Работа сварочного выпрямителя: Принцип работы и принцип действия сварочного выпрямителя
alexxlab | 08.06.1988 | 0 | Разное
Устройство и работа сварочного выпрямителя всс 300
Главная » Статьи » Устройство и работа сварочного выпрямителя всс 300
Устройство сварочного выпрямителя
СВАРКА И РЕЗКА МЕТАЛЛОВ
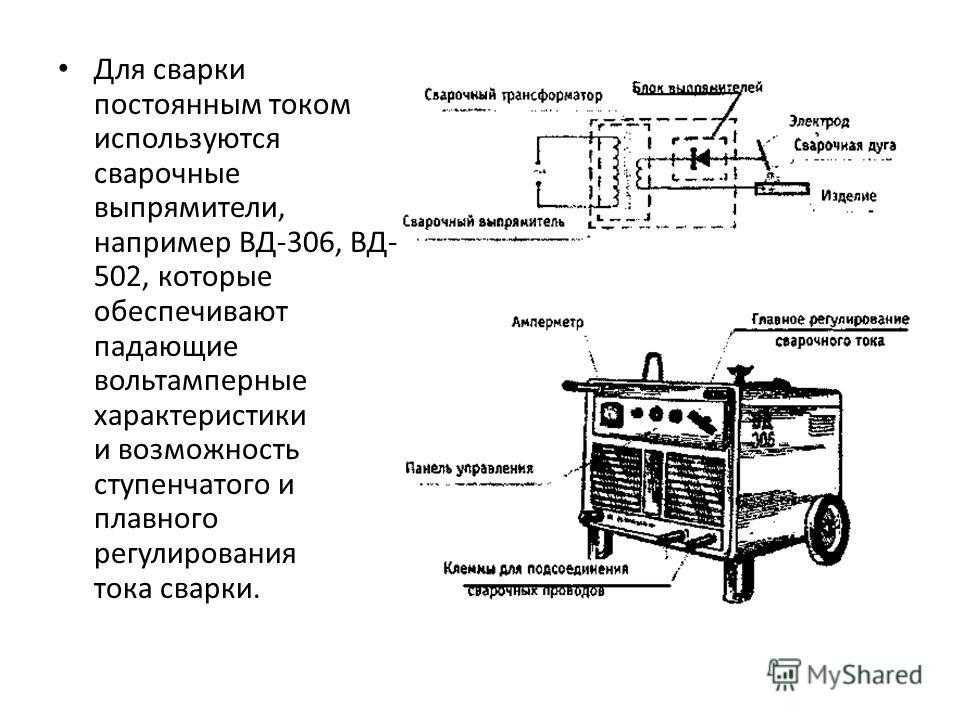
Свойство некоторых материалов пропускать электрический ток в одном направлении используется в сварочной технике для преобразования переменного тока в пульсирующий постоянный ток. Материалами выпрямительного элемента (вентиля) служат селен и кремний. Сварочные выпрямители выполняются р подавляющем большинстве случаев по трехфазной схеме, преимущества котороГ заключаются в большом числе пульсаций напряжения (рис. 8) и более равномерной загрузке трехфазной сети.
Одним из весьма распространенных являет – 1 ■ ся сварочный выпрямитель ВСС-300-3. Он со – : стоит из понижающего трехфазного трансформатора с подвижной обмоткой, блока селеновых вентилей и ус ройсгва, регулирующего сварочный ток. Трансформатор выпрямителя имеет два (Иипазона регулирований св ірочног з тоКЬ: диапазон палых токов при бк почении обмоток трансформатора зі ;здой и диапазон больших токов — при включении треугольнике»!. Первичная обмотка сварочного трансформатора выпрямителя ВСС-;00-3 — подвижная, катушки вторичной обмотки закреплены в верхней части сердечника. Сварочный выпрямитель Ю..ЄТ три панели с клеммами для присоединения к ним электрических проводов. Две из них предназначены для подключения проводов сети и сварочных проводов, третья—для переключения диапазонов сварочного тока.
Первичная обмотка сварочного трансформатора выпрямителя ВСС-;00-3 — подвижная, катушки вторичной обмотки закреплены в верхней части сердечника. Сварочный выпрямитель Ю..ЄТ три панели с клеммами для присоединения к ним электрических проводов. Две из них предназначены для подключения проводов сети и сварочных проводов, третья—для переключения диапазонов сварочного тока.
Сварка пульсирующим постоянным током может произвпдгтьст на прямой и обратной полярности.. При прямой поляриости изделие
а)
/жж
Рис. 8. Трехфазная схема выпрямления переменного тока:
а — схема включения, б — выпрямленный ток внешней цепи; 1, 2, 3, 4, 5, б — полупроводниковые вентили (диоды)
подсоединяется к клемме (+} выпрямителя, а электрод — к клемме (—), при обратной полярности — наоборот.
Ві лючение сварочного выпрямителя ВСС-300-3 осуществляется пакетным выключателем ПВ.
Техническяг характеристика. на сварочные выпрямители других типов Дана в гл. XXI.
♦
Сварка – технологический процесс, используемый на многих производствах, для соединения деталей путем их нагрева и установления межатомных связей. Существует более ста видов сварки, которые классифицируются по различным признакам. Классификация по …
Существует более ста видов сварки, которые классифицируются по различным признакам. Классификация по …
Лазерная гравировка и резка
Такая технология гравировки, резки и раскроя материала использует лазер высокого уровня мощности. Лазерный луч, который сфокусирован, двигается в графической программе по траектории отрисованного эскиза. Используются разные материалы: двухслойный пластик, органическое …
Как правильно выбрать сварочный кабель для своего апарата?
Как правильно выбрать сварочный кабель? На обеспечение бесперебойной работы сварочного оборудования, а также длительность его эксплуатационного срока зависит то, как правильно выбрать сварочный кабель. Необходимо, чтобы это было приспособление высокого …
msd.com.ua
Большая Энциклопедия Нефти и Газа
Cтраница 1
Сварочные выпрямители типа ВСС выпускаются на 300 и 120 а. На рис. 32 приведена схема серийного сварочного выпрямителя типа ВСС-300-3 на 300 а. При увеличении расстояния между первичными и вторичными обмотками магнитные потоки рассеяния и индуктивное сопротивление в трансформаторе повышаются, в результате чего сварочный ток уменьшается. [2]
[2]
| Принципиальная электрическая схема сварочного выпрямителя ВСС-300-3. [3] |
Сварочные выпрямители типа ВСС выпускают на номинальную силу тока 300 и 120 А. [4]
Сварочный выпрямитель типа ВКС-500 предназначен для ручной дуговой сварки, автоматической и полуавтоматической сварки под флюсом, резки и наплавки. [5]
| Принципиальная электрическая схема сварочного выпрямителя ВСС-300-3. [6] |
Сварочные выпрямители типа ВСС выпускают на номинальную силу тока 300 и 120 А. [7]
Сварочный выпрямитель типа ВКС-500 предназначен для ручной дуговой сварки, автоматической и полуавтоматической сварки под флюсом, резки и наплавки. [8]
Сварочный выпрямитель типа ВД-506Д ( рис. 5.18) предназначен для ручной дуговой сварки покрытыми электродами изделий из сталей на постоянном токе. Имеет возможность подключения приставки для арго-нодуговой сварки ( БУСП-TIG) и пульта дистанционного регулирования тока. [9]
[9]
Сварочные выпрямители типов ВСС-120-4 и ВСС-300, предназначены для ручной дуговой сварки, резки и наплавки металлов постоянным током. [10]
Сварочные выпрямители типов ВКС-120, ВКС-300 и ВКС-500 предназначены для ручной и автоматической дуговой сварки постоянным током изделий из малоуглеродистой стали и в ряде случаев могут использоваться для сварки нержавеющей стали в защитных газах неплавящимся электродом. [11]
Сварочные выпрямители типа ВКС имеют следующие основные отличия от типа ВСС: выпрямительный блок составлен из кремниевых вентилей ВК-200; сварочный ток регулируют, перемещая катушки обмоток с помощью асинхронного двигателя с дистанционным управлением. [12]
Сварочные выпрямители типа ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварке под флюсом, в защитных газах, порошковой проволокой, а также при ручной сварке. Выпрямители ВСУ, кроме обычных-блока трехфазного понижающего трансформатора и выпрямительного блока, имеют дроссель насыщения с четырьмя обмотками. [13]
[13]
| Технические данные сварочных выпрямителей. [14] |
Сварочный выпрямитель типа ВДМ-1601 является многопостовым и обеспечивает работу на 9 постах. Сварочный ток, обеспечиваемый на одном посту, при этом составляет 315 А. [15]
Страницы: 1 2 3
www.ngpedia.ru
№2
ИЗУЧЕНИЕ УСТРОЙСТВА И РАБОТЫ ИСТОЧНИКОВ ПИТАНИЯ СВАРОЧНОЙ ДУГИ
Изучить сущность и основные способы дуговой сварки; сущность, строение и статическую характеристику дуги; требования, предъявляемые к источникам питания сварочной дуги; устройство и принцип работы сварочных трансформаторов, генераторов и выпрямителя.
Задание
Изучить по учебникам сущность, способы дуговой сварки, физическую сущность, строение и статическую характеристику дуги.
Уяснить каким требованиям должны удовлетворять источники питания сварочной дуги.
Ознакомиться в лаборатории с устройством и регулировкой сварочных трансформаторов, научиться рисовать их электрические схемы.
Определить режим работы, при котором трансформатор работает не перегреваясь.
Ознакомиться в лаборатории с устройством и регулировкой сварочных преобразователей и генераторов постоянного тока. Научиться рисовать их электрические схемы.
