Ra и rz соотношение: Ra, Rz, параметры, обозначение, виды
alexxlab | 05.06.2020 | 0 | Разное
инженер поможет – Шероховатость поверхности Ra и Rz
Неравномерность обрабатываемой поверхности является результатом процесса обработки, включая выбор инструмента; подача и скорость инструмента; геометрия машины; и условий окружающей среды.
Эта нерегулярность состоит из высоких и низких пятен, обработанных на поверхности с помощью инструментального долота или шлифовального круга. Эти пики и долины можно измерить и использовать для определения условия, а иногда и характеристик поверхности.
Существует более 100 способов измерения поверхности и анализа результатов, но наиболее общим измерением метки, сделанной инструментом, или текстурой поверхности, является измерение шероховатости. Для разных сторон, участвующих в производстве, нередко используются разные методы измерения шероховатости. В этой колонке мы поговорим только о двух из многих методов измерения шероховатости, о том, как преобразовать эти два метода и как избежать проблем, вызванных неизбежным использованием более одного измерения шероховатости.
В Северной Америке наиболее распространенным параметром поверхности поверхности является средняя шероховатость (Ra). Ra рассчитывается по алгоритму, который измеряет среднюю длину между пиками и долинами и отклонение от средней линии на всей поверхности в пределах длины выборки. Ra усредняет все пики и долины профиля шероховатости, а затем нейтрализует несколько отдаленных точек, так что крайние точки не оказывают существенного влияния на конечные результаты. Это простой и эффективный метод контроля текстуры поверхности и обеспечения согласованности в измерении нескольких поверхностей.
В Европе более распространенным параметром для шероховатости является средняя глубина шероховатости (Rz). Rz рассчитывается путем измерения вертикального расстояния от самого высокого пика до самой низкой долины в пределах пяти выборок, а затем усреднения этих расстояний. Rz усредняет только пять наивысших пиков и пять самых глубоких долин, поэтому крайности оказывают гораздо большее влияние на конечное значение. На протяжении многих лет метод вычисления Rz изменился, но символ Rz не изменился. В результате все еще используются три разных Rz-расчета, и очень важно знать, какой расчет определяется перед проведением измерения. В современной мировой экономике обрабатываемые детали производятся и поставляются по всему миру. В результате, инженеры по производству и контролю качества часто вынуждены решать, принимать или не принимать участие, когда требования к печати не согласуются с измерением на поверхностных измерителях в местном объекте.
Некоторые инженеры по контролю качества могут даже предположить, что если часть проверена и передана с использованием доступного параметра, эта часть также проведет другие проверки. В этих случаях инженеры предполагают постоянную корреляцию или соотношение между различными параметрами. Если бы не было иного выбора, кроме как принять некоторые предположения, есть эмпирические правила, которые могут помочь устранить путаницу и преобразовать Ra в Rz или Rz в Ra.
Если производитель указывает и принимает параметр Rz, но клиент использует параметр Ra, использование диапазона отношений для Rz-to-Ra = 4-to-1 to 7-to-1 является безопасным преобразованием. Однако, если Ra используется в качестве критериев принятия производителем, но клиент принимает Rz для оценки детали, тогда коэффициент конверсии будет намного выше, чем 7-к-1, возможно, до 20-к-1. Имейте в виду, что фактическая форма профиля детали окажет значительное влияние на эти отношения. Общение в начале проекта может избежать большинства сюрпризов. Ориентировочные, а иногда и сомнительные сравнения можно избежать, развивая понимание того, что именно означает параметр для печати, и как различные стороны, участвующие в производственном плане, проверяют текстуру поверхности.
Лучший способ для тех, кто участвует в производстве, соглашаться с параметрами измерения, – это иметь оборудование для оценки производительности как на заводе-изготовителе, так и на клиенте, делая одну и ту же проверку с использованием того же метода. Если производитель или заказчик используют коэффициенты конверсии, то обе стороны должны знать об использовании коэффициента и быть комфортным с последствиями.
Разница между Ra и Rz
Хотя измерение лучше всего проводить с использованием параметра, указанного в распечатке, существуют практические правила, которые могут помочь устранить путаницу и преобразовать Ra в Rz или Rz в Ra.
Методология измерения и то, что измеряется, совершенно разные. Очень важно понять, не заплатят ли вам за ваши детали, потому что измеренное вами Ra фактически не является профилем поверхности Rz, который указал клиент. Советуем вам сайт , здесь вы узнаете что такое rz.

«Ra рассчитывается по алгоритму, который измеряет среднюю длину между пиками и долинами и отклонение от средней линии по всей поверхности в пределах длина выборки. Ra усредняет все пики и впадины профиля шероховатости, а затем нейтрализует несколько отдаленных точек, так что крайние точки не оказывают существенного влияния на конечные результаты.
«Rz рассчитывается путем измерения вертикального расстояния от самой высокой вершины до самой низкой долины в пяти длинах выборки, а затем усреднения этих расстояний. Rz усредняет только пять самых высоких пиков и пять самых глубоких долин, поэтому крайние значения оказывают гораздо большее влияние на конечное значение ».
Согласно веб-сайту Swedev, изготовителю « докторских лезвий » , «Ra – это среднее арифметическое значение всех абсолютных расстояний профиля шероховатости от центральной линии в пределах длины измерения. Rz – средний максимальный пик в долине пяти последовательных длин выборки в пределах длины измерения. Ra усредняет все измерения и не имеет никакого различающего значения при отделении отбраковок от приемлемых цилиндров ».
И, между прочим, определение Rz также изменилось за эти годы. Какое определение Rz точно использует ваш клиент? Откуда вы знаете?
Вы найдете «Коэффициенты конверсии» в Интернете, предоставленные доброжелательными людьми. Но насколько они могут быть полезны, когда диапазон, который называется эквивалентным, изменяется от 4: 1 до 7: 1 до 2-: 1? 4: 1 эквивалентно 20: 1? В самом деле? Не в моем классе математики.
Умные магазины будут избегать использования этих «приближений только по названию» и общаться со своими покупателями, чтобы определить истинные потребности покупателя. Азартные игры на коэффициентах конверсии, которые вы нашли в Интернете, не являются профессиональными Это пример плохой инженерной практики, и он не может обслуживать и защищать вашего клиента.
Прочитайте эту хорошо написанную, не очень математическую трактовку предмета под названием «Текстура поверхности от Ra до Rz». Это классика.
