Работа с жестью своими руками – –
alexxlab | 16.10.2019 | 0 | Разное
Работа с жестью — Паркфлаер
Добрый деньВ этот раз мы расскажем про то как можно выкатывать крылья, делать штамповку и основные моменты при пайке.

Выкатка
Методом выкатывания пользуемся довольно часто,так как он прост,а самое главное не требует много времени
Форму для выкатки можно использовать любую,так же можно выкатывать на листе резины
Такой метод пригодился при изготовлении мотоцикла М-72

Была найдена половинка большого подшипника
Вырезаем полоску нужной нам ширины,лучше вырезать с запасом,лишнее обрезать не долго

Для выкатки есть свои инструменты

Применяя собственные усилия и водя по жесте туда-сюда,виднеется будущее крыло

Далее продолжаем катать, можно использовать множество разнообразных форм


В итоге получаем почти готовое крыло,обрезаем, шкурим и подгоняем под модель


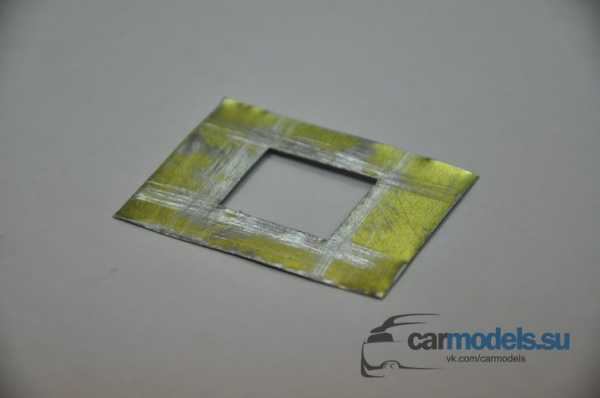
Штамповка 1 способ
Для штамповки используем более тонкую жесть чем обычно

Из латуни вырезаем будущию “штамповку” нужной формы и размера
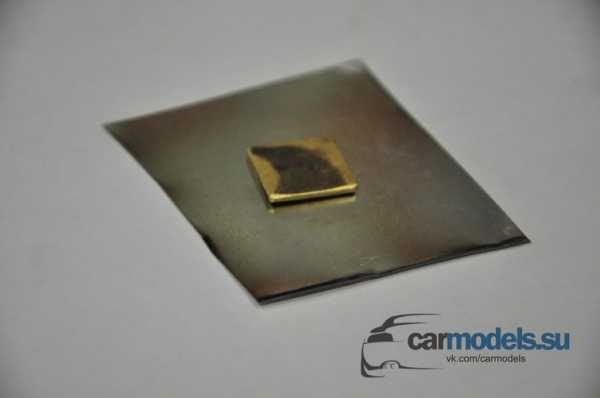
Чтоб латунь не смещалась при штамповке,её совсем чуть-чуть припаеваем к жести

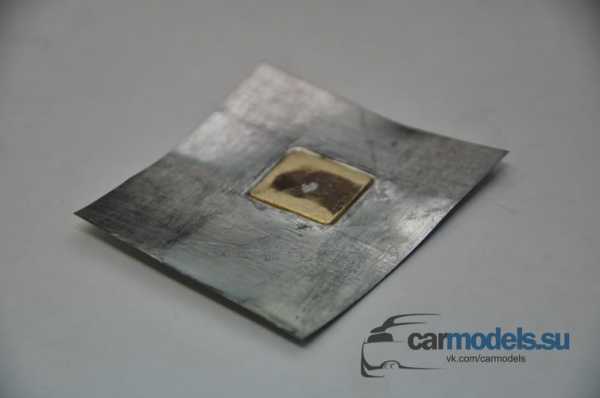
Затем берём железные уголок и обстукиваем с четырёх сторон

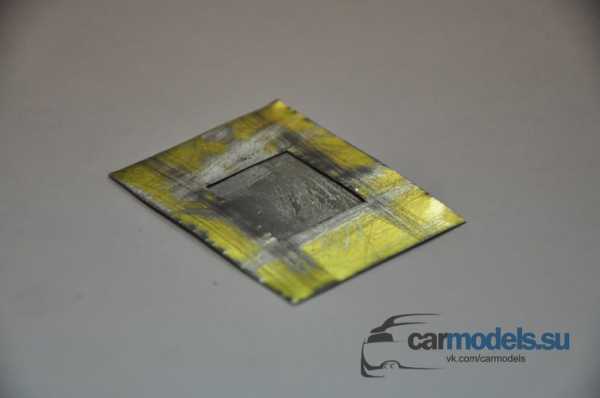
Получается вот так:

