Работа на лесопилке заточником ленточных пил: Октябрь 2022 — свежие вакансии / JobVK
alexxlab | 24.05.1987 | 0 | Разное
Ленточные пилы, часть 2 | saw-master.ru
4. Переточка ленточных пилВ данном параграфе я хотел бы остановиться на вопросе переточки ленточных пил. Начну с того, что переточка ленточной пилы, это проблема скорее экономическая, нежели техническая.
Существует три подхода к решению этой проблемы:
- Первый подход таков: Вы пилите пилой до тех пор, пока она пилит, а затем просто выбрасываете ее. Некоторые производители ленточных пил, например “Морзе” в США выпускают пилу практически не пригодную для переточки – одноразовую. Это полотно из дешевой стали, которое выбрасывают после того, как оно в первый раз затупилось.
- Второй подход можно сформулировать таким образом: Вы пилите пилой до тех пор, пока пила не “волнит”, после этого снимаете ее и перетачиваете.
- Третий подход можно свести к следующему: Вы снимете со станка еще практически совершенно острую пилу и лишь слегка поправляете ее.
Рассмотрим достоинства и недостатки всех трех подходов:
- Первый подход позволяет сократить потери времени лесопилки на замену полотна, а также позволяет не иметь заточника и заточного участка, что представляет собой реальную экономию.
 Если прибавить к этому, что такая пила стоит примерно вдвое дешевле пилы закаленной по всей ширине, то экономия становится очевидной. В России, однако, такие пилы почему-то стоят столько же, сколько и их технологически продвинутые собратья и экономия от применения этого метода представляется мне маловероятной. Напил до разрыва такой пилой может составить 10-12 кубометров (На установках второго ряда). На установках же первого ряда она может не простоять и часа.
Если прибавить к этому, что такая пила стоит примерно вдвое дешевле пилы закаленной по всей ширине, то экономия становится очевидной. В России, однако, такие пилы почему-то стоят столько же, сколько и их технологически продвинутые собратья и экономия от применения этого метода представляется мне маловероятной. Напил до разрыва такой пилой может составить 10-12 кубометров (На установках второго ряда). На установках же первого ряда она может не простоять и часа. - Второй подход также позволяет сократить простои лесопилки, связанные с заменой пилы. Переточки пилы происходят реже, что экономит время заточника, которое стоит вполне определенных денег. Однако, этот подход приводит к чрезмерной усталости пилы, большему съему материала пилы при переточке. Как следствие, теряет геометрию заточной камень, что неизбежно ведет к потере геометрии зуба пилы, и, как следствие, к быстрому выходу пилы из строя. Напил до разрыва пилы при этом подходе обычно составляет 20-25 кубометров.
- Третий подход сводится к тому, что пила снимается с лесопилки каждый час и после отдыха слегка поправляется, после чего снова идет в работу. К недостаткам этого метода можно отнести частые остановки лесопилки для замены пилы, однако это редко занимает больше одной минуты. Незначительное количество снимаемого при заточке металла приводит к тому, что форма зуба остается практически идеальной, что в свою очередь приводит к повышению производительности. При таком подходе пилу удается переточить до пятидесяти раз, и напил на разрыв доходит до 80 кубометров.
Какому из описанных выше методов отдать предпочтение может решить только хозяин лесопилки, оттолкнувшись от конкретных экономических условий, в которых он находится.
Позволю себе дать несколько рекомендаций на эту тему:
Оцените, выгодно ли вам нанять заточника, взвесьте, будет ли он занят полноценную смену, или будет в основном ходить из угла в угол. Не забывайте, что заточка пилы происходит в полуавтоматическом режиме, и обязанности заточника вполне может выполнять, например, сменный мастер.
Объективно оцените стоимость простоя лесопилки в минуту, это позволит вам объективно оценить, какого из описанных выше методов работы с полотном придерживаться, а также поможет при общении с персоналом.
5. Факторы, влияющие на долговечность работы пилы.- Оператор лесопилки;
- Тип лесопилки;
- Состояние лесопилки;
- Размер шкивов их взаимное расположение и состояние;
- Тип и состояние направляющих;
- Способ установки направляющих;
- Натяжение пилы;
- Линейная скорость пилы и подача;
- Прочие факторы.
Остановимся теперь на каждом из вышеперечисленных факторов поподробнее:
- Оператор лесопилки. Не случайно человеческий фактор занимает почетное первое место в этом списке. История о том что “дело было не в бобине…” известна любому Русскому человеку. Поэтому при первых признаках изменения в работоспособности пил следует обратить внимание на человеческий фактор.
 Внимательно понаблюдайте за оператором. Особенно в том случае, если это старый и опытный оператор. Очень часто опытные операторы вырабатывают в себе привычки, которые отнюдь не идут на пользу пиле, например: резко дергают за рычаг сцепления, или не обращают внимания на то, поступает в зону резания вода или нет, месяцами не проверяют направляющие (а чего их проверять, чего с ними сделается…) и так далее. Одним словом, оператор должен знать инструкцию по эксплуатации лесопилки и собственно пильного полотна наизусть, и есть прямейший смысл удостоверяться в этом время от времени. Хорошо бы иметь ключевые моменты этих инструкций прямо на рабочем месте оператора, так чтобы они всегда попадались ему на глаза.
Внимательно понаблюдайте за оператором. Особенно в том случае, если это старый и опытный оператор. Очень часто опытные операторы вырабатывают в себе привычки, которые отнюдь не идут на пользу пиле, например: резко дергают за рычаг сцепления, или не обращают внимания на то, поступает в зону резания вода или нет, месяцами не проверяют направляющие (а чего их проверять, чего с ними сделается…) и так далее. Одним словом, оператор должен знать инструкцию по эксплуатации лесопилки и собственно пильного полотна наизусть, и есть прямейший смысл удостоверяться в этом время от времени. Хорошо бы иметь ключевые моменты этих инструкций прямо на рабочем месте оператора, так чтобы они всегда попадались ему на глаза. - Тип лесопилки. В настоящее время на рынке представлен широчайший выбор ленточнопильных установок. Убедитесь, что выбранное Вами полотно может быть использовано на данном типе лесопилки.
- Состояние лесопилки. Техническое состояние лесопилки имеет решающее значение для долговечности ленточной пилы.
 Сработавшиеся ремни на шкивах или плохо вращающиеся направляющие ролики приведут к немедленному выходу пилы из строя. То же самое можно сказать и про треснувшие пружины натяжения пилы или подтекающие гидроцилиндры. Если вы только что купили лесопилку, то следует подтянуть все болтовые соединения, которые могли ослабнуть при транспортировке. Если же лесопилка произведена в России, то лучше всего ее полностью разобрать и потом собрать, но так, чтобы в ней не осталось никаких люфтов. Любой люфт – это вибрация, вибрация убивает пилу.
Сработавшиеся ремни на шкивах или плохо вращающиеся направляющие ролики приведут к немедленному выходу пилы из строя. То же самое можно сказать и про треснувшие пружины натяжения пилы или подтекающие гидроцилиндры. Если вы только что купили лесопилку, то следует подтянуть все болтовые соединения, которые могли ослабнуть при транспортировке. Если же лесопилка произведена в России, то лучше всего ее полностью разобрать и потом собрать, но так, чтобы в ней не осталось никаких люфтов. Любой люфт – это вибрация, вибрация убивает пилу. - Oбщее правило таково: Бессмысленно ожидать выдающихся результатов от пил, когда лесопилка неисправна.
- Размер шкивов их взаимное расположение и состояние. Чем меньше шкив, тем сильнее он ломает пилу. Жесткие пилы толщиной 1,1мм хорошо работают на шкивах диаметром более 550 мм (предпочтительно 620 мм и более). На меньших шкивах следует применять пилы толщиной 0,9 мм, закаленные по всей ширине, либо пилы с мягким телом.

 “Накат” следует удалять перед каждой сменой полотна. В случае если шкивы снабжены клиновыми “бандажными” ремнями, то за ними также следует внимательно наблюдать, не допускать их размахривания и проседания в канавку. Не следует устанавливать ремни с плоской верхней гранью, это так же как и в случае с цельнометаллическими шкивами приведет к тому, что пилы будут рваться чаще, чем следует. И последнее, ремни не должны болтаться на шкивах. Они должны сидеть плотно – это значительно снижает вибрацию. Попробуйте заменить ремень В-57 на ремень В-56 на любом “Вудмайзере”, Вы немедленно заметите разницу.
“Накат” следует удалять перед каждой сменой полотна. В случае если шкивы снабжены клиновыми “бандажными” ремнями, то за ними также следует внимательно наблюдать, не допускать их размахривания и проседания в канавку. Не следует устанавливать ремни с плоской верхней гранью, это так же как и в случае с цельнометаллическими шкивами приведет к тому, что пилы будут рваться чаще, чем следует. И последнее, ремни не должны болтаться на шкивах. Они должны сидеть плотно – это значительно снижает вибрацию. Попробуйте заменить ремень В-57 на ремень В-56 на любом “Вудмайзере”, Вы немедленно заметите разницу.
Продолжение следует…
Технический директор ГК “Глобал Эдж”,
Анкирский Михаил Юрьевич
Эксплуатация ленточных пил при использовании на пилорамах
При переработке леса на ленточной пилораме, наверное каждый сталкивался с такими проблемами как «волна», постоянно рвущиеся пилы, и так далее. Но не все задавались вопросом об истинных причинах этих проблем, гораздо проще все свалить на некачественные или бракованные ленточные пилы. Но этим проблема не решается и вы постоянно окажетесь в поиске каких то идеальных марок пил. Из данной статьи вы узнаете — что качество пиления и долговечность ленточных пил, во многом зависит от ухода за ними, правильного обслуживания и правильного обращения с инструментом.
Но не все задавались вопросом об истинных причинах этих проблем, гораздо проще все свалить на некачественные или бракованные ленточные пилы. Но этим проблема не решается и вы постоянно окажетесь в поиске каких то идеальных марок пил. Из данной статьи вы узнаете — что качество пиления и долговечность ленточных пил, во многом зависит от ухода за ними, правильного обслуживания и правильного обращения с инструментом.
Общие правила:
Вы зарабатываете деньги только тогда, когда из под пилы летят опилки!
В пилении узкими пилами не бывает мелочей, любое отступление от идеала приводит к печальным последствиям!
Самый верный способ загубить пилу – недостаточно ее развести!
Бессмысленно ожидать выдающихся результатов от пил, когда станок не исправен!
Сделайте так, чтобы на заточном участке было светло, это избавит Вас от многих неприятностей!
Именно индивидуальная подгонка позволяет добиться от неказистого на вид заточного станка выдающихся результатов.
Внимательно следите за формой заточного круга.
Виды ленточных пил.
На небольших лесопилках, вне зависимости от количества головок в основном применяются полотна шириной 25, 32, 38 и 50 мм. В основном, на рынке имеется полотно двух основных толщин – 0.035” (0,9 мм) и 0,042” (1,1 мм). Естественно, существуют полотна и других типоразмеров, но они, в основном, применяются в специфических случаях Наибольшее распространение в лесопилении получили полотна из углеродистой стали. Эти полотна различают по типу термообработки, которой они подверглись:
Constant hardness (Постоянная жесткость ) полотно с равной твердостью по всей ширине полотна. Содержание углерода в таком полотне не высоко, и это не позволяет закалить его до твердости более чем в 45-48 единиц по шкале HRc. Такое полотно хорошо работает на шкивах небольших диаметров. Однако его приходится довольно часто перетачивать.
Flex back – Hard Edge (Жесткие края) – полотно с гибким телом/твердым зубом. Это полотно называют и так и так. При производстве этого полотна применяют ленту с повышенным содер позволяет закалить его зуб до HRc 63-65. Закалке подвергается обычно только верхняя половина зуба, что оставляет тело пилы практически не закаленным и достаточно гибким. Твердость тела пилы – HRc 30-33. Преимущество этого типа пилы в том, что она лучше держит заточку, оставаясь достаточно гибким. Иногда производители подкаливают узкую полосу на самой спинке пилы, это позволяет добиться прямолинейности полотна. Не путайте такие полотна с полотнами типа Hard Back.
Это полотно называют и так и так. При производстве этого полотна применяют ленту с повышенным содер позволяет закалить его зуб до HRc 63-65. Закалке подвергается обычно только верхняя половина зуба, что оставляет тело пилы практически не закаленным и достаточно гибким. Твердость тела пилы – HRc 30-33. Преимущество этого типа пилы в том, что она лучше держит заточку, оставаясь достаточно гибким. Иногда производители подкаливают узкую полосу на самой спинке пилы, это позволяет добиться прямолинейности полотна. Не путайте такие полотна с полотнами типа Hard Back.
Double Hard – (Дважды Жесткий) полотно, закаленное по всей ширине. Это наиболее технологически продвинутый и сложный в производстве тип ленточного полотна. Его зуб имеет твердость HRc 63-68, а тело HRc 48-53, при чем тело пилы подвергается закалке в растянутом состоянии. Высокая твердость зуба обеспечивает хорошую сопротивляемость затуплению (полотно дольше стоит между переточками), а повышенная жесткость тела полотна, позволяет пилить на больших подачах. Эти пилы пилят ровно и прямо на тех подачах, на которых любое другое полотно уже давно вывело бы “ волну”.
Эти пилы пилят ровно и прямо на тех подачах, на которых любое другое полотно уже давно вывело бы “ волну”.
Существуют также пилы с разного рода напайками и наплавками, а также, так называемые, биметаллические пилы. Все эти типы пил сочетают гибкость с стойкостью зуба, однако их высокая цена переводит их в разряд экзотических продуктов, и мы не будем тратить время на их описание.
Как правильно выбрать ленточную пилу
Прежде чем перейти к рассмотрению этой проблемы, примем за аксиому тот факт, что вечных ленточных пил не бывает, все они рано или поздно рвутся от усталости и перенапряжения. Это значит, что если вы поставите новое полотно на Вашу лесопилку и просто включите ее, то оно порвется, даже если вы не будете им пилить вообще. Время жизни полотна в этом случае определяется его жесткостью. Жесткое полотно порвется быстрее. Однако, с другой стороны, чем полотно жестче и тверже, тем дольше оно остается острым. Мягкое полотно напротив долго не порвется от усталости, однако пилить им совершенно невозможно по причине перманентной затупленности. Золотая середина находится, как обычно, где-то между этими крайностями и индивидуальна для каждого конкретного случая.
Золотая середина находится, как обычно, где-то между этими крайностями и индивидуальна для каждого конкретного случая.
Рассмотрим варианты поведения всех трех типов полотна:
Constant hardness – полотно с равной твердостью по всей ширине. Полотно долго не порвется в результате недостатка гибкости – гибкости ему не занимать, однако быстро затупляется, в результате чего оно может быть рекомендовано для использования на маломощных ручных лесопилках с небольшим диаметром шкивов. На таких лесопилках пила в основном вхолостую крутится по шкивам, в то время пока рабочие кантуют или закрепляют бревно. К несомненным достоинствам этого полотна можно отнести то, что его можно многократно перетачивать без ущерба для стойкости зуба, которая, к сожалению, не высока.
Отличной заменой для полотна с равной твердостью по всей ширине может служить полотно с гибким телом/твердым зубом, так называемый,Flex back. Это полотно обладает отличной гибкостью и неплохо держит заточку, поэтому кроме использования на маломощных ручных лесопилках его можно использовать на разрезных пилах вне зависимости от количества головок. К недостатку этого типа полотна следует отнести тот факт, что его можно перетачивать до тех пор, пока вы не сточите закаленную область на зубе. После этого полотно придется просто выбросить.
К недостатку этого типа полотна следует отнести тот факт, что его можно перетачивать до тех пор, пока вы не сточите закаленную область на зубе. После этого полотно придется просто выбросить.
И, наконец, пилы типа Double Hard – полотно, закаленное по всей ширине. Технологические ухищрения при производстве этого полотна не пропадают даром. Эти полотна не только прекрасно держат заточку, но и в результате своей высокой жесткости, позволяют пилить на значительно более высоких подачах. Это позволяет применять их на значительно более энерговооруженных лесопилках, добиваясь значительно более высокой производительности. Перетачивать такую пилу можно до тех пор, пока этого позволяет ее ширина. Даже после того, как будет сточен особо твердый кончик зуба, пила будет отлично держать заточку.
К факторам, влияющим на долговечность пилы, следует отнести:
Тип распиливаемого материала. Чем материал тверже и смолистее, тем скорее порвется пила.
Скорость входа пилы в заготовку. Чем резче пила входит в заготовку и чем чаще она это делает тем хуже для пилы. Особенно это актуально для установок второго ряда, где заготовки могут быть достаточно короткими и метод подачи заготовки в станок (торец в торец либо с промежутками) может решающим образом сказаться на работоспособности пилы.
Чем резче пила входит в заготовку и чем чаще она это делает тем хуже для пилы. Особенно это актуально для установок второго ряда, где заготовки могут быть достаточно короткими и метод подачи заготовки в станок (торец в торец либо с промежутками) может решающим образом сказаться на работоспособности пилы.
Холостое вращение пилы. Важнейший фактор, влияющий на ее жизнестойкость. Особенно это актуально для лесопилок первого ряда, работающих с бревном. На этих лесопилках оператор действительно пилит в лучшем случае 50 процентов рабочего времени. Остальное время он работает с бревном, то есть кантует его, зажимает, разжимает и так далее. В случае если в то время, когда пила непосредственно не пилит дерево, ее останавливать, это значительно продлит ей жизнь. (Ред.: ни в коем случае не следует соблюдать эту рекомендацию буквально, останавливая двигатель после каждого прохода пилы – вреда от этого будет значительно больше, чем пользы! При пуске двигателя пила подвергается большим перегрузкам, да и пусковой аппаратуре это не на пользу. Останавливайте двигатель только при перерывах в работе на загрузку бревна, кантование и т.п.)