Процедуры измерения чистоты поверхности, общая терминология, определения большинства параметров и фильтрующая информация можно найти в американском стандарте ASME B46.1 – 2009 , текстура поверхности, а также в международных стандартах, ISO 4287 и ISO 4288 .
Шероховатость поверхности – что это и как выбрать?
Каждый молодой конструктор, начинающий чертить свое первое задание, сталкивается с вопросом – как выбрать шероховатость и что это вообще такое? Если учился он по более или менее профильной теме – то ответ он, может быть, и знает, но зачастую, как показывается практика моего общения с новоприбывшими студентами, этих знаний у многих нет. Начнем по порядку – с теории.
Что такое шероховатость поверхности?
Для ответа на этот вопрос давайте задумаемся о том, как изготавливаются детали. В любом случае, для того, чтобы придать исходному материалу вид детали, изображенной на чертеже, его приходится отпиливать, отрезать, сверлить, фрезеровать или гнуть. Гибка и прочие деформации нас сейчас не особо касаются, а вот механические обработки, описанные выше, вполне.
При отрезе материала поверхность, по которой проходит режущий инструмент, остается отнюдь не гладкой, на ней будут зазубрины, царапины и прочие перепады. Это и есть шероховатость поверхности. Они, конечно, не такие огромные, чтобы прямо бросаться в глаза – их размер в районе нескольких микрометров. И эти размеры, что не удивительно, четко обозначены в соответствующем ГОСТе. Это ГОСТ 2789-73 – «Шероховатость поверхности».
В этом стандарте есть графическое изображение тех неровностей, о которых идет речь.
Рисунок из Википедии, свободной энциклопедииПри увеличении любой поверхности материала можно увидеть похожую картину. Исходя из соотношений указанных на чертеже параметров неровностей можно вывести несколько основных типов шероховатости, которые мы указываем на чертеже.
- Ra — среднее арифметическое отклонение профиля;
- Rz — высота неровностей профиля по десяти точкам;
- Рmax — наибольшая высота профиля;
- Sm — средний шаг неровностей;
- S — средний шаг местных выступов профиля;
- tp — относительная опорная длина профиля, где р – значения уровня сечения профиля.
При указании шероховатости на чертеже предпочтительным является вариант Ra, о чем нам и сообщает ГОСТ.
Рассмотрим первые два варианта шероховатости Ra и Rz.
В случае с Ra численное ее выражение есть среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины, и формируется оно по формуле:
где l – базовая длина, n – число выбранных точек профиля на базовой длине.
В случае с Rz берется сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины:
где ypmi — высота i-го наибольшего выступа профиля, yumi — глубина i-й наибольшей впадины профиля.
В ГОСТе есть табличка, где сведены все возможные значение шероховатостей Ra, и подчеркнуты предпочтительные.
Как выбрать шероховатость?
Выбор шероховатости не такой уж и сложный процесс, как может показаться. Везде, где я работал, да и у знакомых так же, по умолчанию выбирается шероховатость Ra6,3 для всех поверхностей, где нет конкретных указаний о гладкости поверхности. Для более гладких поверхностей, например, шлифованных, значение шероховатости может быть в пределах от 3,2 до 0,1. Смотреть нужно по целевой принадлежности детали. Например, если к поверхности, для которой указывается шероховатость, будет прикладываться охлаждаемый радиатор, то ее нужно сделать гладкой – Ra1,6. За все время работы я встречал использование только четырех вариантов шероховатости:
- 6,3 везде
- 3,2 в более аккуратных местах, таких как канавки под уплотнительную резинку
- 1,6 в местах контакта охлаждаемых поверхностей
- 0,8 в местах, где поверхность полировалась (лазерная техника)
При попытках рассмотреть этот вопрос в интернете, можно найти много разнообразных картинок с теорией, где нарисована хитрая деталь со всеми возможными видами обработки и указаны шероховатости для этих видов. Характерно то, что на всех этих картинках цифры указаны вроде бы одинаковые, но диапазоны у них разные. В любом случае, для общего понятия правильной постановки шероховатости будет достаточно и списка выше, а для более хитрых деталей следует изучить требование, которые к ним применяются конкретно на предприятии или заказчиком.
| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding | |||||
| Подборка ссылок из каталогов производителей инструмента для словаря по машиностроению | |||||
| 787 Измерение шероховатости поверхности Качество поверхности заготовки определяется тремя основными параметрами Параметры профиля Главный профиль | 788 Параметры шероховатости поверхности Rz Высота неровностей профиля по десяти точкам Rt Наибольшая высота профиля Rp Максимальная высота выступа | 953 Шероховатость поверхности при механической обработке на станках Способы измерения Методы определения Соотношение различных величин Уловное обозначение | 1314 Шероховатость поверхности (По JIS В 0601-1994) Основные положения Связь между среднеарифметическим отклонением (Ra) и остальными показателями | 918 Показатели шероховатости поверхности Справочная информация производителя режущего инструмента Чистота поверхности при механической обработке | 1646 Surface roughness (From JIS B 0601-1994) Type Code Determination Example (Figure) Ra means the value obtained by the following formula and expresse |
| 418 Качество поверхности детали после токарной обработки на станке резцами с СМП Основная расчетная формула теоретической шероховатости Справочная таблица | 419 Шероховатость поверхности при точении Ra Расчетная формула и справочная таблица для различных значений подачи и радиуса вершины пластины резца с СМП | 420 Величины шероховатости поверхности при точении Ra приведенные в таблице справедливы для сборных токарных резцов с пластинами (СМП) форм T S D K V | 1676 Качество обработанной поверхности заготовки детали после фрезерования Важную роль играет надлежащее закрепление детали и исправное состояние станка | 1677 Фрезерные зачистные пластины Wiper устанавливаются на 0,025-0,04 мм выше самой высокой пластины на фрезе для обеспечения выравнивающего действия | 1678 Для оценки качества поверхности детали после фрезерной обработки на металлорежущем станке используйте измерительные приборы и оборудование |
См.также / See also : | |||||
Формулы точения / Turning formulas | Формулы для расчета сверления / Formulas for drilling | ||||
Основы токарной обработки металла / Basics of metal turning | Формулы фрезерования / Milling formulas | ||||
Фрезерование металлов Основы / Basics of milling | Чистовое и черновое точение / Turning finishing roughing | ||||
Пластины Wiper inserts | Экономическая эффективность металлообработки / Machining economy | ||||
| Примеры страниц из каталогов инструмента для металлообработки | |||||
787 SANDVIK COROMANT 2010 Руководство по металлообработке Точение Фрезерование Сверление Стр.I14 | |||||
