Работа на лазерном гравере: как работать, возможности изделия и применение
alexxlab | 22.03.2023 | 0 | Разное
Инструкция по работе с лазерным станком
Техника безопасности при работе с лазерным станком
К самостоятельной работе на лазерном оборудовании допускаются лица, имеющие специальное образование или прошедшие обучение для работы с оборудованием, прошедшие инструктажи по технике безопасности, пожарной безопасности, стажировку на рабочем месте, проверку знаний требований охраны труда.
Запрещается оставлять станок включенным без присмотра рабочего персонала – это может привести к пожару.
Запрещается направлять излучатель на живых существ даже в случае, если он обесточен.
Запрещается использовать станок при открытом доступе к электронике, излучателю, линзам.
При обнаружении посторонних шумов прекратите работу и обесточьте оборудование.
Не храните легковоспламеняющиеся вещества (спиртосодержащие, бензин) вблизи оборудования.
Не допускается работа с отражающими металлами, а также материалами, чувствительными к высокой температуре и выделяющими токсичные вещества (например, ПВХ, тефлон, АБС-смолы, полихлоропрен).

Обеспечьте наличие огнетушителя СО2. Не используйте порошковые огнетушители, т.к. они могут повредить деталям лазера.

Перед началом работы на лазерном станке
Проветрите помещение.
Убедитесь в отсутствии вблизи установки легковоспламеняющихся веществ.
Подготовьте рабочее место к началу работы: очистите рабочую поверхность установки от загрязнений и посторонних предметов.
Убедитесь в готовности установки к запуску – боковые панели и задняя панель установки должны быть закреплены на корпусе, пусковая аппаратура и индикатор работы лазера в исправности.
Проверьте исправность вентиляционной системы оборудования и убедитесь в отсутствии препятствий для выхода воздуха.
Проверьте наличие воды в системе охлаждения.
Наденьте защитные очки.
Во время работы с лазерным станком
Избегайте попадания рук и других частей тела в зону рабочей поверхности лазера во избежание ожогов.
Работайте только в защитных очках, т.к. попадание лазерного луча может разрушить роговицу глаза.
При работе на станке не смотрите на луч лазера.
Работу с отражающими материалами производите только при закрытой крышке установки, т.к. отраженный луч не менее опасен, чем основной.
Работу с материалами, выделяющими едкие вещества (акрил, пластик и т.д.) производите с закрытой крышкой и используйте средства защиты дыхательных путей во избежание отравления.
Не открывайте заднюю крышку установки, если оборудование подключено к электросети. Высокое напряжение, используемое для питания лазера, может вызвать поражение электрическим током.
Не допускайте работы при снятых боковых панелях установки во избежание контакта с прямым или рассеянным лазерным пучком, что является травмоопасным.
Во время работы обеспечьте вентиляцию помещения.
Не оставляйте работающее оборудование без присмотра.
В случае обнаружения неисправности, отключите оборудование и поставить в известность специалистов. Не допускается самостоятельный ремонта оборудования.
Отключайте электропитание во время грозы, а также если оборудование долгое время не используется.


По окончанию работы на лазерном станке
Отключите оборудование от электропитания.
Очистите рабочую поверхность и направляющую от частиц материалов.
Проветрите помещение.
Техника безопасности при работе с лазерной системой
Работа с оборудованием требует следующих мер:
Запрещается оставлять станок включенным без присмотра рабочего персонала – это может привести к пожару.
Запрещается направлять излучатель на живых существ даже в случае, если он обесточен.
Запрещается использовать станок при открытом доступе к электронике, излучателю, линзам.
Правильное и надежное заземление поможет избежать выхода из строя электронных компонентов.
При обнаружении посторонних шумов прекратите работу и обесточьте оборудование.
Запрещается работать во взрывоопасной среде, рядом с легковоспламеняющимися предметами.
Проверьте, чтобы все необходимое оборудование лазерной системы (электропитание, ПК, вытяжная система) были правильно и надлежащим образом подключены.
Выполняйте визуальной осмотр состояния лазерной установки. Убедитесь в том, что все механизмы свободно передвигаются и проверьте, чтобы под рабочим столом не находился материал.
Убедитесь в том, что рабочее поле и оптические компоненты находятся в чистом состоянии, при необходимости проведите очистку. Более подробную информацию на эту тему можно найти в руководстве по применению в разделе о регулярном техническом обслуживании.
Проверьте вытяжную систему и при необходимости включите систему охлаждения.
Проверьте, загружены ли фильтры и активированный уголь вытяжной системы в соответствии с руководством.
Закройте защитную крышку.

Если у вас лазер с водяным охлаждением, то включите систему охлаждения перед включением системы.
Дым от лазерных машин – чем опасен для человека и как его «поймать»
Дым в лазерной машине
Введение Чем опасен дым Что попадает в воздух Как поймать дым Фильтры для лазера
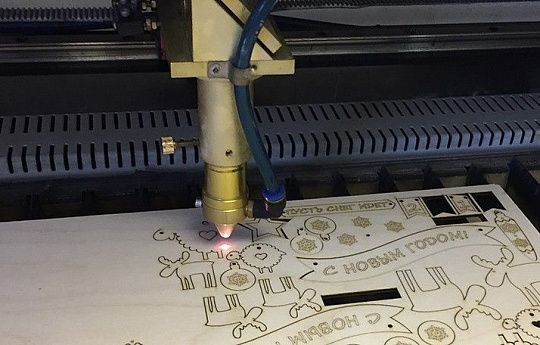
Когда лазер наносит дату изготовления на бутылку воды, когда монтажник паяет плату, станок шлифует деревянную ножку стула или принтер печатает рекламную вывеску, выделяются вредные вещества. Это результат воздействия на материал. Лазерная обработка – воздействие высокой температуры. Лазер генерирует продукты сгорания и химических реакций. Материал, с которым вы работаете может быть безопасен сам по себе. Но после лазера становится опасным.
Если вы используете лазерный гравер, резчик, лазерную сварку или лазерную маркировку, эта статья будет вам полезна. Все предприятия: большие, малые или ИП обязаны создают безопасные условия труда для работников. Это требование норм СанПин (Санитарно-эпидемиологические требования к организациям).
Это требование норм СанПин (Санитарно-эпидемиологические требования к организациям).
Каждый профессионал знает, как организовать правильное освещение, температуру воздуха, шумность у себя на работе. Но важность чистоты воздуха иногда недооценивают, особенно, если дыма не видно или не чувствуется резкий запах. Загрязнение воздуха опасно как раз тем, что накопительно влияет на здоровье человека. Последствия длительного воздействия вредной среды на здоровье могут стать серьезны.
Наверняка вы напали на этот текст потому, что узнали, что для лазера есть дымоуловители. Это небольшие шкафчики с фильтрами и встроенной вытяжкой. Как они работают? Почему просто не выкинуть трубу в окно? Как от лазерного гравера сгорела вентиляция? Обо всем этом далее.
Чем опасен дым для человека?
Сначала про вредную пыль. Загрязняющие воздух вещества выделаются в виде твердых частичек разных форм и размеров. И есть опасные формы. Влияние на здоровье варьируется от головных болей, раздражения глаз и проблем с кожей до повреждения дыхательных путей, профессиональной астмы, повреждения центральной нервной системы и рака.
По данным Всемирной Организации Здравоохранения
235 млн.
человек во всем мире страдают от астмы. 15% случаев связаны с воздействием производственных факторов.
65 млн.
имеют диагноз Хроническая Обструктивная Болезнь легких (ХОБЛ). 15% — 20% случаев связаны с производственными факторами
39 тыс.
Смертей в результате воздействия вредной производственной пыли и испарений было зарегистрировано в Европе на 2000 г.
15% у мужчин 5% у женщин
случаев рака обусловлены вредными производственными факторами.
По мнению ВОЗ в странах с низким и средним уровнем доходов нет точной статистики о заболеваниях на предприятиях.
Запыленность и загрязнения воздуха химическими веществами – это главная причина респираторных заболеваний на производстве. Шестерка самых распространенных заболеваний: асбестоз, силикоз, ХОБЛ, астма, эмфизема и рак легких.
