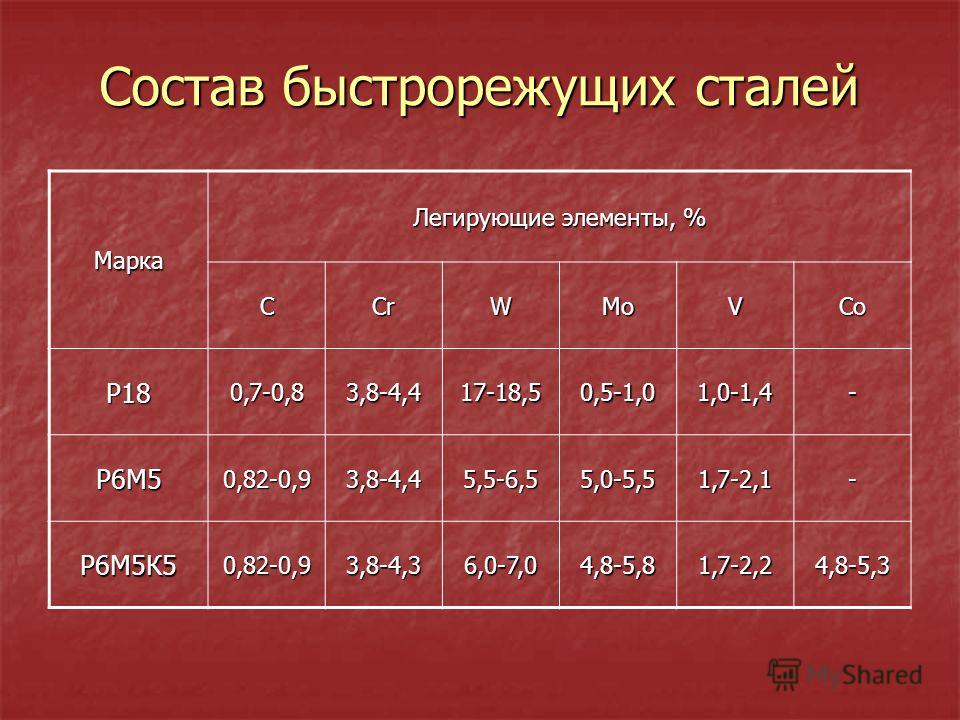
Р18 или р6м5 что лучше: плюсы и минусы для ножей, лучше ли быстрореза Р6М5, отзывы, характеристики и применение
alexxlab | 15.03.2023 | 0 | Разное
Чем сверлить быстрорез – сталь Р18
Не исключено, что специалисту по обработке металла придется сверлить быстрорежущую сталь марки Р18. Для этого потребуется сверло, характеристики которого должны превосходить обрабатываемый материал.
Быстрорез Р18 – это инструментальная сталь, которая идет на изготовление резцов, сверл, фрез, разверток, протяжек и т. д. С их помощью можно обрабатывать конструкционные стали, имеющие прочность до 1 тыс. МПа.
Используемые материалы и инструмент
Для нашего практического эксперимента нам понадобится:
- Отрезной токарный резец из стали Р18, изготовленный еще в 1958 году.
- Не новое перовое сверло диаметром 5 мм по керамике и стеклу.
- Настольный сверлильный станок с регулируемыми оборотами шпинделя.
- Наждачный станок для заточки инструментов.
- Штангенциркуль.
- Грубый напильник по металлу.
- Кусок квадратного прутка из стали Р18.

- Резец из стали Р6М5.

Процесс испытания
Для эксперимента мы остановились на отрезном резце из стали Р18, который был изготовлен во времена Советского Союза, что является надежной гарантией его высокого качества. Это достаточно прочный материал. Из него, кроме токарных резцов, изготавливаются разнообразные инструменты, которыми производится обработка конструкционных сталей и других металлов.
В качестве испытуемого инструмента было выбрано перовое сверло диаметром 5 мм, бывшее в употреблении и, произведенное в Китае, которое обычно используется по металлу, керамике, стеклу и камню.