Нагреваем пояльником латунь и вытаскиваем
Зачищаем место пайки, чтобы не осталось и следа от олова
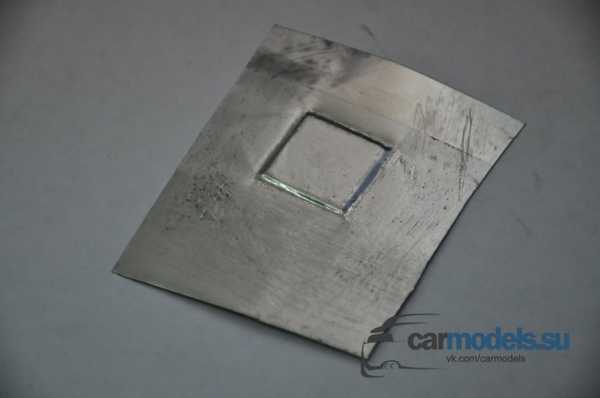
Вот такая у нас получилась штамповка
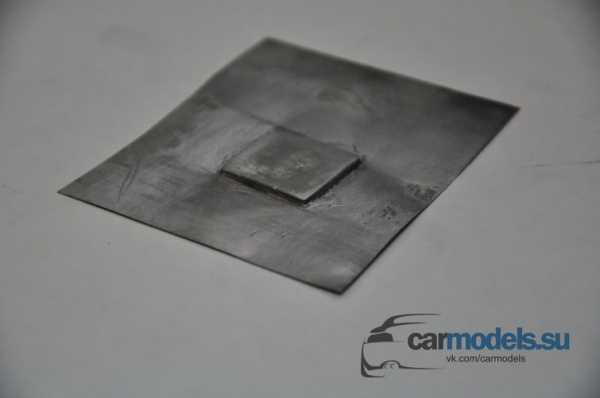
Штамповка 2 способ
Этот способ весьма прост. Берем и вырезаем отверстие нужной формы и сзади припаиваем накладку из жести. И вас получается не плохая штаповка.
Глубину штамповка можно изменять с помощью проволочки припаянной по периметру так называемой штамповки
Таким способом сделали штамповку на крыше геленвагена
Основные моменты в изготовлении модели.
Мы долго думали как все это сделать и решили снять видео по изготовлению простейшей модели “Багги”.
Такую модель изготавливают дети первого года обучения.
Всем спасибо за внимание!
Автомодельная лаборатория
www.parkflyer.ru
Работа с жестью, жестяные листы
Работы с проволокой и жестью
Материалы и инструменты
См. также главуРабота с металламив книге
Кружок «Умелые руки»
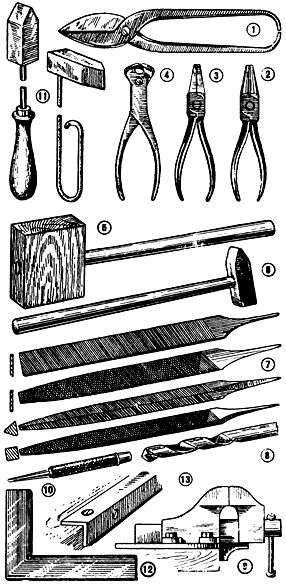 |
Рис. 53. Инструменты и приспособления для работы с проволокой и жестью: 1 — ножницы кровельные; 2 — круглогубцы; 3 — плоскогубцы; 4 — кусачки; 5 — киянка; 6 — молоток; 7 — напильники; 8 — сверло для металла; 9 — тиски параллельные; 10 — пробойник; 11 — паяльник; 12 — угольник металлический; 13 — «уголок». |
Слесарным делом членам кружка «Умелые руки» почти не придется заниматься. Для некоторых изделий понадобится только проволока и жесть, поэтому мы и расскажем о простейших приемах их обработки.
Кружку необходимо иметь небольшое количество медной, железной и стальной проволоки. Мягкая медная проволока легко сгибается и режется, но она не упругая и не годится, например, для пружин и крючков.
Для многих изделий понадобится железная проволока — тонкая оцинкованная и более толстая, так называемая «печная».
Крючки и пружинки можно делать из стальной проволоки марки «ПК» или из балалаечных струн.
Запасы проволоки хранят, наматывая ее кругами. Такие витки проволоки называют буртами.
Консервные банки — лучшая жесть для работ юных техников. Она не ржавеет, так как покрыта с обеих сторон тонким слоем олова, легко режется, сгибается и паяется. Не менее ценный и прочный в обработке материал — тонкая листовая латунь.
Для обработки всех этих материалов требуются простые инструменты.
Жесть режут ручными кровельными ножницами. Но можно обойтись и обыкновенными швейными, размером побольше. Их придется лишь часто точить. Проволоку обычно откусывают кусачками — клещами с заостренными концами губок. В крайнем случае и их можно заменить ножницами.
Напильник при обработке металла заменяет рубанок и отчасти пилу. Желательно иметь в кружке хотя бы два напильника, в первую очередь треугольной формы: с крупной насечкой (драчевый) и со средней насечкой (личной).
Для сгибания проволоки и жести нужны плоскогубцы, круглогубцы, молоток, киянка. Киянка должна быть более узкая, чем для работы по дереву, молоток — небольшой (весом около 250 граммов), с одним заостренным концом.
Небольшие отверстия в жести сверлят спиральными сверлами при помощи коловорота или дрели, но чаще пробивают гвоздем или пробойником. Пробойник — это металлический стержень с суженным концом. Сделать пробойник можно из старого, негодного к употреблению напильника, заточив его конец.
Для разметки жести применяются металлический слесарный угольник и чертилка — стальной стерженек, обломок вязальной спицы или простой гвоздь.
Если кружок будет заниматься пайкой, то необходим еще паяльник с простым или электрическим нагревом, а также некоторые материалы, о которых будет сказано дальше.
Хорошо иметь в кружке небольшие параллельные тиски, которые привинчиваются к краю стола. Слесарные тиски
Наконец для работы с жестью необходимо простое приспособление — «уголок». Это согнутая под прямым углом полоса железа, прибитая или привинченная шурупами к краю рабочего стола. Кроме того, иногда требуется наковальня. Наковальню можно заменить массивным куском железа или перевернутым обыкновенным чугунным утюгом, уже негодным к употреблению.
Приемы работы с жестью
Жесть (и тонкую листовую латунь) так же, как и проволоку, приходится часто выпрямлять, так как она легко мнется. Большой лист жести можно выпрямить только киянкой, уложив его на гладкой поверхности и простукивая один участок за другим. Металлическим молотком удается выпрямлять лишь небольшие кусочки жести.
Режут жесть, как уже было сказано, ручными кровельными ножницами, слегка отгибая вверх отрезаемый конец. При резке требуются значительные физические усилия. Работа сильно облегчится, если ножницы зажать в тисках. Тогда нажимать придется только на один свободный рычаг ножниц, затрачивая меньше сил.
Отверстия в жести сверлят или пробивают. В последнем случае жесть кладут на торец деревянного бруска или полена, в нужном месте ставят пробойник или гвоздь и сильно ударяют по нему молотком. Края пробитого отверстия с обратной стороны получаются загнутые и оборванные. Их прибивают молотком.
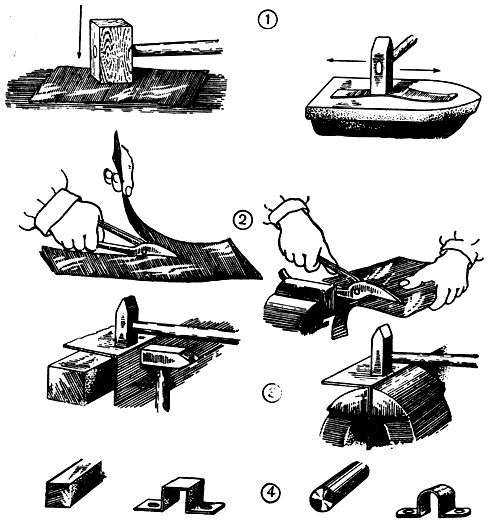 |
Рис. 54. Приемы работы с жестью: 1 — выпрямление жести; 2 — резание; 3 — сгибание под прямым углом; 4 — скобки из жести. |
Под прямым углом жесть сгибают на металлическом уголке рабочего стола. Уложив лист жести на стол, свисающий конец сперва отгибают вниз рукой, а затем окончательно выравнивают сгиб киянкой. Перед сгибанием в жести делают все необходимые вырезы и отверстия.
Для некоторых изделий требуется согнуть из жести различные скобки. Их гнут киянкой на деревянных шаблонах — выпиленных по размерам скобок прямоугольных или полукруглых брусочках. Вырезанную полоску жести накладывают на брусок и изгибают по нему.
Описанными приемами работы с жестью мы и ограничимся. Способы соединения жести для школьников 3—5-х классов слишком сложны. Только в редких случаях они будут паять жесть. Соединять же деревянные и жестяные детали проще всего шурупами.