Микронная пыль не видна невооруженным глазом. Вспомните как луч света пробивается через занавески в темную комнату. Выглядит как легкая дымка. Это бытовая пыль микронных размеров, она обычно не опасна. Но представьте, что эта дымка состоит из острых частичек металла. Никому не хочется дышать такой металлической дымкой. Лазер производит больше такой микронной пыли, чем видимого дыма.
- ВОЗ Хронические респираторные заболевания
- КЛИНСКИЙ ИНСТИТУТ ОХРАНЫ И УСЛОВИЙ ТРУДА Запыленность производственной среды
- ГН 2.2.5.3532-18 «Предельно допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны»
- Профессиональные заболевания легких
- Роспотребнадзор об охране производственной среды
Имеет значение размер пыли
Пыль
Частицы размером больше 50мкм не вдыхаются. А частички меньше 0. 5мкм вдыхаются и выдыхаются обратно, не причиняя вреда. Проблемы создает пыль размерам от 5 до 10мкм, она оседает в носу и дыхательных путях. И организм избавится от нее с кашлем и насморком. Частицы 0.5 – 5микрон остаются в легких и накапливаются там.
5мкм вдыхаются и выдыхаются обратно, не причиняя вреда. Проблемы создает пыль размерам от 5 до 10мкм, она оседает в носу и дыхательных путях. И организм избавится от нее с кашлем и насморком. Частицы 0.5 – 5микрон остаются в легких и накапливаются там.
Наночастицы
Это не просто модное слово. К ним относятся образования размером 1-100 нм. Считается, что такие частицы попадают через легкие и кровоток в мозг и мембраны мозга. Нет механизмов выброса этих частиц оттуда. Наличие таких частиц в мозге связано с дегенеративными заболеваниями мозга.
Волокна
Пыль в виде волокон особенно опасна. Она остается в бронхах и легких дольше обычной пыли и причиняет больше вреда. Пыль от асбеста или опила акрила вытянутая. Поэтому асбест запрещен, а мастера маникюра работают в защитной маске.
Во время работы лазера выделяется гораздо больше опасных частиц и волокон 1 – 5мкм, чем при плазменной резке, сварке или пайке.
Что попадает в воздух от лазера?
Лазеры – удобный инструмент для резки, сварки, маркировки, гравировки. Чаще лазеры работают с металлами. Догоняют пластик, дерево и бумага. При работе с лазера выделяется особая форма дыма. Лазер термически разлагает вещества подложки, с поверхности выделяются частички самого материала, дым, оксиды и другие химические производные во всех агрегатных состояниях. Этот процесс называют лазерной абляцией.
Чем мощнее лазер, тем более сложнее соединения летят в стороны от микроскопических взрывов. А расстояния, на которые разлетаются частицы, становятся больше. Поэтому для мощных волоконных лазеров нужны основательные вытяжки со сложными фильтрами.
Большая часть дыма от металла или стекла состоит из твердых частиц размером менее 1мкм. Вот примеры производных от лазерной гравировки:
Лазер генерирует много пыли. Она вредит не только человеку, но и самому лазеру. Пыль заслоняет луч лазера и снижает точность работы.
Подложка | Загрязнители | Другие существенные выбросы |
Нержавейка | Частицы железа и оксидов | Легирующие присадки, хром. |
Дерево, МДФ, Фанера | Частицы дерева, углеродная сажа, пары смол | CO2, CO если было мало кислорода |
Алюминий | Частицы алюминия и оксидов | Возможно взрывоопасные частицы |
Титан | Частицы титана и оксидов | Возможно взрывоопасные частицы |
Бериллиевая медь | Пары CuBe, токсичные |
|
Бумага | Частицы целлюлозы и углеодная сажа |
|
Что попадает в воздух от полимеров?
Температуры в точке работы лазера настолько высокие, что там образуются неожиданные соединения. Особенно это касается пластиков, которые имеют органическое происхождение. Пластики сгорают и образуют летучие органические соединения. Эти вещества могут вредны для человека. В таблице ниже приведены продукты разложения некоторых пластиков. Обратите внимание на то, что в некоторых строчках присутствует бензол. Бензол вызывает рак.
Особенно это касается пластиков, которые имеют органическое происхождение. Пластики сгорают и образуют летучие органические соединения. Эти вещества могут вредны для человека. В таблице ниже приведены продукты разложения некоторых пластиков. Обратите внимание на то, что в некоторых строчках присутствует бензол. Бензол вызывает рак.
Если вы собираетесь работать с полимерами, определитесь с какими именно. В таблице выше полиамид производит 96% пыли и только 4% газов и аэрозолей. А метилакрилат при нагреве выделят только 30% твердых веществ. Зато остальные – химически активные газы. Забегая вперед, для акрила не нужны большие пылевые фильтры, но нужны химические. А для нейлона газовый фильтр может быть маленьким.
Фильтры для дымоуловителя выбирают исходя из того, что будет резать лазер. Для некоторых материалов не обязателен большой фильтр для пыли.
Подложка | Основные загрязнители | Другие существенные выбросы |
Поликарбонат (PC) | Респираторная пыль (87%) Крезол (11%) | Фенол, бензол |
Полиамид (PA) | Респираторная пыль (96%) Метаналь (2%) | 1,3-Бутадиен, ПАУ, пропеналь, бензол |
Полипропилен/Полиэтилен (PP/PE) | Респираторная пыль (99%) | 1,3-Бутадиен, пропеналь, бензол |
Поливинилхлорид (PVC) | Респираторная пыль (88%) Соляная кислота (7%) | Бензол, метаналь, ПАУ , фосген |
Резина (SBR, искусственная) | Респираторная пыль (89%) 1,3-Бутадиен (2%) | Стирол, ПАУ, пропеналь, бензол |
Полиэстер(PE) | Респираторная пыль (99%) | Бензол, толуол, этилбензол |
Полистирол (PS) | Респираторная пыль (91%) Стирол (7%) | Бензол, толуол, толуен |
Полиуретан (PU) | Респираторная пыль (99%) | Бензол, толуол |
Полиметилакрилат (PMMA) | Респираторная пыль (30%) Полициклические ароматические углеводороды (37%) | Метилметакрилат, бензол, этилакрилат |
Лазер и ПВХ
Поливинилхлорид содержит хлор. Потому что он хлорид. Когда ПВХ сгорает на воздухе, образуется хлорная или соляная кислота. Вдыхать пары и аэрозоли HCl опасно для здоровья. Поэтому в лазерной машине резки ПВХ как минимум нужна вытяжка, помещение должно проветриваться.
Потому что он хлорид. Когда ПВХ сгорает на воздухе, образуется хлорная или соляная кислота. Вдыхать пары и аэрозоли HCl опасно для здоровья. Поэтому в лазерной машине резки ПВХ как минимум нужна вытяжка, помещение должно проветриваться.
Кислота опасна не только для человека. Лазерный гравер производит из ПВХ достаточно кислоты, чтобы повредить собственные механизмы. Металлические части коррозируют, стеклянные мутнеют, пластики разлагаются. Вытяжка нужна не только для человека, но и для самого лазера.
Мало быстро отвести пары этой кислоты. Нужно их правильно отфильтровать. Дымоуловители для работы с ПВХ – особые устройства. Они покрыты специальной эпоксидной краской внутри и снаружи, чтобы не ржаветь. Механические фильтры для пыли устойчивы к кислотам. А уголь в газовом фильтре подобрали специально для соляной кислоты. Дымоуловитель может быть оснащен специальным датчиком соляной кислоты на выходе. Датчик предупредит о том, что фильтры перестали работать правильно.
Когда лазер плавит, а не жжет
Лазер – универсальный инструмент. Он может плавить пластик или металл. Эта операция используется при лазерной сварке, в 3D принтерах с порошковыми металлами или при сварке пластика. Пыль от лазерной сварки почти не видна, а запах не такой резкий, как от гравировки. Но при плавке металлических сплавов с легирующими добавками образуются опасные пары. Например, при плавке нержавеющей стали, выделяются опасные пары с хромом.
Если вы плавите пластик в 3D принтере, не только лазером, в воздух попадают наночастички. Они плохо изучены. Зато хорошо изучен аналог – наноскопическая сажа от дизельных двигателей. Эти невидимые углеродистые соединения в конечном счете вызывают болезнь Альцгеймера.