Чтобы восстановить режущие характеристики этого сверла, слегка подправим его на заточном круге с механическим приводом.
Вставляем сверло в патрон настольного сверлильного станка и надежно зажимаем с помощью ключа.
Измеряем для справки с помощью штангенциркуля толщину режущей части отрезного резца. Она оказалась равной 3,5 мм.
Она оказалась равной 3,5 мм.
Убеждаемся в том, что вертикального хода шпинделя достаточно для осуществления сквозного сверления резца. Для этого необходимо убедиться, что конец сверла достает до плоскости основания и еще имеется некоторый запас хода.
Начинаем сверление, время от времени ослабляя давление на инструмент. Это необходимо для его хотя бы частичного охлаждения и очистки от стружки и частиц металла, образуемых при сверлении.
В момент, когда вершина инструмента выходит с противоположной стороны, останавливаем процесс и переворачиваем резец на другую сторону. Ставим сверло по отметке и доводим процесс до конца.
Сквозное отверстие в зоне режущей части отрезного резца из стали Р18 готово! На это мы затратили не более 2-3 минут, не прикладывая особых усилий, без осложнений, причем с одной заточки сверла.
Грубый ручной напильник по металлу, конечно, не годится для обработки стали Р18, разве что с его помощью можно снять заусенцы, образовавшиеся в процессе сверления отверстия.
Чтобы проверить полученные результаты, берем квадратный пруток из стали Р18, сверлим его и убеждаемся, что процесс обработки и его итоги остались такими же, ничем не отличаясь от первого раза.
Попробуем тем же сверлом без переточки посверлить квадрат, а лучше резец из быстрорежущей стали Р6М5, у которого режущие свойства выше, чем у инструментов из стали Р18, особенно по допустимой рабочей температуре. И с этим материалом сверло справляется неплохо.
Удивительно, но обычное дешевое китайское перовое 5-миллиметровое сверло, которое предназначено преимущественно для работы с керамикой и стеклом, легко просверливает не только быстрорежущую инструментальную сталь Р18, но и более прочную – марки Р6М5.
Итоговые выводы
Мы полагаем, что с несколько большими затратами времени и усилий, такого же результата можно добиться, используя сверло из той же стали Р18. Тем более, выбирая оптимальные обороты, которые явно должны быть пониже.
Также облегчит процесс периодическая смазка сверла, которая будет способствовать лучшей обработке металла и несколько охлаждать инструмент во время сверления. Возможно, понадобиться несколько заточек.
Конечно, одно отверстие выполнить несложно. Тут особой щепетильности не требуется, главное, хватило бы настойчивости и терпения. Но когда необходимо просверлить хотя бы десяток отверстий в этом быстрорезе, тогда все недочеты заточки, режима сверления, отсутствие смазки и охлаждения инструмента будут играть определяющую роль.