Как резать и сгибать проволоку
Проволока, особенно медная и железная, легко гнется.
работа с жестью своими руками
Чтобы сделать какую-нибудь вещь из проволоки, ее прежде всего надо выпрямить. Короткие отрезки проволоки выпрямляют на наковальне, толстом куске железа или на перевернутом утюге. Сперва простукивают молотком все изгибы, а затем проводят им по всей длине проволоки взад и вперед, прижимая ее к наковальне. Железную и алюминиевую проволоку выпрямляют металлическим молотком, более мягкую — медную — киянкой.
Длинную проволоку выпрямляют протягиванием. Например, ее продевают в ручку двери и протягивают, крепко держа руками оба конца. Если с проволокой приходится работать часто, то лучше сделать специальное приспособление для выпрямления ее. В толстую доску вбивают ряд гвоздей, между ними пропускают проволоку и протягивают.
Режут тонкую железную и медную проволоку кусачками, сжимая их руками. Стальную проволоку в месте разреза предварительно нагревают на огне, благодаря чему она становится мягче. Иначе твердую стальную проволоку откусить трудно, и кусачки при этом портятся: на острых губках их получаются зазубрины. Кусать стальную проволоку надо краями губок, а не серединой. Если получится зазубрина, то на краю она не так страшна. Случается, что кусачки «не берут» проволоку: сил школьника не хватает, чтобы ее откусить. Нельзя в таких случаях бить по кусачкам молотком — так легко испортить и даже сломать их. Толстую или твердую проволоку можно разрубить зубилом или же подпилить острой гранью напильника (трехгранного) и затем сломать руками, согнув и разогнув несколько раз в этом месте. Под прямым углом тонкую проволоку сгибают в руках плоскогубцами. Толстую проволоку зажимают в тиски и сгибают при помощи молотка или киянки. Нельзя ударять по тискам металлическим молотком, так как их можно разбить.
Ушки и колечки из проволоки сгибают круглогубцами. А чтобы согнуть правильный большой круг, подбирают стержень, металлическую трубу или круглое бревно соответствующего диаметра.
Спиральные пружинки навивают на круглых стержнях (например, на толстом гвозде). Удобнее всего стержень вместе с концом проволоки зажать в тисках. Наматывая проволоку, ее все время туго натягивают и плотно укладывают один виток к другому без пропусков. Лишний конец проволоки откусывают кусачками. Если намотанную спираль распилить по длине, то она распадается на отдельные разрезанные колечки. Из таких колечек легко сделать цепочку. Распилить спираль можно мелкозубчатой ножовкой или острой гранью напильника, если проволока тонкая. Зубья ножовки предварительно смазывают машинным маслом.
Стальная проволока — очень упругая. После сгибания она несколько расходится. Поэтому, чтобы получить сгиб стальной проволоки под прямым углом, ее надо согнуть немного больше. А чтобы получить спираль из стальной проволоки нужного диаметра, стержень берут немного тоньше. Медная и железная проволока после сгибания сохраняет приданную ей форму и не расходится.
Железная проволока выделывается разной твердости, иногда ее бывает трудно сгибать. Трудносгибаемую проволоку предварительно отжигают на огне, а затем дают ей остыть на воздухе, чтобы сделать гибкой.
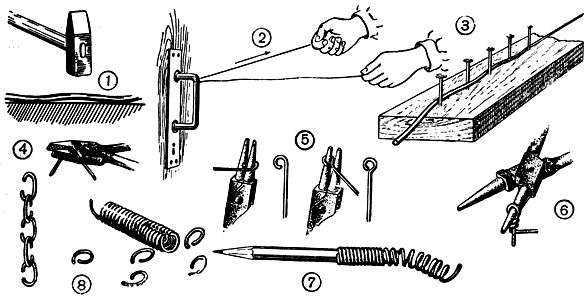 |
Рис. 55. Приемы работы с проволокой: 1, 2, 3 — способы выпрямления проволоки; 4 — сгибание проволоки под углом; 5 — загибание ушка; 6 — сгибание колечка; 7 — намотка пружинки; 8 — колечки и цепочки из проволочной спирали. |
Остывшую проволоку, покрывшуюся окалиной, зачищают шкуркой. Согнутую железную проволоку можно закалить — снова сделать твердой. Для этого ее накаляют на огне и сейчас же опускают в холодную воду.
Как паять
См. также главуПаяниев книге
Кружок «Умелые руки»
В некоторых изделиях требуется прочно соединить металлические детали. Лучше всего это сделать при помощи пайки. Начинать учиться паять могут члены кружка старшего возраста — пионеры и школьники 5-х классов.
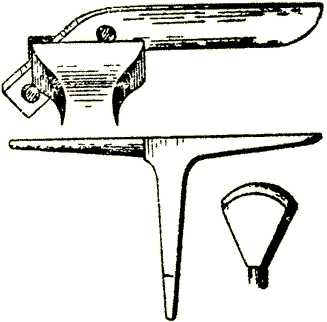
Инструмент для паяния — паяльник — представляет собой кусок красной меди, укрепленный на железном стержне или на скрученной толстой проволоке. Этот паяльник нагревается на огне, быстрее и лучше всего на пламени примуса. Удобнее работать электрическим паяльником, который включается в штепсельную розетку и нагревается током. Не следует, однако, греть паяльник без нужды, оставлять его включенным во время перерыва в работе, тогда обмотка паяльника будет служить продолжительное время. Паяльник называется боковым или молотковым, когда медный рабочий конец укреплен под прямым углом к стержню; паяльник называется торцовым, когда рабочий конец его присоединен к стержню своим торцом. И тот и другой паяльник работают одинаково.
Спаиваемые детали скрепляют припоем. Обычно в качестве припоя пользуются так называемым третником — сплавом двух частей свинца с одной частью олова. Свинец придает большую прочность спайке. Легче паять (требуется меньший нагрев) припоем, состоящим из одной части свинца и двух частей олова, а еще легче чистым оловом. Посуду для пищи всегда паяют чистым оловом.
Чтобы припой прочно соединился с металлическими деталями, при паянии применяют флюсы. Чаще всего это хлористый цинк, то-есть цинк, растворенный в соляной кислоте. Такой раствор известен под названием паяльной кислоты или паяльной жидкости. При паянии тонкой проволоки и электрического провода вместо кислоты берут канифоль, которая, соприкасаясь с горячим паяльником, расплавляется и превращается в жидкость.
На поверхности разогретого металла от соприкосновения его с кислородом воздуха быстро возникает тонкая пленка окиси. Она мешает прочной спайке. Флюс же (паяльная кислота или канифоль) препятствует образованию окиси.