Дымоуловители BOFA так же фильтруют и наночастицы. Обычный дымоуловитель для лазера справится с плавкой металлов и пластиков. 3D принтерам для пластика
Как поймать дым в трубу?
Допустим, вы решили установить вытяжку. Не важно какая она, с фильтрами или просто вытяжка в форточку. Сначала придется подумать, как организовать поимку дыма в дымоприемник. Дымоприемником компания BOFA называет конструкцию, в которую будет уходить загрязненный воздух.
Не важно какая она, с фильтрами или просто вытяжка в форточку. Сначала придется подумать, как организовать поимку дыма в дымоприемник. Дымоприемником компания BOFA называет конструкцию, в которую будет уходить загрязненный воздух.
Закрытый лазерный гравер
Если ваш гравер закрытый, то все просто. У гравера предусмотрен выход для вытяжки. Подсоедините к дымоуловителю и готово. В паспорте гравера рекомендуют производительность вытяжки, выбирайте дымоуловитель по производительности.
Короб
Простейший дымоприемник – это круглый воздуховод, труба. Но инженеры вытяжек для лазерной машины советуют начать со сложной закрытой коробки. Такой короб нарисован ниже:
Короб закрывает зону работы лазера со всех сторон. Дым не сбежит из такого короба, так как отверстий для притока воздуха мало. Загрязненный воздух откачивается вытяжкой через обычный круглый воздуховод. Откачивать нужно сравнительно немного. То есть не потребуется вытяжка с большой производительностью. Для типичного лазерного гравера нужно будет всего около 80-100 м³/час или даже меньше.
Для типичного лазерного гравера нужно будет всего около 80-100 м³/час или даже меньше.
Гибрид
Рассмотрим сложный случай. Например, вы наносите код на бутылки с водой, пролетающие мимо лазера по конвейеру со скоростью 700 штук в минуту. Бутылки летят быстро, а с ними летит и воздух. Ветер уносит за собой загрязнения, и дым поймать трудно. Но можно сделать короб с дополнительным узким круглым дымоприемником внутри.
Гибридный дымоприемник – самый эффективный. Его устанавливают там, где сильный ветер от движущихся объектов и волоконный лазер.
Простой дымоприемник
Воздуховод с косым срезом размещают вплотную к источнику дыма. Тогда он работает эффективно. Чем ближе установлен дымоприемник, тем больше загрязнений он поймает. Когда есть движение воздуха в точке работы лазера, дымоприемник ставят навстречу ветру. Когда в гравере компрессор сдувает пыль, дымоприемник нужно ставить с другой стороны навстречу.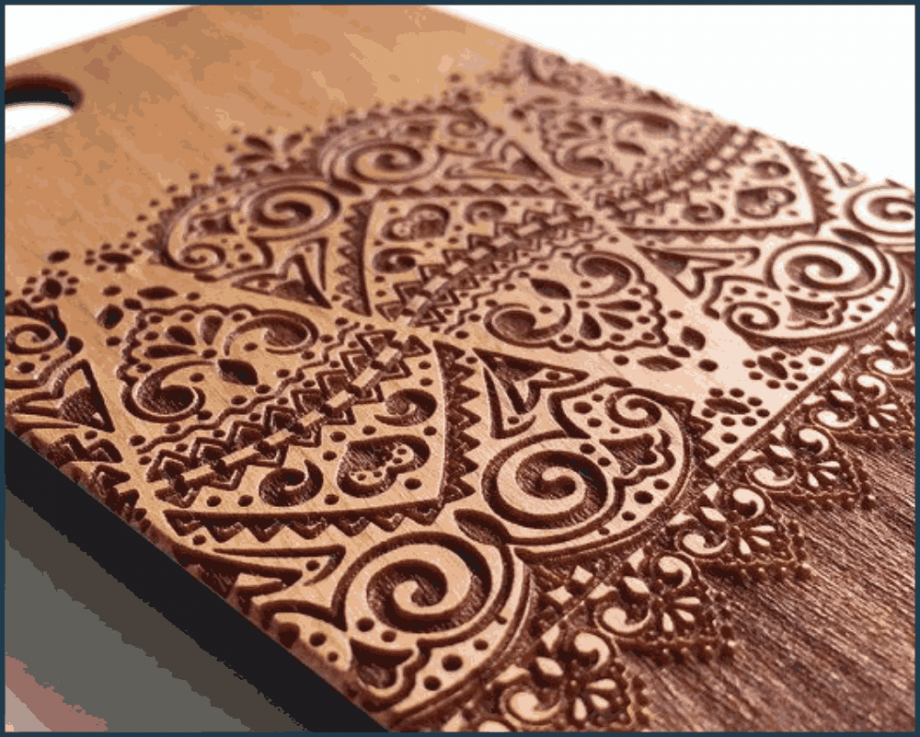 Если не хватает одного дымоприемника можно поставить несколько. В нормальных условиях косой срез диаметром 50мм улавливает дым на расстоянии до 10см, если производительность вытяжки 90 м³/час. Если вы увеличите расстояние от среза до источника дыма в 2 раза, то потребуется вчетверо большая производительность вытяжки.
Если не хватает одного дымоприемника можно поставить несколько. В нормальных условиях косой срез диаметром 50мм улавливает дым на расстоянии до 10см, если производительность вытяжки 90 м³/час. Если вы увеличите расстояние от среза до источника дыма в 2 раза, то потребуется вчетверо большая производительность вытяжки.
Воронка
Воронка для лазера не подходит на роль основного дымоприемника. Но она дополнит систему в тех местах, где есть вредные испарения. Воздух в воронке движется медленнее, чем в косом срезе. Вытяжка не поймает грязный воздух в воронку, если в помещении сквозняк или ветер от движущихся частей лазерной машины.
Как фильтрует фильтр?
Дым от лазера состоит из крупной пыли, микронной пыли, наночастичек и вредных газов. В дымоуловителе BOFA используется 3 типа фильтров: предварительный фильтр для пыли больше 1 мкм, HEPA для микронных частиц и газовый угольный фильтр.
Воздух попадает сначала на предварительный фильтр. Он имеет большую эффективную площадь и улавливает крупную пыль. В дымоуловителях для лазера эффективность такого фильтр F8. Сделали это для того, чтобы не засорять крупной пылью микронный HEPA фильтр. Так он дольше прослужит.
Он имеет большую эффективную площадь и улавливает крупную пыль. В дымоуловителях для лазера эффективность такого фильтр F8. Сделали это для того, чтобы не засорять крупной пылью микронный HEPA фильтр. Так он дольше прослужит.
HEPA фильтр задерживает внутри себя остальную пыль. Крупная, микронная или наноскопичекая пыль оседает именно в нем. Эффективность HEPA фильтра дымоуловителя BOFA 99.997% для частиц более 2 нанометров в диаметре. Это подходит под стандарт h24.
Пыль оседает на волокнах фильтрующего материала. То есть HEPA Фильтр работает не как сито. Размер и переплетение волокон подобрали специально так, чтобы на них прилипали частички любого размера. Частицы приклеиваются к волокнам по инерции, застревают между волокнами и притягиваются электростатическим притяжением. Наночастички случайно двигаются в воздухе между волокнами в процессе диффузии. Иногда нападают на волокно и притягиваются к нему.
HEPA фильтр работает так, что очищать его и использовать повторно бесполезно. Если подуть на фильтр сжатым воздухом, то крупная пыль разорвет волокна фильтра, и он станет менее эффективным. Мелкая пыль в последствии вырвется наружу. Фильтр станет больше вредным, чем полезным.
Если подуть на фильтр сжатым воздухом, то крупная пыль разорвет волокна фильтра, и он станет менее эффективным. Мелкая пыль в последствии вырвется наружу. Фильтр станет больше вредным, чем полезным.
Газовый фильтр работает по другому принципу. Активированный уголь в нем плотно уложен так, чтобы не оставалось пустот между гранулами угля. Так воздух не будет пролетать мимо гранул угля и не останется неочищенным. Уголь – это адсорбент. Такой материал задерживает вредные для человека газы. Уголь пористый, эффективная площадь активированного угля фильтров BOFA 1250м²/г.
Когда уголь разогревается до 60°С, он начинает выпускать поглощенные газы обратно. Так же уголь поглощает невредные газы и влагу из атмосферы и засоряется. Не стоит гонять дымоуловитель вхолостую. В некоторых моделях дымоуловителей BOFA устанавливаются системы Старт-Стоп и контроль температуры.