Измерение шероховатости поверхности Качество поверхности заготовки определяется тремя основными параметрами Параметры профиля P Главный профиль сум Измерение шероховатости поверхности Качество поверхности заготовки определяется тремя основными параметрами Параметры профиля P Главный профиль суммарный профиль Параметры волнистости W Профиль волнистости Параметры шероховатости поверхности R Профиль шероховатости поверхности. R-профиль вычисляется с помощью фильтра отсечки для удаления длинноволновых составляющих из P-профиля. Поэтому R-профиль является специальной модификацией P-профиля. Основа для оценки При измерении качества поверхности оценка обычно проводится на одной заданной базовой длине. Если базовая длина не задана на чертеже детали то ответственный за измерение характеристик поверхности должен назначить базовую длину. Измерение длины lt общая длина на которой проводится измерение. In базовая длина (включает в себя пять значений опорных длин). Ir опорная длина. Параметры шероховатости поверхности R Наиболее распространенными параметрами являются -Средняя линия Оценка среднего арифметического отклонения анализируемого профиля. Ra Среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины. При помощи Ra можно определить являются ли отклонения вершинами или впадинами. На значение Ra отдельные отклонения не оказывают существенного влияния а это значит что существует риск пропуска крупных задиров. Наиболее распространенные значения Ra для металлических поверхностей лежат в диапазоне 002 – 35 мкм. Чем меньше значение Ra тем ровнее поверхность (Ra 002 мкм – зеркально гладкая). Пример символов на чертеже 3.2 Ra 2 im Хотя визуально поверхности кажутся разными они показывают одинаковые значения Ra. 14 Информация Указатель Измерение шероховатости поверхности Измерение шероховатости поверхности | |||||
788 SANDVIK COROMANT 2010 Руководство по металлообработке Точение Фрезерование Сверление Стр.I15 | |||||
Параметры шероховатости поверхности Rz Высота неровностей профиля по десяти точкам Rt Наибольшая высота профиля Rp Максимальная высота выступа Прим Параметры шероховатости поверхности Rz Высота неровностей профиля по десяти точкам Rt Наибольшая высота профиля Rp Максимальная высота выступа Пример обозначения на чертеже Сумма средних арифметических абсолютных отклонений точек пяти наибольших минимумов и пяти наибольших максимумов профиля в пределах базовой длины. Обычно это пять опорных значений базовой длины однако их количество может варьироваться в современном измерительном оборудовании. R R R R Z1 z2 z3 z4 R z Rt4 Пример символов на чертеже Rt Наибольшая высота профиля Наибольшая высота профиля (Rmax) – это расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины (включающей в себя как правило пять значений опорной длины). Отдельное значение Rt (не комбинируемое с Rz или Ra) – одно из самых жестких требований по характеристикам профиля. pi ‘1d2 p3 ‘p4 ‘p5 R Пример символов на чертеже Rp2 Rp Максимальная высота выступа Максимальная высота выступа – это расстояние от высших точек пяти наибольших максимумов до линии параллельной средней и не пересекающей профиль. Глубина профиля Уровень сечения С профиля Пример символов на чертеже Rmr70% c 1 1-1 1-1 1-г 0 20 40 60 80100% Относительная опорная – длина профиля Rmr Относительная опорная длина профиля Наиболее подходящим методом измерения износостойкости поверхности является относительной опорной длины профиля которая измеряется в %. n SANDVIK 15 Информация Указатель A In In In In Rz5 In Высота неровностей профиля по десяти точкам | |||||
1314 Каталог MITSUBISHI 2014 Металлорежущий инструмент токарный и вращающийся Стр.N032 | |||||
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ (По JIS В 0601-1994) Основные положения Связь между среднеарифметическим отклонением (Ra) и остальными показателями Спр ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ (По JIS В 0601-1994) Основные положения Связь между среднеарифметическим отклонением (Ra) и остальными показателями Справочная таблицаТип Обозначение Описание Наглядная схема 5 1-0-s а S с -0- 05 2 5 О Ra Параметр шероховатости Ra показывает величину описываемую следующей формулой и выражаемую в микрометрах Gum). Замеряется относительная высота микронеровностей от контура профиля в направлении средней линии за ось X берется направление средней линии за ось Y направление увеличения профиля участка. Выразим кривую неровностей KaKyf(x) Raj o f(x) dx 5 – 0 0 х s 1 Rz Rz получают как относительную высоту микронеровностей выражаемую в микрометрах (дм) и измеряемую от контура профиля в направлении средней линии. Rz – расстояние между линией выступов профиля и линией впадин в пределах базовой длины измеренная в направлении продольного увеличения профиля. (Примечание) При вычислении Rz ряд крайних точек без особо высоких пиков или низких впадин которые можно считать случайными выбирается как базовая длина. Rz-Rp+Rv Rzjis Rzjis получают как относительную высоту измеряемую от контура профиля в направлении средней линии. Среднеарифметическая сумма значений высот пяти наибольших выступов профиля (Yp) и глубин пяти наибольших впадин (Yv) измеренных в направлении вертикального увеличения от средней линии измеряемого участка. Данная величина выражается в микрометрах (мм). RzJIS (Ypl+Yp2+Yp3+Yp4+Yps)+(Yvl+Yv2+Yv3+Yv4+Yvs) 5 YplYp2Yp3Yp4Yp5 пять самых высоких выступов профиля базового участка на длине I. YvlYv2Yv3Yv4Yv5 пять самых глубоких впадин профиля базового участка на длине I. СВЯЗЬ МЕЖДУ СРЕДНЕАРИФМЕТИЧЕСКИМ ОТКЛОНЕНИЕМ (Ra) И ОСТАЛЬНЫМИ КРИТЕРИЯМИ (СПРАВОЧНЫЕ ДАННЫЕ) Среднее арифметическое отклонение профиля Ra Макс. высота Rz Высота неровностей профи по 10 там Rzjis Базовая длина для Rz Rzjis (мм) Условный значок Стандартный ряд Базовая длина яс (мм) Стандартный ряд качества поверхности 0.012а 0.08 0.05s 0.05z 0.08 0.025 а 0.25 0.1 s 0.1 z 0.05 а 0.2 s 0.2 z 0.25 vvvv 0.1 а 0.4 s 0.4 z 0.2 а 0.8 s 0.8 z 0.4 а 0.8 а 0.8 1.6 S 3.2 s 1.6 Z 3.2 z 0.8 vvv 1.6 а 6.3 s 6.3 z 3.2 а 6.3 а 2.5 12.5 s 25 s 12.5 z 25 z 2.5 vv 12.5 а 50 s 50 z V 25 а 8 100 s 100 z 8 50 а 200 s 200 z 100 а – 400 s 400 z – Нет строгой связи между этими тремя методами. Ra Определение длины Rz и Rz JIS – это значение базовой длины умноженной в 5 раз соответственно. N032 ТЕХНИЧЕСКИЕ ДАННЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ | |||||
| Пример иллюстрации инструмента из промышленного каталога (из подборки фото инструментов для металлообработки / Metal cutting tools images) | |||||
71 Каталог WALTER 2007 Режущий инструмент и инструментальная оснастка Стр.68 | |||||
Токарный резец Walter со сменной твердосплавной пластиной CNMG Система крепления сверху за отверстие с двойным прижимом Фотография работы режущего инструмента Токарный резец Walter со сменной твердосплавной пластиной CNMG Система крепления сверху за отверстие с двойным прижимом Фотография работы режущего инструмента | |||||
Каталоги металлорежущего инструмента, оснастки и приспособлений для станков / | |||||
Шлифовка валов: шероховатость поверхности | ООО КВАДРО
Наше предприятие вот уже почти четверть века предоставляет в Санкт-Петербурге разнообразные услуги по металлообработке, в том числе шлифовку валов и других деталей, изготавливая их по чертежам Заказчика или образцам. С нашими возможностями в шлифовании валов и иных деталей Вы можете ознакомиться здесь. Просто, пришлите нам чертежи по электронной почте или факсу!