Окись образуется и на самом паяльнике. Для очистки его необходим нашатырь — в порошке или куском. При пайке с канифолью нашатырь не нужен.
Все материалы перед началом работы раскладывают на рабочем столе так, чтобы до них было удобно дотянуться паяльником.
Учиться паять следует начинать с жести. Железо и другие металлы в месте пайки предварительно покрывают тонким слоем олова — лудят.
Жесть от консервных банок уже луженая, поэтому работа с нею упрощается и ускоряется. Места спайки должны быть чистые. Напильником или ножом очищают следы засохшей краски, прилипшей смолы и т. п., мыльной водой смывают следы жира, влажной тряпочкой удаляют налет грязи. Малейшие пятна грязи, ржавчины, краски сделают пайку непрочной: припой в этих местах будет держаться слабо.
Так же тщательно подготовляют паяльник. Заостренный кончик его, называемый иногда жалом паяльника, зачищают напильником или крупнозернистой шкуркой. Затем паяльник нагревают на огне. При этом над пламенем держат не заостренный конец паяльника, а его тупую часть (обушок), соединяющуюся со стержнем. Время от времени горячий паяльник прикладывают жалом к нашатырю. Когда нашатырь начинает с легким шипением дымить — значит паяльник нагрелся. Кроме того, верхушка пламени, в котором находится хорошо нагретый паяльник, становится зеленовато-голубого цвета. Нагрев электрического паяльника проверяют, также прикасаясь им к нашатырю.
Заостренным концом нагретого паяльника с одной и с другой стороны быстро трут по куску или порошку нашатыря. Затем этим же концом паяльника отделяют маленькую частичку припоя, которая превращается в капельку. Паяльник поворачивают в разные стороны, чтобы капелька припоя растекалась по заостренному концу и покрыла его с обеих сторон ровным тонким слоем. Если олово не сплошь покрыло конец паяльника — значит он был плохо зачищен. Надо его еще подчистить в местах, где нет олова, и взять еще капельку припоя.
Два куска жести, которые надо спаять, накладывают краями один на другой. Место будущего шва смачивают паяльной кислотой при помощи тонкой кисточки или деревянной палочки: проводят на нижнем куске жести розную полоску, не давая кислоте растекаться. Концом нагретого паяльника отделяют кусочек припоя, который сейчас же расплавляется. Капельку припоя переносят паяльником на жесть и медленно ведут концом паяльника по смоченной кислотой полоске взад и вперед. Припой растекается по ней. Верхний кусок жести прижимают в это время палочкой или молотком, чтобы он не сдвинулся с места. Когда капелька припоя растечется по жести, паяльником сюда переносят вторую капельку и т. д. Паяльник все время должен быть горячим, время от времени его подогревают. Но слишком перегревать паяльник нельзя — пайка получится плохой.
Паяльником не только переносят припой, им также нагревают жесть. На плохо прогретом месте пайка держаться не будет. Поэтому к месту пайки паяльник надо прикладывать не одним острым концом, а всей заостренной гранью, как показано на рисунке 56 (6). Не следует набирать на паяльник много припоя. Шов пайки должен быть нетолстым и ровным.
Закончив паяние, место пайки промывают водой и протирают тряпочкой, чтобы удалить остатки паяльной кислоты, иначе вокруг пайки появится ржавчина.
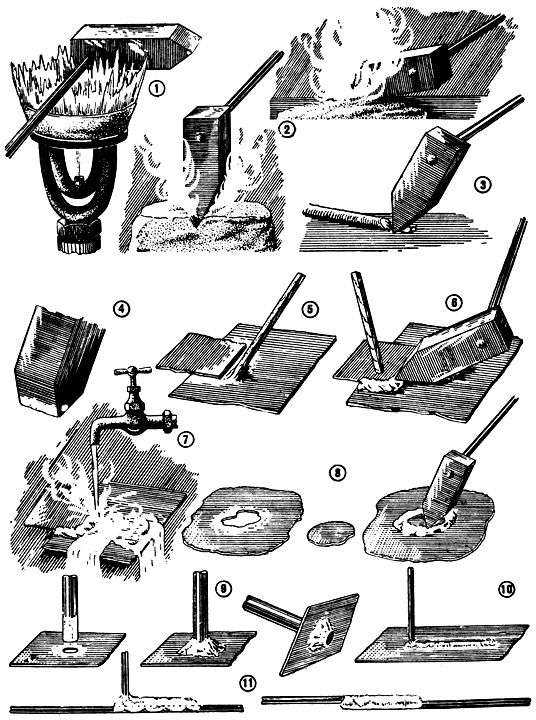 |
Рис. 56. Как паять: 1 — нагревание паяльника; 2 — конец нагретого паяльника трут о нашатырь; 3 — паяльником набирают припой; 4 — залуженный конец паяльника; 5 — место спайки смазывают паяльной кислотой; 6 — пайка жести; 7 — место спайки промывают водой; 8 — запаивание отверстия; 9 — впаивание трубочки в жесть; 10 — припаивание проволоки к жести; 11 — пайка проволоки. |
Если нужно заделать маленькое отверстие в жести, его запаивают одним припоем. На большие отверстия накладывают заплаты из жести. Для этого заранее вырезают кусочек жести соответствующего размера. Края отверстия смазывают паяльной кислотой, покрывают слоем олова и накладывают заплату, смазав и ее края кислотой. Сверху по краям заплаты проводят горячим паяльником.
Так же паяют железо и латунь. Но в этом случае тщательно зачищенные места спайки надо предварительно залудить: покрыть при помощи паяльника тонким слоем припоя. Труднее паять алюминий, так как обычный припой (третник) на нем не держится, а требуется припой, состоящий из 70 процентов олова и 30 процентов цинка. Пайкой алюминия в кружке заниматься не следует.
В некоторых изделиях требуется впаивать в жесть тонкие трубочки. Для этого в жести пробивают отверстие, вставляют в него конец трубочки и пропаивают его с обеих сторон.
Чтобы припаять к жести проволоку, ее сгибают под прямым углом. Отогнутый конец прикладывают к поверхности жести и спаивают с нею.
Проволоку паяют, сложив вместе два конца (один из них иногда сгибают под прямым углом). Часто для прочности эти концы предварительно скручивают.
При пайке тонкой проволоки и проводов можно обойтись без паяльника, если вместо третника и флюса применить специальную паяльную пасту — тиноль. Слой тиноля накладывают на место спайки и нагревают на огне.
следующая глава
Фальцевая крыша, жестянщик кровельщик, монтаж фальцевой крыши.Давно не писал об объекте Отрада, в данный момент на объекте уже появилась участками фальцевая крыша.
работа с жестью
Из-за того, что предыдущий подрядчик применял для обрешетки некалиброванный пиломатериал, фальцевое покрытие крыши местами стало немного, правда незаметно для неискушенного гла…
Давно не писал об объекте Отрада, в данный момент на объекте уже появилась участками фальцевая крыша. Из-за того, что предыдущий подрядчик применял для обрешетки некалиброванный пиломатериал, фальцевое покрытие крыши местами стало немного, правда незаметно для неискушенного глаза, волнистым. На данный момент выполнен в фальцевом покрытии один скат кровли, сделана ендова, конек, обойдена
на фото: инструмент жестянщика-кровельщика для производства фальцевой крыши