Если не фильтровать
Самый дешевый способ убрать пыль из лазерной машины – это поставить канальный вентилятор и пару воздуховодов. Один конец воздуховода в окно, второй – внутрь лазера. Собрать такую систему относительно просто.
Один конец воздуховода в окно, второй – внутрь лазера. Собрать такую систему относительно просто.
Минусы вытяжки в форточку:
- Пыль осядет на воздуховодах и на вентиляторе
- Грязный воздух вернется обратно через открытое окно к вам или к соседям. Запах – первая причина установки дымоуловителя в России
- Есть шанс, что пыль внутри воздуховодов загорится от искры. Длинные воздуховоды горят сильнее.
- Если вы выкидываете воздух наружу, на его место нужно вернуть новый воздух. Его нужно нагреть зимой или охладить летом.
Никогда не выбрасывайте воздух от лазерного гравера в центральную вентиляцию, потому что:
- Пыль засорит не только ваш вентилятор, но и вентиляционные каналы во всем здании. Если там есть свои канальные вентиляторы, то они тоже будут в пыли. Если режете металл, то большие вентиляторы засорятся металлической пылью.
- Пожар от искры распространится по всей центральной вентиляции. Там и без лазерной машины много обычной бытовой пыли.
 Там и без лазерной машины много обычной бытовой пыли.
Там и без лазерной машины много обычной бытовой пыли.Чем полезен дымоуловитель с фильтрами
Когда некоторые наши заказчики начинают работать с лазерным гравером в первый раз, они не задумываются об отводе дыма. Потом появляется неприятный запах и пыль по всей комнате. И на первый взгляд купить дымоуловитель дороже, чем не покупать. Поставив рядом с гравером дымоуловитель, вы получите:
- Воздух будет чистым, не будет запахов и пыли.
- Никто не заболеет из-за грязного воздуха на рабочем месте
- Соседи прекратят ругаться, угрожать и жаловаться
- Дымоуловитель можно переставить в другое место. Вытяжку переставить сложно или невозможно.
- Дымоуловитель не сильно шумит
- Дымоуловитель не меняет климат в помещении
- Воздуховод короткий. Его легче почистить, если засорится.
Каталог дымоуловителей PDF Скачать
Таблица подбора дымоуловителя Скачать
С моделями вы можете ознакомиться на нашем сайте в разделе Дымоуловители для лазера
В рабочее время в нашем офисе открыт демонстрационный зал, или шоурум. Здесь выставлены популярные дымоуловители компании BOFA.
Здесь выставлены популярные дымоуловители компании BOFA.
Смотрите наше видео
Посетите наш канал в YouTube, где Вы можете гораздо ближе познакомиться с предлагаемыми нами методами ручного монтажа: www.youtube.com/user/ARGUSXvideo
Как работает лазерная гравировка | LaserStar
Системы волоконной лазерной маркировки и гравировки FiberCube представляют собой быструю и чистую технологию, быстро заменяющую старые лазерные технологии. Прямая лазерная маркировка сегодня стала обычным процессом во многих отраслях промышленности. Он предлагает бесконтактную, стойкую к истиранию, постоянную лазерную маркировку практически на любом типе материала. Высокая скорость, высокая точность, микролазерная маркировка и/или лазерная гравировка информации о детали, читаемые буквенно-цифровые символы, штрих-коды или матрица данных™, серийные номера, корпоративные логотипы и т. д. возможны на широком спектре компонентов.
 com/embed/dqmDOBtixHU?rel=0″ frameborder=”0″>
com/embed/dqmDOBtixHU?rel=0″ frameborder=”0″> Основы гравировки волоконным лазером
При гравировке волоконным лазером сфокусированный свет лазера взаимодействует с материалом, в результате чего на объекте остается высококачественная устойчивая метка. Система лазерной маркировки обычно состоит из волоконного лазерного двигателя, узла сканирующей головки (обычно известного как galvos) и управляющего программного обеспечения. Программное обеспечение также предоставляет интерфейс для управления многоосевыми системами движения, если это необходимо. Часто системы волоконной лазерной маркировки не только маркируют, но и предлагают возможности лазерной гравировки и лазерной обработки, включая резку тонкого материала, скрайбирование и удаление материала.
Волоконный лазер оснащен программным обеспечением, которое позволяет выполнять лазерную гравировку текста, графики, логотипов, штрих-кодов и матричных кодов данных. Функции автоматизации включают сериализацию деталей, кодирование даты, ввод переменного текста, дистанционное программирование, управление вводом/выводом и многие другие функции программирования.
Системы лазерной гравировки FiberCube® представляют собой компактные системы для маркировки, гравировки и резки «под ключ», которые предлагают преимущества бесконтактной, стойкой к истиранию, постоянной лазерной маркировки, гравировки или резки практически на любом типе материала. Системы FiberCube обеспечивают скорость, надежность и гибкость, необходимые для соблюдения строгих стандартов контроля качества и сертификации процессов.
Системы FiberCube® включают в себя источник маркировки FiberStar и обеспечивают регулируемую частоту импульсов, которая может регулироваться от непрерывной волны до одиночного импульса для глубокой гравировки, резки или высокопроизводительной термомаркировки со скоростью до 200 символов в секунду.
Системы FiberCube® идеально подходят для широкого спектра применений, включая плоские поверхности, усовершенствованное интегрированное движение XYZ для пошаговой лазерной гравировки или скоординированное вращательное движение для бесшовной гравировки по окружности. Операционное программное обеспечение LaserStar обеспечивает полную координацию всех интегрированных систем.
Операционное программное обеспечение LaserStar обеспечивает полную координацию всех интегрированных систем.
Являясь поставщиком готовых решений, специалисты LaserStar по применению оценят ваши требования к маркировке или гравировке, определят цели и задачи приложения, укажут и проверят правильную платформу, а также определят полную конфигурацию системы для достижения желаемых результатов.
Особенности и преимущества
- Необслуживаемый лазерный двигатель
- Компактная система с воздушным охлаждением
- Моторизованная или ручная регулировка по оси Z
- Встроенная PIP-камера (дополнительно)
- Комплект фокусирующих диодов в сборе
- Несколько вариантов объектива F-Theta
- Легко интегрируемое основание
- Готовые решения
- Варианты нескольких камер класса 1 стандарт для работы с различными материалами, используемыми в современных производственных условиях. Лазерная обработка обычно означает работу с материалами посредством резки, гравировки или сварки. Хотя существует множество видов лазерной обработки, мы собираемся обсудить только один — лазерную гравировку. Лазерная гравировка — ценный и востребованный вид лазерной обработки, и когда она сделана хорошо, она дает продуктивные и ошеломляющие результаты.
Если вам интересно, как работает лазерная гравировка, вы попали по адресу. На этой странице мы расскажем об основах лазерной гравировки, принципах ее работы, различных типах используемых материалов, советах по применению и многом другом. Если у вас есть дополнительные вопросы о лазерной гравировке помимо того, что описано на этой странице, пожалуйста, свяжитесь с нами. У нас есть увлеченные, знающие сотрудники с многолетним опытом и знаниями в области лазерной гравировки. Мы будем более чем рады связаться с вами и обсудить, может ли лазерная гравировка улучшить ваши текущие производственные потребности.
Теперь давайте начнем с основ.
Что такое лазерная гравировка?
Лазерная гравировка — это бесконтактный процесс, при котором оптический узел перемещается по поверхности круговыми движениями из стороны в сторону.
Оптический узел включает в себя фокусирующую линзу, которая сводит лазерный луч к фокусной точке. Сфокусированный лазерный луч доставляет энергию в зону обработки таким образом, что большая часть световой энергии преобразуется в тепло. Во время гравировки интенсивное тепло лазерного луча контактирует с поверхностью материала, испаряя его и оставляя после себя постоянную выгравированную область. Для лазерной гравировки нормально достичь определенной глубины, которую можно изменить, изменив скорость и мощность гравировки.Разрешение гравировки или DPI (точек на дюйм) устанавливается в программном обеспечении. DPI используется для установки количества проходов лазерных лучей на определенном расстоянии. Как правило, более высокое значение DPI приводит к более четкой и четкой лазерной гравировке. 300 и 600 dpi — два широко используемых разрешения лазерной гравировки, которые хорошо подходят для большинства материалов, обрабатываемых лазером. Когда материал удаляется с помощью лазерных импульсов, на поверхности материала создаются изображения или выгравированные области.