Останавливайте двигатель только при перерывах в работе на загрузку бревна, кантование и т.п.)
Оставление пилы в натянутом состоянии после смены. Если таковое имело место, немедленно снимите пилу, вывернете ее и повесьте отдыхать. В противном случае вы ее выбросите в этот же день с очень высокой степенью вероятности. Это уже не говоря о том, что оставляя пилу в натянутом состоянии на ночь вы статически деформируете бандажные ремни, они теряют форму и начинают «бить» что также не продлевает жизнь пилы.
Наконец, неправильная заточка. Заточке как таковой, подбору формы зуба и разводки пилы под каждую конкретную породу дерева и внешние условия будет посвящен следующий раздел.
Переточка ленточных пил
Начну с того, что переточка ленточных пил это проблема скорее экономическая, нежели техническая.
Существует три подхода к решению этой проблемы:
Первый подход таков: Вы пилите пилой до тех пор, пока она пилит, а затем просто выбрасываете ее. Некоторые производители ленточных пил, например “Морзе” в США выпускают пилу практически не пригодную для переточки – одноразовую. Это полотно из дешевой стали, которое выбрасывают после того, как оно в первый раз затупилось.
Некоторые производители ленточных пил, например “Морзе” в США выпускают пилу практически не пригодную для переточки – одноразовую. Это полотно из дешевой стали, которое выбрасывают после того, как оно в первый раз затупилось.
Второй подход можно сформулировать таким образом: Вы пилите пилой до тех пор, пока пила не “волнит”, после этого снимаете ее и перетачиваете.
Третий подход можно свести к следующему: Вы снимете со станка еще практически совершенно острую пилу и лишь слегка поправляете ее.
Рассмотрим достоинства и недостатки всех трех подходов:
Первый подход позволяет сократить потери времени лесопилки на замену полотна, а также позволяет не иметь заточника и заточного участка, что представляет собой реальную экономию. Если прибавить к этому, что такая пила стоит примерно вдвое дешевле пилы закаленной по всей ширине, то экономия становится очевидной. В России, однако, такие пилы почему-то стоят столько же, сколько и их технологически продвинутые собратья и экономия от применения этого метода представляется мне маловероятной. Напил до разрыва такой пилой может составить 10-12 кубометров (На установках второго ряда). На установках же первого ряда она может не простоять и часа.
Напил до разрыва такой пилой может составить 10-12 кубометров (На установках второго ряда). На установках же первого ряда она может не простоять и часа.
Второй подход также позволяет сократить простои лесопилки, связанные с заменой пилы. Переточки пилы происходят реже, что экономит время заточника, которое стоит вполне определенных денег. Однако, этот подход приводит к чрезмерной усталости пилы, большему съему материала пилы при переточке. Как следствие, теряет геометрию заточной камень, что неизбежно ведет к потере геометрии зуба пилы, и, как следствие, к быстрому выходу пилы из строя. Напил до разрыва пилы при этом подходе обычно составляет 20-25 кубометров.
Третий подход сводится к тому, что пила снимается с лесопилки каждый час и после отдыха слегка поправляется, после чего снова идет в работу. К недостаткам этого метода можно отнести частые остановки лесопилки для замены пилы, однако это редко занимает больше одной минуты. Незначительное количество снимаемого при заточке металла приводит к тому, что форма зуба остается практически идеальной, что в свою очередь приводит к повышению производительности. При таком подходе пилу удается переточить до пятидесяти раз, и напил на разрыв доходит до 80 кубометров.
При таком подходе пилу удается переточить до пятидесяти раз, и напил на разрыв доходит до 80 кубометров.
Объективно оцените стоимость простоя лесопилки в минуту, это позволит вам объективно оценить, какого из описанных выше методов работы с полотном придерживаться, а также поможет при общении с персоналом. При переточке необходимо обращать внимание на следующее:
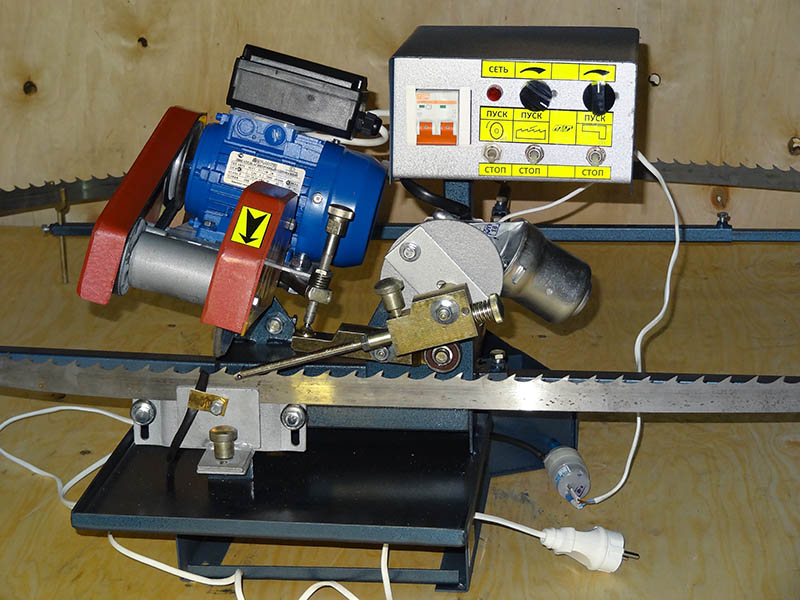
Во-первых – чрезвычайно важно поддерживать форму камня неизменной. Как этого добиться: Возьмите камень потверже (не забывайте, что твердость зуба может доходить до HRc 68). Лучше применять импортный. Придайте камню правильную форму, опираясь на рекомендации производителя и собственный опыт. Точите зуб не только по передней и задней поверхности, но и по всей впадине. Снимайте как можно меньше металла, лучше пройти пилу несколько раз. Подправляйте камень после каждого полного круга заточки. И еще один практический совет: сделайте так, чтобы на заточном участке было светло, это избавит Вас от многих неприятностей.
Во-вторых – грязное (ржавое) тело пилы. Привод продольной подачи на большинстве заточных станков для ленточных пил станков маломощный и даже незначительные изменения в качестве поверхности полотна могут привести к недоподаче (не забывайте, что мы говорим о сотых долях миллиметра). Способ борьбы с этой причиной очень прост: Сняв пилу с лесопилки, оператор протирает ее тряпкой смоченной в смеси солярки и машинного масла, удаляя накатавшиеся на нее опилки и предохраняя пилу от коррозии.
Привод продольной подачи на большинстве заточных станков для ленточных пил станков маломощный и даже незначительные изменения в качестве поверхности полотна могут привести к недоподаче (не забывайте, что мы говорим о сотых долях миллиметра). Способ борьбы с этой причиной очень прост: Сняв пилу с лесопилки, оператор протирает ее тряпкой смоченной в смеси солярки и машинного масла, удаляя накатавшиеся на нее опилки и предохраняя пилу от коррозии.
В-третьих – сработавшаяся сошка-толкатель. Большинство заточных станков передвигают пилу, толкая зуб специальной сошкой. От состояния этой сошки и ее привода во многом зависит равномерность подачи и, как следствие, постоянство шага пилы. Хуже всего, если сошка болтается из стороны в сторону. Это может привести к тому, что одни зубы она толкает более сработавшейся частью, а другие менее сработавшейся, что приводит к изменению шага пилы. Этот порок легко устраним при помощи обыкновенной круглой канцелярской резинки. Слегка притяните сошку к чему-нибудь при помощи резинки – и все люфты устранены. Теперь сошка толкает полотно одним и тем же местом. Не старайтесь бороться с люфтом при помощи подгонки деталей кулачкового механизма, это пустая трата времени. Сама сошка должна быть выполнена из закаленной стали, либо иметь закаленную вставку, которой она и должна толкать пилу. Радиус толкателя не должен превышать одного миллиметра. Следите за его состоянием, при необходимости поправляйте форму толкателя, либо меняйте вставку. Кстати, сошка должна толкать именно тот зуб, который пойдет в заточку, а ни в коем случае не предыдущий.
Теперь сошка толкает полотно одним и тем же местом. Не старайтесь бороться с люфтом при помощи подгонки деталей кулачкового механизма, это пустая трата времени. Сама сошка должна быть выполнена из закаленной стали, либо иметь закаленную вставку, которой она и должна толкать пилу. Радиус толкателя не должен превышать одного миллиметра. Следите за его состоянием, при необходимости поправляйте форму толкателя, либо меняйте вставку. Кстати, сошка должна толкать именно тот зуб, который пойдет в заточку, а ни в коем случае не предыдущий.
В-четвертых – усилие зажима полотна пилы в станке. Сказать, что полотно должно быть зажато с усилием в столько-то ньютонов, я не могу. Существуют станки, у которых зажатие пилы осуществляется пружиной, на других станках эту роль играют постоянные магниты, на третьих заточник зажимает пилу винтом, определяя усилие зажатия пилы по нагрузке сервомотора подачи. У каждого из этих способов есть свои плюсы и минусы, однако все они позволяют добиться отличных результатов, если ими правильно пользоваться. Общее правило таково: сервомотор подачи должен проталкивать полотно через зажим с некоторым усилием. К сожалению, как я уже сказал выше, не могу дать цифры в ньютонах. Скажу только, что мотор подачи не должен останавливаться от чрезмерной нагрузки, но и не должен вращаться вхолостую – это отлично слышно, потренируйтесь. Поясню, чем опасно слабое зажатие полотна. Если полотно зажато слабо, оно может «отыграть» обратно вслед за отходящей сошкой и зуб будет просто загублен.
Общее правило таково: сервомотор подачи должен проталкивать полотно через зажим с некоторым усилием. К сожалению, как я уже сказал выше, не могу дать цифры в ньютонах. Скажу только, что мотор подачи не должен останавливаться от чрезмерной нагрузки, но и не должен вращаться вхолостую – это отлично слышно, потренируйтесь. Поясню, чем опасно слабое зажатие полотна. Если полотно зажато слабо, оно может «отыграть» обратно вслед за отходящей сошкой и зуб будет просто загублен.
Угол заточки. Оказывает существенное влияние как на качество пропила, так и на производительность. Величина угла заточки зависит от типа обрабатываемой древесины и от ее состояния. Общее правило таково: чем древесина тверже, тем угол меньше, однако даже при пиление самых мягких пород древесины не следует делать угол больше 15 градусов. Это приведет к увеличению давления у основания зуба, перегреву полотна у основания зуба, как следствие, накатыванию опилок на полотно что фактически равносильно уменьшению развода. Большее количество опилок будет присыпаться в пропил, вместо того, чтобы из него выноситься, что в свою очередь также приведет к перегреву пилы и ее преждевременной усталости и, как следствие к появлению трещин. С другой стороны даже при пилении мороженого дуба не следует делать угол заточки меньше 4 градусов. Это приведет к чрезмерным напряжениям на разрыв по телу пилы, просыпанию опилок в пропил, перегреву пилы и появлению трещин. Однако, если в первом случае трещины скорее всего будут у основания зуба, то во втором – прямо по середине впадины.
Большее количество опилок будет присыпаться в пропил, вместо того, чтобы из него выноситься, что в свою очередь также приведет к перегреву пилы и ее преждевременной усталости и, как следствие к появлению трещин. С другой стороны даже при пилении мороженого дуба не следует делать угол заточки меньше 4 градусов. Это приведет к чрезмерным напряжениям на разрыв по телу пилы, просыпанию опилок в пропил, перегреву пилы и появлению трещин. Однако, если в первом случае трещины скорее всего будут у основания зуба, то во втором – прямо по середине впадины.
Высота зуба. Также оказывает существенное влияние на производительность и качество пропила. Величина зуба зависит от типа обрабатываемой древесины и от ее состояния. Общее правило таково: чем древесина тверже, тем зуб меньше. Далее в таблице Вы найдете рекомендации по высоте зуба при пиление разных пород древесины.
Развод – Важнейший параметр ленточной пилы. Развод можно считать идеальным, когда между полотном пилы, и деревом, которое она пропиливает остается смесь из 70% опилок и 30% воздуха.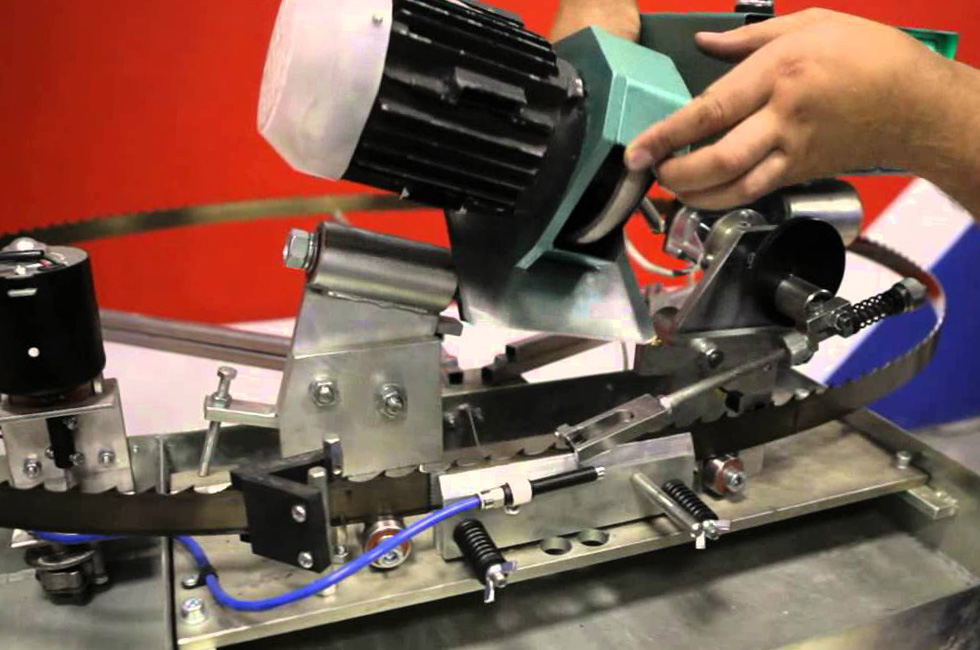 То есть пила должна выносить из пропила 80-85 процентов опилок, ею образованных. В случае если пила разведена слишком сильно, на поверхности доски остаются характерные следы зубьев пилы – черточки через всю доску. Если же пила разведена недостаточно, на поверхности доски остаются плотно спрессованные горячие опилки. Пила же при этом будет стремиться «дать волну». Нет ничего хуже для пилы, чем недостаточный развод.
То есть пила должна выносить из пропила 80-85 процентов опилок, ею образованных. В случае если пила разведена слишком сильно, на поверхности доски остаются характерные следы зубьев пилы – черточки через всю доску. Если же пила разведена недостаточно, на поверхности доски остаются плотно спрессованные горячие опилки. Пила же при этом будет стремиться «дать волну». Нет ничего хуже для пилы, чем недостаточный развод.
Тип древесины | Угол заточки | Минимальная высота зуба, мм | Величина развода, мм | Рекомендуется СОЖ |
Мягкие лиственные породы (например, липа) | 12 – 16 | 4. | 0,54 – 0,66 | Вода |
Мягкие хвойные породы, средней смолистости | 12 – 16 | 4.8 | 0,52 – 0,66 | Вода + жидкое мыло |
Мягкие хвойные породы, высокой смолистости | 12 – 15 | 4.8 | 0,52 – 0,60 | Вода + сульфанол |
Твердолиственные породы | 8 – 12 | 4,5 | 0,41 – 0,46 | Вода |
Мягкие лиственные породы проморожены. | 8 – 12 | 4,5 | 0,46 – 0,56 | Солярка + масло |
Мягкие хвойные породы,средней смолистости, проморожены. | 8 – 12 | 4,5 | 0,46 – 0,56 | Солярка + масло |
Мягкие хвойные породы,высокой смолистости, проморожены. | 10 – 12 | 4,8 | 0,41 – 0,51 | Солярка + масло |
Твердолиственные породы, мороженые. | 8 – 12 | 4,5 | 0,41-0,46 | Солярка + масло |
 8
8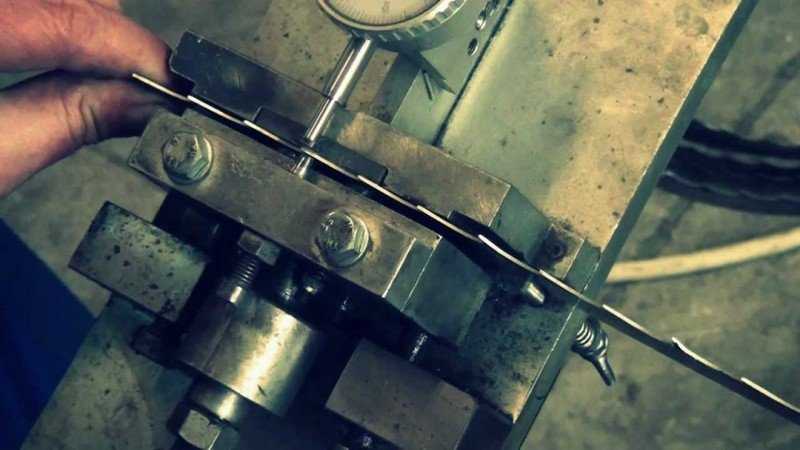
Указанные в данной таблице параметры пил не являются истиной в последней инстанции. Это лишь ориентиры, от которых Вам следует отталкиваться. Подберите параметры пил, которые будут оптимальны для Вашего типа древесины. Не забывайте, что даже деревья одной породы, выросшие в одном регионе могут значительно отличаться друг от друга по плотности и смолистости, а, следовательно, будут требовать индивидуального подхода к подбору режимов и пил, которыми Вы будете пилить.