коммуникационная шахта — труба проходящая сквозь кровлю и к ендове соединен еще один скат кровли. Т.е. на данном этапе выполнено около 70 м.кв фальцевой крыши. Жестянщик кровельщик Володя, выполнил конек и ендову в немецком стиле. Как видно на фотографиях процесс создания конька и двойной ендовы по немецкой технологии невозможно повторить не имея огромного навыка и самое главное дорогостоящего немецкого инструмента и оборудования. Монтаж фальцевой крыши не мог начаться без собственно подготовки цеха в котором производится прокат кровельных картин, подготовка и обработка металла и разделка узлов перед подачей их на место монтажа — на кровлю.
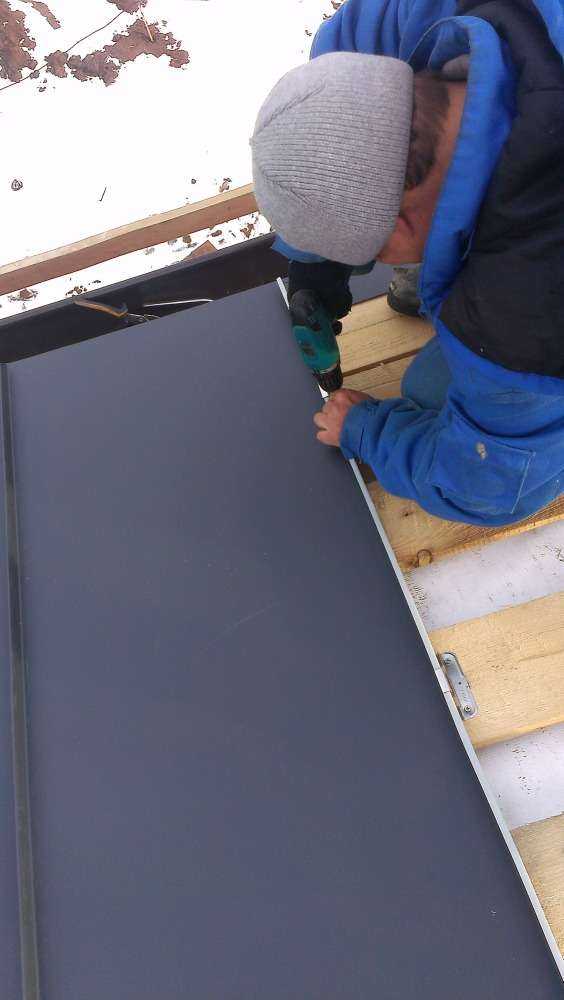
на фото: фальцевая крыша, монтаж панелей производит жестянщик — кровельщик Алексей