Обработанные участки составляют конечный продукт.Хотя вы, возможно, видели или слышали, что лазерная гравировка и травление взаимозаменяемы, правда в том, что между ними есть явные различия. Да, оба приложения вносят постоянные изменения в поверхность материала путем удаления материала, но это еще не все.
В чем разница между лазерной гравировкой и лазерной гравировкой?
Основное различие между лазерным травлением и гравировкой заключается в глубине — глубине следа, оставленного лазерным лучом. Лазерное травление оставляет неглубокий след, часто глубиной 0,001 дюйма или меньше, в то время как лазерная гравировка обычно относится к процессам, которые оставляют более глубокую гравированную область.
Часто лазерное травление также может относиться к удалению тонкого верхнего слоя контрастного материала по сравнению с нижним слоем. Двумя такими материалами, где лазерное травление прекрасно работает, являются анодированный алюминий и пластик для гравировки, такой как фирменный материал Rowmark®.
Ниже приведен отличный пример изображения, выгравированного лазером, где анодированный слой металла удален, обнажая необработанный алюминиевый сердечник.Очень популярным материалом для лазерной гравировки является дерево. Древесина, как правило, представляет собой более мягкую подложку, на которой лазерный луч может успешно испарить материал, оставив более глубокую рельефную область. Ниже представлена фотография изделия из дерева с лазерной гравировкой.
Глубокая гравировка на дереве с изменением глубины на протяжении всего проекта часто называется 3D-гравировкой. Более подробно о 3D-лазерной гравировке мы поговорим в главе 3.
С другой стороны, лазерная маркировка не плавит и не испаряет материал. Вместо этого он использует лазерный луч для создания зоны окисления или термического воздействия на поверхности материала, оставляя после себя почерневший или контрастный след. Лазерная маркировка популярна для таких элементов, как серийные номера, штрих-коды и логотипы.
Кроме того, спреи для маркировки можно использовать для создания долговечной лазерной маркировки на материале, которая сама по себе может не подходить для лазерной маркировки. Очень популярным продуктом для лазерной маркировки является Cermark®.В следующей главе мы познакомимся с лазерной гравировкой и дадим несколько советов операторам.
Как выполнять лазерную гравировку
Для тех из вас, кто интересуется основами лазерной гравировки, мы здесь расскажем о пяти этапах процесса лазерной гравировки. К ним относятся:
- Ideate
- Design
- Выберите настройки
- Гравировка
- Проверка
Ideate
Вычисление лазерной гравировки займет больше всего времени. В конце концов, этот важный шаг определяет, что вам нужно будет сделать для следующих четырех шагов. Когда дело доходит до идей лазерной гравировки, предела нет. Существует так много материалов, совместимых с лазерной гравировкой.
От камня и пластика до дерева, кожи и нержавеющей стали — у вас есть широкий выбор. В следующей главе мы более подробно рассмотрим материалы, поддающиеся лазерной гравировке.Как только вы узнаете свой материал, используйте свое воображение, чтобы подумать, что вы хотите выгравировать на материале. Это изображение? Фраза? Возможно, это что-то более индустриальное, вроде штрих-кодов или рельефа материала, необходимого в производственном процессе. Найдите время, чтобы набросать что-нибудь в блокноте или поискать в Интернете идеи для лазерной гравировки. Мы включили некоторые идеи в главу 6.
Дизайн
Когда вы знаете, какой материал и что вы хотите на нем выгравировать, пришло время разработать изображение или текст. Дизайн для лазерных граверов создается с помощью программного обеспечения для компьютерного дизайна, поэтому перед началом рекомендуется убедиться, что используемое вами программное обеспечение для проектирования совместимо с программным обеспечением для вашего лазерного гравера.
Как правило, вы можете безопасно работать с популярным программным обеспечением для дизайна, таким как CorelDRAW®, Adobe Illustrator® или любым другим, способным выводить файл .pdf. Другие часто используемые форматы файлов:- .AI
- .BMP
- .CDR
- .TIF
- .EPS
- .JPG/JPEG
- .PN
- .GIF 9001
- . Ваше лазерное программное обеспечение будет совместимо.
Выберите настройки
Все лазерные системы Kern используют собственное программное обеспечение для лазерной гравировки KCAM. KCAM позволяет пользователю легко настраивать различные параметры, необходимые для процесса гравировки. В программном обеспечении вы можете контролировать общие параметры, такие как мощность лазера, скорость гравировки и разрешение (dpi). За последние 30 лет KCAM превратился в одно из самых передовых и мощных программ для лазерной гравировки на рынке. Скорее всего, если вам нужно внести коррективы в результат гравировки, KCAM сможет справиться с этой работой!
Kern предоставляет базы данных настроек материалов, которые помогут новым пользователям определить правильные настройки на основе настроек вашей лазерной системы и обрабатываемого материала.
Кроме того, KCAM может сохранять и загружать параметры настроек, поэтому вы можете быстро переходить от материала к материалу, не проверяя настройки на кусках отходов.Чтобы получить краткий обзор возможностей программного обеспечения для лазерной гравировки, узнайте больше о KCAM на специальной веб-странице.
Всегда полезно еще раз просмотреть файл для гравировки. Ищите распространенные ошибки в вашем файле, такие как слова с ошибками и отсутствующие элементы.
Гравировка
С настройками, загруженными в KCAM, пришло время поместить материал на гравировальный стол, включить вакуумную систему, нажать кнопку «Старт» и наблюдать, как начинается волшебство! Всегда полезно контролировать процесс гравировки, чтобы убедиться, что все работает как надо. Кроме того, наблюдать за тем, как лазеры делают свое дело, очень интересно. Отойдите, наденьте защитные очки (при использовании машин класса 4) и наблюдайте, как ваш дизайн воплощается в жизнь.
Проверка
Взгляните на свое творение! Теперь, когда гравировка завершена, вы можете снять материал с лазерного гравера и проверить его. Как качество линий и четкость гравировки? Соответствует ли ваше творение тому, что вы себе представляли? Если это так, обязательно сохраните параметр KCAM для использования в будущем.
Наконечники для лазерной гравировки
1. Сфокусированные и плоские.
Оптическая линза, через которую проходит лазерный луч, фокусирует луч в маленькую точку. В большинстве случаев фокус должен быть установлен на верхней поверхности гравируемого материала. Это гарантирует, что самый маленький и самый точный луч удаляет материал в процессе гравировки. Kern упрощает этот процесс, устанавливая фокусное расстояние в фиксированном положении внутри подачи луча. Затем с помощью простого распорного инструмента устанавливается зазор между соплом и верхней поверхностью материала.
Как правило, лучше всего гравировать материалы с одной плоской поверхностью.
Тем не менее, поверхности с небольшими отклонениями или дугами могут быть успешно выгравированы. Один из примеров слегка неровной или дугообразной поверхности показан на фотографии колбы ниже.Однако некоторые материалы более щадящие и не меняют резкость. Дерево — хороший материал, у которого можно немного варьировать плоскостность, но при этом получать прекрасные результаты!
2. Выделите время для тестовых гравировок.
Для материалов, с которыми вы не знакомы или у которых нет файла настроек, проведите небольшой тест на кусочке материала, чтобы оценить ваши настройки. Обычно требуется всего один дюйм или около того гравировки, чтобы вы знали, соответствует ли качество и четкость вашим стандартам. Затем вы можете отрегулировать мощность, разрешение или другие различные параметры перед выполнением окончательного задания.
3. Выберите изображение высокого качества.
Одной из наиболее распространенных проблем при лазерной гравировке является качество изображения.
Если начать с некачественного изображения, получить хорошую гравировку практически невозможно. Если есть какая-либо размытость или пикселизация, гравюра не будет иметь четких, чистых линий.Конечно, лучшие методы лазерной гравировки также сильно зависят от обрабатываемых материалов или продуктов. В следующей главе мы рассмотрим широкий спектр материалов для лазерной гравировки, включая акрил, дерево, камень и стекло.
