Прямая и обратная полярность при сварке инвертором в чем разница: Полярность при сварке инвертором: прямая или обратная
alexxlab | 25.02.2023 | 0 | Разное
Прямая и обратная полярность при сварке – в чем разница
Содержание
- Как влияет полярность при сварке?
- Что такое прямая и обратная полярность: техусловия при выборе
- Толщина заготовки
- Тип металла
- Тип расходных материалов
- Сварка прямой полярностью
- Сварка обратной полярностью
- Сварка полуавтоматом
- Сварка инвертором
- Электрододержатель
- Сварочные электроды
- Выбор инвертора и его эксплуатация
Проведение сварочных работ требует не только хорошей подготовки сварщика и опыта, но и правильной настройки оборудования. Так, например, большая часть современных полуавтоматов позволяет выбирать полярность. В данном материале мы поговорим о том, что такое прямая и обратная полярность, а также определим, в чем заключаются основные отличия прямой и обратной полярности.
Как влияет полярность при сварке?
На вопрос “чем отличается прямая полярность от обратной?” можно дать предельно простой ответ — в случае с обратной полярностью сварочный электрод будет нагреваться ощутимо больше, чем сама деталь и наоборот. На деле это сильно сказывается на качестве сварных швов при работе с теми или иными материалами. Рассмотрим каждый из вариантов подробнее:
На деле это сильно сказывается на качестве сварных швов при работе с теми или иными материалами. Рассмотрим каждый из вариантов подробнее:
- Прямая полярность. Данный вариант наиболее предпочтителен при работе с толстыми заготовками, которые необходимо соединить глубоким швом. Метод используется преимущественно при работе с чугуном, алюминием и некоторыми особо прочными сплавами.
- Обратная полярность. Для этого варианта характерна большая универсальность, позволяющая качественно работать с тонкими изделиями и металлами, легко поддающимися плавлению.
Таким образом, прямая и обратная полярность при сварке должна выбираться сварщиком в зависимости от предстоящего объема работ, толщины заготовок, их материала, а также с оглядкой на другие внешние факторы.
Интересно! Электродная сварка алюминия инвертором
Что такое прямая и обратная полярность: техусловия при выборе
Работая с современным сварочным аппаратом, вы можете легко сменить полярность перед стартом, просто перекинув клеммы. Это вызовет изменение направления движения тока. Рассмотрим некоторые условия, которые должны влиять на выбор полярности.
Это вызовет изменение направления движения тока. Рассмотрим некоторые условия, которые должны влиять на выбор полярности.
Толщина заготовки
Как уже упоминалось ранее, значительную роль при определении подходящего типа сварки играют параметры самой заготовки — в первую очередь, толщина. Практика показывает, что прямая полярность значительно лучше подходит для работы с габаритными деталями из-за лучшего прогрева заготовки, тогда как обратную следует выбирать при работе с мелкими деталями.
Тип металла
Прямая обратная полярность — как определить правильный вариант для того или иного типа металла? Здесь важно помнить о теплопроводности материала. Так, например, нержавейка или чугун вполне легко поддаются перегреву, что делает рациональным применение обратной полярности. Такие металлы, как алюминий, напротив, требуют большего нагрева электрода для того, чтобы преодолеть оксидную пленку, неизбежно появляющуюся на поверхности алюминиевых изделий из-за контакта с воздухом.
Такие металлы, как алюминий, напротив, требуют большего нагрева электрода для того, чтобы преодолеть оксидную пленку, неизбежно появляющуюся на поверхности алюминиевых изделий из-за контакта с воздухом.
Тип расходных материалов
Выбирая флюс для сварки, следует учесть, что некоторые варианты не совместимы с прямой или обратной полярностью. Наиболее распространенный проблемный случай — попытка проводить сварку обратной полярностью с помощью угольных электродов. Это приводит к неизбежной порче самих электродов.
Сварка прямой полярностью
И прямая и обратная полярность инвертором имеют свои нюансы, которые крайне важно учитывать при сварке. Так, в частности, при работе с прямой полярностью стоит помнить такие правила:
- Допустимость увеличения тока. Применение данного способа позволяет оставить заготовку в известной степени “холодной”, благодаря чему, в свою очередь, можно смело увеличивать ток.
- Проплавка заготовки. При использовании прямой полярности наблюдается более высокая степень проплавления, чем при применении обратной.
 Кроме того, из-за расплавления расходных материалов увеличивается и количество брызг, что также стоит учитывать при работе.
Кроме того, из-за расплавления расходных материалов увеличивается и количество брызг, что также стоит учитывать при работе. - Снижение стабильности. Такой тип подключения приводит к неизбежному уменьшению стабильности дуги, а потому от сварщика требуется повышенное внимание и аккуратность.
Также стоит отметить, что использование данного метода позволяет не нарушать структуру самого материала заготовок.
Сварка обратной полярностью
Полярность обратная и прямая — в чем разница на практике? Пожалуй, наибольшим риском при применении обратной полярности можно назвать некоторую вероятность порчи заготовки, ведь данный вариант сварки применяют в основном для работы с тонкими и хрупкими изделиями. Среди других нюансов также стоит упомянуть:
- Использование подложки. Наличие подложки позволит вам отвести избыточное тепло и сохранить заготовку в целости при работе. Оптимальным выбором будет листовая сталь или медь, а также любые другие металлы с высокой теплопроводностью.

- Минимизация воздушной прослойки. При работе следует максимально крепко прижимать края детали друг к другу во избежание возникновения воздушной прослойки. Ее отсутствие — гарантия того, что вы не испортите деталь.
Данный вариант хорошо подходит для практики начинающих сварщиков — неопытный человек сможет быстро научиться аккуратной и качественной сварке, регулярно работая с тонкими заготовками.
Сварка полуавтоматом
Большая часть полуавтоматов, представленных на рынке, “по умолчанию” настроена на прямое подключение, требующее использования тонкой омедненной проволоки при сварке. Если в вашем распоряжении имеется более толстая порошковая проволока, то разумнее будет использовать обратное подключение. Для переподключения в данном случае придется повозиться — в случае с полуавтоматом часто требуется снимать боковую крышку и подключать кабеля к клеммам, что не очень удобно.