Ленточные пилы для пилорам – увеличиваем срок службы
Все о пилорамах
By
Владимир Сорокин
Опубликовано
На современном этапе развития лесопиления, благодаря своей экономичности, все большее признание получают узкие (до 50 мм) ленточные пилы. Технология как в области производства собственно ленточного полотна, так и в области производства ленточнопильных установок, идет вперед достаточно быстро, позволяя пилорамщикам добиваться хороших результатов.
Заточка ленточных пил
Заточка ленточной пилы для пилорамы — это проблема скорее экономическая, нежели техническая.
Существуют три подхода к решению этой проблемы:
- Вы пилите ленточной пилой до тех пор, пока она пилит, а затем просто выбрасываете ее. Некоторые производители ленточных пил, например «Морзе» в США, выпускают пилу практически не пригодную для переточки — одноразовую. Это полотно из дешевой стали, которое выбрасывают после того, как оно в первый раз затупилось.
- Вы пилите ленточной пилой до тех пор, пока пила не «волнит», после этого снимаете ее и перетачиваете. Самый верный способ загубить ленточную пилу — недостаточно ее развести!
- Вы снимаете со станка еще практически совершенно острую ленточную пилу и лишь слегка поправляете ее.
Рассмотрим достоинства и недостатки всех трех подходов:
- Первый подход позволяет сократить потери времени на замену полотна, а также позволяет не иметь заточника и заточного участка, что представляет собой реальную экономию. Если прибавить к этому, что такая ленточная пила стоит примерно вдвое дешевле пилы закаленной по всей ширине, то экономия становится очевидной. В России, однако, такие пилы почему-то стоят столько же, сколько и их технологически продвинутые собратья, и экономия от применения этого метода представляется мне маловероятной. Напил до разрыва такой пилы может составить 10-12 кубометров (на установках второго ряда). На установках же первого ряда она может не простоять и часа.
- Второй подход также позволяет сократить простои, связанные с заменой ленточной пилы на пилораме. Переточки пилы происходят реже, что экономит время заточника, которое стоит вполне определенных денег. Однако этот подход приводит к чрезмерной усталости ленточной пилы, большему съему материала пилы при переточке. Как следствие, теряет геометрию заточной камень, что неизбежно ведет к потере геометрии зуба пилы и, как следствие, к быстрому выходу ленточной пилы из строя. Напил до разрыва пилы при этом подходе обычно составляет 20-25 кубометров.
- Третий подход сводится к тому, что ленточная пила снимается с пилорамы каждый час и после отдыха слегка поправляется, после чего снова идет в работу. К недостаткам этого метода можно отнести частые простои для замены пилы, однако это редко занимает больше одной минуты. Незначительное количество снимаемого при заточке металла приводит к тому, что форма зуба остается практически идеальной, что в свою очередь приводит к повышению производительности. При таком подходе пилу удается переточить до пятидесяти раз, и напил на разрыв доходит до 80 кубометров.
Какому из описанных выше методов отдать предпочтение, может решить только хозяин, оттолкнувшись от конкретных экономических условий, в которых он находится.
Рекомендации:
- Оцените, выгодно ли вам нанять заточника, взвесьте, будет ли он занят полноценную смену или будет в основном ходить из угла в угол. Не забывайте, что заточка ленточной пилы происходит в полуавтоматическом режиме и обязанности заточника вполне может выполнять, например, сменный мастер.
- Объективно оцените стоимость простоя оборудования в минуту, это позволит вам объективно оценить, какого из описанных выше методов работы с полотном придерживаться, а также поможет при общении с персоналом.
Факторы, влияющие на долговечность ленточной пилы
- Оператор пилорамы;
- Тип пилорамы;
- Состояние пилорамы;
- Размер шкивов, их взаимное расположение и состояние;
- Тип и состояние направляющих;
- Способ установки направляющих;
- Натяжение ленточной пилы;
- Линейная скорость пилы и подача;
- Прочие факторы.
Остановимся теперь на каждом из вышеперечисленных факторов подробнее:
Оператор пилорамы
Не случайно человеческий фактор занимает первое место в этом списке. История о том что «дело было не в бобине…», известна любому русскому человеку. Поэтому при первых признаках изменения в работоспособности ленточных пил следует обратить внимание на человеческий фактор.
Внимательно понаблюдайте за оператором. Особенно в том случае, если это старый и опытный оператор. Очень часто опытные операторы вырабатывают в себе привычки, которые отнюдь не идут на пользу ленточной пиле, например: резко дергают за рычаг сцепления или не обращают внимания на то, поступает в зону резания вода или нет, месяцами не проверяют направляющие (а чего их проверять, чего с ними сделается…) и так далее. Одним словом, оператор должен знать инструкцию по эксплуатации пилорамы и собственно пильного полотна наизусть, и есть прямейший смысл удостоверяться в этом время от времени. Хорошо бы иметь ключевые моменты этих инструкций прямо на рабочем месте оператора, чтобы они всегда попадались ему на глаза.
Тип пилорамы
В настоящее время на рынке представлен широчайший выбор ленточнопильных установок. Убедитесь, что выбранное вами полотно может быть использовано на данном типе пилорамы.
Состояние пилорамы
Техническое состояние пилорамы имеет решающее значение для долговечности ленточной пилы. Сработавшиеся ремни на шкивах или плохо вращающиеся направляющие ролики приведут к немедленному выходу ленточной пилы из строя. То же самое можно сказать и про треснувшие пружины натяжения ленточной пилы или подтекающие гидроцилиндры. Если вы только что купили пилораму, то следует подтянуть все болтовые соединения, которые могли ослабнуть при транспортировке. Если же пилорама произведена в России, то лучше всего ее полностью разобрать и потом собрать, но так, чтобы в ней не осталось никаких люфтов. Любой люфт — это вибрация. Вибрация убивает ленточную пилу.
Бессмысленно ожидать выдающихся результатов от пил, когда пилорама не исправна!
Размер шкивов их взаимное расположение и состояние
Чем меньше шкив, тем сильнее он ломает ленточную пилу. Жесткие пилы толщиной 1,1 мм хорошо работают на шкивах диаметром более 550 мм (предпочтительно 620 мм и более). На меньших шкивах следует применять пилы толщиной 0,9 мм, закаленные по всей ширине, либо ленточные пилы с мягким телом. Первое предпочтительнее, так как это дает возможность работать на больших подачах.
Взаимное расположение шкивов обеспечивает так называемое «сбегание» ленточной пилы, то есть правильное положение пилы относительно шкивов. Неправильное «сбегание» приведет к немедленному разрыву ленты. В заключение, несколько слов о собственно состоянии шкивов. Во-первых, шкивы должны быть сбалансированы. Если это условие не выполнено, то все остальное не имеет никакого значения. Пилы будут рваться одна за другой. Во-вторых, поверхность шкива должна быть гладкой вне зависимости от того, есть на них ремни или нет. Если ремней нет, то шкивы должны обязательно иметь так называемый радиус (горбик), это обеспечивает самоцентрирование пилы на шкивах. Если поверхность шкивов плоская, то пилы, имеющие закаленное тело, будут рваться одна за другой. Поверхность шкива должна быть абсолютно гладкой, без раковин и задиров. Совершенно недопустимо «накатывание» опилок на шкивы. «Накат» следует удалять перед каждой сменой полотна. В случае если шкивы снабжены клиновыми «бандажными» ремнями, то за ними также следует внимательно наблюдать, не допускать их размахривания и проседания в канавку. Не следует устанавливать ремни с плоской верхней гранью, это так же как и в случае с цельнометаллическими шкивами, приведет к тому, что ленточные пилы будут рваться чаще, чем следует. И последнее, ремни не должны болтаться на шкивах. Они должны сидеть плотно — это значительно снижает вибрацию. Попробуйте заменить ремень В-57 на ремень В-56 на любом «Вудмайзере», — вы немедленно заметите разницу.
Тип и состояние направляющих
Направляющие пилы, в общем, делятся на два основных типа: роликовые и губчатые/щелевые. Подавляющее большинство пилорам оригинально поставляются с роликовыми направляющими. Честно говоря, я не могу найти ни одного аргумента в пользу роликовых направляющих. Они отжимают полотно вниз от его естественного положения между шкивами, создавая перегиб малого радиуса, создают в полотне вибрацию высокой частоты, их надо постоянно смазывать, а если этого не сделать хотя бы один раз, они заклинивают, что в девяноста процентах случаев приводит к выходу из строя ленточной пилы. На ролики накатываются опилки и пыль, что приводит к дополнительной вибрации на полотне. Это также приводит к накатыванию опилок на само полотно, что не продлевает его жизни. Аргумент, который приводят производители ленточных лесопилок, в защиту роликовых направляющих можно свести к нижеследующему: «Если поставить на лесопилку губчатые направляющие, то обязательно найдется идиот, который включит такую подачу, что остановит электродвигатель». Губчатые или щелевые направляющие, напротив, не отклоняют ленточную пилу от ее естественного положения между шкивами, гасят возникающие в полотне вибрации, их не надо смазывать и, наконец, они постоянно очищают ленточную пилу от накатывающихся на нее опилок. Мой опыт подсказывает, что установка на пилораму щелевых направляющих значительно продлевает жизнь ленточной пилы и позволяет работать на больших подачах, однако это мое субъективное мнение. Аргумент сторонников направляющих роликов насчет того, что «…найдется идиот, который включит такую подачу…», действительно не лишен основания: полотно шириной 44 мм при применении щелевых направляющих плит без волны на подаче, которую не выдержал даже тридцатикиловаттный двигатель на пилораме «Бейкер», сработала тепловая защита.
Способ установки направляющих
То, как вы установите направляющие на своей ленточной пилораме, во многом определит ее производительность, точность получаемого пиломатериала и срок службы полотна. Роликовые направляющие следует установить таким образом, чтобы они отжимали полотно вниз не более чем на 6 мм. На некоторых пилорамах производители рекомендуют отжимать полотно вниз на 20-25 мм, аргументируя это тем, что это якобы увеличивает стабильность полотна в пропиле.
На мой взгляд, это никак не влияет на стабильность полотна в пропиле и только привносит дополнительное напряжение в полотно, однако, это мое личное мнение. Не буду останавливаться на том, что ролики должны быть установлены строго параллельно друг другу и строго параллельно станине станка. Это описано в инструкции по эксплуатации станка, прочтите ее внимательно. В случае применения щелевых стабилизаторов зазор межу полотном и губками стабилизаторов не должен превышать 0,05-0,07 мм, зазор же от заднего упора до спинки пилы не должен превышать 1 мм. Губки щелевых стабилизаторов должны быть строго параллельны между собой. Проверить это можно, прижав их одну к другой и посмотрев на просвет. Они должны плотно смыкаться и не иметь зазора между собой, проверяйте их состояние каждый раз, когда меняете пилу. Второе, на чем мне хотелось бы остановиться в этом разделе, это положение направляющих по отношению к заготовке. Здесь все очень просто: направляющие должны находиться как можно ближе к заготовке. Это имеет особенное значение на пилорамах первого ряда, то есть при обработке бревен. Следует стремиться к тому, чтобы держать направляющие в 30-40 мм от бревна. И, наконец, третье, о чем хотелось бы сказать в этом разделе — это состояние направляющих собственно пилорамы, то есть направляющих, по которым перемещается пильная головка. Если на этих направляющих накатаны опилки или, хуже того, прилипли щепки или куски коры, то это приводит к дополнительным нагрузкам на пилу. То есть когда пила находится в пропиле и каретка наезжает на щепку, прилипшую к направляющей, это равносильно удару палкой по пиле, не говоря о горбе, который возникнет на доске.
Натяжение пилы
Это один из важнейших факторов, влияющих на продолжительность работы полотна, а также на качество получаемого пиломатериала. Если пила «недотянута», она волнит, вибрирует и норовит соскочить со шкивов, что ведет к ее преждевременному выходу из строя. Если пила перетянута, то это однозначно ведет к ее преждевременному выходу из строя. Характерным признаком перетяжки пилы является тот факт, что новое полотно покрывается трещинами прямо по середине впадин зубов, причем трещинами множественными. Вне зависимости от метода натяжения полотна на данной конкретной пилораме, внимательно следите за тем, чтобы пила была натянута правильно. Эмпирический метод определения оптимального натяжения полотна. Более точно определить силу натяжения пилы можно при помощи специального прибора. Вы можете считать, что ваша пила натянута оптимально в случае, если к ней приложено усилие в соответствии с таблицей 1, приведенной ниже.
Линейная скорость пилы и подача
Линейная скорость пилы, — это важный фактор, влияющий на ее производительность и долговечность. В случае если линейная скорость пилы на вашей пилораме находится в пределах от 25 до 40 метров в секунду, можете считать, что все в пределах разумного. Не забывайте, однако, что чем больше линейная скорость пилы, тем выше должна быть подача. Это особенно актуально для слабосильных пилорам мощностью до 11 КВт.
Предположение, о том, что чем быстрее пила бежит по шкивам, тем выше производительность пилорамы, ошибочно. Во-первых, пила быстрее устает и, как следствие, рвется. Объяснение этому феномену простейшее: пила больше раз за единицу времени пробегает через шкивы, подвергаясь перегибам. Во-вторых, слишком маленькая подача на зуб, неизбежная при большой линейной скорости пилы и малой энерговооруженности пилорамы, вызывает перегрев пилы и ее преждевременное затупление. Определить линейную скорость пилы не сложно. Для этого умножьте диаметр шкива в метрах на количество оборотов, которое он делает в минуту, полученное число умножьте на 3.14 и разделите на 60. Вы получили линейную скорость пилы в метрах погонных в секунду. Количество оборотов шкива определить также не сложно, для этого нужно количество оборотов электродвигателя (оно обычно есть на шильдике) умножить на диаметр шкива электродвигателя и разделить на диаметр ответного шкива ведущего вала. Для начала определитесь, где вы находитесь в настоящий момент, прежде чем ставить эксперименты. Оптимальная подача определяется экспериментально и зависит не только от энерговооруженности пилорамы, линейной скорости пилы и ее состояния, но и еще от миллиона субъективных и объективных факторов. Хорошим ориентиром, однако, следует считать подачу, при которой шестиметровое не мороженое сосновое бревно диаметром 30-35 см проходится кареткой за 25-30 секунд.
Прочие факторы
К прочим факторам, влияющим на долговечность пилы, следует отнести:
- Тип распиливаемого материала. Чем материал тверже и смолистее, тем скорее порвется пила.
- Скорость входа пилы в заготовку. Чем резче пила входит в заготовку и чем чаще она это делает, тем хуже для пилы. Особенно это актуально для установок второго ряда, где заготовки могут быть достаточно короткими и метод подачи заготовки в станок (торец в торец либо с промежутками) может решающим образом сказаться на работоспособности пилы.
- Холостое вращение пилы. Важнейший фактор, влияющий на ее жизнестойкость. Особенно это актуально для пилорам первого ряда, работающих с бревном. На этих пилорамах оператор действительно пилит в лучшем случае 50 процентов рабочего времени. Остальное время он работает с бревном, то есть кантует его, зажимает, разжимает и так далее. В случае если в то время, когда пила непосредственно не пилит дерево, ее останавливать, это значительно продлит ей жизнь. Для этой цели на большинстве пилорам предусмотрено «сцепление». Однако редко кто им пользуется в реальной жизни, а зря.
- Оставление пилы в натянутом состоянии после смены. Если таковое имело место, немедленно снимите пилу, выверните ее и повесьте отдыхать. В противном случае вы ее выбросите в этот же день с очень высокой степенью вероятности. Это уже не говоря о том, что оставляя пилу в натянутом состоянии на ночь, вы статически деформируете бандажные ремни, они теряют форму и начинают «бить», что также не продлевает жизнь пилы.
Как видим, качественная ленточная пила имеет достаточно продолжительный срок службы, но многое зависит от профессионализма оператора пилорамы и заточника.
Оставьте комментарий
Інформація про стрічкових пилах по дереву. Статті компанії «ЧП Шевчук»
Інформація про стрічкових пилах по дереву
Основні типи стрічкового полотна На невеликих лісопилках, скрэгах і розрізних пилах, незалежно від кількості голівок, в основному, застосовуються полотна шириною 1″, 1/4″, 1/2″ і 2″. В основному, на ринку є полотно двох основних товщин ― 0,035″ (0,9 мм) і 0,042″ (1,1 мм). Природно, існують полотна та інших типорозмірів, але вони, в основному, застосовуються в специфічних випадках. Найбільше поширення в лісопилянні отримали полотна з вуглецевої сталі. Ці полотна розрізняють за типом термообробки, якої вони зазнали:
В пилянні вузькими пилками не буває дрібниць, будь-який відступ від ідеалу призводить до сумних наслідків!