Материалы для лазерной гравировки
Лазерная гравировка — это процесс, применимый к широкому спектру материалов. От лазерной гравировки гранита до кожи — существует множество материалов для работы. В этой главе мы описали несколько наиболее популярных материалов для лазерной гравировки и дали несколько советов для успешной гравировки.
Акрил
Являясь одним из самых популярных материалов, используемых операторами лазеров, акрил является идеальным материалом для лазерной гравировки. Одним из желаемых эффектов акрила с лазерной гравировкой является белый матовый вид прозрачного акрила.
Вот несколько советов, как добиться отличных результатов гравировки на акриле.Kern предлагает вариант с широкой насадкой для своих оптических сборок S-FOCUS. Это широкое сопло позволяет распределять вспомогательный воздух по большей площади гравировки, уменьшая эффект запотевания или затенения.
Обратите внимание, что разные марки и типы акрила дают разные результаты. Старый кусок акрила может быть даже менее желательным, чем новый кусок. Убедитесь, что вы знаете, с каким материалом вы работаете, и сделайте заметки о лучших поставщиках.
Лазерное травление стекла с помощью CO2-лазера позволяет добавить потрясающие детали различным предметам, таким как зеркала, окна, бокалы для вина и бутылки с ликером. Как один из менее дорогих материалов для лазерной обработки, стекло является отличным материалом с низким уровнем риска.
Одним из нежелательных эффектов лазерного травления стекла является появление небольших микротрещин, остающихся на области лазерного травления.
Вот два совета, как справиться с этим:Травление на обратной стороне стекла гарантирует, что небольшие микротрещины, которые могут возникнуть на протравленной поверхности, будут недоступны для посторонних. Перед лазерной гравировкой убедитесь, что вы зеркально отразите свое изображение, чтобы изображение отображалось правильно, если смотреть на него с лицевой стороны стекла!
Если требуется травление верхней поверхности, можно использовать кусок газеты для удаления микротрещин или осколков стекла, оставшихся после лазерного травления. Сомните газету и протрите протравленную область круговыми движениями. Эти трюки недороги, их легко опробовать, и они требуют минимальной очистки.
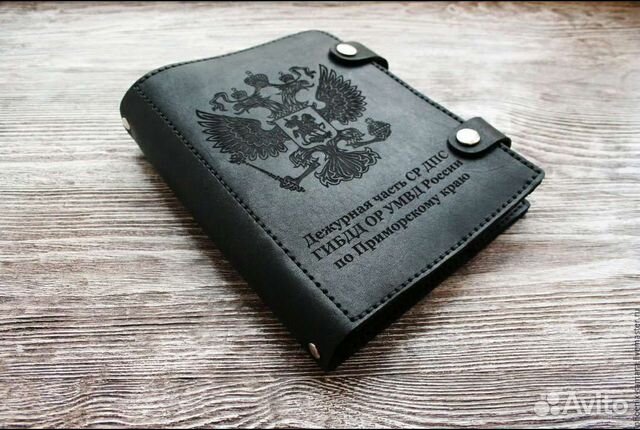
Кожа
Кожа — это материал, который хорошо поддается лазерной гравировке. Гравировка добавляет индивидуальности и обеспечивает единообразие широкого спектра кожаных изделий, включая обувь, кошельки, кобуры, ремни и кошельки. Типы кожи с лазерной гравировкой:
- Натуральная кожа
- Замша
- Синтетическая кожа
- Кожа растительного дубления
- Зернистая кожа
- Вклеенная кожа
Различные типы кожи будут иметь разные результаты при гравировке.
Как всегда, качество материала будет влиять на результаты лазерной гравировки. При работе с новым типом кожи всегда проверяйте гравировку на кусочке кожи, чтобы оценить параметры обработки.Металлы
Существует два типа подложек для травления металлов: необработанный металл и металл с покрытием.
Необработанные металлы, такие как нержавеющая сталь и алюминий, можно успешно маркировать лазером. Нержавеющую сталь можно маркировать одним из двух способов. Первый метод заключается в непосредственном травлении металла кислородным вспомогательным газом. Вспомогательный газ окисляет поверхность металла, оставляя контрастный цвет. Это может хорошо работать для промышленной маркировки, но, вероятно, не лучший вариант для медицины или там, где требуется маркировка пищевых продуктов. Другим вариантом является использование спрея для маркировки, такого как Cermark®. Cermark можно наносить на металлическую поверхность в виде ленты или аэрозоля. При использовании спрея нанесите покрытие и дайте ему высохнуть.
После высыхания лазер будет использоваться для травления этой области, и на поверхности металла останется прочный и контрастный след.Металлы с покрытием, такие как анодированный алюминий и сталь с порошковым покрытием, можно травить напрямую. Лазер испарит покрытие, оставив необработанный металл в качестве контрастной метки. Изделия из металла с покрытием включают травление фонарей, жетонов, чехлов для телефонов, фляг и этикеток.
В отличие от искусственных материалов, таких как пластик или стекло, природный камень естественен. В результате он обладает уникальными характеристиками, влияющими на общее качество и стабильность лазерной гравировки. При лазерной гравировке натурального камня полезно знать эти характеристики.
Независимо от того, гравируете ли вы гранит, мрамор, керамику, фарфор или какой-либо другой природный камень, плотность и однородность будут влиять на процесс гравировки. Как правило, мелкозернистый однородный камень дает наиболее стабильные результаты лазерной гравировки.
При гравировке на граните и мраморе камень черного цвета позволяет оставить белую гравировку позади.Пластик
Хотя пластики являются обычным материалом для лазерной гравировки, не все пластики совместимы с лазерной обработкой. Наиболее распространенными пластиками для лазерной гравировки являются:
- Силикон
- Акрил
- Полиамид
- Полипропилен
- Полиэтилен
- Поликарбонат
- Полиэстер
- VINIL
- INIDINILINGINCS WILSTERINGIRS WILASTIRLINGS WILSTIRLINGS WILSTIRLINGS WILSTIRLINGS WILSTIRLINGS WILSTIRLINCIRINCS WILSTIRLINCINGS WILSTIRLINCIRINGS WILSTIRLY. Некоторые из них могут выделять вредные газы, которые могут нанести ущерб оборудованию или здоровью человека. Всегда проверяйте, что вы режете, и просматривайте информацию в паспорте безопасности перед обработкой нового материала. Всегда важно иметь надлежащую вентиляцию и подачу воздуха при лазерной гравировке пластика.
Дерево, как и камень, является природным материалом.
Некоторые породы дерева лучше поддаются лазерной гравировке, чем другие. Как лиственные, так и хвойные породы хорошо поддаются гравировке. Типы древесины, которые хорошо поддаются лазерной гравировке, включают клен, вишню, березу и отдельные белые сосны.Операторы, выбирая древесину для лазерной гравировки, должны обращать внимание на сучки. На сучковатой древесине труднее получить равномерную гравировку, потому что сучки тверже, чем остальная древесина. Таким образом, когда вы работаете с напильником, вы увидите сучки иначе, чем другие части дерева.
Кроме того, древесина для лазерной гравировки должна быть должным образом выстругана, чтобы обеспечить лазеру ровную, ровную поверхность. Без этого результаты лазерной гравировки не будут однородными и последовательными.
3D-лазерная гравировка
Лазерные гравировальные станки Kern специализируются на создании 3D-изображений на различных материалах. Наша технология 3D-гравировки открыла новые возможности для создания произведений искусства на дереве, акриле и специальных материалах, таких как IKONMetal.
Процесс
Создание 3D-изображений обычно занимает больше времени, чем стандартное 2D-изображение, но результаты захватывают дух и стоят потраченного времени. Программное обеспечение KCAM может интерпретировать ровно 256 оттенков серого. Это означает, что существует 256 различных уровней мощности от черного до белого, что соответствует 256 различным уровням серого между черным и белым. Этот широкий спектр оттенков серого придает файлу трехмерный вид. Белый переводится как 0% мощности лазера, а черный будет запускать лазер со 100% мощностью. Конечно, чем с большей мощностью лазер гравирует, тем глубже рельеф в материале.
Ключом к 3D-лазерной гравировке является наличие программного обеспечения, способного быстро добавлять оттенки серого в ваши работы. CorelDraw — одно из таких программ, в котором можно добавлять оттенки серого на основе простой шкалы от 0 до 100 %.