Сварка инвертором
Прямая и обратная полярность при сварке инвертором настраивается значительно проще, чем в случае с полуавтоматами. В большинстве случаев для смены режима будет достаточно поменять местами кабеля.
В большинстве случаев для смены режима будет достаточно поменять местами кабеля.
Интересно! Все, что вам стоит знать о аппарате для задач лазерной сварки
Электрододержатель
Как уже упоминалось, обратное подключение приводит к значительному нагреву сварочных электродов (вплоть до 1000 градусов) даже при сравнительно небольшом токе. Именно поэтому мы рекомендуем вовремя обзавестись качественным электрододержателем. Главное, на что стоит обратить внимание при выборе — изоляция рукояти.
Сварочные электроды
Сварка прямая и обратная полярность, разница между которыми была подробно объяснена в данном материале, требует грамотного выбора электродов, однако вы можете схитрить и приобрести универсальный вариант. Среди наиболее популярных брендов универсальных электродов можно упомянуть Lincoln Electric и СпецЭлектрод.
Выбор инвертора и его эксплуатация
Выбирая инвертор, следует, в первую очередь, обращать внимание на его класс. Для большинства “гаражных” работ будет вполне достаточно обычного бытового инвертора с диапазоном сварочного в пределах от 120 до 200 А. Если вы планируете зарабатывать на сварочных работах, имеет смысл присмотреть профессиональную модель с большим набором функций и значением тока на уровне 200-300А. В числе прочих важных нюансов, на которые стоит обратить внимание при выборе также:
Для большинства “гаражных” работ будет вполне достаточно обычного бытового инвертора с диапазоном сварочного в пределах от 120 до 200 А. Если вы планируете зарабатывать на сварочных работах, имеет смысл присмотреть профессиональную модель с большим набором функций и значением тока на уровне 200-300А. В числе прочих важных нюансов, на которые стоит обратить внимание при выборе также:
- Защита. Наиболее качественный модели инверторов имеют показатель защиты в районе 20-25%. Этот показатель демонстрирует, насколько значительные перепады напряжения в сети может сравнительно безболезненно пережить прибор.
- Вентиляция. Качественная туннельная вентиляция не только продляет срок службы устройства, но и избавляет вас от необходимости в слишком частой чистке инвертора. Модели же с простой вентиляцией рекомендуется основательно очищать от пыли изнутри вручную.
- Надежность. Поинтересуйтесь у продавца о наличии в продаже печатных плат для ремонта выбранной вами модели.
 Если они доступны только под заказ — велика вероятность того, что прибор достаточно надежен и не будет регулярно выходить из строя.
Если они доступны только под заказ — велика вероятность того, что прибор достаточно надежен и не будет регулярно выходить из строя.
Хорошим “бонусом” также является наличие дополнительных функций. Чаще всего такие функции нацелены на упрощение жизни сварщика. Имейте в виду, что чаще всего в рекламных объявлениях подается не вполне правдивая информация касательно дополнительных функций. Так, например, функцию “Горячий старт” нельзя назвать дополнительной, ведь она является характерной для всех инверторов.
Прямая и обратная полярность при сварке — определение, особенности
На чтение 18 мин Опубликовано Обновлено
Содержание
- Основное отличие в подключении
- На что влияет полярность сварки
- Особенности прямой и обратной сварки
- Различия при подключении
- Преимущества и недостатки разных методов
- Сварка током прямой и обратной полярности
- Отличия режимов при сварке
- Особенности сварки при использовании прямой полярности
- Особенности обратной полярности при сварке
- Плюсы и минусы двух методик
- Что означает полярность при сварочных работах
- Подключение по схеме прямой полярности
- Подключение по схеме обратной полярности
- По каким критериям нужно выбирать полярность
- Толщина металлического листа
- Типы металлов
- Разновидности электродов
- Присадки и прочие расходники
- Полярность аккумулятора
- Прямая
- Обратная
- Как определить?
- Можно ли установить аккумулятор другой полярности?
- Что может произойти, если перепутать при установке?
- Выбор инвертора и его эксплуатация
- Закономерности выбора
- Правила выбора полярности
- Нюансы выбора
Основное отличие в подключении
В случае прямой полярности сварочный кабель подключается к положительному выводу аппарата, так что носители электрических зарядов проникают в него через заготовку. Отрицательный полюс притока зарядов образуется в области основного инструмента сварщика – держателя с электродом.
Отрицательный полюс притока зарядов образуется в области основного инструмента сварщика – держателя с электродом.
Описанная разница между прямой и обратной полярностью подключения к инверторам существенно влияет на температурный режим в зоне сварки.
Следовательно, прямое подключение увеличивает температуру на анодном полюсе дугового разряда (знак «+») относительно катодного контакта (знак «-»). Этот эффект определяет возможную область применения прямой полярности при сварке.
Прямая направленность тока обеспечивает выделение значительного количества тепловой энергии со стороны детали. В результате прямая полярность может использоваться для резки больших металлических конструкций и тяжелых стальных изделий с толстыми стенками.
При обратном подключении схема распределения выделяемой тепловой энергии совершенно иная. При этом на электроде сварочного инвертора наблюдается избыток тепла, а со стороны заготовки его уровень заметно снижается.
