Р6М5 марка стали расшифровка: Сталь Р6М5 – расшифровка марки стали, ГОСТ, характеристика материала
alexxlab | 11.02.2023 | 0 | Разное
расшифровка, характеристики, применение, плюсы и минусы
Применение сплава
Приведённые качества этой стали определили её непосредственное место в производстве. В основном она применяется для резки других материалов в условиях экстремально высокой температуры. Гораздо практичнее применять для этих задач быстрорез, чем какие-нибудь нержавеющие сплавы. Характерная черта Р6М5 — превосходное удерживание заточки, благодаря высоким показателям твёрдости.
Также этот прекрасный металл очень хорошо переносит ударные перегрузки, что обуславливает его востребованность в изготовлении кранов, свёрл и развёртки.
Клинок для ножа из стали Р6М5.
Р6М5 со своими свойствами динамично используется для выпуска ножей. Вследствие широкого использования и производства этого инструмента, существует множество известных изготовителей, к примеру, тот же Rapid.
Проводятся многочисленные эксперименты, в которых применяются ножи из Р6М5. Они эффективно справляются с резкой следующих предметов с повышенной прочностью: толстые верёвки, дерево, кости и т.д. Самое эффектное удачное испытание — резка ножом, выполненным из Р6М5 железной пластинки, которая была в несколько мм толщиной — не без трудностей, но удалось.
Они эффективно справляются с резкой следующих предметов с повышенной прочностью: толстые верёвки, дерево, кости и т.д. Самое эффектное удачное испытание — резка ножом, выполненным из Р6М5 железной пластинки, которая была в несколько мм толщиной — не без трудностей, но удалось.
Когда Р6М5 используется для изготовления ножей, она обычно закаливается до HRC 60-62, хотя иногда этот параметр доводят и до HRC 66-67.
Benchmade является одной из крупнейших компаний по производству ножей, использующих сталь Р6М5. Этот сплав уникален по своему составу, он содержит большое количество молибдена и вольфрама, но в результате даёт очень мелкозернистую сталь, идеально подходящую для создания клинков.
ГОСТ и ТУ стали Р6М5
Информация о стали Р6М5 имеется одновременно в нескольких ГОСТ и ТУ. Во всех присутствуют продукция и её технологические параметры. Невзирая на перенаправление металлопроката на твёрдые сплавы, благодаря своим свойствам Р6М5 до сих пор пользуется большой популярностью на многих производствах.
Изготовление и обработка быстрорежущих сталей
Быстрорежущие стали изготавливают как классическим способом (разливка стали в слитки, прокатка и проковка), так и методами порошковой металлургии (распыление струи жидкой стали азотом). Качество быстрорежущей стали в значительной степени определяется степенью её прокованности. При недостаточной проковке изготовленной классическим способом стали наблюдается карбидная ликвация.
При изготовлении быстрорежущих сталей распространенной ошибкой является подход к ней как к «самозакаливающейся стали». То есть достаточно нагреть сталь и охладить на воздухе, и можно получить твердый износостойкий материал. Такой подход абсолютно не учитывает особенности высоколегированных инструментальных сталей.
Перед закалкой быстрорежущие стали необходимо подвергнуть отжигу. В плохо отожженных сталях наблюдается особый вид брака: нафталиновый излом, когда при нормальной твердости стали она обладает повышенной хрупкостью.
Грамотный выбор температуры закалки обеспечивает максимальную растворимость легирующих добавок в α-железе, но не приводит к росту зерна.
После закалки в стали остается 25—30 % остаточного аустенита. Помимо снижения твердости инструмента, остаточный аустенит приводит к снижению теплопроводности стали, что для условий работы с интенсивным нагревом режущей кромки является крайне нежелательным. Снижения количества остаточного аустенита добиваются двумя путями: обработкой стали холодом или многократным отпуском. При обработке стали холодом её охлаждают до −80…−70 °C, затем проводят отпуск. При многократном отпуске цикл «нагрев — выдержка — охлаждение» проводят по 2—3 раза. В обоих случаях добиваются существенного снижения количества остаточного аустенита, однако полностью избавиться от него не получается.
Принципы легирования быстрорежущих сталей
Высокая твердость мартенсита объясняется растворением углерода в α-железе. Известно, что при отпуске из мартенсита в углеродистой стали выделяются мельчайшие частицы карбида. Пока выделившиеся карбиды ещё находятся в мельчайшем дисперсном рассеянии (то есть на первой стадии выделения при отпуске до 200 °C), твердость заметно не снижается. Но если температуру отпуска поднять выше 200 °C, происходит рост карбидных выделений, и твердость падает.