Ознакомиться с приспособлениями для сварки.
Составить отчет.
Оборудование рабочего места
Демонстрационные сварочные трансформаторы: СТШ-250, СТН-450, ТС-300, преобразователь ПСО -300, ПС – 500; плакаты с электрическими схемами, действующие посты с трансформаторами ТС – 500, оборудованные амперметрами, вольтметрами, электросчетчиками и приспособлениями для сварки.
План выполнения работы
Дома предварительно изучить теоретическую часть по конспектам и учебникам. Подготовить отчет с электрическими схемами устройств и таблицей 1.1.
Ознакомиться на рабочих местах с конструкциями, с устройством, маркировкой источников сварочного тока, с принципом их работы, с регулировкой и за счет чего получается крутопадающая характеристика.
 Обозначить на электрических схемах трансформаторов и генераторов марки и позиции.
Обозначить на электрических схемах трансформаторов и генераторов марки и позиции.Ознакомиться с ПТБ на каждом посту у учебного мастера. Включить источник переменного (постоянного) сварочного тока в сеть, проверить напряжение холостого хода, при заданной дуге зафиксировать напряжение дуги и ток сварки, проверить регулировку. Данные занести в табл. 2.1. По ним построить вольтамперные характеристики источников и дуги.
По заданию преподавателя рассчитать режим работы источника и сделать вывод.
Сваркой называется процесс получения неразъемных соединений металлических изделий за счет межатомных сил и межмолекулярных сил сцепления. Для этого путем нагрева сближают атомы соединяемых металлов на расстояние а = 0,2….0,9 нм параметра элементарной кристаллической решетки. Если нагрев осуществляют при помощи электрической дуги, то такая сварка называется дуговой.
Дуговая сварка (рис. 1.1) впервые была применена в России в 1882 году изобретателем Н. Н. Бенардосом, который использовал дугу открытую В.В. Петровым в 1802 году. Для сварки используются угольный или графитовый электрод, постоянный ток прямой полярности (- на электроде, + на детали). Присадочный материал и флюс в сварочную цепь не включены, поэтому дуга оказывает прямое действие на основной металл и косвенное – на присадочный. В 1888 году Н.Г. Славянов предложил способ дуговой сварки металлическим электродом.
Н. Бенардосом, который использовал дугу открытую В.В. Петровым в 1802 году. Для сварки используются угольный или графитовый электрод, постоянный ток прямой полярности (- на электроде, + на детали). Присадочный материал и флюс в сварочную цепь не включены, поэтому дуга оказывает прямое действие на основной металл и косвенное – на присадочный. В 1888 году Н.Г. Славянов предложил способ дуговой сварки металлическим электродом.
Сварочная дуга – мощный электрический разряд в газах между проводниками, сопровождающийся выделением значительного количества тепла и света (рис. 1.2).
Для питания сварочной дуги применяют специальные источники тока. На рис.1.3., 1.4., 1.5. показаны схемы однопостовых трансформаторов, генераторов и выпрямителя для ручной дуговой сварки с описанием устройства и принципом работы.
Источники сварочного тока должны отвечать следующим требованиям:
Быть безопасными, т.е. иметь небольшое напряжение холостого хода (Uxx), недостаточное для легкого зажигания дуги – 30.
 ..35 В для источников постоянного тока,50…55 В для переменного тока. Обычно Uxx = 2-3 (Uд) или Uxx = 60-80 В.
..35 В для источников постоянного тока,50…55 В для переменного тока. Обычно Uxx = 2-3 (Uд) или Uxx = 60-80 В.Иметь крутопадающую внешнюю характеристику, когда напряжение уменьшается с увеличением сварочного тока (рис 1.6).
Обеспечивать устойчивое горение дуги, т.е. создавать хорошие динамические свойства дуги чтобы за 0,05 секунды восстановить напряжение от короткого замыкания до значения Щ = 18-20 В, точка С на рис 1.6. Обычно 1,2
Обеспечивать регулировку сварочного тока в широком диапазоне значений. Каждый источник рассчитывают на определенную нагрузку, при которой он работает не перегреваясь выше допустимой нормы. Силу тока и напряжение источника при этом режиме называют номинальными. Номинальная сила тока отличается при различных режимах работы.
Режим работы характеризуется отношением длительности сварки (to) к общему времени сварки, т.е. к сумме длительности сварки (to) и длительности холостого хода (txx). Режим работы источников тока обозначают ПР (%) или ПН (%).

ПР = to∙ 100% /( to + txx) (2.1.)
Номинальный режим работы однопостовых генераторов, трансформаторов и выпрямителей принят при ПР = 20, 40, 50, 65%, а многопостовых источников питания при ПР = 100%. Длительность рабочего цикла в этих случаях to + txx =5 мин.
Номинальный режим работы источников для автоматической сварки с номинальным током сварки 500 А принят при ПР = 60%, с номинальным током 1000 А принят при ПР = 60%, а с номинальным током 2000 А принят при ПР = 50%. Длительность рабочего цикла в этих случаях to + txx = 10 мин.
а) б) в)
Рис 2.1. Схемы основных видов дуговой сварки
а – по способу Н.Н. Бенардоса
б – по способу Н.Г. Славянова
в – сварка трехфазной дугой, применяется для автоматической сварки;
1 – электрод, 2 – флюс, 3 – свариваемые детали, 4- присадочный материал, 5-дуга.
Рис. 2.2. Строение и статическая характеристика сварочной дуги Uд = f (Iд).
Uд – напряжение на дуге, В; Uk – падение напряжения на катоде; Uc – падение напряжения в столбе дуги; Ua – падение напряжения на аноде; 1д – ток дуги (сварки), А; Uд = Uk + Uc + Ua.
Q – количество тепла; T1 – температура при угольных электродах; Т2- температура при металлических электродах.
I – падающая, II – пологая (жесткая), III – возрастающая характеристики дуги.
а) б)
в)
Рис. 2.3. Схемы однопостовых трансформаторов
а – с магнитным шунтом (марка СТШ-250)
б – со встроенной реактивной обмоткой (марка СТН -450)
в – с подвижной вторичной обмоткой (марка ТС -300, 500)
Трансформаторы содержат: пластинчатый стальной сердечник 1, первичную обмотку (изолированный провод малого сечения) 2, вторичную обмотку (изолированный провод большого сечения) 3, винтовой механизм перемещения 4, магнитный шунт 5, реактивную обмотку (аналогична вторичной, но намотана навстречу) 6.
Принцип работы трансформаторов следующий. При подаче переменного напряжения сети на первичную обмотку 2 в сердечнике 1 создается переменный магнитный поток Ф, который пересекая витки вторичной обмотки 3 наводит в ней электродвижущую силу (э. д.с.) используемую для сварки.
д.с.) используемую для сварки.
Магнитный шунт 5 (трансформаторы СТШ и СТН) делит поток Ф на Ф1 протекающий в нем и Ф2, протекающий через вторичную обмотку. В СТШ при увеличении воздушного зазора (сопротивления потоку Ф1) винтовым механизмом перемещения 4 поток Ф1 уменьшается, тогда увеличиваются Ф2 и вместе с ним ток сварки. В СТН поток Ф также делится магнитным шунтом 5 на потоки Ф1 и Ф2, регулируемые величиной воздушного зазора. Чем больше зазор тем меньше Ф1, тем меньше ток в реактивной обмотке 6, тем больше Ф2 и сварочный ток.
В трансформаторе ТС регулировка осуществляется за счет взаимодействия сил электромагнитного сцепления неподвижных и подвижных обмоток (катушек). При наибольшем удалении взаимодействие слабое, поэтому ток сварки минимальный.
Принцип работы генераторов следующий. При запитке независимой обмотки возбуждения от аккумулятора между башмаками 4 создается магнитный поток, имеющий направление от N к S. При вращении рамок, образующих якорь 1, в них наводится электродвижущая сила, снимаемая щетками 2 и используемая для питания дуги. С увеличением тока сварки увеличивается размагничивающий поток Фр, направленный навстречу потоку Фн, благодаря чему генератор имеет крутопадающую характеристику.
С увеличением тока сварки увеличивается размагничивающий поток Фр, направленный навстречу потоку Фн, благодаря чему генератор имеет крутопадающую характеристику.
а)
б)
Рис. 2.4 Схемы сварочных генераторов
а – с независимой намагничивающей и последовательной размагничивающей обмотками возбуждения;
б – с параллельной намагничивающей и последовательной размагничивающей обмотками возбуждения.
Фн – намагничивающая катушка, Фр – размагничивающая катушка, N и S -северный и южный полюса.
Генераторы содержат 1 – якорь, 2 – щетки, 3 – статор, 4 – полюсные башмаки.
Рис. 2.5 Схема сварочного выпрямителя ВСС – 300 – 3
1 – понижающий трехфазный трансформатор, 2 – селеновые выпрямители.
Сварочные выпрямители собирают из полупроводниковых элементов, которые проводят ток только в одном направлении. Выпрямительные сварочные установки имеют высокие динамические свойства вследствие незначительной электромагнитной инерции. Ток и напряжение при переходных процессах изменяются практически мгновенно. Отсутствие вращающихся частей делают установки более прочными и надежными в эксплуатации, чем генераторы постоянного тока.
Ток и напряжение при переходных процессах изменяются практически мгновенно. Отсутствие вращающихся частей делают установки более прочными и надежными в эксплуатации, чем генераторы постоянного тока.
а) б)
Рис. 2.6 Внешние (вольтамперные) характеристики источников питания дуги:
а – различных источников тока: 1 – жесткая, 2- пологая, 3 – круто падающая; б – для регулирования сварочного тока: 1,2 – предельные крутопадающие характеристики, 3 – вольтамперная характеристика дуги.