Именно поэтому обратная полярность используется в тех случаях, когда необходимо минимизировать риски брака изделий, а также при проведении выверенных и точных ювелирных работ.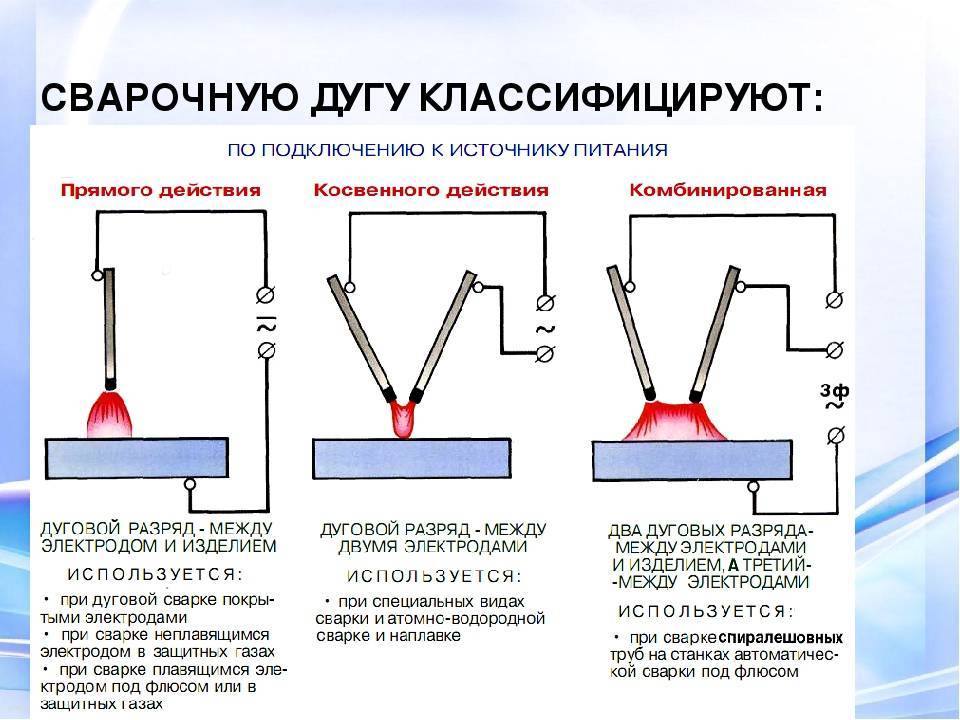
Обратная полярность применяется также при сварке тонких листов и сталей с разной степенью легирования, чувствительных к перегреву. Наиболее популярным является использование обратного переключения тока при работе в потоке, а также в среде инертного газа.
На что влияет полярность сварки
с рутиловыми электродами можно работать с обоими типами полярности. Производитель рекомендует готовить с аналогами типа УОНИ на «минус». Нагрев заготовки зависит от полярности сварки.
При прямой подаче заготовка нагревается сильнее, что позволяет сделать зону шва глубже.
При инверсии полярности обрабатываемый элемент меньше нагревается, температура концентрируется на конце электрода. Второй режим ориентирован на обработку тонких металлов и нагрев чувствительных к перегреву изделий.
Особенности прямой и обратной сварки
Прямополярный метод предназначен для:
- прокатная группа из специальных сталей для плавки;
- сварка неплавящегося вольфрама твердой присадочной проволокой;
- работа с жидкими материалами;
- резка заготовок с помощью сварочных аппаратов.
Характер распределения тепловой мощности определяется тепловым балансом дуги.
Если вы случайно измените столб, рабочий процесс DC затянется, шов станет широким, а скорость сжигания расходных материалов увеличится. Обратная полярность подходит для точной сварки детали без ожогов. Этот метод используется для обработки цветных металлов сваркой под флюсом.
Различия при подключении
Разница в подключении обусловлена перераспределением полюсов детали и электрододержателя. При прямом методе электроны движутся по детали, минус стремится к концу электрода. Арка отличается большей компактностью и плотностью. При «возврате» преимущество переходит к держателю, точка соприкосновения термической точки с металлом рассредоточена.
Способ соединения полюсов определяется физическими параметрами и толщиной детали.
Зная, что такое прямая и обратная полярность при пайке, нужно учитывать достоинства и недостатки обоих методов.
Преимущества прямой полярности перед обратной полярностью:
- получить плотный шовный шов;
- сварка глубоких деталей;
- наличие стабильной электрической дуги;
- широкий ассортимент расходных материалов с разными видами покрытия.
Недостатки:
- брызги металла;
- повышенный риск ожога деталей;
- появление остаточных напряжений в местах термической обработки.
Преимущество прямой полярности – глубокий провар детали.
Преимущество отрицательной полярности в том, что схема подходит для точной обработки тонких и специальных сплавов.
К недостаткам можно отнести:
- необходимость использования электродов, устойчивых к перегреву;
- малая глубина шовного корда;
- держать короткий лук.
Сварка током прямой и обратной полярности
Сварка с прямой полярностью означает, что в процессе сварки ток передается от сварочного выпрямителя к заготовке с положительным зарядом. В этом случае клемма «плюс» устройства подключается кабелем к изделию. Отрицательный заряд подается на электрод, подключенный к минусовой клемме, соответственно, через электрододержатель. Анод, который является положительным полюсом, имеет более высокую температуру, чем катод, который действует как отрицательный полюс. Поэтому при сварке толстостенных заготовок целесообразно использование электрических токов прямой полярности. Это также оправдано для резки металлических изделий и в других ситуациях, требующих выделения значительного количества тепла, что характеризует данный тип соединения.
При сварке с обратной полярностью требуется обратный порядок подключения. Отрицательный заряд от отрицательного вывода прикладывается к свариваемой конструкции, а положительный заряд от положительного вывода направляется к электроду. При заданной полярности сварочного электрического тока, по сравнению с прямым подключением, на конце электрода выделяется больший объем тепла при относительно меньшем нагреве заготовки, что способствует мягкой сварке.
Его применяют, когда есть вероятность прогорания детали. Поэтому сварка электродами с обратной полярностью тока целесообразна для работы с нержавеющими и легированными сталями, другими сплавами, реагирующими на перегрев, а также для соединения тонколистовых конструкций. Не менее эффективным является подключение смены полярности в процессе сварки с использованием электродуговой сварки, защиты газа и сварки под флюсом.
Независимо от полярности используемого тока питания необходимо учитывать ряд общих факторов. Если использовать постоянный ток, полученный шов будет более аккуратным, без большого количества брызг металла. Это связано с отсутствием частой смены полярности при работе с постоянным электрическим током, что выгодно отличает его от переменного тока.
Если для сварки используются плавящиеся электроды, из-за разного нагрева анода и катода способ подключения электрического тока может повлиять на объем расплавленного электродного металла, перенесенного на изделие. Чтобы избежать возможного подгорания свариваемых деталей в зоне подключения силового кабеля, независимо от заряда (положительного или отрицательного), необходимо использовать цангу.