Но если температуру отпуска поднять выше 200 °C, происходит рост карбидных выделений, и твердость падает.
Чтобы сталь устойчиво сохраняла твердость при нагреве, нужно её легировать такими элементами, которые затрудняли бы процесс коагуляции карбидов. Если ввести в сталь какой-нибудь карбидообразующий элемент в таком количестве, что он образует специальный карбид, то красностойкость скачкообразно возрастает. Это обусловлено тем, что специальный карбид выделяется из мартенсита и коагулирует при более высоких температурах, чем карбид железа, так как для этого требуется не только диффузия углерода, но и диффузия легирующих элементов. Практически заметная коагуляция специальных карбидов хрома, вольфрама, молибдена, ванадия происходит при температурах выше 500 °C.
Красностойкость создается легированием стали карбидообразующими элементами (вольфрамом, молибденом, хромом, ванадием) в таком количестве, при котором они связывают почти весь углерод в специальные карбиды, и эти карбиды переходят в раствор при закалке. Несмотря на сильное различие в общем химическом составе, состав твердого раствора очень близок во всех сталях, атомная сумма W+Mo+V, определяющая красностойкость, равна примерно 4 % (атомн.), отсюда красностойкости и режущие свойства у разных марок быстрорежущих сталей близки. Быстрорежущая сталь, содержащая кобальт, превосходит по режущим свойствам остальные стали (он повышает красностойкость), но кобальт очень дорогой элемент.
Несмотря на сильное различие в общем химическом составе, состав твердого раствора очень близок во всех сталях, атомная сумма W+Mo+V, определяющая красностойкость, равна примерно 4 % (атомн.), отсюда красностойкости и режущие свойства у разных марок быстрорежущих сталей близки. Быстрорежущая сталь, содержащая кобальт, превосходит по режущим свойствам остальные стали (он повышает красностойкость), но кобальт очень дорогой элемент.
Расшифровка — что обозначают символы маркировки
Элементы оборудования, приборы имеют высокий показатель прочности, материал владеет отменной вязкостью. Сталь обеспечивает продолжительную работоспособность, как в составе компонентов изделий, так и в клинках или готовых инструментах.
Подобные маркировки являются наследством советской эпохи:
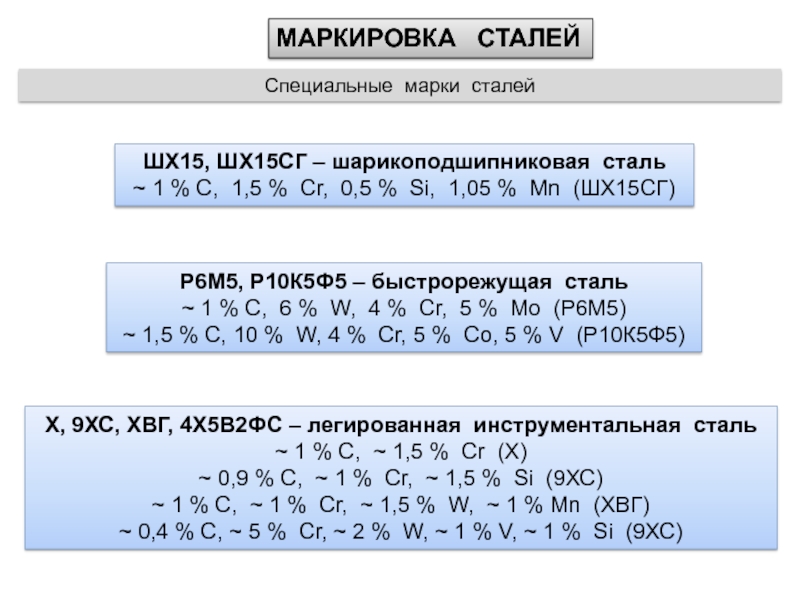
- Буква «Р» — это индикатор быстрорежущих сталей. Выражение получается из перевода английского «rapid»» — «стремительный».
- Знак после «Р» отмечает наличие в составе вольфрама в процентном отношении.
 Для конкретно этого металла находится в приделе 6% с незначительными отхождениями.
Для конкретно этого металла находится в приделе 6% с незначительными отхождениями. - После следует буква «М», означающая наличность в марке молибдена. Показатель, стоящий дальше — процент наличия элемента в общей массе.
- Помимо М, быстрорежущие стали могут включать в свою маркировку следующие обозначения: «К» — кобальт, «Т» — титан, «Ф» — ванадий, «Ц» — цирконий.