В отчете должны быть цель работы, определение сварки, виды сварочной дуги, физическая сущность и свойства дуги, основные требования, предъявляемые к источникам, электрические схемы трансформаторов СТШ – 250, СТН – 300, ТС – 300, генераторов ГСО – 300 и выпрямителя ВСС – 300-3, результаты измерения, по которым построили вольтамперные характеристики источников и дуги, расчеты и выводы.
Контрольные вопросы
Роль русских ученых в открытии и применении сварки металлов электрической дугой.

Сущность процесса сварки электрической дугой.
Требования к источникам питания сварочной дуги.
Объяснить по схеме сущность работы источника питания дуги.
Что называют номинальным режимом работы источника тока?
Достоинства, недостатки и назначение конкретного источника сварочного тока.
Какие правила техники безопасности должны соблюдаться при включении в сеть сварочного оборудования и выполнении дуговой сварки?
Таблица. 2.1. Результаты измерений
Источники питания дуги | Марка источника | Диаметр электрода, мм | Uxx, В | ид, В | 1св, А |
Сварочный трансформатор | ТС – 500 | 3 | |||
4 | |||||
5 |
Приложение 2. 1 Технические характеристики сварочных трансформаторов с увеличенным магнитным рассеиванием
1 Технические характеристики сварочных трансформаторов с увеличенным магнитным рассеиванием
Тип трансформатора | U сети. В | U вторичное, В | Пн, % | I номинальный, А | Пределы регулирования | КПД % | Масса, кг |
СТШ-250 | 380 | 61 | 20 | 250 | 80-260 | 73 | 44 |
СТШ-2380 | 380 | 63 | 20 | 300 | 110-405 | 88 | 158 |
CTШ-500 | 380 | 60 | 60 | 500 | 145-650 | 90 | 220 |
CTШ-500-80 | 380 | 80 | 60 | 500 | 60-800 | 92 | 323 |
TC-I20 | 380 | 68 | 60 | 120 | 50-160 | 80 | 90 |
ТС-300 | 220 | 68 | 60 | 300 | 110-385 | 84 | 185 |
ТС-500 | 380 | 60 | 65 | 500 | 165-650 | 85 | 250 |
ТСК-300 | 380 | 63 | 65 | 300 | 110-385 | 84 | 215 |
ТСК-5ОО | 380 | 60 | 65 | 500 | 165-560 | 85 | 280 |
ТД-5ОО | 380 | 59; 73 | 60 | 500 | 100-560 | 87 | 210 |
ТД-300 | 220 | 61; 79 | 50 | 300 | 60-400 | 86 | 437 |
ТСП-2 | 220 | 62 | 50 | 300 | 90-300 | 76 | 63 |
Приложение 2. 2 Технические характеристики преобразователей и агрегатов с генераторами с самовозбуждением и размагничивающей последовательной обмоткой
2 Технические характеристики преобразователей и агрегатов с генераторами с самовозбуждением и размагничивающей последовательной обмоткой
Тип преобразователя | Сварочный генератор | Двигатель | Агрегат или преобразова-тель | Масса, кг | ||||
Тип | U, В | I, А | Тип | N, кВт | n, об/мин | |||
Исполнение | ||||||||
ПСО-300 | Г00-300 | 30 | 75-320 | АВ-62-4 | 14 | 1450 | Однокорпусное на колёсах | 400 |
АСБ-300-2 | ГСО-300 | ГАЗ-МК | 21 | 1500 | Двухмашинное на раме | 850 | ||
АСД-З00 | гсо-300 | 5П4-4-8,5 | 14 | 1470 | 980 | |||
САМ-300 | гсо-300м | ПН-100 | 14,25 | 1520 | 800 | |||
САМ-400-1 | СГП-3-У | ПН-290 | 42 | 1500 | 1650 | |||
САМ-400-2 | СГП-3-У | МАФ-72-4 | 32 | 1465 | 1300 | |||
ПС-500 | ГС-500 | |||||||
ПС-500-2 | ГС-5ОО-2 | А-72/4 | 28 | 1450 | Однокорпусное на колесах | 940 | ||
АСД-3-1 | СГП-3-УШ | 40 | 120-600 | ЯАЗМ-204г | 42 | 1500 | Двухмашинное на раме | 2500 |
АСДП-500 | СГП-3-УШ | ЯАЗМ-204г | 42 | 1500 | Двухмашинное на прицепе | 5000 |
Приложение 2. 3 Сварочные выпрямители с падавшими внешними характеристиками
3 Сварочные выпрямители с падавшими внешними характеристиками
Параметр | ВСС-120-4 | ВСС-300-3 | ВКС-120 | ВКС-300 | ВКС-500 | ВД-101 | ВД-306 | ВД-502 |
Выпрямленное напряжение холостого хода, В | 57-63 | 58-65 | 57-62 | 58-65 | 65-68 | 65-68 | 70 | 80 |
Номинальный сварочный ток при ПН=60%, А | 120 | 300 | 120 | 300 | 500 | 125 | 315 | 500 |
Номинальное напряжение при нагрузке, В | 25 | 30 | 25 | 30 | 40 | 25 | 32,6 | 40 |
Предел регулирования сварочного тока, А | 15-130 | 35-330 | 15-130 | 30-330 | 65-550 | 20-130 | 45-315 | 50-500 |
Потребляемая мощность, кВт | 8,6 | 13,2 | 5,0 | 13,2 | 20 | – | 21 | 42 |
КПД,% | 68 | 66 | 58 | 68 | 75 | 64 | 70 | 69 |
Коэффициент мощности | 0,58 | 0,60 | 0,60 | 0,58 | 0,74 | 0,5 | – | – |
Масса, кг | 140 | 240 | 175 | 250 | 410 | 168 | 170 | 37 |
Приложение 2. 4. Технические характеристики осисилляторов
4. Технические характеристики осисилляторов
Тип | U сети, В | Uxx , В | W, кВт | Колебательный контур | Масса, кг | ||
W, кВт | Индукционная катушка, Гн | Емкость конденсатора, мкф | |||||
ТУ-2 | 65;220 | 3700 | 0,225 | 0,097 | 0,097 | 0,5 | 20 |
ТУ-77 | 1500 | 1,00 | 25 | ||||
ТУ-177 | 2500 | 0,40 | 20 | ||||
ОСЦН | |||||||
М-2 | 220 | 2300 | 0,40 | 0,0045 | 0,005 | 0,5 | 35 |
М-3 | 40; 220 | 2600 | 0,14 | 0,0045 | 0,005 | 0,5 | 20 |
ОC-1 | 40; 65 | 2500 | 0,075 | 0,0025 | 0,160 | 1,2 | 15 |
ОСПЗ-2М | 265 | 2500 | 0,130 | 0,0025 | 0,160 | 1,0 | 15 |
220 | 6000 | 0,045 | – | – | – | 5 |
studfiles. net
net
Pereosnastka.ru
Порядок включения выпрямителя
Категория:
Сварка металлов
Порядок включения выпрямителя
После нажатия пусковой кнопки срабатывает магнитный пускатель, подключающий к электрической сети вентилятор. При нормальной работе вентилятора поток воздуха воздействует на реле контроля вентиляции, и оно замыкает свой нормально разомкнутый контакт. Через этот контакт подается напряжение на катушку контактора, который подключает к электрической сети трехфазный трансформатор выпрямителя — с этого момента на выходных зажимах выпрямителя появляется напряжение. При правильном направлении вентиляции поток воздуха должен засасываться в выпрямитель со стороны лицевой панели и выбрасываться с задней стороны выпрямителя. При неисправном вентиляторе или при неправильном направлении вращения его контакт реле контроля вентиляции остается разомкнутым, и трехфазный трансформатор выпрямителя не подключается к электрической сети.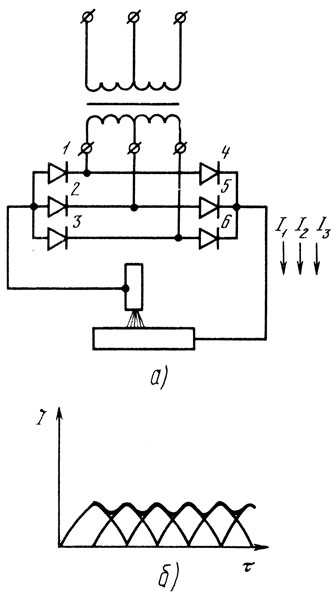
Выпрямитель ВСС-300. Предназначен для однопостовой ручной сварки. Выпрямительный блок собран из селеновых пластин прямоугольной формы размером 100X400 мм. Выпрямитель имеет плавную регулировку сварочного тока изменением расстояния между обмотками трансформатора. Рукоятка плавного регулирования тока расположена на верхней крышке выпрямителя. Для изменения диапазона тока необходимо произвести переключение перемычек на доске зажимов трехфазного трансформатора, изменив схему соединения его обмоток в «звезду» или в «треугольник».
Выпрямитель ВКС-500. Предназначен для однопостовой ручной сварки и для механизированной сварки под слоем флюса.
Выпрямительный блок собран из кремниевых вентилей. Плавное регулирование сварочного тока изменением расстояния между обмотками трансформатора осуществляется при помощи специального механизма. Этот механизм состоит из асинхронного электродвигателя, редуктора, двух магнитных пускателей, однофазного трансформатора 380/36 В для питания иепи управления механизма регулирования. Управление механизмом регулирования кнопочное.
Управление механизмом регулирования кнопочное.
Возможно дистанционное регулирование сварочного тока при помощи выносного пульта управления.