Отличия режимов при сварке
При сварке постоянным током на кончике расходного материала появляется термическое пятно с высокой температурой. Режим сварки выбирается в зависимости от полюса, подключенного к электроду. Например, если к электроду подключен положительный вывод, на его конце образуется анодная точка с температурой 3900 градусов Цельсия, если отрицательная, точка будет катодной, и ее температура достигнет 3200 градусов Цельсия. Это главное различие между двумя методами.
Подключение сварочных кабелей разной полярности.
При сварке с прямой полярностью большая часть тепловой нагрузки приходится на металлическую деталь. В результате легко понять сварной шов. В случае смены полярности тепло концентрируется на конце электрода. В этом случае детали стыков меньше нагреваются, что желательно при сварке заготовок небольшой толщины.
Выполнение работ предполагает нагрев металла до расплава, то есть образование ванны расплава, на состояние которой влияет выбор режима сварки с обратной или прямой полярностью:
- если сила тока слишком высока, электрическая дуга начнет отталкивать нагретый металл. В этом случае стороны не могут быть связаны;
- при недостаточном натяжении металл не нагреется до нужного состояния.
При прямой полярности в ванне создается диффузионная среда, в которой можно направлять электрод, направлять сварной шов и контролировать его глубину. Конечный результат зависит от скорости, с которой движется электрод. Чем он меньше, тем больше тепла попадает в зону сварного шва и тем лучше нагревается металл. Используемый режим определяет глубину и ширину шва.
Интересно: Сварные швы – дефекты и их устранение
Схема подключения полюсов для обратной полярности.
Важно! Чем выше сила тока и рабочая энергия в дуге, тем глубже проплавление.
Максимальная глубина проплавления достигается за счет режима сварки с обратной полярностью.
Что касается выбора расходных материалов, то для сварки в режиме обратной полярности рекомендуется использовать чистые металлические стержни без покрытия, а для прямых – угольные электроды.
Особенности сварки при использовании прямой полярности
Работая со сварочным аппаратом постоянного тока и используя метод подключения цепи прямой полярности, следует учитывать следующие особенности процесса:
- Шов сварного шва глубоко проварочный, узкий по ширине, более прочный по качеству;
- Можно варить практически все виды сталей, толщина которых начинается от трех миллиметров и более;
- При использовании вольфрамового стержня для цветных металлов во время сварки может применяться только метод линейной полярности;
- Сварная дуга устойчива, устойчива к выходу из строя, поэтому легче контролировать рабочий процесс и получить красивый шов;
- Электроды, предназначенные для сварки на переменном токе, не подходят для этого метода;
- При использовании сварочного аппарата в качестве резака заготовку легче резать.

Особенности обратной полярности при сварке
Сварка металла данным способом соединения оборудования имеет следующие характеристики:
- Шов сварного соединения менее глубокий по проникновению в металл, с более выраженной шириной;
- Метод лучше всего подходит для соединения заготовок средней толщины или тонких листов металла;
- При работе с толстыми деталями наблюдается хрупкость шва под действием нагрузок;
- Для работы не подходят электроды, структура которых разрушается при перегреве;
- Электрическая дуга менее устойчива, особенно в слаботочном режиме работы, что приводит к нерегулярному подключению;
- При сварке высоколегированных сталей необходимо строго соблюдать технологический процесс рабочего цикла.
Плюсы и минусы двух методик
У обоих методов сварки металла есть свои плюсы и минусы. Используя схему прямого подключения полярности, во время работы можно выделить следующие характеристики:
- получается глубокий и прочный, более плотный шов;
- отмечается стабильность сварной дуги, что позволяет полностью контролировать весь процесс;
- возможность запекать любой металл толщиной от 3 мм;
- при использовании сварочного аппарата заготовка хорошо поддается резке;
- требуется индивидуальный подбор электродов. Сварочные материалы на переменном токе не подходят для этого метода. Вольфрамовые стержни можно использовать для соединения цветных металлов.
Сварка металлов с обратной полярностью характеризуется:
- получить более мелкий, но более широкий сварной шов;
- менее устойчивая электрическая дуга, особенно при низком напряжении, что может стать причиной неправильного соединения;
- возможность сваривать детали средней толщины и тонкие листы:
- необходимость выбора электродов со структурой, не разрушающейся при перегреве.
При использовании метода обратной полярности сварку высоколегированных сталей необходимо проводить в строгом соответствии с технологическим процессом.
Что означает полярность при сварочных работах
Сварщики с инвертором используют буквы для обозначения полярности
Учитывая проблему полярности, понятно, что сварка в этом случае осуществляется постоянным током напряжения. Клеммы сварочного инвертора, к которым подключаются электрододержатель и провода заземления, отмечены знаком «+» и «-». Обычно при подключении такого устройства и начале его использования многие, руководствуясь инструкциями или советами семейного специалиста, не задумываются, почему именно этот провод висит на определенной клемме, а не на другом.
Но разница все же есть, и в этом заключается однозначный физический закон движения заряженных частиц – электронов. Электроны, имеющие отрицательный заряд, всегда переходят от меньшего к большему в любой цепи, включая инвертор. При пайке можно подключить электрод как к положительной, так и к отрицательной клеммам – все заработает. Но электроны в обоих случаях будут двигаться в разных направлениях по цепочке, это повлияет на процесс и конечный результат.
Подключение по схеме прямой полярности
Если схема собрана так, что вывод от инвертора идет к стальной заготовке (свариваемой детали), то через дуговой промежуток сварочный электрод на минус инвертора, то такое соединение при сварке называется прямой полярностью. В этом случае деталь является анодом, а катод – электродом. Соединение детали нагревается сильнее, чем кончик электрода, примерно на 700 градусов Цельсия.
Подключение по схеме обратной полярности
Схема соединения проводов сварочного аппарата, когда преимущество от инвертора доходит до свариваемого электрода, то через дуговой промежуток попадает на заготовку и минус инвертора, при сварке называется обратной полярностью. Здесь электрод уже будет больше нагреваться, так как острие анода будет на нем, острие катода – в области стыковки стальных заготовок.
