Работа на фрезерном станке по металлу: как работать с аппаратом — ООО «СТК»
alexxlab | 30.03.1988 | 0 | Разное
Работа на фрезерных станках – однозубая фреза
Однозубая фреза является современным вариантом. Её разработали специально для устранения проблем, которые возникали при работе с традиционно-стандартными моделями. В первую очередь, это нагрузки: сверлом нельзя было осуществлять фрезерование, а стандартной фрезой – вертикальное сверление. Однозубая фреза, благодаря своей форме, совместила два сложных инструмента.
В процессе обработки материалов на фрезерных станках с ЧПУ иногда возникают проблемы связанные с разными режимами резки при заходе/выходе фрезы из заготовки. К примеру, вибрация заготовки при фрезеровании или радиальные биения инструмента во время осевого врезания в материал.
Процесс совершенствования станков с ЧПУ и вспомогательных инструментов совершенно не стоит на одном месте. Для конструкторов и инженеров такого оборудования минимизация вышеперечисленных проблем является основной задачей, которая успешно решается. Проблема подбора правильного и качественного инструмента для станков с каждым днем существенно снижается. Рассматривая стандартные проблемные вопросы можно совершенно определенно и уверенно сказать – стандартный инструмент их решает практически не решает, поэтому многие фирмы производители данного инструмента решили модернизировать фрезы. Такие фрезы просто идеально подходят для разных типов работ на фрезерно-гравировальном оборудовании с ЧПУ.
Рассматривая стандартные проблемные вопросы можно совершенно определенно и уверенно сказать – стандартный инструмент их решает практически не решает, поэтому многие фирмы производители данного инструмента решили модернизировать фрезы. Такие фрезы просто идеально подходят для разных типов работ на фрезерно-гравировальном оборудовании с ЧПУ.
Преимущества однозубой фрезы перед традиционными фрезами
Основной недостаток традиционно-стандартных концевых фрез заключается в том, что имея совершенно прямую перемычку на торце, эти фрезы воспринимают большую осевую нагрузку, когда выполняется вертикальное врезание инструмента в заготовку. Эта проблема легко бы разрешилась, если бы фреза имела геометрическую конструкцию сверла. Однако, к огромному сожалению, фрезеровать сверлом весьма и весьма сложно (хотя и возможно). Именно поэтому инженеры многих инструментальных предприятий искали геометрию, которая бы отлично совместила эти два сложных инструмента. Результатом проведенных усовершенствующих работ стала однозаходная фреза, имеющая винтовую канавку прошлифованной по спирали.
На многих производствах самых разных отраслей связанных с фрезерными станками с ЧПУ сегодня отдают предпочтение именно этой фрезе. В свою очередь данная фреза показывает исключительно положительные результаты и возможности, например, такое качество как достаточно высокая стойкость и уникальная геометрия. Но чем, же все-таки отличается эта фреза от подобных инструментов и в чем ее уникальность!?
Особенности однозубой фрезы для фрезерного станка
Прежде всего, стоит отметить, что торцевая поверхность этой фрезы прошлифована по спирали Архимеда, таким образом, она имеет два затылованных участка. Данная геометрия позволяет фрезе без каких-либо повышенных осевых нагрузок врезаться в обрабатываемый материал при вертикальной подаче. Другими словами: (при фрезеровании на станке с ЧПУ фреза как бы засверливается в заготовку).
Фреза обладает глубокой винтовой канавкой, которая прошлифована под углом 30 градусов, однако угол винтовой канавки для этой фрезы бывает совершенно разным. Данный угол напрямую зависит от конструкторского бюро изготовителя и его разработок обрабатываемого материала. По этой канавке выходит практически большая часть стружки, тем самым, освобождая область резки.
Данный угол напрямую зависит от конструкторского бюро изготовителя и его разработок обрабатываемого материала. По этой канавке выходит практически большая часть стружки, тем самым, освобождая область резки.
Плюсы однозубой фрезы
Задняя поверхность фрезы обладает небольшими шлифованными канавками, предназначенными для вывода и дробления стружки, таким образом, защищая фрезу от налипания стружки. Данная фреза является однозубой и это огромное преимущество над другими фрезами, например: масса двузубых и трезубых фрез достаточно быстро ломаются в процессе обработки. Это происходит, как правило, потому что один из зубьев раньше остальных изнашивается, что соответственно повышает количество срезаемого материала на один рабочий зуб. Вследствие чего происходит некий дисбаланс из-за малой жесткости фрезы, то есть она начинает воспринимать гораздо большие радиальные нагрузки и быстро ломается, причем зачастую прямо в цанге шпинделя фрезерного станка с ЧПУ.
Таким образом, очевидно, что фрезерование инструментом, который имеет только один зуб, эту проблему исключает. Более того, при нежестком закреплении обрабатываемой детали такая фреза достаточно легко воспринимает возникающие вибрации материала. Из-за того что фреза оснащена только одним режущим зубом шероховатость обрабатываемой поверхности совершенно не страдает, а при правильном подборе режимов резки показатель Ra практически одинаков с двузубой фрезой.
Более того, при нежестком закреплении обрабатываемой детали такая фреза достаточно легко воспринимает возникающие вибрации материала. Из-за того что фреза оснащена только одним режущим зубом шероховатость обрабатываемой поверхности совершенно не страдает, а при правильном подборе режимов резки показатель Ra практически одинаков с двузубой фрезой.
Также необходимо отметить еще одну уникальную сторону этого инструмента – канавка фрезы может быть изготовлена, как правая, так и левая что, безусловно, добавляет в копилку фрезы еще один существенный плюс. При наличии левой винтовой канавки фреза выбрасывает стружку вверх, что весьма нежелательно во время обработки заготовок малой толщины, так как это действие поднимает заготовку от стола станка с ЧПУ. Данная проблема крайне остро стоит при фрезеровании таких материалов как пластик, оргстекло, акрил или дерево. А вот при наличии правой винтовой канавки, стружка отходит, вниз прижимая заготовку к столу станка. Сей факт, очень важен при фрезеровании тонких материалов.
Работа фрезерного станка по металлу видео
Работа фрезерного станка основана на движении фрезы, закреплённой на шпинделе. При движении инструмента, ему на встречу подаётся заготовка. Её можно резать горизонтально, вертикально, делать выборку или обрабатывать торцевые части в зависимости от выбора станка. Управление фрезерным станком осуществляется за счёт ЧПУ. Оператору необходимо лишь установить заготовку, включить нужную программу и следить за выполнением.
Нюансы при работах, выполняемых на фрезерных станках
Правильная резка возможна лишь при соблюдении таких параметров:
- глубина за проход;
- скорость подачи;
- правильный подбор фрезы и её охлаждение.
Некоторые металлы не обязательно охлаждать, но, к примеру, алюминий будет плавиться под воздействием температуры. Всё потому, что концевая фреза достигает высокой скорости вращения, а при трении взаимодействующие части сильно нагреваются. Алюминий начинает плавиться при показателе всего в 648 градусов по Цельсию.
Алюминий начинает плавиться при показателе всего в 648 градусов по Цельсию.
Как работать на фрезерном станке с ЧПУ, контролируя все параметры?
Обычно оператору не приходится управлять фрезерным станком, так как ЧПУ контролирует процесс. Однако от повышения температуры никуда не деться, да и сбои порой случаются. Специалист должен:
- Следить за подачей охлаждающей жидкости или воздуха на торцевую фрезу. Это не только охлаждает металл, но и способствует увеличению эффективности резания.
- Правильно закреплять заготовку, иначе на выходе получится неправильная деталь.
- Правильно подбирать фрезу.
- Распознавать сбои в программе.
Как подобрать фрезу?
Фреза – режущий инструмент с зубьями. Наличие больших зубьев повышает производительность, однако для более мелких поделок не подходит. Фрезы бывают:
- дисковые, пазовые и концевые: для пазов и канавок;
- модульные и пальцевые: для нарезания зубчатых колес;
- цилиндрические и торцевые: для обработки плоскостей;
- фасонные: для обработки шаблонных поверхностей.

Как добиться хороших показателей, при работах, выполняемых на фрезерных станках?
При резке металла вибрация – основная проблема. Убедитесь перед началом работ, что станок хорошо закреплён. Используйте анкерные болты, чтобы улучшить крепление к полу. Устройство вообще не должно двигаться.
Новички часто неэффективно используют фрезу, задействовав только её кончик. Чем глубже получается пройти по заготовке фрезой, тем равномерней будет износ инструмента, что значительно продлевает его срок службы.
Правила безопасности при работе на фрезерном станке
Работать на фрезерном станке небезопасно, если оператор не знает элементарных правил. Все они прописаны в инструкции по охране труда при работе на фрезерном станке. Она состоит всего лишь из 5-и основных пунктов с подпунктами, зато их знание позволит эффективно распоряжаться станком и убережёт здоровье оператора.
Измеритель диаметра, измеритель эксцентриситета, автоматизация, ГИС, моделирование, разработка программного обеспечения и электроники, БИМ
Фрезерный станок по металлу с ЧПУ — это компактная машина, предназначенная для обработки металла, снабженная числовым программным управлением (ЧПУ) или имеющая лазерный сканер. Она позволяет выполнить гравировальные работы, углубления или разрезы в металлической заготовке в соответствие с заданными параметрами в автоматическом режиме. Ранее все детали обрабатывались вручную, что сказывалось на проценте брака, сейчас же фрезерование производится по уже заранее подготовленному алгоритму — программе (в нее закладываются чертежи изделий, глубина и величина разрезов) в автоматическом режиме.
Она позволяет выполнить гравировальные работы, углубления или разрезы в металлической заготовке в соответствие с заданными параметрами в автоматическом режиме. Ранее все детали обрабатывались вручную, что сказывалось на проценте брака, сейчас же фрезерование производится по уже заранее подготовленному алгоритму — программе (в нее закладываются чертежи изделий, глубина и величина разрезов) в автоматическом режиме.
Это непосредственно сказывается на качестве готовых изделий. Вообще же, на фрезерных станках традиционно выполняют гравировальные работы, производят сувениры.
На некоторых моделях фрезеровочных станков можно обрабатывать как изделия из меди, латуни, алюминия и прочих металлов, так и из дерева, пластика и других материалов.
Современный 3d фрезерный агрегат по металлу с ЧПУ требует для работы с ним не только написания программы, а также квалифицированные кадры, способные это обеспечить.
Автоматические фрезерные установки, имеющие 3d сканер для фрезерного станка и выполняющие гравировальные работы, в Европе используют достаточно давно, более 20 лет.
В России их освоение начато относительно недавно, всего лишь последние 10 лет.
Способы фрезеровки
Работы по металлу выполняет 3d станок режущим элементом, которым является пила, оснащенная большим количеством мелких прочных зубьев.
Для некоторых деталей, кроме гравировальной обработки, требуется еще шлифование, которое обеспечивает гладкость заготовок, чтобы при соединении деталей не возникало зазоров.
Часто подобное фрезерование используется при изготовлении запасных автомобильных деталей, элементов двигателя.
Гравировальные работы можно поделить на несколько типов, различающиеся между собой вариантами размещения заготовки и расположением по отношению к детали режущего элемента.
Фрезеровальные работы по листовому металлу делают в ручном режиме, так как этот способ проще и дешевле, чем написание программы для станка с ЧПУ.
Можно использовать лазерный сканер, но в этом случае обработка листового металла должна производиться на станке с блоком управления. Это предотвратит брак заготовки.
И все-таки, наиболее часто металл фрезеруют следующими методами: используя станок с ЧПУ, с помощью лазера и с помощью 3д обработки.
На отечественных предприятиях ЧПУ обработка является одной из самых востребованных.
Для фрезеровки используют обычный станок с блоком управления. Нередко фрезеровочный станок разрабатывается внутри производства, в соответствие с потребностями предприятия.
Алгоритм гравировальной работы загружается в блок управления, и программа начинает «диктовать» станку процесс фрезеровки.
Благодаря этому способу, количество брака снижается до минимума.
Брак может возникнуть по двум причинам: заготовка будущей детали была некачественной изначально, либо алгоритм процесса работы был неправильно рассчитан.
3d станок выполняет обработку металла на основе предварительно смоделированной на компьютере 3д-модели детали и заготовки к ней.
3д фрезерный станок стоит дороже других, однако детали на нем более совершенны по причине того, что 3д дает возможность задать точные гравировальные настройки для будущей детали.
К сожалению, 3д станки не могут выполнять «округлую» фрезеровку, ее делают с помощью лазерных и шлифовальных способов.
В последнее время «округлую» фрезеровку начинают внедрять в 3д метод, но пока детали не отличаются качеством.
Фрезерование с помощью лазера выполняется на станках с ЧПУ, оснащенных специальной установкой.
Это оборудование достаточно дорогое, однако, если используется лазерный сканер, нет необходимости делать шлифовальную обработку готовой детали.
Фрезерование металла с помощью лазера одно из самых точных, так как параметры обработки можно задавать мельчайшие.
Недостатком станка с лазерной установкой является то, что гравировальные работы в глубину лазерный сканер не производит, так как для этого требуется большая мощность оборудования и достаточно большой отрезок времени.
Лазерный сканер подразделяется на следующие виды. Тепловой лазер, работает по принципу выжигания отверстия в металле.
Возникающие после остатки плавильных материалов снимают шлифовальщиком, а в некоторых случаях бумагой.
И шлифовальный лазерный сканер, который обрабатывает поверхность заготовки по принципу пилы или наждака, делая несколько подходов.
Второй тип лазера делает работу дольше, но качественнее. Подобная технология встречается в России только на нескольких крупнейших металлокомбинатах.
Почему предприятия предпочитают станки с ЧПУ?
Фрезеровка металла на станке с ЧПУ значительно удешевляет процесс производства, один оператор, работая на станке с блоком управления, заменяет 5 рабочих, выполнявших эту же работу вручную.
Второй причиной, несомненно, является снижение брака до минимума, в то время как брак при ручной фрезеровке составляет 25-30%.
Наиболее точно выполняет обработку металла лазерная установка, однако спектр ее возможностей ограничен, поэтому ее используют только для обработки поверхности маленьких элементов, например деталей для цифровой техники.
Если у вас возникла потребность во фрезерных работах, советуем обращаться на металлообрабатывающее предприятие, использующее современную технику, например 3д фрезерный станок или станок с ЧПУ, имеющий лазерный сканер.
Ручная обработка металла продолжает существовать, но, как правило, детали, выполненные «кустарным» способом, не всегда качественные и точно соответствуют заданным параметрам.
Какие бывают фрезеровальные устройства?
Итак, фрезерное оборудование предназначено для обработки различных изделий из металла и других материалов.
Работа производится специальным резаком – фрезой, который вращательным движением обрабатывает заготовку, перемещаемую горизонтально поступательными движениями.
Лезвия на фрезе могут располагаться продольно, поперечно или на торце инструмента, резак обязательно оснащен осью вращения.
В зависимости от вида выполняемых работ различают:
- Консольно-фрезерные станки – это универсального типа фрезерные агрегаты, имеющие стандартную консольную компоновку с горизонтальным или вертикальным расположением шпиндельного узла.
 Их различают по мощности электрического привода и размеру рабочего стола. Этот тип станков по металлу с ЧПУ бывает настольного вида, что позволяет использовать его в домашних условиях. Рабочий стол такого настольного станка бывает следующей величины — 500х500 мм, а электропривод обладает мощностью менее 1кВт;
Их различают по мощности электрического привода и размеру рабочего стола. Этот тип станков по металлу с ЧПУ бывает настольного вида, что позволяет использовать его в домашних условиях. Рабочий стол такого настольного станка бывает следующей величины — 500х500 мм, а электропривод обладает мощностью менее 1кВт; - Оборудование непрерывного действия – это фрезерные установки барабанного или карусельного типа. Благодаря барабану или карусели происходит чередование фрез, что дает возможность не делать смену фрезерной головку и не останавливать технологический процесс, что значительно увеличивает производительность труда. Фрезерные станки карусельного или барабанного типа используют преимущественно на производстве;
- Фрезерно-гравировальные или фрезерно-копировальные станки – оборудование, на котором обработка металла происходит по ранее заготовленному шаблону. Часто используют для изготовления партий идентичных деталей или одинаковых изделий. Кроме этого, с помощью этих устройств наносят на поверхность деталей различные узоры, рисунки или надписи.