Выпрямитель имеет два диапазона регулирования сварочного тока, соответствующих соединению первичной и вторичной обмо-то,к трехфазного трансформатора «звездой» или «треугольником». Переключение диапазонов тока осуществляется пересоединением перемычек на доске зажимов трансформатора.
Выпрямитель имеет защиту, отключающую его от электрической сети при выходе из строя одного из вентилей или при пробое на корпус вторичной обмотки трехфазного трансформатора. Защита состоит из магнитного усилителя, вспомогательного трансформатора и электромагнитного реле.
Выпрямитель ВД-306. Предназначен для однопостовой ручной сварки. Выпрямительный блок собран из кремниевых вентилей. Выпрямитель имеет переключатель диапазонов сварочного тока, который изменяет схему соединения обмоток трехфазного трансформатора. Плавная регулировка тока осуществляется изменением расстояния между обмотками трехфазного трансформатора.
Выпрямитель имеёт блок защиты, отключающий его от сети при Выходе из строя одного из вентилей или при пробое на корпус вторичной обмотки трансформатора (аварийные режимы).
В переключатель диапазонов регулирования тока встроен мик-ровыключатель. Если переключение диапазонов производится при невыключенном выпрямителе, контакт микровыключателя обрывает цепь катушки главного контактора и выпрямитель отключается от электрической сети.
Аналогично устроены выпрямители ВД-201, ВД-301.
Принципиальная электрическая схема выпрямителя ВД-306 изображена на рис. 33. Рассмотрим на примере этого выпрямителя работу электрической схемы.
Запуск выпрямителя производится кнопкой П — «пуск». При нажатии кнопки подается напряжение на катушку Кг силового контактора, контактор срабатывает, и его контакты подключают силовой трансформатор ТС к электрической сети. Кнопку П следует удерживать в замкнутом состоянии до тех пор, пока не придет во вращение электродвигатель М вентилятора и не сработает реле ветровое РВ.
Переключение диапазонов сварочного тока производится переключателем ПД. Предварительно выпрямитель необходимо отключить от электрической сети кнопкой С — «стоп». В переключатель диапазонов встроен микровыключатель MB. Если переключение диапазонов тока производится без отключения выпрямителя от сети, микровыключатель MB обрывает цепь питания катушки Кг силового контактора, который отключает выпрямитель от сети.
Блок защиты выпрямителя от аварийного режима состоит из магнитного усилителя УМ, вспомогательного трансформатора, электромагнитного реле. При срабатывании реле его нормально замкнутый контакт обрывает цепь питания катушки Кг силового контактора, и выпрямитель отключается от электрической сети.
Рис. 1. Принципиальная электрическая схема выпрямителя ВД-309: ТС — трансформатор силовой; В — выпрямительный блок; Кг — контактор силовой; ПД — переключатель диапазонов; М — электродвигатель вентилятора, П — кнопка «пуск», С — кнопка «стоп», УМ — усилитель магнитный, Т — трансформатор вспомогательный, К1 — реле электромагнитное, РВ — реле ветровое, MB — микровыключатель 1
Повторное включение выпрямителя после срабатывания защитных устройств производится кнопкой П после устранения причин отключения выпрямителя.
Для защиты выпрямительного блока от коммутационных перенапряжений на выходе выпрямителя имеется защитная цепочка, состоящая из активных сопротивлений R3—R4 и конденсатора.
Выпрямитель ВД-502. Предназначен для однопостовой ручной сварки и резки и для механизированной сварки под слоем флюса. Выпрямительный блок собран из кремниевых вентилей. Выпрямитель состоит из трехфазного трансформатора с неподвижными обмотками, дросселя насыщения, выпрямительного блока, сглаживающего дросселя, магнитного усилителя, блока управления.
Трансформатор имеет секционированную первичную обмотку с отпайками к переключатель для получения двух диапазонов сварочного тока. В диапазоне малых токов первичная обмотка соединяется в «треугольник» с полным числом витков. В диапазоне больших токов обмотка соединяется в «треугольник» с меньшим числом витков.
Выпрямительный блок собран из шести вентилей, соединенных в мостовую схему выпрямления переменного гока.
Дроссель насыщения, включенный между трансформатором и выпрямительным блоком, служит для формирования падающих внешних характеристик выпрямителя. Плавная регулировка сварочного тока осуществляется изменением тока подмагничивания дросселя насыщения.
Сглаживгющий (стабилизирующий) дроссель включен в сварочную цепь выпрямителя последовательно с дугой для стабилизации сварочного режима при колебаниях напряжения электрической сети.
Магнитный усилитель обеспечивает защиту, отключающую выпрямитель от электрической сети при аварийном режиме работы. Правильное направление вращения вентилятора — против часовой стрелки, если смотреть со стороны вентилятора.
Управлять выпрямителем можно с панели управления или дистанционно, при помощи выносного пульта.
Выпрямитель ВКСМ-1000. Предназначен для многопостовойруч-ной сварки и резки. Количество постов на один выпрямитель определяется по номинальному току одного поста и коэффициенту одновременности нагрузки, равному 0,6.
Выпрямитель состоит из силового понижающего трехфазного трансформатора, выпрямительного блока с вентилятором, пуско-регулирующей и защитной аппаратуры.
Трансформатор имеет неподвижные обмотки, расположенные на магнитопроводе концентрически (с нормальным магнитным рассеянием). Такой трансформатор обеспечивает выпрямителю жесткую внешнюю характеристику, необходимую для одновременного горения нескольких сварочных дуг. Первичная обмотка трансформатора соединена в «треугольник», вторичная — шестифазной «звездой».
Выпрямительный блок собран из кремниевых вентилей ВК-200. Схема выпрямления — шестифазняя кольцевая, по два вентиля параллельно в каждой фазе. В такой схеме каждый вентиль работает шестую часть периода, т. е. вдвое меньше, чем в трехфазной мостовой схеме,-Разновидности шестифазных схем широко используются в мощных сварочных выпрямителях.
Охлаждающий воздух при работе вентилятора засасывается сверху, проходя через блок вентилей и трансформатор.
К пускорегулирующей и защитной аппаратуре относятся: блок управления (амперметр, вольтметр, сигнальные лампы, кнопки, магнитные пускатели, пакетный переключатель) и блок защиты (автоматический выключатель, предохранители, конденсаторы и сопротивления, реле контроля вентиляции).
Включение выпрямителя производится на холостом ходу, при зШ отключенной нагрузке, в такой последовательности: замыкают сетевой рубильник, включают автоматический выключатель, нажатием кнопки «пуск» непосредственно подключают выпрямитель к электрической сети. Выключается выпрямитель кнопкой «стоп».
Выпрямитель способен обеспечить работу шести сварочных постов ручной сварки при номинальном токе каждого поста 315 А. Падающую вольт-амперную характеристику и регулирование сварочного тока на каждом посту обеспечивает балластный реостат.
Выпрямитель ВДМ-1001. Предназначен для многопостовой ручной сварки и резки. Может обеспечить нормальную работу семи постов ручной сварки при номинальном токе поста 315 А.
Общее устройство аналогично выпрямителю ВКСМ, отличается только внешним видом, значительно меньшими габаритами и массой. Блок вентилей состоит из двенадцати кремниевых вентилей, собранных по кольцевой схеме, в каждой фазе по два вентиля параллельно. Принципиальная электрическая схема выпрямителя изображена на рис. 2. Работает схема следующим образом:
2. Работает схема следующим образом:
Включить автоматический выключатель А при отключенной нагрузке (холостой ход). Включение выпрямителя производится кнопкой П — «пуск». При этом срабатывают магнитный пускатель Ki и контактор силовой Кг, подключая к электрической сети электродвигатель вентилятора М и силовой трансформатор ТС. Для исключения ложных срабатываний максимальной защиты автомата 1 А в цепь первичной обмотки силового трансформатора ТС подключены добавочные резисторы R1—R2. В момент включения эти сопротивления контактами пускателя подключаются последовательно первичной обмотке, а затем отключаются (шунтируются) главными контактами силового контактора.
Рис. 2. Принципиальная электрическая схема выпрямителя ВДМ-1001: ТС — трансформатор силовой; В — выпрямительный блок; К2 — контактор силовой; А — автоматический выключатель; П — кнопка «пуск»; с — кнопка «стоп»; К\ — магнитный пускатель; М — электродвигатель вентилятора; Rb Rj — добавочные сопротивления
Кратковременное отключение выпрямителя без отключения автомата А производится кнопкой С — «стоп». Силовой трансформатор ТС защищен от перегрузок тепловыми реле, встроенными в силовой контактор Кг (магнитный пускатель).
Аварийное отключение выпрямителя при коротких замыканиях в электрической схеме и пробое вентилей осуществляется автоматом А.
Выпрямитель ВСУ-500. Является универсальным источником питания. Предназначен для однопостовой ручной сварки и резки, для механизированной сварки под слоем флюса и для механизированной сварки в среде защитных газов.
Выпрямитель состоит из трехфазного трансформатора е неподвижными обмотками, дросселя насыщения, выпрямительного блока из селеновых элементов, пусковой и защитной аппаратуры.
Сварочный ток при ручной сварке и напряжение при механизированной сварке регулируются изменением индуктивного сопротивления дросселя насыщения. Индуктивное сопротивление дросселя изменяется изменением тока подмагничивания его сердечннка.
Выпрямитель ВДУ-504. Является универсальным. Предназначен для нескольких способов сварки. Для ручной сварки и сварки под слоем флюса выпрямитель имеет падающую внешнюю характеристику, для сварки в среде защитных газов — жесткую. Изменение формы внешних характеристик обеспечивается использованием тиристоров (управляемых вентилей) и специальной схемы управления ими.