По каким критериям нужно выбирать полярность
Выбирая тип соединения для сварочного аппарата, нужно обращать внимание на ряд важных критериев. Это позволит избежать расточительства или перерасхода материалов, обеспечит необходимую прочность соединения.
Толщина металлического листа
Часто получают ожоги детали толщиной менее 3 мм. Для сварки таких деталей используется схема с обратной полярностью, которая обеспечивает анодную термическую точку на краю электрода. Такой подход уместен при обработке цветных и склеенных материалов.
Типы металлов
Положительный вывод отвечает за окончательный нагрев продуктов и опоры. Катод выделяет меньше тепла, чем анод. При обработке тугоплавких сталей лучше всего использовать прямое соединение, когда температура достигает 4000 ° С. Для металлов, которые меняют характеристики при перегреве, подключайте отрицательную клемму. При прямополярной обработке шов углубляется, при «возврате» – фокусируется на поверхности.
Разновидности электродов
При выборе марки электродов учитывается род тока. Для переменного напряжения подходит любая разновидность, так как полярность в этом случае роли не играет. Для разновидностей ОК, ОЗС, МР рекомендуется обратное подключение. УОНИИ и аналогичные модификации выполнены по простой схеме. Рекомендации производителя указаны на упаковке. Многие сварщики предпочитают универсальные аналоги другим вариантам.
Присадки и прочие расходники
Огнеупорные электроды, используемые для создания дуги, чаще всего используются с прямой полярностью. Работа с поверхностной проволокой предполагает использование только вольфрамовых элементов. Аналоги углерода неустойчивы при высоких температурах, становятся хрупкими и крошатся.
Полярность аккумулятора
Полярность относится к расположению токоведущих элементов на верхней крышке или передней части батареи. Другими словами, это положительная и отрицательная позиция. Силовые кабели тоже свинцовые, как и пластины внутри.
Прямая и обратная полярность
Есть два распространенных макета:
- прямая полярность;
- обратная полярность.
Прямая
В советское время все аккумуляторы собственного производства имели прямую полярность. Полюсные клеммы расположены по схеме – плюс (+) слева и минус (-) справа. Аккумуляторы с такой же схемой сейчас производятся в России и на постсоветском пространстве. Подобная распиновка также имеет аккумуляторы иностранного производства, российского производства.
Обратная
На таких аккумуляторах слева есть минус, а справа – плюс. Такое расположение типично для аккумуляторов европейского производства, поэтому такую полярность часто называют «европолярностью».
Аккумуляторная батарея
Другая схема расположения не дает особых преимуществ. Это не влияет на дизайн и производительность. Проблемы могут возникнуть при установке нового аккумулятора. Противоположная полярность приведет к изменению положения аккумулятора и длины кабеля может оказаться недостаточно. К тому же драйвер может просто перепутать контакты, что приведет к короткому замыканию. Поэтому важно определиться с типом аккумулятора для вашего автомобиля еще при покупке.
Как определить?
Узнать это не так уж и сложно. Для начала нужно повернуть аккумулятор на себя. Он расположен сбоку, где расположены элементы логотипа и наклейки. Также полюсные выводы ближе к лицевой стороне.
На многих аккумуляторах сразу можно увидеть знаки «+» и «-», которые точно указывают полярность контактов. Другие производители указывают информацию на этикетке или раскрашивают силовые кабели. Обычно плюс красный, а минус синий или черный.
В маркировке обратная полярность обозначается буквой «R» или «0», а прямая буква – «L» или «1».
Можно ли установить аккумулятор другой полярности?
Этот вопрос часто возникает у тех, кто случайно приобрел аккумулятор другого типа. Теоретически это возможно, но это потребует излишних затрат и бюрократии при установке. Дело в том, что если вы купите для домашнего автомобиля аккумулятор с обратной полярностью, длины кабелей может не хватить. Нельзя просто натянуть нить. Учитывайте сечение и диаметр клемм. Также это может повлиять на качество передачи тока от АКБ.
Лучшим вариантом будет замена батареи на другую с подходящим расположением контактов. Можно попробовать продать купленный аккумулятор, чтобы не растеряться.
Что может произойти, если перепутать при установке?
При изменении полярности может произойти следующее:
- перегоревшие предохранители, реле и провода;
- выход из строя генераторного диодного моста;
- перегорание электронного блока управления двигателем, сигнализация.
Самая простая и дешевая проблема – перегоревшие предохранители. Однако это их основная функция. Найти перегоревший предохранитель можно “звенящим” мультиметром».
Если перепутать контакты, генератор наоборот потребляет энергию от АКБ, а не отдает ее. Обмотка генератора не рассчитана на входное напряжение. Аккумулятор также может быть поврежден. Самым простым вариантом будет отключить нужный предохранитель или реле.
Отказ электронного блока управления двигателем (ЭБУ) может быть серьезной проблемой. Это устройство требует соблюдения полярности, несмотря на встроенную защиту. Если предохранитель или реле не успевают перегореть, скорее всего, ЭБУ не работает. А это значит, что дорогостоящая диагностика и ремонт автовладельцу гарантированы.
Большинство устройств в электрической системе автомобиля, таких как автомобильная стереосистема или усилитель, защищены от обратной полярности. Их микросхемы содержат специальные защитные элементы.
При «включении» от другого аккумулятора также важно соблюдать полярность и последовательность подключения клемм. Неправильное подключение вызовет короткое замыкание на 24 вольта. Если провода имеют достаточное сечение, они могут оплавиться или обжечься сам драйвер.
При покупке нового аккумулятора внимательно прочтите этикетку и узнайте у продавца все характеристики аккумулятора. Если случилось так, что вы купили аккумулятор с неправильной полярностью, лучше заменить его или купить новый. Удлините кабели и измените положение батареи только в крайнем случае. Лучше использовать подходящий прибор, чем потом тратиться на дорогостоящий ремонт.