Рассматривая обозначение «Р6М5», расшифровывание способно включать ещё и другие буквы. В случае, если сталь выплавили методом электрошлакового переплава, возникает дополнение в виде «Ш» (Р6М5-Ш). С введением в производственный процесс новейших технологий теперь попадается и такая формулировка — Р6АМ5. Это обозначает добавление в общий состав азотом.
Классификация сверл по типу конструкции
При работе с металлическими деталями, можно выделить 2 основные группы сверлильных приспособлений:
- Плоские (или перовые) буравы — такой инструмент имеет сменные пластины к перовому сверлу, нетребователен к точности угла приложения силы во время выполнения сверлильных работ, конструктивно прост и имеет низкую стоимость, но при этом легко теряет диаметр рабочей поверхности при заточке и конструктивно не имеет желобка для вывода стружки.
- Спиральные сверла – цилиндрические буравы, которые имеют на поверхности своего тела одну или две канавки для отвода стружки.
При работе с металлом важно подобрать соответствующее материалу сверлильное приспособление. Для того, чтобы работа была выполнена качественно, мастеру необходимо уметь отличать сверла по металлу от похожих на них сверл по дереву. Конфигурация буравов для обоих материалов имеет схожие элементы, в обоих случаях инструменты могут иметь диаметр до 80 мм и длину до 600 мм, технология проведения сверлильных работ идентична и, более того, буравчики имеют одинаковую маркировку. Но при всей схожести, инструменты по дереву не всегда подойдут для сверления по металлу, и наоборот.
Первым отличительным признаком является твердость буравчика: для сверления отверстий в металле выбирается инструмент с более высокой твердостью. Нужно понимать, что твердость буравов по металлу не является постоянным параметром и, в свою очередь, также зависит от прочностных характеристик того материала, по которому будут проводиться сверлильные работы.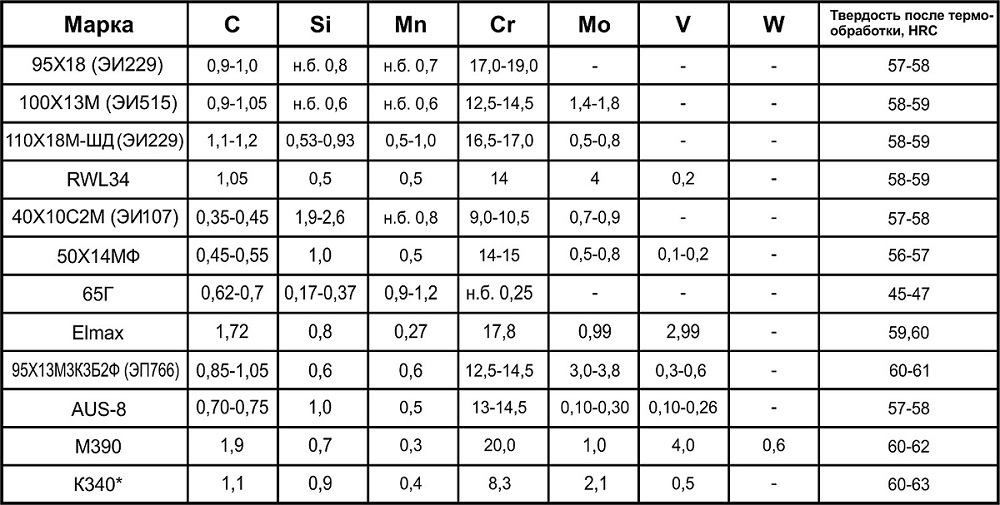
Второе отличие – это тип заточки режущих элементов. У приспособления для сверловки по дереву на наконечнике имеется острый носик в виде штыря или уголка, который предупреждает соскальзывание буравчика относительно его заданного положения. Подобная фиксация при работе с металлом не требуется. Угол между режущими кромками также отличается и напрямую зависит от того материала, для которого предназначен бурав.
При проведении сверлильных работ по деревянным деталям и решением мастера использовать инструмент, рассчитанный на выполнение работ по металлу, нужно понимать, что отличительные характеристики, перечисленные выше, могут сыграть ключевую роль в получении качественного отверстия с ровными краями и без подпалин.
Немаловажную роль при получении качественного отверстия играет тот фактор, правильно ли была выдержана технология изготовления бурава. Если в процессе производства сверлильного инструменнта по металлу было что-то нарушено, то ни правильная форма буравчика, ни его соответствующий цвет не смогут обеспечить качественный результат работ и срок службы сверлильного изделия значительно сократится.