Изменение формы внешних характеристик обеспечивается использованием тиристоров (управляемых вентилей) и специальной схемы управления ими.
Выпрямитель состоит из трехфазного трансформатора с нормальным магнитным рассеянием, выпрямительного тиристорного блока, аппаратуры управления и защиты.
При ручной сварке переключатель внешних характеристик устанавливают в положение «крутопадающие». Плавное регулирование сварочного тока производят потенциометром на лицевой панели. Сварочный ток можно регулировать с места и дистанционно, при помощи выносного пульта.
ВДУМ-4Х401. Универсальный тиристорный выпрямитель. Предназначен для питания одновременно четырех сварочных постов ручной сварки и резки и при механизированной сварке в среде защитных газов. Сварочный ток каждого поста — до 400 А при коэффициенте одновременности включения постов — 0,7. Регулирование режимов на каждом посту — автономное.
Читать далее:
Параллельная работа сварочных выпрямителей
Статьи по теме:
pereosnastka. ru
ru
Сварочные выпрямители. Сварка
Сварочные выпрямители
Сварочные выпрямители представляют собой устройство, предназначенное для преобразования переменного тока в постоянный (выпрямленный).
Оно состоит из следующих основных узлов: силового трансформатора для понижения напряжения сети до необходимого напряжения холостого хода источника, блока полупроводниковых элементов для выпрямления переменного тока, стабилизирующего дросселя для уменьшения пульсаций выпрямленного тока.
Выпрямительный блок представляет собой набор полупроводниковых элементов, включенных по определенной схеме. Особенность полупроводниковых элементов заключается в том, что они проводят ток только в одном направлении, в результате чего сила тока получается постоянной (выпрямленной).
Такие элементы обладают вентильным эффектом, иначе говоря, пропускают ток в одном направлении. За это их называют полупроводниковыми вентилями. Они делятся на неуправляемые – диоды и управляемые – тиристоры. Разработаны и выпускаются сварочные выпрямители для ручной или механизированной дуговой сварки под флюсом, сварки в защитной среде и др. Они получили широкое применение благодаря их технологическим преимуществам: высокий к.п.д. и относительно небольшие потери холостого хода, высокие динамические свойства, отсутствие вращающихся частей и бесшумность в работе, равномерность нагрузки фаз, небольшая масса, возможность замены медных проводов алюминиевыми.
Но следует иметь в виду, что для выпрямителей представляют большую опасность продолжительные короткие замыкания, так как могут вывести из строя диоды. Кроме того, они чувствительны к колебаниям напряжения в сети.
Кроме того, они чувствительны к колебаниям напряжения в сети.
Сварочные выпрямители (рис. 51) состоят из двух блоков: понижающего трехфазного трансформатора с устройствами для регулирования напряжения или тока и выпрямительного блока.
Кроме того, выпрямитель имеет пускорегулирующее и защитное устройства, обеспечивающие нормальную эксплуатацию. Выпрямление тока осуществляется по трехфазной мостовой схеме, состоящей из шести плеч. В каждом плече моста установлены вентили, выпрямляющие оба полупериода переменного тока в трех фазах. В каждый момент времени ток проходит через два вентиля, и, таким образом, в течение одного периода происходит шесть пульсаций выпрямленного тока, что соответствует частоте пульсации 300 Гц.
Рис. 51.
Схема трехфазного выпрямителя:
а – схема включения; б – выпрямленный ток внешней цепи; 1– понижающий трансформатор; 2 – блок селеновых или кремниевых выпрямителей; 3 – сварочная дуга
Сварочные выпрямители подразделяются на однопостовые с падающими, жесткими, пологопадающими и универсальными характеристиками и многопостовые с жесткими характеристиками. Падающая характеристика в выпрямителе создается включением в сварочную цепь реактивной катушки или применением трансформатора с усиленным магнитным рассеянием.
Падающая характеристика в выпрямителе создается включением в сварочную цепь реактивной катушки или применением трансформатора с усиленным магнитным рассеянием.
У многопостовых сварочных выпрямителей для создания падающей внешней характеристики и регулирования сварочного тока в сварочную цепь каждого поста включают балластный реостат.
Выпрямители типа ВД, предназначенные для ручной и механизированной сварки и наплавки, имеют крутопадающую внешнюю характеристику. Регулирование варочного тока производят ступенчато (два диапазона) и плавно (в пределах каждого диапазона). Переключатель диапазонов сварочного тока расположен на лицевой панели выпрямителя и производит одновременное переключение первичной и вторичной обмоток со «звезды» (диапазон малых токов) на «треугольник» (диапазон больших токов). Переключение производят только после отключения выпрямителя от силовой сети.
При переключении пределы изменения тока увеличиваются примерно в три раза. Плавное регулирование тока в пределах каждого диапазона производится изменением расстояния между катушками первичной и вторичной обмоток. Катушки вторичной обмотки закреплены неподвижно у верхнего ярма, а катушки первичной обмотки с помощью ходового винта перемещаются по стержню сердечника трансформатора. Вращая рукоятку ходового винта по часовой стрелке, сближают катушки обмоток, уменьшают индуктивность рассеяния обмоток и, как следствие, увеличивают сварочный ток.
Катушки вторичной обмотки закреплены неподвижно у верхнего ярма, а катушки первичной обмотки с помощью ходового винта перемещаются по стержню сердечника трансформатора. Вращая рукоятку ходового винта по часовой стрелке, сближают катушки обмоток, уменьшают индуктивность рассеяния обмоток и, как следствие, увеличивают сварочный ток.
Сварочные выпрямители с жестокими и пологопадающими внешними характеристиками применяются при сварке плавящимся электродом в углекислом газе, под флюсом, порошковой проволокой. Они различны как конструктивно, так и по электрической схеме. Например, выпрямитель типа ВС состоит из силового трехфазного понижающего трансформатора и выпрямительного блока из селеновых вентилей. В сварочную цепь после выпрямительного блока включен дроссель, позволяющий регулировать нарастание тока короткого замыкания и снижающий потери металла на разбрызгивание. Выпрямитель имеет два переключателя числа витков первичной обмотки трансформатора, которыми путем изменения коэффициента трансформации регулируется выходное напряжение.
Выпрямители типа ВДГ состоят из трансформатора с нормальным магнитным рассеянием и трехфазного дросселя насыщения. Рабочие обмотки дросселя включены в плечи выпрямительного блока. Регулирование выходного напряжения ступенчато-плавное. Ступенчатым регулированием можно задать три диапазона, получаемые изменением коэффициента трансформации силового трансформатора изменением числа витков первичной обмотки.
Плавное регулирование в пределах каждого диапазона осуществляется дросселем насыщения. Выпрямитель имеет дистанционное управление. Многопостовые сварочные выпрямители типа ВДМ выпускают серийно на номинальные токи 1000, 1600, 3000 А.
Получение падающей внешней характеристики и регулирование сварочного тока каждого поста производятся подключением балластных реостатов типа РБ–301.
Сварочные выпрямители типов ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварках под флюсом, в защитных газах, порошковой проволокой, а также при ручной сварке. Выпрямители ВСУ кроме блока трехфазного понижающего трансформатора и выпрямительного блока имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получать жесткую, пологопадающую и крутопадающую внешние характеристики.
Таблица 9
Технические характеристики однопостовых сварочных выпрямителей с падающими характеристиками
Таблица 10
Технические характеристики сварочных преобразователей и агрегатов с электродвигателями
Выпрямители ВДУ основаны на использовании в выпрямляющих силовых обмотках управляемых вентилей – тиристоров. Схема управления тиристорами позволяет получать необходимый для сварки вид внешней характеристики, обеспечивает широкий диапазон регулирования сварочного тока и стабилизацию режима сварки при колебаниях напряжения питающей сети.
Схема управления тиристорами позволяет получать необходимый для сварки вид внешней характеристики, обеспечивает широкий диапазон регулирования сварочного тока и стабилизацию режима сварки при колебаниях напряжения питающей сети.
Данный текст является ознакомительным фрагментом.
7.3. Преобразователи энергии: двигатели-генераторы и выпрямители
7.3. Преобразователи энергии: двигатели-генераторы и выпрямители Преобразователь электрической энергии — это электротехническое изделие (устройство), преобразующее электрическую энергию с одними значениями параметров и (или) показателей качества в электрическую
Сварочные трансформаторы
Сварочные трансформаторы
Трансформатором называют электромагнитный аппарат, преобразующий переменный ток одного напряжения в переменный ток другого напряжения той же частоты. Работа трансформатора основана на электромагнитном взаимодействии двух или нескольких не
Работа трансформатора основана на электромагнитном взаимодействии двух или нескольких не
Сварочные аппараты переменного тока
Сварочные аппараты переменного тока Сварочные аппараты переменного тока состоят из понижающего трансформатора и специального устройства, создающего падающую внешнюю характеристику и регулирующего сварочный ток.Они подразделяются на две группы:• аппараты, состоящиеСварочные аппараты с отдельным дросселем
Сварочные аппараты с отдельным дросселем Сварочные аппараты с отдельным дросселем состоят из понижающего трансформатора и дросселя регулятора тока. Трансформатор имеет сердечник (магнитопровод) из отштампованных пластин, изготовленных из тонкой трансформаторной
Сварочные аппараты со встроенным дросселем
Сварочные аппараты со встроенным дросселем
Сердечник трансформатора состоит из основного магнитопровода, на котором расположены первичная и вторичная обмотки собственно трансформатора, и добавочного магнитопровода с обмоткой – дросселя (регулятор тока).