Выбор инвертора и его эксплуатация
Для быстрой смены полярности при работе с тонкими и толстыми металлами инвертор должен иметь надежные разъемы силового кабеля. Тонкие хрупкие штыри в разъеме и низкий фланец крепления быстро изнашиваются из-за частой перестановки. Тогда будет отдача, в гнездах кабелей будут болтаться, образуется повышенное сопротивление и образуется перегрев. Сварочный ток уменьшится, и электрическая дуга может даже образоваться между вилкой и розеткой.
Выбирайте надежные инверторы MMA с прочными розетками, чтобы при смене полярности ничего не изнашивалось и не болталось. Если у вас уже есть инвертор и его разъемы изношены, вы можете заменить их на более мощные, выбрав из каталога кабельных разъемов.
Сварка металла толщиной 1,0-1,5 мм покрытым электродом – сложная задача для новичка. Справиться без выгорания помогут инверторы RDS с функцией Anti-Stick. Когда наконечник электрода погружается в сварочную ванну, аппарат «чувствует» его и отключает сварочный ток. В результате отсутствует удерживающая сила, нет необходимости наклонять держатель влево и вправо, чтобы оторвать электрод от поверхности. При этом не рассыпается футеровка расходника.
Arc Force также помогает при сварке тонких металлов с обратной полярностью. Когда электрод вот-вот прилипнет, инвертор автоматически увеличит силу тока на 10 ампер, поддерживая дугу. Как только воздушный зазор восстанавливается, устройство само снижает силу тока до прежнего значения, исключая ожоги.
Закономерности выбора
Почему для одних работ выбрана обратная полярность, а для других – прямая? Ответим на этот вопрос, рассмотрев тепловые характеристики процесса при обратном направлении.
Когда сварочная дуга горит на заготовке, на конце электрода появляется пара участков, называемых анодной и катодной точками. Разница в их температурах иногда достигает 800 градусов по Цельсию (в пользу анодного). То есть количество тепла, выделяемого на заготовке при работе, довольно велико, и способ больше подходит для качественного проплавления швов.
примечательно, что при работе с постоянным током прямой полярности скорость горения металла электрода на 20-40% ниже. А для переменного тока соблюдение полярности совершенно не актуально: его особенность в том, что направление тока меняется 100 раз за единицу времени.
Правила выбора полярности
Основным критерием выбора прямой или обратной полярности при сварке является материал покрытия электрода. Например, угольные расходные материалы при обратном соединении элементов очень быстро нагреваются и, как следствие, разрушаются. Проволока, не имеющая покрытия, хорошо горит при прямой полярности и совсем не горит при использовании переменного тока.
Размер и форма получившегося шва также зависят от расположения столбов. Например, возможно более глубокое проникновение при постоянном обратном токе из-за повышенного тепловыделения на аноде и катоде.
важно помнить, что чем быстрее идет процесс сварки, тем уже ширина шва и глубина провара.
Нюансы выбора
Для проведения сварочных работ инверторным аппаратом недостаточно подключить его к сети 220 вольт. Вам нужно будет выбрать необходимые расходные материалы и определить полярность, с которой их следует подключать. Полярность меняется в зависимости от толщины и марки стали, а также от типа электрода.
При выборе полярности важно помнить, что в анодной области (где находится разъем «+») всегда будет генерироваться мощная тепловая энергия, способная нагревать металл до 4000 ° C, а на катоде (где «коннектор -») температура плавления не превысит 3000 ° С. Поэтому при сварке тонких металлов важно правильно использовать клеммы полярности, чтобы не обжечь стенки металлической детали.
Чтобы не ошибиться в выборе полярности подключения электрического тока, необходимо учитывать следующие важные нюансы сварочной техники.
- При электросварке металлических заготовок с толстыми стенками необходимо будет обжечь материал большой толщины, что позволит увеличить площадь контакта металла с рабочей поверхностью и поможет заполнить любые пустоты. Для выполнения таких работ рекомендуется применять метод электросварки с прямым полярным подключением.
- При электросварке тонкостенных деталей для защиты от сквозного прокола металлической детали необходимо направить отрицательный заряд электрического тока на поверхность металла, а положительный заряд – на стержень сварочного электрода. Если пренебречь этим правилом, готовый шов может получиться неровным или с отверстиями.
- Степень нагрева поверхности металлической заготовки и сварочного электрода выбирается регулировкой электрического тока на инверторном сварочном аппарате. Чем выше электрический ток, тем сильнее нагревается электрическая дуга и область, которой она касается. Если рабочая поверхность металлической заготовки расположена строго горизонтально, сила электрического тока при ее подаче снизится примерно на 15%.
При работе с инверторно-инверторным сварочным аппаратом следует понимать, что неправильно выбранный режим выполнения электросварки не сможет дать хорошие и надежные результаты. Например, толстостенный кусок металла при работе с обратным направлением электрического тока не будет хорошо нагреваться, а готовый сварной шов будет очень неглубоким, не захватывая глубокие слои материала. Чтобы устранить этот недостаток и усилить сварной шов, необходимо будет выполнить шов с другой стороны изделия, что значительно увеличит стоимость и время.
Если приступить к сварке тонкостенных металлических деталей в режиме положительной полярности, металл быстро расплавится и начнет стекать, сварочный электрод его прожигет, а на рабочую поверхность деталей будет попадать больше брызг, а после сварки вы будете придется потратить много времени и сил на их удаление.
При правильном выборе режима работы на инверторном сварочном аппарате результат электросварки будет долговечным и радовать своим внешним видом.
Следующее видео объясняет полярность при пайке.
Разница между прямой и обратной полярностью при дуговой сварке
Источники питания для дуговой сварки могут подавать либо переменный, либо постоянный ток, либо обе формы тока. В случае полярности постоянного тока ток течет только в одном направлении; тогда как в случае переменного тока направление тока меняется на противоположное в каждом цикле (количество циклов в секунду зависит от частоты питания). Теперь при дуговой сварке основные металлы соединяются с одной клеммой, а электрод подключается к другой клемме. При наличии достаточной разности потенциалов непрерывный поток электронов между ними через небольшой зазор составляет дугу (основной источник тепла при дуговой сварке). В зависимости от соединений питание постоянного тока может обеспечивать две полярности, как показано ниже:
- Прямая полярность постоянного тока (DCSP) или отрицательный электрод постоянного тока (DCEN) — когда электрод подключен к отрицательной клемме источника питания, а основные металлы подключены к положительной клемме.