Переточування стрічкових пив Переточування стрічкової пилки, ― це проблема швидше економічна, ніж технічна. 1. Перший підхід такий: ви пиляйте стрічковою пилкою до тих пір, поки вона пиляє, а потім просто викидаєте її. Розглянемо переваги і недоліки всіх трьох підходів: 1. Перший підхід дозволяє скоротити втрати часу лісопилки на заміну полотна, а також дозволяє не мати заточувальника і заточної дільниці, що являє собою реальну економію. Якщо додати до цього, що така стрічкова пила коштує приблизно вдвічі дешевше пилки загартованої по всій ширині, то економія стає очевидною. У Росії, однак, такі пилки чомусь коштують стільки ж, скільки і їх технологічно просунуті побратими, і економія від застосування цього методу здається мені маловірогідною. Кілька рекомендацій: 1. Оцініть, чи вигідно вам найняти заточувальника, зважте, чи буде він зайнятий повноцінну зміну чи буде в основному ходити з кутка в куток. Не забувайте, що заточування стрічкової пилки відбувається в напівавтоматичному режимі і обов’язки заточувальника цілком може виконувати, наприклад, змінний майстер. Зупинимося тепер на кожному з перерахованих вище факторів детальніше: 1. Оператор лісопилки. Не випадково людський фактор займає перше місце в цьому списку. Історія про те, що «справа була не в бобіні…», відома кожному російській людині. Тому при перших ознаках зміни в працездатності стрічкових пив слід звернути увагу на людський фактор. Уважно спостерігайте за оператором. Особливо в тому випадку, якщо це старий і досвідчений оператор. Дуже часто досвідчені оператори виробляють у собі звички, які аж ніяк не ідуть на користь стрічковій пилці, наприклад: різко смикають за важіль зчеплення або не звертають уваги на те, надходить у зону різання вода чи ні, місяцями не перевіряють напрямні (а чого їх перевіряти, чого з ними зробиться.
Нарешті, неправильна заточка. Заточуванні як такої, підбору форми зуба і розведення пили під кожну конкретну породу дерева і зовнішні умови буде присвячений весь наступний розділ цієї статті. Практичні рекомендації по роботі з стрічковими пилками Крок зуба ― це відстань між двома зубцями. Вимірюється в міліметрах чи дюймах. Основних причин зміни кроку пилки чотири: По-перше ― Втратив форму заточний коло. Може призвести не просто до втрати кроку пили, а взагалі до повної катастрофи. На формі заточного круга треба зупинитися особливо, так як 90 відсотків невдач при заточування стрічкових пив пов’язані саме з втратою за точним колом своєї форми. Оптимальна форма кола підбирається кожним заточувальником індивідуально, спираючись на рекомендації виробника заточного верстата. По-друге ― Брудна (іржаве) тіло пилки. Привід поздовжньої подачі на більшості заточувальних верстатів для стрічкових пив малопотужний, і навіть незначні зміни в якості поверхні полотна можуть призвести до недоподаче (не забувайте, що ми говоримо про сотих частках міліметра). Спосіб боротьби з цією причиною дуже простий: знявши пилку з лісопилки, оператор протирає її ганчіркою, змоченою в суміші солярки і машинного масла, видаляючи накатавшиеся на неї тирса і оберігаючи пилу від корозії.
Кут заточування. Робить істотний вплив як на якість пропилу, так і на продуктивність. Висота зуба. Також робить істотний вплив на продуктивність і якість пропила. Розлучення ― найважливіший параметр стрічкової пилки. Розлучення можна вважати ідеальним, коли між полотном пилки і деревом, яке вона пропилює, залишається суміш з 70% тирси і 30% повітря. Тобто пила повинна виносити з пропилу 80-85 відсотків тирси, утворених нею. У разі якщо пила розлучена занадто сильно, на поверхні дошки залишаються характерні сліди зубів пилки ― рисочки через всю дошку. Якщо ж пила розлучена недостатньо, на поверхні дошки залишаються щільно спресовані гарячі тирсу. Пила ж при цьому буде прагнути «дати хвилю». Немає нічого гіршого для пилки, ніж недостатній розлучення. Це зовсім не складно, проробіть нижченаведене: |
Ленточные пилы: краткое описание и руководство
Общие правила таковы:
- Вы зарабатываете деньги только тогда, когда из под пилы летят опилки!
- В пилении узкими пилами не бывает мелочей, любое отступление от идеала приводит к печальным последствиям!
- Самый верный способ загубить пилу – недостаточно ее развести!
- Бессмысленно ожидать выдающихся результатов от пил, когда лесопилка не исправна!
- Сделайте так, чтобы на заточном участке было светло, это избавит Вас от многих неприятностей!
- Именно индивидуальная подгонка позволяет добиться от неказистого на вид заточного станка выдающихся результатов.
- Внимательно следите за формой заточного круга.
Ленточные пилы. Немного истории и теории
Эта статья написана с целью помочь Вам лучше понять ленточное пиление и получить наибольшую отдачу от вашей ленточнопильной установки (лесопилки).
Технология использования узких лент в лесопилении относительно молода. На лесопилках ее используют чуть более 15 лет, а на установках второго ряда и того меньше, хотя в мебельном производстве ленточные пилы использовались очень давно.
Технология, как в области производства собственно ленточного полотна, так и в области производства ленточнопильных установок идет вперед достаточно быстро, позволяя пользователям добиваться все лучших и лучших результатов.
Конструкция и типы ленточнопильных станков
Все ленточнопильные станки, независимо от торговой марки и страны производства, подразделяются на несколько основных категорий.
Оборудование консольного или маятникового типа
Пильная рама таких станков выполнена в виде консоли, подъем и опускание которой обеспечивается за счет ее вращения на специальном шарнире. Оборудование данного типа используется преимущественно для резки труб различного профиля, сплошного и сортового проката. Консольные ленточнопильные станки могут быть оснащены неповоротным или поворотным столом (для получения прямого или наклонного реза), быть ручного, полуавтоматического или автоматического типа.
Станки с одной, двумя стойками, оборудование портального типа
В одностоечных (колонных) ленточнопильных станках горизонтальная пильная рама опускается и поднимается за счет движения по направляющей, закрепленной на одной стойке. В двухстоечных (двухколонных) станках таких направляющих две, и закреплены они на двух стойках, располагающихся по обе стороны рабочего стола. Получение резов под углом в таких ленточнопильных станках обеспечивается за счет использования поворотных рабочих столов. В портальных станках для резки заготовок, имеющих большие размеры и сделанных из труднообрабатываемых материалов, рабочий стол жестко зафиксирован, а все необходимые перемещения совершает подвижный портал, в котором размещена пильная рама.
Горизонтальный двухстоечный ленточнопильный станок по металлу портального типа
Вертикальные станки
Вертикальный ленточнопильный станок ручного типа – простейший представитель оборудования данной категории. Заготовка в этих ленточнопильных станках не закрепляется, а перемещается в процессе резки вручную. Пильная рама в таких станках жестко зафиксирована в одном положении.
Есть также вертикальные станки с рамой, которая может располагаться под различным углом к рабочему столу. Заготовка в таких станках надежно закрепляется на рабочем столе, поперек которого и перемещается пильная рама, установленная под требуемым углом.
Вертикальные станки, рама в которых может перемещаться как в продольном, так и в поперечном направлении, используются для резки крупногабаритных заготовок, управление режимами в них может осуществляться при помощи ЧПУ. Широкое применение станки такого типа нашли при производстве прессформ и штампов.
Горизонтальные ленточнопильные станки поворотного типа
В таких станках пильная рама может устанавливаться под различными углами относительно заготовки по двум осям. Кроме того, производить рез под требуемым углом позволяет поворот зажимных тисков или самого рабочего стола.
Основные типы ленточного полотна
На небольших лесопилках, скрэгах и разрезных пилах, вне зависимости от количества головок в основном применяются полотна шириной 25, 32, 38 и 50 мм. В основном, на рынке имеется полотно двух основных толщин – 0.035” (0,9 мм) и 0,042” (1,1 мм). Естественно, существуют полотна и других типоразмеров, но они, в основном, применяются в специфических случаях.
Наибольшее распространение в лесопилении получили полотна из углеродистой стали. Эти полотна различают по типу термообработки, которой они подверглись:
- Constant hardness – полотно с равной твердостью по всей ширине полотна. Содержание углерода в таком полотне не высоко, и это не позволяет закалить его до твердости более чем в 45-48 единиц по шкале HRc. Такое полотно хорошо работает на шкивах небольших диаметров. Однако его приходится довольно часто перетачивать.
- Flex back — Hard Edge – полотно с гибким телом/твердым зубом. Это полотно называют и так и так. При производстве этого полотна применяют ленту с повышенным содержанием углерода, что позволяет закалить его зуб до HRc 63-65. Закалке подвергается обычно только верхняя половина зуба, что оставляет тело пилы практически не закаленным и достаточно гибким. Твердость тела пилы – HRc 30-33. Преимущество этого типа пилы в том, что она лучше держит заточку, оставаясь достаточно гибким. Иногда производители подкаливают узкую полосу на самой спинке пилы, это позволяет добиться прямолинейности полотна. Не путайте такие полотна с полотнами типа Hard Back.
- Hard Back – полотно, закаленное по всей ширине. Это наиболее технологически продвинутый и сложный в производстве тип ленточного полотна. Его зуб имеет твердость HRc 63-68, а тело HRc 48-53, при чем тело пилы подвергается закалке в растянутом состоянии. Высокая твердость зуба обеспечивает хорошую сопротивляемость затуплению (полотно дольше стоит между переточками), а повышенная жесткость тела полотна, позволяет пилить на больших подачах. Эти пилы пилят ровно и прямо на тех подачах, на которых любое другое полотно уже давно изобразило бы “амурскую волну”.
- Существуют также пилы с разного рода напайками и наплавками, а также, так называемые, биметаллические пилы. Все эти типы пил сочетают прекрасную гибкость с исключительной стойкостью зуба, однако их высокая цена переводит их в разряд экзотических продуктов, и мы не будем тратить время на их описание.
Что собой представляет ленточнопильный станок
Ленточнопильный станок, принадлежащий к категории оборудования высокой мощности, может использоваться для резки не только металла, но и древесины, полимерных и других материалов. Что примечательно, с помощью данного оборудования можно получать не только прямые, но и фигурные резы. Как уже понятно из названия такого станка, режущим инструментом в нем является ленточная пила, представляющая собой металлическую полосу замкнутого типа, на которой расположены режущие зубья.
Ленточнопильные станки по металлу оснащены несколькими шкивами (2 или 3), формирующими замкнутый контур, по которому и перемещается лента с зубьями. Большим преимуществом таких станков является значительный ресурс работы режущего полотна, отсутствие необходимости в его частой замене, что обеспечивается конструктивными особенностями оборудования и непрерывностью перемещения режущего инструмента.
Основные характеристики ленточнопильного станка – его производительность и эффективность – определяет мощность используемого в нем электродвигателя, который приводит в действие шкивы. Этот же параметр является основным критерием при выборе типа режущего полотна. Ленточнопильные станки отличаются высокой безопасностью для операторов, работающих на них. Она обеспечивается тем, что движение режущего полотна всегда осуществляется в сторону рабочего стола и обрабатываемого материала, благодаря этому выброса заготовки в сторону человека произойти не может.
Несмотря на свою высокую мощность, ленточнопильные станки отличаются компактностью, а модели для использования в частных мастерских – еще и незначительным весом. Установить их вполне можно и своими силами, не используя специального грузоподъемного оборудования. В качестве достоинств такого оборудования стоит отметить и низкий уровень шума, который издает качественное ленточное полотно.
Вне зависимости от модели, любой ленточнопильный станок состоит из следующих конструктивных узлов:
- корпус;
- механизмы привода;
- узел, непосредственно отвечающий за резку;
- механизмы для загрузки и подачи заготовок, подвергаемых резке;
- система управления механизмами оборудования, включающая в себя электромеханические и гидравлические компоненты.
Ленточнопильный станок по металлу JET HVBS-56 М
Как правильно выбрать полотно для Вашей лесопилки
Прежде чем перейти к рассмотрению этой проблемы, примем за аксиому тот факт, что вечных ленточных пил не бывает, все они рано или поздно рвутся от усталости и перенапряжения. Это значит, что если вы поставите новое полотно на Вашу лесопилку и просто включите ее, то оно порвется, даже если вы не будете им пилить вообще. Время жизни полотна в этом случае определяется его жесткостью. Жесткое полотно порвется быстрее. Однако, с другой стороны, чем полотно жестче и тверже, тем дольше оно остается острым. Мягкое полотно напротив долго не порвется от усталости, однако пилить им совершенно невозможно по причине перманентной затупленности. Золотая середина находится, как обычно, где-то между этими крайностями и индивидуальна для каждого конкретного случая.
Рассмотрим варианты поведения всех трех типов полотна:
Constant hardness – полотно с равной твердостью по всей ширине. Полотно долго не порвется в результате недостатка гибкости — гибкости ему не занимать, однако быстро затупляется, в результате чего оно может быть рекомендовано для использования на маломощных ручных лесопилках с небольшим диаметром шкивов. На таких лесопилках пила в основном вхолостую крутится по шкивам, в то время пока рабочие кантуют или закрепляют бревно. К несомненным достоинствам этого полотна можно отнести то, что его можно многократно перетачивать без ущерба для стойкости зуба, которая, к сожалению, не высока.
Отличной заменой для полотна с равной твердостью по всей ширине может служить полотно с гибким телом/твердым зубом, так называемый, Flex back. Это полотно обладает отличной гибкостью и неплохо держит заточку, поэтому кроме использования на маломощных ручных лесопилках его можно использовать на разрезных пилах вне зависимости от количества головок. К недостатку этого типа полотна следует отнести тот факт, что его можно перетачивать до тех пор, пока вы не сточите закаленную область на зубе. После этого полотно придется просто выбросить.
И, наконец, пилы типа Hard Back – полотно, закаленное по всей ширине. Технологические ухищрения при производстве этого полотна не пропадают даром. Эти полотна не только прекрасно держат заточку, но и в результате своей высокой жесткости, позволяют пилить на значительно более высоких подачах. Это позволяет применять их на значительно более энерговооруженных лесопилках, добиваясь значительно более высокой производительности. Перетачивать такую пилу можно до тех пор, пока этого позволяет ее ширина. Даже после того, как будет сточен особо твердый кончик зуба, пила будет отлично держать заточку. К недостаткам этого полотна можно отнести его высокую жесткость, которая ограничивает его применение на лесопилках с небольшим диаметром шкивов.
Степени автоматизации ленточнопильных станков
Ленточнопильные станки, производство которых налажено в том числе и российскими предприятиями, могут обладать различной степенью автоматизации.
Ручные
Опускание пильной рамы, которая выполнена в виде консоли, в таких станках может осуществляться за счет либо усилий обслуживающего их оператора, либо веса рамы, тогда такие станки называются гравитационными. Для регулирования скорости подачи рамы, обеспечения ее подъема и фиксации в исходной точке служит специальный гидроцилиндр с перепускным клапаном, который называется гидроразгрузкой. Закрепление и разметку заготовки производит оператор, он же задает скорость опускания пильной рамы.
Ручные станки чаще всего используются на небольших производствах. К преимуществам такого оборудования можно отнести:
- невысокую стоимость, простоту в эксплуатации и обслуживании;
- возможность проводить резку под углом.
Ленточнопильный настольный станок HТ150M с ручным управлением
У станков ручного типа есть и ряд недостатков.
- Способы опускания пильной рамы часто не позволяют избежать в процессе резки вибрации, которая значительно уменьшает срок службы режущего полотна.
- В ручных станках нередко отсутствует возможность осуществлять визуальный контроль за степенью натяжения полотна, а также нет механизма для его очистки.
- Существует необходимость в регулярной проверке и регулировке шкивов, приводящих в движение режущее полотно.
- Невозможно контролировать и регулировать давление, оказываемое режущим полотном на деталь. Гидроцилиндр в механизме опускания и подъема режущего полотна позволяет в очень небольшом диапазоне изменять лишь скорость его опускания.
Основная область применения ручных станков — это небольшие производства, на которых периодически возникает необходимость в резке заготовок из инструментальных или нержавеющих сталей и цветных металлов, имеющих различный профиль сечения.
Ручной ленточнопильный станок Pilous ARG 130 Mobil
Полуавтоматические
В ленточнопильных станках полуавтоматического типа автоматизированы следующие технологические операции: опускание и подъем пильной рамы, зажим заготовки в тисках и ее освобождение после окончания процесса резки. Задачей оператора при управлении таким станком является лишь укладка заготовки в зажимной механизм. Резка заготовки в станках полуавтоматического типа выглядит следующим образом:
- автоматическая фиксация заготовки после запуска ленточнопильного станка;
- резка с заданной скоростью, при которой давление на деталь и оказываемое на нее усилие обеспечиваются специальным гидроцилиндром;
- автоматический подъем пильной рамы и освобождение заготовки после достижения режущим полотном нижней точки реза.
Полуавтоматический ленточнопильный станок по металлу YOURTIME
Полуавтоматические ленточнопильные станки, которые могут иметь одностоечное, двухстоечное и консольное исполнение, используются для оснащения мелкосерийных производств.
Автоматические
Для оснащения крупных производственных предприятий, на которых имеется необходимость в резке большого количества однотипных заготовок, используются автоматические ленточнопильные станки по металлу. Такие станки, которые могут быть одностоечного, двухстоечного, консольного, вертикального и портального типа, позволяют выполнять в автоматическом режиме следующие технологические операции: фиксацию заготовки в тисках, опускание и подъем пильной рамы, изменение угла ее наклона и поворот стола, регулирование усилия резки, давления и скорости подачи пильной рамы. При необходимости такие ленточнопильные станки могут быть переведены в ручной режим управления.
Автоматические станки могут работать в трехсменном режиме и выполнять однотипные операции (резка длинных заготовок на фрагменты заданной длины) без присутствия оператора.
Автоматический двухколонный ленточнопильный отрезной станок PMS 530/530 ACN
Переточка ленточных пил
В данном параграфе я хотел бы остановиться на вопросе переточки ленточных пил. Начну с того, что переточка ленточной пилы, это проблема скорее экономическая, нежели техническая.
