |
| 1,6 | 882-1274 (90-130) | 686-980 (70-100) |
| 2,0 | 784-1176 (80-120) | 686-980 (70-100) |
| свыше 2,0 | 686-1029 (70-105) | 637-931 (65-95) |
На проволоке из низкоуглеродистой стали временное сопротивление разрыву не нормируется.
Намот и упаковка
| Диаметр проволоки, мм | Наружный* диаметр мотка (бунта), мм | Внутренний* диаметр мотка (бунта), мм | Ширина* мотка (бунта), мм | Вес мотка (бунта), кг | Упаковка |
|---|---|---|---|---|---|
| 0,30 — 0,70 моток | 290 | 1170 | 90 | 12 — 13 | Мотки упакованы в парафинированую бумагу и полипропиленовую ткань. Мотки формируются в пакеты по 6 — 10 мотков, с увязкой металлической лентой в четырех местах. |
| 0,80 — 1,40 моток | 600 | 380 | до 170 | 80 | |
| 1,50 — 3,00 моток | 650 | 470 | до 180 | 80 | |
| 1,60 — 4,00 моток | 640 | 430 | до 200 | 80 | |
| 4,00 — 6,00 моток | до 900 | 650 | до 200 | 80 | |
| 0,8 — 1,6 катушки D200 | 200 | D200 — 52,5 | 46 | 5 | Каждая катушка (кассета) герметично упаковывается в полиэтиленовую пленку и картонную коробку, внутрь полиэтиленового пакета вкладывается пакет с силикагелем. |
| 0,8 — 2,0 катушки D300 и кассеты К300 К300-52 | 300 | D300 — 52,5 K300 — 180 | D300 — 93 K300 — 98 | 15 (16,5) | |
| 2,0 — 10,00 бунт | 830 | 400 | 450 | до 1000 | Бунты по согласованию с потребителем могут быть упакованы в парафинированную бумагу и полипропиленовую ткань. Бунты увязываются проволокой диам. 5 — 6 мм в четырех местах и вспомогательной вязкой диам. 2,0 — 3,0 мм в четырех местах. |
| 0,80 — 5,00 бунт | 800 | 412 | 500 | до 1000 | Бунты наматываются на картонную обечайку, увязываются металлической лентой в четырех местах, по согласованию с потребителем могут быть упакованы в парафинированную бумагу и полипропиленовую ткань. |
*Размеры не контролируются.
Проволока, как в мотках, так и в бунтах и розеттах по требованию потребителя может поставляться на деревянных паллетах.
Проволока диаметром 0,8 — 2,0 мм на катушках и кассетах К300, К300-52, D300, D200 поставляется на деревянных паллетах.
Вес паллета до 1000 кг.
Паллеты, как с деревянной обрешеткой, так и замотанные в стрейч пленку.
Сварочная проволока для наплавки. Химический состав сварочной проволоки.
Наплавочная проволока изготавливается согласно ГОСТ 2246-70, предназначена для всех видов наплавки и изготовления электродов. Согласно ГОСТа проволока выпускается диаметрами: 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 6,5; 8,0; 10,0; 12 мм. При изготовлении электродов используют проволоку диаметром от 1,6 до 8,0 мм.
Поставка проволоки заказчику производится в мотках весом не более 40 кг и внутренними диаметрами от 150 до 750 мм. Для удобства установки на сварочный аппарат наплавочная проволока может наматываться на катушки. Мотки наплавочной проволоки должны быть обернуты в водонепроницаемую бумагу. На каждом мотке должна присутствовать бирка с названием предприятия, маркой проволоки и номером партии.
Хранят проволоку в сухим помещениях, защищающих от атмосферных осадков, коррозии и грязи. Возможно омеднение проволоки для лучшей защиты от коррозии.
ГОСТ 2246-70 проволока сварочная.
По ГОСТ 2246-70 выпускают 77 различных марок наплавочной проволоки, которые в свою очередь, в зависимости от химического состава, можно разделить на группы:
— низкоуглеродистая наплавочная проволока;
— легированная наплавочная проволока;
— высоколегированная наплавочная проволока.
В таблице 1 ниже представлены некоторые из этих марок.
Маркировка сварочной проволоки.

На примере проволоки Св-08А разберем что означает каждая буква и цифра.
Св-08А
— индекс Св означает, что она сварочная;
— цифры 08 указывают на содержание в проволоке углерода в процентах;
— буква А указывает на содержание в проволоке главных элементов. В высоколегированных проволоках буквой А обозначают азот, в низкоуглеродистых и легированных буква А указывает на повышенную чистоту металла по содержанию серы и фосфора.
Если в конце обозначения после буквы присутствуют еще цифры, значит они указывают на процентное содержание данного элемента, например:
Св-10Г2
Значит, что в данном составе проволоки содержится до 2% марганца. Буква Г означает марганец, а цифра рядом с ним его процентное содержание в сотых долях.
Если рядом с элементом отсутствует цифра, это означает, что его содержание в наплавочной проволоке незначительно и составляет менее одного процента.
Если в конце обозначения присутствует сдвоенная буква АА (Св-08АА), это означает о пониженном содержании серы и фосфора по сравнению с проволокой Св-08А.
Химический состав сварочной проволоки.
Таблица 1. Химический состав сварочной проволоки по ГОСТ 2246-70.
| Марка проволоки | Химический состав, % | |||||||||
| Углерод | Кремний | Марганец | Хром | Никель | Молибден | Титан | Сера | Фосфор | Прочие элементы | |
| Не более | ||||||||||
| Низкоуглеродистая проволока | ||||||||||
| Св-08 | 0,10 | 0,03 | 0,35-0,60 | 0,15 | 0,30 | — | — | 0,040 | 0,040 | Алюм. Не более 0,01 Не более 0,01 |
| Св-08А | 0,10 | 0,03 | 0,35-0,60 | 0,12 | 0,25 | — | — | 0,030 | 0,030 | |
| Св-08АА | 0,10 | 0,03 | 0,35-0,60 | 0,10 | 0,25 | — | — | 0,020 | 0,020 | — |
| Св-08ГА | 0,10 | 0,03 | 0,80-1,10 | 0,10 | 0,25 | — | — | 0,025 | 0,030 | — |
| Св-10ГА | 0,12 | 0,03 | 1,10-1,40 | 0,20 | 0,30 | — | — | 0,025 | 0,030 | — |
| Св-10Г2 | 0,12 | 0,03 | 1,50-1,90 | 0,20 | 0,30 | — | — | 0,030 | 0,030 | — |
| Легированная проволока | ||||||||||
| Св-08ГС | 0,10 | 0,60-0,85 | 1,40-1,70 | 0,20 | 0,25 | — | — | 0,025 | 0,030 | — |
| Св-12ГС | 0,14 | 0,60-0,90 | 0,80-1,10 | 0,20 | 0,30 | — | — | 0,025 | 0,030 | — |
| Св-08Г2С | 0,05-0,11 | 0,70-0,95 | 1,80-2,10 | 0,20 | 0,25 | — | — | 0,025 | 0,030 | — |
| Св-15ГСТЮЦА (ЭП-439) | 0,12-0,18 | 0,45-0,85 | 0,60-1,00 | 0,30 | 0,40 | — | 0,05-0,20 | 0,025 | 0,025 | Алюм. 0,20-0,50 Цирконий 0,05-0,15 Церий не менее 0,4 |
| Св-18ХГС | 0,15-0,22 | 0,90-1,20 | 0,80-1,10 | 0,80-1,10 | 0,30 | — | — | 0,025 | 0,030 | — |
| Высоколегированная проволока | ||||||||||
| Св-12Х13 | 0,09-0,14 | 0,30-0,70 | 0,30-0,70 | 12,00-14,00 | Не более 0,60 | — | — | 0,025 | 0,030 | — |
| Св-06Х19Н9Т | Не более 0,08 | 0,40-1,00 | 1,00-2,00 | 18,00-20,00 | 8,00-10,00 | — | 0,50-1,00 | 0,015 | 0,030 | — |
| Св-07Х19Н10Б | 0,05-0,09 | Не более 0,70 | 1,50-2,00 | 18,50-20,50 | 9,00-10,50 | — | — | 0,018 | 0,025 | Ниобий 1,20-1,50 |
| Св-10Х16Н25АМ6 | 0,08-0,12 | Не более 0,60 | 1,00-2,00 | 15,00-17,00 | 24,00-27,00 | 5,50-7,00 | — | 0,018 | 0,025 | Азот 0,10-0,20 |
Статья оказалась полезной?! Поделись с друзьями!!!
Проволока стальная сварочная.
 ГОСТ 2246-70
ГОСТ 2246-70Проволока стальная сварочная. ГОСТ 2246-70
Проволока стальная сварочная (ГОСТ 2246-70) из сталей с низким содержанием углерода Св-08; Св-08А и легированных Св-08ГС; Св-08Г2С. По виду поверхности проволока производится неомедненой и омедненой. Медное покрытие – 6 мкм. Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, забоин, окалины, ржавчины, масла и др. загрязнений. Допускаются отдельные риски, царапины, местная рябизна, вмятины глубиной не более предельного отклонения по диаметру.
Химический состав (%)
| P | Mn | Si max | P max | S max | Cr max | Ni max | Cu max | |
|
Св08 |
0,10 | 0,35 – 0,60 | 0,03 | 0,04 | 0,04 | 0,15 | 0,30 | 0,25 |
|
Св08А |
0,10 | 0,35 – 0,60 | 0,03 | 0,03 | 0,03 | 0,12 | 0,25 | 0,25 |
|
Св08Г2С |
0.03 | 1.80 – 2.10 | 0.7 – 0.95 | 0.03 | 0.025 | 0.20 | 0.25 | 0.20 |
Сварочная проволока Св-08, Св-08А, Св-08АА – Автоматическая сварка под флюсом углеродистых сталей с пределом текучести 235-285 МПа, изготовление электродов, предназначенных для сварки низкоуглеродистой и низколегированной стали.
Св-08Г1НМА – Автоматическая сварка под флюсом низколегированных сталей повышенного уровня прочности и хладостойкости. Предназначена для однопроходной одно- или двусторонней сварки под флюсом сталей толщиной до 25 мм различного типа легирования и категорий прочности (К55-К65).
Св-08Г2С – Механизированная сварка в защитных газах конструкций ответственного и общего назначения.
Св-08ГА – Автоматическая сварка под флюсом углеродистых сталей с пределом текучести 235-440 МПа (конструкций мостов, опор, труб, трубопроводов и котлов, работающих при высоких давлениях и температурах).
Св-08ГСНТ – Предназначена для механизированной сварки в защитных газах, применяется в судостроении и химическом машиностроении.
Св-08ХМ – Автоматическая сварка под флюсом нефтегазопроводных труб и металлоконструкций ответственного назначения из углеродистых и низколегированных сталей с пределом текучести 235-440 МПа(конструкций мостов, опор, труб, трубопроводов и котлов, работающих при высоких давлениях и температурах).
Св-10Г2 – Автоматическая сварка под флюсом углеродистых сталей с пределом текучести 235-440 МПа.
Св-10ГА – Автоматическая сварка под флюсом углеродистых и низколегированных сталей с пределом текучести 235-440 МПа.
Св-10ГН – Механизированная сварка под флюсом в судостроении и химическом машиностроении.