- Постоянный ток обратной полярности (DCRP) или Положительный электрод постоянного тока (DCEP) — когда основные металлы соединены с отрицательной клеммой источника питания, а электрод подключен к положительной клемме.
Прямая полярность постоянного тока и обратная полярность постоянного тока имеют соответствующие плюсы и минусы. Разница между прямой полярностью постоянного тока (DCSP) и обратной полярностью постоянного тока (DCRP) представлена в таблице ниже. Для лучшего понимания вы можете прочитать:
- Прямая полярность постоянного тока (DCSP) в дуговой сварке
- Постоянный ток обратной полярности (DCRP) при дуговой сварке
| Прямая полярность | Обратная полярность |
|---|---|
| Электрод подключается к отрицательной клемме источника питания, а основные металлы подключаются к положительной клемме. | Неблагородные металлы подключаются к отрицательной клемме источника питания, а электрод подключается к положительной клемме. |
| При достаточной разности потенциалов электроны высвобождаются с кончика электрода и ударяются о поверхность базовой пластины. | Здесь электроны отрываются от поверхности опорной пластины и ударяются о кончик электрода. |
| 2/3 rd от общего количества тепла дуги выделяется вблизи опорной пластины, а остальная часть выделяется на конце электрода. | 2/3 rd всего тепла дуги выделяется на кончике электрода, а остальная часть выделяется вблизи опорной пластины. |
| Можно легко добиться надлежащего плавления основного металла. Так устраняется непровар и дефекты непровара. | Из-за меньшего выделения тепла вблизи опорной плиты может произойти неполное сплавление опорной плиты. |
| В случае плавящихся электродов скорость осаждения присадочного металла довольно низкая. | Скорость осаждения присадочного металла довольно высока, так как большая часть тепла выделяется на конце электрода. |
| Напряжение дуги и стабильность дуги не зависят от коэффициента излучения рабочего материала. | Напряжение дуги и стабильность дуги в значительной степени зависят от коэффициента излучения рабочего материала. |
| Недостаточное действие дуговой очистки (очистка от окислов). | Очистка дуги хорошая. |
| Дефекты включения могут возникнуть, если поверхности опорной пластины не были должным образом очищены перед сваркой. | Благодаря хорошей дуговой очистке снижается тенденция к включению дефектов. |
| DCSP может вызвать сильное искажение и более широкую ЗТВ в свариваемом компоненте. | Искажения меньше с DCRP, а также узкая зона HAZ. |
| DCSP не подходит для сварки тонких листов. | DCSP подходит для сварки тонких листов. |
| Металлы с высокой температурой плавления (например, нержавеющая сталь, титан) могут быть соединены с помощью DCSP. | Металлы с низкой температурой плавления (например, медь, алюминий) могут быть соединены с помощью DCSP. |
Что такое полярность при сварке?
Технически сварка является ручным трудом, но сварщикам по-прежнему необходимо обладать достаточным объемом технических знаний, чтобы выполнять свою работу должным образом.
Одна из вещей, которую вы часто слышите, если посещаете курсы сварки или просто идете в магазин, это «сварочный ток». ток машины.
Что такое полярность при сварке?
Электрическая цепь, образующаяся при включении сварочного аппарата, имеет отрицательный и положительный полюс. Это свойство называется полярностью.
Полярность чрезвычайно важна при сварке, поскольку правильный выбор полярности влияет на прочность и качество сварного шва. Неправильная полярность может привести к большому количеству брызг, плохому проплавлению и потере контроля над сварочной дугой.
Что такое переменный и постоянный ток?
AC означает переменный ток, а DC означает постоянный ток. В переменном токе направление потока меняется, в то время как в постоянном есть только одно направление. Таким образом, сварочные аппараты и электроды с маркировкой DC имеют постоянную полярность, а маркировка AC означает, что полярность меняется.
Чем отличаются переменный и постоянный токи при сварке?
Когда дело доходит до дуговой сварки металлическим электродом, широко используется постоянный ток, поскольку он имеет много преимуществ. Сварка на постоянном токе дает более ровную и стабильную дугу, и вам легче зажигать дугу.
Это приводит к меньшему количеству простоев и меньшему количеству брызг, а также уменьшает количество осложнений при вертикальной сварке вверх и потолочной сварке.
Однако, хотя постоянный ток имеет свои преимущества, переменный ток может быть предпочтительным выбором для других случаев, например, для обучения сварке, поскольку он часто используется с недорогим оборудованием начального уровня. Переменный ток также предпочтителен для использования в судостроительной сварке или в любых условиях, когда дуга может дуть из стороны в сторону.
Три типа полярности
При сварке используются три различных типа полярности.
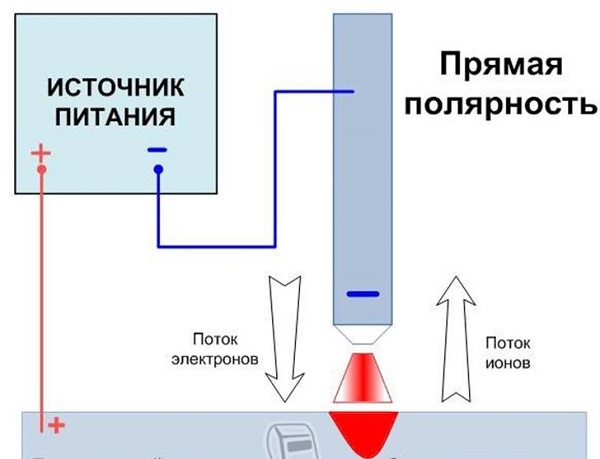
Постоянный ток прямой полярности
Это происходит, когда электрод сделан отрицательным, а пластины положительными. В результате электроны перетекают от кончика электрода к опорным пластинам.
Постоянный ток обратной полярности
Это происходит, когда электрод сделан положительным, а пластины отрицательными. Затем электроны текут в обратном направлении от базовых пластин к электроду.