Представленное ниже изображение в градациях серого показывает, как должно выглядеть 3D-изображение, подготовленное для лазерной обработки.
Программное обеспечение KCAM от Kern для лазеров — одно из немногих на рынке, которое принимает для разрешения настоящие 8-битные или 256 различных цветов серого.The Gantry Co. — одна из таких компаний, которая с 19 лет предоставляет граверам лучшую 3D-графику в оттенках серого.94. Зарегистрируйтесь в партнерской программе, которая позволяет получить доступ ко всем доступным 3D-файлам с существенной экономией средств. Для получения дополнительной информации посетите сайт www.gantryco.com.
Результаты
Другие материалы для лазерной гравировки
Хотя мы рассмотрели некоторые из самых популярных материалов, существует гораздо больше материалов, подходящих для лазерной гравировки. Мы приглашаем вас присылать нам любые имеющиеся у вас материалы, которые вы хотели бы видеть с лазерной гравировкой. Как только мы получим и обработаем их, мы отправим их обратно вам, чтобы вы могли сами увидеть результаты. Вы заинтересованы? Вы можете начать процесс здесь.
Поначалу выбор правильного лазера может показаться сложным, пока вы не узнаете, какие переменные следует учитывать. В эту главу мы включили сравнительную таблицу мощности лазерной гравировки, а также некоторую полезную информацию о настройках мощности лазерного луча и скорости обработки. Как всегда, если у вас есть дополнительные вопросы по выбору подходящего лазера, свяжитесь с нами.
Сравнение мощности лазерной гравировки
Класс I (корпус)
класс IV (открытый кровать)
Размер таблицы (дюймы)
Доступные мощности
КОМПАТИКА
КОМПАТИКА КОМПАТИКА KAMPATIBLIBITION
.
* Custom Sizing Available
OptiFlex
52×52 – 86×144*
100W-650W
EcoFLex
52×50 – 52×100
100W-250W
24 ×24 – 48×24
100W – 650W
OptiDual
52×50 – 86×144*
100W – 200W
LaserCELL
100W -650W
LaserCELL
0.
5kW – 3kWStandard (Only для обработки металлов)
Как видно из приведенной выше таблицы, вся линейка лазерных систем Kern предлагает широкий спектр функций, возможностей, размеров стола и мощности. Чтобы узнать больше о любой из отдельных лазерных систем, вы можете выбрать их из этого списка:
- Optiflex
- ECOFLEX
- LASERCELL
- Fibercell
- Optidual
- Micro
Laser Engraving Wathrishing Wattage
Laser Engraving Wattage Wattage
Laser Engraving Wattage Wattgise
. Мощность определяет мощность лазера. Более высокая мощность означает более мощный лазер, а более низкая мощность означает менее мощный лазер. Существует некоторое заблуждение, что лазер более высокой мощности может быть слишком мощным для определенных приложений, но стоит отметить, что лазеры высокой мощности можно запрограммировать на использование меньшего процента их мощности.
Например, наш лазерный источник мощностью 400 Вт можно настроить для травления даже на самых деликатных материалах, таких как картон. Тот же лазер мощностью 400 Вт можно настроить для резки 1-дюймового куска акрила, лишь немного изменив настройки лазера KCAM.
Скорость лазерной гравировки Kern
Максимальная скорость лазерной гравировки на лазерных системах Kern составляет от 25 дюймов в секунду до 150 дюймов в секунду. Если скорость лазерной гравировки является важным фактором при выборе вашего станка, вам следует рассмотреть нашу линейку высокопроизводительных лазеров, в которую входят OptiFlex и LaserCELL.
Найдите систему лазерной гравировки, соответствующую вашим потребностям
Выбор лучшего лазера для ваших нужд не должен быть запутанным процессом. Здесь, в Kern Laser Systems, мы разработали для вас быстрый и простой способ выяснить, какая лазерная система соответствует вашим потребностям. Он называется Инструмент лазерной подгонки, и после того, как вы ответите на четыре простых вопроса, вы получите рекомендацию.
Это займет всего минуту — попробуйте.Принадлежности для лазерного гравировального станка
Аксессуары и приспособления для лазерной системы помогают владельцам и операторам расширить свои возможности и повысить производительность. Ниже мы описываем некоторые из наиболее популярных насадок и опций системы: регистрация камеры k-vision, поворот трубы и резка металла.
Регистрация камеры K-Vision
Пакет k-vision представляет собой полностью интегрированное аппаратное и программное решение, позволяющее выполнять точную резку печатных материалов. Этот процесс начинается с установленной на сопле камеры, которая автоматически измеряет размеры между регистрационными метками на печатных материалах.
Затем система использует эти измерения и регистрационные метки исходного файла резки для компенсации искажений и поворотов. Небольшие корректировки, которые k-vision вносит в режущий файл, приводят к идеальному вырезу в обрабатываемом материале.
Всю систему камер можно легко снять и хранить в защитном футляре, когда она не используется.Вращающееся колесо и ступица
Вращающееся приспособление с осью Z дополняет лазерную систему возможностью обработки труб, стержней и других цилиндрических предметов. Без поворотной насадки лазерная гравировка возможна только на относительно плоских поверхностях, но с насадкой открывается целый мир возможностей.
Лазерная система с вращающейся насадкой способна гравировать такие объекты, как трости, трости, бутылки с ликером и фонарики.
Резка металла
Опция резки металла позволяет CO2-лазерам резать целый ряд металлов. Вы можете спросить, почему система резки металла выгодна для лазерной маркировки? Опция резки металла включает в себя систему отслеживания высоты, которая позволяет лазерному лучу оставаться в фокусе по всему металлическому листу. При рассмотрении фокусировки металл гораздо менее щадящий, чем такие материалы, как дерево и пластик.
Толкатель высоты можно использовать при гравировке, чтобы обеспечить полную маркировку стола на алюминии, низкоуглеродистой и нержавеющей стали.Этот вариант для резки металла был разработан командой Kern Laser Systems внутри компании и совместим с четырьмя из пяти CO2-лазеров в линейке Kern. К ним относятся:
- OptiFlex
- LaserCELL
- OptiDual
- MICRO
Любая из этих опций — видеокамеры, поворот трубы или резка металла — операторы могут оснастить свою лазерную систему возможностями гравировки для выполнения сложных проектов. .
Принадлежности для лазерной гравировки
Когда вы думаете о расходных материалах для лазерной гравировки, обычно подразумеваются такие сырьевые материалы, как листы стекла, акрил толщиной в один дюйм, листы фанеры или металла. Это сырье является популярным материалом для лазерной гравировки, но это не единственные варианты. Еще один популярный выбор – гравируемые заготовки.
Заготовки для гравировки, которые представляют собой предварительно изготовленные продукты, готовые к лазерной обработке, доступны практически во всем, что вы можете себе представить.
От бокалов с пинтой и охотничьих ножей до украшений, брелков и рамок для номерных знаков — вы можете найти версию, готовую к работе с лазером. Заготовки для гравировки — это отличный способ добавить индивидуальности с помощью лазерной гравировки простым, но относительно недорогим способом.Но готовые изделия — это лишь верхушка айсберга, когда речь заходит о том, чего можно добиться с помощью мощной лазерной гравировки CO2. В следующей главе мы обсудим проекты и идеи для станков для лазерной гравировки.
У вас есть идеи по лазерной гравировке? Когда дело доходит до проектов лазерной гравировки, вы действительно ограничены только своим воображением. Для тех из вас, кто ищет идеи для проектов лазерного гравера, мы предоставили несколько примеров от наших собственных клиентов. Каждый предмет с лазерной гравировкой, который вы увидите в следующем разделе, был обработан на лазерной системе Kern. Мы надеемся, что этот следующий раздел вдохновит вас и наполнит вас идеями для вашего следующего проекта.
 Хотя существует множество видов лазерной обработки, мы собираемся обсудить только один — лазерную гравировку. Лазерная гравировка — ценный и востребованный вид лазерной обработки, и когда она сделана хорошо, она дает продуктивные и ошеломляющие результаты.