Св-10НМА – Автоматическая сварка под флюсом низколегированных сталей повышенного уровня прочности и хладостойкости металлоконструкций ответственного назначения (конструкций мостов, опор, котлов, труб и трубопроводов работающих при высоких давлениях и температурах).
| Низкоуглеродистая | Легированная | Высоколегированная |
| СВ-08 СВ-08А СВ-08АА СВ-08ГА СВ-10ГА СВ-10Г2 | СВ-08ГС СВ-12ГС СВ-08Г2С СВ-10ГН СВ-08ГСМТ СВ-15ГСТЮЦА СВ-20ГСТЮА СВ-18ХГС СВ-10НМА СВ-08МХ СВ-08ХМ СВ-18ХМА СВ-08ХНМ СВ-08ХМФА СВ-10ХМФТ СВ-08ХГ2С СВ-08ХГСМА СВ-10ХГ2СМА СВ-08ХГСМФА СВ-04Х2МА СВ-13Х2МФТ СВ-08Х3Г2СМ СВ-08ХМНФБА СВ-08ХН2М СВ-10ХН2ГМТ СВ-08ХН2ГМТА СВ-08ХН2ГМЮ СВ-08ХН2Г2СМЮ СВ-06Н3 СВ-10Х5М |
СВ-12Х11НМФ СВ-10Х11НВМФ СВ-12Х13 СВ-20Х13 СВ-06Х14 СВ-08Х14ГНТ СВ-10Х17Т СВ-13Х25Т СВ-01Х19Н9 СВ-04Х19Н9 СВ-08Х16Н8М2 СВ-08Х18Н8Г2Б СВ-07Х18Н9ТЮ СВ-06Х19Н9Т СВ-04Х19Н9С2 СВ-08Х19Н9Ф2С2 СВ-05Х19Н9Ф3С2 СВ-07Х19Н10Б СВ-08Х19Н10Г2Б СВ-06Х19Н10М3Т СВ-08Х19Н10М3Б СВ-04Х19Н11М3 СВ-05Х20Н9ФБС СВ-06Х20Н11М3ТБ СВ-10Х20Н15 СВ-07Х25Н12Г2Т СВ-06Х25Н12ТЮ СВ-07Х25Н13 СВ-08Х25Н13БТЮ СВ-13Х25Н18 СВ-08Х20Н9Г7Т СВ-08Х21Н10Г6 СВ-30Х25Н16Г7 СВ-10Х16Н25АМ6 СВ-09Х16Н25М6АФ СВ-01Х23Н28М3Д3Т СВ-30Х15Н35В3Б3Т СВ-08Н50 СВ-05Х15Н60М15 |
Проволока сварочная СВ08Г2С ГОСТ 2246-70
Для получения качественного результата в процессе полуавтоматической, автоматической или ручной сварки легированной или углеродистой стали используют специальную сварочную проволоку СВ08Г2С. Чаще всего она применяется на промышленном производстве, в автомобиле-, самолето- и судостроении.
Чаще всего она применяется на промышленном производстве, в автомобиле-, самолето- и судостроении.
Цены
| Диаметр | Цена |
| 1,6 мм | 71,40 руб |
| 2,0 мм | 70,20 руб |
Основные характеристики
Большую популярность легированная сварочная проволока СВ08Г2С получила благодаря характеристикам, которые способствуют образованию высокопрочного соединения в виде чистого и очень ровного шва. Его прочность достигается за счет легирования марганца и добавления кремния в оптимальных пропорциях. В ходе работы происходит минимальная деформация свариваемой поверхности, что особенно важно в большинстве производственных процессов.
Для улучшения свойств метиз дополнительно обрабатывается медным или медно-цинкового покрытием. Это снижает сопротивление контакта с наконечником горелки, а также значительно понижает уровень разбрызгивания металла, что гарантирует стабильное горение дуги.
Легированная сварочная проволока СВ08Г2С изготавливается в соответствии с ГОСТ 2246-70, подходит для использования на любом оборудовании и может использоваться при проведении сварных работ в среде защитных газов.
Химический состав сталей
| Элемент, % | Марка стали | |||||
|---|---|---|---|---|---|---|
| низкоуглеродистая | легированная | |||||
| СвО8 | СвО8А | СвО8ГА | СвО8ГС | СвО8Г2С | СвО8ХМ | |
| С не более | 0,10 | 0,10 | 0,10 | 0,10 | 0,05-0,11 | 0,06-0,10 |
| Мп | 0,35-0,60 | 0,35-0,60 | 0,80-1,1 | 1,40-1,70 | 1,80-2,10 | 0,35-0,60 |
| Si не более | 0,03 | 0,03 | 0,06 | 0,60-0,85 | 0,70-0,95 | 0,12-0,30 |
| Р | 0,040 | 0,030 | 0,030 | 0,030 | 0,030 | 0,030 |
| S | 0,040 | 0,030 | 0,025 | 0,025 | 0,025 | 0,025 |
| Сг не более | 0,15 | 0,12 | 0,10 | 0,20 | 0,20 | 0,9-1,2 |
| Ni не более | 0,30 | 0,25 | 0,25 | 0,25 | 0,25 | 0,30 |
| AI не более | 0,01 | 0,01 | – | – | – | – |
| Си не более | 0,25 | 0,25 | 0,25 | 0,25 | 0,25 | 0,25 |
Mеханические свойства проволоки из легированных сталей
| Диаметр проволоки, мм | Врем. сопр. разрыву (σв, Н/мм2(кгс/мм2) сопр. разрыву (σв, Н/мм2(кгс/мм2) | |
|---|---|---|
| Для сварки (наплавки) | Для изготовления электродов | |
| 1,0-1,5 | 882-1323(90-135) | – |
| 1,6 | 882-1274(90-130) | 686-980(70-100) |
| 2,0 | 784-1176(80-120) | 686-980(70-100) |
| свыше 2,0 | 686-1029(70-105) | 637-931 (65-95) |
Купить сварочную проволоку СВ08Г2С оптом мы предлагаем в нашей компании. В наличии по доступной цене большой ассортимент расходников для сварки и крепежных элементов, соответствующих мировым стандартам качества. Если вы не знаете какой присадочный материал подойдет вам по химическому составу, рекомендуем проконсультироваться с нашими менеджерами. Доставка товаров транспортными компаниями возможна во все регионы страны.
Легированная сварочная проволока Св-08ХНМ ГОСТ 2246-70 в Ростове-на-дону
Сварочная проволока – это проволока легированной, высоколегированной и низкоуглеродистой стали.
Сварочная проволока используется при:
сварке металлоконструкций;
соединении деталей машин;
сварке труб;
изготовлении сварочных электродов.
Сварочная проволока обладает следующими достоинствами:
прочность и надежность;
аккуратность швов;
низкий расход материалов;
широкий выбор вариантов;
повышает эффективность сварочного соединения.
ПКФ Цвет гарантирует:
Индивидуальный подход к заказу Легированная сварочная проволока 2.5 мм Св-08ХНМ ГОСТ 2246-70. Мы обязательно учтем все Ваши пожелания и предложим оптимальный вариант сотрудничества.
Высокое качество предлагаемых изделий. Наша компания поставляет сертифицированную продукцию ведущих отечественных и зарубежных производителей.
Широкий ассортимент Легированная сварочная проволока 2.5 мм Св-08ХНМ ГОСТ 2246-70. У нас в наличии максимальное количество типоразмеров всех видов металлопроката из востребованных марок сталей и сплавов.
Минимальное ожидание отгрузки или доставки. Работа с заказами наших покупателей отлажено на всех этапах, а часть процессов выполняется параллельно.
Комфортный сервис полного цикла. Мы предлагаем полный набор услуг по поставкам и обработке металлопродукции.
Профессиональные консультации опытных специалистов. Наши сотрудники помогут подобрать нужное именно для Вас изделие, предоставят исчерпывающий ответ на любой вопрос.
Удобную для себя форму оплаты. Выбирайте, что Вам удобнее – наличный или безналичный расчёт. Мы постараемся сделать Вашу покупку быстрой и комфортной.
Гибкую систему скидок. У нас выгодные условия сотрудничества для постоянных и оптовых клиентов. Менеджеры ПКФ Цвет предложат Вам минимальные цены на металлопрокат и сопутствующие услуги.
Поставки металла по всей России и СНГ. Современный складской комплекс в Екатеринбурге и отгрузочные склады транспортных компаний в различных регионах нашей страны, Казахстана и Белоруссии.
Оставляйте запрос на Легированная сварочная проволока 2.5 мм Св-08ХНМ ГОСТ 2246-70 по электронной почте или по телефонам, указанным выше.
Внимание
Окончательная цена на продукцию формируется, исходя из условий поставки: количества, условий оплаты и места отгрузки. Спросите у менеджера. Данная информация о товаре, о его цене и наличии, носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями ч. 2 ст. 437 Гражданского кодекса Российской Федерации.
Проволока сварочная легированная ГОСТ. Проволока для сварки сплавов. Требования к сварочной проволоке СВ08Г2С
Для различных видов сварочных работ как электродуговой, так и газовой сварки, а также для наплавки и изготовления электродов сварочной проволокой, выпускаемой по ГОСТ 2246-70. Согласно техническим условиям настоящего стандарта, проволока выпускается трех категорий: низкоуглеродистая, легированная и высоколегированная. Существует около 80 марок сварочной проволоки.
Согласно техническим условиям настоящего стандарта, проволока выпускается трех категорий: низкоуглеродистая, легированная и высоколегированная. Существует около 80 марок сварочной проволоки.
Кроме того, при выборе упаковки ознакомьтесь с условиями магазина.Также помните, что при сварке оголенная проволока электрически горячая. В целях безопасности некоторые магазины могут предпочесть закрытую упаковку. Хотя открытый барабан может быть дешевле, чем барабан или ящик, движущиеся части экрана могут представлять угрозу безопасности. Стоимость выпуска – еще одна проблема для производителей.
Чтобы сэкономить еще больше, выберите полностью перерабатываемую картонную коробку, которую можно измельчать и измельчать, вместо деревянного или металлического барабана с покрытием. Такие предметы, как подъемные ремни, облегчают операторам работу с упаковкой.Кроме того, деревянный поддон под упаковкой позволяет удобно транспортировать ее с помощью вилочного погрузчика. Напротив, цельные бумажные поддоны легче повредить вилочным погрузчиком. Наконец, выберите упаковку, соответствующую схеме установки.
Известный поставщик сварочной проволоки всех категорий – ООО «Торговый Дом Электрод» из Екатеринбурга. ТД Электрод будет поставлять сварочную проволоку и электроды не только отечественных производителей, но и ведущих зарубежных брендов.В настоящее время производится 6 видов низкоуглеродистой проволоки, 30 видов сварочной проволоки для сплавов и 40 видов проволоки для сварки высоколегированных сплавов.
Например, если часть сварочных постов находится на антресоли. в этих узких местах может быть сложнее подобрать и использовать некоторые типы упаковок. Но что, если производитель в настоящее время использует стержневой электрод, порошковую проволоку, дугу под флюсом или контактную сварку? Среди преимуществ – безшлаковая сварка с меньшими затратами на очистку даже при многократных проходах.