Сварочные флюсы
Сварочные флюсы Сварочным флюсом называют неметаллический материал, расплав которого необходим для сварки и улучшения качества шва.Взаимодействуя в процессе сварки с жидким металлом, расплавленный флюс в значительной степени определяет химический состав металла, а
Сварочные полуавтоматы и автоматы
Сварочные полуавтоматы и автоматы Аргонодуговая сварка неплавящимся или плавящимся электродом производится на постоянном и переменном токе. Установка для ручной сварки постоянным током состоит из сварочного генератора постоянного тока или сварочного выпрямителя,
Сварочные принадлежности и инструменты сварщика
Сварочные принадлежности и инструменты сварщика
1. Рабочее место
При постоянной работе рекомендуется организовать свое место. Примером может служить рабочая кабина размером 2 ? 2,5 м с приточно-вытяжной вентиляцией с воздухообменом не менее 40 м3/час. Стены выполняют из
Примером может служить рабочая кабина размером 2 ? 2,5 м с приточно-вытяжной вентиляцией с воздухообменом не менее 40 м3/час. Стены выполняют из
1874 г. выпрямители Брауна, телеграфный код Бодо
1874 г. выпрямители Брауна, телеграфный код Бодо В 1874 году немецкий ученый Карл Фердинанд Браун — профессор физики в университете Страсбурга, обнаружил, что контактная пара между металлом и различными колчеданами и сульфидами (например, пара металл-галенит) производит
1886 г. селеновые выпрямители Фриттса, сопротивление Хевисайда, генератор Тесла
1886 г. селеновые выпрямители Фриттса, сопротивление Хевисайда, генератор Тесла В 1886 году К. Фриттс изготовил первые выпрямители на основе селена.В 1886 году англичанин Хевисайд первым ввел термин сопротивление как отношение напряжения по току, до него следуя немецкому
Что такое сварочный выпрямитель и для чего он используется
Среди устройств, предназначенных для электродуговой сварки, принято выделять приборы, которые могут выравнивать напряжение, приводя его к необходимому постоянному значению. Это дает возможность создавать более качественные сварочные швы, минимизирует разбрызгивание металла и обеспечивает очень прочное и надежное соединение. Такая установка называется сварочным выпрямителем.
Это дает возможность создавать более качественные сварочные швы, минимизирует разбрызгивание металла и обеспечивает очень прочное и надежное соединение. Такая установка называется сварочным выпрямителем.
- Что такое сварочный выпрямитель
- Преимущества использования
- Применение
- Разновидности сварочных выпрямителей
- Особенности ремонта и обслуживания
Что такое сварочный выпрямитель
Этот прибор представляет собой оборудование, включающее в свой состав несколько преобразовательных блоков. Одновременно с этим увеличивается мощность тока. В итоге на выходе образуется постоянный электроток, пригодный для сварки цветных металлов и стали.
К клеммам выхода прибора подключены два шнура (- и +). Один из них фиксируется на обрабатываемом изделии, а другой содержит на конце горелку или специальный держатель. Сварка осуществляется посредством замыкания электродуги между плавящимся электродом и обрабатываемой поверхностью.
Преимущества использования
Применение сварочных выпрямителей дает целый ряд преимуществ в работе, в отличие от обыкновенных трансформаторов:
- сварочная дуга горит более ровно и стабильно;
- немного металлических брызг при работе;
- ровный шов с небольшим чешуйчатым узором;
- лучшая обработка легированных и цветных сплавов;
- экономия «расходников».
Применение
Мощные устройства с постоянным электротоком дают возможность производить сварку многих разновидностей стали. Некоторые установки могут соединять изделия толщиной до 50 миллиметров.
Сварочный прибор может расплавлять и электродные стержни, и кромки металла. Кроме этого, выпрямители также работают и с проволокой-присадкой, которая подается с помощью катушки.
Преобразователи могут работать и с угольными и вольфрамовыми (неплавящимися) электродами. В этой ситуации ванну для сварки защищают с помощью подачи инертных газов. Так, пользуясь выпрямителем, можно производить обработку малоуглеродистой стали, нержавейки и чугуна.
Помимо сварки, устройства используются и для резки металлических изделий. Это становится возможным из-за повышения силы электротока.
Устройство сварочного выпрямителя предполагает несколько блоков. Самые главные детали агрегата:
- диоды;
- трансформатор;
- модуль охлаждения;
- устройства для измерения;
- токорегуляторы.
Прибор функционирует по принципу подачи электротока переменного типа на первичную трансформаторную обмотку. Благодаря силе электромагнитной индукции на поверхности вторичной обмотке формируется другой поток тока с увеличенной силой и уменьшенным напряжением.
Затем поток направляется на диоды, в качестве которых зачастую выступают кремниевые детали. В связи с тем, что при этом диоды подвергаются нагреву, то около них размещается вентилятор и радиаторы. Для того чтобы контролировать эксплуатационные характеристики, в системе имеются вольтметр и амперметр. Некоторые устройства могут оснащаться специальными датчиками, реагирующими на перегрев. Если случится превышение одного из показателей, то сработает защитный блок, и сварка остановится.
Для того чтобы контролировать эксплуатационные характеристики, в системе имеются вольтметр и амперметр. Некоторые устройства могут оснащаться специальными датчиками, реагирующими на перегрев. Если случится превышение одного из показателей, то сработает защитный блок, и сварка остановится.
Разновидности сварочных выпрямителей
Устройства классифицируются по характеристикам входного напряжения и виду подключения диодов. Они делятся на:
- однофазные;
- двухфазные;
- трехфазные.
В промышленных условиях зачастую применяются именно трехфазные модели, так как они позволяют не только осуществлять сварку деталей, но и резку металлических сплавов.
В бытовых условиях выпрямители зачастую встроены в инверторы для сварки, которые очень легки и компактны.
Особенности ремонта и обслуживания
Для того чтобы со сварочным выпрямителем не возникало никаких проблем, нужно осуществлять правильное и регулярное обслуживание агрегата. При этом проверяется состояние всех имеющихся токопроводящих элементов, надежность фиксации клемм. Также удаляется грязь и пыль со всех внутренних деталей. Перед тем как использовать установку, ее нужно заземлить. Регулировочный винт вторичной обмотки нужно время от времени смазывать. Не следует использовать выпрямитель, на котором нет кожуха для защиты.
При этом проверяется состояние всех имеющихся токопроводящих элементов, надежность фиксации клемм. Также удаляется грязь и пыль со всех внутренних деталей. Перед тем как использовать установку, ее нужно заземлить. Регулировочный винт вторичной обмотки нужно время от времени смазывать. Не следует использовать выпрямитель, на котором нет кожуха для защиты.
Что касается самых распространенных неисправностей, то к ним можно отнести сильный шум и перегрев устройства. Если вы заметили такие признаки, то это может говорить о следующем:
- вентиляторная крыльчатка не подходит по размеру, и ее нужно поменять;
- неисправен вентиляторный винт;
- в первичной трансформаторной обмотке произошло замыкание, то есть ее необходимо заново перемотать;
- произошло нарушение изоляции шпилек или листов сердечника.
Выпрямитель дает возможность производить сварку, получая при этом более надежные, ровные и качественные швы.
Основная конструкция, принцип работы и основные характеристики тиристорного выпрямителя для дуговой сварки – Новости
Основная конструкция, принцип работы и основные характеристики тиристорного выпрямителя для дуговой сварки
Основная конструкция, принцип работы и основные характеристики тиристорного выпрямителя для дуговой сварки
1. Тиристорный выпрямитель для дуговой сварки
Тиристорный выпрямитель для дуговой сварки
Тиристор также называют тиристором. Он имеет преимущества небольшого размера, легкого веса, высокой эффективности, быстрого действия, простоты обслуживания и длительного срока службы. В начале 1960-х годов в источниках питания для дуговой сварки стали применяться тиристорные выпрямители, то есть тиристорные выпрямители для дуговой сварки. В этом типе источника питания для дуговой сварки, помимо функции выпрямителя, тиристор также имеет возможность управлять включением и выключением питания и регулировать выпрямленное напряжение. Поэтому электромагнитные выключатели и реакторы насыщения больше не нужны, а конструкция упрощается. Поскольку тиристорный выпрямитель для дуговой сварки обладает такими преимуществами, как хорошая регулировка, хорошие динамические характеристики, энергосбережение, малый вес и т. д., он постепенно заменяет источники питания для дуговой сварки постоянным током, такие как выпрямители для дуговой сварки с магнитным усилителем, и стал наиболее распространенным. приложение в Заводы по производству бесшовных труб из нержавеющей стали . Один из видов.
приложение в Заводы по производству бесшовных труб из нержавеющей стали . Один из видов.
(1) Основная конструкция и принцип работы тиристорного выпрямителя для дуговой сварки
①Основная конструкция. Структура схемы тиристорного выпрямителя для дуговой сварки в основном состоит из основной цепи и цепи управления.
Главная цепь включает трехфазный главный трансформатор, тиристорную группу, устройство поддержания дуги малого тока и реактор. Среди них трехфазный главный трансформатор используется для снижения напряжения и увеличения тока. Как правило, используются Y/D, Y/Y, D/Y и другие способы подключения; тиристорная группа используется для выпрямления и регулирования мощности. Как правило, его можно подключить к полуторному трехфазному мосту. Схема управления, трехфазная мостовая полностью управляемая схема или двухреверсивная звездообразная шестифазная схема однополупериодного выпрямителя со сбалансированным реактором; Устройство поддержания дуги с малым током используется для решения проблемы нестабильности дуги, вызванной прерывистой формой волны выходного тока, особенно при сварке. Когда параметры процесса малы, дуга нестабильна из-за прерывистости формы волны сварки; реактор постоянного тока используется для фильтрации и улучшения динамических характеристик и может использовать ленточные, вогнутые или дырчатые железные сердечники.