На первом этаже в строящемся доме заказчика, благо площадь позволяе нами был собран из ранее доставленного оборудования цех для производства фальцевых картин непосредственно на площадке, фотографии цеха выложу в следующем посте.
на фото: жестяницкая мастерская оборудованная на первом этаже строящегося дома

В общем процесс двигается в нормальном темпе, для заказчика в данном случае скорость монтажа кровли не так важна как ее качество, поэтому фальцевая крыша этого дома собирается тщательно и неторопливо. После такой неторопливой но качественной работы жестянщика кровельщика, монтаж фальцевой крыши должен быть выполнен на все 100% качественно и надежно, без единой, сейчас и в дальнейшем, рекламации.
на фото: вентилируемый конек фальцевой крыши выполняемый по немецкой технологии

По мере продвижения работ можно наблюдать как увеличивается площадь покрытия кровли. Фальцевык картины кладутся на обрешетку и сшиваются между собой рамками ключами. На фото видно как кровельщик — жестянщик Владимир крепит кровельную картину подвижным кляммер для исключения деформации фальцевой крыши в процессе эксплуатации.
Лакирование белой жести
Применение лака для защиты поверхности жестяной банки.
Величина массы оловянного покрытия оказывает значительное влияние на срок службы жестяной банки, так как чем толще оловянное покрытие, тем меньше вероятность существования непокрытых оловом участков жести, а также большее количество олова должно быть растворено до начала серьезных изменений на внутренней поверхности банки. Вместе с тем существует ряд мер для обеспечения адекватной защиты при более тонких покрытиях оловом. Например, лакировка белой жести, которая осуществляется для защиты внутренней и наружной поверхности и улучшения внешнего вида консервной тары.
Банки из электролитической луженной белой жести часто подвергают лакировке для обеспечения дополнительной защиты и/или для возможности использования жести с более тонким оловянным покрытием. Лак или эмаль на внутренней поверхности банки представляет собой инертный барьер между металлом банки и ее содержимым, и он не должен пропускать запахи или примеси из металла в пищевой продукт или напиток находящиеся в контакте с ним.
Для многих продуктов питания пористость лака не имеет значения. Однако в случае агрессивных продуктов лак помогает защищать банку в течение всего срока ее службы. Лак, наносимый на внутреннюю поверхность банки, обеспечивает отсутствие контакта продукта с металлом, а наружный лак обеспечивает необходимую коррозионную стойкость. Современные лаки отвечают таким критериям, как способность выдерживать кипячение, абсолютная нейтральность даже в контакте с агрессивными продуктами и оптимальное поведение при длительном хранении. Цвет внутреннего лака, обычно, — от прозрачного до золотистого или во многих случаях до белого. Наружный лак обычно прозрачный или золотой.
Технология лакировки и сушки.
Нанесение лаковых покрытий производится на автоматическом оборудовании. Метод нанесения покрытий на листы осуществляет посредством валков, с использованием роликовой системы. Роликовые машины наносят на жесть ровный слой лака контролируемой толщины. Они могут работать отдельно или вместе с линией литографии.
Стальной наносной валик вращается в поддоне, содержащем наносимый на жесть лак, который передается на распределительный валик и далее на валик нанесения покрытий. Прижимной ролик действует во взаимодействии с валиком нанесения покрытий так чтобы двигать листы, захватывая их. Толщина пленки контролируется зазором между тремя валиками: наносным, распределительным и нанесения покрытий. Нагревательный элемент часто используется для поддержания нужной вязкости лака. Излишки материала покрытия удаляются с прижимного ролика скребком и снова направляются в работу. Когда листы покрывают по всей их ширине, применяют простой валик нанесения покрытий. Валик нанесения покрытий с вырезанными на нем полями применяют, когда на жести требуются продольные поля не покрытые лаком, необходимые под швы для корпусов паяных и сварных банок.
Затем жесть попадает в сушильную печь. Листы жести поступают на конвейер в вертикальном положении и проходят через туннельную печь, которая имеет ряд зон с регулируемой температурой. Фактическая температура процесса и время сушки зависят от конкретного покрытия. Температура должна быть ниже температуры плавления олова, и по этой причине, как правило, не превышает 205°C. Время сушки при максимальной температуре составляет порядка 10 минут. При выходе из сушильной печи листы укладываются на поддоны. Иногда требуется несколько этапов лакировки, что требует соответствующее количество термических сушек. На некоторых заводах установлены линии для непрерывного лакирования жести в рулонах: на этих высокоскоростных линиях температура плавления олова может кратковременно превышаться.
Требования к лаковому покрытию.
Важным требованием, предъявляемым ко всем лакам, является их способность к полному и равномерному покрытию всей поверхности белой жести, не требующее предварительной специальной обработки поверхности и сохранение адгезивных свойств лака даже при неблагоприятных условиях. Пищевые банки, снаружи покрытые лаком должны выдерживать воздействие пароводяной смеси в течение приблизительно одного часа при температуре 120-132°C.
Существует ряд негативных факторов, влияющих на применение лака. Невозможность смачивания лаком всей поверхности белой жести, вызывает образование круглых или эллиптических пробелов обычно называемых «глазками» (eye-holes). К причинам относятся: попадание частиц пыли, чрезмерные остатки масла, применение переохлажденных листов. Трудности при смачивании иногда могут быть преодолены с помощью предварительного обжига жести перед покрытием лаком, это довольно дорого и приемлемо только в качестве временной меры.
Адгезия — важное свойство лака и здесь три формы проблем могут иметь место. Образование трещин и отслаивание лака может возникнуть при механической деформации, например, на швах или зигах. Шелушение может возникнуть в процессе термической обработки и особенно характерно для внешних покрытий. Разрыв может произойти в результате коррозии, причиной часто являются царапины и другие несплошности лаковых покрытий.
Пассивация, которой подвергается жесть, оказывает существенное влияние на адгезию лака. Как слабая, так и очень сильная пассивация может оказать пагубное влияние при определенных условиях, а пассивация, в результате которой общее покрытие хромом составляет 0,5мг/см², является оптимальной для жести, предназначенной для лакировки.
Контроль качества лакового покрытия.
Для большинства жестяных банок имеющих внутреннее защитное покрытие, испытание
лаков и определение свойств жести, которые могут повлиять на поведение лаков, приобретают
все большее значение. Смачивание поверхности белой жести лаками представляет собой сложный процесс и зависит от химических процессов на поверхности жести, количества, состава и химических свойств лака.
Делаем листогиб своими руками из подручных материалов
Ряд испытаний были разработаны для количественной оценки “поверхностной энергии ” белой жести при смачивании ее лаками, в том числе использование баланса поверхностного натяжения.
Многие из испытаний по обнаружению несплошностей лакового покрытия на жести заключаются в том, чтобы сделать несплошности видимыми путем их окрашивания. Таким образом выявляются несмоченные лаком или поврежденные участки жести. Для этого обычно используют водные растворы сульфата меди. Еще один метод заключается в погружении образца в кислотный раствор и применение оловянного анода, на который подается ток. Для проведения такого теста используется электролизер.
Проводятся также тесты на адгезию лакового покрытия. Слабая адгезия лакового слоя может вызвать отслоение лака в процессе деформации при изготовлении жестяной банки или нарушение сплошности лакового покрытия в результате коррозионного воздействия содержимого банки. Нарушение наружного лакового покрытия может быть вызвано воздействием пара, горячей воды или другой стерилизационной среды. В идеале испытания должны воспроизводить, при чем с некоторым запасом, условия эксплуатации лакированной жестяной банки. Самым эффективным тестом стойкости лакового покрытия является изготовление концов банок из лакированной жести с последующим тестированием качества лакового покрытия. Для практических испытаний концы погружают в соответствующий продукт или раствор, чтобы выявить динамику нанесения ущерба лаковому покрытию.
Меры предосторожности во время консервации и при хранении.
Одной из основных причин использования лаковых покрытий является предотвращение растворения олова, что позволяет использовать оловянное покрытие меньшей массы.
Основным возможным видом коррозии на наружной стороне жестяной банки является ржавчина, образующаяся через поры в лаковом и оловянном покрытиях, но иногда оловянное покрытие подвергается другим видам коррозии. Например, в результате загрязнения содержимым, вытекшим наружу из находящейся рядом банки или после обработки банок щелочной водой. Образующаяся ржавчина часто принимает форму распыленной тонкой пленки в виде пятен. Меры предосторожности включают: применение воды с минимальным количеством примесей для обработки банок, минимизацию содержания кислорода в местах нахождения банок и ограничение продолжительности процесса консервирования. Период охлаждения должен быть сведен к минимуму, поэтому в охлаждающую воду добавляют реагент, повышающий ее смачивающие свойства, который обеспечивает быстрое высыхание. Плохие условия хранения и транспортировки также ускоряют процесс образования ржавчины. Риск наружной коррозии возрастает с уменьшением массы оловянного покрытия жести. Качественная пассивация может повысить стойкость к атмосферной коррозии, но такие покрытия могут быть повреждены за то время, пока банка изготовляется, наполняется содержимым и подвергается термообработке.
Сульфидные пятна.
Лакирование обычно решает проблему сульфидных пятен; для продуктов наиболее склонных производить этот эффект применяют внутренние лаки, пигментированные оксидом цинка. Они имеют внешний вид слегка напоминающий поверхность жемчужины, а образующийся сульфид цинка является аналогичным белым продуктом, так что цвет не изменяется. Следует отметить, что сульфидные пятна изменяют только внешний вид внутренней поверхности банки и фактически не имеют вредного воздействия на продукты питания.
Поставки жестяных банок из лакированной жести предлагает ТД «Упаковка»
Тел.( 495)4245533, факс (495)4241131
E-mail:
astgift.ru
Материалы и инструменты / Кустарь
Юный техник должен знать основные приемы жестяницких работ, чтобы уметь сделать из жести цилиндр, конус, прямоугольную коробку и другие несложные вещи, которые могут ему понадобиться.
Материалы жестяника — тонкие листы металла, легко гнущиеся, но зато требующие и некоторой осторожности в тех случаях, когда их поверхность должна остаться неизмятой, без царапин и выбоин. В работу идет по преимуществу мягкое железо, из которого прокатывают тонкие листы различной толщины. Бывает железо черное кровельное, оцинкованное, луженое (жесть). Толщина листов колеблется от 0,3 до 1 мм. Выбирая железо или жесть, надо следить, чтобы оно было хорошего качества. Железо не должно расслаиваться и иметь пузыри. Белая жесть должна быть хорошо залужена, без пятен, царапин и ржавчины. Кроме железа, жестяники работают иногда с тонкими листами меди, латуни, алюминия и цинка. Работая с медью или алюминием, часто приходится отжигать материал, если он жесткий. Его нагревают и затем охлаждают (медь в воде, а алюминий просто на воздухе). Отжигом надо пользоваться при выколачивании фальцев или выпуклостей, когда материал гартуется, становится жестким под ударами молотка.
Кроме листов металла, жестянику может потребоваться проволока, тонкое полосовое железо, обручное, или вязка, мелкие заклепки с плоской головкой, олово.
Для разметки понадобятся разметочный или слесарный циркуль, линейка с делениями и простая деревянная линейка, складной метр или рулетка, угольник и чертилка. Для разрезания листов необходимы ножницы и зубило. Работая с тонкой жестью, можно обойтись обыкновенными, достаточно прочными ножницами. Зубило может понадобиться лишь в редких случаях, для прорезывания внутренних отверстий и рубки более толстых кусков металла.
Для пробивки дыр жестяник чаще всего пользуется пробойником. Дыры более крупных диаметров проделываются высечками соответствующих размеров.
Высечка
Дыру вырубают, обязательно положив лист металла на гладко срезанный торец твердого дерева или свинцовую пластинку.
Линейка, циркуль, угольник, чертилка — это всё уже знакомые инструменты, и пользование ими также дело уже известное. Для отчерчивания параллельных линий жестяники употребляют рейсмус, только их рейсмус — это чаще всего кусочек жести с уступом.