Основные параметры шероховатости
Под шероховатостью поверхности детали понимают числовое отображение величины микронеровностей поверхности в микронах, показывающее отклонение от идеальной поверхности.
В основном используются 2 параметра шероховатости поверхности:
- Ra. Среднеарифметическое отклонение профиля.
- Rz. Высота неровностей профиля по 10 экстремальным точкам.
Приблизительное соотношение этих параметров Вы можете увидеть в этой таблице:
В этой же таблице Вы можете увидеть приблизительное соотношение используемых сейчас параметров шероховатости с использовавшимися ранее показателями класса шероховатости и группы чистоты («треугольники»).
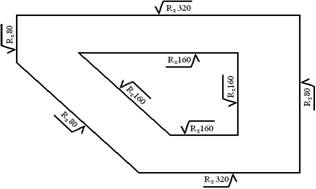
На практике, как правило, грубую обработку обозначают параметром Rz320-20, более тонкую – Ra2,5-0,025 (еще более тонкую тоже принято обозначать параметром Rz0,1-0,025).
Значения шероховатостей для обозначения на чертежах выбирают из стандартизованного ряда:
Выбор значения шероховатости довольно тесно связан с точностью изготавливаемого изделия — его квалитетом, а так же с особенностями посадки с сопряженной деталью.
Обозначение шероховатости при шлифовке валов etc
Обозначение шероховатости при шлифовании валов и иных деталей многократно изменялось:
С 2012 года указание «Ra» под знаком шероховатости обязательно. Ранее, если, например, при шлифовке вала, мы видели над знаком шероховатости только число 0,32, по умолчанию предполагалось, что это обозначение разумеет под собой Ra0,32.
Знаком а обозначают шероховатость, метод получения которой конструктор не определяет. Знаком б обозначают поверхности, которые необходимо обработать со снятием слоя металла (фрезерованием, шлифовкой и т.п.). Поверхности, обозначаемые знаком в, получаются без снятия слоя металла (ковкой, литьем и т.д.).
Таким знаком обозначают шероховатость одинаково обрабатываемых поверхностей, составляющих замкнутый контур (например, все грани параллелепипеда).
Поверхности с необозначенной шероховатостью должны быть выполнены с шероховатостью, обозначаемой в правом верхнем углу чертежа.
Достижимые параметры шероховатости при шлифовании валов
При предварительной шлифовке валов и иных деталей, обычно, достигают параметров шероховатости Ra2,5-1,25.
При чистовом шлифовании валов достигаются параметры Ra0,63-0,16.
Шлифовка валов у нас
Вы можете осуществить на нашем предприятии не только шлифовку валов и шлифование других деталей, но и воспользоваться широким спектром услуг по металлообработке на заказ по чертежам Заказчика или образцам. Вам надо, просто, позвонить или прислать свои чертежи по факсу или мейлу!
Смотрите так же:
Вконтакте
Одноклассники
Классы шероховатости. — Студопедия
ГОСТ 2789-73
Стандарт устанавливает специальные параметры и классы для оценки поверхности.
Параметры шероховатости поверхности.
Высотные параметры.
- Rz, мКм – средняя высота микронеровностей по 10 точкам (1 мКм = 0,001 мм).
Проводим любую линию. По отношению к ней расстояния до 5 выступов и до 5 впадин – среднее расстояние между находящимися в пределах базовой длины l пятью высшими точками выступов и пятью низшими точками впадин, нумеруем от линии, параллельной средней линии.
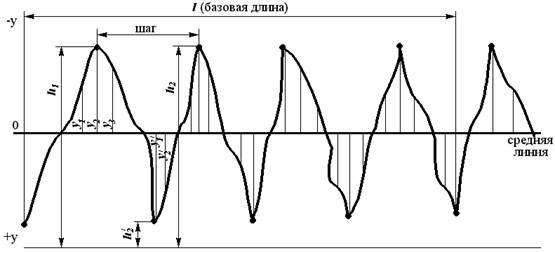
Rz = | (h1+h2+h3+h4+h5)-(h1`+h2`+h3`+h4`+h5`) |
| 5 |
- Ra, мКм – среднее арифметическое отклонение профиля – среднее заключение, в пределах базовой длиныl, расстояние точек выступов и точек впадин от средней линии:
Ra = | (y1+y2+… +yn)-(y1`+y2`+… +yn`) |
| l |
Базовая длина – длина участка поверхности, используемая для выделения поверхности, характерных шероховатости поверхности. Обычно значения базовой длины берутся в пределах 0,08…8 мм. Кроме высотных существуют шаговое параметры шероховатости
Sш – средний шаг неровностей профиля.
S – средний шаг неровностей профиля по вершинам.