- Фрезерный станок с ЧПУ и программным блоком – фрезерный агрегат, выполняющий фрезеровальные работы в автоматическом режиме, благодаря компьютерной программе и управлению станком электронным процессором. Эти станки выполняют весь функционал фрезерно-гравировальных и фрезерно-копировальных работ. Отличаются высокой производительностью и точностью фрезерной обработки изделий, позволяют внедрить на производстве 3д-технологии.
Советы по выбору фрезерных станков
Если вы планируете приобрести фрезерный станок для производственных целей, либо для домашнего конструирования, то предлагаем вам воспользоваться следующими советами:
- Определитесь с задачами, которые будете выполнять на оборудовании. Вид фрезерного устройства должен им соответствовать;
- Оцените разные типы фрезерного оборудования с двух сторон: проанализируйте их преимущества и их недостатки;
- Выбирая размер рабочей поверхности фрезерного станка, определитесь, каких размеров детали вы планируете обрабатывать на нем.
 Чем больше деталь, тем больше должен быть рабочий стол;
Чем больше деталь, тем больше должен быть рабочий стол; - Чтобы будущее изделие было удобно закреплено на станке, он должен быть обязательно оснащен Т-образным пазом;
- Изучите внимательно технические характеристики изделия, в частности, мощность электрического привода. Фрезерные станки с большой мощностью не пригодны для работы в домашних условиях;
- Выбирая станок, не забудьте про его функциональность, а именно, какие задачи и функции будут выполнимы для данного устройства;
- Если вы планируете приобрести фрезерную установку для домашнего использования или малого предприятия, то вам подойдут настольные или мини фрезерные станки с ЧПУ;
- Обратите внимание на широкоформатное оборудование, если вы планируете приобрести фрезерный станок для крупного производства;
- Не переплачиваете за функции, которые вам не нужны. Выбирайте фрезерное оборудование той функциональности, которая будет использоваться вами в работе;
- Срок гарантии и техническое обслуживание – это один из главных критериев выбора производителя станка.

В токарно-фрезерных работах есть ряд особенностей, которые обязательно нужно учитывать. В первую очередь это зависит от вида работ, которые необходимо провести. Получаемый результат зависит от выбора фрезы. Они предназначены для разных типов обработки изделий. От этого зависит и получаемый результат. Поэтому основная проблема может быть в неправильном выборе нужного инструмента.
Можно посмотреть специальные токарно фрезерные работы видео, из которого на наглядных примерах можно почерпнуть всё необходимое. Они гораздо лучше слов разъясняют все нюансы.
Помимо выбора фрез также много вопросов может возникать касательно различных видов фрезерования. К основным видам работ можно отнести:
- встречное,
- попутное фрезерования.
Не все понимают разницу между ними. Встречное фрезерование используется на нежёстких фрезерных станках. На них выполняют торцевое фрезерование и большинство задач, связанных с этим видом работы.
Но иногда для таких видов работ рекомендуют использовать метод попутного фрезерования. Главное отличие между ними в направлении скорости резания и подачи стола. При встречном они направлены друг другу навстречу, а при попутном фрезеровании они вращаются в одну сторону.
Главное отличие между ними в направлении скорости резания и подачи стола. При встречном они направлены друг другу навстречу, а при попутном фрезеровании они вращаются в одну сторону.
Они различаются по воздействию на рабочие поверхности и получаемый результат. Встречное фрезерование приводит к большему износу пластин фрезы, потому что когда начинается резание металла, нет нагрузки на режущую кромку, и металл сминается и упрочняется. Это оказывает негативное воздействие на фрезу и её рабочую поверхность.
При попутном фрезеровании поверхность фрезы сразу под нагрузкой взаимодействует с металлом заготовки, и резание начинается сразу, без упрочнения металла. Нужно установить ширину фрезерования в 2/3 ширины фрезы для получения лучшего эффекта. Но ширину фрезерования можно определять экспериментальным путём, изменяя её и наблюдая за результатом. Это зависит от станка и конкретной заготовки. Также нужно наблюдать за качеством обрабатываемой поверхности и её шероховатость.
Если уменьшить ширину фрезерования, то будет происходить деформация металла заготовки, так как уменьшиться толщина стружки. Тогда нужно увеличить нагрузку на зуб фрезы. От этого зависит производительность и прочность инструментов. Эти параметры нужно регулировать в зависимости от требуемого качества и материала самой заготовки.
Тогда нужно увеличить нагрузку на зуб фрезы. От этого зависит производительность и прочность инструментов. Эти параметры нужно регулировать в зависимости от требуемого качества и материала самой заготовки.
Использование фрезерного станка с ЧПУ оператором
Несмотря на распространённое мнение о том, что фрезерный станок с системой ЧПУ работает без вмешательства человека, являясь роботизированным устройством, это не так.
Чтобы обеспечить высокое качество обработки изделий и продлить срок службы оборудования и режущего инструмента, сотрудники, обслуживающие станок, должны тщательно выполнять необходимые операции и быть подготовлены более разносторонне, чем в работе с оборудованием предыдущих моделей (устройств полуавтоматов или на ручном управлении).
Покупка фрезерного станка с ЧПУ вряд ли окупится, если оборудование не приобретено для выполнения технических потребностей производства. Чтобы обеспечить рентабельность предприятия необходимо правильно интегрировать станок в технический процесс.
- В первую очередь, Вам необходимо иметь четкое представление о работе и задачах, которые Вы планируете решать с помощью фрезерного станка. Так же учитывайте и объем производства на вашем предприятии – покупка станка ради создания нескольких деталей в год не целесообразна. Даже если у Вас налажено серийное производство, необходимо оценить количество вложенных средств для понимания окупаемости фрезерного оборудования и не дешевле ли отдать заказ подрядчику.
- Вам необходимо обязательно нанять квалифицированного специалиста для успешной работы с фрезерным станком с ЧПУ, чтобы он уделял внимание только этому оборудованию. Список задач такого сотрудника должен складываться как минимум из четырех направлений:
- Рисование чертежей (как полностью, так и доработка чужих архивных данных)
- Проектирование 3D-моделей (узлов, деталей и сборочных единиц), беря основу из готовых математических моделей, или используя 2D-чертежи, которые уже есть в наличии
- Разработка программ для управления системой ЧПУ фрезерного станка
- Ремонт станка, обслуживание и слежение за параметрами его работы.

Для выполнения первых трех задач специалист должен уметь работать с CAD/CAM системами. Четвертая же задача требует обладания навыками работы и умение производить наладку оборудования. Роль оператора с навыками по CAD/CAM системам, а так же роль наладчика может легко совмещать один сотрудник.
Но следует обратить внимание на уровень подготовки такого сотрудника, который должен быть весьма высоким. Потому как от качества готовой продукции зависит вся цепочка, начиная от создания программы для управления станком и заканчивая надежным крепежом заготовки и фрезы перед стартом оборудования. Все эти этапы требует внимательности и аккуратности.
Зачастую поставщики оборудования, кроме доставки, установки и настройки фрезерного станка, так же имеют возможность обучать специалистов необходимым навыкам для работы на новом оборудовании. В идеале стоит допускать к работе только сотрудников, которые прошли данный инструктаж.
- Во время принятия решения по приобретению фрезерного оборудования ориентируйтесь на будущее.
 Не востребованная сегодня опция в современном станке, завтра может очень пригодится.
Не востребованная сегодня опция в современном станке, завтра может очень пригодится.
Но особо увлекаться планами на будущее не совсем рационально.
Не переплачивайте сейчас за функции, которые будут востребованы через три года. В этом случае принимайте решение исходя из бизнес-плана и срока окупаемости станка.
Также внимательно ознакомьтесь со списком комплектуемых дополнительных устройств и их функциями (система поворота для обработки круглых заготовок, расширение портала – для подключения поворотного устройства, даже если изначально станок на это не был рассчитан). С помощью дополнительного оборудования Вы значительно расширите функции станка, когда это будет Вам необходимо, заранее это покупать смысла не имеет.
Основные требования к оператору станка
Как было отмечено выше, фрезерный станок с ЧПУ самостоятельно не работает. Успех функционирования оборудования, постоянное производство высококачественных изделий и, в итоге, прибыль фирмы будут зависеть от правильной работы сотрудников. Не преувеличивая, можно сказать, что основой предприятия является не просто оборудования, а высококвалифицированные специалисты, в том числе и операторы для фрезерных станков с ЧПУ.
Не преувеличивая, можно сказать, что основой предприятия является не просто оборудования, а высококвалифицированные специалисты, в том числе и операторы для фрезерных станков с ЧПУ.
Истинный специалист (наладчик-оператор станков с ЧПУ) обязан контролировать и управлять производственным процессом. Фрезерный станок всего лишь выполняет запрограммированные действия – остальное (в том числе и разработка программы и техобслуживание оборудования) входит в задачи оператора.
Чтобы работа на современном оборудовании была успешной оператор должен быть внимательный, а так же обладать развитым техническим мышлением. Ему не обойтись без основ физики, геометрии и математики, а так же некоторых разделов электротехники.
Чтобы правильно эксплуатировать фрезерное оборудование необходимо понимать основы электронной, механической и электрической системы станка, иметь представление о видах и функциях режущего станка, и грамотно выбирать режим фрезеровки.
Чтобы проводить контроль готовых изделий так же необходимы навыки метрологии и измерительного инструмента. И обязательно необходимо обладать навыками технолога – не имея представления о ступенях обработки не получить качественный готовый продукт.
И обязательно необходимо обладать навыками технолога – не имея представления о ступенях обработки не получить качественный готовый продукт.
Вывод
Следует обратить внимание, что вышеизложенные данные не «запрограммированы» в специалисте изначально, но он приобретет их с опытом работы. Главное требование к кандидату является интерес к работе, самообучение и подтверждение полученных знаний на практике.
Фрезерный станок с ЧПУ по металлу: нюансы работы
Фрезерный станок с ЧПУ по металлу: нюансы работыФрезерный
Фрезерный станок с ЧПУ по металлу поможет Вам построить практически все. Нюансы фрезеровки металла, способы контроля температуры режущего инструмента и др.
Содержание
- Рассмотрим для начала некоторые нюансы фрезеровки металла
- Способы контроля температуры режущего инструмента
- Резка алюминия и как получить хорошие результаты
- Подведем итоги
- Режимы фрезерования для алюминия и его сплавов
Предположим, у вас есть рабочий станок с ЧПУ, который был только что приобретен, но пока знаний о нем недостаточно. Предположим теперь, что это фрезерный станок с ЧПУ по металлу, и что в первую очередь вам будет интересна именно фрезеровка металла, который легко поддается обработке.
Предположим теперь, что это фрезерный станок с ЧПУ по металлу, и что в первую очередь вам будет интересна именно фрезеровка металла, который легко поддается обработке.
Скорее всего, вам уже не терпится начать фрезерование различных интересных деталей, построить магазин для инструмента или, может быть, скомпоновать пистолет Colt 1911. С ЧПУ вы можете построить практически все, и вы полны идей для начала работы над своими любимыми проектами.
Рассмотрим для начала некоторые нюансы фрезеровки металла
Один мой знакомый уже некоторое время режет металл своим станком с Числовым Программным Управлением из Китая, имеющим рабочее поле 400х600 мм. Как он это делает? Необходимо всего лишь соблюдать такие параметры, как:
- глубину за проход;
- скорость подачи;
- правильно подбирать концевую фрезу и ее охлаждение.
Впрочем, металлы можно резать и без охлаждения.
При фрезеровке металла нужно быть предельно внимательным, особенно с алюминием, этот материал начинает плавиться при температуре около 648 градусов Цельсия, а при использовании концевой фрезы, вращающейся с высокой скоростью (примерно 13 000 об / мин), она будет очень сильно греться и расплавит торец заготовки во время процесса обработки. Алюминий – легкоплавкий металл. Сравнив его со сталью, которая плавится при 1150 градусах Цельсия, некоторые операторы, обслуживающие станки с ЧПУ по металлу, скажут, что мягкую сталь резать легче, чем алюминий просто потому, что фреза может работать при более медленной подаче и «выгрызать» материал.
Алюминий – легкоплавкий металл. Сравнив его со сталью, которая плавится при 1150 градусах Цельсия, некоторые операторы, обслуживающие станки с ЧПУ по металлу, скажут, что мягкую сталь резать легче, чем алюминий просто потому, что фреза может работать при более медленной подаче и «выгрызать» материал.
Способы контроля температуры режущего инструмента
- Первым, и наиболее широко используемым методом является подача охлаждающей жидкости на торцевую фрезу во время ее работы. Это специальное вещество, которое в сочетании с режущей жидкостью обеспечивает наилучшую эффективность резания.
- Второй способ заключается в том, что на фрезу может быть распылена только охлаждающая жидкость, которая обычно делается вручную. Обычно для таких целей используют изопропиловый спирт, который в то же время отлично очищает режущий инструмент.
- Третий способ построен на подаче струи сжатого воздуха на фрезу. Этот метод заключается в создании вихревой системы, в которой из одного сопла подается поток холодного воздуха, температура которого около -50 градусов Цельсия, а с другого подается воздух с высокой температурой (выше 100 градусов).

- Последний метод состоит в нахождении правильного баланса глубины за проход, скорости вращения шпинделя, скорости подачи, выбора конечной фрезы и угла наклона вихревого охлаждения для достижения сухого резания.
Достижение такого равновесия непросто, и по последнему утверждению, что промышленность движется в этом направлении, создается впечатление, что люди еще не знают, как этого добиться. Ну, на самом деле, это практикуется, но не с идеальными параметрами, и найти эти идеальные параметры – это святой Грааль резки металла.
Резка алюминия и как получить хорошие результаты
Баланс: Фрезерный станок по металлу с высокой скоростью подачи и очень малой глубиной за проход позволяет хорошо охлаждать фрезу. Она будет проходить по заготовке из алюминиевого сплава достаточно быстро, чтобы охладить себя, но, если инструмент задержится слишком долго (медленная подача и глубокая глубина за проход) в одном и том же месте, он будет нагреваться и плавить место реза на заготовке из-за трения. Следует учитывать, что фрезерные станки с ЧПУ практически любого типа могут успешно разрезать алюминий.
Следует учитывать, что фрезерные станки с ЧПУ практически любого типа могут успешно разрезать алюминий.
Рассмотрим такую аналогию: взрослый может выкопать яму довольно быстро и набирать большое количество песка в лопату за раз. Ребенок может копать песок тоже, но только царапать поверхность раз за разом, а не набирать полную лопату. Ребенок, в конце концов, достигнет такой же глубины, что и взрослый, но это займет немного больше времени.
Проблема: ребенок не использует лопату наиболее эффективно, потому что острый кончик лопаты будет затупляться быстрее, чем верхняя часть лопаты, тогда как взрослый будет равномерно работать всей лопатой. Так обстоит дело и с торцевыми фрезами. Чем глубже вы сможете пройти по заготовке фрезой, тем более равномерно она будет изнашиваться, продлевая свой срок службы.
Итак, какие же параметры должны быть соблюдены? Это важный вопрос, потому что результат может вылиться в копеечку. У нас есть хороший пример. Как уже было написано выше, используется компактный фрезерный станок по металлу с ЧПУ и вихревая система для продувки фрезы воздухом с температурой -50 градусов. Разрезаемый материал марки 6061, который является структурным сортом алюминия, а его толщина составляет 5 мм, но не важно, так как резка производится с большим количеством проходов. Чем толще материал, тем дольше потребуется времени на обработку, впрочем, это и так ясно.
У нас есть хороший пример. Как уже было написано выше, используется компактный фрезерный станок по металлу с ЧПУ и вихревая система для продувки фрезы воздухом с температурой -50 градусов. Разрезаемый материал марки 6061, который является структурным сортом алюминия, а его толщина составляет 5 мм, но не важно, так как резка производится с большим количеством проходов. Чем толще материал, тем дольше потребуется времени на обработку, впрочем, это и так ясно.
Для резки используется китайский шпиндель со скоростью 13 000 оборотов в минуту. Скорость подачи (скорость, с которой концевая фреза проходит через разрез) устанавливается между 300 и 430 мм/мин. Глубина за проход – это важный параметр, который следует тщательно подбирать. Компания Onsrud, имеющая большой опыт в производстве торцевых фрез, рекомендует, чтобы глубина за проход составляла 1/2 диаметра режущей части фрезы. Для 3 мм концевой фрезы — это около 1,5 мм, но для чистовой обработки все же лучше брать глубину, равную четверти диаметра режущего инструмента.
В концевых фрезах врезка, как правило, наиболее вредна для инструмента, поэтому предпочтение отдается медленной скорости погружения в заготовку. Обычно для алюминия устанавливают скорость погружения до 150 мм/мин. Если погружение планируется на большую глубину, то лучше предварительно просверлить в этом месте отверстие при помощи сверлильного станка. При погружении в начало какого-то профиля, лучше всего сначала перейти к материалу (придав фрезе горизонтальное движение, когда ось z опускается или поднимается).
При резке металла вибрация заготовки является основной проблемой, которую необходимо устранить. В домашних условиях можно использовать самые различные способы фиксации, начиная от струбцин и заканчивая специальным вакуумным столом. Независимо от того, какой метод зажима или закрепления используется, убедитесь, что он вообще не будет двигаться и что зажим (винты, хомут) находится как можно ближе к месту реза.
Подведем итоги
Исходя из вышесказанного, можно выделить такие пункты, запомнив которые фрезеровать металл станет гораздо проще:
- Не торопитесь.
 Лучше потратить больше времени на обработку, чем убить гору недешевого инструмента и испортить не одну заготовку.
Лучше потратить больше времени на обработку, чем убить гору недешевого инструмента и испортить не одну заготовку. - Используйте твердосплавные фрезы. Именно они будут служить очень долго при правильно подобранных режимах резания. И желательно покупать фрезы проверенных производителей и в специализированных магазинах.
- Используйте фрезы меньшего диаметра. Лучше сделать больше проходов и получить красивое место реза, чем снять килограмм алюминия за один рез, выбросить «сгоревший» инструмент и увидеть оборванные края заготовки.
- Не параноить по поводу чистки мест реза. Не нужно стоять со щеткой или пылесосом над заготовкой, которую обрабатываете, достаточно в конце просто смести все отходы или собрать их магнитом (если это ферромагнитный материал).
- Смазывать рабочий инструмент туманом из охлаждающей жидкости. Эффект «тумана» достигается при использовании специального штуцера на подающем жидкость патрубке.
- Не замедляйте подачу слишком сильно. При слишком медленной подаче фреза вместо того, чтобы резать материал, начинает тереться о него и очень сильно греться, что приводит к перегреву инструмента и оплавлению места реза (если заготовка из легкоплавкого материала).