Рейсмус
Острым концом кусочка прочерчивается линия, параллельная краю листа, о который упирается уступ рейсмуса.
Основной инструмент жестяника — это молотки и киянки. Обычный молоток жестяника прямоугольный, довольно высокий, с прямым бойком и острым, скошенным с одной стороны носком.
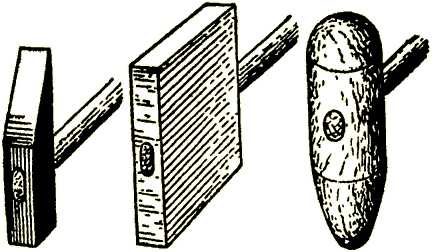
Молоток и киянки жестяника
Жестяник часто работает двумя молотками; большой он подставляет вместо наковальни, а молотком поменьше работает. Бывают для тонких жестяницких работ и другие формы молотков — с выпуклым и прямым бойком для выглаживания различных поверхностей. Юный мастер может обойтись обыкновенным слесарным молотком. Не менее важным инструментом являются и киянки. Надо иметь прямоугольную киянку и затем завести себе при надобности киянку с круглым бойком для выколачивания выпуклых поверхностей.
В качестве наковальни жестянику служит лом — кусок толстого квадратного железа.
Лом
Один конец его вытянут узким конусом. На нем заворачивают трубки и изделия с округлыми поверхностями. Середина лома имеет острое прямое ребро, на котором отгибают фальцы — края у листов жести. Другой конец слегка округлен на верхней плоскости и косо срезан книзу. На нем загибают фальцы на кружках и загибают замки на ведрах и т. п. Лом служит для более грубых работ. Для более тонких служат поддержки и скребки — небольшие наковальни разнообразных форм.
Поддержка и скребки
Обычно их зажимают в тиски или заколачивают в колоду. Необходимо также иметь ровную железную или чугунную плиту для выпрямления материала и проч. Юный мастер может заменить себе это оборудование куском углового или прямоугольного железа, куском трубы и железной пластиной.
Из прочих инструментов жестянику может понадобиться напильник, шабер.
Автор: П.В. Леонтьев
Читайте еще:
www.sdelaysam.info
Как гнуть жесть 🚩 работа с жестью 🚩 Ремонт квартиры
Вам понадобится
- – программа Photoshop;
- – файл с металлической текстурой.
Инструкция
Откройте файл с текстурой в Photoshop. Для работы вы можете использовать четкую фотографию металлической поверхности. Чтобы добавить резкости деталям такого изображения, продублируйте слой опцией Dublicate Layer из меню Layer и примените к копии фильтр High Pass из группы Other меню Filter. Параметру Radius присвойте значение около одного пикселя.
Измените режим наложения получившегося серого слоя с Normal на Overlay. Выберите для этого пункт Overlay из списка Blending Mode в палитре слоев. Объедините слои опцией Merge Down из группы Layer.
Для того чтобы применить трансформации к единственному слою, который остался в документе, вам придется его разблокировать опцией Layer from background из контекстного меню.
Выделите часть изображения, которую собираетесь загибать вместе с частью, которая будет накрыта загнутым углом. Это можно сделать инструментом Rectangular Marquee или Polygonal Lasso.
При помощи опции Layer из группы New меню Layer создайте еще один слой. На нем залейте выделенную часть градиентом. Это можно сделать инструментом Gradient Tool. В палитре градиентов выберите градиент от темного к светлому, а в панели настроек инструмента кликните по кнопке Linear Gradient. Залейте слой так, чтобы угол, который вы будете загибать, оказался светлее.
Измените режим наложения слоя с Normal на Multiply и объедините градиентный слой с металлическим.
Загните угол опцией Warp из группы Transform меню Edit, потянув мышкой за узлы сетки. Примените трансформацию нажатием на клавишу Enter. Угол почти готов, осталось добавить к нему тень.
Инструментом Polygonal Lasso выделите загнутый угол и сохраните выделение в отдельном канале опцией Save Selection из меню Select. Создайте еще один слой и заполните выделенную область темным цветом. Отмените режим выделения комбинацией Ctrl+D и размойте содержимое слоя фильтром Gaussian Blur, который можно найти в группе Blur меню Filter. Радиус размытия выставьте около двадцати пикселей.
Смените режим наложения размытого слоя с Normal на Multiply и сдвиньте его инструментом Move Tool так, чтобы он его край выглядел как тень, отбрасываемая загнутым углом.
Уберите лишнюю часть тени. Для этого загрузите сохраненное выделение при помощи опции Load Selection из меню Select. В появившемся диалоговом окне выберите из списка Channel канал, в который вы сохранили выделение. По умолчанию он именуется Alpha1. Сотрите часть тени, закрывающую сам угол, клавишей Delete.
Отбросьте тень от самого слоя с металлом. Для этого откройте контекстное меню, кликнув по слою, и выберите опцию Blending Options. Щелкните по вкладке Drop shadow и настройте параметры тени таким образом, чтобы ее угол совпадал с углом, под которым падает тень от загнутого края металлического листа.
Сохраните результат в формат jpg командой Save As из меню File.
www.kakprosto.ru
Жестяные работы: тонкости ремесла
Работа жестянщика подобна древнему ремеслу. Если заглянуть в его мастерскую, можно увидеть, как специалист работает руками, превращая обычные листы тонкой оцинкованной стали в нечто полезное и красивое.
Несколько способов соединения железа
Обычно для того, чтобы соединить лист металла в намеченную форму, мастер использует так называемую технику фальцевания. Но, при работе с латунью или толстым листовым железом, используются другие решения.
Иногда для придания прочности и герметичности, загнутые края дополнительно спаивают оловянным припоем. Данная технология применяется при изготовлении предметов обихода, систем водоотвода из черной/белой жести, латуни, цинка.
Изделия из толстого листового металла соединяют заклепками, но эти операции выполняются, как правило, фабричным способом.
Какие инструменты использует жестянщик?
Основным помощником специалиста по жести является молоток – деревянный или стальной. С помощью прямых ударов, а также ударов по краю, мастер превращает обычный лист металла в цилиндр, квадрат, пирамиду или любую другую форму.
Как происходит работа?
Сначала на стальном листе вычерчиваются части изготавливаемого предмета. Получившийся шаблон вырезается и выравнивается. Выравнивание производится с помощью легких ударов шпановального молотка и полированной наковальни.
После выравнивания мастер приступает к изгибанию. Для этого берется деревянный молоток. Сам процесс изгибания проводится на так называемых шпераках, которые могут быть различных размеров и форм. Следует отметить, что и сами молотки могут иметь разные формы. Так, существуют:
шарообразные молотки.
эллипсоидальные тарелочные молотки.
зиковальные молотки. С помощью этих инструментов мастер наносит желобчатые украшения.
шеечные молотки. Они предназначены для разгибания краев цилиндрических сосудов.