ГОСТ 2789-73
Классы шероховатости.
ГОСТом установлено 14 классов чистоты поверхности.
Классификацию шероховатости поверхности производят по числовым значениям параметров Ra иRz при нормированых базовых данных в соответствии с таблицей.
Числовые значения величин шероховатости Ra и Rz и базовые длины (l) (по ГОСТу 2789-59)
Класс чистоты поверхности | Наибольшая анафелия величин шероховатости в мкм | Валовая длина lвмм | |||||
Ra | Rz | ||||||
Разряды | |||||||
| а | б | в | а | б | в | ||
| 1 2 3 | 80 40 20 | - - - | - - - | 320 160 80 | - - - | - - - | 8 |
| 4 5 | 10 5 | - - | - - | 40 20 | - - | - - | 2,5 |
| 6 7 8 | 2,5 1,25 0,63 | 2 1 0,5 | 1,6 0,8 0,4 | 10 6,3 3,2 | 8 5 2,5 | - 4 2 | 0,8 |
| 9 10 11 12 | 0,32 0,16 0,08 0,04 | 0,25 0,125 0,063 0,032 | 0,20 0,10 0,05 0,025 | 1,6 0,8 0,4 0,2 | 1,25 0,63 0,32 0,16 | 1 0,5 0,25 0,125 | 0,25 |
| 13 14 | 0,02 0,01 | 0,016 0,008 | 0,012 0,006 | 0,1 0,05 | 0,08 0,04 | 0,063 0,032 | 0,08 |
Чем выше класс (меньшее числовое значение параметра), тем поверхность более гладкая (чище). Классы шероховатости с 1 – 5, с 13 – 14 определяются параметром Rz, все остальные с 6 по 12 – параметромRa.
Шероховатость поверхности детали задается при конструировании, исходя из функционального назначения детали, т.е. из условий её работы, либо из эстетических соображений.
Нужный класс чистоты обеспечивается технологией изготовления детали.
Шероховатость каждой поверхности детали должна соответствовать назначению этой поверхности. Степень неровности поверхности определяется высотой неровности на данном участке поверхности.
При составлении эскизов с натуры для определения шероховатости поверхностей детали должны быть измерены высоты неровностей поверхности определённой длины, установленной ГОСТом.
Измерение производится специальными приборами (микроскопами и профилографоми) или сравнением с образцами – эталонами.
При составлении эскизов с натуры при деталировании сборных чертежей для приближенного определения шероховатости поверхности детали, в том случае, когда не представляется возможным воспользоватся приборами точного измерения, надо установить назначение данной поверхности и в зависимости от этого определить класс чистоты поверхности.
Знаки обозначения шероховатости должны острием касаться обрабатываемой поверхности и быть направлены к ней со стороны обработки.
| Обозначение шероховатости при различном поверхностей. |

Обозначение шероховатости на изображении детали распологают на линиях контура, на высотных линиях (по возможности ближе к размерной линии) или на полках.
 Шероховатость поверхностей, повторяющихся элементов деталей (отверстий, пазов и т.п.) наносим на чертеже один раз.
Шероховатость поверхностей, повторяющихся элементов деталей (отверстий, пазов и т.п.) наносим на чертеже один раз.
Если все поверхности детали имеют одинаковую шероховатость, то обозначение выносят в правый верхний угол чертежа, располагая его на расстоянии 5-10 мм от рамки.
Если одинаковый д.б. шероховатость части поверхности, то в правом верхнем углу чертежа помещают обозначение этой шероховатости и рядом знак  , взятый в скобках. Это означает, что все поверхности, на которых на изображениях помещены обозначения шероховатости или знак , должна иметь шероховатость, указанная перед скобкой.
, взятый в скобках. Это означает, что все поверхности, на которых на изображениях помещены обозначения шероховатости или знак , должна иметь шероховатость, указанная перед скобкой.
Примеры:
Шероховатость поверхностей деталей:
| 3 – 4 класс Rz 80, Rz 40 4 – 5 класс Rz 40, Rz 20 6 – 8 класс Ra 2,5; Ra 1,25; Ra 0,63 |
Д 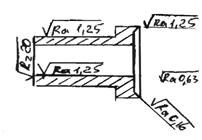 ля втулок:
ля втулок:
| 5 класс Rz 20 7 класс Ra 1,25 10 класс Ra 0,16 8 класс Ra 0,63 |
| 5-6 класс 4 класс 4-5 класс 3-4 класс |
Знак шероховатости проставляется на том изображении, где указан размер, определяющий положение этой поверхности. Нельзя указывать шероховатость на виде, где нет указания размеров.
Шероховатость поверхностей
В учебных условиях перед назначением шероховатости поверхности надо в каждой детали четко классифицировать поверхности.
1.Поверхности рабочие, по которым детали соприкасаются между собой и пе-
ремещаются относительно друг друга, например, поверхности направляющих, поршней
ицилиндров в насосах, цилиндрические поверхности подшипников и шеек валов и их торцы, уплотнительные поверхности седел и клапанов в арматуре и т.п. Такие поверхности обязательно подлежат механической обработке, многие из них требуют высокой точности, шероховатость их должна соответствовать примерно Ra = 2,5 – 0,16 и Rz = 10 – 0,8 мкм (в отдельных случаях и меньше).
2.Поверхности установочные, по которым детали соприкасаются между собой и неподвижны относительно друг друга и которыми определяется точность взаимного положения. Эти поверхности тоже механически обрабатываются. Шероховатость их может соответствовать примерно Ra = 20 – 2,5 и Rz = 80 – 10 мкм (в отдельных случаях и меньше).
3.Поверхности ограничительные и соединительные, которые служат для огра-
ничения детали или соединения отдельных ее элементов между собой и по которым детали в работающих изделиях не соприкасаются, например, наружные поверхности корпусов, свободные открытые торцы деталей и т.п. Часто эти поверхности не подлежат механической обработке и остаются в том состоянии, в каком получены на стадии формообразования, т.е. при отливке, поковке, штамповке или прокатке. Шероховатость таких поверхностей может быть в пределах Ra = 20 – 2,5 и Rz = 80 – 10 мкм.
4.При предъявлении эстетических требований к внешнему виду поверхностей они должны иметь шероховатость, соответствующую Ra = 5,0 – 1,25 и Rz = 20 – 6,3 мкм. Отдельно также следует рассматривать наружные поверхности различных управляющих органов (маховичков, рукояток, кнопок и т.п.), за которые приходится браться руками в процессе работы на машине, станке и др. Шероховатость таких поверхностей может быть в пределах Ra = 0,63 – 0,08 и Rz = 3,2 – 0,4 мкм.