Смотрите видео
Резцы резьбовые с пластинами из быстрорежущей стали (Р6М5 Р18)
Резцы токарные резьбовые | |||||||
с пластинами из быстрорежущей стали (Р6М5 Р18) | |||||||
Сечение державки | ширина режущей части — m | тип | тип резьбы | шаг резьбы | По ГОСТ 18876-73 | направление подачи | Цена без НДС |
16х10х100 | 1,5 | 1 | наружная метрическая | 0. | 2660-0501 | правые | 322,40р. |
20х12х120 | 3 | 0.75-3 | 2660-0503 | правые | 358,80р. | ||
| 25х16х140 | 4 | 1-5 | 2660-0505 | правые | 449,80р. | ||
32х20х170 | 5 | 1.5-6 | 2660-0507 | правые | 629,20р. | ||
10х10х120 | 4 | 2 | внутренняя метрическая | 0.75-2.5 | 2662-0501 | правые | 501,80р. |
12х12х140 | 5 | 1-3 | 2662-0503 | правые | 538,20р. | ||
16х16х170 | 9 | 1.5-4 | 2662-0505 | правые | 583,70р. | ||
20х20х200 | 12 | 2-5 | 2662-0507 | правые | 691,60р. | ||
25х25х240 | 14 | 3-6 | 2662-0509 | правые | 808,60р. | ||
Сечение державки | ширина режущей части — m | тип | тип резьбы | шаг резьбы | По ГОСТ 18876-73 | направление подачи | Цена без НДС |
20х12х120 | 3 | 3 | наружная трапецеидальная | 2 | 2664-0501 | правые | 358,80р. |
3 | 2 | 2664-0502 | левые | 358,80р. | |||
3 | 3 | 2664-0503 | правые | 358,80р. | |||
3 | 3 | 2664-0504 | левые | 358,80р. | |||
3 | 4 | 2664-0505 | правые | 358,80р. | |||
3 | 4 | 2664-0506 | левые | 358,80р. | |||
4 | 5 | 2664-0507 | правые | 358,80р. | |||
4 | 5 | 2664-0508 | 358,80р. | ||||
25х16х140 | 4 | 6 | 2664-0509 | правые | 449,80р. | ||
4 | 6 | 2664-0510 | левые | 449,80р. | |||
5 | 8 | 2664-0511 | правые | 449,80р. | |||
5 | 8 | 2664-0512 | левые | 449,80р. | |||
5 | 10 | 2664-0513 | правые | 449,80р. | |||
5 | 10 | 2664-0514 | левые | 449,80р. | |||
32х20х170 | 6 | 12 | 2664-0515 | правые | 629,20р. | ||
6 | 12 | 2664-0516 | левые | 629,20р. | |||
8 | 16 | 2664-0517 | правые | 629,20р. | |||
8 | 16 | 2664-0518 | левые | 629,20р. | |||
40х25х200 | 8 | 20 | 2664-0519 | правые | 860,60р. | ||
8 | 20 | 2664-0520 | левые | 860,60р. | |||
10 | 24 | 2664-0521 | правые | 860,60р. | |||
10 | 24 | 2664-0522 | левые | 860,60р. | |||
Сечение державки | ширина режущей части — m | тип | тип резьбы | шаг резьбы | По ГОСТ 18876-73 | направление подачи | Цена без НДС |
10х10х120 | 4 | 4 | внутренняя трапецеидальная | 2 | 2666-0501 | правые | 501,80р. |
2 | 2666-0502 | левые | 501,80р. | ||||
4 | 2666-0503 | правые | 501,80р. | ||||
4 | 2666-0504 | левые | 501,80р. | ||||
12х12х140 | 4 | 2 | 2666-0505 | правые | 538,20р. | ||
4 | 2 | 2666-0506 | левые | 538,20р. | |||
6 | 5 | 2666-0507 | правые | 538,20р. | |||