Когда параметры процесса малы, дуга нестабильна из-за прерывистости формы волны сварки; реактор постоянного тока используется для фильтрации и улучшения динамических характеристик и может использовать ленточные, вогнутые или дырчатые железные сердечники.
Контур управления включает в себя цепь запуска, напряжение, ток и цепь обратной связи (т. е. цепь обнаружения), заданную цепь и цепь сравнения и т. д. Чтобы обеспечить качество сварки, Заводы по производству бесшовных труб из нержавеющей стали часто добавляют приращение тока и цепи ослабления тока в контуре управления. Основной функцией триггерной схемы является управление включением и выключением тиристора через триггерный импульс для регулировки параметров процесса сварки и управления внешними характеристиками источника питания; цепь обратной связи представляет собой систему обратной связи по току и напряжению, используемую для получения приведенных внешних характеристик; Затухание тока Функция контура увеличения суммарного тока заключается в постепенном уменьшении сварочного тока до нуля при гашении дуги и предотвращении образования кратерных трещин. В начале всепозиционной сварки трубопровода сварочный ток увеличивают до достижения удовлетворительной формы в конце и конце сварного шва.
В начале всепозиционной сварки трубопровода сварочный ток увеличивают до достижения удовлетворительной формы в конце и конце сварного шва.
②Принцип работы. Напряжение трехфазной сети промышленной частоты падает до нескольких десятков вольт после преобразования трехфазного главного трансформатора, а выпрямитель и регулятор мощности тиристорной группы, а также фильтр реактора постоянного тока обеспечивают плавную форму сварочного тока на выходе .
Группа тиристоров большой мощности управляется триггерной схемой. Фазовый сдвиг триггерного импульса может изменять величину угла проводимости тиристора +. Если угол проводимости тиристора большой, выходной сварочный ток (напряжение) также велик, а угол проводимости тиристора мал, то выходной сварочный ток (напряжение) также мал.
Что касается внешних характеристик источника питания, тиристорный выпрямитель для дуговой сварки использует сигнал обратной связи по напряжению и току для сравнения с заданным напряжением и заданным током, а также путем изменения фазового угла пускового импульса для управления углом проводимости тиристорной группы, чтобы получить требуемые внешние характеристики. Падающая внешняя характеристика ручной дуговой сварки предназначена для определения наклона падающей внешней характеристики путем пропорциональной регулировки напряжения и сигнала обратной связи и сигнала обратной связи по мощности. Если изменить соотношение двух сигналов, можно изменить наклон характеристики падения, чтобы реализовать регулировку параметров процесса сварки.
Падающая внешняя характеристика ручной дуговой сварки предназначена для определения наклона падающей внешней характеристики путем пропорциональной регулировки напряжения и сигнала обратной связи и сигнала обратной связи по мощности. Если изменить соотношение двух сигналов, можно изменить наклон характеристики падения, чтобы реализовать регулировку параметров процесса сварки.
Динамические характеристики выпрямителя для тиристорной дуговой сварки грубо регулируются и контролируются производителем бесшовных труб из нержавеющей стали путем изменения значения индуктивности реактора постоянного тока.
(2) Основные характеристики тиристорного выпрямителя для дуговой сварки
① Простая конструкция. Поскольку тиристорная группа может использоваться в качестве регулятора выпрямителя и бесконтактного переключателя, электромагнитные переключатели и насыщенные реакторы исключены, поэтому конструкция упрощается, уменьшается объем и уменьшается вес.
②Хорошая эффективность управления. Выходом выпрямителя можно управлять с небольшой мощностью триггера, электромагнитная инерция мала, и им легко управлять. Для получения различных форм внешних характеристических кривых можно использовать различные методы обратной связи.
③Хорошие динамические характеристики. Скорость отклика быстрая. Из-за управления электронной схемой внутренняя индуктивность мала, а электромагнитная инерция мала, поэтому процесс динамического перехода очень быстрый, и дугу легко контролировать различными способами.
④Энергосбережение. Благодаря низкому напряжению холостого хода, высокому КПД, высокому коэффициенту мощности, малой входной мощности и отсутствию механических потерь он экономит энергию.
⑤Шум небольшой. Благодаря отсутствию вращающихся частей шум значительно снижается.
Вопросы на повторение
1. Объясните термин: внешние характеристики источника питания дуговой сварки, рабочая точка горения дуги.
2. Какие требования к внешним характеристикам источника питания для дуговой сварки 7
3. Какое напряжение холостого хода источника питания для дуговой сварки?
4. Каково максимальное напряжение холостого хода трансформаторов и выпрямителей для дуговой сварки, предусмотренное нашими национальными стандартами?
5. Что означают ZX5-400 и BX3-300?
6. Что означает кодовое название ZX7-315?
7. Что такое рабочий цикл?
8. Продолжительность нагрузки определенного сварочного аппарата составляет 70 %, и он выполняет сварку, удаление шлака и замену электрода в течение 5 мин, из них 0,5 мин уходит на замену электрода, и рассчитывается время удаления шлака.
9. Сварщик использует сварочный аппарат с коэффициентом продолжительности нагрузки 50%. Сварку, удаление шлака и замену электрода он выполняет в течение 5 минут, из которых 1,5 минуты уходит на удаление шлака. Спросите, пожалуйста, время для замены электрода.
Выпрямитель | Хакадей
28 апреля 2022 г. Дэн Мэлони
Большинство кварцевых радиоприемников имеют явно «полевой» вид. Собранная из нескольких витков проволоки вокруг контейнера из-под овсяных хлопьев и английской булавки, царапающей поверхность лезвия бритвы, вся сборка часто отлично имитирует кучу мусора, внешний вид которой дает мало надежды на то, что она действительно будет работать. И тем не менее работа, которую они обычно делают, вытягивая радиосигналы из воздуха, как по волшебству.
Конечно, не все наборы кристаллов придерживаются такого небрежного подхода, а некоторые, например, этот самодельный многодиапазонный кристаллический ресивер, стремятся к тому, чтобы набор функций, подгонка и отделка выходили далеко за рамки нормы. Хрустальный набор «Хаски», как назвал его создатель [alvenh], выглядит так, будто попал во временную деформацию прямо из 1920-х годов. Электроника основана на австралийской схеме «Mystery Set» с модификациями, позволяющими настроить приемник в нескольких диапазонах. Вместо традиционного кристалла галенита и детектора кошачьих усов в качестве выпрямителей используется пара германиевых диодов 1N34A — один для демодуляции аудиосигнала, а другой для управления микроамперметром для индикации уровня сигнала. Тем не менее, для внешнего вида предусмотрен кошачий ус, прикрепленный к черной акриловой передней панели вместе с красивыми массивными ручками и самодельными поворотными переключателями для выбора диапазона и антенны.
Вместо традиционного кристалла галенита и детектора кошачьих усов в качестве выпрямителей используется пара германиевых диодов 1N34A — один для демодуляции аудиосигнала, а другой для управления микроамперметром для индикации уровня сигнала. Тем не менее, для внешнего вида предусмотрен кошачий ус, прикрепленный к черной акриловой передней панели вместе с красивыми массивными ручками и самодельными поворотными переключателями для выбора диапазона и антенны.
Какими бы прекрасными ни были детали электроники, именно корпус действительно продает эту сборку. Использование распиленных на четверть дуба, извлеченных из старых половиц. Столярные изделия красивы, а фурнитура соответствует эпохе; мы особенно ценим работу по превращению обычной плоской шайбы в никелированную накладку для замка, потому что каждому радио нужен замок.
Поздравляем [Alvenh] с созданием такой замечательной сборки и с действительно прославляющим мастерством первых дней радио. Нужно немного теории кристаллического радио, прежде чем приступить к сборке? Посмотрите кристально чистое радио с глубоким погружением [Грега Чарвата].
20 апреля 2022 г., Дэйв Раунтри
[Роберт Мюррей-Смит] представляет нам интересное электронное устройство из прошлого, до появления кремниевых полупроводников, скромный выпрямитель на основе оксида металла. После того, как электронная пыль осела после жестоких войн переменного и постоянного тока в конце 19-го века, в которых участвовали Эдисон, Тесла и Вестингауз, чтобы назвать несколько зачинщиков, AC стал окончательным победителем. Но была проблема. Легко понизить высокое напряжение переменного тока из распределительной сети до более управляемого уровня с помощью трансформатора и подать его прямо на устройства, которые могут потреблять переменный ток, такие как лампочки и электрические обогреватели. Но другим устройствам действительно нужен постоянный ток, и для этого вам нужен выпрямитель.
Оказывается, уже в те далекие времена у нас были полупроводниковые приборы, которые могли выполнять эту операцию, на основе не кремния или германия, а меди. Оксид меди (I) представляет собой встречающийся в природе полупроводник P-типа, который можно легко изготовить, нагревая медный лист в пламени и соскабливая внешний слой оксида меди (II), оставляя активный слой внизу. Простого контакта с куском стали достаточно, чтобы завершить устройство.
Оксид меди (I) представляет собой встречающийся в природе полупроводник P-типа, который можно легко изготовить, нагревая медный лист в пламени и соскабливая внешний слой оксида меди (II), оставляя активный слой внизу. Простого контакта с куском стали достаточно, чтобы завершить устройство.
Очевидно, что практичный выпрямитель сделать немного сложнее, и требуется определенная степень контроля, но вы поняли идею. Металлический выпрямитель CuO может выпрямлять, а также работать как термобатарея и даже как солнечный элемент, о нем просто забыли, как только мы все увлеклись кремнием.