- Если ваши станки по металлу не имеют достаточно быстрой подачи, используйте меньшее количество проходов и увеличьте диаметр фрезы.
Режимы фрезерования для алюминия и его сплавов
Как всем известно, главными параметрами при резании является скорость оборотов шпинделя и скорость подачи. Диаметр фрезы подбирается исходя из двух параметров – ширины и глубины обработки. Ширина реза, или ширина прохода, рассчитывается обычно при разработке чертежа и напрямую зависит от размера детали или поля обработки. Если производится одновременная фрезеровка на ЧПУ не одной заготовки, то ширина обработки увеличивается кратно размеру заготовки.
Приведем данные для фрезеровки алюминия и его сплавов:
Фреза | Подача мм/мин | Скорость шпинделя | Глубина за проход |
| Торцевая 6 мм | 800-1000 | 14 000 – 18000 | 0,6 |
| Торцевая 3 мм | 500-800 | 13 000-15 000 | 0,3 |
Загрузка. ..
..
Поделиться
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Что можно сделать на фрезерном ЧПУ станке
Узнаем, что же можно сделать на ЧПУ фрезерном станке, рассмотрим плюсы и минусы бизнеса в этом направлении и преимущества автоматики над ручным инструментом.
Изготовление фрезерного станка с ЧПУ по дереву своими руками
Изготовление фрезерного ЧПУ станка по дереву своими руками требует немало усилий для идеального создания в домашних условиях. Именно поэтому необходимо продумать сборку, чертежи, схемы, характеристики и размеры данного агрегата.
Прямо сейчас смотрят
Фрезерный
Описание 4-х осевого фрезерного станка с ЧПУ
4 осевой фрезерный станок вида ЧПУ – прибор с числовым программным управлением, предназначенный для высококачественной обработки поверхности.
Фрезерный
Типы, конструкция и особенности фрез по металлу
Фрезы по металлу – инструмент с универсальными характеристиками. В статье вы найдете их назначение, конструкцию, классификацию, нюансы выбора, особенности.
Фрезерный
Как работает 3d фрезерный станок с ЧПУ?
Конструкция 3д фрезерного станка с ЧПУ. Разновидности оборудования. Как влияют важные элементы конструкции 3d станка на обработку?
Разновидности оборудования. Как влияют важные элементы конструкции 3d станка на обработку?
Фрезерный
Фрезеровка фанеры на ЧПУ: что и как ?
На сегодняшний день фрезеровка фанеры ЧПУ является наиболее популярным способом в промышленности. Элементы из фанеры легко дополняют детали интерьера, упаковку, и прочие изделия.
Фрезерный
Технические характеристики фрезерного станка 6Т13, схемы
Описание устройства и эксплуатационных качеств вертикального консольно-фрезерного станка 6Т13. Технические характеристики, механика и управление.
Фрезерный
Наборы для сборки фрезерного станка с ЧПУ
Набор для сборки фрезерного станка с ЧПУ – это отличное решение для тех, кто хочет сэкономить деньги и собрать качественную машину собственноручно.
Фрезерный
Возможности, выбор и требования к станкам по металлу ЧПУ
Сегодня станок с ЧПУ по металлу представлен множеством разных видов и типов, отличающихся функционалом, техническими характеристикам и назначением – для дома или промышленного использования.
Принцип работы фрезерного станка
Консольно-фрезерный станок – один из самых распространенных типов оборудования. Конструкция приспособления включает салазки и рабочую консоль. Перемещение рабочей части осуществляется в трех направлениях: продольно, вертикально и поперечно. Агрегаты делятся на неповоротные модели с горизонтальным расположением, вертикально-фрезерные вариации и универсальные модификации. На основе рассматриваемого оборудования выпускаются копировальные, программно управляемые экземпляры и их комбинированные варианты.
Ниже приведена общая схема устройства данного оборудования:
1 – остов (станина).
2 – электрическое оснащение.
3 – коробка переключения скоростей.
4 – узел регулировки оборотов.
5 – салазки со столом.
6 – консоль.
7 – блок подачи.
Предназначение
Консольно-фрезерный станок предназначен для выполнения соответствующих работ с использованием торцовых, дисковых, угловых и прочих фрез. На оборудовании доступно обрабатывать различные заготовки, подходящие по размеру. Материал, пригодный для участия в рабочем процессе, – чугун, цветные металлы, пластик, сталь и другие сплавы.
На аналогах с поворотным столом можно обрабатывать винтовые гнезда на режущих частях инструмента. Универсальные модели предназначены для осуществления разнообразных фрезерных манипуляций, включая расточные и сверлильные работы в условиях экспериментального либо единичного производства. Нередко комплексы применяются в широкомасштабном выпуске различных деталей.
Консольно-фрезерные станки: модели с шириной стола 160/200 и 250 мм
Данное оборудование предназначено для обработки деталей компактных размеров, преимущественно из цветных металлов и их сплавов, а также изделий из пластика и пластмассы. Кроме того, рассматриваемое приспособление рассчитано на чистовую обработку стали, чугуна. Весь процесс происходит в автоматическом режиме по заданному циклу.
Кроме того, рассматриваемое приспособление рассчитано на чистовую обработку стали, чугуна. Весь процесс происходит в автоматическом режиме по заданному циклу.
Консольно-фрезерный станок с шириной стола 200 мм применяется для обработки небольших деталей из стали, чугуна, пластмасса и цветных металлов. Производство этого оборудования налажено на Вильнюсском комбинате по выпуску станков. Практикуется выпуск трех моделей агрегатов: горизонтальная версия 6М80Г, универсальные аналоги 6М10 и копировальные автоматы типа 6П10К.
Еще один изготовитель консольно-фрезерных станков – Дмитровский завод, который выпускает образцы серии “Р”. Среди них: 6Р81Г, 6Р81Ш, 6Р11. Все агрегаты унифицированы, работают в автоматическом режиме, имеют реверс и стандартную коробку передач. Ранее комбинат выпускал упрощенные консольные модификации серии “Н” и “Г”.
Модификации с ЧПУ
Консольно-фрезерные станки этого типа оснащаются электрическим мотором мощностью 5,5 кВт с оборотистостью 1450 вращений в минуту. Они широко используются в машиностроении и промышленности. Рабочее движение передается через два вида передач: 35/27 либо 21/41. Схема консольно-фрезерного станка свидетельствует о том, что номер фигурной шестерни зависит от количества зубьев. Таким образом, оборудование может функционировать на двух разных скоростях. Правильная работа инструмента зависит от постоянного модуля сцепки шестеренок, которая должна быть стабильной с парой агрегирующих между собой колес.
Они широко используются в машиностроении и промышленности. Рабочее движение передается через два вида передач: 35/27 либо 21/41. Схема консольно-фрезерного станка свидетельствует о том, что номер фигурной шестерни зависит от количества зубьев. Таким образом, оборудование может функционировать на двух разных скоростях. Правильная работа инструмента зависит от постоянного модуля сцепки шестеренок, которая должна быть стабильной с парой агрегирующих между собой колес.
Кинематическая схема станка включает в себя структурную диаграмму при вращении шпинделя. При этом сетка количества оборотов связана с числом и номиналом включаемых передач. Дистанция между вертикальными и горизонтальными направляющими зависит от выбранного масштаба в процессе работ.
Консольно-фрезерный станок: характеристики
Пересекающиеся точки по вертикали и горизонтали идентичны количеству оборотов на любом этапе работы шпинделя. Функционирующие валы между собой агрегируют путем сцепления через зубчатые колеса (шестерни). Как правило, число этих модулей составляет 61 или 62 единицы.
Как правило, число этих модулей составляет 61 или 62 единицы.
В случае передачи движения с одного вала на другой элемент наблюдается несколько этапов работы (2, 3, 4 и более). Итоговый показатель рассчитывается по формуле m*n. Например, 2*4 = 8 различных скоростей.
Устройство и панель управления
В паспорте консольно-фрезерного станка указывается, что он состоит из станины, электрической части, коробки подач, консоли, блока переключения, стола и салазок. Управление и настройка агрегата осуществляется при помощи следующих элементов:
- Рукояти активации продольной и поперечной подачи.
- Регулятора ввода.
- Контроллера помпы узла охлаждения.
- Переключателя скорости и частоты оборотов шпинделя.
- Маховика перемещения, а также кнопки «Стоп» и «Пуск».
- Указательная стрелка скорости шпиндельного блока.
- Импульсной и ускоряющей клавиши.
- Ручное перемещение хобота и активации освещения.

- Зажимов для серьги и стола.
- Звездочки автоматического режима.
- Механизмов включения перемещения стола в продольной и поперечной скорости.
- Указателя подач.
- Рукоятки зажима, включения и перемещения салазок.
- Регулятора режимов (ручной и автоматический тип).
Скоростная коробка
Узел переключения скоростей широкоуниверсального консольно-фрезерного станка находится в корпусе из чугуна, агрегация с валом скорости осуществляется через упругую муфту. Шпиндель рассматриваемого блока – это вал с тремя точками опоры. Его точность определяют специальные подшипники. Еще один элемент предназначен для удержания хвостовика этого узла.
Осевой зазор регулируется при помощи шлифовки стопорных колец. Увеличенный люфт можно убрать посредством обработки полуколец и фиксирующей гайки. За смазку коробки скоростей отвечает плунжерный насос, производительность которого составляет 2 литра в минуту. Остальные детали данного механизма получают смазку методом разбрызгивания из трубки, размещенной над блоком контроля скоростей.
Узел управления скоростями модификации 6Р82
Коробка переключения скоростей этой модели дает возможность выбрать нужный режим без последовательных промежуточных этапов. Рабочая рейка перемещается при помощи предусмотренной рукояти. Валик оси движется после воздействия на него вилки и диска контроллера в осевом направлении. Затем консольно-фрезерный станок 6Р82, устройство и схему которого подробнее рассмотрим далее, функционирует при помощи конической передачи и указателя скоростей. На диске имеются отверстия, которые зацепляются попарно с шестеренкой.
Пружина регулируется посредством пробки-фиксатора, устанавливаемую в режим фиксации путем поворота с нормальным усилием. Ручка управления в режиме включения фиксируется пружиной и шариковым элементом. Кроме того, шип рукоятки входит в зацепление с пазом фланца. Стоит отметить, что зазор конической передачи не должен превышать 0,2 мм. Диск с учетом этого показателя может поворачиваться на величину до 1 миллиметра.
Коробка подач
Это узел обеспечивает получение рабочих подач и скоростных передвижений консоли, салазок и стола. При перемещении импульсы передаются на вал при помощи предохранительной муфты и втулки, которые между собой соединяются посредством шпонки и выходного вала. Дисковая часть фрикционного блока агрегирует с втулкой и валиком. При активации кулачка муфты усилие передается на гайку, шестерни и диски.
Коробка переключения подач универсального консольно-фрезерного станка размещена в станине. Принцип действия данного узла аналогичен блоку скоростей. От осевого смещения диск защищен валиком, который запирается при помощи пары шариков и втулки. Стопорение диска производится посредством идентичных деталей, связанных с валом посредством шпонки.
Упрощенная схема
Ниже приведено схематическое изображение вертикального консольно-фрезерного станка (коробка подач) и пояснения.
1 – запирающий валик.
2 – втулка.
3 – кольцевая проточка.
4 – кулачковая муфта.
5 – рукоять управления.
6 – пара шариков.
7 и 8 – рабочие диски.
9 – контрольный шарик.
10 – дисковый переключатель
11 – шестерня.
12 – указатель скоростей.
13 – крутящий вал.
14 – гайка.
15, 16, 17, 18 – стопорные кольца и фиксаторы.
Параметры модели 6Р82 и 6Р82Г
Для сравнения рассмотрим две самых популярных модели станков. Начнем с характеристик модификации 6Р82:
- Длина/ширина рабочего стола – 1,25/0,32 м.
- Количество Т-образных пазов – 3.
- Габариты – 2,3/1,95/1,67 м.
- Вес – 2,9 т.
- Механизм торможения шпинделя – присутствует.
- Масса обрабатываемой заготовки по максимуму – 250 кг.
- Перемещение лимба за один оборот (продольно/вертикально) – 6/2 мм.
- Дистанция от оси до хобота – 155 мм.
- Продольное/поперечное перемещение стола – 800/240 мм.
Модификация 6Р82Г отличается только массой (2,83 т), а также предельным расстоянием от горизонтального шпинделя до рабочей поверхности (450 мм).
Особенности
Технологически модели серии «Р» более усовершенствованы в плане продольного хода рабочего стола (на 100 мм). Точная установка поверхности производится посредством модернизированного крепления лимбов. Кроме того, данное оборудование обладает оптимальной конфигурацией, отвечающей современным стандартом технической эстетики. Все основные узлы рассматриваемых станков унифицированы между собой.
Дополнительное удобство при работе и управлении версиями «М» и «Р» обеспечивается посредством автоматизированного цикла и такими опциями, как:
- Дублирование контроллера количества оборотов шпинделя и подачи стола.
- Возможность выборочной установки нужного числа вращений оси или лимба.
- Не требуется при выполнении манипуляций проходить промежуточные ступени.
- Предусмотрено автоматическое перемещение стола от рукояток, направление которых аналогично движению рабочей поверхности.
- Присутствует пуск и остановка шпинделя в ускоренном режиме при помощи специальных кнопок и воздействия постоянного тока.