Хотя существует множество видов лазерной обработки, мы собираемся обсудить только один — лазерную гравировку. Лазерная гравировка — ценный и востребованный вид лазерной обработки, и когда она сделана хорошо, она дает продуктивные и ошеломляющие результаты. Оптический узел включает в себя фокусирующую линзу, которая сводит лазерный луч к фокусной точке. Сфокусированный лазерный луч доставляет энергию в зону обработки таким образом, что большая часть световой энергии преобразуется в тепло. Во время гравировки интенсивное тепло лазерного луча контактирует с поверхностью материала, испаряя его и оставляя после себя постоянную выгравированную область. Для лазерной гравировки нормально достичь определенной глубины, которую можно изменить, изменив скорость и мощность гравировки.
Оптический узел включает в себя фокусирующую линзу, которая сводит лазерный луч к фокусной точке. Сфокусированный лазерный луч доставляет энергию в зону обработки таким образом, что большая часть световой энергии преобразуется в тепло. Во время гравировки интенсивное тепло лазерного луча контактирует с поверхностью материала, испаряя его и оставляя после себя постоянную выгравированную область. Для лазерной гравировки нормально достичь определенной глубины, которую можно изменить, изменив скорость и мощность гравировки. Обработанные участки составляют конечный продукт.
Обработанные участки составляют конечный продукт.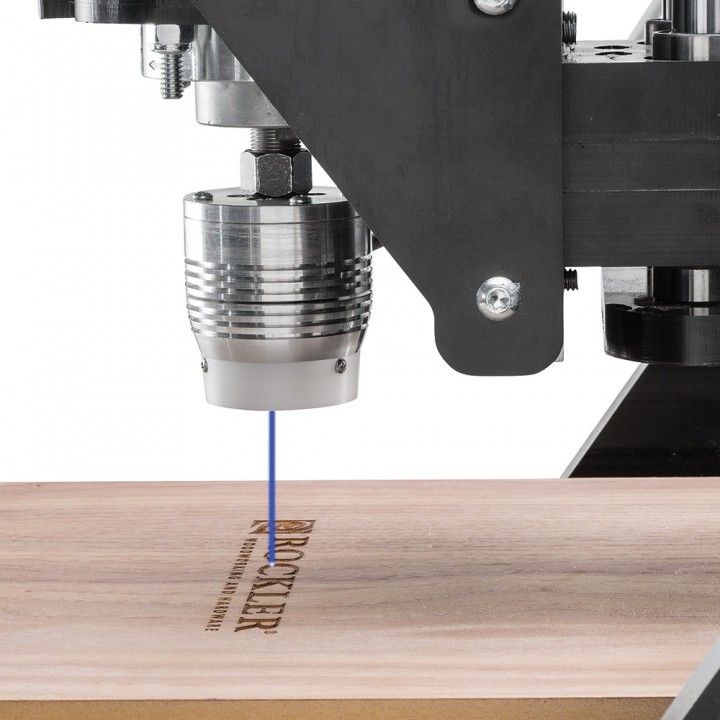 Ниже приведен отличный пример изображения, выгравированного лазером, где анодированный слой металла удален, обнажая необработанный алюминиевый сердечник.
Ниже приведен отличный пример изображения, выгравированного лазером, где анодированный слой металла удален, обнажая необработанный алюминиевый сердечник. Кроме того, спреи для маркировки можно использовать для создания долговечной лазерной маркировки на материале, которая сама по себе может не подходить для лазерной маркировки. Очень популярным продуктом для лазерной маркировки является Cermark®.
Кроме того, спреи для маркировки можно использовать для создания долговечной лазерной маркировки на материале, которая сама по себе может не подходить для лазерной маркировки. Очень популярным продуктом для лазерной маркировки является Cermark®. От камня и пластика до дерева, кожи и нержавеющей стали — у вас есть широкий выбор. В следующей главе мы более подробно рассмотрим материалы, поддающиеся лазерной гравировке.
От камня и пластика до дерева, кожи и нержавеющей стали — у вас есть широкий выбор. В следующей главе мы более подробно рассмотрим материалы, поддающиеся лазерной гравировке. Как правило, вы можете безопасно работать с популярным программным обеспечением для дизайна, таким как CorelDRAW®, Adobe Illustrator® или любым другим, способным выводить файл .pdf. Другие часто используемые форматы файлов:
Как правило, вы можете безопасно работать с популярным программным обеспечением для дизайна, таким как CorelDRAW®, Adobe Illustrator® или любым другим, способным выводить файл .pdf. Другие часто используемые форматы файлов: Кроме того, KCAM может сохранять и загружать параметры настроек, поэтому вы можете быстро переходить от материала к материалу, не проверяя настройки на кусках отходов.
Кроме того, KCAM может сохранять и загружать параметры настроек, поэтому вы можете быстро переходить от материала к материалу, не проверяя настройки на кусках отходов.
 Тем не менее, поверхности с небольшими отклонениями или дугами могут быть успешно выгравированы. Один из примеров слегка неровной или дугообразной поверхности показан на фотографии колбы ниже.
Тем не менее, поверхности с небольшими отклонениями или дугами могут быть успешно выгравированы. Один из примеров слегка неровной или дугообразной поверхности показан на фотографии колбы ниже. Если начать с некачественного изображения, получить хорошую гравировку практически невозможно. Если есть какая-либо размытость или пикселизация, гравюра не будет иметь четких, чистых линий.
Если начать с некачественного изображения, получить хорошую гравировку практически невозможно. Если есть какая-либо размытость или пикселизация, гравюра не будет иметь четких, чистых линий. Вот несколько советов, как добиться отличных результатов гравировки на акриле.
Вот несколько советов, как добиться отличных результатов гравировки на акриле. Вот два совета, как справиться с этим:
Вот два совета, как справиться с этим: Как всегда, качество материала будет влиять на результаты лазерной гравировки. При работе с новым типом кожи всегда проверяйте гравировку на кусочке кожи, чтобы оценить параметры обработки.
Как всегда, качество материала будет влиять на результаты лазерной гравировки. При работе с новым типом кожи всегда проверяйте гравировку на кусочке кожи, чтобы оценить параметры обработки. После высыхания лазер будет использоваться для травления этой области, и на поверхности металла останется прочный и контрастный след.
После высыхания лазер будет использоваться для травления этой области, и на поверхности металла останется прочный и контрастный след. При гравировке на граните и мраморе камень черного цвета позволяет оставить белую гравировку позади.
При гравировке на граните и мраморе камень черного цвета позволяет оставить белую гравировку позади. Некоторые породы дерева лучше поддаются лазерной гравировке, чем другие. Как лиственные, так и хвойные породы хорошо поддаются гравировке. Типы древесины, которые хорошо поддаются лазерной гравировке, включают клен, вишню, березу и отдельные белые сосны.
Некоторые породы дерева лучше поддаются лазерной гравировке, чем другие. Как лиственные, так и хвойные породы хорошо поддаются гравировке. Типы древесины, которые хорошо поддаются лазерной гравировке, включают клен, вишню, березу и отдельные белые сосны.
 Программное обеспечение KCAM от Kern для лазеров — одно из немногих на рынке, которое принимает для разрешения настоящие 8-битные или 256 различных цветов серого.
Программное обеспечение KCAM от Kern для лазеров — одно из немногих на рынке, которое принимает для разрешения настоящие 8-битные или 256 различных цветов серого.
 5kW – 3kW
5kW – 3kW
 Это займет всего минуту — попробуйте.
Это займет всего минуту — попробуйте. Всю систему камер можно легко снять и хранить в защитном футляре, когда она не используется.
Всю систему камер можно легко снять и хранить в защитном футляре, когда она не используется. Толкатель высоты можно использовать при гравировке, чтобы обеспечить полную маркировку стола на алюминии, низкоуглеродистой и нержавеющей стали.
Толкатель высоты можно использовать при гравировке, чтобы обеспечить полную маркировку стола на алюминии, низкоуглеродистой и нержавеющей стали. От бокалов с пинтой и охотничьих ножей до украшений, брелков и рамок для номерных знаков — вы можете найти версию, готовую к работе с лазером. Заготовки для гравировки — это отличный способ добавить индивидуальности с помощью лазерной гравировки простым, но относительно недорогим способом.
От бокалов с пинтой и охотничьих ножей до украшений, брелков и рамок для номерных знаков — вы можете найти версию, готовую к работе с лазером. Заготовки для гравировки — это отличный способ добавить индивидуальности с помощью лазерной гравировки простым, но относительно недорогим способом.