Химический состав
Химсостав Р6М5 включает, помимо перечисленных выше углерода и молибдена, следующие компоненты:
- углерод (С) 0,82 — 0,90 %;
- марганец (Mn) 0,20 — 0,50 %;
- хром (Cr) 3,8 — 4,4 %;
- кремний (Si) 0,20 — 0,50 %;
- молибден (Мо) 4,8 — 5,3 %;
- ванадий (V) 1,7 — 2,1 %;
- кобальт (Со) 0,5 %;
- никель (Ni) 0,4 %;
- фосфор (Р) 0,03 %;
- сера (S) 0,025 %;
- вольфрам (W) 5,5 — 6,5%.
Сплав с добавками кобальта, применяют ещё с начала двадцатого века. Из него выпускают приборы для резки кислотостойких, устойчивым к большим температурам металлов. Обработка подобных металлов приборами из иной марки требуют дополнительных затрат. Эта сталь характеризуется высокой твёрдостью и термостойкостью.
Термообработка
Материал называют самозакаливающимся, но важно соблюдать температурные режимы обработки и последовательность проведения операций. Это обеспечит увеличение долговечности изделия на 20-30%.
Закалка происходит в несколько этапов, при этом осуществляется предварительный нагрев соляной ванне – при 500 С и 850 С в течение15-20 секунд. Последний этап предполагает нагрев детали до 1280 градусов, а время выдержки определяется в зависимости от толщины. На каждый миллиметр приходится 10 секунд закалки. Улучшает свойства стали Р6М5 отпуск в течение 3 часов, при котором температура понижается до 580-600 градусов.
Современная машиностроительная отрасль часто использует инструмент для обработки металла с приваренной режущей кромкой. В таком случае производится закалка в солевом растворе при условии расположения сварного шва на 15-20 мм выше жидкости.
Вернуться к содержанию
Основные характеристики
Базовые параметры стали такой марки — это: высокая вязкость, прекрасная износостойкость, неплохой уровень шлифуемости. Эта марка используется при выпуске многих типов лезвий и режущего оборудования для работы с конструкционными прочными сталями.
Нож с клинком из стали Р6М5.

Сплав вольфрамово-молибденового типа — второе название этой марки, которая может удерживать характерные ей качества даже при экстремальных температурных перепадах. Более того, её крепость на изгиб доходит до 4700 МПа. Сочетание её с ударной вязкостью даёт ей ощутимое превосходство над многими собратьями.
Дефицит вольфрама
Конечно же, в 1860-х годах, когда многие элементы были в полном изобилии, сталь с добавлением вольфрама считалась самой прочной. Со временем этого элемента в природе становится все меньше, а цена на него растет.
С экономической точки зрения добавлять большое количество W в сталь стало нецелесообразным. По этой причине сталь Р6М5 пользуется намного большей популярностью, чем Р18. Посмотрев их химический состав, можно увидеть, что содержание вольфрама в Р18 – 17-18,5%, в то время, как в вольфрамомолибденовом сплаве – до 6,5% максимум. Кроме того, в самокале присутствует до 0,25% меди и молибдена до 5,3%.