- Стол может передвигаться в вертикальной, горизонтальной и продольной проекции.
Настройка автоматического режима
У консольно-фрезерных станков модификации «М» и «Р» регулировка продольного перемещения стола осуществляется в автоматическом или полуавтоматическом режиме. При единичном производстве контроль подач выполняется вручную, включая быстрое перемещение стола. Серийное изготовление предусматривает использование автоматических и полуавтоматических диапазонов. По сути, данные режимы представляют собой скачкообразный и маятниковый способ действия.
Чтобы настроить процесс соответствующим образом, в Т-образном пазу сбоку делается расстояние между кулачками по определенному показателю. Эти элементы в нужный момент воздействуют на контрольную звездочку быстрыми рабочими движениями стола на ручку переключения продольной подачи, что дает возможность гарантировать работу оборудования по заданному циклу.
Основные рабочие циклы консольно-фрезерного станка перечислены ниже:
- Скачкообразный полуавтоматический режим.

- Быстрые подачи вправо и влево назад.
- Аналогичная операция в левую сторону и обратное направление справа.
- Активная подача заготовки с последующей остановкой.
- Маятниковый автоматический цикл.
- Операции на автомате только в правую либо левую сторону.
Процесс настройки проводится в следующей последовательности:
- Станок должен быть отключен от сети питания.
- Переключатели режимов ставятся в нужное положение («Автоматическое управление»).
- Агрегат активируется нажатием кнопки «Включено».
- Кулачки устанавливаются в соответствующую позицию.
- Подача на быстрый ход и обратно производится на любом этапе и направлении движения, за исключением зоны ограничения для возможной работы элементов.
- Корректировка автоматического или ручного движения стола осуществляется в нейтральном положении путем продольного нажатия рукоятки до упора. В случае невозможности фиксации маховика на торце поворачивают регулировочный винт.

Типы станков
Вертикально-фрезерные станки предназначены для обработки вертикальных и горизонтальных плоских поверхностей. Однако при использовании специальной оснастки (делительные головки и поворотные столы) появляется возможность механической обработки поверхностей расположенных по дуге окружности и концентрических канавок.
Консольные вертикально-фрезерные станкиполучили наибольшее применение в единичном мелкосерийном и серийном производстве. Они заняли достойное место на фрезерных участках механообрабатывающих, инструментальных, ремонтных цехов и небольших мастерских.
Принцип работы вертикально-фрезерных станков
Металлорежущие оборудование данного типа состоит из станины, в корпусе которой разместилась коробка скоростей. Сверху на станине располагается шпиндельная бабка. Конструкция данного узла такова, что имеется возможность поворота бабки на определенный угол и изменять наклон оси шпинделя по отношению к рабочей поверхности стола. Основным движением резания является вращение режущего инструмента. Крутящий момент шпинделю передается от главного электродвигателя через коробку скоростей.
Основным движением резания является вращение режущего инструмента. Крутящий момент шпинделю передается от главного электродвигателя через коробку скоростей.
Обрабатываемая деталь устанавливается на столе, который может перемещаться в продольном и поперечном направлении по направляющим суппорта. Суппорт вертикально-фрезерного станкакрепится к направляющим станины и может совершать перемещения в вертикальной плоскости. Во время механической обработки детали, расположенной на рабочем столе возможно одновременное перемещение по трем направлениям. Рабочая подача передается от главного привода через коробку подач, размещенную в суппорте станка. Для надежной фиксации заготовки на рабочем столе используются различные приспособления (универсальные и специализированные). К первой группе приспособлений можно отнести станочные тиски, прихваты, призмы, подкладки УСП и др. При обработке больших партий заготовок возможно применение специализированной оснастки с пневмо- и гидроприводом. Применение данного типа приспособлений дает возможность увеличения производительности труда за счет сокращения времени на установку и закрепления детали.
Применение данного типа приспособлений дает возможность увеличения производительности труда за счет сокращения времени на установку и закрепления детали.
Горизонтально-фрезерный станок: назначение и разновидности
Чтобы обрабатывать детали и заготовки с фасонными и плоскими поверхностями, зубчатые колеса, применяют фрезерные станки. Они обширно распространены в промышленной области и металлообрабатывающей сфере. Несмотря на многообразие видов, главные элементы устройства схожие. Во всех станках основное движение — это движение фрезы. А движение подачи производится относительно перемещения заготовки и фрезы.
Все возможности фрезерного станка расширяются при помощи этих дополнений:
- универсальной, долбежной или вертикальной головки;
- круглого разделительного стола;
- универсального делительного аппарата;
- устройство для нарезки гребенок.
Теперь остановимся подробней на определенном виде фрезерных станков.
Вертикально-фрезерные станки
Этот агрегат предназначен для обработки заготовок при помощи торцевых, фасонных и цилиндрических, концевых фрез. А также возможно выполнять работы по сверлению. Служит для обработки зубчатых колес, рамок и углов, вертикальных и горизонтальных плоскостей, которые выполнены из стали, чугуна, а также из цветных и разнообразных сплавов.
В подобных станках нет консоли, а стол двигается по направляющим станины. Благодаря этой конструкции он имеет предельную жесткость, что, в свою очередь, обеспечивает сравнительно точную обработку детали. Головка шпинделя является также коробкой скоростей. Шпиндель совместно с гильзой возможно двигать в осевом направлении.
Вертикально-фрезерный станок имеет два вида:
- вертикальный консольно-фрезерный;
- вертикальный без консоли.
Горизонтально-фрезерные устройства
Этот тип служит для обработки деталей небольших диаметров, и он имеет шпиндель горизонтального расположения. Такая конструкция разрешает обработку винтовых, фасонных, а также горизонтальных и вертикальных поверхностей, углов и пазов. Работы осуществляются при помощи цилиндрических и дисковых, концевых, угловых, торцевых, фасонных фрез. Обработка заготовки, для которой потребуется винтовое движение или деление, допустима при применении добавочных устройств.
Такая конструкция разрешает обработку винтовых, фасонных, а также горизонтальных и вертикальных поверхностей, углов и пазов. Работы осуществляются при помощи цилиндрических и дисковых, концевых, угловых, торцевых, фасонных фрез. Обработка заготовки, для которой потребуется винтовое движение или деление, допустима при применении добавочных устройств.
Особенность, которая его отличает, возможность двигать стол перпендикулярно и параллельно шпиндельной оси. Все узлы, которые важны поставлены на станине, внутри которой располагается коробка скоростей и шпиндельный узел. На консоли располагается коробка подач, а консоль двигается по вертикальным направляющим. Хобот с серьгами служит для поддержания оправки с инструментами.
Сверлильные агрегаты
Металлообрабатывающие станки, которые относятся к группе сверлильно-фрезерных, служат для обрабатывания горизонтальных, вертикальных и наклонных поверхностей. Пазы в крупногабаритных деталях возможно сделать также с их помощью.
Этот тип станков по металлу располагает сверлильно-фрезерной головкой, которая разрешает производить работы по сверлению под наклоном и обрабатывать поверхность, расположенную под углом к горизонтальной оси. То что в реверсном режиме может действовать рабочая головка, является его отличием, универсальностью, определенной вероятностью проводить две и более востребованных операций, эти станки очень выгодны, с точки зрения экономии средств и экономии на производственной площади места. Такой аппарат иметь у себя дома не откажется ни один домашний умелец, потому как он объединил в себе несколько результативных и полезных устройств.
Универсально-фрезерные
В малосерийном производстве для изготовления деталей методом фрезерования применяют этот вид. В ремонтно-механических небольших мастерских, а также в инструментальных цехах.
Вместе с основными узлами, шпиндельный узел и коробка скоростей, находятся внутри станины. Консоль двигается по вертикальным направляющим, а по консольным направляющим двигаются салазки с поворотным механизмом, на котором размещается особый стол, который двигается в горизонтальной плоскости с разнообразными углами относительно шпиндельной оси. С помощью конструкционных особенностей выполняемые работы на таких станках делаются качественно и быстро.
С помощью конструкционных особенностей выполняемые работы на таких станках делаются качественно и быстро.
Настольные станки
Настольные весьма компактны и благодаря этому они широко популярны в мастерских по ремонту оборудования, автомастерских, в школах и пту также установлены такие станки.
С помощью их производятся подобные работы:
- сверление отверстий, нарезка резьбы, вертикальная фрезеровка концевыми, торцевыми и шпоночными фрезами;
- горизонтальное фрезерование цилиндрическими, дисковыми и другими фрезами также проводится с их помощью.
Конструкционная особенность таких станков — это жесткость при верном монтаже. Если он будет установлен правильно, то все работы будут выполнены сравнительно точно. Применяется такой вид в серийном производстве разнообразных деталей. Низкое потребление электроэнергии, их компактность, маневренность и невысокая себестоимость, является преимуществом подобных станков.
Фрезерные аппараты с ЧПУ
Данные станки нашли свое применение в массовом производстве деталей с высоким качеством. Фрезерные станки с ЧПУ намного отличаются от обыкновенных фрезерных станков, потому что на них оборудование производят с использованием последних технологий. С их помощью можно добиться высокого качества изготовления деталей, при высокой скорости производительности.
Фрезерные станки с ЧПУ намного отличаются от обыкновенных фрезерных станков, потому что на них оборудование производят с использованием последних технологий. С их помощью можно добиться высокого качества изготовления деталей, при высокой скорости производительности.
В малосерийном и серийном производстве, где нужно выполнить сверление, зенкерование, растачивание отверстий в деталях из пластмасс, черных и цветных металлов применяются станки с ЧПУ. Данное оборудование снабжается приводом, который управляется контроллером, подключенным к любому компьютеру.
Среди главных превосходств отмечают:
- высокое повышение производительности со станком на ручном управлении;
- явное понижение нужды в квалифицированных рабочих;
- очевидное снижение сроков перехода на производство новых заготовок;
- более элементарное и практическое оснащение;
- высокое сокращение сроков производственного цикла.
Обрабатывающие центры с ЧПУ
В таких промышленных секторах, как автомобильный, аэрокосмический, приборостроение, а также в областях, где невозможно обойтись без массового производства высококачественных деталей, применяются обрабатывающие центры с ЧПУ. С их помощью осуществляется обширный диапазон фрезерных, растачиваемых и сверлильных работ. Такие станки снабжаются современными приводами, которыми управляют специальные контролеры, подключенные к любому IBM P. C. Стоит отметить, что система контроля, а также управления, оснащена высококлассным программным обеспечением, которое производят мировые производители. Отличительной чертой такого станка является высокая скорость резания и высокая точность.
С их помощью осуществляется обширный диапазон фрезерных, растачиваемых и сверлильных работ. Такие станки снабжаются современными приводами, которыми управляют специальные контролеры, подключенные к любому IBM P. C. Стоит отметить, что система контроля, а также управления, оснащена высококлассным программным обеспечением, которое производят мировые производители. Отличительной чертой такого станка является высокая скорость резания и высокая точность.
Широкоуниверсальные станки
Широкоуниверсальные фрезерные станки служат для фрезерной обработки деталей из чугуна, стали и сплавов из других материалов. Отличаются они от горизонтально-фрезерных, наличием еще одной шпиндельной головки, установленной на выдвижном хоботе. Она может поворачиваться под всяким углом в двух взаимно перпендикулярных плоскостях. Возможна как раздельная, так и одновременная работа обоими шпинделями. Накладная фрезерная головка устанавливается на поворотной головке станка для дополнения универсальности. Это дает возможность обрабатывать заготовки сложной формы как фрезерованием, так и сверлением, зенкерованием и растачиванием.
Это дает возможность обрабатывать заготовки сложной формы как фрезерованием, так и сверлением, зенкерованием и растачиванием.
В некоторых широкоуниверсальных станках нет консольной панели, а вместо нее по вертикальным направляющим станины, двигается каретка. Каретка имеет горизонтальные направляющие для салазок с рабочей вертикальной поверхностью. Часто с помощью их устанавливают дополнительные устройства, делительный стол или же любое делительное приспособление.
Фрезерная группа токарных станков состоит из всех, ранее перечисленных моделей. Различают их по габаритам и характеру выполняемых работ, но все они в равной степени применяются в промышленности. Каждый тип служит для выполнения особых работ, которые нельзя выполнить на станках иного типа.
Технические данные целиком зависят от производителя и марки конкретного станка, а качество выполненных работ — от профессионализма мастера который на них работает.
Горизонтально-фрезерные станки
Горизонтально-фрезерные станки различаются по конструкции, они могут быть одностоечными и двустоечными, консольными и не имеющими консоли. Станки с ЧПУ, как правило, имеют поворотный стол, определённая траектория движения которого задаётся заложенной программой.
Станки с ЧПУ, как правило, имеют поворотный стол, определённая траектория движения которого задаётся заложенной программой.
Горизонтально-фрезерные станки – станки с горизонтальным расположением шпинделя, а также имеющие возможность перемещения стола в трех взаимно перпендикулярных направлениях.
Горизонтально-фрезерный станок
Основанием горизонтально-фрезерного станка является станина, на которой расположены все узлы и механизмы станка:
- коробка скоростей;
- консоль, перемещаемая по вертикальным направляющим станины;
- стол для установки болванки, вставляемой в специальное устройство или закрепляемой в установленных на него тисках. особенности стола фрезерного станка состоят в том, что его движение может происходить в трёх направлениях
- продольное перемещение происходит по направляющим салазок;
- поперечное движение получается при перемещении самих салазок по направляющим консоли;
- вертикальное движение стол получает при перемещении консоли по направляющим станины.