Маркировка проволоки из сплава
К другим преимуществам относится электрод с высоким КПД от 97 до 98 процентов. Размещение проволоки – это способность проволоки выходить из контактного наконечника каждый раз в одном и том же месте для точного размещения сварного шва … Это может быть важным соображением, особенно в автоматизированных приложениях.
Размещение проволоки – это способность проволоки выходить из контактного наконечника каждый раз в одном и том же месте для точного размещения сварного шва … Это может быть важным соображением, особенно в автоматизированных приложениях.
Маркировка легированной проволоки
Сварочная проволока имеет буквенно-цифровой код. Первые буквы CB означают – сварочная проволока. Следующие две цифры – это количество углерода в сотых долях процента, затем буква, обозначающая легирующую добавку, и числа, соответствующие количеству легирующей добавки в процентах.Если количество легирующей добавки меньше полпроцента, то цифра после буквы не ставится.
Метод определения массовой доли следов мыльной смазки на поверхности сварочной проволоки
Если вы хотите снизить общие затраты на сварку, учитывайте стоимость проволоки. Экономия копейки в краткосрочной перспективе может стоить вам сотни долларов потери производительности в долгосрочной перспективе. Не забудьте выбрать правильный провод для вашего применения, убедиться в его химическом составе и приобрести наиболее подходящую упаковку для завода, на котором он будет использоваться.
Высокие температуры мало влияют на ударную вязкость и стабильность размеров этого сплава. Эти сплавы на основе кобальта и никеля имеют твердую интерметаллическую фазу, диспергированную в жесткой матрице эвтектики или твердого раствора. В этом семействе сплавов на основе кобальта в качестве основных легирующих элементов используются хром и молибден. Они обеспечивают хорошую износостойкость и превосходную коррозионную стойкость в восстанавливающих средах с соляной, фосфорной и нафтановой кислотами.
Поскольку химически чистый металл используется крайне редко, а сварка ведется сплавами, наиболее распространенной является легированная сварочная проволока.В качестве легирующих элементов используются следующие металлы:
- B – ниобий
- B – вольфрам
- M – молибден
- D – медь
- T – титан
- X – хром
- N – никель
- F – ванадий
- C – цирконий
- Ю – алюминий
- G – марганец
Кремний также используется в качестве легирующего элемента. Обозначается буквой «С». Таким образом, марка SV06X19N9T означает – сварочная проволока с содержанием 0.06% углерода, 19% хрома, 9% никеля и
Обозначается буквой «С». Таким образом, марка SV06X19N9T означает – сварочная проволока с содержанием 0.06% углерода, 19% хрома, 9% никеля и
Эти упрочняющие сплавы разработаны для чрезвычайно абразивных и эрозионных сред. Электрод, дуга и сварочная ванна защищены от атмосферы инертным защитным газом. Наплавочный материал выполнен в виде стержня. Процесс также можно механизировать, и в этом случае для перемещения заготовки относительно сварочной горелки и твердосплавного стержня или проволоки используется манипулятор.
Ручная наплавка при дуговой сварке металла
При правильном выполнении наплавки можно достичь очень низких степеней разбавления железа.Стержень доступен в этих стандартных диаметрах. В этом процессе между покрытым расходуемым электродом и заготовкой возникает дуга. Металлический сердечник расплавляется дугой и переносится в сварочную ванну в виде расплавленных капель. Покрытие электрода также плавится, образуя газовый экран вокруг дуги и сварочной ванны и шлак на поверхности сварочной ванны, тем самым защищая охлаждающую сварочную ванну от атмосферы.
Где бы она ни использовалась, сварочная проволока ГОСТ определяет, для каких типов сплавов подходит тот или иной тип сварочной проволоки.Например, 2СВ30Х25Н16Г7 – сварочная легированная проволока диаметром 2 мм с повышенным содержанием хрома, никеля и марганца, должна использоваться для сварки нержавеющих высокоуглеродистых сталей.
Шлак необходимо удалять после каждого слоя. Благодаря невысокой стоимости оборудования, невысоким эксплуатационным расходам и простоте транспортировки оборудования этот гибкий процесс идеально подходит для ремонтных работ. Электроды доступны в этих стандартных диаметрах.
Электроды поставляются длиной 350 мм и помещаются в коробки по 0 кг.В зависимости от параметров процесса твердость наплавленного покрытия может отличаться от значений, указанных в таблице выше. Проволока также используется в качестве облицовочного материала при дуговой сварке под полом. В этом процессе порошок флюса на минеральной основе обтекает расходную проволоку и плавится под действием дуги.
В этом процессе порошок флюса на минеральной основе обтекает расходную проволоку и плавится под действием дуги.
Химический состав присадочной проволоки оказывает большое влияние на качество сварного соединения. Исходя из этого и в соответствии с ГОСТ, марка проволоки выбирается в зависимости от химического состава свариваемого сплава.
Так для сварки низколегированных сталей используются низкоуглеродистые марганцевые и кремнемарганцевые сварочные проволоки – СВ-08ГС, СВ-08ГА, СВ-10Г2, СВ-08Г2С. Для производства сварки высоколегированных сталей используется специальная легированная сварочная проволока: ванадий, титан, ниобий, молибден, хром и никель.
Проволочные кабели поставляются этих стандартных диаметров. 1, 2 мм – в катушках по 15 кг 1, 6 мм – в катушках по 15 кг 2, 4 мм – обычно в катушках по 25 кг 3, 2 мм – в катушках по 15 кг.Вернитесь для получения более подробной информации.
Кроме того, благодаря высококонцентрированному источнику тепла, этот процесс выгоден из-за высокой загрузки порошка и позволяет достичь очень низких степеней разбавления железа в пластыре. Поскольку наплавочные материалы имеют порошковую форму, можно делать наплавки из множества различных материалов и комбинаций материалов с широким диапазоном твердости и других свойств.
Металл является легирующей добавкой, процентное содержание которой определяется химическим составом свариваемой стали.
Проволока используется для сварки. В настоящее время существует несколько его разновидностей. Проволока с высоким уровнем легирования СВ08Г2С – один из востребованных видов продукции. Применяется для различных видов сварки. Он также используется как один из материалов при производстве электродов для наплавки.
Примеры обозначения изделий
Оглушающий шум, похожий на взрыв. Из гигантского котла вылетают искры, дым поднимается и становится очень горячим. Чудовище в огромном производственном цехе – это электродуговая печь, сердце фабрики. Здесь твердый исходный материал переводится в жидкое состояние в течение нескольких минут. Сталелитейные заводы специализируются на производстве стальной проволоки. В год производится около тысячи тонн, из них работает около 300 разного качества, в которых работают более 560 человек. Сырье проходит через несколько станций на пути к готовой проволоке.
Здесь твердый исходный материал переводится в жидкое состояние в течение нескольких минут. Сталелитейные заводы специализируются на производстве стальной проволоки. В год производится около тысячи тонн, из них работает около 300 разного качества, в которых работают более 560 человек. Сырье проходит через несколько станций на пути к готовой проволоке.
Чаще всего проволоку СВ08Г2С используют при работе на сварочных аппаратах и полуавтоматах в промышленных условиях … С ее помощью можно проводить ручную сварку различных стальных изделий.Используя этот расходный материал, можно получить качественный сварной шов. Шов гладкий и чистый.
Приложения
Проволока данной марки незаменима при выполнении следующих операций:
В качестве исходного материала используются железная губка и лом в различных пропорциях. «В настоящее время цены и доступность меняются почти каждый месяц, поэтому мы используем и то, и другое в разных объемах», – объясняет Вреде. Железная руда, которая, в свою очередь, является основой для производства губчатого железа, доставляется кораблями из заграничных шахт.Поставляется в виде гранул в Гамбурге. Эти шарики диаметром от 10 до 15 мм уже производятся производителями железной руды.
Железная руда должна быть химически «восстановлена» до фактического производства стали, то есть кислород, содержащийся в оксиде железа, удаляется восстановлением с получением чистого железа. Некоторые металлурги выполняют эту операцию непосредственно в доменной печи с добавлением кокса. При риформинге природный газ сначала разделяется на окись углерода и водород.
- формирование бортика на шве;
- заполняет пространство между кромками свариваемой детали.
При выполнении сварочных работ это оборудование является основным элементом технологических процессов. Без него сварка не может обойтись в таких сферах, как:
- строительство;
- машиностроение;
- авиастроение и судостроение.

Также обратите внимание, что эту сварочную проволоку из сплава можно использовать как эффективный присадочный материал. Одной из отличительных особенностей является высокая скорость наплавки … Это обеспечивает высокое качество выполнения сложных работ по наплавке.
Эти газы затем восстанавливают железную руду в восстановительной установке, образуя «железную губку». Сырье плавят в дуговой электропечи. Печь имеет огромную крышку, в которой расположены графитовые электроды. Крышка открывается, и лоток заполняется из корзин. Затем крышка снова закрывается и электроды опускаются. Теперь дуга зажигается током, протекающим через графитовые электроды. При плавлении лома добавляется еще одна железная губка, которая также плавится.Железная губка используется пропорционально плавлению, в зависимости от желаемых свойств продукта, а также от экономии.
В последнее время активно применяется высоколегированная сварочная проволока при работе в газовой атмосфере. Для создания такой среды обычно используется аргон или смесь этого газа с другими. Для образования этой среды часто используется углекислый газ. Выбор в пользу последнего продиктован его более низкой стоимостью по сравнению с аргоном. Когда сварка ведется в среде углекислого газа, используется постоянный ток.Следует отметить, что в такой среде рекомендуется выполнять работы по сварным соединениям изделий из углеродистой стали.
Например, очень выгодно использовать его для плавления, насколько это возможно, но только в той мере, в какой это совместимо с желаемыми свойствами продукта. Электроды быстро изнашиваются, поэтому их нужно менять один или два раза в день. Это вызывает скачок напряжения при включении духовки.
Оператор передающей сети должен сообщить о металлообработке оператору передающей сети за день до этого, который уже может принять меры.Примерно через 40 минут железо из руды или лома расплавилось. Печь производит 140 тонн жидкой стали в час. Примерно каждый час, 24 раза в сутки, семь дней в неделю происходит таяние.
Требования к сварочной проволоке СВ08Г2С
В ГОСТ 2246-70 закреплены технические характеристики и химический состав изделий для сварки с использованием данного оборудования. Нормативные документы регламентируют содержание в этом материале следующих элементов в процентах:
Затем сосуд печи наклоняют вправо и влево в сторону.Шлак и жидкая сталь удаляются отдельно. Шлак образуется из примесей в расплаве, таких как кальций, кремний или марганец, которые поглощаются известью в качестве жидкого шлакообразующего агента. Затем его перерабатывает дочерняя компания, например, для производства удобрений, строительства дорог или цементной промышленности.
Разработано и внедрено Министерством черных металлов СССР
Дальнейшая обработка стали осуществляется в небольших ковшовых печах. Таким образом, с добавлением определенных добавок он, среди прочего, легируется.Жидкий металл поступает в установку непрерывной разливки из ковшовых печей. В результате получаются так называемые заготовки шириной до 14 см, металлические блоки длиной 14 и 16 м, которые впоследствии хранятся и перерабатываются в изделия из проволоки. На заводе всегда параллельно отливают семь деталей, которые проходят через рольганги для охлаждения.