Данные о достижимой шероховатости поверхности при различных видах ее обработки приведены в приложении 2 (табл. П.2.1 – 2.3). Пользуясь этими таблицами, при чтении чертежа можно ориентировочно решать, какими способами выгоднее изготовить деталь или ее элемент для получения заданной чертежом шероховатости поверхности, при назначении параметров шероховатости – проверить возможность их достижения в связи с рациональными методами обработки детали.
Если точность сопряжения и метод обработки не позволяют определить требования к шероховатости поверхностей, назначение шероховатости поверхности следует производить, опираясь на данные практики. При этом необходимо учитывать, что в зависимости от области машиностроения значения параметров шероховатости для одной и той же поверхности могут значительно различаться. Примеры нормирования шероховатости в зависимости от функционального назначения поверхностей (усредненные значения) приведены также в приложении 2 (табл. П.2.4).
Разница между Ra и Rz: производственная обработка
Ra измеряет среднюю длину между пиками и впадинами и отклонение от средней линии на всей поверхности в пределах длины выборки. Rz измеряет расстояние по вертикали от наивысшего пика до самой нижней впадины в пределах пяти отрезков выборки и усредняет расстояния.
Методология измерения и то, что измеряется при вычислении Ra и Rz, совершенно разные.Это очень важно для понимания, если вам не будут платить за ваши детали, потому что измеренное вами Ra не является фактически профилем поверхности Rz, указанным заказчиком.
Что такое Ра?
Согласно статье в журнале Modern Machine Shop Джорджа Шуэца, директора по прецизионным датчикам Mahr Federal, «Ra рассчитывается с помощью алгоритма, который измеряет среднюю длину между пиками и впадинами и отклонение от средней линии на всю поверхность в пределах длины выборки.Ra усредняет все пики и впадины профиля шероховатости, а затем нейтрализует несколько отдаленных точек, так что крайние точки не оказывают значительного влияния на окончательные результаты.
Что такое Rz?
“Rz рассчитывается путем измерения вертикального расстояния от наивысшего пика до самой нижней впадины в пределах пяти отрезков выборки с последующим усреднением этих расстояний. Rz усредняет только пять самых высоких пиков и пять самых глубоких впадин, поэтому экстремальные значения имеют гораздо большее влияние на окончательное значение.”
Согласно веб-сайту производителя докторских лезвий Swedev, «Ra – это среднее арифметическое значение всех абсолютных расстояний профиля шероховатости от центральной линии в пределах измеряемой длины. Rz – это средний максимум от пика до впадины пяти последовательных отрезков выборки в пределах длины измерения. Ra усредняет все измерения и не имеет никакого значения для отделения брака от приемлемых цилиндров ».
И, кстати, определение Rz также изменилось с годами.Какое именно определение Rz использует ваш клиент? Откуда вы знаете?
Rz в Ra; Преобразование текстуры поверхности
60000 тем вопросов и ответов – образование, алоха и развлечениятема 6753
Обсуждение началось в 2000, но продолжаются до 2019 года
2000 г.В. Может ли кто-нибудь помочь мне с коэффициентом преобразования. Мне нужно преобразовать Ra в Rz. Если на моем отпечатке указано, что обработанная поверхность должна контролироваться до максимального значения Rz125, какому будет равняться Ra? У моего измерительного оборудования есть настройки параметров Rz.J, Rz.I и R3z. Какие настройки мне нужны, если характеристический допуск составляет Rz125? Помогите! Пожалуйста.
Тодд Д. [фамилия удалена редактором в целях конфиденциальности]– Толедо, Огайо,
8 апреля 2008 г.
A.
Rz (din) = Ra * 7,2
Rz (ISO) = Ra * 7,6
Ra = Rz (din) /7,2
Ra = Rz (ISO) / 7,6
– Шанхай, Китай
18 января 2009 г.
Q. Преобразуйте значение Rz в Ra.
Субрамани МОХАН КУМАРОБРАБОТКА – HOSUR, ТАМИЛ-НАНУ, ИНДИЯ
10 марта 2018 г.
В. Подскажите, пожалуйста, как преобразовать Ra 2 в Rz?
Б МохосинАвтомобильная промышленность – ГУРГАОН, Харьяна, Индия
Март 2018 г.
А.Привет, Мохосин. Лучший совет – не надо! Вместо этого просто ИЗМЕРИТЕ Rz поверхности. Хотя вы можете преобразовывать метры в дюймы или фунты в килограммы, поскольку они обе являются единицами длины, вы не можете преобразовывать дюймы в фунты или метры в килограммы. Лучшее, на что вы можете надеяться, – это некоторая степень корреляции. Если я скажу вам, что рост моей сестры 62 дюйма, вы не сможете сказать мне ее вес; Лучшее, что вы можете сказать, это что-то вроде «Можно с достаточной уверенностью полагать, что она весит более 70 фунтов, но не более 200 фунтов.”
Проблема здесь в том, что переход от Ra к Rz или наоборот – это «грубая корреляция», а не «преобразование», потому что Ra и Rz не измеряют одно и то же. Относительно безопасная корреляция зависит от того, в каком направлении вы хотите двигаться …
Если вы знаете Rz, вы можете разделить где-то между 4 и 7, чтобы оценить Ra, которое вы сможете пройти с разумной безопасностью.
Но если вы знаете Ra, вам следует умножить его, вероятно, на 15–20, чтобы оценить значение Rz, которое вы сможете передать.
Другими словами, вы можете оценить, что Rz вашей части, вероятно, около 30 или 40, но даже с такой консервативной оценкой вы не сможете это обещать 🙁
С уважением,
Тед Муни, P.E. RET
Finish.com – Пайн-Бич, Нью-Джерси
Алоха – идея, достойная распространения
5 октября 2018 г.
A. Уважаемый сэр
Судя по обсуждению, все было найдено очень хорошо.
Мы можем преобразовать любое значение Like Ra в Rz, которое уже было измерено.
Но условия измерения очень важны.
Пример: Ra означает среднее от максимума и минимума.
Rz означает, что точки должны быть взяты только пиковые значения (максимум)
Условия измерения стандартизированы, и их следует соблюдать.
Перед измерением проверьте, указано ли значение Ra / Rz в мм или дюймах. Большая часть путаницы начинается только здесь.