- шпиндель – главная вращающаяся часть в механизме станка;
- размещённая в консоли коробка подач;
- хобот, служащий для закрепления подвески;
- фрезерная отправка поддерживается концом подвески.
Универсальными станками называются горизонтально-фрезерные станки с поворотной плитой, благодаря которой рабочий стол может из горизонтальной поверхности превращаться в наклонную. Эти станки тоже могут оснащаться ЧПУ, но это не ускорит, а скорее замедлит производство ввиду того, что перепрограммирование станка будет занимать много времени.
Для обработки горизонтальной плоскости деталей используются цилиндрические фрезы. По вертикали заготовки из металла проходят обтачивание торцевыми или дисковыми фрезами. При необходимости комбинированной обработки заготовки используются несколько разнообразных фрез. Точность выполнения задачи напрямую зависит от неколебимости фрез в креплении по длине отправки. Повысить жёсткость крепления помогают подвески. Но ни одна дополнительная опора не даст достаточной устойчивости фрезы при увеличении её диаметра сверх указанных производителем станка нормативов. Наиболее точное исполнение работы будет, если станок оснастить ЧПУ.
Но ни одна дополнительная опора не даст достаточной устойчивости фрезы при увеличении её диаметра сверх указанных производителем станка нормативов. Наиболее точное исполнение работы будет, если станок оснастить ЧПУ.
Жёсткость горизонтально-фрезерных станков по металлу увеличивается при усовершенствовании конструкции станины, установкой дополнительного кронштейна, усилением стола. Работы, выполняемые на токарном станке по металлу, могут производиться и на горизонтально-фрезерном оборудовании с применением особых фрезерных головок. Установка ЧПУ на станок всегда сопровождается усилением конструкции.
Классификация фрезерных станков
В классификации горизонтально-фрезерные станки отнесены в шестую группу, но часть их может принадлежать и к пятой как зубообрабатывающие и резьбонарезное оборудование. ЧПУ чаще устанавливается на станки 6 группы. Оборудование 5 группы не предназначено для выполнения особо точных задач. ЧПУ здесь может быть установлено лишь для ускорения производства, при необходимости обрабатывать идентичные заготовки в большом количестве.
По таблице классификации токарного оборудования по металлу станки делятся по массе:
- 1 группа – лёгкие, весом до 1 тонны;
- 2 группа – средние, вес которых не превышает 10 тонн,
- 3 группа – тяжёлые. Эта группа имеет деление.
- Крупные – от 10 до 30 тонн;
- Тяжёлые – от 30 до 100 тонн;
- уникальные, свыше 100 тонн весом.
Любое оборудование по металлу может быть оснащёно ЧПУ. Вторым критерием деления оборудования служит автоматическое, полуавтоматическое или ручное управление станком. При ручном управлении включение, остановка, подвод инструмента, регулировка подач и скоростей, установка деталей и их снятие с рабочей поверхности производится токарем.
Классификация фрезерных станков
Полуавтоматический настраивается на определённый цикл обработки. Рабочему остаётся установить заготовку, закрепить её и нажать кнопку запуска. После отработанного цикла вращающийся шпиндель автоматически остановится. Токарю необходимо будет снять готовую деталь, вставить следующую заготовку, и вновь запустить станок.
Токарю необходимо будет снять готовую деталь, вставить следующую заготовку, и вновь запустить станок.
При работе на автоматическом оборудовании, токарю достаётся роль наблюдателя и отладчика оборудования. ЧПУ для станков может быть разным, но все процессы по изготовлению деталей происходят без непосредственного участия оператора.
Влияет на столбец, в который распределено оборудование в классификационной таблице расположение шпинделя, его положение отражено в названии и маркировке – наклонные, вертикальные, горизонтальные.
Деление на подгруппы происходит по параметрам обработки в плоскости 2 или 4-координатном режиме. Также отражается на положении в таблице и его способность по обработке одной или нескольких деталей одновременно. Присутствие в конструкции станка ЧПУ не имеет значения на подгруппу в классификационной таблице.
Многоинструментальные горизонтально-фрезерные имеют несколько резцов, одновременно обрабатывающих поверхность одной детали с разных сторон, а многопозиционные производят обработку сразу нескольких заготовок. Оба типа оборудования более продуктивно работают с ЧПУ.
Оба типа оборудования более продуктивно работают с ЧПУ.
Применение
На горизонтально-фрезерном оборудовании по металлу делаются в заготовках шпоночные канавки. Они могут делаться несколькими способами в зависимости от используемого инструмента на разном оборудовании – вертикально-фрезерных станках или оборудовании общего назначения, используемого для проведения разноплановых работ по металлу.
Шлицы на валах диаметром до 100 мм делаются за один цикл фрезерования. На более широких валах эта операция может проводиться в два захода. Для чернового фрезерования необходимы делительные механизмы. Они есть на горизонтально-фрезерных, что делает это оборудование более удобным для обработки валов с большим диаметром.
Выбор фрезы для выполнения работ
Продольное фрезерование могут вести многошпиндельные горизонтально-фрезерные станки по металлу с использованием различных фрез, установленных в револьверную головку. При обработке металлических деталей несколькими различными фреза установка инструмента также может осуществляться в отправку, и далее в шпиндель.
Фрезерование дисковыми фрезами
Трёхсторонние дисковые фрезы используются для протачивания шпоночных сквозных пазов. Для достижения большей точности лучше сделать эту работу за один подход. При необходимости создания широкого паза в один приём провести эту операцию сложно. Второй, чистовой проход будет сделан фрезой с большим диаметром. Надёжным будет крепление фрезы при установке её в шпиндель с двумя опорами.
Существуют станки, предназначенные для работы только одним или несколькими видами фрез. Горизонтально-фрезерные, созданные для проведения работ дисковыми и цилиндрическими фрезами имеют дополнительную возможность использования торцевых фрез, что несколько увеличивает сферу, в которой применяется это оборудование.
Общие требования
Работа ручным фрезером по дереву будет более легкой и приятной, изделия получатся нормального качества, если выполнить некоторые условия:
- Фреза должна быть острой. Оценить этот параметр «на глаз» сложно, потому надо ориентироваться на рабочие моменты: если мотор сильно греется и/или обработанная поверхность не гладкая (говорят «грязная»), то фреза тупая.
 Ее необходимо заменить.
Ее необходимо заменить. - Обрабатываемая заготовка должна быть прочно и надежно закреплена. Ничего хорошего на прыгающей и дергающейся заготовке вы не получите.
- Заготовки должны быть прочно закреплены. Лучше всего использовать струбцины
- Небольшая глубина съема за один проход. Чем больше древесины вы снимаете за один проход, тем больше нагрузка на фрезу. Это ведет к снижению скорости вращения, что ее больше увеличивает нагрузку. Далее — по кругу. Потому, если необходима большая глубина обработки, лучше ее разбить на несколько проходов.
- При замене фрезы необходимо агрегат обесточить. Причем не переключателем, а вынуть шнур из розетки. Это исключит возможность непроизвольного включения.
Не такие сложные требования, но их выполнение — залог хорошей работы и безопасности. Ну и основное требование — фрезер надо вести ровно, без рывков, толчков. Если ощущается сильное биение — изменяйте частоту вращения. Чаще всего ее надо уменьшить, а вообще стоит ориентироваться на рекомендации производителя (есть на упаковке).
Обработка кромки — работа с шаблоном
Обработку кромки обычной доски проще и быстрее проводить на рейсмусе, но если его нет, ручной фрезер тоже справится, вот только займет это больше времени. Есть два способа: без шаблона и с шаблоном. Если это первый опыт работы с фрезером — лучше использовать шаблон. При обработке кромок досок нужны прямые кромочные фрезы, причем, скорее всего, понадобятся две — с подшипником в начале и в конце режущей части (на фото).
Для обработки кромки — сделать ровную поверхность
В качестве шаблона можно использовать уже обработанную доску или, например, строительное правило. Длина шаблона должна быть немного больше длины заготовки — на 5-6 радиусов фрезы с каждой стороны. Это даст возможность избежать «нырка» фрезы в материал в начале и в конце. Один важный момент: горизонтальная плоскость (перпендикулярная обрабатываемой) должна быть ровной. В всяком случае ее кривизна не должна быть больше, чем зазор между подшипником и режущей частью, иначе фреза будет задевать шаблон, а это очень нехорошо — он становится неидеальным и нанесенные неровности отобразятся на других копиях.
Понравилась статья? Расскажите друзьям:
Оцените статью, для нас это очень важно:
Проголосовавших: 2 чел.
Средний рейтинг: 5 из 5.
Как работать с фрезерным станком с ЧПУ, если вы новичок – 8 советов
Установка и запуск в работу фрезерного станка с ЧПУ на производстве – только первые шаги на пути к изготовлению качественной продукции. Гораздо важнее правильно выстроить процесс и подготовить рабочее место. Только тогда получится производить резку фанеры высокого качества и 3D-обработку модельных пластиков или изготавливать фасады на мебельном производстве.
Советы ниже будут полезны для новичков, но их не стоит забывать опытным мастерам. Они помогут построить успешное производство и эффективно использовать станок с ЧПУ в работе.
1. Подготовьте рабочее место. Подготовьте рабочее место.Станок должен располагаться в цехе таким образом, чтобы быстро можно было достать до любой его части. Освещение над рабочей зоной должно быть равномерным и комфортным для работы оператора. Если для управления станком используется компьютер, то возможно понадобится защитить системный блок от пыли с помощью перегородок или специальных боксов. |
|
|
2. Установите специальный стол для оператора со всем необходимым инструментом. Для удобства смены инструмента, а также простых слесарных операции необходимо установить верстак недалеко от станка. Так же можно самостоятельно вырезать и собрать специальный мини-шкаф для хранения фрез, цанг и патронов – это ускорит замену инструмента. Основные инструменты, используемые оператором: нож, шуруповерт, рулетка, штангенциркуль, а также всевозможные ключи и отвертки. |
|
3. Позаботьтесь о наличии в рабочей зоне пистолета со сжатым воздухом. Позаботьтесь о наличии в рабочей зоне пистолета со сжатым воздухом.Для комфортной работы достаточно давления в 6-7 бар. С помощью воздуха оператор сможет полностью очищать стол от стружки перед сменой материала, удалять пыль и грязь с направляющих и других деталей станка. |
|
|
4. Заранее продумайте систему охлаждения для шпинделей с водяным охлаждением. Часто систему охлаждения шпинделя собирают на скорую руку из подручных материалов, стараясь быстрее запустить станок в работу. Это неправильно. Шпиндель – один из главных компонентов станка и требует к себе особого внимания. В идеале, следует приобрести специальный чиллер. Он будет контролировать уровень и температуру охлаждающей жидкости и оповещать оператора при отклонениях режимов работы от нормальных. Если покупка специального оборудования невозможна, то стоит позаботиться о герметичной системе циркуляции охлаждающей жидкости с контролем температурного режима. |
|
| 5. Полностью изучите инструкцию для системы управления станком. Для правильной эксплуатации и грамотного построения технологии обработки следует тщательно изучить все функции и возможности своего оборудования. Бывает так, что от незнания программного обеспечения оператор делает множество лишних операций или неправильно задаёт технологию обработки. Естественно, это влияет на скорость, качество обработки и износ инструмента. Некоторые неисправности можно диагностировать и даже устранить, если знать все нюансы работы системы управления вашего станка. |
|
| 6. Подберите инструмент. Этот пункт особенно важен для тех, кто работает с серийным производством. Правильно подобранный инструмент обрабатывает материал быстрее и качественнее. |
|
| 7. Используйте упоры и линейки. Многие операторы для удобства позиционирования заготовки на рабочем столе используют всевозможные упоры и линейки. Вы так же можете установить упоры по осям X и Y и отфрезеровать их станком, например, для работ, при выполнении которых требуется быстрая и точная смена заготовок. |
|
| 8. Держите рабочее место чистым. Регулярная уборка рабочей зоны позволит избежать травм и порчи материала. Не стоит захламлять пространство вокруг станка обрезками материала. |
|
 Если этого не сделать, то в скором времени от перегрева могут разрушиться подшипники, возникнет короткое замыкание обмоток статора.
Если этого не сделать, то в скором времени от перегрева могут разрушиться подшипники, возникнет короткое замыкание обмоток статора. Позволяет в разы увеличить объёмы производства и сократить издержки. На профильных сайтах можно найти информацию об инструменте, технологии и режимах резания различных материалов. Не стоит использовать для серьезных работ инструмент, идущий в комплекте. Чаще всего производитель поставляет его в целях демонстрации возможностей оборудования.
Позволяет в разы увеличить объёмы производства и сократить издержки. На профильных сайтах можно найти информацию об инструменте, технологии и режимах резания различных материалов. Не стоит использовать для серьезных работ инструмент, идущий в комплекте. Чаще всего производитель поставляет его в целях демонстрации возможностей оборудования.
 Следует регулярно перебирать остатки и выбрасывать ненужный материал. Его можно складировать в специально отведенном месте. Производите регулярную чистку направляющих, смазку подшипников, обращайте внимание на посторонние звуки во время работы.
Следует регулярно перебирать остатки и выбрасывать ненужный материал. Его можно складировать в специально отведенном месте. Производите регулярную чистку направляющих, смазку подшипников, обращайте внимание на посторонние звуки во время работы.
Для работы на фрезерном оборудовании с ЧПУ, конечно, важен опыт работы. Наши советы помогут обратить внимание на проблемные места и быстрее разобраться с функциями и особенностями конструкции оборудования. Рекомендуем не останавливаться на достигнутом и постоянно изучать технические и программные нюансы вашей техники. Специалисты Woodtec всегда рады помочь в любом вопросе!
Поделиться ссылкой:
Написать письмо директору
Написать письмо директору
ПОИСК OEWS
| Установка, эксплуатация или техническое обслуживание фрезерных или строгальных станков для фрезерования, строгания, придания формы, проточки или профилирования металлических или пластиковых деталей. Национальные оценки для наладчиков, операторов и тендеров фрезерных и строгальных станков, металла и пластика Национальные оценки для наладчиков фрезерных и строгальных станков, операторов и тендеров по металлу и пластмассе:Оценка занятости и оценка средней заработной платы для фрезерных и строгальных станков Наладчики машин, операторы и тендеры, металл и пластик:
Оценка заработной платы в процентах для наладчиков фрезерных и строгальных станков, операторов и торговцев металлом и пластиком:
Профиль отрасли для наладчиков фрезерных и строгальных станков, операторов и тендеристов по металлу и пластмассе: Отрасли с самым высоким опубликованным уровнем занятости и заработной платы для наладчиков фрезерных и строгальных станков, операторов и тендеристов по металлу и пластмассе . Отрасли с самым высоким уровнем занятости: наладчики фрезерных и строгальных станков, операторы и тендерщики по металлу и пластмассе:
Отрасли с наибольшей концентрацией рабочих мест: наладчики фрезерных и строгальных станков, операторы и тендерщики по металлу и пластмассе:
Наиболее высокооплачиваемые отрасли для наладчиков фрезерных и строгальных станков, операторов и тендеристов по металлу и пластмассе:
Географический профиль для наладчиков фрезерных и строгальных станков, операторов и тендеров по металлу и пластику: Указаны штаты и районы с самыми высокими опубликованными данными о занятости, коэффициентах местонахождения и заработной плате для наладчиков фрезерных и строгальных станков, операторов и тендеров по металлу и пластику. Государства с самым высоким уровнем занятости среди наладчиков фрезерных и строгальных станков, операторов и тендеристов по металлу и пластмассе:
Штаты с наибольшей концентрацией рабочих мест и коэффициентов местоположения среди наладчиков фрезерных и строгальных станков, операторов и тендеров, металла и пластика:
Самые высокооплачиваемые штаты для наладчиков фрезерных и строгальных станков, операторов и тендеров по металлу и пластику:
Городские районы с самым высоким уровнем занятости среди наладчиков фрезерных и строгальных станков, операторов и тендеристов по металлу и пластмассе:
Городские районы с наибольшей концентрацией рабочих мест и коэффициентом местоположения среди наладчиков фрезерных и строгальных станков, операторов и тендеров, металла и пластика:
Самые высокооплачиваемые столичные регионы для наладчиков фрезерных и строгальных станков, операторов и тендеров по металлу и пластику:
Негородские районы с наибольшей занятостью наладчиков фрезерных и строгальных станков, операторов и тендеристов по металлу и пластмассе:
Негородские районы с наибольшей концентрацией рабочих мест и коэффициентов местоположения среди наладчиков фрезерных и строгальных станков, операторов и тендеров, металла и пластика:
Самые высокооплачиваемые районы за пределами города для наладчиков фрезерных и строгальных станков, операторов и тендеров по металлу и пластику:
Примерно в мае 2021 г. Эти оценки рассчитываются на основе данных, собранных от работодателей во всех отраслях промышленности, всех столичных и негородских районах, а также во всех штатах и округе. Колумбии. Основные показатели занятости и заработной платы приведены выше. Полный список доступен в загружаемых файлах XLS. Оценка заработной платы в процентилях — это величина заработной платы, ниже которой находится определенный процент работников. Медианная заработная плата представляет собой оценку заработной платы 50-го процентиля: 50 процентов работников зарабатывают меньше медианы, а 50 процентов работников зарабатывают больше медианы. Подробнее о процентильной заработной плате. (1) Оценки для подробных занятий не суммируются с итоговыми значениями, поскольку итоговые значения включают занятия, не показанные отдельно. Оценки не включают самозанятых. (2) Годовая заработная плата была рассчитана путем умножения средней почасовой заработной платы на количество часов “круглогодичного полного рабочего дня”, равное 2080 часам;
для тех профессий, где почасовая заработная плата не публикуется, годовая заработная плата была рассчитана непосредственно на основе представленных данных обследования. (3) Относительная стандартная ошибка (RSE) является мерой надежности статистических данных обследования. Чем меньше относительная стандартная ошибка, тем точнее оценка. (8) Оценка не опубликована. (9) Коэффициент местонахождения представляет собой отношение территориальной концентрации профессиональной занятости к средней концентрации по стране. Коэффициент местоположения больше единицы указывает на то, что доля занятости в профессии выше, чем в среднем, а коэффициент местоположения меньше единицы указывает на то, что профессия менее распространена в этом районе, чем в среднем. Другие оценки OEWS и связанная информация: май 2021 г. Оценки национальной трудоустройства и заработной платы мая 2021 г. Оценка трудоустройства и заработной платы май 2021 Метрополита и неметрополита. Оценка занятости по конкретным специальностям и заработной платы Май 2021 г. Профили занятий Технические примечания
Дата последнего изменения: 31 марта 2022 г. |