Трудности закалки быстрорежущей стали
Термическая обработка Р6М5 содержит гряду специфик, сопряжённых с характеристиками этой марки, а также большим временем нагревания под закалку.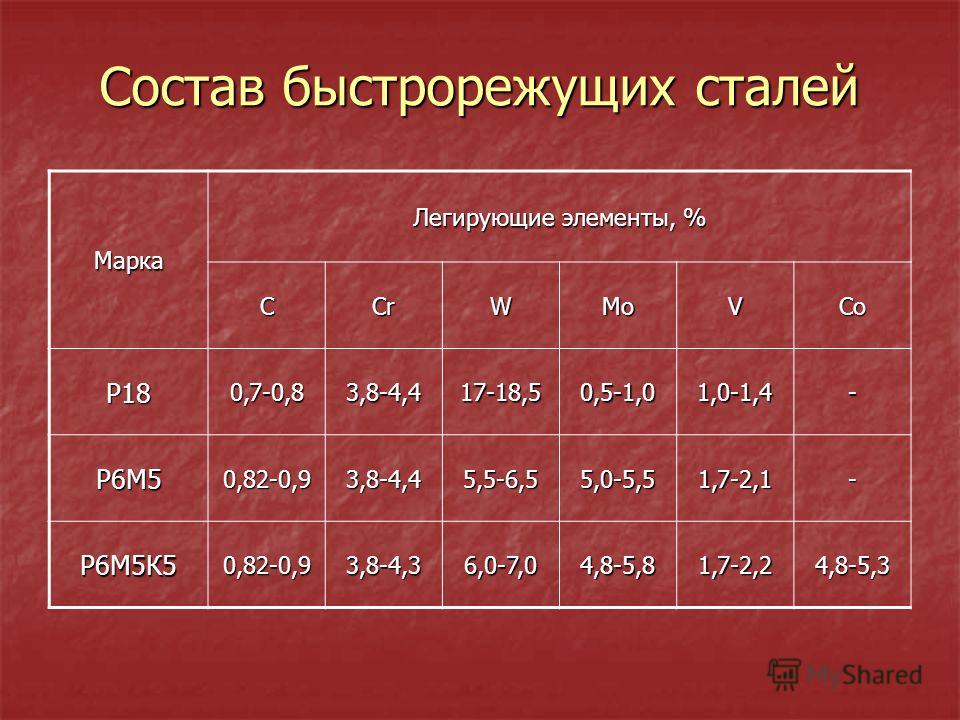 Чтобы достигнуть 1230 градусов по Цельсию (температура закаливания по ГОСТу), тратится рабочего времени на 25 процентов больше, чем для аналогичной марки Р18. Вначале делается отпускной период при 200 и 300 градусах по часу. Далее обработка выполняется в 3 этапа:
Чтобы достигнуть 1230 градусов по Цельсию (температура закаливания по ГОСТу), тратится рабочего времени на 25 процентов больше, чем для аналогичной марки Р18. Вначале делается отпускной период при 200 и 300 градусах по часу. Далее обработка выполняется в 3 этапа:
- 690 градусов -3 минуты;
- 860 — также 3 минуты;
- 1230 — 1,5 минуты.
Затем сталь остужают. В дальнейшем обрабатывании используют троекратный отпускной период при 560 градусов по 1.5 часа. В периодах отпуска сплав дополняют легирующими добавками, которые образуют карбиды, что увеличивает прочность конечного металла. Предшествующий отжиг стали содействует избавлению от высокой хрупкости при высоком показателе прочности.
ПРАВИЛА ПРИЕМКИ
4.1. Металлопродукцию принимают партиями.
Партия должна состоять из металлопродукции одной плавки, одной группы, одного размера, одной подгруппы и одинакового режима термической обработки.
Каждая партия сопровождается документом о качестве в соответствии с требованиями ГОСТ 7566-94.
(Измененная редакция, Изм. № 3).
4.2. Качество поверхности проверяют на всех прутках и полосах партии.
4.3. Для проверки химического состава отбирают одну пробу от плавки, от партии прутков или полос — один пруток или полосу.
4.4. Для проверки размеров — 10 % прутков, полос от партии, но не менее пяти штук.
4.5. Для контроля твердости отожженной стали:
для металлопродукции диаметром или толщиной до 30 мм отбирают два прутка или две полосы от 1 т, но не менее восьми прутков или полос от партии; для металлопродукции диаметром или толщиной свыше 30 мм — 15 % прутков от партии, но не менее пяти штук или две полосы от 1 т, но не менее пяти полос от партии.
4.3 — 4.5. (Измененная редакция, Изм. № 3).
4.6. Для проверки макроструктуры — два прутка, две заготовки или полосы от партии.
4.7. (Исключен, Изм. № 6).
4.8. Для проверки карбидной неоднородности отбирают два прутка, две полосы от партии.
4.9. Для проверки глубины обезуглероженного слоя — два прутка или две полосы от партии. Прутки диаметром и толщиной более 100 мм на обезуглероживание допускается не контролировать.
Прутки диаметром и толщиной более 100 мм на обезуглероживание допускается не контролировать.
4.10. Для проверки твердости после закалки с отпуском и величины зерна аустенита — один пруток или одна полоса от партии, но не менее двух от плавки.
4.9 — 4.10. (Измененная редакция, Изм. № 3).
4.11. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей проводят испытание по ГОСТ 7566-94.
4.12. Карбидная неоднородность, макроструктура и твердость после закалки и отпуска прутков диаметром или толщиной до 40 мм включительно обеспечивается технологией изготовления.
(Измененная редакция, Изм. № 1, 6).
4.13. (Исключен, Изм. № 3).
Особенности заточки стали
Любая продукция подвластна изнашиванию, а если это лезвие – утере остроты. Сталь Р6М5 вследствие особого метода изготовления и химического состава плохо поддаётся затачиванию.