Проволока СВ08Г2С с медным покрытием обычно не легирована такими элементами, как алюминий, ванадий и ряд других. Наличие в нем марганца в количестве от 0.От 65 до 2,1% является приемлемым. Учтите, что это требование распространяется только на метизы, диаметр которых не превышает 1,4 мм. … Если производится обычная проволока, то содержание меди в ней не может быть более 0,25%. Нормы допускают содержание в нем азота до 0,01%. Такие метизы используются не только для сварки, но и для наплавки.
Разновидности легированных присадочных материалов
После того, как заготовки идентифицированы посредством тиснения и тиснения, они перемещаются с помощью магнитов и складываются, поскольку они являются магнитными. Затем заготовки обрабатываются на прокатном стане с различной толщиной проволоки по мере необходимости. Возобновляемые источники энергии, такие как энергия ветра или фотоэлектрическая энергия, сегодня покрывают 32 процента потребности в электроэнергии.
Затем заготовки обрабатываются на прокатном стане с различной толщиной проволоки по мере необходимости. Возобновляемые источники энергии, такие как энергия ветра или фотоэлектрическая энергия, сегодня покрывают 32 процента потребности в электроэнергии.
Упаковка и маркировка
Это оказывает все большее влияние на электрическую сеть, поскольку производство электроэнергии в зависимости от погодных условий больше не может быть согласовано, а электростанции работают на ископаемом топливе. Соответственно, колеблется не только цена на электроэнергию, но и увеличивается спрос на системные услуги, чтобы поддерживать напряжение в сети.«Поэтому мы ищем способы снизить цены на электроэнергию или отреагировать на колебания сети», – говорит Вреде. С этой целью мощность плавления дуговой электропечи может быть увеличена на 10 мегаватт после регулировки управления, если во время производства присутствует избыточный ток, и соответственно снижена при недостаточной электрической энергии.
В настоящее время метизы этой марки выпускаются сечением от 0,3 до 12 мм. Готовая продукция упаковывается в мотки. Максимальный вес рулона может составлять до 30 кг.Медь из проволоки может быть сформирована в виде прямоугольных катушек в поперечном сечении. Их высота 50-90 мм. Внутренний диаметр этой фурнитуры может варьироваться от 100 до 400 мм. Что касается внешнего диаметра, то он составляет от 175 до 600 мм.
По согласованию с потребителем сварочная проволока из сплава может поставляться в бобинах или кассетах … Причем она должна состоять из сегментов без разрывов. Изделие плотно наматывают ровными рядами. Следует исключить возможность разматывания или распутывания материала при транспортировке.
Важные характеристики
Для легированной сварочной проволоки СВ08Г2С предел прочности должен составлять от 882 до 1372 МПа. Такие требования распространяются на сварочное оборудование диаметром от 0,3 до 0,5 мм. Для присадочной проволоки диаметром 2 мм это требование выражается в сопротивлении от 686 до 1029 МПа. Обычная и омедненная проволока может подвергаться термической обработке, если эти показатели не предусмотрены технологией производства.
Обычная и омедненная проволока может подвергаться термической обработке, если эти показатели не предусмотрены технологией производства.
Проволока медная для сварки марки СВ08Г2С на своей поверхности имеет остатка мыльной смазки … Надо сказать, что его наличие не является нарушением требований государственных нормативов. Учтите, что в составе смазки допустимо присутствие таких веществ, как сера и графит.
Зачем знать скорость наплавки?
При выполнении работ по наплавке специалист должен знать, какой коэффициент наплавки имеет применяемая им проволока. Его следует понимать как значение, которое описывает металл, осажденный за определенное время при определенной силе тока.Скорость наплавки оборудования обычно составляет не менее 8,5 г / А * ч … Его обычное значение зависит от:
- химический состав метизов;
- вид покрытия товара;
- Полярность и род тока, используемый для наплавки.
Производительность наплавочных работ во многом зависит от скорости наплавки оборудования SV08G2S. Также этот показатель влияет на количество потерь сварного шва на испарение, а также на разбрызгивание и окисление.Рассматриваемый показатель также определяет коэффициент плавления основного металла, а также ряд других важных характеристик и сварочных операций.
Расшифровка марки провода по достоинству
Разобраться, что такое сварочная проволока СВ08Г2С, не очень сложно. Буквы в самом начале означают сварочную проволоку. Цифры 08 указывают на содержание сотых долей углерода в проволоке. Буква G означает марганец, а цифра после нее – количественное содержание этого элемента в проволоке – 2%. Буква C означает кремний … Если цифра после этой буквы отсутствует, то это следует понимать как то, что кремний содержится в проводе описываемой марки в количестве менее 1 процента.
В состав сварочного оборудования данной марки входит марганец. Благодаря ему обеспечивается повышение прочностных характеристик соединения, так как этот элемент образует ярко выраженную кристаллическую решетку сварного соединения. Кремний улучшает механические свойства продукта.Для оборудования, описанного в этой статье, оптимальное содержание кремния и марганца (0,83 / 1,95). Таким образом, обеспечивает ряд преимуществ. его применение для наплавки:
Кремний улучшает механические свойства продукта.Для оборудования, описанного в этой статье, оптимальное содержание кремния и марганца (0,83 / 1,95). Таким образом, обеспечивает ряд преимуществ. его применение для наплавки:
- его использование позволяет получить качественную связь; Метизы
- обеспечивают высокие прочностные характеристики шва;
- благодаря этому обеспечивается минимальная стоимость изготовления свариваемого материала;
- фурнитура этой марки имеет стабильный и химический состав.
Заключение
При сварке не обойтись без сварочной проволоки. Позволяет создать качественный сварной шов. В настоящее время на рынке имеется большого количества сварочной проволоки марки . Многие специалисты при выполнении сварочных работ используют фурнитуру SV08G2S. Благодаря компонентам, входящим в состав, его использование позволяет выполнить качественные сварочные работы и получить надежный сварной шов.
Сплав алюминиевый деформируемый по ГОСТ 4784-97 – алюминий-направляющий.com
- ГОСТ 4784-97 определяет химический состав деформируемого алюминия и алюминиевых сплавов.
К химическому составу деформируемых сплавов относятся еще два стандарта:
- ГОСТ 1131-76 на сплав алюминиевый деформируемый в слитках
- ГОСТ 11069-2001 на слитки первичного алюминия.
Слитки первичного алюминия и слитки деформируемых сплавов, плавленные и подготовленные, пригодные для обработки горячей или холодной деформации.
Марки алюминия и алюминиевого сплава
Для удобства в названии алюминиевых сплавов опустим слово «марка», например, «Алюминиевый сплав АД33», вместо «Алюминиевый сплав марки АД33». На мой взгляд, при наименовании сплавов слово «марка» кажется совершенно излишним – слов «сплав» вполне достаточно.
Чтобы различать различные варианты реализации, используйте термин чистый алюминий «марка алюминия», например, Алюминий марки AD00. В данном случае это полезно, потому что оксид алюминия марки I по определению не относится к алюминиевым сплавам.
В данном случае это полезно, потому что оксид алюминия марки I по определению не относится к алюминиевым сплавам.
В стандартах СНГ используются три типа обозначений марки алюминия и алюминиевого сплава : традиционные бессистемные буквенно-цифровые и системные цифровые, а также международные цифровые и существующие химические аналоги. например, для сплава D1 это: D1, 1110, AlCu4MgSi и 2017.
Обозначения алюминиевых сплавов
Чисто числовые обозначения были введены в конце шестидесятых годов прошлого века и были задуманы как часть общей системы обозначений всех сплавов металлов.Первая цифра 1 была присвоена алюминиевым сплавам. Вторая цифра должна обозначать систему допинга. Затем первые две цифры по ГОСТ 4784 обозначают алюминиевые сплавы разных систем легирования, например:
- 10xx – алюминий технический;
- 11xx – алюминиевые сплавы системы Al-Cu-Mg;
- 12xx – сплавы алюминиевые системы Al-Cu-Mn;
- 13xx – сплавы алюминиевые системы Al-Mg-Si;
- 14xx – сплавы алюминиевой системы Al-Mn;
- 15xx – сплавы алюминиевой системы Al-Mg;
- 19xx – сплавы Al-Zn-Mg.
Последние две цифры определяют порядковый номер сплава в рамках конкретной системы, и якобы нечетные числа должны обозначать деформируемые сплавы, а четные – литейные. Однако по ГОСТ 1583-93 на литье алюминиевых сплавов следов цифровых обозначений не видно.
В принципе, эта система цифровых вывесок так и не прижилась полностью и мало используется. Большинство сплавов имеют «старые» бессистемные буквенно-цифровые обозначения, а стандарты, как ГОСТ 4784, дублируют оба варианта.правда, некоторые сплавы имеют только одну цифровую вывеску, например, сплав 1105, который используется для изготовления лент и не имеет «старого» обозначения, американского «официального» международного аналога.
Сплавы деформируемые: ГОСТ 4784-97
ГОСТ 4784-97 Применяется к алюминию и деформируемым алюминиевым сплавам, предназначенным для изготовления полуфабрикатов (ленты в рулонах, листы, пластины, ленты, прутки, профили, шины, трубы, проволока, поковки и штамповки) горячим способом. или холодная деформация, а также слябы и слитки для дальнейшей деформационной обработки.
или холодная деформация, а также слябы и слитки для дальнейшей деформационной обработки.
Железо и кремний – неизбежные постоянные примеси в алюминии и алюминиевых сплавах. Они образуют тройные химические соединения алюминия, которые, в частности, если они находятся на границах зерен, снижают пластичность алюминия. Поэтому стандарт требует, чтобы алюминий в штампе, как и в сплаве АМцС, содержал больше железа, чем кремния.
ГОСТ 4784 Относится к алюминиевым деформируемым легированным сплавам с общим содержанием легирующих элементов и примесей более 1,0%. В таблице ниже представлен обзор сплавов по ГОСТ 4784.Для наглядности опущены конкретные сварочные сплавы и варианты легированной проволоки для холодной высадки.
мягкие сплавы
Марки алюминия (серия 1ххх)
Содержание примесей (или легирующих элементов) не более 1,00%.
Алюминиевые сплавы Al-Mn (серия 3ххх)
Нетермически закаленные сплавы.
(Обратите внимание, что слово «неупрочняемые» пишем частицы с соединением «не». Это слово в данном случае – прилагательное, а не причастие.Прилагательные пишутся частичкой «не», а Причастие – отдельно. Это то, что мы помним из школы. 🙂)
Интересно, что эта система имеет соединение формально Al 6 Mg переменной растворимости, и ее сплавы должны быть термоупрочняемыми. Однако именно при наличии неизбежной примеси – железа – вместо растворимой фазы образуется нерастворимое соединение алюминия Al 6 (Mn, Fe). Марганец, в отличие от других легирующих элементов, не портится, а улучшает коррозионную стойкость сплава.Следовательно, эти сплавы превосходят алюминий и по технической прочности, и по коррозионной стойкости.
В стандарте не так много сплавов данной системы:
Все они используются, прежде всего, в виде листов и полос холодной обработки в различных состояниях.
Обозначения сплавов в этой системе являются примером совершенно случайных (извините за каламбур!) Обозначений сплавов в наших стандартах. Аналогично тесту IQ: «Д1, Д16, Д18, Д19 – дюралюминий. Сплав Д12 тоже дюралюминий? » Правильный ответ – нет.