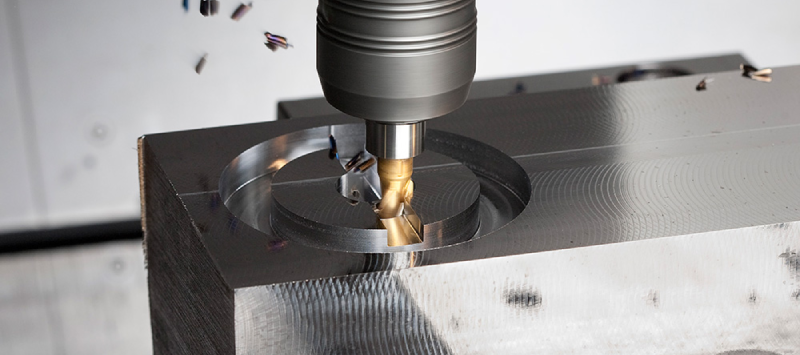 Список всех отраслей, в которых работают наладчики фрезерных и строгальных станков, операторы и тендерщики по металлу и пластмассе, см. в разделе «Создание настраиваемых таблиц».
Список всех отраслей, в которых работают наладчики фрезерных и строгальных станков, операторы и тендерщики по металлу и пластмассе, см. в разделе «Создание настраиваемых таблиц».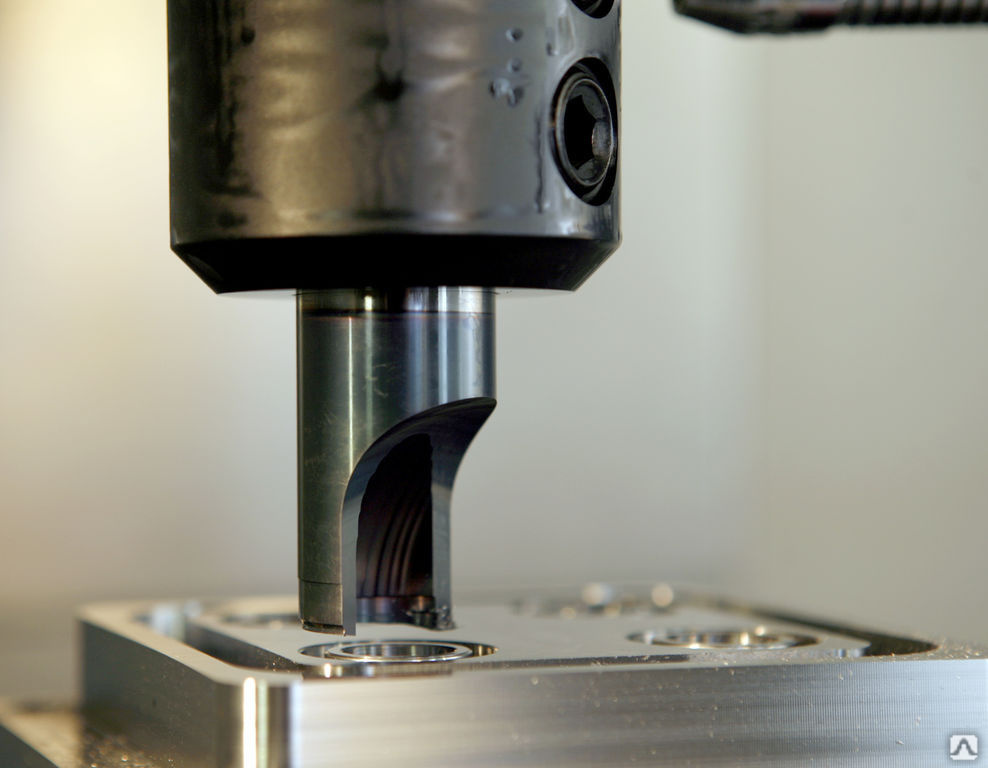 Список всех областей, в которых работают наладчики фрезерных и строгальных станков, операторы и тендеры, металл и пластик, см. в разделе «Создание настраиваемых таблиц».
Список всех областей, в которых работают наладчики фрезерных и строгальных станков, операторы и тендеры, металл и пластик, см. в разделе «Создание настраиваемых таблиц».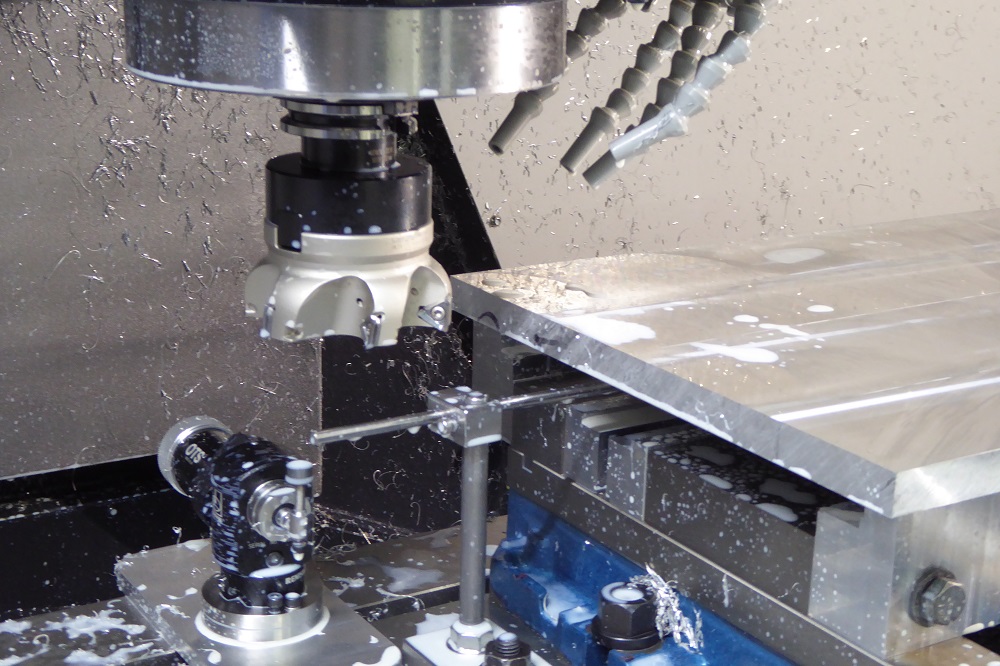 11
11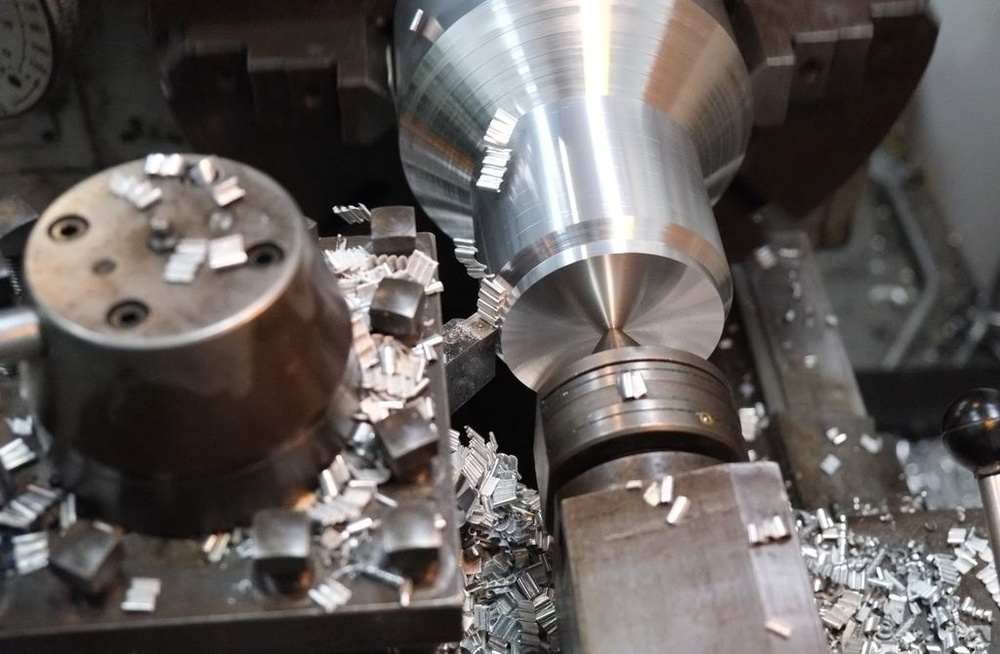 Оценки занятости и заработной платы по стране, штату, городскому округу и за его пределами
Оценки занятости и заработной платы по стране, штату, городскому округу и за его пределами

4035.00 – Наладчики фрезерных и строгальных станков, операторы и тендеры по металлу и пластмассе
Установка, эксплуатация или техническое обслуживание фрезерных или строгальных станков для фрезерования, строгания, придания формы, проточки или профилирования металлических или пластиковых деталей.
Образец заявленных должностей: Механик, фрезеровщик, мельник, фрезеровщик
Вы покинете O*NET OnLine, чтобы посетить наш дочерний сайт My Next Move. Вы можете вернуться, используя Назад в браузере или выбрав «O*NET OnLine» в меню O*NET Sites внизу любой страницы в My Next Move.
Вы покинете O*NET OnLine, чтобы посетить наш дочерний сайт My Next Move for Veterans. Вы можете вернуться, нажав кнопку Назад в браузере или выбрав «O*NET OnLine» в меню Сайты O*NET в нижней части любой страницы раздела «Мой следующий шаг для ветеранов».
Saldrá de O*NET OnLine для посещения нашего филиала Mi Próximo Paso. Puede regresar usando el botón Atrás en su navegador, или eligiendo «O*NET OnLine» в эль-меню Sitios O*NET en la parte inferior de cualquier página en Mi Próximo Paso.
Puede regresar usando el botón Atrás en su navegador, или eligiendo «O*NET OnLine» в эль-меню Sitios O*NET en la parte inferior de cualquier página en Mi Próximo Paso.
Трудовая деятельность
Управление машинами и процессами — Использование либо механизмов управления, либо прямой физической активности для управления машинами или процессами (за исключением компьютеров или транспортных средств).
Получение информации — Наблюдение, получение и иное получение информации из всех соответствующих источников.
Установление и поддержание межличностных отношений — Развитие конструктивных и совместных рабочих отношений с другими людьми и поддержание их с течением времени.
Обращение с предметами и их перемещение — Использование кистей и рук при перемещении, установке, размещении и перемещении материалов, а также манипулировании вещами.
Осмотр оборудования, конструкций или материалов — Осмотр оборудования, конструкций или материалов для выявления причин ошибок или других проблем или дефектов.

Обучение и обучение других — Выявление образовательных потребностей других, разработка формальных образовательных или обучающих программ или классов, а также обучение или инструктирование других.
Коучинг и развитие других — Выявление потребностей других в развитии и обучение, наставничество или иная помощь другим в улучшении их знаний или навыков.
Общение с руководителями, коллегами или подчиненными — Предоставление информации руководителям, коллегам и подчиненным по телефону, в письменной форме, по электронной почте или лично.
Оценка информации для определения соответствия стандартам — Использование соответствующей информации и индивидуальных суждений для определения того, соответствуют ли события или процессы законам, правилам или стандартам.
Идентификация объектов, действий и событий — Идентификация информации путем классификации, оценки, распознавания различий или сходств и обнаружения изменений в обстоятельствах или событиях.

Координация работы и деятельности других — Привлечение членов группы к совместной работе для выполнения задач.
Принятие решений и решение проблем — Анализ информации и оценка результатов для выбора наилучшего решения и решения проблем.
Мониторинг процессов, материалов или окружения — Мониторинг и анализ информации из материалов, событий или окружающей среды для обнаружения или оценки проблем.
Работа с компьютерами — Использование компьютеров и компьютерных систем (включая аппаратное и программное обеспечение) для программирования, написания программного обеспечения, настройки функций, ввода данных или обработки информации.
Обновление и использование соответствующих знаний — Постоянное обновление технических знаний и применение новых знаний в своей работе.
вернуться к началу
Детальная рабочая деятельность
Установка материалов или заготовок на производственное оборудование.

Удаление изделий или заготовок из производственного оборудования.
Выровняйте детали или заготовки, чтобы обеспечить правильную сборку.
Подача материалов или продуктов в оборудование или через него.
Контролировать работу оборудования, чтобы убедиться, что продукты не имеют дефектов.
Настройте органы управления оборудованием в соответствии со спецификациями резки.
Определить параметры производственного оборудования.
Ознакомьтесь с рабочими заданиями или другими инструкциями, чтобы определить спецификации продукта или требования к материалам.
Просмотрите чертежи или другие инструкции, чтобы определить рабочие методы или последовательности.
Расчет размеров заготовок, изделий или оборудования.
Управление шлифовальным оборудованием.
Замените изношенные компоненты оборудования.

Заточка режущих или шлифовальных инструментов.
Установка приспособлений или инструментов на производственное оборудование.
Отрегулируйте органы управления оборудованием, чтобы отрегулировать поток охлаждающей жидкости.
Выберите производственное оборудование в соответствии со спецификациями продукта.
Запись операционных или производственных данных.
Создавайте узоры, шаблоны или другие вспомогательные средства.
Поиск профессий, связанных с несколькими подробными видами деятельности
к началу страницы
Рабочий контекст
Носите обычное защитное оборудование или оборудование для обеспечения безопасности, такое как защитная обувь, очки, перчатки, средства защиты органов слуха, каски или спасательные жилеты — 83% ответили «Каждый день».
Личные обсуждения — 78% ответили «Каждый день».

Важность точности или точности — 68 % ответили «Чрезвычайно важно».
Проводить время стоя — 61% ответили «Постоянно или почти постоянно».
Проводите время, используя руки, чтобы обращаться с предметами, инструментами или элементами управления, управлять ими или чувствовать их — 16 % ответили «Больше чем в половине случаев».
Давление времени — 45% ответили «Каждый день».
Темп определяется скоростью оборудования — 38 % ответили «Чрезвычайно важно».
Частота принятия решений
Звуки, уровень шума отвлекают или вызывают дискомфорт — 23 % ответили «Раз в неделю или чаще, но не каждый день».
Воздействие опасного оборудования — 61% ответили «Каждый день».
В помещении, без контроля окружающей среды — 69% ответили «Каждый день».

Работа с рабочей группой или командой — 47 % ответили «чрезвычайно важно».
Воздействие загрязняющих веществ
Продолжительность типичной рабочей недели — 70% ответили «40 часов».
Важность повторения одних и тех же задач — 39% ответили «Очень важно».
Контакты с другими людьми — 34% ответили «Случайные контакты с другими людьми».
Ответственный за здоровье и безопасность других — 37 % ответили «Ограниченная ответственность».
Свобода принимать решения — 43% ответили «Некоторая свобода».
Подвергался легким ожогам, порезам, укусам или укусам — 29% ответили «Никогда».
Влияние решений на сотрудников или результаты компании — 25 % ответили «Очень важные результаты».
Степень автоматизации — 35 % ответили «Высоко автоматизированный».
Тратьте время на повторяющиеся движения — 35% ответили «Больше чем в половине случаев».
Структурированная и неструктурированная работа — 27% ответили «Ограниченная свобода».
Координировать или руководить другими — 37% ответили «Достаточно важно».
Физическая близость — 53 % ответили «Немного близко (например, общий офис)».
Ответственность за итоги и результаты — 26% ответили «Очень высокая ответственность».
Уровень конкуренции — 41% ответили «Умеренно конкурентоспособный».
вернуться к началу
Рабочая зона
- Должность
- Рабочая зона 2: необходима некоторая подготовка
- Образование
- Для этих профессий обычно требуется диплом средней школы.
- Соответствующий опыт
- Обычно требуются некоторые предыдущие навыки, знания или опыт, связанные с работой.
 Например, кассиру будет полезен опыт работы непосредственно с общественностью.
Например, кассиру будет полезен опыт работы непосредственно с общественностью. - Профессиональное обучение
- Сотрудникам этих профессий требуется от нескольких месяцев до одного года работы с опытными сотрудниками. С этими профессиями может быть связана признанная программа ученичества.
- Примеры рабочих зон
- Эти профессии часто предполагают использование ваших знаний и навыков для помощи другим. Примеры включают санитаров, кассиров и клерков по аренде, представителей службы поддержки клиентов, охранников, обойщиков, кассиров и техников зуботехнической лаборатории.
- Диапазон SVP
- Подготовка от 3 месяцев до 1 года (от 4,0 до < 6,0)
вернуться к началу
Обучение и сертификаты
- Государственное обучение
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местное обучение
Почтовый индекс
- Сертификаты
Найти сертификаты по всей стране
- Ученичество
- Есть карьерный путь или местоположение в виду? Посетите Apprenticeship.
 gov
внешний сайт , чтобы найти возможности обучения рядом с вами.
gov
внешний сайт , чтобы найти возможности обучения рядом с вами.
вернуться к началу
Навыки
Мониторинг операций — Наблюдение за датчиками, циферблатами или другими индикаторами, чтобы убедиться, что машина работает правильно.
Мониторинг — Мониторинг/Оценка собственной деятельности, других лиц или организаций для внесения улучшений или принятия корректирующих мер.
Эксплуатация и управление — Управление работой оборудования или систем.
Активное слушание — Уделять полное внимание тому, что говорят другие люди, уделять время тому, чтобы понять высказанные мысли, задавать вопросы по мере необходимости и не перебивать в неподходящее время.
Критическое мышление — Использование логики и рассуждений для определения сильных и слабых сторон альтернативных решений, выводов или подходов к проблемам.