суреш kumar.c– Ченнаи, Тамилнад, Индия
18 июля 2019 г.,
В. Как преобразовать Ra в RZ1max?
Шанат ПАНДИАН– Ченнаи, Тамилнад, ИНДИЯ
Июль 2019
А.Привет, кузен Шанат. Когда вы используете слово «преобразовать», несмотря на то, что уже написано на этой странице – что очень грубая корреляция, а не преобразование – лучшее, на что вы можете надеяться – меня беспокоит, что вы, возможно, не изучили и не поняли, что уже объяснено здесь. Rz включает в себя пять измерений максимального размаха сигнала, а Rz1max – наибольшее из этих пяти измерений. На этой классической картинке из
https://www.productionmachining.com/blog/post/the-difference-between-ra-and-rz
показаны две поверхности с одинаковым Ra, но смехотворно разными Rz (и Rz1max):
Эта же страница предупреждает: “Игра на коэффициенты пересчета, которые вы нашли в Интернете, не является профессиональным.Это пример плохой инженерной практики, и он не может служить и защитить вашего клиента ».
Вы еще не представились, но поскольку этот сайт посвящен металлической отделке, я отмечу, что некоторые металлические покрытия, такие как никелирование, будут создавать красивое зеркальное покрытие на профиле слева, но сделают пики и впадины на правый профиль «торчит, как больной палец», что является примером того, почему используются разные эталоны. Если вам нужно контролировать Rz1max, возьмите измерительный прибор, который его измеряет.Удачи!
С уважением,
Тед Муни, P.E. RET
Finish.com – Пайн-Бич, Нью-Джерси
Алоха – идея, которую стоит распространять

нареч.
– –
Заявление об ограничении ответственности: с помощью этих страниц невозможно диагностировать проблему отделки или опасность операции. Вся представленная информация предназначена для общего ознакомления и не отражает профессионального мнения или политики работодателя автора. Интернет в основном анонимный и непроверенный; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть намеренно вредными.
.RMS и Ra
60000 тем вопросов и ответов – образование, алоха и развлечениятема 9524
Обсуждение началось в 2001 г., но продолжаются до 2017 г.
2001 г.В. Что означает RMS? Как мы можем преобразовать 3,2 – 6,3 RMS в значение Ra? Пожалуйста, ответьте немедленно.
Спасибо,
Хитеш Панчал– Индия
2001 г.
Хитеш,
Термин RMS относится к математическому среднему квадрату, который представляет собой среднее значение пиков и впадин профиля поверхности материала.Ra означает среднюю шероховатость.
Ra – среднее значение только пиков; поэтому, чтобы получить Ra, умножьте свои 3,2 на 6,3 на 2, чтобы получить Ra от 6,4 до 12,4.

AF Kenton
Hatboro, Пенсильвания
—-
Ed. примечание: в этой цепочке продолжаются ошибки, поэтому за ней было очень трудно следить. Мы вернулись и добавили этот анахроничный беговой комментарий, основанный на пояснениях последующих читателей:
RMS и Ra измеряют две разные вещи, поэтому фактического коэффициента преобразования нет.Но для шероховатости синусоиды коэффициент будет 1,11, а для многих реальных процессов обработки металлов коэффициент приближается к 1,25. Позднее читатели также заметили, что RMS обычно выражается в микродюймах, тогда как Ra обычно выражается в микронах; но это также не всегда верно, что добавляет путаницы 🙂
2003 г.
Я подумал, что должен указать на ошибку в вашем преобразовании RMS в Ra. Соотношение не 2: 1, а 1,11: 1. Это существенная разница. Среднеквадратичное значение 60 мкдюймов будет иметь Ra 54 мкдюймов, а не 30 Ra.Возможно, вы захотите проверить свой источник на предмет соотношения, поскольку ваш ответ побудил меня перепроверить мои собственные числа. Боюсь, вы убедитесь, что я прав.
Пожалуйста, дайте мне знать, если я неправильно понял ваши комментарии.
Еще хороший сайт для информации по отделке. Продолжайте хорошую работу.
Майкл Херронкерамика – Golden, Colorado
2004 г.
Согласен. Обычно считается, что RMS примерно на 11% выше, чем Ra. Также обратите внимание, что за пределами США значения обычно выражаются в микронах: 1 микрон равен 40 микродюймам.
С уважением,
Майкл Аткинсонэлектрополировка – Лондон, Англия
2004 г. Значение
Ra означает среднюю шероховатость в микронах, тогда как RMS означает среднеквадратичное значение в микродюймах, поэтому, если вы знаете преобразование из мм в дюймы, у вас есть ответ … например, Преобразование значения 0,4 Ra составляет 16 действ.
Чарухас– Индия
—-
Анахронический беглый комментарий: это явно неверно, потому что Чарухас опустил коэффициент преобразования 1,11, и поэтому RMS должно быть 17.8
2006 г.
Вот как я конвертирую 0,1 мкм Ra в RMS
1. первый шаг: преобразование 0,1 мкм в микродюймы
0,1 мкм-0,004 мкдюйм
2. Шаг второй: используйте формулу RMS = Ra / 1,11
RMS = 0,004 /1,11, что равно: 0,0018 мкдюйм
3. Шаг третий: Запишите результат в стандартной технической форме:
. 0018 мкдюйм RMS обычно записывается как: RMS 18
Итак, вот завершенный план того, как преобразовать Ra в RMS (и обратно)
Удачи
– Оранж, Калифорния
—-
Анахронический бегущий комментарий: Это неверно на шаге 1, потому что 0.1 мкм – это не 0,004 мкм; и на этапе 2а, потому что коэффициент преобразования перевернут; и на шаге 2b в любом случае из-за арифметической ошибки. Исправление этих ошибок: 0,1 мкм = 4,0 мкдюйма; умножение на 1,11 дает 4,4 мкдсек.
2007 г.
Не существует формулы для преобразования значений Ra в значения RMS или наоборот, поскольку числа зависят от типа профиля. Коэффициент преобразования 1,11 действителен только для синусоидальных профилей. Отношение для профилей зубьев пилы ближе к 1,17, а для произвольных профилей может достигать 1.2!
Фред Кувелеерс– Тронхейм, Норвегия
25 января 2008 г.
Краткий ответ на сообщение Питера из Orange California:
Похоже, на этапе 1 была ошибка единицы измерения / преобразования.