Аналогично тесту IQ: «Д1, Д16, Д18, Д19 – дюралюминий. Сплав Д12 тоже дюралюминий? » Правильный ответ – нет.
Алюминиевые сплавы средней прочности
Алюминиевые сплавы Al-Mg (серия 5ххх)
Термически не армированный.
Магний в количестве до 6% при закалке дает твердый раствор сплава и высокую эффективность деформационного упрочнения. Поэтому сплавы серии 5ххх обладают относительно высокими прочностными свойствами. Эти сплавы обычно имеют хорошую коррозионную стойкость, особенно коррозионную стойкость в морской воде и морской атмосфере, и поэтому широко используются в судостроении, в основном в виде листов.Из этих сплавов изготавливаются прессованные детали корпуса и шасси автомобилей благодаря удачному сочетанию прочности и формуемости.
Алюминиевые сплавы Al-Mg-Si (серия 6xxx)
Эти сплавы иногда (только в нашей стране) называют авиационными.
Состав отверждающей фазы – Mg 2 Si.
Алюминиевый сплав АД31 – полный аналог «американского» сплава 6063 и частично «европейского» сплава 6060. Соотношение среднего содержания кремния и магния в нем близко к стехиометрическому соотношению 1: 1.73 для соединения Mg 2 Si.
- АД31 (6060/6063) – самый популярный промышленный алюминиевый сплав. Широко применяется для изготовления алюминиевых профилей ограждающих конструкций (окна, двери, фасады) и других, обычно не несущих конструкций.
- Алюминиевый сплав АД33 – аналог сплава 6061. Более высокое содержание магния и кремния, чем АД31 (кремний в избытке), и добавка меди. более прочный, чем AD31. Применимые несущие строительные конструкции.
- Алюминиевый сплав АД35 – аналог сплава 6082.По сравнению со сплавом АД33 магния почти столько же, как и в сплаве АД33, кремния в полтора раза дольше, а далее до 1% марганца. Следовательно, сплав АД35 более прочный, чем АД33. Применимые несущие строительные конструкции.
Сплавы алюминиевые твердые
серия 2ххх – алюминиевые сплавы Al-Cu-Mg и Al-Cu-Mn
Термически упрочняемые сплавы.
Так называемый дюралюминий или дюралюминий. В зависимости от содержания меди и магния и соотношения их концентраций в них могут образовываться различные упрочняющие фазы: двойные или тройные соединения алюминия с медью, магнием и марганцем.
- Алюминиевый сплав Д1 – «классический», дюралюминий с нормальной фазой закалки CuAl2.
- Сплав Д16 – более прочный, так называемый «супердюралюмин», по сравнению с Д1 содержит повышенное количество магния (в среднем 1,5%). Следовательно, основной упрочняющей фазой является уже трехкомпонентная фаза CuMgAl2, которая дает более высокую прочность.
Буква не обязательно означает «дюралюминий, дюралюминий», как может показаться. Есть алюминиево-марганцевый сплав Д12 – мягкий и пластичный.
Прочность дюралюминия зависит от вида полуфабриката: в стержнях больше, в листах – меньше. Предел прочности на разрыв обычного листа Д1 достигает 410 МПа, а листа Ф16 – 440 МПа.
- Алюминиевый сплав D18 специально разработан для заклепок, он содержит меньшее количество меди и магния и, следовательно, имеет существенно меньшую прочность, но более высокую пластичность, чем, скажем, дюралюминий D1. Алюминиевый сплав
- В65 для заклепок, которые работают при температуре не выше 100 ° С.
- Алюминиевые сплавы АК (АК4, АК6 и АК8) – близкие «родственники» дюралюминия – предназначены для поковок и штамповок. Буква K просто означает: Ковка.
серия 7ххх – Алюминиевые сплавы Al-Zn-Cu-Mg
Термически упрочняемые сплавы.
В их состав входит самый прочный алюминиевый сплав – сплав В95. Известен более прочный алюминиевый сплав – В96, но он не входит в ГОСТ 4784-97.
- Алюминиевый сплав имеет содержание цинка V95 от 5 до 7%, магния от 1,8 до 2,8% и меди от 1,4 до 2% при пределе сырой прочности 600 МПа.Сплав В96 имеет прочность до 700 МПа при содержании цинка 8 на 9% и повышенном содержании магния и меди. Алюминиевые сплавы
- 1915 и 1925 удобны, то есть, так сказать, самозакаливаются.
 Их прочность мало зависит от типа закалочной среды (вода, воздух). Поэтому при сжатии эти профили с толщиной полки до 10 мм охлаждаются на воздухе. Старение проводится как при комнатной, так и при повышенных температурах.
Их прочность мало зависит от типа закалочной среды (вода, воздух). Поэтому при сжатии эти профили с толщиной полки до 10 мм охлаждаются на воздухе. Старение проводится как при комнатной, так и при повышенных температурах.
Источники:
ГОСТ 4784-97 Алюминий и деформируемые алюминиевые сплавы
Гуляев А.П.Металловедение. М: Металлургия, 1986.
Проволока сварочная Х23Ю5Т
| Бренд: | Х23Ю5Т |
| Классификация: | Прецизионный сплав с высоким электрическим сопротивлением |
| Заявка: | для нагревательных элементов с максимальной рабочей температурой 1400 ° C в промышленных и лабораторных печах |
| Зарубежные аналоги: | Нет данных |
| Марка Х23Ю5Т: поставщик Auremo www.auremo.org Поставщик: Санкт-Петербург +7 (812) 680-16-77, Днепр +380 (56) 790-91-90, info [a] auremo.org | |
Виды поставки материала Х23Ю5Т
| В32 – Профили и разрезы | ГОСТ 12766.3-90 Сплавы калиброванные прецизионные с высоким электрическим сопротивлением ГОСТ 12766.4-90 Прокат из прецизионных сплавов с высоким электрическим сопротивлением |
| B34 – Ленты | ГОСТ 12766.2-90 Лента из прецизионных сплавов с высоким электрическим сопротивлением |
| В73 – Проволока легированная | ГОСТ 12766.1-90 Проволока из прецизионных сплавов с высоким электрическим сопротивлением |
Химический состав в% материала Х23Ю5Т
ГОСТ 10994-74| С | Si | Мн | Ni | S | п. | Кр | CE | Ti | Al | Ca | – |
| до 0.05 | до 0,5 | до 0,3 | до 0,6 | до 0,015 | до 0,03 | 22-24 | до 0,1 | 0,2 – 0,5 | 5 – 5,8 | до 0,1 | Расчет Ca, Ce |
Литейно-технологические свойства материала Х33Ю5Т (Х23Ю5Т)
| Температура плавления: | 1500 ° С |
Механические свойства при Т = 20 o С материала Х23Ю5Т
| Ассортимент | Размер | Пр. | с дюйм | с T | д 5 | y | KCU | Термотрансферный |
| – | мм | – | МПа | МПа | % | % | кДж / м 2 | – |
| Лента, ГОСТ 12766.2-90 | 765 | 12 |
Твердость Х33Ю5Т, Пруток ГОСТ 12766. 1-90 1-90 | HB 10 -1 = 200 – 250 МПа |
Физические свойства материала Х33Ю5Т
.| Т | E 10 -5 | а 10 6 | л | r | С | р 10 9 |
| Град | МПа | 1 / Град | Вт / (м град) | кг / м 3 | Дж / (кг град) | Ом · м |
| двадцать | 7210 | 1390 | ||||
| сто | 15 | 480 |
Условные обозначения:
| Механические свойства: | |
| с дюйм | – Предел кратковременной прочности, [МПа] |
| с T | – Предел пропорциональности (предел текучести при остаточной деформации), [МПа] |
| д 5 | – Относительное удлинение при разрыве, [%] |
| y | – Относительное сужение, [%] |
| KCU | – Ударная вязкость, [кДж / м 2 ] |
| HB | – Твердость по Бринеллю, [МПа] |
| Физические свойства: | |
| Т | – Температура, при которой достигаются эти свойства, [Grad] |
| E | – Модуль упругости первого рода, [МПа] |
| а | – Коэффициент теплового (линейного) расширения (диапазон 20 o – T), [1 / Град] |
| л | – Коэффициент теплопроводности (теплоемкость материала), [Вт / (м · град)] |
| r | – Плотность материала, [кг / м 3 3 ] |
| С | – Удельная теплоемкость материала (диапазон 20 o – T), [Дж / (кг · град)] |
| R | – Удельное электрическое сопротивление, [Ом · м] |
Х23Ю5Т – Прецизионный сплав с высоким электрическим сопротивлением
Х23Ю5Т – химический состав, механические, физико-технологические свойства, плотность, твердость, применение
При использовании информации сайта гиперссылка на «Марка стали и сплавов» (www. splav-kharkov.com) »требуется на каждой странице.
splav-kharkov.com) »требуется на каждой странице.
Ссылка Проволока Х23Ю5Т
В наличии15 Товаров
Дата доступности: 2020-12-01
Паспорт
- Марка
- Х23Ю5Т
Hastelloy Wire | Сварочная проволока из сплава C276
Сварочная проволока из сплава C276, прайс-лист на проволоку Tig C22
Hastelloy Wire используется в аэрокосмической промышленности, борьбе с загрязнением, на химических предприятиях и в других высококоррозионных условиях.Материал имеет более высокую коррозионную стойкость даже при повышенных температурах. Navstar Steel – ведущий производитель и поставщик проволоки Hastelloy Wire различных марок и размеров.
Проволока из хастеллоя
Сварочная проволока из сплава C276
C22 Проволока Tig
Сертифицированный ONGC ASTM B574 Поставщик проволоки для миграции из сплава Hastelloy C22 в Индии, катушка из сплава Hastelloy C276, проволока из сплава Hastelloy C276 ASME SB574
Проволока предпочтительна для различных применений в химической обработке. Материал может выдерживать коррозионное растрескивание до 1900 ° F, а также избегать окисления. Материал бывает разных марок, таких как B-2, B-3, C-4, C276, C2000, X и Hastelloy G-30. Сварочная проволока из сплава C276 – одна из наиболее часто используемых. Он может использоваться в химической и нефтехимической промышленности с высочайшей коррозионной стойкостью и прочностью.
Материал может выдерживать коррозионное растрескивание до 1900 ° F, а также избегать окисления. Материал бывает разных марок, таких как B-2, B-3, C-4, C276, C2000, X и Hastelloy G-30. Сварочная проволока из сплава C276 – одна из наиболее часто используемых. Он может использоваться в химической и нефтехимической промышленности с высочайшей коррозионной стойкостью и прочностью.
Материал также может использоваться как замена для проволоки Hastelloy C22 Wire .Материал соответствует спецификации B574. Как поставщик ASTM B574 UNS N10276 Mig Wire , мы поставляем провода всех марок, типов и размеров. Все марки сплавов также обладают высокой стойкостью к питтингу. Благодаря составу материала проволока Hastelloy C276 Wire также обладает хорошей устойчивостью к восстановителям. Его также можно использовать в установках по производству кислоты и в кислотных процессах. Существуют различные варианты отделки, например, ASME SB574 Bright Wire .Пожалуйста, свяжитесь с нами для получения дополнительной информации о проводах и ценах.