Переменная полярность тока
Если источник питания обеспечивает переменный ток, то и прямая, и обратная полярность будут появляться одна за другой в каждом цикле. В течение половины цикла электрод будет отрицательным, и, следовательно, базовые пластины положительны. В другой половине базовые пластины будут отрицательными, а электроды положительными. Количество циклов, происходящих в течение секунды, зависит от частоты питания.
Электрод постоянного тока Положительная полярность (DCEP) при дуговой сварке
При использовании источника питания постоянного тока, если электрод подключен к положительной клемме, а опорные пластины к отрицательной клемме, он называется электродом постоянного тока. Положительная или обратная полярность.
Электроны высвобождаются из базовой пластины и текут к электроду через внешнюю цепь. Непрерывный поток электронов в маленьком проходе создает дугу.
Электроны, испускаемые базовыми пластинами, ускоряются из-за разности потенциалов и ударяются об электрод с очень высокой скоростью. Это приводит к преобразованию кинетической энергии электронов в тепловую энергию, что приводит к выделению тепла на конце электрода.
Общепринято, что около двух третей всего тепла дуги выделяется на электроде, а остальная часть выделяется на опорной плите. Это приводит к быстрому расплавлению электрода и увеличению скорости наплавки расходуемых электродов.
С другой стороны, базовая пластина не сплавляется должным образом из-за отсутствия достаточного тепла, что может привести к таким дефектам, как отсутствие провара или сильное армирование.
Однако поток электронов, исходящий от базовой пластины, удаляет масло, покрывая оксидные слои или частицы пыли, присутствующие на поверхности базовой пластины. Это называется действием по очистке от оксидов.
Плюсы DCEP
DCEP лучше очищает дугу, что снижает вероятность дефектов включения. Большой объем осаждения означает, что сварка выполняется быстрее.
Уменьшает деформацию, остаточное напряжение и полную резку, что повышает производительность при сварке тонких листов. Он также подходит для соединения металлов с низкой температурой плавления, таких как медь.
Недостатки DCEP
DCEP имеет более короткий срок службы неплавящихся электродов. Существует высокий уровень подкрепления, если скорость не отрегулирована должным образом.
При недостаточном плавлении и низком проплавлении вы не сможете правильно сплавить толстые листы или металлы с высокой температурой плавления.
Электрод постоянного тока с отрицательной полярностью (DCEN)
В отличие от DCEP, когда электрод подключен к отрицательной клемме, а базовые пластины к положительной, это называется электродом постоянного тока с отрицательной или прямой полярностью. Электроны текут от электрода к опорным пластинам.
Это приводит к выделению большего количества тепла на опорной пластине, чем на электроде – опять же, противоположно DCEP – и это означает, что скорость осаждения металла на электроде снижается.
Это также означает, что устраняются дефекты, вызванные недостаточным сплавлением. Однако DCEN не обладает очищающим действием, поэтому дефекты включения могут появиться, если вы не очистите опорные пластины должным образом перед сваркой.
Плюсы DCEN
DCEN означает, что возможно достаточное плавление основных металлов и, следовательно, надлежащее проникновение. Вероятность включения вольфрама и низкого армирования также уменьшается. DCEN — лучший выбор для металлов с высокой температурой плавления, таких как нержавеющая сталь. Толстые пластины также можно правильно соединить.
Минусы DCEN
В DCEN нет действия по очистке дуги, поэтому вероятность дефектов включения возрастает. Существует также высокий уровень деформации и высокое остаточное напряжение.
Имеется более широкая зона термического влияния, что обусловливает низкую продуктивность из-за низкой скорости осаждения. Не подходит для сварки тонких листов.
Полярность переменного тока
Полярность переменного тока дает преимущества как DCEP, так и DCEN, поскольку оба они происходят в цикле, но только до некоторой степени.
Полярность переменного тока обеспечивает умеренную очистку дуги и совместима с большинством типов электродов, но не со всеми. Он обеспечивает лучшее плавление и проникновение металла и подходит для широкого диапазона толщин листа.
Как полярность влияет на качество дуговой сварки?
Полярность является одним из решающих факторов, влияющих на качество сварных соединений. Перед началом сварки необходимо выбрать правильную полярность в зависимости от требований, присадок, типа электрода и основного материала.
Параметры, на которые обычно влияет полярность сварного шва:
- Нанесение наполнителя. При использовании расходуемых электродов полярность DCEP увеличивает скорость осаждения.
- Проплавление сварного шва. Полярность DCEN увеличивает проплавление сварного шва.
- Очистка опорной плиты. DCEP упрощает очистку базовых пластин и снижает риск дефектов включения.
- Армирование. DCEP вызывает глобулярный режим переноса металла и увеличивает ширину валика сварного шва.
- Зона термического влияния (ЗТВ). Полярность DCEN приводит к быстрому нагреву опорных пластин, и если скорость не регулируется, ЗТВ становится шире.
- Внешний вид сварного шва. Это зависит от многих других факторов, но в основном происходит от функции переменного тока.
Как правильно выбрать полярность?
Выбор полярности сварки требует тщательного учета большого количества факторов. Некоторые из основных:
- Алюминий или магний в качестве основного металла лучше подходят для DCEP, поскольку они могут разрушить оксидный слой, присутствующий на поверхности пластины. Температура плавления обоих довольно низкая, поэтому вам не требуется сильное тепловыделение вблизи опорной плиты.
- Для титана или нержавеющей стали лучше использовать переменный ток, так как он может дать вам все преимущества. Однако DCEN может увеличить HAZ.
- Если рабочий материал имеет плохую эмиссию электронов или требует высокого напряжения, DCEP может привести к нестабильной дуге.
- Если опорная плита слишком толстая, предпочтительнее использовать DCEN, при этом требуется подготовка кромок. Точно так же для тонких пластин лучше использовать DCEP.
- При сварке TIG DCEP может привести к образованию шариков на конце электрода, что может сократить срок службы электрода и привести к дефектам вольфрамовых включений.
Вопросы по теме
В чем разница между прямой и обратной полярностью? При прямой полярности электрод отрицательный, а базовые пластины положительные. При обратной полярности электроды положительные, а опорные пластины отрицательные.