6 | 5 | 2666-0508 | левые | 538,20р. | |||
7 | 8 | 2666-0509 | правые | 538,20р. | |||
7 | 8 | 2666-0510 | левые | 538,20р. | |||
16х16х170 | 6 | 3 | 2666-0511 | правые | 583,70р. | ||
6 | 3 | 2666-0512 | левые | 583,70р. | |||
8 | 6 | 2666-0513 | правые | 583,70р. | |||
8 | 6 | 2666-0514 | левые | 583,70р. | |||
10 | 10 | 2666-0515 | правые | 583,70р. | |||
10 | 10 | 2666-0516 | левые | 583,70р. | |||
20х20х200 | 6 | 3 | 2666-0517 | правые | 691,60р. | ||
6 | 3 | 2666-0518 | левые | 691,60р. | |||
10 | 8 | 2666-0519 | правые | 691,60р. | |||
10 | 8 | 2666-0520 | левые | 691,60р. | |||
12 | 12 | 2666-0521 | правые | 691,60р. | |||
12 | 12 | 2666-0522 | левые | 691,60р. | |||
25х25х240 | 6 | 4 | 2666-0523 | правые | 808,60р. | ||
6 | 4 | 2666-0524 | левые | 808,60р. | |||
10 | 10 | 2666-0525 | правые | 808,60р. | |||
10 | 10 | 2666-0526 | левые | 808,60р. | |||
15 | 16 | 2666-0527 | правые | 808,60р. | |||
15 | 16 | 2666-0528 | левые | 808,60р. | |||
 5-2.5
5-2.5
















Поделиться в социальных сетях
Что еще почитать:
Что еще почитать:
Особенности основных и технологических свойств порошковых быстрорежущих сталей
NASA/ADS
Особенности основных и технологических свойств порошковых быстрорежущих сталей
- Коротков Александр ;
- Короткова Лидия ;
- Видин Денис ;
- Лащинина Светлана
Аннотация
В данной работе проведено исследование основных и технологических свойств высокованадиевых быстрорежущих сталей марок М5Ф6-МП и М6Ф7-МП, изготовленных методом порошковой металлургии.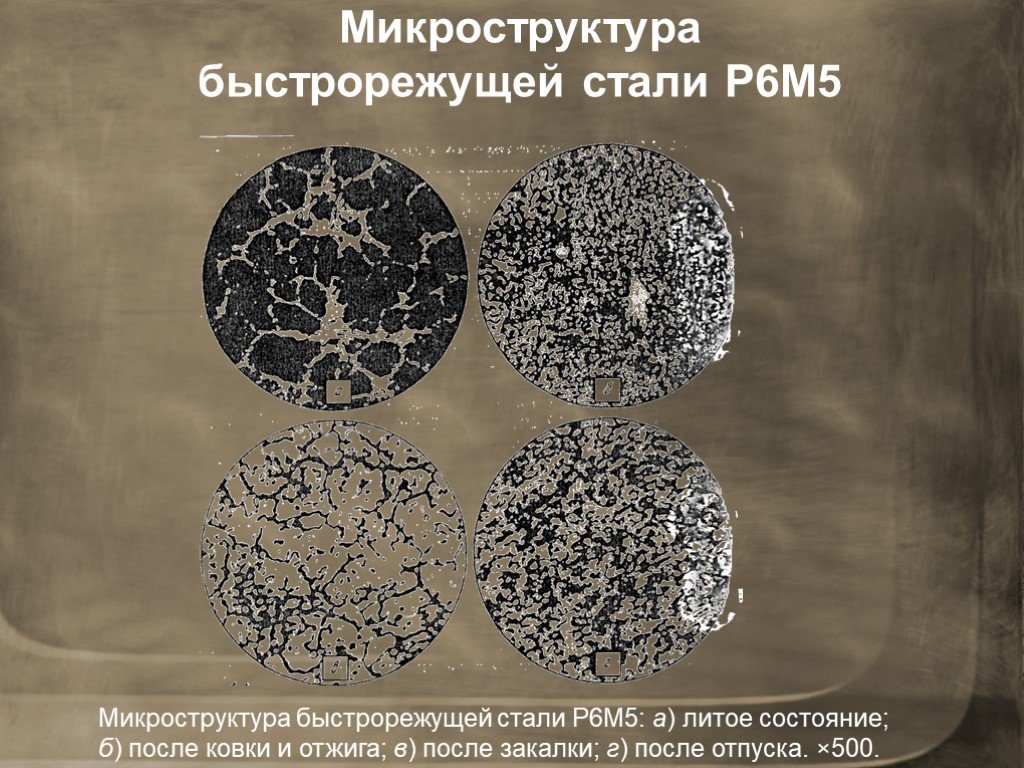 Образцы этих сталей исследовались и контролировались на твердость в состоянии поставки, после закалки и отпуска, на ударную вязкость и прочность на изгиб. Технологические свойства контролировались на обрабатываемость давлением, резанием и шлифуемостью. Исследовано влияние схем и режимов прессования на микроструктуру и фазовый состав сталей. Выбран режим термообработки. Установлено, что структура порошковых быстрорежущих сталей характеризуется равномерным распределением карбидов МеС и Ме 6 Типы С как в поперечном, так и в продольном направлении размером не более 1 мкм. После горячего прессования аустенитное зерно оставалось мелким, его диаметр не превышал 3 мкм, зернистости и пористости не обнаружено. Технологических недостатков при термообработке порошковых быстрорежущих сталей не выявлено. Изучаемые порошковые быстрорежущие стали, несмотря на высокое содержание ванадия и углерода, не уступают по размалываемости традиционным сталям удовлетворительной перемалываемости Р18 и Р6М5.