Стандарт химического состава сварочной проволоки из сплава C276
| Хастеллой C276 | Ni | С | Пн | Mn | Si | Fe | П | S | Co | Cr |
|---|---|---|---|---|---|---|---|---|---|---|
| Остаток | 0. 010 макс 010 макс | 15.00 – 17.00 | 1,00 макс | 0,08 макс | 4,00 – 7,00 | 0,04 макс | 0,03 макс | 2.5 макс | 14,50 – 16,50 |
C22 Механическая прочность проволоки для сварки TIG
| Плотность | Точка плавления | Предел текучести (0.2% Offset) | Предел прочности | Удлинение |
|---|---|---|---|---|
| 8,89 г / см3 | 1370 ° C (2500 ° F) | Psi – 52000, МПа – 355 | Psi – 1,15,000, МПа – 790 | 40% |
Бобина из сплава UNS N10276, сверхтонкая плетеная проволока 30 микрон ASME SB574, проволока из сплава C276, проверьте прайс-лист на сварочную проволоку из сплава Hastelloy C22
ASTM B574 Hastelloy C22 Mig Wire Цена в Индии
| UNS N10276 Катушка с проволокой Прейскурант | Сплав C276 Сварочная проволока на единицу (INR) |
|---|---|
| ASTM B574 UNS N06022 C22 катанка цена | 20 долларов. 00 / Килограмм 00 / Килограмм |
| проволока из сплава n для автоклава | $ 18.00- $ 40.00 / килограмм |
| Хастеллой C276 Провода Цена | $ 20,00- $ 40,00 / килограмм |
| Провода из сплава C-276 Прайс-лист в Индии | 18 долларов.00 / Килограмм |
Сплав Хастеллой C276 Физический состав спиральной проволоки
| Плотность | фунтов / дюйм³ | 0,321 |
|---|---|---|
| г / см³ | 8.89 | |
| Удельная теплоемкость | БТЕ / фунт • ° F | 0,102 |
| Дж / кг • ° C | 427 | |
| Диапазон плавления | ° F | 2415-2500 |
| ° С | 1325-1370 | |
| Теплопроводность | британских тепловых единиц • дюйм / фут² • час • ° F | 67. |
| Вт / м • ° C | 427 | |
| Модуль Юнга | 103 тысяч фунтов / кв. Дюйм | 29,8 |
| ГПа | 205 | |
| Модуль сдвига | 103 тысяч фунтов / кв. Дюйм | 11.4 |
| ГПа | 79 | |
| Проницаемость | 200 эрстед (15,9 кА / м) | 1.0002 |
| Коэффициент Пуассона | 0.307 |
Hastelloy C276 ASME SB574 Типы ярких проводов
ERNiCrMo4 Сварочная проволока MIG Hastelloy c276
UNS N0276 Сварочная проволока hastelloy c276 ErNiCrMo4 mig
Сплав Hastelloy c276, гибкая пружинная стальная проволока 4 мм
Hastelloy c-276 Сварочная проволока AWS ERNiCrMo-4
Проволока Hastelloy C276 диаметром 0. 75
75
Сварочная проволока ERNiCrMo-4 для хастеллоя c276 UNS N10276
никелевая сварочная проволока из сплава c276
Сварочная проволокаhastelloy c276 mig 1.2 мм
Сварочная проволока из сплаваUNS N0276 2.4819 C276
Провода из сплава C-276 для термического напыления
1/2 дюйма UNS N010665 / Сплав B2 – Провода
0..jpg) Проволока из сплава
Проволока из сплава
Сплав UNS N10276 Эквивалент бобины с проволокой
| СТАНДАРТ | UNS | WERKSTOFF NR. | AFNOR | EN | JIS | BS | ГОСТ |
|---|---|---|---|---|---|---|---|
| Хастеллой C276 | N10276 | 2.4819 | – | NiMo16Cr15W | NW 0276 | – | ХН65МВУ |
Вес каната из сплава C276 ASME SB574 в кг
| Диаметр проволоки (мм) | Диафрагма (мм) | Сетка | Длина (М) | Вес (кг) |
|---|---|---|---|---|
4. 00 00 | 40 | 0,58 | 30 | 142 |
| 4,00 | 30 | 0,75 | 30 | 182 |
| 3.2 | 25 | 0,87 | 30 | 141 |
| 3,2 | 20 | 1,1 | 30 | 169 |
| 2.6 | 20 | 1,12 | 30 | 116 |
| 2,6 | 18 | 1,23 | 30 | 127 |
| 2.0 | 15 | 1,49 | 30 | 92 |
| 2,0 | 12 | 1,8 | 30 | 110 |
1. 8 8 | 7 | 3 | 30 | 149 |
| 1,8 | 6 | 3,25 | 30 | 161 |
| 1.6 | 7 | 3 | 30 | 117 |
| 1,6 | 6 | 3,35 | 30 | 131 |
| 1.6 | 3 | 5,5 | 30 | 215 |
| 1,4 | 6 | 3,5 | 30 | 105 |
| 1.2 | 8 | 2,7 | 30 | 59 |
| 1,2 | 7 | 3,1 | 30 | 68 |
1. 0 0 | 6 | 3,6 | 30 | 55 |
| 1,0 | 5 | 4,25 | 30 | 65 |
| 0.8 | 2,83 | 7 | 30 | 68 |
| 0,8 | 2,38 | 8 | 30 | 78 |
| 0.7 | 1,4 | 12 | 30 | 90 |
| 0,7 | 1,84 | 10 | 30 | 75 |
| 0.6 | 1,21 | 14 | 30 | 77 |
| 0,6 | 1,52 | 12 | 30 | 66 |
0. 5 5 | 1,3 | 14 | 30 | 54 |
| 0,5 | 1,09 | 16 | 30 | 61 |
Проверьте таблицу массы присадочной проволоки Hastelloy C276 UNS N06022, 1 5 40 50 микрон высокой плотности UNS N10276 Tig Wire, Спецификация сварочной проволоки из сплава C276
Hastelloy C22 Таблица спецификаций сварочной проволоки
| Технические характеристики | ASTM B574 ASME SB574 |
|---|---|
| Размеры | ANSI / AWCI – 01-1992 и ASTM E 2016-11 и RRW 360 |
| Длина | 100 мм ДО 6000 мм |
| Диаметр | от 10 мм до 100 мм |
| Специализированный | Присадочная проволока, спиральная проволока |
6 меш 7 меш 8 меш Hatelloy ГОСТ ХН65МВУ Электрод, Hastelloy DIN NR.
 Провода пружины 2.4819, проверьте размер ячеистой сети ASTM B574 Hastelloy C276
Провода пружины 2.4819, проверьте размер ячеистой сети ASTM B574 Hastelloy C276Hastelloy C276 UNS N06022 Размеры присадочной проволоки
| Сетка | Диаметр проволоки | Отверстие (мм) | |
|---|---|---|---|
| мм | дюймов | ||
| 2 | 1.80 | 0,071 | 10,90 |
| 3 | 1,60 | 0,063 | 6,866 |
| 4 | 1.20 | 0,047 | 5,15 |
| 5 | 0,91 | 0,036 | 4,17 |
| 6 | 0.711 | 0,028 | 3,522 |
| 8 | 0,610 | 0,024 | 2,565 |
| 10 | 0. 508 508 | 0,020 | 2,032 |
| 12 | 0,457 | 0,018 | 1,660 |
| 14 | 0.417 | 0,016 | 1,397 |
| 16 | 0,345 | 0,014 | 1,243 |
| 18 | 0.315 | 0,012 | 1,096 |
| 20 | 0,315 | 0,0124 | 0,955 |
| 22 | 0.315 | 0,0124 | 0,840 |
| 24 | 0,315 | 0,0124 | 0,743 |
| 26 | 0. 295 295 | 0,0116 | 0,682 |
| 28 | 0,295 | 0,0116 | 0,612 |
| 30 | 0.274 | 0,011 | 0,573 |
| 32 | 0,254 | 0,010 | 0,540 |
| 34 | 0.234 | 0,0092 | 0,513 |
| 36 | 0,234 | 0,0092 | 0,472 |
| 38 | 0.213 | 0,0084 | 0,455 |
| 40 | 0,193 | 0,0076 | 0,442 |
| 42 | 0.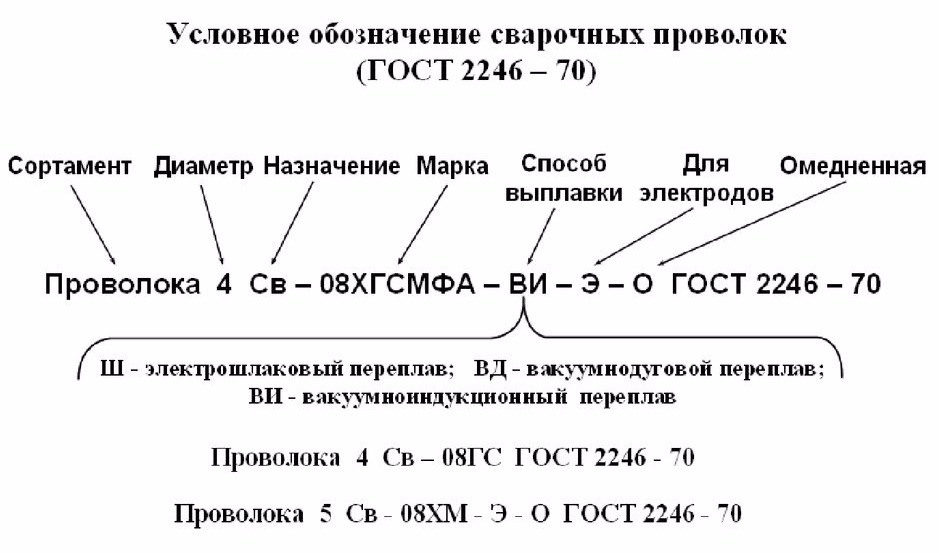 193 193 | 0,0076 | 0,412 |
| 44 | 0,173 | 0,0068 | 0,404 |
| 46 | 0.173 | 0,0068 | 0,379 |
| 48 | 0,173 | 0,0068 | 0,356 |
| 50 | 0.173 | 0,0068 | 0,335 |
| 60 × 50 | 0,193 | 0,0076 | – |
| 60 × 50 | 0.173 | 0,0068 | – |
| 60 | 0,173 | 0,0068 | 0,250 |
| 70 | 0. 132 132 | 0,0052 | 0,231 |
| 80 | 0,122 | 0,0048 | 0,196 |
| 90 | 0.112 | 0,0044 | 0,170 |
| 100 | 0,012 | 0,004 | 0,152 |
| 120 × 108 | 0.091 | 0,0036 | – |
| 120 | 0,081 | 0,0032 | 0,131 |
| 140 | 0.061 | 0,0024 | 0,120 |
| 150 | 0,061 | 0,0024 | 0,108 |
| 160 | 0. 061 061 | 0,0024 | 0,098 |
| 180 | 0,051 | 0,002 | 0,090 |
| 200 | 0.051 | 0,002 | 0,076 |
| 220 | 0,051 | 0,002 | 0,065 |
| 250 | 0.041 | 0,0016 | 0,061 |
| 280 | 0,035 | 0,0014 | 0,056 |
| 300 | 0.031 | 0,0012 | 0,054 |
ТОП-10 покупателей сварочной проволоки в 🇪🇬 Египте
Показать все Торговля Производство
Товары Проволока сварочная оптом
Торгово-закупочная компания
Если вы хотите найти новых клиентов, которые покупают сварочную проволоку оптом
International Pipe Industries Co
Сварочная проволока высшего качества 70 4.