Существует три подхода к решению этой проблемы:
- Первый подход таков: Вы пилите пилой до тех пор, пока она пилит, а затем просто выбрасываете ее. Некоторые производители ленточных пил, например «Морзе» в США выпускают пилу практически не пригодную для переточки — одноразовую. Это полотно из дешевой стали, которое выбрасывают после того, как оно в первый раз затупилось.
- Второй подход можно сформулировать таким образом: Вы пилите пилой до тех пор, пока пила не «волнит», после этого снимаете ее и перетачиваете.
- Третий подход можно свести к следующему: Вы снимете со станка еще практически совершенно острую пилу и лишь слегка поправляете ее.
Рассмотрим достоинства и недостатки всех трех подходов:
- Первый подход позволяет сократить потери времени лесопилки на замену полотна, а также позволяет не иметь заточника и заточного участка, что представляет собой реальную экономию. Если прибавить к этому, что такая пила стоит примерно вдвое дешевле пилы закаленной по всей ширине, то экономия становится очевидной. В России, однако, такие пилы почему-то стоят столько же, сколько и их технологически продвинутые собратья и экономия от применения этого метода представляется мне маловероятной. Напил до разрыва такой пилой может составить 10-12 кубометров (На установках второго ряда). На установках же первого ряда она может не простоять и часа.
- Второй подход также позволяет сократить простои лесопилки, связанные с заменой пилы. Переточки пилы происходят реже, что экономит время заточника, которое стоит вполне определенных денег. Однако, этот подход приводит к чрезмерной усталости пилы, большему съему материала пилы при переточке. Как следствие, теряет геометрию заточной камень, что неизбежно ведет к потере геометрии зуба пилы, и, как следствие, к быстрому выходу пилы из строя. Напил до разрыва пилы при этом подходе обычно составляет 20-25 кубометров.
- Третий подход сводится к тому, что пила снимается с лесопилки каждый час и после отдыха слегка поправляется, после чего снова идет в работу. К недостаткам этого метода можно отнести частые остановки лесопилки для замены пилы, однако это редко занимает больше одной минуты. Незначительное количество снимаемого при заточке металла приводит к тому, что форма зуба остается практически идеальной, что в свою очередь приводит к повышению производительности. При таком подходе пилу удается переточить до пятидесяти раз, и напил на разрыв доходит до 80 кубометров.
Какому из описанных выше методов отдать предпочтение может решить только хозяин лесопилки, оттолкнувшись от конкретных экономических условий, в которых он находится.
Позволю себе дать несколько рекомендаций на эту тему:
- Оцените, выгодно ли вам нанять заточника, взвесьте, будет ли он занят полноценную смену, или будет в основном ходить из угла в угол. Не забывайте, что заточка пилы происходит в полуавтоматическом режиме, и обязанности заточника вполне может выполнять, например, сменный мастер.
- Объективно оцените стоимость простоя лесопилки в минуту, это позволит вам объективно оценить, какого из описанных выше методов работы с полотном придерживаться, а также поможет при общении с персоналом.
Факторы, влияющие на долговечность работы пилы
- Оператор лесопилки;
- Тип лесопилки;
- Состояние лесопилки;
- Размер шкивов их взаимное расположение и состояние;
- Тип и состояние направляющих;
- Способ установки направляющих;
- Натяжение пилы;
- Линейная скорость пилы и подача;
- Прочие факторы.
Остановимся теперь на каждом из вышеперечисленных факторов поподробнее:
- Оператор лесопилки. Не случайно человеческий фактор занимает почетное первое место в этом списке. История о том что «дело было не в бобине…» известна любому Русскому человеку. Поэтому при первых признаках изменения в работоспособности пил следует обратить внимание на человеческий фактор. Внимательно понаблюдайте за оператором. Особенно в том случае, если это старый и опытный оператор. Очень часто опытные операторы вырабатывают в себе привычки, которые отнюдь не идут на пользу пиле, например: резко дергают за рычаг сцепления, или не обращают внимания на то, поступает в зону резания вода или нет, месяцами не проверяют направляющие (а чего их проверять, чего с ними сделается…) и так далее. Одним словом, оператор должен знать инструкцию по эксплуатации лесопилки и собственно пильного полотна наизусть, и есть прямейший смысл удостоверяться в этом время от времени. Хорошо бы иметь ключевые моменты этих инструкций прямо на рабочем месте оператора, так чтобы они всегда попадались ему на глаза.
- Тип лесопилки. В настоящее время на рынке представлен широчайший выбор ленточнопильных установок. Убедитесь, что выбранное Вами полотно может быть использовано на данном типе лесопилки.
- Состояние лесопилки. Техническое состояние лесопилки имеет решающее значение для долговечности ленточной пилы. Сработавшиеся ремни на шкивах или плохо вращающиеся направляющие ролики приведут к немедленному выходу пилы из строя. То же самое можно сказать и про треснувшие пружины натяжения пилы или подтекающие гидроцилиндры. Если вы только что купили лесопилку, то следует подтянуть все болтовые соединения, которые могли ослабнуть при транспортировке. Если же лесопилка произведена в России, то лучше всего ее полностью разобрать и потом собрать, но так, чтобы в ней не осталось никаких люфтов. Любой люфт — это вибрация, вибрация убивает пилу.
Oбщее правило таково: Бессмысленно ожидать выдающихся результатов от пил, когда лесопилка неисправна.
Размер шкивов их взаимное расположение и состояние. Чем меньше шкив, тем сильнее он ломает пилу. Жесткие пилы толщиной 1,1 мм хорошо работают на шкивах диаметром более 550 мм (предпочтительно 620 мм и более). На меньших шкивах следует применять пилы толщиной 0,9 мм, закаленные по всей ширине, либо пилы с мягким телом. Первое предпочтительнее, так как это дает возможность работать на больших подачах. Взаимное расположение шкивов обеспечивает так называемое «сбегание» пилы, то есть правильное положение пилы относительно шкивов. Неправильное «сбегание» приведет к немедленному разрыву ленты. Методика выставления «сбегания» будет описана в этой брошюре позднее. В заключение, несколько слов о собственно состоянии шкивов. Во-первых, шкивы должны быть сбалансированы. Если это условие не выполнено, то все остальное не имеет ни какого значения. Пилы будут рваться одна за другой. Во-вторых. Поверхность шкива должна быть гладкой вне зависимости от того, есть на них ремни или нет. Если ремней нет, то шкивы должны обязательно иметь так называемый радиус (горбик), это обеспечивает самоцентрирование пилы на шкивах. Если поверхность шкивов плоская, то пилы, имеющие закаленное тело будут рваться одна за другой. Поверхность шкива должна быть абсолютно гладкой без раковин и задиров. Совершенно недопустимо «накатывание» опилок на шкивы. «Накат» следует удалять перед каждой сменой полотна. В случае если шкивы снабжены клиновыми «бандажными» ремнями, то за ними также следует внимательно наблюдать, не допускать их размахривания и проседания в канавку. Не следует устанавливать ремни с плоской верхней гранью, это так же как и в случае с цельнометаллическими шкивами приведет к тому, что пилы будут рваться чаще, чем следует. И последнее, ремни не должны болтаться на шкивах. Они должны сидеть плотно — это значительно снижает вибрацию. Попробуйте заменить ремень В-57 на ремень В-56 на любом «Вудмайзере», Вы немедленно заметите разницу.
Тип и состояние направляющих
Направляющие пил в общем делятся на два основных типа: роликовые и губчатые/щелевые. Подавляющее большинство лесопилок оригинально поставляются с роликовыми направляющими. Честно говоря, я не могу найти ни одного аргумента в пользу роликовых направляющих. Они отжимают полотно вниз от его естественного положения между шкивам, создавая перегиб малого радиуса, создают в полотне вибрацию высокой частоты, их надо постоянно смазывать, а если этого не сделать хотя бы один раз, они заклинивают, что в девяноста процентах случаев приводит к выходу из строя пилы. На ролики накатываются опилки и пыль, что приводит к дополнительной вибрации на полотне. Это также приводит к накатыванию опилок на само полотно, что не продлевает его жизни (подробнее об этом см. ниже в этой брошюре). Аргумент, который приводят производители ленточных лесопилок, в защиту роликовых направляющих можно свести к нижеследующему: «Если поставить на лесопилку губчатые направляющие, то обязательно найдется идиот, который включит такую подачу, что остановит электродвигатель». Губчатые или щелевые направляющие напротив: не отклоняют пилу от ее естественного положения между шкивами, гасят возникающие в полотне вибрации, их не надо смазывать и, наконец, они постоянно очищают пилу от накатывающихся на нее опилок. Мой опыт подсказывает, что установка на лесопилку щелевых направляющих значительно продлевает жизнь пилы и позволяет работать на больших подачах, однако это мое субъективное мнение. Аргумент сторонников направляющих роликов насчет того что «…найдется идиот, который включит такую подачу…» действительно не лишен основания – полотно шириной 44 мм при применении щелевых направляющих плит без волны на подаче, которую не выдержал даже тридцатикиловаттный двигатель на лесопилке «Бейкер», сработала тепловая защита.
Способ установки направляющих
То, как вы установите направляющие на своей ленточной лесопилке, во многом определит ее производительность, точность получаемого пиломатериала и срок службы полотна. Роликовые направляющие следует установить таким образом, чтобы они отжимали полотно вниз не более чем на 6 мм. На некоторых лесопилках производители рекомендуют отжимать полотно вниз на 20-25мм, аргументируя это тем, что это якобы увеличивает стабильность полотна в пропиле. На мой взгляд, это никак не влияет на стабильность полотна в пропиле и только привносит дополнительное напряжение в полотно, однако, это мое личное мнение. Не буду останавливаться на том, что ролики должны быть установлены строго параллельно друг другу и строго параллельно станине станка. Это описано в инструкции по эксплуатации станка, прочтите ее внимательно. В случае применения щелевых стабилизаторов зазор межу полотном и губками стабилизаторов не должен превышать 0.05-0.07 мм, зазор же от заднего упора до спинки пилы не должен превышать 1 мм. Губки щелевых стабилизаторов должны быть строго параллельны между собой. Проверить это можно, прижав их одну к другой и посмотрев на просвет. Они должны плотно смыкаться и не иметь зазора между собой, проверяйте их состояние каждый раз, когда меняете пилу. Соответствующий рисунок приведен ниже.
Второе, на чем мне хотелось бы остановиться в этом разделе, это положение направляющих по отношению к заготовке. Здесь все очень просто, направляющие должны находиться как можно ближе к заготовке. Это имеет особенное значение на лесопилках первого ряда, то есть при обработке бревен. Следует стремиться к тому, чтобы держать направляющие в 30-40 мм от бревна. И, наконец, третье, о чем хотелось бы сказать в этом разделе – это состояние направляющих собственно лесопилки, то есть направляющих, по которым перемещается пильная головка. Если на этих направляющих накатаны опилки или, хуже того, прилипли щепки или куски коры, то это приводит к дополнительным нагрузкам на пилу. То есть когда пила находится в пропиле и каретка наезжает на щепку, прилипшую к направляющей, это равносильно удару палкой по пиле, не говоря о горбе, который возникнет на доске.
Натяжение пилы
Это один из важнейших факторов, влияющих на продолжительность работы полотна, а также на качество получаемого пиломатериала. Если пила «недотянута», она волнит, вибрирует и норовит соскочить со шкивов, что ведет к ее преждевременному выходу из строя. Если пила перетянута, то это однозначно ведет к ее преждевременному выходу из строя. Характерным признаком перетяжки пилы является тот факт, что новое полотно покрывается трещинами прямо по середине впадин зубов, причем трещинами множественными. Вне зависимости от метода натяжения полотна на данной конкретной лесопилке, внимательно следите за тем, чтобы пила была натянута правильно. Эмпирический метод определения оптимального натяжения полотна, будет описан ниже в настоящей брошюре. Более точно определить силу натяжения пилы можно при помощи специального прибора. Вы можете считать, что Ваша пила натянута оптимально в случае, если к ней приложено усилие в соответствии с таблицей 1, приведенной ниже. В любом случае стремитесь работать при минимально возможном натяжении пилы, этим вы, вне всякого сомнения, продлеваете ее жизнь.
| Усилие натяжения, кг | |
| 25 | 470-530 |
| 32 | 590-660 |
| 44 | 710-800 |
| 50 | 950-1060 |
| Усилие натяжения, кг | |
| 25 | 390-440 |
| 32 | 490-550 |
| 44 | 590-660 |
| 50 | 790-880 |
Технический директор ГК «Глобал Эдж»,
Анкирский Михаил Юрьевич
Технические параметры
В зависимости от формы заготовок и групп материалов необходимо в точном соответствии подбирать параметры ленточнопильного полотна. Обращайте внимание на шаг, форму и разводку зуба, а также на режимы работы ленточнопильного станка.
Число зубьев на дюйм (TPI) Число зубьев на дюйм определяет шаг зуба полотна и может изменяться от 1 до 32 для пил с постоянным шагом и от 10/14 до 0,75/1,25 для пил с переменным шагом зуба.
| Постоянный шаг зубьев (Промышленные объемы резки заготовок сплошного сечения) |
| Переменный шаг зубьев (Минимальные вибрации, улучшенная чистота среза универсальность применения) |
Заточите ленточную пилу на лесопилке
На протяжении многих лет я затуплял множество ленточных пил на своей лесопилке, и долгое время я боролся за то, чтобы сохранить их остроту. Я испробовал множество инструментов и методов, чтобы добиться этого, но только в течение последнего года я чувствую, что нашел хорошее решение.
Проблема начинается с самого полотна ленточной пилы. Это привередливое нагромождение загнутых зубьев, вырезанных из тонкого куска гибкой стали, который каким-то образом должен прорезать прямую линию, не только спереди назад, но и из стороны в сторону, и если он плохо обработан и остр , шансов на то, что это произойдет, нет ни у одного снежного кома.
В начале моей карьеры, когда новое пильное полотно затуплялось и начинало резать волны, я пробовал такие вещи, как увеличение натяжения полотна, замедление скорости подачи или даже регулировка направляющих полотна. Что бы я ни пробовал, тупое лезвие все равно делало волнистый разрез. Однако, если бы я использовал точно такую же настройку, но установил новое лезвие, рез снова был бы идеальным. На самом деле, почти любая другая регулировка может быть далеко не идеальной, и острое лезвие все равно сделает хороший рез. Из 15-летнего опыта ясно, что мне нужно держать лезвие пилы острым и больше ничего не трогать.
Мой стандартный порядок действий — надевать новое или только что заточенное лезвие от Wood-Mizer, когда мой срез становится волнистым. Это отличный способ жить. Ничто так не режет, как новое лезвие, и надевать его — настоящее удовольствие. Даже заточенные лезвия отлично режут, так как они проходят полную заводскую обработку, включая очистку, полную заточку и настройку зубьев. У меня всегда были отличные результаты от Wood-Mizer, и я очень рекомендую их новые лезвия и услуги по их заточке. (Отказ от ответственности: мне не платит Wood-Mizer, и Wood-Mizer не знает, что я пишу этот пост — они, вероятно, даже не знают, что я существую.)
Проблемой для меня было то время, когда я резал, как новый, и резал, как дерьмо. У меня было бы лезвие, которое отлично резало, но я чувствовал, как оно тянет сильно и на грани плохого резания. Я не хотел снимать его с пилы, потому что он работал так хорошо, но в то же время я знал, что мое время ограничено. Если бы я мог просто вернуть лезвие, я мог бы продолжать резать одним и тем же лезвием и не возиться с отправкой лезвия на заточку, и я бы сэкономил 7 долларов (кстати, я думаю, что 7 долларов — отличная цена за лезвие). качество обслуживания, но я бы предпочел не тратить его, если мне не нужно). Итак, я пошел искать способ заточить лезвия самостоятельно.
Раньше я пытался использовать ручную точилку, которая поставлялась с моей первой ленточной пилой. Он работал, как и было задумано, но результаты были не очень хорошими. Помимо того, что нужно было снять лезвие с фрезы и установить его в точилку, в нем использовался камень, который быстро изнашивался и не сохранял плоскую, ровную поверхность зуба (оглядываясь назад, я, вероятно, должен был попробовать какой-нибудь другой каменные варианты, но я не делал).
Позже я попробовал несколько других подходов. Во-первых, я использовал шлифовальную машину для бензопилы, подобную приведенной ниже, у которой была такая же проблема, как и у первой шлифовальной машины. Маленькие камни быстро изнашивались, а тонкое полотно ленточной пилы разрезало камни пополам.
Эта шлифовальная машина отлично подходит для бензопил, но не для ленточных пил, потому что камни слишком быстро изнашиваются.
Следующая попытка использовала шлифовальный диск на дрели. Мне понравилась идея использовать наждачную бумагу, потому что она сохраняла ровную поверхность во время шлифовки — она стиралась, но не меняла форму. Этот показал потенциал, но его было невероятно трудно контролировать, потому что вращательное движение тянуло сверло вверх и от лезвия.
В конце концов я сдался, чувствуя, что исчерпал все варианты дешевле, чем покупать полностью автоматический шлифовальный станок, как на заводе, но я никогда не отказывался от идеи наждачной бумаги как хорошего абразива, который не меняет форму.
До этого момента все мои попытки были сосредоточены на заточке пилы путем заточки передней части зуба. Я не мог придумать ничего другого, что могло бы поместиться между зубами и скрежетать передними зубами. Но потом я подумал о стачивании верхних зубов. До этой поверхности легче добраться, и снятие материала с вершины все равно приведет к острию — на самом деле не имеет значения, какая поверхность будет стачиваться.