Образцы этих сталей исследовались и контролировались на твердость в состоянии поставки, после закалки и отпуска, на ударную вязкость и прочность на изгиб. Технологические свойства контролировались на обрабатываемость давлением, резанием и шлифуемостью. Исследовано влияние схем и режимов прессования на микроструктуру и фазовый состав сталей. Выбран режим термообработки. Установлено, что структура порошковых быстрорежущих сталей характеризуется равномерным распределением карбидов МеС и Ме 6 Типы С как в поперечном, так и в продольном направлении размером не более 1 мкм. После горячего прессования аустенитное зерно оставалось мелким, его диаметр не превышал 3 мкм, зернистости и пористости не обнаружено. Технологических недостатков при термообработке порошковых быстрорежущих сталей не выявлено. Изучаемые порошковые быстрорежущие стали, несмотря на высокое содержание ванадия и углерода, не уступают по размалываемости традиционным сталям удовлетворительной перемалываемости Р18 и Р6М5. Применение порошковой технологии открывает перспективу внедрения в промышленность высокоуглеродистых ванадиевых быстрорежущих сталей, за счет значительного улучшения основных и технологических свойств, особенно шлифовальных. Их можно рекомендовать для изготовления инструментов сложного профиля.
Применение порошковой технологии открывает перспективу внедрения в промышленность высокоуглеродистых ванадиевых быстрорежущих сталей, за счет значительного улучшения основных и технологических свойств, особенно шлифовальных. Их можно рекомендовать для изготовления инструментов сложного профиля.
- Публикация:
Серия конференций Американского института физики
- Дата публикации:
- Октябрь 2022
- DOI:
- 10.1063/5.0099967
- Биб-код:
- 2022AIPC.2503f0012K
 “/>
“/>
Модификация поверхности быстрорежущей стали электронно-лучевой обработкой
Главная Материаловедение Форум Материаловедение Форум Vol. 906 Поверхность из быстрорежущей стали Модификация…
Предварительный просмотр статьи
Аннотация:
В работе исследованы структура и микротвердость быстрорежущих сталей Р6М5, Р9 и Р18 после электронно-лучевой обработки. Электронно-лучевую обработку проводили на промышленном ускорителе ЭЛВ-4. Установлено, что электронно-лучевая обработка позволяет получить на поверхности быстрорежущих сталей толщиной 20 мкм с высокой твердостью модифицированный слой, состоящий из фрагментированного мартенсита с мелкими карбидными частицами. Установлено, что после электронно-лучевой обработки микротвердость быстрорежущих сталей повышается до 90,5 ГПа. Экспериментально установлено, что рост твердости и износостойкости быстрорежущих сталей после электронно-лучевой обработки является результатом образования более фрагментированного мартенсита и уменьшения размеров карбидных частиц.
Доступ через ваше учреждение
Вас также могут заинтересовать эти электронные книги
Предварительный просмотр
* – Автор, ответственный за переписку
Рекомендации
[1] О. П. Солоненко. А. П. Алхимов. В.В. Марусен. Член-корреспондент Оришич. Х.М. Рахимяны. Р.А. Салимов. В.Г. Щукин. В.Ф. Косарев Высокоэнергетическая обработка материалов/ Новосибирск: Наука. 2000. 425 с.