 0 мм (значение заявлено только для таможенных целей
0 мм (значение заявлено только для таможенных целейТорговые агентства Европейского Союза
Сварочная проволока premier weld in61 2,4 мм 30 кг бухта
Развитие экспорта
Сварочная проволока и электроды: проволока из нержавеющей стали (гр. 316 л) размер: 2,40 x 1000 мм
Поставки Alhurria и коммерческие товары
Проволока сварочная с медным покрытием прочие все
Egyweld для импорта и экспорта
Проволока сварочная из других сталей с медным покрытием раайтиг-1 (AWS A5.18 er70s-6) размер 2,40 x 1000 мм
Winner For Imp Supplies Corp.
Проволока для сварки TIG из нержавеющей стали er308l – размер: 1,60 мм
United Trading Ltd.
Сварочная проволока с медным покрытием raajtig-1 (aw s a5.18 er70s-6) размер 2,40 x 1000 мм катушка номер t / 738
Заведение Эль-Шаип
Сварочная проволока для легированной стали с медным покрытием (er70s-6) (размер: 0,80 мм) в стандартной упаковке
Chehab Egypt Co
Сварочные станки и принадлежности – проволочные щетки с проволокой MS 2 ряда и деревянная ручка
Выпуск
Проволока и электроды из нержавеющей стали, покрытые электроды из недрагоценных металлов для электрической дуговой сварки, электроды, e316l-16, размер-2.5
Импорт в Азию, ЕС, Африку
Финансы, контракт, импорт
электронная почта: [электронная почта защищена]
менеджер по логистике в ЕС, Азию
логистика, сертификат
электронная почта: [электронная почта защищена]
Крупнейшие производители и экспортеры сварочной проволоки
| # | Компания (размер) | Продукт | Страна | ||||
| 1 | Hyundai Welding Co., Ltd. (9) | CO СВАРОЧНЫЙ ПРОВОД SC FAK _EC КОД SCAC BANQ HBL SGN CO СВАРОЧНЫЙ ПРОВОД | vietnam | ||||
| 2 | Italfil SpA (9) | Shandong Solid Solder Co. , Ltd. (9) , Ltd. (9) | STC WELDING WIRE S | Китай | |||
| 4 | Shandong Juli Welding Co., Ltd. (9) | СТАЛЬНОЙ СВАРОЧНЫЙ ПРОВОД | 4 Китай | 5 | Bmm Welding Material Corp.(9) | ПРОВОД СВАРОЧНЫЙ АЛЮМИНИЕВЫЙ СТЕРЖЕНЬ | Китай |
- Каир
- Александрия
- Гиза
- Исмаилия
- Порт-Саид
Образование: МГУ
Не говорите людям, как надо делать, говорите, что делать, и позвольте им удивить вас своими результатами
Порошковая проволока
для наплавки деталей, подверженных износу
Kirchgaßner, M., Badisch, E., и Франек, Ф., Поведение упрочняющих сплавов на основе железа при истирании и ударах, Wear J. , 2008, vol. 265, ном. 5–6. С. 772–779.
Артикул Google Scholar
Тепляшин М.В. И., Комков В.Г. Исследование влияния легирующих элементов на износостойкость в сплавах, предназначенных для электрошлаковой наплавки молотковых мельниц. Заметки Тихоокеан. Гос. Univ. , 2013, т. 4, вып. 4. С. 1554–1561.
Google Scholar
Тепляшин М.В., Комков В.Г., Стариенко В.А. Разработка экономически легированного сплава для восстановления молотковых дробилок. Заметки Тихоокеан. Гос. Univ. , 2013, т. 4, вып. 4. С. 1543–1549.
Google Scholar
Чейлях Я.А. Ю., Чигарев В.В. Разработка состава экономнолегированной износостойкой сварочной стали Fe – Cr – Mn с регулированием содержания и метастабильности аустенита // Вестн.Приазовского Гос. Тех. Ун-та, Сер .: Тех. Науки .2011. 22. С. 103–108.
Google Scholar
Метлицкий В.А. Порошковые проволоки для дуговой сварки и наплавки чугуна // Сварка. Int. , 2008, т. 22. С. 796–800.
, 2008, т. 22. С. 796–800.
Артикул Google Scholar
Кейжар Р. и Грум Дж. Упрочнение износостойких отложений сваркой MAG порошковой проволокой с графитом в наполнителе, Weld.Int. , 2005, т. 20. С. 961–976.
Google Scholar
Ли Р., Хе Д.Ю., Чжоу З., Ван З.Дж. и Сонг X.Y. Износ и высокотемпературное окислительное поведение покрытий на основе железа, напыленных на проволочную дугу, Surf. Англ. , 2014, т. 30. С. 784–790.
Артикул Google Scholar
Ма, Х.Р., Чен, X.Y., Ли, Дж. У., Чанг, К. Т., Ван, Г., Ли, Х., Ван, X.M., и Ли, Р.В., Аморфное покрытие на основе Fe с высокой коррозионной и износостойкостью, Surf. Англ. , 2016, т. 46, стр. 1–7.
Google Scholar
Филиппов М.А., Шумяков В.И., Балин С.А., Жилин А.С., Лехчило В.В., Ример Г.А. Структура и износостойкость наплавленных сплавов на основе метастабильного хромоуглеродистого аустенита. Int. , 2015, т. 29. С. 819–822.
Артикул Google Scholar
Лю Д.С., Лю Р.П., Вэй Й.Х., Влияние вольфрама на микроструктуру и износостойкость твердосплавного сплава на основе железа, Mater. Sci. Technol. , 2014, т. 30, нет. 3. С. 316–322.
Артикул Google Scholar
Лим С.С., Гупта М., Го Ю.С. и Сеоу К.С. Износостойкие композитные твердые покрытия WC – Co, Surf. Англ. , 1997, т. 13, вып. 3. С. 247–250.
Артикул Google Scholar
Жук Ю., Системы сверхтвердых износостойких покрытий, Матер. Technol. , 1999, т. 14. С. 126–129.
Артикул Google Scholar

Харделл Дж., Юсфи А., Лунд М., Пелкастр Л. и Пракаш Б., Поведение закаленной высокопрочной борсодержащей стали при абразивном износе, Tribol. – Mater., Surf . Интерфейсы , 2014, т. 8, вып. 2. С. 90–97.
Артикул Google Scholar
Дэн X.T., Фу Т.Л., Ван З.Д., Мисра Р.Д.К. и Ван Г.Д. Выделение карбида эпсилона и износостойкость низколегированных износостойких сталей, Mater. Sci. Technol. , 2016, т. 32, нет. 4. С. 320–327.
Артикул Google Scholar
Технология электрической сварки металлов и сплавов плавлением , Патон Б.Е., Ред. М .: Металлургия, 1974.
Гусев А.И., Козырев Н.А., Кибко Н.В., Попова М.В., Крюков Р.Е. Исследование структуры и свойств металла, наплавленного флюсом. порошковая проволока системы Fe – C – Si – Mn – Cr – Mo – Ni – V – Co, Актуальн. Пробл. Машиностр. , 2017, т. 4, вып. 2. С. 113–119.
Google Scholar
Гусев А.И., Кибко Н.В., Попова М.В., Козырев Н.А., Осетковский И.В., Наплавка деталей горного оборудования порошковой проволокой систем C – Si – Mn – Mo – V – B и C – Si – Mn – Cr – Mo – V, Изв. Высш. Учебн. Завед., Черн. Металл. , 2017, т. 60, нет. 4. С. 318–323.
Артикул Google Scholar
Гусев А.И., Кибко Н.В., Козырев Н.А., Попова М.В., Осетковский И.В. Исследование свойств наплавленного металла порошковыми проволоками 40ГМФР и 40х4Г2МФ. Сер .: Матер.Sci. Англ. , 2016, т. 150, стр. 012033.
Артикул Google Scholar
Вентцель Е.С., Теория вероятностей . М .: Высшая школа, 1999.
. Google Scholar
Venttsel, E.S. , Овчаров Л.А., Теория вероятностей и ее инженерные приложения . М .: Академия, 2003.
М .: Академия, 2003.
Google Scholar
Гмурман В.Е., Теория вероятностей и математическая статистика, , М .: Высшая школа, 2003.
Google Scholar
Козырев Н.А., Гусев А.И., Галевский Г.В., Крюков Р.Е., Осетковский И.В., Усольцев А.А., Козырева О.А., Патент РФ 2641590, Бюл.Изобрет. , 2017 г. 2.
Google Scholar
Сплав AMg6 (1560) / Evek
Обозначение
| Имя | Значение |
|---|---|
| Обозначение ГОСТ Кириллица | АМг6 |
| Обозначение ГОСТ латинское | АМг6 |
| Транслитерация | АМг6 |
| По химическим элементам | – |
| Имя | Значение |
|---|---|
| Обозначение ГОСТ Кириллица | 1560 |
| Обозначение ГОСТ латинское | 1560 |
| Транслитерация | 1560 |
| По химическим элементам | 1560 |
Описание
Сплав АМг6 применяется : для изготовления слитков и слябов, полуфабрикатов (листов, лент, полос, плит, профилей, панелей, труб, проволоки, сварочной проволоки Свамг6, штамповки и поковок) методом горячей или холодной деформации. ; кольцевые заготовки, изготовленные на станках свободной ковки и прокатки; части внутренних плоскостей сварных баков и топливных баков площадью поперечного сечения 200 см 2 и диаметром описанной окружности до 350 мм, пригодные для использования в авиационной промышленности и специальном машиностроении; экструдированные панели постоянного сечения с продольными ребрами в авиастроении, изготавливаются вытягиванием экструдированных оребренных труб в плоскости шириной полотна до 2100 мм; негабаритная экструдированная труба; трубы бесшовные холоднодеформированные крупногабаритные; биметаллические листы со сталью 12Х18х20Т, предназначены для изготовления плоских переходников общего назначения.
Примечание
Сплав системы Al-Mg.