Шлифовальные круги из электрокорунда не в силах справиться с подобной проблемой.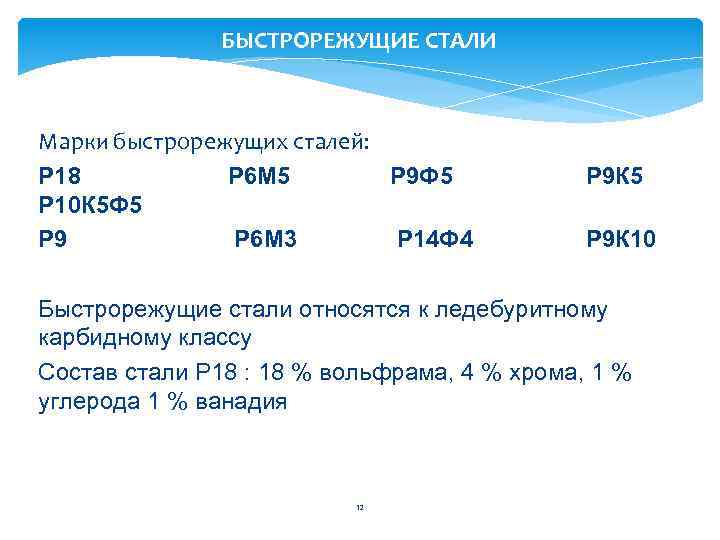 Полотно, подвергаемое заточке, останется неровным, а режущие качества будут далеки от рабочих. Поэтому для восстановления изделию заводской заточки, его необходимо обрабатывать на кругах из эльбора, которые имеются далеко не на каждой специализированной точильне.
Полотно, подвергаемое заточке, останется неровным, а режущие качества будут далеки от рабочих. Поэтому для восстановления изделию заводской заточки, его необходимо обрабатывать на кругах из эльбора, которые имеются далеко не на каждой специализированной точильне.
Пример правильной заточки ножа.
Заточка изделий из стали Р6М5
Инструмент из Р6М5 теряет свои свойства в результате интенсивного использования. Восстановить остроту режущей кромки помогают абразивные круги. Воздействуя на высоких оборотах, они равномерно снимают металл, обеспечивая качественную и быструю заточку.
Специалисты рекомендуют затачивать изделия в два этапа.
- Предварительная обработка кругом с зерном марки 40.
- Финишная заточка кругами с зерном марки 25 – 16.
Двухэтапное воздействие гарантирует равномерную обработку поверхности, а также полное восстановление режущей способности инструмента.
Заточка сверла
Обозначение Р6М5
Расшифровка стали зависит от того, как она изготавливается, какие легирующие элементы включает и сколько содержит углерода. Для разных типов существуют свои обозначения. Если, например, сплав не содержит легирующих элементов, то он обозначается «Ст» и рядом число, которое показывает среднее содержание углерода в стали (Ст20, Ст45).
Для разных типов существуют свои обозначения. Если, например, сплав не содержит легирующих элементов, то он обозначается «Ст» и рядом число, которое показывает среднее содержание углерода в стали (Ст20, Ст45).
В низколегированных сплавах сначала идет процентное количество углерода, а затем буквы, обозначающие химические элементы (10ХСНД, 20ХН4ФА). Если же возле них, как в примере, рядом нет цифр – значит, содержание каждого из них не превышает 1%. Буква «Р» в марке сплава обозначает, что он является быстрорежущим (rapid).
Следом за ней стоит число – это процентное содержание вольфрама(Р9, Р18), а далее, буквы и цифры – это легирующие элементы и их процентное соотношение. Из этого следует, что быстрорежущая сталь Р6М5 содержит до 6% вольфрама и до 5% молибдена.