Академия Google
[2]
Я. Курзина [и др.]. Нанокристаллические интерметаллические и нитридные структуры. Формирование при ионно-лучевом воздействии / – Томск: Изд-во НТЛ. 2008. 324 с.
Курзина [и др.]. Нанокристаллические интерметаллические и нитридные структуры. Формирование при ионно-лучевом воздействии / – Томск: Изд-во НТЛ. 2008. 324 с.
Академия Google
[3] Скаков М.К., Рахадилов Б.К., Шеффлер М. Микроструктура и трибологические свойства электролитно-плазменно азотированной быстрорежущей стали Р6М5. Испытания материалов, 4(57), 2015, С. 360-365. www. Сеть знаний. ком, www. тестирование материалов. де.
DOI: 10.3139/120.110709
Академия Google
[4]
Рахадилов Б. К., Скаков М.К., Шеффлер М. Электролитно-плазменное азотирование быстрорежущей стали / Прикладная механика и материалы (ISSN: 1662-7482) Vol. 379(2013) стр. 161-166.
К., Скаков М.К., Шеффлер М. Электролитно-плазменное азотирование быстрорежущей стали / Прикладная механика и материалы (ISSN: 1662-7482) Vol. 379(2013) стр. 161-166.
DOI: 10.4028/www.scientific.net/amm.379.161
Академия Google
[5] Полетика ИМ. Голковский М.Г. Перовская М.В. Калинин А. Н . Салимов П.А. Упрочнение поверхностного слоя среднеуглеродистой стали с использованием энергии релятивистских электронов / Перспективные материалы. 2006. 2. С. 73 – 79..
Академия Google
[6]
Полетика И. М. Борисова, М.Д. Краев ГВ. Вайсман А. Ф . Голковский М.Г. Особенности формирования структуры и свойств поверхностного слоя стали при облучении пучком релятивистских электронов / МИТОМ. 1997. 4. С. 13-16.
М. Борисова, М.Д. Краев ГВ. Вайсман А. Ф . Голковский М.Г. Особенности формирования структуры и свойств поверхностного слоя стали при облучении пучком релятивистских электронов / МИТОМ. 1997. 4. С. 13-16.
DOI: 10.1007/bf02469069
Академия Google
[7] Ротштейн В. Иванов Ю. Марков А. Поверхностная обработка материалов с низким энергопотреблением. сильноточные электронные пучки. Устав 6 в Книге Обработка поверхности материалов методами направленной энергии. – Эд. ByY. Пауло: Эльзевир. 2006. С. 205-240.
DOI: 10. 1016/b978-008044496-3/50007-1
1016/b978-008044496-3/50007-1
Академия Google
[8] САРЕШ Н, ГОПАЛАКРИШНА ПИЛЛАИ М, ХОСЕ. М. Исследования воздействия электронно-лучевой сварки на толстый титановый сплав Ti6Al4V / Journal of Materials Processing Technology, 2007, 192–193: 83–88.
DOI: 10.1016/j.jmatprotec.2007.04.048
Академия Google
[9]
Полетика И.М., Голковский М.Г., Борисов М.Д., Салимов Р.А. , Перовская М.В. Формирование упрочняющих покрытий методом наплавки в пучке релятивистских электронов // Физика и химия обработки материалов. 2005. 5. С. 29.-41.
, Перовская М.В. Формирование упрочняющих покрытий методом наплавки в пучке релятивистских электронов // Физика и химия обработки материалов. 2005. 5. С. 29.-41.
Академия Google
[10] З. Ю, З. Ван, К. Ямадзаки, С. Сано. Обработка поверхности штамповых и инструментальных сталей с помощью плазменного электронно-лучевого облучения. Журнал технологий обработки материалов, 180 (2006), стр. 246-252.
DOI: 10.1016/j.jmatprotec.2006.06.014
Академия Google
[11]
Кремнев Ю.