Стандарты
| Имя | Код | Стандарты | |||||
|---|---|---|---|---|---|---|---|
| Лента | В54 | ГОСТ 13726-97 | |||||
| Листы и полосы | В53 | ГОСТ 17232-99, ГОСТ 21631-76, ОСТ 1 | -90, ОСТ 1 | -90, ОСТ 4.021.047-92, ОСТ 4.021.061-92, ТУ 1-2-420-82, ТУ 1-2 -480-86, ТУ 1-3-083-88, ТУ 1-3-89-79, ТУ 1-9-1021-84, ТУ 1-9-1-84, ТУ 1-9-556-79, ТУ 1-9-629-87, ТУ 1-9-1021-2008||||
| Трубы из цветных металлов и сплавов | В64 | ГОСТ 18482-79, ОСТ 1 | -83, ОСТ 1 | -90, ОСТ 1 | -83, ОСТ 1 | -83, ОСТ 1 | -83, ОСТ 1-76, ОСТ 4.021.120-92, ТУ 1-2-152-79, ТУ 1-2-467-84, ТУ 1-4-122-88, ТУ 1-4-251-89, ТУ 1-83-29-76, ТУ 1-9-1009-76, ТУ 1-9-102-71, ТУ 1-9-182-75, ТУ 1-9-329-75, ТУ 1-9-979-75 |
| Штанги | В55 | ГОСТ 21488-97, ОСТ 1 | -91, ОСТ 4.021.017-92|||||
| Цветные металлы, включая редкие, и их сплавы | В51 | ГОСТ 4784-97, ОСТ 1 41306-72, ОСТ 4.021.009-92, ТУ 1-4-008-77, ТУ 1-4-030-79 | |||||
| Прутки и фасонные изделия | В52 | ГОСТ 8617-81, ГОСТ 13616-97, ГОСТ 13617-97, ГОСТ 13618-97, ГОСТ 13619-97, ГОСТ 13620-90, ГОСТ 13621-90, ГОСТ 13622-91, ГОСТ 13623-90, ГОСТ 13624-90 , ГОСТ 13737-90, ГОСТ 13738-91, ГОСТ 17575-90, ГОСТ 17576-97, ГОСТ 29296-92, ГОСТ 29303-92, ГОСТ Р 50066-92, ГОСТ Р 50067-92, ГОСТ Р 50077-92, ОСТ 1 | -83, ОСТ 1-90, ОСТ 1-91, ОСТ 1 | -92, ОСТ 1-77, ОСТ 1-86, ОСТ 1-75, ОСТ 4.021.133-92, ОСТ 4.021.134-92, ОСТ 4.021.137-92, ОСТ 1-87, ТУ 1-2-351-75, ТУ 1-2-441-82, ТУ 1-2-475-85||||
| Нормы расчета и проектирования | В02 | ОСТ 1 00154-74 | |||||
| Обработка металлов давлением. Поковки | В03 | ОСТ 26-01-152-82, ОСТ 1 | -71, ОСТ 1-85
Химический состав
| Стандартный | Mn | Si | Fe | Cu | Al | Ti | Zn | мг | Be |
|---|---|---|---|---|---|---|---|---|---|
| ГОСТ 4784-97 | 0. 5-0,8 5-0,8 | ≤0,4 | ≤0,4 | ≤0,1 | Остальное | 0,02-0,1 | ≤0,2 | 5,8-6,8 | 0,0002-0,005 |
Al – основание.
Согласно ГОСТ 4784-97 массовая доля примесей друг друга (не регламентируется) ≤ 0,05%, общая массовая доля других примесей ≤ 0,10%.
Для производства сварочной проволоки СвМг6 сплав должен иметь следующий химический состав: алюминиевая основа, Mg = 5.80-6,80%, Mn = 0,50-0,80%, Ti = 0,10-0,20%, Be = 0,002-0,005%, Si ≤0,40%, Cu ≤ 0,10%, Fe ≤ 0,40%, Zn ≤ 0 , 20%, массовая доля каждой другой примеси (не регламентируется) ≤ 0,1%, общая массовая доля всех примесей ≤ 1,20%. Соотношение железа и кремния в сплаве САГАМ6 должно быть не более единицы.
Механические свойства
| Сечение, мм | с T | с 0,2 , МПа | σ U , МПа | д 5 ,% | д | HB, МПа | |
|---|---|---|---|---|---|---|
| Кольцевая заготовка ковка и прокатка по ТУ 1-4-030-79.Отожженный и без отжига. Образцы по направлению волокон (хорда). В графе «Передаточное число» – вес заготовки в кг | ||||||
| ≤30 | ≥157 | ≥314 | – | ≥15 | – | |
| 30–60 | ≥128 | ≥294 | – | ≥14 | – | |
| 60–2500 | ≥118 | ≥285 | – | ≥11 | – | |
| Кольцевая заготовка ковка и прокатка по ТУ 1-4-030-79.Отожженный и без отжига. Образцы поперек направления волокна (осевое). В графе «Передаточное число» – вес заготовки в кг | ||||||
| ≤30 | ≥128 | ≥304 | – | ≥14 | – | |
| 30–60 | ≥128 | ≥294 | – | ≥14 | – | |
| 60–2500 | ≥118 | ≥285 | – | ≥11 | – | |
Кольцевая заготовка ковка и прокатка по ТУ 1-4-030-79. Отожженный и без отжига. Образцы поперек направления волокна (радиально). В графе «Передаточное число» – вес заготовки в кг Отожженный и без отжига. Образцы поперек направления волокна (радиально). В графе «Передаточное число» – вес заготовки в кг | ||||||
| ≤30 | – | ≥304 | – | ≥14 | – | |
| 30–60 | – | ≥294 | – | ≥14 | – | |
| 60–2500 | – | ≥285 | – | ≥11 | – | |
| Листовой металл в состоянии поставки из сплава АМг6 и СМг6Б (Б с технологией гальваники) по ГОСТ 21631-76, ОСТ 4.Лента 021.047-92 по ГОСТ 13726-97 (образцы поперечные) | ||||||
| 5-10,5 | ≥155 | ≥315 | – | ≥15 | – | |
| 0,5-0,6 | ≥145 | ≥305 | – | ≥15 | – | |
| 0,6-10,5 | ≥155 | ≥315 | – | ≥15 | – | |
| Лист в состоянии поставки из сплава СМг6У (с утолщенным покрытием) по ГОСТ 21631-76 (образцы поперечные) | ||||||
| 2-5.5 | ≥130 | ≥275 | – | ≥15 | – | |
| Листы высшего качества поставка сусаны по ОСТ 1 | -90 (в состоянии поставки обозначение марки сплава с учетом гальваники и состояния материала) | |||||
| 5-10,5 | ≥155 | ≥315 | – | ≥15 | – | |
| 0,8-10,5 | ≥155 | ≥315 | – | ≥15 | – | |
| 3-10.5 | ≥175 | ≥335 | – | ≥15 | – | |
| 0,8-10,5 | ≥285 | ≥375 | – | ≥6 | – | |
| 3-10,5 | 285-355 | 375-430 | – | ≥6 | – | |
| 2-10,5 | ≥330 | ≥410 | – | ≥5,5 | – | |
0. 5-0,7 5-0,7 | ≥120 | ≥255 | – | ≥15 | – | |
| 0,8-5,5 | ≥130 | ≥275 | – | ≥15 | – | |
| 7 | ≥175 | ≥315 | – | ≥15 | – | |
| Панель ОСТ 1-75. В графе условия поставки указано направление вырезки образцов | .||||||
| – | ≥157 | ≥314 | – | ≥15 | – | |
| Панели экструдированные с ребрами по ОСТ 1 | -90 при поставке||||||
| ≥155 | ≥3154 | – | ≥15 | – | ||
| Плиты по ГОСТ 17232-99.4.021.061-92, ОСТ 4.021.061-92 поставляется без термообработки (образцы поперечные) | ||||||
| 11-25 | ≥145 | ≥305 | – | ≥11 | – | |
| 25–50 | ≥135 | ≥295 | – | ≥6 | – | |
| 50–80 | ≥130 | ≥275 | – | ≥4 | – | |
| Пластины повышенного качества по ОСТ 1 | -90||||||
| 11-20 | ≥155 | ≥315 | – | ≥15 | – | |
| 11–13 | ≥175 | ≥335 | – | ≥15 | – | |
| 11–16 | ≥285 | ≥375 | – | ≥6 | – | |
| 11–15 | ≥330 | ≥420 | – | ≥5.5 | – | |
| 11–20 | ≥155 | ≥315 | – | ≥11 | – | |
| & gt; 20-50 | ≥135 | ≥295 | – | ≥6 | – | |
| & gt; 50-80 | ≥130 | ≥275 | – | ≥4 | – | |
| Поковки по ОСТ 1-85. Режим М (указывается направлением образцов) | ||||||
| ≤75 | ≥130 | ≥305 | – | ≥14 | ≥65 | |
| 100-300 | ≥120 | ≥285 | – | ≥11 | ≥65 | |
| 75-100 | ≥130 | ≥295 | – | ≥14 | ≥65 | |
| ≤75 | ≥155 | ≥315 | – | ≥15 | ≥65 | |
| 100-300 | ≥120 | ≥285 | – | ≥11 | ≥65 | |
| 75-100 | ≥130 | ≥295 | – | ≥14 | ≥65 | |
| Поковка после отжига по ОСТ 26-01-152-82 | ||||||
| ≥160 | ≥320 | ≥15 | – | ≥65 | ||
| Профили горячекатаные при поставке | ||||||
| ≥190 | ≥355 | – | ≥19.5 | ≥65 | ||
| Прессованные нормальной прочности по ГОСТ 8617-81 при поставке | ||||||
| ≥157 | ≥314 | – | ≥15 | – | ||
| Прессованные нормальной прочности с площадью поперечного сечения 200 см2 и диаметром описанной окружности до 350 мм. (продольный образец) | ||||||
| ≥155 | ≥315 | – | ≥15 | – | ||
| Прутки круглые нормальной прочности в состоянии поставки по ОСТ 4.021.017-92 (образцы продольные) | ||||||
| 8-250 | ≥155 | ≥315 | – | ≥15 | – | |
| Пруток прессованный нормальной прочности в состоянии поставки по ГОСТ 21488-97 (образцы продольные) | ||||||
| 300-400 | ≥120 | ≥285 | – | ≥15 | – | |
| 8–300 | ≥155 | ≥315 | – | ≥15 | – | |
| Трубы бесшовные холоднотянутые квадратные (10х10 – 90х90 мм) прямоугольные (10х14 – 60х120 мм) ОСТ 1 | -83 круглые по ВОСТОК 4.021.120-92 (в разрезе указана толщина стенки) | |||||
| ≥145 | ≥315 | – | ≥15 | – | ||
| ≥195 | ≥345 | – | ≥5 | – | ||
| Трубы бесшовные холоднодеформированные крупногабаритные отожженные в состоянии поставки по ОСТ 1 | -83||||||
| ≥165 | ≥325 | – | ≥10 | – | ||
| Трубки экструдированные в состоянии поставки по ГОСТ 18482-79 (образцы, в поперечном сечении указана толщина стенки) | ||||||
| 2.5-40 | ≥145 | ≥315 | – | ≥15 | – | |
| Трубки экструдированные в состоянии поставки по ОСТ 1 | -83. В графике сечение указанного диаметра трубы | |||||
| 500 | ≥145 | ≥315 | – | ≥15 | – | |
| 0,5 | ≥135 | ≥295 | – | ≥12 | – | |
| 500 | ≥145 | ≥315 | – | – | – | |
| 0.5 | ≥135 | ≥295 | – | – | – | |
| Трубы экструдированные крупногабаритные по ОСТ 1 | -76 в поставке | |||||
| ≥147 | ≥314 | – | ≥12 | – | ||
Описание механических знаков
| Имя | Описание |
|---|---|
| с T | с 0,2 | Предел текучести или предел пропорциональности с допуском остаточной деформации 0.2% |
| σ U | Ограничение краткосрочной численности |
| д 5 | Удлинение после разрыва |
| д | Удлинение после разрыва |
| HB | Число твердости по Бринеллю |
Физические характеристики
| Температура | Е, ГПа | r, кг / м 3 | R, г. |
|---|