Способ изготовления Р6М5
Конечно же, как и любой другой сплав, Р6М5 изготавливается в различном сортаменте. Так, в некоторых цехах быстрорежущую горячую сталь разливают в слитки. На другом же производстве её катают горячим прокатом.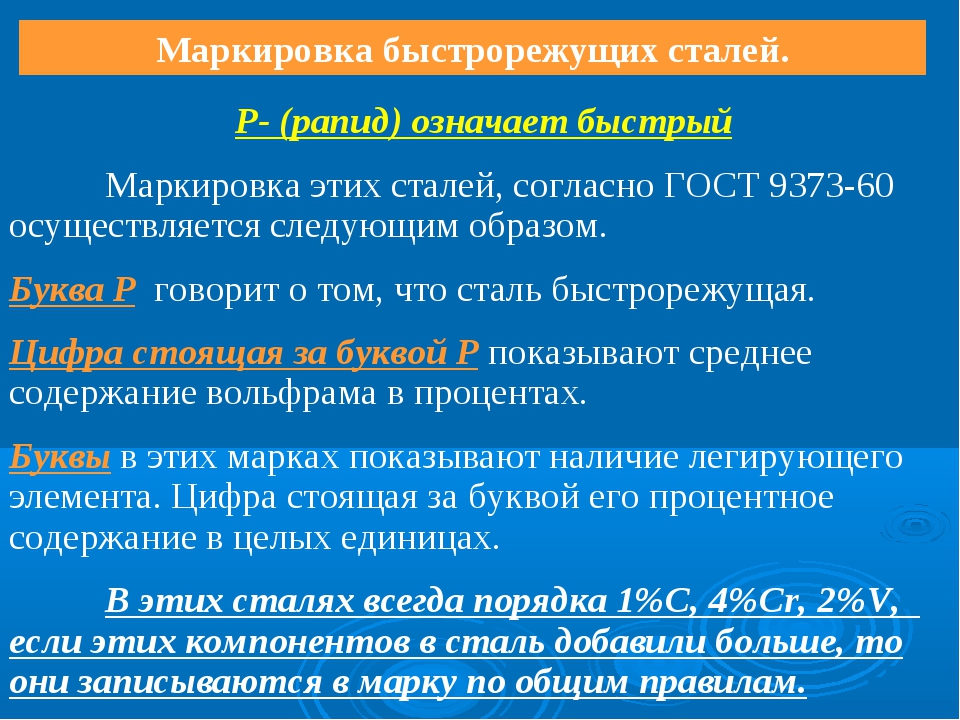 Для этого нагретые слитки обжимают между валами прокатного стана. Его получаемая форма будет зависеть от формы самих валов.
Для этого нагретые слитки обжимают между валами прокатного стана. Его получаемая форма будет зависеть от формы самих валов.
Марка стали Р6М5 широко используется для деталей, работающих при высоких температурах. По этой причине в последнее время очень популярным способом изготовления стали является порошковый.
При разливании горячей стали в слитки, происходит очень быстрое выделение карбидов из расплава. В некоторых участках они формируют неравномерные области скопления, которые в дальнейшем являются местом зарождения трещин.
При порошковом изготовлении используется специальный порошок, в составе которого присутствуют все необходимые компоненты. Его спекают в специальном вакуумном контейнере с высокой температурой и давлением. Это способствует тому, что материал получается однородным.
Сталь 25Х2НМФА: Расшифровка марки | ООО «Сталь-Максимум»
Сталь 25Х2НМФА: Расшифровка марки | ООО «Сталь-Максимум»- Главная
- Справочник
- Марки сталей
 org/BreadcrumbList”>
org/BreadcrumbList”>|
Марка стали |
Вид поставки Поковки – ТУ 108–995–81, ТУ 108. |
||||||||||||||||||||||||||||||||||||||
|
25Х2НМФА |
|||||||||||||||||||||||||||||||||||||||
|
Массовая доля элементов, % по ТУ 108–995–81 |
Температура критических точек, ºС |
||||||||||||||||||||||||||||||||||||||
|
С |
Si |
Mn |
S1 |
P1 |
Cr |
Ni |
Mo |
V |
Cu |
Ас1 |
Ас3 |
Аr1 |
Аr3 |
||||||||||||||||||||||||||
|
0,23– 0,27 |
0,17– 0,35 |
0,40– 0,70 |
≤ 0,015 |
≤ 0,015 |
1,80– 2,20 |
1,30–1,60 |
0,40–0,60 |
0,05 по расчету |
≤ 0,25 |
760 |
820 |
– |
– |
||||||||||||||||||||||||||
|
1 Сумма содержания серы и фосфора не более 0,035%. |
|||||||||||||||||||||||||||||||||||||||
|
Механические свойства при комнатной температуре |
|||||||||||||||||||||||||||||||||||||||
|
НД |
Режим термообработки |
Сечение, мм |
σ0,2, Н/мм2 |
σВ, Н/мм2 |
δ, % |
Ψ, % |
KCU, Дж/см2 |
Угол изгиба, град. |
НВ |
||||||||||||||||||||||||||||||
|
Операция |
t, ºС |