0,1 мкм = 0,1 мкм = 0,1 мкм = 100 мкм (µ-мм)
Автор, кажется, разделил 0,1 на 25,4 (чтобы получить 0,004), но это преобразование из миллиметров в дюймы. Преобразование из метров в дюймы было бы умножением на 39,37.
На шаге 2 также обнаружена ошибка деления:.004 / 1,11 = 0,0036 (не 0,0018)
Казалось бы, проще преобразовать 0,1 мкм Ra в 0,11 мкм RMS, а затем в 4,37 мкдюймов RMS.
Джон Джонсон– Лос-Анджелес, Калифорния
—-
Анахронический бегущий комментарий: этот ответ и метод кажутся правильными, но, комментируя ошибку деления на шаге 2, Джон не отмечает, что это должно было быть умножение, а не деление: )
28 мая 2008 г.
На самом деле, вся эта цепочка, кажется, пронизана ошибками.
Ra в микронах
RMS в микродюймах
Это лучшее, что я могу вычислить:
RMS = (Ra / 0,254) * 1,11
Однако 1,11 – это просто теоретическое соотношение, и на самом деле нет математических отношения, поэтому фактическое значение зависит от процесса. Для большинства процессов 1,25 – «лучшее предположение».
www.qualitydigest.com/june01/html/surface.html
Шон Долл, П.– Остин, Техас,
—-
Анахронический беглый комментарий: Спасибо, Шон, но давайте подчеркнем слово « весь » – потому что ваш ‘.254 ‘должно быть’ .0254 ‘:-)
25 июля 2008 г.
В. Прочитав все это, я полностью запутался. У нас есть деталь, которая требует отделки рисунка на английском языке на 63 Ra, и мы хотим проверить ее в RMS. Кто-нибудь знает, каково эквивалентное значение RMS?
Эд Гард– Саут-Бенд, Индиана
26 июля 2008 г.
Давай, Эд. Вы не можете прочитать дюжину сообщений подряд, каждая из которых указывает на ошибки в предыдущем, но при этом иметь сами более крупные ошибки, не запутавшись? 🙂
Мы вернулись и добавили текущий комментарий, касающийся ошибок в сообщениях, так что теперь он должен быть более ясным.Ваш Ra явно в микродюймах, а не в микронах. Таким образом, RMS, которое вы измеряете, вероятно, должно быть примерно в 1,11–1,25 раза больше значения Ra, которое вы указываете.
Некоторые предметы требуют изучения в учебном формате. Например, вы не можете обоснованно спросить «Как вы проектируете лайнер?» Или «Как я могу безопасно выполнить аппендэктомию» в публикации в Интернете; нужно ходить на курсы и читать книги. Начинает казаться, что измерение профиля поверхности может быть слишком сложным для нас, чтобы изучить его через вопросы и ответы по рисунку картечью на интернет-форуме 🙁
С уважением,

Тед Муни, П.E.
finish.com – Пайн-Бич, Нью-Джерси,
Стремление к жизни Алоха
20 октября 2008 г.
В. Привет, господа,
не могли бы вы помочь мне рассчитать 300-400 RMS для Ra?
Извините, но я не совсем понимаю, о чем вы, ребята, с самого начала, я не так хорошо знаком с дюймом.
Работа по нанесению покрытия – Караванг-Индонезия
16 ноября 2008 г.
1. Формула
RMS (микродюймы) = (Ra / 0,0254) * 1,11 (микрометр)
2. 300 RMS = 6.9 Микрометр
400 RMS = 9,2 микрометра
– Тэгу, Южная Корея
21 мая 2009 г. – эта запись добавлена к этой теме редактором вместо создания дублирующейся темы.
В. Чему равен 250 Ra в RMS? Пожалуйста, ответь. Нужна помощь СЕЙЧАС!
Большое спасибо.
Ричард КридТехнология калибровки – Temple, TEXAS
22 мая 2009 г.
Привет, Ричард. Мы приложили ваш запрос к письму, в котором объясняется все, в том числе тот факт, что нет точного преобразования, потому что они измеряют разные вещи.Высокие люди в среднем будут весить больше, чем низкие, но вы не можете применить коэффициент пересчета для определения веса человека на основе его роста.
Но для профиля синусоидальной волны, когда RMS измеряется в микродюймах, а Ra измеряется в микрометрах, RMS = (Ra / 0,0254) * 1,11, поэтому Ra 250 микрометров будет соответствовать RMS 10 800 микродюймов. Однако … это настолько нелепо, что это совершенно невероятно. Кажется гораздо более вероятным, что 250 Ra, которые вы нам дали, составляют 250 микродюймов, а не 250 микрометров, что соответствует среднеквадратическому значению 277.
С уважением,
Тед Муни, P.E.
finish.com – Пайн-Бич, Нью-Джерси,
Стремление к жизни Алоха
15 сентября 2009 г. – эта запись добавлена к этой теме редактором вместо создания дублирующейся темы.
В. Я должен предложить деталь из керамики из оксида алюминия. Шероховатость поверхности, указанная заказчиком, составляет «16 RMS». Шероховатость поверхности указываем только в Ra. Можно ли преобразовать значение RMS в Ra? Если да; что такое 16 RMS в Ra? Ценю любую помощь.
Андреа Ропоссотрудник – Мангейм, Германия
2 октября 2009 г.
Q. Как контролировать значение Ra, запрограммировав расчет подачи и радиуса вершины инструмента? В основном я хочу знать, какие формулы?
Я хочу понять всю концепцию Ra и RMS. Я также хотел бы знать, есть ли отдельные символы для обоих. Также на некоторых рисунках цифры 16, 32, 64 и т.д., тогда как на некоторых рисунках они говорят 0,5, 1,2 и т.д. Кто-нибудь может помочь мне определить различия?
ЯКОБ
Эбанезер Якоб
ковка и токарная обработка латуни – Гуджарат, Индия
19 января 2010 г.
Q.Есть ли какая-либо спецификация использования Ra или Rz для какой-либо конкретной формы поверхности?
Уточните, на каком типе поверхностей следует использовать Ra и аналогично Rz
автомобильная промышленность – Коимбатур, Индия
14 декабря 2011 г.
Q. Hi,
Для чего нужно рассчитывать значение Ra?
Как проверить значение Ra?
Пожалуйста, расскажите мне об отделке поверхности труб в трубной промышленности.
с уважением,
Махеш С. Айер– Хайдарабад, Андхрапрадеш, Индия.