Я начал с моей 3-дюймовой ленточной шлифовальной машины Porter-Cable, просто чтобы попробовать, и она отлично сработала. Я мог контролировать верхний край зуба, и скорость была достаточно медленной, чтобы не чувствовать, что я прожигаю металл (который смягчает зубы). Единственной проблемой был вес ленточной шлифовальной машины, который с таким же успехом мог составлять 1000 фунтов. потому что я не мог держать его, чтобы заточить все зубья на лезвии.
В то время у меня не было маленькой ленточно-шлифовальной машины, поэтому я рискнул и купил компактную ленточно-шлифовальную машину Porter-Cable 371. Я полагал, что даже если это не сработает для заточки лезвия, у меня, по крайней мере, будет еще один инструмент в моем деревообрабатывающем арсенале, и что будет много раз, когда пригодится небольшая ленточная шлифовальная машина. Однако найти другое применение для нового шлифовального станка не составило большой проблемы, потому что он отлично подходит для заточки лезвий и всегда припаркован (подключен к сети) прямо рядом с моей пилой, готовый к следующему затуплению.
Я просто оставляю лезвие на пиле и шлифую вершину каждого зуба ровно настолько, чтобы восстановить остроту. Свободной рукой я стабилизирую лезвие и продвигаю пилу к следующему зубу. Всего через несколько минут я могу вернуться к стрижке, чувствуя, что победил систему.
Левой рукой я стабилизирую лезвие и продвигаю его к следующему зубу.
Существуют пределы заточки пилы таким образом. Во-первых, независимо от того, насколько хорошо вы работаете со шлифовальной машиной, лезвие не будет таким хорошим, как новое или полностью отшлифованное на заводе, потому что эта шлифовка меняет геометрию и без того привередливого лезвия. И это ничего не сделает для улучшения лезвия, которое просто плохо работало или плохо работало по определенной причине, например, при ударе о камень или металл (все эти проблемные лезвия отправляются на полную переточку). Это, однако, заставит лезвие, которое работало хорошо, продолжать работать хорошо и делать плоские, прямые разрезы намного дольше.
Как правило, получается, что я подкрашиваю лезвие шлифовальной машиной раз или два, а затем отправляю его на полное обслуживание или, для некоторых из них, они продолжают отлично работать, и я продолжаю затачивать их с помощью шлифовать, пока они не сломаются. Что касается всех остальных, я наткнулся на что-то по пути (грязь, камни, бетон, гвозди, крюки, кабель, проволоку, шурупы, колючую проволоку, столбы забора, винты, номерные знаки, подковы, железнодорожные костыли, цепь, трубопровод). , вешалки), которые либо разрушают лезвие, либо притупляют его настолько, что требуется полная переточка.
Даже если я не использую этот метод все время, приятно иметь еще одну возможность вернуться к резке. По крайней мере, мне лично нравится утешение, когда я знаю, что, когда я доберусь до своего последнего нового лезвия (и забуду вторую неделю подряд заказать новые), я не застряну в резке волнистых пиломатериалов.
Точилка для ленточных пил Woodland Mills
В настоящее время: $749.00
доллар США
Текущий запас:
Выберите варианты выше, чтобы продолжить.Сборка и цена
- Описание продукта
- Видео
Станок для заточки ленточных пил Woodland Mills представляет собой полностью автоматический станок для заточки ленточных пил. Питается от аккумулятора 12 В, поэтому точилку можно использовать в отдаленных районах.
Подающий рычаг автоматически продвигает лезвие вперед, в то время как шлифовальный диск, приводимый в действие кулачком, затачивает переднюю часть и впадину зуба.
Кронштейн лезвия, установленный на лезвии, автоматически выключает станок после заточки всего лезвия.
Точилка может быть отрегулирована на передние углы зубьев 7, 10 и 14 градусов. Глубину впадины и выход также можно отрегулировать, что позволяет использовать лезвия шириной 1″ – 1,25″ (25–32 мм) с расстоянием между зубьями (шагом) 3/4″ – 1″ (19 мм). мм – 25 мм) для установки на эту точилку.
Ленточные пилы прослужат дольше, если их заточить примерно через 2-4 часа фрезерования и до того, как они станут слишком тупыми. Проталкивание тупых лезвий через бревна приведет к образованию очень маленьких трещин напряжения в горловине зуба. Эти трещины напряжения могут в конечном итоге расти, вызывая преждевременную поломку лопастей. Однако, если эти трещины сошлифовать до того, как они станут слишком длинными, трещину можно удалить, продлив срок службы лезвия.
Рекомендуется дать заточенным лезвиям отдохнуть хотя бы один день, чтобы сталь восстановилась. Стачивание на 0,004″ – 0,008″ (0,1 мм – 0,2 мм) каждый раз, когда вы затачиваете лезвие, должно позволить лезвию обеспечить срок службы 4-6 затачиваний.
Как затачивать ленточные пилы с помощью автоматического устройства для заточки ленточных пил Woodland Mills
Автоматическое устройство для заточки ленточных пил Woodland Mills является мощн.
..
Из той же коллекции
Прямо к делу… Лезвия и точилки
Опубликовано Тимом Куком 10 января 2019 г.
Так что же особенного в заточке оборудования?
Современный рынок переполнен продуктами, которые претендуют на звание лучших. Вот несколько кратких фактов, которые вы должны знать, когда речь заходит о «правильном оборудовании для заточки».
Если вы, как и большинство начинающих фрезеровщиков, занимаетесь пилением с целью получения прибыли, вы, вероятно, думали о приобретении оборудования для заточки лезвий. «Зачем лесорубу покупать точилку и тратить время на то, чтобы освоить заточку собственных лент?»
Мой первый ответ: очень острое лезвие режет лучше, чем новое. Почему это? Я рад, что вы спросили…
Ответ начинается с понимания нагрузки на зуб. Нагрузка на зуб — это количество давления и л. с. (лошадиных сил), которое требуется, чтобы протолкнуть один зуб через древесину с определенным прикусом зуба. Укус зуба – это глубина пропила в древесине. Конечно, мягкая древесина с зубом 0,010 дюйма является меньшей нагрузкой, чем твердая древесина с зубом 0,010 дюйма.
Если лента очень острая, нагрузка на зуб будет минимально возможной. Те из вас, кто видел, знают, о чем я говорю. Когда вы поставите эту новую правильно сделанную ленточнопильную пилу на свою мельницу, вы можете сказать, что нагрузка на зуб низкая из-за приятного звука; низкая тяга в л.с. при хорошей скорости подачи. Те из вас, кто использует двигатели, работающие на топливе, должны ориентироваться на звук, а все, кто использует электрические двигатели, могут использовать амперметры, чтобы точно знать, какова нагрузка по тяге усилителя. Между прочим, амперметр — отличный способ узнать, насколько тупая полоса и какая у вас нагрузка на зубы.
Следует помнить о трех вещах, из-за которых нагрузка на зуб может варьироваться от высокой до низкой:
1. Острота
2. Скорость подачи
3. Твердость пиломатериала
Как эти три параметра изменяются в зависимости от того, как человек пилит?
№1. Острота — лента начинает работать независимо от того, новая она или только что заточенная, при минимально возможной на данный момент нагрузке на зуб, но начинает постепенно притупляться по мере того, как лента делает каждый проход. Точнее, каждый раз, когда зуб приходит в себя и ударяет по дереву, он в некоторой степени притупляется. Конечно, чем тверже и абразивнее древесина, тем быстрее она затупится. Лента работает лучше всего в первый час, и с каждой минутой или часом она берет на себя большую нагрузку из-за затупления.
#2. Скорость подачи – может варьироваться в зависимости от остроты или ширины пропила или твердости древесины. Конечно, разумно снижать скорость по мере затупления ленты, чтобы уменьшить нагрузку на зуб, но в конечном итоге вы достигнете точки, когда пилить так медленно будет невыгодно.
Специальное примечание для читателя: я упомянул ширину пиломатериала и хочу дать понимание, чтобы никого не вводить в заблуждение. Нагрузка на зуб считается из расчета на один зуб на квадратный дюйм. Мы не можем рассматривать длинную полосу ленты, вместо этого мы должны учитывать только расстояние от одного зуба до другого зуба. Тогда мы можем сказать нагрузку на зуб на квадратный дюйм. Это связано с тем, что каждый зуб делает укус, который растягивает пищевод непосредственно перед зубом. Нагрузка на зубы равна растяжению тела и растяжению пищевода. Мы все знаем, что данная лента будет распиливать доску шириной 6 дюймов с более высокой скоростью подачи, чем доску шириной 12 дюймов. Но какой из них дает наибольшую нагрузку на зуб или давление ленты на квадратный дюйм?
Давайте возьмем пример, если мы делаем разрез шириной 12 дюймов со скоростью 30 футов в минуту. затем сделайте разрез шириной 6 дюймов со скоростью подачи, вдвое превышающей 60 футов в минуту. У кого больше нагрузка на зуб и давление на квадратный дюйм? Скажем, просто для примера, что 12-дюймовый разрез имеет прикус 0,005 дюйма на зуб, тогда 6-дюймовый разрез будет иметь прикус 0,010 дюйма на зуб. Вы можете легко понять, что мы оказываем вдвое большее давление на корпус ленточной пилы, особенно в горловине при распиле 6 дюймов, чем при распиле 12 дюймов.
Можно сказать, что 12-дюймовый разрез сильнее тянул двигатель или тянул больше ампер на электричестве. Дело в том, что это правда, но у вас в разрезе вдвое больше зубов. Вот почему нагрузка двигателя больше, но напряжение ленты на квадратный дюйм на 12-дюймовом резе меньше, чем на 6-дюймовом резе в этом примере.
Вы можете рассмотреть это так же, как вы рассматриваете нагрузку на зуб и нагрузку на кольцо, когда вы рассматриваете длительный срок службы кольца… Теперь вернемся к нашей теме.
№3. Твердость пиломатериала – твердость пиломатериала определенно влияет на нагрузку на зубья и нагрузку на корпус ленты, включая растяжение горловины. Твердость сучков также влияет на нагрузку на зуб. Это то, что нельзя контролировать. Однако это должно быть частью мыслительного процесса при рассмотрении нагрузки на зубы. Всегда учитывайте твердость сучков по сравнению с мягкой частью пиломатериала. В некоторых случаях сучки в 10 раз тверже, чем мягкая часть дерева. Это заставляет нас пилить со скоростью, позволяющей пилить сучки при надлежащей нагрузке на зубья и напряжении.
Какое отношение мощность в лошадиных силах имеет к нагрузке на зуб?
Мощность в лошадиных силах во многом зависит от нагрузки на зуб. Давайте рассмотрим большинство лесопильных заводов, будь то лесопилки или перепилы, имеющие независимый двигатель подачи, который не подключен к источнику питания, приводящему в движение ленточнопильный станок. При пилении с низкой мощностью, если полотно пилы натыкается на твердый сучок, нагрузка на зуб немедленно увеличивается, и пила с низкой мощностью начинает замедляться. В то же время двигатель подачи не имеет возможности узнать, что скорость ленты снизилась и увеличилась нагрузка на зубья, двумя способами: во-первых, из-за более жесткого прикуса узла, а во-вторых, из-за замедления ленточной пилы, которое увеличивает количество укусов на зуб более твердой древесины. Поскольку более низкая мощность не может выдержать увеличение нагрузки на зуб, напряжение ленты приведет к плохому резанию ленты.
«Что, если мы используем более высокое количество жизней даже до такой степени, что кажется, что мы перегружаем лезвие пилы?» Это дает очень хорошие результаты: во-первых, устраняется реакция № 2, описанная выше, поскольку она позволяет ленте двигаться с постоянной скоростью, которая поддерживает постоянный прикус зуба, гарантируя, что лента не будет подвергаться дополнительному напряжению из-за увеличенного размера прикуса зуба. в области, в которой было бы предпочтительно уменьшить прикус зубов. Более высокая мощность также позволит ленточной пиле вращаться быстрее, что позволит нам пропускать больше зубьев через пропил в секунду, что позволит нам поддерживать низкую нагрузку на зубья при пилении с более высокой скоростью подачи.
Предостережение при использовании более высоких скоростей ленты с более высоким хп! – При быстром вращении ленты колеса ленты должны быть точными. Это означает, что они должны быть идеально круглыми с очень жестким допуском. Я предпочитаю допуск менее 0,010 дюйма. Баланс также очень важен. Если ленточные колеса имеют некруглую форму, ленточная пила будет трепетать. Если вы посмотрите на уровне глаз с обратной стороны ремешка, он будет казаться толще, чем он есть на самом деле. Это трепетание приведет к преждевременному разрыву ленты. В Cook’s Saw мы шлифуем круги до идеальной круглости, чтобы они были идеально круглыми. (Боковые ленточные колеса холостого хода и привода доступны на стр. 28-29.).
Так как же точилка улучшает качество резки?
Поскольку я объяснил необходимость высокой резкости, вы должны понимать, что резкость — это то, чем можно управлять. У нас есть клиенты, использующие наши точилки, которым нравится затачивать новые ленты перед их использованием. Они знают, что лента будет работать лучше и прослужит дольше, если они настроят ее перед использованием на своей мельнице. Новая группа, прямо из коробки, будет оценена примерно в 7 баллов по шкале от 0 до 10, где 10 будет лучшим, а 0 слишком скучным для использования. Единственная группа, которую я могу поставить на 10 баллов, — это Cook’s Super Sharp™.
Пильщик может точно настроить новую ленту, проверив набор и настройку, если это необходимо. Затем слегка заточите переднюю часть зуба и, возможно, очень легкую верхнюю часть. Затем группе будет присвоен рейтинг 10, и она сможет работать с максимальной скоростью резки. Опять же, если вы в настоящее время используете Super Sharp, нет необходимости затачивать их прямо из коробки.
Что делают производители ленточных пил, когда затачивают новую ленточнопильную пилу?
Давайте посмотрим, что мы находим на новой полосе. Новые полосы фрезеруются на производственных станках, которые делают лицевую часть 90 градусов в квадрате с телом и вершиной 90 градусов на вершине. Затем устанавливается полоса. Если на заводе есть хорошие установочные машины и инструменты, лицо резко повернется, а верхняя часть наклонится, конечно, больше не будет квадратной, и поверхность будет иметь более негативный эффект, чем верхняя часть. Передняя часть будет иметь отрицательный передний угол в 12 градусов, что делает зуб скорее скребком, чем резаком, поскольку он вводится в древесину для резки.
Слегка заточив поверхность, угол восстанавливается до 90 квадратных градусов и имеет на 20-30 процентов лучший угол резания, чтобы зуб мог выполнять свою работу, и вы можете услышать разницу, когда он ударяет по дереву. В некоторых случаях, когда пильщик распиливает очень твердую древесину, необходимо затачивать перед использованием новые ленты, а затем часто затачивать по мере их притупления, чтобы получить точные пропилы.
Вся правда об оборудовании для заточки
Легкая точилка не будет удерживать правильные углы передней поверхности зуба. В данном случае речь идет о крючке или о том, насколько зуб наклонен к намеченной линии резания. Когда измельченный камень падает к верхней части поверхности зуба, он начинает шлифовать поверхность, и абсолютно необходимо, чтобы измельченный камень оставался устойчивым для сохранения правильных углов и получения очень острого зуба. Я слышал, как многие люди жалуются, что точили ленты и у них были проблемы из-за легкой точилки. То, что происходило, когда шлифовальный камень начал шлифовать самую вершину, заключалось в том, что камень шлифовал несколько тысяч вниз по поверхности, а затем начинал изгибаться и двигаться, в результате чего зуб на режущей кромке становился закругленным, а не очень острым и острым. . В некоторых случаях рама изгибается, а в других вал шлифовального камня имеет осевой люфт, при котором камень перемещается, когда касается зуба. В других случаях присутствует как изгиб, так и движение вала. Это приведет к тому, что зуб не будет работать так, как должен. Лента на самом деле пилит как тупая лента только потому, что она не острая.
Что вы найдете в раме Cat Claw, так это то, что она очень прочная и устойчивая (вес Cat Claw 175 фунтов). Вал шлифовального камня ребристый и фиксируется в подшипниках, что обеспечивает стабильность, необходимую для этой острой бритвенной кромки. Еще одна вещь, которая делает Cat Claw лучшим выбором, — это поликлиновой ремень, плоский и гибкий. Эта ременная система в 5 раз более гладкая, чем клиновые ремни, что обеспечивает столь необходимую остроту кромки.
Зажимное устройство следующее соображение:
Зажимное устройство, удерживающее ленту в неподвижном состоянии во время шлифовки, должно быть устойчивым, иначе лента будет двигаться, и если лента будет двигаться, ее нельзя будет заточить до лезвия бритвы. Зажимное устройство Cat Claw очень прочное и подпружинено, что позволяет индексировать ленту и оставаться на месте во время шлифовки.
Следующим важным моментом является кулачок, который определяет, как измельчаемый камень повторяет профиль зуба. Кулачок должен быть ребристым, а вал, удерживающий кулачок, не должен прогибаться. Если на кулачке есть неровности, резкости не будет хорошо. Кроме того, горловина должна быть отшлифована как можно более гладко, чтобы лента не порвалась. Cat Claw имеет ребристый и прочный распределительный вал, а кулачки полностью стальные. Кулачки отшлифованы до идеальной формы и установлены на каждую кофемолку. Они обеспечивают превосходную форму и профиль зубов, гладкую глотку и равномерный поток вверх по спине. Кулачок позволяет камню падать на зуб медленнее, чем он притирается к задней части зуба; это придает лицу острый как бритва зуб в результате растирания лица. Кроме того, кулачок плавно выходит из наконечника и плавно переходит в пищевод, а также обеспечивает переход вверх по задней части для плавного обратного притирания. Все вместе это дает абсолютно лучший помол, который может быть достигнут в полевых условиях.