Охлаждающая среда |
не менее |
||||||||||||||||||||||||||||||||||||
|
ТУ 108– 995–81 |
Закалка I Закалка II Отпуск |
910–920 880–890 630–650 |
Вода Вода С печью до 400 ºС, далее на воздухе |
До 1800 |
520– 6872 520– 6873 |
657 657 |
16 14 |
45 40 |
59 49 |
150 120 |
270 |
||||||||||||||||||||||||||||
|
ТУ 108– 1082–82 |
Закалка Отпуск |
– |
– |
– |
520– 6873 |
657 |
14 |
40 |
59 |
120 |
270 |
||||||||||||||||||||||||||||
|
2 Образцы продольные. 3 Образцы тангенциальные. |
|||||||||||||||||||||||||||||||||||||||
|
Назначение. Диски и хвостовики сварных роторов паровых турбин тепловых и атомных электростанций. |
|||||||||||||||||||||||||||||||||||||||
|
Предел выносливости, Н/мм2 |
Термообработка |
Ударная вязкость, KCU, Дж/см2, при t, ºС |
Термообработка |
||||||||||||||||||||||||||||||||||||
|
σ-1 |
τ-1 |
+ 20 |
0 |
– 20 |
– 40 |
– 50 |
–80 |
||||||||||||||||||||||||||||||||
| Технологические характеристики | |||||||||||||||||||||||||||||||||||||||
|
Ковка |
Охлаждение поковок, изготовленных |
||||||||||||||||||||||||||||||||||||||
|
Вид полуфабриката |
Температурный интервал ковки, ºС |
из слитков |
из заготовок |
||||||||||||||||||||||||||||||||||||
|
Размер сечения, мм |
Условия охлаждения |
Размер сечения, мм |
Условия охлаждения |
||||||||||||||||||||||||||||||||||||
|
Слиток |
В яме |
||||||||||||||||||||||||||||||||||||||
|
Заготовка |
1200–850 |
||||||||||||||||||||||||||||||||||||||
|
Свариваемость |
Обрабатываемость резанием |
Флокеночувствительность |
|||||||||||||||||||||||||||||||||||||
|
Ограниченно свариваемая. Способы сварки: РД, РАД, АФ, ЭШ с подогревом и последующей термообработкой. |
В состоянии нормализации и отпуска при 270 НВ и σВ = 650 Н/мм2 К√ = 1,0 (твердый сплав), К√ = 0,6 (быстрорежущая сталь) |
Чувствительна | |||||||||||||||||||||||||||||||||||||
|
Склонность к отпускной хрупкости |
|||||||||||||||||||||||||||||||||||||||
|
Умеренная |
|||||||||||||||||||||||||||||||||||||||
 1082–82.
1082–82.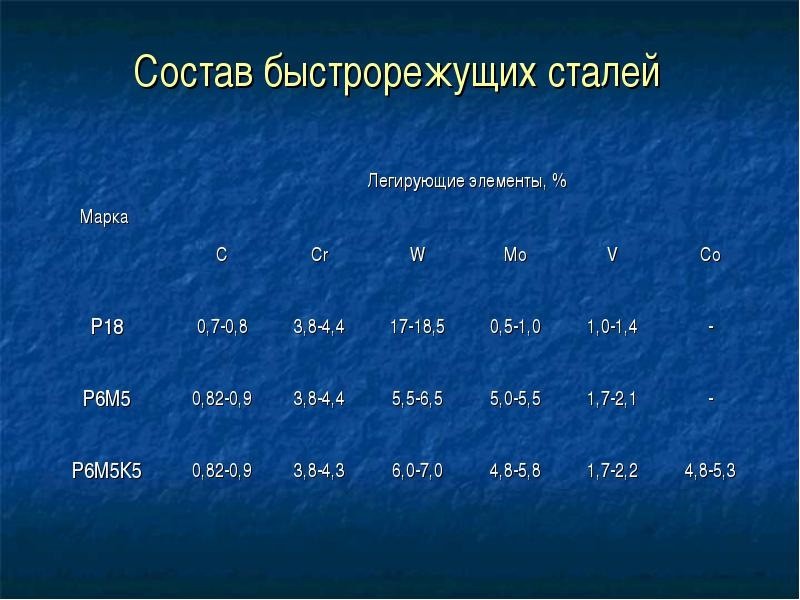

Другие стали легированные
Оставьте заявку и получитеактуальные цены и сроки поставки Ответим в течение 15 минут. Предложение будет у вас в течение 24 часов
Отправляя форму, я соглашаюсь с политикой о персональных данных
Оставьте заявку и получитеактуальные цены и сроки поставки Ответим в течение 15 минут.