Понимание прочитанного — Понимание письменных предложений и абзацев в рабочих документах.
Разговор — Общение с другими для эффективной передачи информации.
наверх
Знание
Производство и переработка — Знание сырья, производственных процессов, контроля качества, затрат и других методов для максимального повышения эффективности производства и распределения товаров.
Механика — Знание машин и инструментов, включая их конструкции, использование, ремонт и техническое обслуживание.
Математика — Знание арифметики, алгебры, геометрии, исчисления, статистики и их приложений.
вернуться к началу
Образование
Какой уровень образования требуется новому сотруднику для выполнения работы по этой профессии? Респонденты сказали:
ответил: Требуется аттестат о среднем образовании или его эквивалент подробнее
ответил: Какой-то колледж, степень не требуется подробнее
ответил: Требуется аттестат ниже средней школы
наверх
Способности
Ловкость рук — Способность быстро двигать рукой, рукой вместе с рукой или двумя руками, чтобы хватать, манипулировать или собирать предметы.

Близкое зрение — Способность видеть детали на близком расстоянии (в пределах нескольких футов от наблюдателя).
Устойчивость рук и рук — Способность удерживать кисть и кисть неподвижно при движении руки или удерживании руки и кисти в одном положении.
Точность управления — Способность быстро и многократно регулировать органы управления машиной или транспортным средством в точном положении.
Ловкость пальцев — Способность совершать точно скоординированные движения пальцев одной или обеих рук, чтобы хватать, манипулировать или собирать очень маленькие предметы.
Устное понимание — Способность слушать и понимать информацию и идеи, представленные в произнесенных словах и предложениях.
Устное выражение — Способность сообщать информацию и идеи в устной речи так, чтобы другие понимали.
Чувствительность к проблемам — Способность сказать, когда что-то не так или может пойти не так.
 Это не включает в себя решение проблемы, а только признание того, что проблема есть.
Это не включает в себя решение проблемы, а только признание того, что проблема есть.Время реакции — Способность быстро реагировать (рукой, пальцем или ногой) на сигнал (звук, свет, изображение) при его появлении.
Избирательное внимание — Способность концентрироваться на задаче в течение определенного периода времени, не отвлекаясь.
Информация Упорядочение — Способность упорядочивать предметы или действия в определенном порядке или образце в соответствии с определенным правилом или набором правил (например, узоры чисел, букв, слов, изображений, математических операций).
Многоконечность Координация — Способность координировать две или более конечностей (например, две руки, две ноги или одну ногу и одну руку) в положении сидя, стоя или лежа. Он не включает в себя выполнение действий, когда все тело находится в движении.
Распознавание речи — Способность идентифицировать и понимать речь другого человека.

Сила туловища — Способность использовать мышцы живота и нижней части спины для неоднократной или непрерывной поддержки части тела в течение долгого времени без «отдачи» или утомления.
Визуализация — Способность представлять, как что-то будет выглядеть после того, как оно будет перемещено или когда его части будут перемещены или переставлены.
Письменное понимание — Способность читать и понимать информацию и идеи, представленные в письменной форме.
наверх
Проценты
Код интереса: RC
Хотите узнать свои интересы? Воспользуйтесь Профилировщиком интересов O*NET в My Next Move.
Реалистичный — Реалистичные профессии часто связаны с работой, которая включает в себя практические, практические проблемы и решения. Они часто имеют дело с растениями, животными и реальными материалами, такими как дерево, инструменты и машины.
 Многие профессии требуют работы на улице и не требуют большого количества документов или тесного сотрудничества с другими.
Многие профессии требуют работы на улице и не требуют большого количества документов или тесного сотрудничества с другими.Обычный — Обычные занятия часто предполагают выполнение установленных процедур и распорядков. Эти занятия могут включать в себя работу с данными и деталями больше, чем с идеями. Обычно существует четкая линия полномочий, которой следует следовать.
к началу страницы
Рабочие ценности
Поддержка — Профессии, которые соответствуют этой ценности работы, предлагают поддерживающее руководство, которое поддерживает сотрудников. Соответствующие потребности: Политика компании, Надзор: Человеческие отношения и Надзор: Технический.
Условия труда — Профессии, отвечающие этой ценности работы, обеспечивают безопасность работы и хорошие условия труда. Соответствующими потребностями являются активность, вознаграждение, независимость, безопасность, разнообразие и условия труда.
Независимость — Профессии, удовлетворяющие этой ценности работы, позволяют сотрудникам работать самостоятельно и принимать решения. Соответствующими потребностями являются Креативность, Ответственность и Автономия.
к началу страницы
Рабочие стили
Внимание к деталям — Работа требует внимания к деталям и тщательности при выполнении рабочих задач.
Надежность — Работа требует надежности, ответственности, надежности и выполнения обязательств.
Сотрудничество — Работа требует приятного общения с другими на работе и проявления добродушного отношения к сотрудничеству.
Самоконтроль — Работа требует сохранять самообладание, контролировать эмоции, контролировать гнев и избегать агрессивного поведения даже в очень сложных ситуациях.
Инициатива — Работа требует готовности брать на себя ответственность и решать задачи.

Честность — Работа требует честности и этичности.
Стрессоустойчивость — Работа требует принимать критику и спокойно и эффективно справляться со стрессовыми ситуациями.
Достижение/Усилие — Работа требует установления и поддержания личных сложных целей достижения и приложения усилий для выполнения задач.
Настойчивость — Работа требует настойчивости перед лицом препятствий.
Независимость — Работа требует выработки собственных способов ведения дел, руководства собой практически без надзора и зависимости от самого себя в достижении цели.
Приспособляемость/Гибкость — Работа требует открытости к изменениям (положительным или отрицательным) и к значительному разнообразию на рабочем месте.
Аналитическое мышление — Работа требует анализа информации и использования логики для решения рабочих вопросов и проблем.

Лидерство — Работа требует готовности руководить, брать на себя ответственность и предлагать мнения и указания.
Инновации — Работа требует творческого подхода и альтернативного мышления для разработки новых идей и ответов на профессиональные проблемы.
вернуться к началу
Тенденции в области заработной платы и занятости
- Медианная заработная плата (2021)
- 22,53 доллара в час, 46 850 долларов в год
- Государственная заработная плата
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местная заработная плата
Почтовый индекс
- Занятость (2020)
- 15 700 сотрудников
- Прогнозируемый рост (2020-2030 гг.
 )
) - Отклонение (-1% или ниже)
- Прогнозируемые вакансии (2020-2030)
- 1 200
- Тенденции состояния
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Ведущие отрасли (2020)
Производство
Источник: Бюро статистики труда, данные о заработной плате за 2021 год.
внешних сайтов и прогноз занятости на 2020-2030 гг.
внешний сайт.
«Прогнозируемый рост» представляет собой расчетное изменение общей занятости за прогнозируемый период (2020–2030 гг. ). «Прогнозируемые вакансии» представляют собой вакансии в связи с ростом и замещением.
). «Прогнозируемые вакансии» представляют собой вакансии в связи с ростом и замещением.
вернуться к началу
Вакансии в Интернете
- Вакансии штата
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местные вакансии
Почтовый индекс
вернуться к началу
вернуться к началу
вернуться к началу
Навыки и знания оператора фрезерного станка
Какие навыки требуются для наладчиков фрезерных и строгальных станков, операторов и тендеристов по металлу и пластику?
| Важность | Навыки |
|---|---|
Мониторинг работы — наблюдение за датчиками, циферблатами или другими индикаторами, чтобы убедиться, что машина работает правильно. | |
| Эксплуатация и управление – Управление работой оборудования или систем. | |
| Мониторинг — Мониторинг/Оценка собственной деятельности, других лиц или организаций для внесения улучшений или принятия корректирующих мер. | |
| Активное слушание — Уделение полного внимания тому, что говорят другие люди, уделение времени тому, чтобы понять высказанные мысли, задавать вопросы по мере необходимости и не перебивать в неподходящее время. | |
| Разговор – Общение с другими для эффективной передачи информации. | |
| Критическое мышление — использование логики и рассуждений для выявления сильных и слабых сторон альтернативных решений, выводов или подходов к проблемам. | |
Понимание прочитанного – Понимание письменных предложений и абзацев в рабочих документах. | |
| Математика – Использование математики для решения задач. | |
| Координация – Регулировка действий по отношению к действиям других. | |
| Устранение неполадок — определение причин операционных ошибок и принятие решения о том, что с этим делать. | |
| Анализ контроля качества — Проведение испытаний и проверок продуктов, услуг или процессов для оценки качества или производительности. | |
| Суждение и принятие решений — рассмотрение относительных затрат и выгод потенциальных действий для выбора наиболее подходящего. | |
| Тайм-менеджмент – Управление своим временем и временем других. | |
Комплексное решение проблем — выявление сложных проблем и анализ соответствующей информации для разработки и оценки вариантов и реализации решений. | |
| Активное обучение – Понимание значения новой информации как для текущего, так и для будущего решения проблем и принятия решений. | |
| Социальная восприимчивость — Знать реакции других и понимать, почему они реагируют именно так, а не иначе. | |
| Письмо. Эффективное письменное общение в соответствии с потребностями аудитории. |
Какие знания нужны наладчику фрезерных и строгальных станков, оператору и тендеристу по металлу и пластику?
| Важность | Знания |
|---|---|
Производство и обработка – Знание сырья, производственных процессов, контроля качества, затрат и других методов для максимального увеличения эффективности производства и распределения товаров. | |
| Механика – Знание машин и инструментов, включая их конструкцию, использование, ремонт и техническое обслуживание. | |
| Математика – Знание арифметики, алгебры, геометрии, исчисления, статистики и их приложений. | |
| Английский язык – Знание структуры и содержания английского языка, включая значение и правописание слов, правила составления и грамматику. | |
| Клиентское и личное обслуживание — Знание принципов и процессов предоставления клиентских и личных услуг. Это включает в себя оценку потребностей клиентов, соответствие стандартам качества услуг и оценку удовлетворенности клиентов. | |
Образование и обучение – Знание принципов и методов разработки учебных программ и обучения, преподавания и обучения для отдельных лиц и групп, а также измерение результатов обучения. | |
| Дизайн – Знание методов проектирования, инструментов и принципов, используемых для производства точных технических планов, чертежей, чертежей и моделей. |
Стили работы
| Важность | Стили |
|---|---|
| Внимание к деталям — Работа требует внимательного отношения к деталям и тщательного выполнения рабочих задач. | |
| Надежность. Работа требует надежности, ответственности и надежности, а также выполнения обязательств. | |
| Сотрудничество. Работа требует приятного общения с другими на работе и проявления добродушного отношения к сотрудничеству. | |
Самоконтроль — работа требует сохранять самообладание, контролировать эмоции, контролировать гнев и избегать агрессивного поведения даже в очень сложных ситуациях. | |
| Инициативность. Работа требует готовности брать на себя ответственность и принимать вызовы. | |
| Целостность. Работа требует честности и этичности. | |
| Стрессоустойчивость. Работа требует принимать критику и спокойно и эффективно справляться со стрессовыми ситуациями. | |
| Достижение/Усилие. Работа требует установления и поддержания личных сложных целей достижения и приложения усилий для выполнения задач. | |
| Настойчивость – Работа требует настойчивости перед лицом препятствий. | |
| Независимость. Работа требует разработки собственных способов ведения дел, руководства собой практически без надзора и зависимости от себя в достижении цели. | |
Приспособляемость/гибкость. Работа требует открытости к изменениям (положительным или отрицательным) и к значительному разнообразию на рабочем месте. Работа требует открытости к изменениям (положительным или отрицательным) и к значительному разнообразию на рабочем месте. | |
| Аналитическое мышление. Работа требует анализа информации и использования логики для решения рабочих вопросов и проблем. | |
| Лидерство. Работа требует готовности вести за собой, брать на себя ответственность и предлагать мнения и указания. | |
| Инновации. Работа требует творчества и альтернативного мышления для разработки новых идей и ответов на проблемы, связанные с работой. | |
| Забота о других. Работа требует чуткости к нуждам и чувствам других, понимания и помощи в работе. | |
| Социальная ориентация. Работа требует предпочитать работать с другими, а не в одиночку, и быть лично связанным с другими на работе. |
8 советов по правильному использованию
Фрезерные станки широко используются в домашних условиях и обеспечивают высокую точность сверления и обработки различных механических деталей.
Однако фрезерные станки не являются простыми инструментами для станочников-любителей, и освоение их требует практики.
Хотите узнать, как правильно работать на фрезерном станке? В этой статье наши специалисты по промышленной обработке расскажут вам все, что вам нужно знать.
8 советов по правильному использованию фрезерного станка
- Сначала установите фрезу на станок. По очевидным причинам безопасности крайне важно, чтобы машина была отключена от сети. Закрепите фрезу на шпинделе с помощью ключа, который обычно идет в комплекте со станком.
- Поместите фрезу в соответствии с работой, которую вы хотите выполнить, и закрепите зажимное приспособление на шпинделе.
- Отрегулируйте глубину резания резака, удерживая две боковые рукоятки и нажимая на корпус двигателя. Отрегулируйте шкалу до желаемой глубины резания.
- Имейте в виду, что фреза работает с высокими скоростями вращения, поэтому обрабатываемая деталь должна быть очень хорошо закреплена на столе или рабочей поверхности, которую вы используете.