Какие сбережения?
Отвечу в общем. Однозначного ответа нет, потому что существует так много применений и типов древесины, а также различных типов ленточных мельниц. Я обычно говорю людям, что если они распиливают пиломатериалы и затраты на их ленту эквивалентны 0,01 (одному центу) за досковый фут, то они добились успеха и стоимость их ленты экономически эффективна.
Если человек не точит свои собственные и оплачивает услуги по заточке, он обычно платит 0,015 (один и 1/2 цента) за досковый фут.
У меня есть много клиентов, которые затачивают с помощью кошачьего когтя, и их расходы снизились до 0,005 (1/2 цента) за досковый фут.
Другие преимущества при заточке собственных лент.
Вы контролируете свои группы и свой бизнес. Если вы выберете лучшее и наиболее экономичное оборудование для заточки лезвий, я могу заверить вас, что ваше оборудование окупится снова и снова.
он же… “Доктор Пила”
Совладелец CooksSaw.com
Лидеры в технологии ленточных пил!
- #ленточные пилы
- #ленточные пилы
- #ленточные пилы
- #точилка для ленточной пилы
- #точилка для кошачьих когтей
- #повар точилка
- #варит полотна ленточной пилы
- #переносная лесопилка
- #ленточная мельница
Заточка собственных ленточных пил.
Заточка полотна ленточной пилы своими руками
На прошлой неделе вы поставили новое полотно на свою ленточнопильную пилу и решили перепилить часть пиломатериалов, которые вы используете для нового проекта. Все плавно гудит, когда внезапно появляется серия искр, и еще, и еще, прежде чем вы закончите монтаж. Гвозди! Бич любой пилы, предназначенной для резки дерева.
При следующем резе гвозди не обнаружены, но скорость резания несколько снизилась, а на готовом резе немного больше тепла.
Ленточные пилы тупые. Иногда быстрее, чем другие, в зависимости от материала, который вы режете, даже если нет гвоздей или других посторонних предметов. Леса с большим содержанием смолы, плотные лиственные породы, мерзлая древесина (бывает!) некоторые породы древесины даже более абразивны, чем другие.
Чтобы испортить очень хорошую ленту, нужно совсем немного, и любой может заметить, что у нее куча зубов. Если у вас есть 10-футовая лента с 6 шагами на дюйм, вам нужно заточить около 600 зубьев. Таким образом, одно эмпирическое правило, которое следует учитывать, заключается в том, что более грубые лезвия с более крупными и меньшими зубьями, вероятно, имеют больше смысла для заточки, чем лезвия с более мелкими и тонкими зубьями, которые требуют гораздо больше времени, не говоря уже о том, что они вредны для ваших глаз и вашего тела.
Варианты заточки
Существует два основных способа заточки ленточных пил: механическая, с использованием станка или машин, предназначенных для заточки и переустановки лент, и вручную, с использованием ручных инструментов или ручных электроинструментов. . При правильном выполнении вручную или на станке вы обычно можете получить 4-5 заточек за одну ленту, прежде чем геометрия зуба значительно изменится. Можно подумать, что время, необходимое для переточки затупившихся лезвий, может быть ложной экономией или безнадежным делом, но с небольшой практикой и правильными методами, которые работают для вас, это может быть довольно быстро и сэкономить много денег.
Механические или машинные точилки могут быть дорогими, но если у вас есть 30 или 40 тупых лент и/или вы занимаетесь каким-либо производственным пилением, особенно перепиливанием, это может иметь смысл. По принципу «один-два» покупать специальную точилку и переустановку, которая обычно идет вместе с ней, на самом деле не имеет смысла. За те же деньги можно купить очень много новых лезвий.
Большинство автономных точилок предназначены для переносных ленточных пил и более крупных ленточных пил диаметром 1″ ~ 4″. Там есть пара, которая может вместить полосы шириной до 5/8 дюйма, но в любом случае вы ищете пару тысяч долларов за оба.
Тем не менее, в духе Ди-И-Ин, можно заточить полотна ленточной пилы вручную с помощью простых ручных инструментов или ручных электроинструментов.
Анатомия лезвия
Базовая анатомия любого зуба на любой пиле по дереву практически одинакова, будь то полотно циркулярной пилы, полотно электролобзика или, в данном случае, полотно ленточной пилы.
На прилагаемом изображении мы можем видеть различные части, составляющие режущую кромку лезвия.
Для наших целей нас интересует НАКОНЕЧНИК, ЛИЦО и БОКОВАЯ ЧАСТЬ зубьев. Это части, которые делают настоящую резку. ПЛОЩАДЬ диска важна тем, что именно она удаляет стружку и опилки из реза, оставляя путь зубам свободным. При выполнении заточки проверьте глотки на наличие сока и другого скопления постороннего мусора, удалите и соответствующим образом очистите.
НАКОНЕЧНИКИ ЗУБОВ.
Когда лента движется по пиле, все вершины зубьев должны быть выровнены. То есть все они должны находиться на одинаковом расстоянии от задней кромки лезвия и ударять по материалу в одной и той же точке.
Это должно быть первым делом при заточке. Это можно сделать с помощью полотна ленточной пилы. Один из эффективных способов сделать это — прижать точильный камень к зубчатой кромке, двигая лезвие назад вручную. Убедитесь, что камень расположен перпендикулярно столу ленточной пилы и параллельно зубьям. Слегка прикоснитесь камнем к зубам и прислушайтесь к постоянному звуку, без каких-либо «отсутствий», когда кончики лезвий соприкасаются с камнем. Это оденет режущие НАКОНЕЧНИКИ лезвия.
ЛИЦЕВАЯ И БОКОВАЯ СТОРОНА зуба.
ПОВЕРХНОСТЬ зуба – это участки по обе стороны от зуба сразу за его вершиной. Обычно они проходят сразу за кончиком зуба до точки, где лицо исчезает за набором зубов спереди и сзади. Режущая кромка зуба FACE — это кромка, которая находится внутри глотки, а не FLANK или задняя кромка зуба. Основная цель зуба FLANK состоит в том, чтобы поддерживать более тонкую режущую кромку FACE против давления резания. Он также помогает рассеивать тепло, чтобы лезвие оставалось острым.
При заточке любого инструмента, ленточных пил, циркулярных пил и даже лезвий топоров важно стараться поддерживать целостность исходных кромок лезвий без изменения углов или геометрии. При заточке вручную, хотя на вашей стороне есть забота и терпение, вы также должны использовать хорошие инструменты и хороший глаз, чтобы все было правильно.
Пятиточечная заточка
Иногда при заточке вам нужно будет обрабатывать только те участки ленты, которые притупились из-за столкновения с посторонними недеревянными предметами. В других случаях вы захотите схватить одну из ваших любимых бевви, присесть и сделать все лезвие. В любом случае есть очень конкретные области, на которые следует обратить внимание.
При заточке полотна ленточной пилы необходимо учитывать пять частей режущей кромки. Первый — внешний край наконечника, как описано выше. Затем есть нижняя сторона наконечника, до точки, где он соединяется с пищеводом, и каждая сторона наконечника и, наконец, сам пищевод.
Ручные инструменты для заточки
Мы уже упоминали метод точильного бруска для выравнивания режущей кромки наконечника. Кроме того, вам понадобится инструмент с плоской кромкой для шлифовки или шлифовки режущих поверхностей наконечника, а также цилиндрический шлифовальный или шлифовальный инструмент для заточки нижней стороны кончика зуба и области впадины. Обе эти операции можно выполнять с помощью плоских и круглых ручных напильников, некоторые люди даже приспособили приспособления для заточки бензопилы к своим полотнам ленточной пилы. Если вы используете ручные напильники, убедитесь, что выбранный вами круглый файл (для впадин) подходит или соответствует форме существующего впадины. Вы также можете использовать круглые напильники для обработки нижней части наконечника. При использовании круглого напильника не забывайте медленно поворачивать его, одновременно продвигаясь вперед.
Более мощное и эффективное примечание: использование небольшой ручной шлифовальной машины, инструмента Dremel™ или инструмента с гибким стержнем может значительно ускорить процесс, как только вы освоите его. Dremel™ и аналогичные инструменты имеют множество насадок и абразивов на выбор. Они относительно недороги, и вы обязательно найдете один для этой работы.
После того, как вы собрали все инструменты, вам нужно определить, как закрепить лезвие, чтобы вы могли работать с ним. Некоторые пользователи предлагают оставить лезвие в пиле (конечно, отключив питание), в то время как другие снимают ленты и используют простой самодельный зажим для удержания лезвия во время заточки. В любом случае, удерживая лезвие на месте, вы сможете использовать обе руки; Один для инструмента, другой как опора или устойчивый.
Быстрая и грязная или полная переточка
В зависимости от диска и режима пиления иногда вам нужно заточить только кончик и внешние поверхности режущих кромок. В других случаях вы захотите заточить все лезвие, зуб за зубом, очистив пищевод и нижнюю часть острия. Обработка впадины цилиндрическим абразивом может сохранить геометрию впадины и удалить любые отложения, чтобы обеспечить плавное удаление стружки и опилок.
Безопасность превыше всего
Прежде чем продолжить, примите во внимание следующие рекомендации по безопасности:
- Наденьте перчатки. Каким бы тупым оно ни было, лезвие все еще достаточно острое, чтобы нанести некоторые повреждения.
- Носите защитные очки. Извлекаемые кусочки могут быть маленькими, но ваши глаза все равно не сравнится со сталью.
- Наденьте маску для защиты от сумерек. Респиратор тоже подойдет, но простая маска от пыли не даст вам вдыхать металлическую пыль и другие загрязнения, которые также удаляются в процессе.
- Отключите пилу от сети. Если вы выполняете эти операции с диском, пока он еще находится на пиле, вы знаете, что произойдет, если он случайно заведется. Выключение — это нормально, но отключение — дешевая страховка.
- Еще один хороший совет — положить на стол тонкую полоску дерева или мягкого пластика, в которую лезвие может вонзиться, пока вы держите его для заточки.
- Используйте хорошее освещение и возьмите стул или табуретку, чтобы сидеть, это требует некоторой концентрации и способности сидеть в течение определенного периода времени. Вы также хотите, чтобы ваши глаза были на одной линии с рабочей зоной.
Независимо от того, затачиваете ли вы лезвие на пиле или без нее, процесс один и тот же, поэтому часто все сводится к тому, что вам удобнее.
Шаг первый — задняя часть наконечника
Хотя вы, возможно, уже прикасались точильным камнем к верхней стороне зуба, вам все равно нужно будет ненадолго постучать по каждому из них напильником или инструментом Dremel™ с под небольшим углом назад от вершины острия, чтобы обнажить новый металл не только на самой вершине, но и по задней стороне зуба, по направлению к пищеводу.
Шаг второй – нижняя сторона наконечника
После того, как вы сделали заднюю и верхнюю часть наконечника, вам нужно также обработать нижнюю сторону. Если вы используете напильники, вам нужно найти круглый напильник или маленький 1/2-круглый, который может повторять изгибы зуба. Если возможно, вы должны файл с набором. Это означает, что если вы затачиваете зуб, который садится вправо, начните с левой стороны и двигайтесь поперек вправо. Это позволит лучше сохранить комплект.
Если вы используете Dremel™ или другой инструмент с абразивом, если вы можете найти небольшой шлифовальный барабан подходящего размера, это будет хорошо. Вы также можете использовать маленькую насадку или даже край большого шлифовального диска. Не позволяйте ему задерживаться и помните, это не займет много времени — просто прикосновение! Два-три маленьких контакта лучше, чем один длинный.
Шаг третий – область резки позади наконечника.
Это относится к обоим внешним краям пищевода, чуть ниже кончика. Края этих участков оперены от более толстой середины зуба к более тонкому, внутреннему краю глотки. Наука заключается в том, что кончик зуба впивается, а за ним следуют режущие кромки. Их можно зачистить круглым напильником, полукруглым напильником или насадкой Dremel™.
Шаг четвертый – область впадины
Как правило, вам, вероятно, не потребуется заниматься впадиной, если только вы не заточили ленту до такой степени, что произошло изменение глубины впадины и переднего угла зуба. Некоторые материалы могут оставлять следы на лезвии, включая горло. Его можно удалить либо с помощью небольшого количества растворителя в процессе заточки, либо с помощью небольшой проволочной щетки на инструменте Dremel™. Сохранение горловины чистой и без смолы продлит срок службы лезвия и сделает резку более гладкой.
Если вы перевязываете область пищевода, держите ее края плоскими и перпендикулярными сторонам ленты. Это обеспечит оптимальное удаление стружки.
Заточка ленточных пил подходит не всем. Это отнимает много времени, и проще просто получить другую группу. Однако вы знаете Мерфи! Вы участвуете в этом проекте, время розничной торговли давно истекло, и у вас есть эта встреча с гвоздем. Вооружившись этой информацией, осмотритесь в магазине, и вы, вероятно, снова найдете инструменты, необходимые для бесперебойной работы.
можно ли использовать точильный станок для заточки ленточных пил
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
- Автор темы милбилли
- Дата начала
Помощь Форум лесоводов:
милбилли
ArboristSite Guru
- #1
Я рубил деревья более 40 лет и очень хотел лесопилку. Я видел одну в списке Крейга, переносную пилораму под названием Rip Saw. Она очень похожа на аляскинскую пилу, за исключением того, что для фактической резки используется ленточная пила. Он может работать как от бензиновой цепной пилы, так и от электрической. У меня электрический двигатель Milwaukee мощностью 3 л.с. угловая шлифовальная машина. Это не самая быстрая вещь в мире, но я пилю бревна. Он разрежет доску из ясеня шириной 12 дюймов, 9футов в длину примерно за 1,5 минуты и остается довольно верным по толщине. В любом случае после распила около 60 погонных футов лезвие заметно затупилось.
У меня есть цепная шлифовальная машина Oregon. Мне было интересно, смогу ли я приспособить ее для заточки полотна ленточной пилы. Я понятия не имею, как точить эту штуку.
фотки выложу позже, всем спасибо
БобЛ
Больше не зависит от AS
- #2
Извините, не могу помочь с резкостью, но . . . . .
Был участник по имени WoodShop, который активно использовал Ripsaw с головкой Husky. Он не публиковался более 4 лет, но кто-то может знать, как с ним связаться.
рвтом279
ArboristSite Lurker
- #3
милбилли сказал:
У меня есть цепная шлифовальная машина Oregon. Мне было интересно, смогу ли я приспособить ее для заточки полотна ленточной пилы.
Нажмите, чтобы развернуть…
Короче да. Вы наверняка можете.
Вам нужно будет изготовить зажим для лезвия, чтобы поддерживать лезвие, когда колесо соприкасается. За исключением продвижения следующего зуба вручную, вы можете рассмотреть возможность использования индексного рычага, чтобы обеспечить последовательное удаление материала между всеми зубами. Есть несколько людей, которые производят и продают такую точилку и/или даже основание и прикручивают к нему головку шлифовального станка. Если у вас есть средства, построить свой собственный, вероятно, не будет проблемой. Имейте в виду, что вы будете затачивать только лицевую сторону, поэтому срок службы вашего лезвия, вероятно, сократится.
Из-за низкой выходной мощности/крутящего момента вам понадобится более низкий крюк. ИМО, 4 град. будет лучшим, независимо от распиливаемых пород.
Вы также должны искать способ точно установить зубы. Набор зубьев так же важен, как и острая режущая кромка. Неправильный и/или непоследовательный набор создает множество проблем, которые сделают вашу работу по фрезерованию менее чем приятной… как с точки зрения вашего здравомыслия, так и с точки зрения качества производимого продукта.
Надеюсь, это поможет.
ножи
Зависимость от ArboristSite
- #4
Пильные полотна для узкой ленточной пилы (все, что шириной менее 2 дюймов) – зубья закалены примерно до твердости 65-75 по Роквеллу (другими словами, в виде напильника), поэтому вы не можете просто использовать установочный инструмент, чтобы согнуть их влево или вправо для зазор. Они просто отломятся. Я не верю, что вы можете использовать обжимной инструмент по той же причине. Да, вы можете подправить их, может быть, один раз после этого вы потеряете какой-либо коэффициент зазора пропила. Узкие полотна ленточной пилы варьируются от 0,025 Толщина -0,042 дюйма, в зависимости от типа лезвия, общий пропил составляет около 0,020. В целом попытки расширить полезность узких лезвий довольно бесплодны с точки зрения потраченного времени и энергии. Тем не менее, вполне может быть поставщик лезвий, которые можно сбрасывать в узкополосной категории. я не в курсе таких. Лезвия высотой 3 дюйма и шире — это отдельная история, у меня нет никакого реального опыта работы с ними, кроме знания основ и возможности переточить их в моей мастерской — честно говоря, для меня это невыгодное предложение. У меня есть 3 машины, способные шлифовать полотна ленточной пилы (ни один из них не является шлифовальным станком для цепных пил) 40 лет назад мы покупали необработанную ленту, шлифовали и устанавливали собственные полотна для клиентов Появление закаленных лезвий и факторы ценообразования привели к упадку этой части Есть несколько компаний, которые специализируются на этом типе заточки – я бы не стал тратить свое время на заточку, а вместо этого имел бы дело с ними, у этих людей все готово по очень разумным ценам. Конечно, доставка чего-либо сейчас стала неразумной.0003
хэмиш
Зависимость от ArboristSite
- #5
Зубья всех узких ленточных пил можно очень легко восстановить, и они не отломятся.
Большинство доступных фрезерных лент имеют толщину 0,035/0,042/0,045/0,055, а типичный набор – 0,018-0,023 на сторону.