Отметим, что жестяные работы remgaz.od.ua/uslugi/zhestjanye-raboty.html весьма разнообразны, но у всех у них есть нечто объединяющее. Это – техника проведения работ. Так, соединение частей выполняется при помощи простых или двойных замков. Сам процесс производится на округлом или прямом стальном скребке, при использовании деревянного молотка. Такой замок держит без спайки, но все же пропускает воду, поэтому шов дополнительно обрабатывают припоем, состоящим из двух частей олова и одной части свинца.
Когда могут понадобиться услуги жестянщика?
Столь экзотические услуги востребованы в деле изготовления дымоходов, различных декоративных элементов, применяемых в малоэтажном строительстве. Декоративные шпили, навесы для дымоходов, различного рода коммуникации, предназначенные для транспортировки отработанных газов – все это вотчина жестянщиков, готовых сделать простые вещи намного более привлекательными.
inkorr.com
Полезное для жестянщиков
о крышах
Формы крыш. Некоторые виды.
Устройство встроенного жёлоба на фальцевой крыше
Укладка карнизного свеса (cпуска) на стальной (фальцевой) кровле
Встроенный жёлоб для железной (фальцевой крыши)
Подвесной жёлоб. Некоторые подробности установки защитной сетки.
Двухлистная картина для рядовой кровли фальцевой крыши
Водосточные воронки красивой формы
Обделка окон медным листом
Профили оконных отливов, сандриков и брандмауэров из немецкого журнала
Красивая водосточная воронка из Рыбинска. Карнизный стиль. ( двухкарнизный)
Как кроют медные купола в Мюнхене. Некоторые подробности в фотографиях.
Изготовление водосточной трубы, навеска водосточной трубы. Внизу интересные ссылки для жестянщика.
Дымники. Картинки дымников в американских продажных каталогах и ссылки на них
Дымник-терем. Раскрой и изготовление
Дымник-терем. Раскрой и изготовление стр. 2
Протечки на фальцевой кровле
Крепёж снегоулавливающих барьеров
показ 1
показ 2
Простые крыши Австрии 1
Простые крыши Австрии 2
Простые крыши Авcтрии 3
Жестяные украшения на Красной площади
Фальцепрокатные машины для прокатки двойного кровельного фальца
Про кровлю церковных луковиц и про накладную жестянку
Кровля в плоскую шашку
Кровля в радиусную шаку
Изготовление сфер разных видов
Признаки халтуры в жестяных и кровельных работах
О мифах и настоящей сложности в ремесле жестянщика
инструмент
Разновидности ручных и электрических ножниц по металлу
Электрические ножницы: опыт многолетнего пользователя
Реечный циркуль
Фотографии реечного циркуля
Описание мялки для загиба вентиляционных прямоугольных коробов
Описание мялки для загиба простых рядовых картин
Гребнегиб с электроприводом конструкции Галактионова
Гребнегиб для фальцевой кровли конструкции Татиевского
Ручной гребнегиб конструкции Силина
развёртки
Размышления о раскроях развёрток
Построение развёртки усечённого конуса
Квадратный переход с большего квадрата на меньший.
Отводы и их свойства. Основные понятия
Простой
способ раскроя отводов и колен методом полукруга высот
Развёртка отвода из 3-х частей: 1 звено и 2 полузвена (стакана)
Раскрой развёртки стандартного отвода: 3 звена и 2 полузвена
Раскрой развёртки печного колена из жести способом радиусных засечек. (100 мм. 90 гр.)
Построение
развёртки штанов (штанообразного тройника)
зигмашины
Эскиз деталей возможного варианта самодельной зигмашины
Принципиальная схема и описание самодельной зигмашины
Пояснительный эскиз валов самодельной зигмашины
Принципиальная схема простейшей зигмашины. На втулках и с задней осью
Зигмашина весом 6,5 кг.
фотографии зигмашины 8 кг
Зигмашина ВМС-71. Внешний вид
Чертёж внутренних частей зигмашины –ВМС-71
Несколько антикварных зигмашин из Америки
старинные зигмашины
старинные зигмашины 2
Как самому сделать зигмашину.
Ролики для зигмашины
последовательность прокатки борта
жестянка
Советы жестянщиков
Простые украшения на кровле и в вентиляции стр.2
Простейшие украшения на кровле и вентиляции стр. 1
Обивка дверей и люков жестью в “конверт”
Сундук для жестянщика, сделанный из оцинкованной жести
дипломат для инструмента
3 способа крепления днищ и крышек чемоданов
Порядок склёпывания длинных труб
Если разошёлся шов
Прокатка штамповки подсечными роликами
Список литературы по жестяным и кровельным работам
Изготовление сфер разных видов
продам б/у вентилятор
куплю б/у вентилятор
stuk-stuk.narod.ru
Как сделать трубу из жести самостоятельно?
Для изготовления трубы из жести нужны инструменты и навыки в каждом конкретном случае отдельно, например для чего будет использоваться труба, какого нужно диаметра, какой длины и насколько важна красота изделия.
Вариант номер, один труба нужна для временной опалубки, к примеру заливки колонны или столба – в этом случае, жесть нужно смотать в рулон, обвязать проволокой, подкорректировать нужный диаметр, плотно закрепить стяжную проволоку и использовать, после просто раскрутить стяжную проволоку и снять жесть с детали.
Вариант второй, труба нужна к примеру для водостоков (не супер герметична, но максимум функциональна) – в таком случае, можно сделать по первому варианту, только после корректировки нужного диаметра и стяжки проволокой, нужно будет протянуть заклёпками по внутреннему краю, а лишнее снаружи отрезать. Таким образом можно не измерять и отрезать куски от листа, а сворачивать, приклёпывать и отрезать изделия подряд даже от рулона жести.
Вариант третий, нужна герметическая, ровная, красивая труба – тут уж без помощников и серьёзного инструмента не обойтись.
Нужно опытным путём рассчитать длину окружности необходимого диаметра, прибавить допуск на замки, обычно это 3 см (делится на два по 1.5 см) и правильно с геометрически ровными краями, прямыми углами и параллельными сторонами, отрезать метал.
Далее по краям отступив 1.5 см, нужно глубоко продавив метал или простучав через, что то острое очертить линии загиба замков, затем лисой (инструмент для загибания и рихтовки метала, если нет, то нужны мощные пассатижи или плоскогубцы) разгибаем замки в разные стороны, от плоскости полотна, таким образом, чтоб в момент сворачивания они зацепились друг за друга как крючки.
Простукиваем на ровном твёрдом покрытии замки, чтоб они практически прижались.
Теперь зовём помощников, используя трубу, бревно или просто сворачивая в трубу несколько человек замыкает замки, но это ещё не всё!
Чтоб труба была герметичной, в замок нужно будет пролить что то герметизирующее – резиновый клей, силикон, масляную краску, можно проложить пластилином, можно проложить тоненькой полосочкой резины, даже замазка на основе олифы подойдёт. После чего надеть трубу на трубу или бревно и простучать киянкой (деревянная кувалда) сначала замок по всей длине, а потом и всю трубу, придавая ей максимально округлую правильную форму.
www.remotvet.ru