- На этом этапе можно запустить фрезерный станок и начать резку.
- Вы должны уверенно вести машину и осторожно перемещать ее по пути. Путь, который вы прокладываете с помощью резака, должен быть бесшовным и непрерывным, чтобы ничто не могло помешать его продвижению.
- Когда вы закончите свою работу, вы должны сначала снять станок с заготовки, а затем остановить его. Крайне важно останавливать станок только после снятия фрезы с заготовки.
- Когда вы закончите, отключите машину от сети и заблокируйте двигатель.
Наши советы по безопасной обработке
Хотя поначалу может быть сложно уверенно пользоваться инструментом, безопасность имеет первостепенное значение. Итак, если вы новичок в использовании фрезерного станка, имейте в виду следующие советы:
- Убедитесь, что рабочая поверхность не закрыта такими предметами, как гвозди. Препятствия могут повредить фрезерный станок при его прохождении.
- Нож необходимо регулярно обслуживать, чтобы он оставался острым.
 В противном случае он может застрять в древесине или сделать некачественный рез.
В противном случае он может застрять в древесине или сделать некачественный рез. - Всегда выключайте машину перед внесением изменений или регулировок.
- Убедитесь, что заготовка надежно закреплена. Машина должна быть устойчивой.
- Не нажимайте на резак слишком сильно — в этом нет необходимости. Он должен легко двигаться в процессе резки, и вам нужно только направлять его через заготовку, с которой вы работаете.
- Подождите, пока фрезерный станок перестанет вращаться, прежде чем снимать его.
- Всегда сбрасывайте настройки аппарата по умолчанию после использования. В следующий раз кто-то другой может использовать его, что может привести к большому ущербу, если настройки неверны.
- Никогда нельзя быть слишком осторожным. Не стесняйтесь надевать защитные очки (на случай разлетающихся осколков) и пылезащитную маску.
Важность понимания того, что такое фрезерный станок
Если вы читаете эту статью, возможно, вы новичок и хотите узнать больше о фрезерных станках. Учиться больше — хорошая идея, потому что недостаток знаний может быть опасен… Но как только вы узнаете, как это сделать, машина сможет творить чудеса!
Учиться больше — хорошая идея, потому что недостаток знаний может быть опасен… Но как только вы узнаете, как это сделать, машина сможет творить чудеса!
Вот основные факты, которые необходимо знать о фрезерном станке — режущем инструменте, который команда HARtech очень ценит.
Как работают фрезерные станки?
Фрезерные станки представляют собой режущие инструменты, которые вращаются с высокой скоростью для удаления стружки с заготовки. В процессе оператор перемещает режущий инструмент к заготовке, чтобы разрезать материал. Если работа выполнена правильно, заготовке в итоге придается нужная форма.
На традиционных фрезерных станках оператор перемещает режущий инструмент вручную, чтобы придать заготовке форму. С другой стороны, современные фрезерные станки оснащены системой управления ЧПУ, которая может выполнять очень точную работу, используя заранее установленные движения.
Технический прогресс регулярно приводит к улучшению процессов обработки, что делает нашу профессию еще более увлекательной!
Какие существуют основные типы фрезерных станков?
Современные фрезерные станки оснащены числовым программным управлением, позволяющим производить более точные резы. Вот 3 самых популярных типа фрезерных станков с ЧПУ:
Вот 3 самых популярных типа фрезерных станков с ЧПУ:
- 3-осевой фрезерный станок: 3-осевой фрезерный станок имеет вертикальный шпиндель и горизонтальный шпиндель.
- 4-х осевой фрезерный станок: В целом, 4-х осевой фрезерный станок аналогичен 3-х осевому фрезерному станку, но имеет дополнительную ось вращения. Это особенно полезно для изготовления определенных типов механических деталей (например, авиационных и автомобильных деталей).
- 5-осевой фрезерный станок: Режущий инструмент перемещается линейно по осям X, Y и Z и вращается по осям A и B, что означает, что можно обрабатывать пять сторон заготовки одновременно.
Термины 3-осевой, 4-осевой и 5-осевой относятся к количеству направлений, в которых может двигаться режущий инструмент.
Нужна помощь? Команда экспертов по механической обработке HARtech может помочь!
Наши операторы знают фрезерные станки вдоль и поперек: они ежедневно используют их для выполнения сложной обработки в течение многих лет. Если вам нужна точная и профессиональная работа, доверьте нам свои потребности в резке. Мы можем обрабатывать широкий спектр деталей из самых разных отраслей промышленности. Если вы находитесь в Большом Монреале и вам нужна помощь надежной компании по промышленной обработке, не стесняйтесь обращаться к нам.
Если вам нужна точная и профессиональная работа, доверьте нам свои потребности в резке. Мы можем обрабатывать широкий спектр деталей из самых разных отраслей промышленности. Если вы находитесь в Большом Монреале и вам нужна помощь надежной компании по промышленной обработке, не стесняйтесь обращаться к нам.
Что такое фрезерование металла? (с картинками)
`;
Рэй Хок
Фрезерование металла является подкатегорией в процессе обработки металлов и включает в себя формообразование, резку. и штамповки металлических деталей на фрезерном станке. Раньше оборудование для фрезерования металла управлялось вручную, но новейшие технологии фрезерования металла часто полагаются на процессы числового программного управления (ЧПУ) для более точной обработки сложных деталей и компонентов. Наиболее распространенным типом фрезерного станка по металлу является вертикальный шпиндель, который работает аналогично промышленной дрели для сверления отверстий и пазов в металле или вырезания сложных форм, таких как шестерни.
Раньше оборудование для фрезерования металла управлялось вручную, но новейшие технологии фрезерования металла часто полагаются на процессы числового программного управления (ЧПУ) для более точной обработки сложных деталей и компонентов. Наиболее распространенным типом фрезерного станка по металлу является вертикальный шпиндель, который работает аналогично промышленной дрели для сверления отверстий и пазов в металле или вырезания сложных форм, таких как шестерни.
Назначение фрезерных станков для металла в современной промышленности нельзя недооценивать, так как оно огромно и трудно поддается количественной оценке. Большинство движущихся металлических деталей не могут быть отлиты под давлением до такой степени детализации, чтобы им можно было придать форму и вырезать их с помощью различных типов фрезерного оборудования. Подсчитано, что с 1996, не менее 49% добавленной стоимости продукции в обрабатывающей промышленности обеспечивала металлургия в целом. В том же году на долю отрасли приходилось 11% от общего валового внутреннего продукта (ВВП) во всем мире.
Большинство движущихся металлических деталей не могут быть отлиты под давлением до такой степени детализации, чтобы им можно было придать форму и вырезать их с помощью различных типов фрезерного оборудования. Подсчитано, что с 1996, не менее 49% добавленной стоимости продукции в обрабатывающей промышленности обеспечивала металлургия в целом. В том же году на долю отрасли приходилось 11% от общего валового внутреннего продукта (ВВП) во всем мире.
Хотя фрезерование металла является лишь одним из направлений металлургической промышленности в целом, оно является важнейшим компонентом производства металлических изделий. Оценки занятости в металлургической промышленности во всем мире по состоянию на 1996 год находились в диапазоне 70 миллионов человек. Стоимость мирового экспорта металлопродукции оценивалась в 2,2 триллиона долларов США (USD) только в 1997 году, при этом ведущими странами-экспортерами были США, Япония и Германия.
Оценки занятости в металлургической промышленности во всем мире по состоянию на 1996 год находились в диапазоне 70 миллионов человек. Стоимость мирового экспорта металлопродукции оценивалась в 2,2 триллиона долларов США (USD) только в 1997 году, при этом ведущими странами-экспортерами были США, Япония и Германия.
Типы фрезерных станков варьируются от стандартных вертикальных фрез до горизонтальных фрез, предназначенных для вырезания отверстий под ключ, концевых фрез для вырезания пазов и карманов в металле, концевых фрез с двумя канавками для врезных работ и концевых фрез со сферическим профилем для угловой резки. Хотя в большинстве работ на фрезерных станках по металлу используются плоские поверхности, мельница также может быть настроена на получение определенной поверхности неправильной формы или даже сложных трехмерных форм. Типичная конструкция включает в себя многозубую режущую головку различной формы, которая подается в заготовку, закрепленную на подвижном столе с компьютерным управлением.
Хотя в большинстве работ на фрезерных станках по металлу используются плоские поверхности, мельница также может быть настроена на получение определенной поверхности неправильной формы или даже сложных трехмерных форм. Типичная конструкция включает в себя многозубую режущую головку различной формы, которая подается в заготовку, закрепленную на подвижном столе с компьютерным управлением.
Фрезерование, как правило, является дорогостоящим производственным процессом, поскольку долота и фрезы работают при высоких температурах и сжигают охлаждающую жидкость, которая распыляется на них в процессе, чтобы предотвратить их перегрев. Сами режущие насадки также очень дороги, так как они должны быть закалены до такой степени, чтобы ими можно было многократно резать металлы, такие как алюминий и нержавеющая сталь, в течение нескольких часов подряд. Фрезерование твердых металлов, также известное как высокоскоростная обработка (HSM), представляет собой фрезерование закаленной стали, титановых и кобальтовых сплавов и считается наиболее прибыльным и сложным сектором промышленности для фрезерования компонентов аэрокосмической промышленности и многого другого.
Сами режущие насадки также очень дороги, так как они должны быть закалены до такой степени, чтобы ими можно было многократно резать металлы, такие как алюминий и нержавеющая сталь, в течение нескольких часов подряд. Фрезерование твердых металлов, также известное как высокоскоростная обработка (HSM), представляет собой фрезерование закаленной стали, титановых и кобальтовых сплавов и считается наиболее прибыльным и сложным сектором промышленности для фрезерования компонентов аэрокосмической промышленности и многого другого.
Работа на фрезерном станке: шаг за шагом — Lambda Geeks
В этой статье мы кратко обсудим тему «Работа на фрезерном станке». . Принцип работы фрезерного станка необходим для работы станков.
. Принцип работы фрезерного станка необходим для работы станков.
, чтобы получить правильные особенности материала, выполняющие шаги:
- Неогрузка /Загрузка времени
- Время резки
- 04 ID
- 04 ID
- 04
- .0007
- Время замены инструмента
В процессе фрезерования металл удаляется в соответствии с этапами создания различных типов элементов для резки лишних ненужных материалов.
Фрезерный станокИзображение предоставлено Wikimedia Common.0025 Для установки заготовки, которая крепится к фрезерному станку, а затем вся установка снова фиксируется приспособлением, и в конце процесса готовое изделие необходимо разгрузить. Время погрузки или разгрузки зависит от некоторых параметров.
 Параметрами являются размер заготовки и приспособления, сложность и вес приспособления и заготовки. Работа фрезерного станка
Параметрами являются размер заготовки и приспособления, сложность и вес приспособления и заготовки. Работа фрезерного станка Изображение предоставлено Wikimedia Commons Время резки:
Из термина «заготовка» мы могли легко понять, что время, необходимое для резки кромок заготовки и приспособлений для каждой операции фрезерного станка. Время резания может быть объяснено как требуемое время, которое рассчитывается как полная длина, разделенная на скорость подачи для конкретных операций фрезерования, то есть скорость относительного резца заготовки или приспособления .
Время простоя : Время простоя означает время, которое не является продуктивным. Время простоя может быть объяснено как период времени процесса работы фрезерного станка, который не включает цикл технологического процесса к приспособлению и удаляется нежелательное лишнее количество материала и получают требуемую форму и размер детали материала.
Время простоя процесса также включено регулировка настройки станка, перемещение инструментов в элементы, смена станков, а также приближение к рабочему инструменту и последующая реакция заготовки .
Подробнее о Правильный путь и решенные проблемы и Факты
Время замены инструмента:На последнем этапе процесса происходит замена инструмента. Для замены инструмента фрезерного станка требуется определенное время. Время замены инструмента превышает срок службы инструмента, что является основной причиной износа и снижения эффективности. Время замены инструмента не выполняется в каждом технологическом цикле, а происходит только тогда, когда инструмент достигает своего срока службы.
Для расчета периода времени инструмент заменяется временем и настраивается для изготовления конкретной отдельной детали, которая умножается на частоту, таким образом, время резания инструмента делится на срок службы рабочего инструмента .
Фрезерный станок в основном процесс удаления материала . В любой отрасли производственного машиностроения используется множество станков и станков для выполнения широкого спектра операций в заготовке, в том числе фрезерный станок. С помощью этого станка можно легко выполнять широкий спектр резки, не сталкиваясь с какими-либо трудностями в заготовке или приспособлениях.
Фрезерный станок, с помощью которого мы можем легко работать с асимметричным материалом. Асимметричные материалы содержат множество функций, которые могут быть карманами , внутренней резьбой, плоской поверхностью материала, внешней резьбой, выполнением оборотов поверхностей заготовки, счетчиками поверхности 3D, отверстиями или гнездами. Работает против подачи, которая представляет собой вращающуюся фрезу с многоточечным резцом. Многоточечный резец вращается с большей скоростью при слишком высокой скорости удаления материала заготовки.
Требуется определенный период времени для достижения фиксированных характеристик заготовки, при этом в время цикла включена настройка начального периода времени для каждого без исключения шага фрезерного станка.
Фрезерный станок является одним из самых полезных среди всех станков, используемых в производственных отраслях. Это основная операция процесса механической обработки. Процесс работает, чтобы подавать приспособление помимо использования токарного инструмента. Несколько лезвий с резцом содержит токарно-цилиндрический инструмент.
В производственной отрасли по мощности съема металла классифицируют в основном пять типов фрезерных станков. Названные классификации –
- Труп для фрезерного станка колена и колонны
- Инструмент из фрезерного машинного машинного машины
- Инструмент с фиксированным типом. фрезерный станок
Описание классифицированных фрезерных станков приведено в разделе ниже.
Фрезерный станок с коленом и колонной: Одним из наиболее распространенных и старых фрезерных станков является фрезерный станок с коленом и колонной.
Это один из наиболее часто используемых фрезерных станков в промышленности.
Это также можно разделить на четыре части. Они есть,
- Вертикально-фрезерный станок
- Универсально-фрезерный станок
- Ручной фрезерный станок
- Горизонтальный фрезерный станок
Строгально-фрезерный станок Инструмент: Строгально-фрезерный станок почти такой же, как и фрезерный станок с фиксированной станиной.
Фрезерный станок с фиксированной станиной: В этом типе фрезерного станка стол расположен непосредственно на станине станка и прикреплен к головке и резцам, которые помогают выполнять операции в заготовке.
Этот тип фрезерного станка также можно разделить на три части. Это:
- Фрезерный станок Simplex
- Фрезерный станок Duplex
- Фрезерный станок Triplex
Теперь работает фрезерный станок a5:91. Станки с числовым программным управлением дают больше нарастания и определения заготовки. С этим универсальным станком можно присоединить и выполнять множество типовых операций, таких как расточка, фрезерование, сверление конусов и многое другое.
Станки с числовым программным управлением дают больше нарастания и определения заготовки. С этим универсальным станком можно присоединить и выполнять множество типовых операций, таких как расточка, фрезерование, сверление конусов и многое другое.
Индивидуальный тип фрезерного машинного инструмента:
Тип этого фрезерного машинного инструмента приведен ниже,
- Duplicating Milling Machine
- Непрерывная фрезерная машина 0404 Непрерывная фрезерная машина 0404 . Непрерывная фрезевая машина 0404 . 040404 . станок фрезерный
- Станок фрезерный барабанный
- Станок профильно-фрезерный
- Станок копировально-фрезерный
Когда движение фрезерного станка контролируется электрическим , названия классификаций сохраняются ниже,
- Фрезерный станок с линиями передачи
- Фрезерный станок с гибкой производственной системой
6
6 фрезерный станок
- Фрезерный станок с центрированной обработкой
- Фрезерный станок с ЧПУ
- Ввод данных вручную фрезерный станок
Использование фрезерного станка:Фрезерный станок представляет собой процесс механической обработки, при котором материал удаляется с помощью вращающихся фрез.
 Работа фрезерного станка может выполняться в различных направлениях, которые могут быть одной или более осями, давлением и головной скоростью фрезы. Операции фрезерного станка могут выполняться из различных металлов, которые могут быть большими, маленькими, тяжелыми или легкими. Ниже мы собираемся обсудить применение фрезерного станка,
Работа фрезерного станка может выполняться в различных направлениях, которые могут быть одной или более осями, давлением и головной скоростью фрезы. Операции фрезерного станка могут выполняться из различных металлов, которые могут быть большими, маленькими, тяжелыми или легкими. Ниже мы собираемся обсудить применение фрезерного станка,- Зубчатые колеса различных типов и форм изготавливаются на фрезерном станке.
- В заготовке пазы и канавки легко выполняются на фрезерном станке.
- Сложные формы также могут быть выполнены в заготовке.
- Сделать плоской поверхность заготовки и обработанную поверхность также можно сделать с помощью этого процесса обработки .
Пример фрезерного станка обсуждается ниже,
Горизонтально-фрезерный станок: Горизонтально-фрезерный станок, другое название – простой фрезерный станок.
Горизонтально-фрезерный станок Горизонтально-фрезерный станок содержит шпиндель, расположенный горизонтально. Стол этой машины можно подавать в любом направлении, что означает, что его можно подавать в поперечном сечении или вертикально, а не горизонтально.
Горизонтально-фрезерный станок содержит шпиндель, расположенный горизонтально. Стол этой машины можно подавать в любом направлении, что означает, что его можно подавать в поперечном сечении или вертикально, а не горизонтально.
Изображение предоставлено Wikimedia CommonsВ горизонтально-фрезерном станке подача может выполняться в трех измерениях, и их краткое описание приведено ниже.
Крест – В этом измерении стол может двигаться параллельно шпинделю фрезерного станка.
Продольный – В этом измерении вращается стол фрезерного станка.
Подробнее о Крыльчатом шкиве: что такое, типы, материал, интересное руководство
Вертикально-фрезерный станок : В вертикально-фрезерном станке данный шпиндель расположен вертикально по отношению к столу фрезерного станка. Этот фрезерный станок используется для выполнения различных операций на заготовке, таких как нарезание канавок, прорезей и выравнивание поверхности заготовки.