Таким образом, общий пропил на фрезерной ленте толщиной 0,042 и с набором сторон 0,020 на сторону будет иметь общий пропил 0,082.
Тысячи людей каждый день затачивают полотна ленточной пилы на точильном станке для цепной пилы.
рвтом279
ArboristSite Lurker
- #6
хэмиш сказал:
У всех узких ленточных пил можно очень легко восстановить зубья, и они не отломятся.
Тысячи людей точат ленточные пилы.
Нажмите, чтобы развернуть…
X 2
Спасибо, Хэмиш, у меня возникли трудности с составлением ответа, не взъерошивая перья
“К лезвиям”… Я все еще не могу найти слов относительно вашего заявления, но оно очень обманчиво. Особенно для человека, который, возможно, не знает ничего лучше или не имеет времени исследовать лезвия и технологии, лежащие в их основе.
Большинство пильных дисков действительно изготавливаются с возможностью повторной заточки/переустановки. Есть несколько инструментов, предназначенных для повторной пилы (прогон на смену и выброс). оборотов, прежде чем он затвердеет и все равно сломается…. может быть, это такие лезвия, с которыми вы имели дело??
Некоторые лезвия лучше других поддаются заточке. Я перетачивал лезвия для себя и других пильщиков в течение нескольких лет, и через мои двери проходили почти все бренды / профили. Для предоставления первоклассного сервиса требуется специализированное и дорогое оборудование, но, что более важно, требуются знания/опыт и глубокое понимание технологии блейд-серверов.
Я НЕНАВИЖУ получать лезвия, которые были сделаны на модифицированном точильном станке для цепной пилы: обожженные зубья, выдолбленные глотки, непостоянная высота зубьев и забыть о приличном наборе зубьев. Но если это все, что клиент имел в наличии, я могу понять. Я бы, наверное, тоже попробовал, если бы не было других вариантов.
Модифицированная заточка для бензопилы лучше, чем ничего, но помните, это как заточка ножа только с одной стороны . Ага, лезвие будет лучше… по лицу, только не ждите чудес. Не говоря уже о сокращении срока службы лезвия из-за появления трещин в горловине.
Тркс250р180
Полировальная машина для пил
- #7
http://www.stihlusa.com/WebContent/CMSFileLibrary/instructionmanuals/USG_Manual.pdf
Примерно на странице 20 показан держатель кустореза, он также может удерживать полотно ленточной пилы, USG также затачивает полотна для циркулярных пил
Обзор Woodlander HM130Max
- BobL
- Фрезерные и лесопильные заводы
- Ответы
- 6
- просмотров
- 1К
sirbuildalot
Приключения в Лопро Миллинг
- Джордж Хурчалла
- Фрезерные и лесопильные заводы
- Ответы
- 6
- просмотров
- 583
Джордж Хурчалла
Двигатель Kohler “Cast Iron Line” мощностью 8 л.с. для ленточнопильного станка?
- Ден
- Фрезерные и лесопильные заводы
- Ответы
- 4
- просмотров
- 416
foeke
Хочу продать Автоматическая заточка пильной цепи
- TGM40ford
- Все прочее оборудование и услуги
- Ответы
- 0
- просмотров
- 557
TGM40ford
Медленное фрезерование бензопилой/ сильное толкание
- Stonewoodiron
- Фрезерные и лесопильные заводы
- Ответы
- 15
- просмотров
- 1К
Stonewoodiron
Делиться:
Фейсбук Твиттер Реддит Пинтерест Тамблер WhatsApp Эл. адрес Делиться Ссылка на сайт
Хотите купить Заклепки для носа стержня Oregon
- Последний: Real1shepherd
Детали и инструменты для бензопил
Средство для удаления нагара
- Последнее: bwalker
Бензопила
Новичок в эксплуатации старых пил, вопрос по соотношению компонентов смеси
- Последнее: bwalker
Бензопила
Проблемы совместимости разрывных цепей и стержней в Канаде
- Последнее: cscltd
Фрезерные и лесопильные заводы
Добыча дров
- Последнее: Лесоруб Нейт
Дрова, отопительное и дровяное оборудование
Новая резьба
- Последняя: дерево MDS
Коммерческий уход за деревьями и лазание
Верх
Услуга по заточке полотна – WoodchuckCanuck.
comНастройка и заточка
Услуга по заточке небольших, стационарных и переносных пилорамы с использованием профилей зубьев 13, 10, 9, 7, 7/47 и 4-градусные профили. В нашем оборудовании используются колеса CBN с масляным охлаждением для точной и острой профильной обработки. Мы работаем с такими брендами лезвий, как Baker, Dakin Flathers (Ripper37), Hakensson, Hudson, Lennox, Montfort, Norwood, SMG Champion, Simonds, Timbry, Woodland Mills, Woodmizer и т. д.
Стоимость: 10 долларов США за лезвие. Постоянные клиенты платят 9 долларов.
Затачиваем переносные пилорамы. Графство Антигониш, Новая Шотландия. Чистые лезвияПеред отправкой лезвия необходимо очистить. За ржавые лезвия или лезвия со смолой, требующие очистки перед установкой, взимается плата за очистку в размере 3 долларов США за лезвие.
СОВЕТ: Чтобы сохранить целостность стали на лезвиях, когда они снимаются с мельницы, очистите их и протрите минеральным маслом, гидравлическим или трансмиссионным маслом. Вообще любое масло подойдет. Смочите тряпку жидкостью, протрите лезвие с обеих сторон, пропуская его сквозь пальцы.
Служба сварки лезвий
Осмотрите лезвия и обратите внимание на наличие трещин, изгибов или сломанных зубьев. Треснувшее лезвие можно починить. Если вы сломали лезвие, его тоже можно починить.
Возможно, погнутый клинок можно починить. Если у вашего лезвия отсутствует пара зубьев, это не слишком сильно влияет на производительность, основываясь на отзывах, которые я получил, когда мы затачивали зубья с некоторым повреждением зубьев. Мы затачивали лезвия, у которых отсутствовало до 26 зубьев. При этом многое зависит от количества повреждений и возможностей пильщика.
Когда вы закончите осмотр, положите лезвия в стопку для заточки.
Сварка и ремонт пильного полотнаВремя обработки: Обычно 1-3 дня.
Способ доставки: Вы можете сдать свои лезвия самостоятельно. Нам всегда интересно поговорить с нашими клиентами, чтобы узнать, как идут дела. Или вы можете отправить нам лезвия курьером или почтой. Коробка из 10 лезвий обычно стоит от 25 до 28 долларов за доставку в Приморье. Большинство клиентов упаковывают свои лезвия одним из двух способов (показанных ниже): либо в плоской упаковке, либо в рулонах. Обратите внимание на упаковку катушки, как лезвия расположены спиной к спине, а затем разделены картоном или тонкой фанерой. Коробки с плоской упаковкой отлично подходят для хранения и транспортировки.
Доставка обратно к вам: Оплата требуется до отправки лезвий обратно к вам. Мы принимаем наличные, Visa, Mastercard, PayPal и электронные переводы.
Если у вас есть другие запросы на профиль, сначала свяжитесь с нами, чтобы узнать о наличии.
Установка нового лезвия. Индивидуальная плоская упаковка. Держите лезвия в безопасности во время хранения и транспортировки. Десять лезвий в плоской упаковке. Панель скользит на место. Сдвижная панель больше не производилась, легко ломалась. Вместо этого панель теперь просто прикручена. Держите ее вместе! 🙂 Заточка дисковых пил
Мы предлагаем услуги по заточке дисковых пил, используемых в ручных инструментах, таких как столярные станки, дисковые пилы, настольные пилы, торцовочные пилы и кусторезные пилы.
Берем за зуб;
- Наиболее распространенные лезвия с односторонним зубом, плата составляет 0,50 доллара США за зуб, включая верхнюю часть.
- Зуб Triple Chip Grip (TCG) имеет три поверхности, плата составляет 1,50 доллара США за зуб, включая верхнюю часть.
Скидка на объемную заточку (для подрядчиков и плотников).
Заточка дисковых пил.Заточка долота
Долото с плоской поверхностью можно затачивать, 10 долларов США за каждое.
Заточка фуганковых ножей
Фуговальные ножи длиной до 24 дюймов можно затачивать. Цена зависит от состояния. Средняя стоимость набора обоюдоострых ножей $40.
Ориентация зубьев полотна
Набор зубьев
Диаграмма набора зубьев. (Изображение предоставлено руководством по заточке Wood-Mizer™) 9Набор зубьев 0002 может иметь несколько конфигураций. Самый распространенный показан выше; Поставь влево, Поставь направо, Рейкер.- «Установка влево» — это зуб, у которого кончик наклонен внутрь, к петле лезвия, также известный как «внутренняя посадка» или «внутренний зуб».
- «Справа» — это зуб, у которого кончик отклоняется наружу, в сторону от петли лезвия, также известный как «внешний набор» или «внешний зуб».
- «Ракер» — это зуб, у которого вершина направлена прямо вверх.
Все три зуба собирают опилки, но основной функцией сгребателя является сбор опилок. Два других зуба вырезают пропил. Прорез – это ширина отверстия, которое делает пильный диск при резке.
Внутренний и внешний распил
Вот бревно, которое только что распилили на лесопилке. А пока давайте просто проигнорируем тот факт, что этот первый срез плиты имеет значительное напряжение («пружина») в этом еловом бревне.
Изображение служит для наглядного представления того, что представляют собой разрезы внутренней и наружной поверхностей. «Лицевые разрезы» — это часть бревна, которую вы только что открыли. Если вы перевернете эту верхнюю шаткую доску, вы увидите два разреза на лицевой стороне. Один на шаткой доске («внутренняя сторона») и один на бревне, все еще прикрепленном к станине лесопилки («внешняя сторона»).
Теперь представьте петлю ленточной пилы на лесопилке.
- Внутренний зуб — это зуб, из которого сделана лицевая сторона верхней шаткой доски.
- Внешний зуб — это зуб, который запирал торец бревна на станине фрезы.
Прекратите читать сейчас и убедитесь, что вы поняли два предыдущих предложения. Это важно.
Это важно, потому что, когда вы неизбежно начнете сталкиваться с проблемами при фрезеровании, вы сможете быстрее решить некоторые проблемы.
Например, «шрамы» (также известные как «шрамы», «задиры», «царапины» или «следы») на лицевой стороне доски. Шрамы на лице важны только в том случае, если это имеет значение для вас. Некоторые фрезеровщики просто хотят резать доски и не заботятся о шрамах, они скажут: «Это грубый пиломатериал». Некоторые другие фрезеровщики рассматривают рубцевание как особенность и используют это в своих интересах, чтобы продавать свои доски. А еще есть мельники, которым нужен как можно более гладкий срез. Как правило, фрезеровщик, вырезающий широкие плиты из твердой или мягкой древесины, хочет получить как можно более гладкий срез, чтобы сократить время на дальнейшую подготовку, необходимую для подготовки доски к продаже. Большинству клиентов нужны доски с гладкой поверхностью, чтобы их работа также немного облегчилась для их собственной подготовки к использованию доски для своего проекта.
Оценки. «Царапины» на лицевой стороне доски означают, что a не установлен. Рубцы возникают в результате смещения одного или нескольких зубов. Это результат удара зуба или зубов о что-то твердое, например, о небольшой камешек в коре, или о действительно твердый сучок, или о посторонний предмет, застрявший в бревне. Если вы вернетесь в начало этого раздела к «Схеме расположения зубов», вы увидите, что левый и правый зубья находятся в определенном положении. Они «установлены» определенным образом. Если один или несколько зубьев отодвинуты дальше (дальше) от корпуса лезвия, они «смещены». Когда на лезвии появляются шрамы, это значит, что зуб или зубы смещены. Прежде всего, вы должны определить, какие зубы вызывают эту проблему.
Первый шаг в вашем расследовании: где видны шрамы? Это на лицевой стороне доски, которую вы только что сняли с мельницы? Или шрам на лицевой стороне доски (бревна) все еще фиксируется на фрезе? Это важно определить, потому что
- Если царапина есть на доске, которую вы только что сняли с фрезы, она является результатом того, что один или несколько внутренних зубьев сбились с их выравнивания.
- Если царапина есть на доске (бревне), которая все еще находится на фрезе, то царапина является результатом того, что один или несколько внешних зубьев сбились с их заданного положения.
Почему это важное определение? Что ж, знание того, где образуются рубцы, позволяет сузить поиск зубов, вызывающих проблему. Если проблема связана с тем, что внешние зубы оставляют шрамы на лице, то вы знаете, что вам нужно смотреть только на внешний набор зубов на лезвии пилорамы. Это сокращает время поиска со всех лезвий до одной трети зубьев лезвия. Затем вы можете приступить к поиску и устранению проблемы самостоятельно или снять лезвие и пометить его как проблемное лезвие с указанием в службе заточки лезвия, что внешний набор вызывает проблемы с рубцами.
Решение проблем с лезвием
- Сильный равномерный износ наконечников.
- Высокая температура кончиков зубьев приводит к более быстрому затуплению кончиков, вероятно, из-за отсутствия смазки или типа смазки.
- Слишком высокая скорость двигателя или скорость толкания для данного типа разрезаемого материала.
- Высокая температура кончиков зубьев приводит к более быстрому затуплению кончиков, вероятно, из-за отсутствия смазки или типа смазки.
- Зубья изношены с обеих сторон.
- Нож движется по ленточному колесу или ударяется о направляющие.
- Лезвие выводится из незавершенного резания без надлежащих клиньев для уменьшения трения.
- Изнашивание только с одной стороны, обычно снаружи комплекта.
- Лезвие не перпендикулярно плоскости резания.
- Лезвие трется о поверхность реза при возврате фрезы в исходное положение.
- Проверьте станок на предмет контакта зубьев с какой-либо внутренней частью мельницы.
- Сломанные, изогнутые или отсутствующие зубы.
- Неправильный выбор диска для разрезаемого материала.
- Повреждение при обращении из-за неправильного раскладывания полотна пилорамы.
- Слишком высокая скорость подачи в разрезаемый материал.
- Слишком высокая скорость двигателя для разрезаемого материала.
- Сучковатая древесина или посторонний материал.
- Трещины на задней кромке лезвия.
- Давление слишком сильное для остроты лезвия. Если вы думаете «еще один или два разреза», ваше лезвие слишком тупое.
- Неправильная установка лезвия на фрезу, когда тыльная сторона лезвия трется о фланец направляющих колеса.
- Колесные направляющие изношены или неисправны.
- Натяжение ленты слишком велико или слишком мало.
- Отсутствие зубьев
- Скорость подачи слишком высокая или слишком низкая.
- Материал смещается при резке.
- Неправильный угол зуба для разрезаемого материала.
- Сучковатая древесина или посторонний материал.
- Неправильное количество смазочно-охлаждающей жидкости.
- Стружка на кончиках зубов или впадине.
- Неправильная скорость подачи.
- Неправильная скорость ленточной пилы.
- Неверное количество или тип СОЖ для разрезаемого материала.
- Пищевод заполнен материалом.
- Слишком маленький угол зуба (шаг) для типа разрезаемого материала (впадина слишком мала для отвода опилок).
- Слишком высокая скорость подачи, из-за чего пищевод вмещает больше, чем он рассчитан.
- Неправильное количество смазки.
- Обожженные кончики зубьев из-за высокой температуры. Не путать с закаленными наконечниками синего цвета на заводе.
- Неправильное количество смазки для охлаждения лезвия во время резки.
- Слишком высокая скорость двигателя для разрезаемого материала.
- Неправильная скорость подачи.
- Пильный диск установлен с зубьями в неправильном направлении.
- Неравномерный износ или задиры по бокам лент.
- Направляющие полотна работают неправильно.
- Скопление опилок, стружки, коры или другого материала в кожухе колеса, проверьте машину на наличие посторонних предметов.
- Сильный износ задней кромки лезвия, выглядит ярко и блестит.
- Неправильное ведение отвала, задняя часть отвала трется о направляющие колеса.
- Износ или дефект колесных направляющих.
- Слишком высокая скорость подачи.
- Перелом полотна – диагональный перелом
- Полотно столкнулось с необычным напряжением на пути резания.
- Направляющий рычаг слишком далеко.
- Лезвие выровнено по направляющим колеса (или слишком близко), так что при нажатии лезвие трется о плечо направляющей колеса.
- Поломка лезвия – трещины горловины
- Неправильное натяжение лезвия.
- Изношенные зубья – слишком многого требуют от изношенного лезвия.
- Лента лезвий перекручена, согнута или перекручена.
- Неправильная техника складывания или раскладывания.
- Лезвие падает с колес во время резки.
- Волнистые порезы
- Тупое лезвие.
- Неправильная скорость подачи.
- Неправильная частота вращения двигателя.
- Неправильное натяжение полотна.
- Надрезы на древесине (следы от пропилов на поверхности древесины).
- Если нижняя сторона древесины, выходящей из фрезы, имеет задиры, причиной является внутренний набор зубьев. Слабая оценка означает, что один или несколько зубов смещены. Сильные задиры являются результатом смещения нескольких зубов.
- Если верхняя сторона дерева, все еще находящегося на фрезе, имеет царапины, причиной является внешний набор зубьев.
- В любом случае, когда вы не хотите, чтобы на древесине оставались следы от пилы, снимите полотно и пометьте его «проверить внутренний комплект» или «проверить внешний комплект». Установочная машина в нашем магазине не может обнаружить набор слишком далеко, который должен быть целенаправленно проверен.
- Зубья не установлены.
- Неправильное обращение с лезвием, особенно при складывании или раскладывании.
- Неправильное хранение лезвия, особенно при транспортировке.