Другие аналогичные металлические выпрямители также применялись, например, селеновый выпрямитель, основанный на свойствах интерфейса селенида кадмия и селена, который образует NP-переход, хотя и не может обрабатывать столько энергии, сколько старая добрая медь. Одно последнее устройство, которое было небольшим усовершенствованием исходных выпрямителей CuO, было основано на пакете пластин из сульфида меди / металлического магния, но они появились слишком поздно. Как только мы открыли чудеса германия и кремния, они были отправлены в учебники истории, прежде чем они действительно получили широкое распространение.
Как только мы открыли чудеса германия и кремния, они были отправлены в учебники истории, прежде чем они действительно получили широкое распространение.
Мы уже рассматривали выпрямители CuO, но выпрямитель на основе сульфида меди/магния для нас новинка. А если вас интересуют еще способы направления электронов в одном направлении, ознакомьтесь с нашим обзором истории диода.
Продолжить чтение «Медь: выпрямление переменного тока сто лет назад» →
Posted in History, PartsTagged Окись меди, диод, выпрямитель, полупроводник22 июля 2021 г. Дэн Мэлони
[Том Стэнтон] прав в одном: из маховиков получаются отличные игрушки. Независимо от того, наблюдаете ли вы за волчком, который, кажется, никогда не замедляется, или чувствуете странные силы, создаваемые гироскопом, вращение вещей приносит странное удовлетворение. А использование маховика в качестве аккумулятора делает его еще круче.
Конечно, использование маховика для хранения энергии далеко не новая концепция.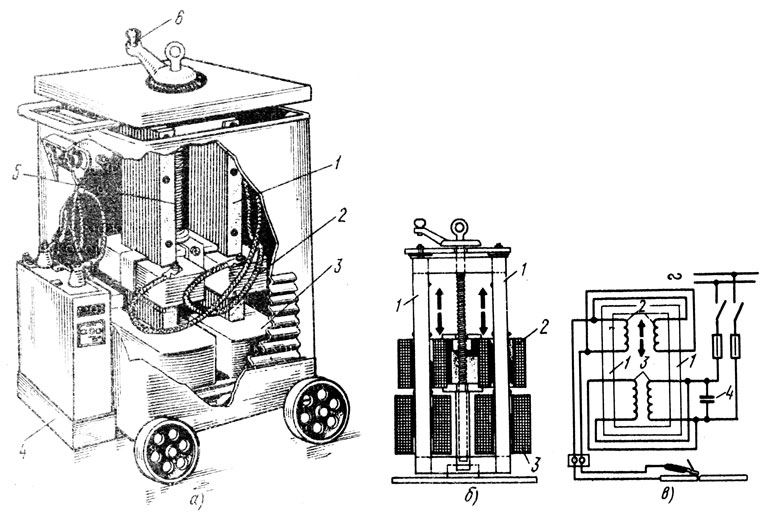 Но принципы, которые [Том] демонстрирует в видео ниже, в том числе преимущества магнитно-левитирующих подшипников, довольно круто увидеть все в одном месте. Сам маховик представляет собой просто тяжелый алюминиевый диск на валу с парой подшипников с каждой стороны, состоящей из стопок неодимовых магнитов. Дополнительный упорный подшипник с низким коэффициентом трения на конце вала удерживает системы надлежащим образом и позволяет маховику вращаться в течение двенадцати минут и более.
Но принципы, которые [Том] демонстрирует в видео ниже, в том числе преимущества магнитно-левитирующих подшипников, довольно круто увидеть все в одном месте. Сам маховик представляет собой просто тяжелый алюминиевый диск на валу с парой подшипников с каждой стороны, состоящей из стопок неодимовых магнитов. Дополнительный упорный подшипник с низким коэффициентом трения на конце вала удерживает системы надлежащим образом и позволяет маховику вращаться в течение двенадцати минут и более.
Следующим шагом [Тома] было использование части углового момента маховика для производства электричества. Он построил пару роторов с большим количеством магнитов, между которыми был зажат статор из специально намотанных катушек. Двухполупериодный мостовой выпрямитель и конденсатор завершают цепь и позволяют маховику питать группу светодиодов или даже небольшой двигатель. Все это красиво сложено и выглядит как забавная настольная игрушка.
Это далеко не первое родео [Тома] на маховике; его последняя попытка накопить механическую энергию не увенчалась успехом, но ему так или иначе удалось заставить маховики летать.
Продолжить чтение «Магнитные подшипники придают вращение этой батарее маховика» →
Posted in Разное HacksTagged генератор, угловой момент, подшипник, маховик, трение, генератор, маглев, магнитная левитация, неодим, выпрямитель12 сентября 2019 г. Дэн Мэлони
Современные сварочные аппараты недешевы, и на то есть веская причина: для того, чтобы контролировать такой большой ток и делать это в течение всего рабочего дня, требуются тяжелые детали. Тем не менее, можно найти выгодные предложения, особенно в самых простых машинах: сварочных аппаратах переменного тока. Знакомые сварщики с метким названием «надгробные плиты» могут справиться со своим делом, и они являются отличным инструментом для обучения тому, как накладывать валик.
Надгробия не лишены недостатков, и хотя другие могут купить другой сварочный аппарат, столкнувшись с этими ограничениями, [Грег Хилдстрем] решил превратить свой сварочный аппарат переменного тока в сварочный аппарат переменного/постоянного тока с помощью TIG. Он подробно описывает множество модификаций, которые он сделал для сварочного аппарата, от нового шнура на 50 А, сделанного из трех удлинителей, где все три провода 12-го калибра в каждом шнуре соединены вместе, чтобы получить гораздо более эффективные проводники, до добавления выпрямителей и дросселя, сделанного из корпус трансформатора микроволновой печи для получения выходного постоянного тока при полном номинальном токе 225 А. К концу проекта надгробная плита была битком набита хаками, включая самодельную педаль для управления напряжением, новые стандартные разъемы для всего и с помощью винтажного контроллера Lincoln «Hi-Freq», поддержку TIG, или сварка вольфрамовым электродом в среде инертного газа. В его сообщении в блоге показаны некоторые из множества тестовых шариков, которые он поставил с машиной, а в плейлисте, указанном ниже, показаны основные моменты сборки.
Он подробно описывает множество модификаций, которые он сделал для сварочного аппарата, от нового шнура на 50 А, сделанного из трех удлинителей, где все три провода 12-го калибра в каждом шнуре соединены вместе, чтобы получить гораздо более эффективные проводники, до добавления выпрямителей и дросселя, сделанного из корпус трансформатора микроволновой печи для получения выходного постоянного тока при полном номинальном токе 225 А. К концу проекта надгробная плита была битком набита хаками, включая самодельную педаль для управления напряжением, новые стандартные разъемы для всего и с помощью винтажного контроллера Lincoln «Hi-Freq», поддержку TIG, или сварка вольфрамовым электродом в среде инертного газа. В его сообщении в блоге показаны некоторые из множества тестовых шариков, которые он поставил с машиной, а в плейлисте, указанном ниже, показаны основные моменты сборки.
Это не первое знакомство [Грега] с миром горячего металла. Несколько лет назад мы рассказывали о его конструкции электродуговой печи, которую приводил в действие другой, более опытный сварщик.
Читать далее «Модифицированный Tombstone Welder содержит множество хаков» →
Опубликовано в рубрике Взломы инструментовTagged AC. Постоянный ток, дуговая сварка, GMAW, трансформатор микроволновой печи, MOT, выпрямитель, выпрямитель с кремниевым управлением, TIG, вольфрам, сварка8 ноября 2018 г. Дэн Мэлони
Как лучше всего превратить мощный бесколлекторный двигатель постоянного тока, оптимизированный для хобби, в приличный низкочастотный генератор? Вы используете чисто механический подход и надеваете коробку передач на вал? Или вы решаете проблему с помощью электричества?
Последний подход — это то, на чем [ГрейтСкотт!] остановился в своем проекте перемотки и перемонтажа BLDC. Ранее изучив, какие двигатели имеют наилучший потенциал в качестве генераторов, он понял основную проблему: грубо говоря, BLDC для хобби оптимизированы для преобразования вольт в обороты в минуту, а не наоборот. Он начал с разборки небольшого двигателя, чтобы понять связанные с этим механические проблемы, а затем перешел к более крупному двигателю. Большой двигатель был упрямым, но с небольшим количеством смазки, множеством царапин и несколькими разрушенными подшипниками двигатель был освобожден как от ротора, так и от статора. Обмотки были сняты и заменены более тяжелым магнитным проводом с большим количеством витков на полюс, чем у оригинала. В результате это привело к снижению Kv и повышению производительности на низких оборотах. Все выглядело еще лучше, когда обмотки были перемонтированы с треугольника на звезду.
Он начал с разборки небольшого двигателя, чтобы понять связанные с этим механические проблемы, а затем перешел к более крупному двигателю. Большой двигатель был упрямым, но с небольшим количеством смазки, множеством царапин и несколькими разрушенными подшипниками двигатель был освобожден как от ротора, так и от статора. Обмотки были сняты и заменены более тяжелым магнитным проводом с большим количеством витков на полюс, чем у оригинала. В результате это привело к снижению Kv и повышению производительности на низких оборотах. Все выглядело еще лучше, когда обмотки были перемонтированы с треугольника на звезду.
Главный урок, вероятно, состоит в том, чтобы использовать генератор там, где вам нужен генератор, и пусть моторы будут моторами. Но тем не менее мы ценим урок [GreatScott!] о внутренностях BLDC, а также его другую работу в разделе «Сделай сам или купи?» вена. Если вы хотите сделать свой собственный инвертор, превратить двигатель жесткого диска в энкодер или свернуть свой собственный литиевый аккумулятор, он уже сделал много грязной работы.
продолжить чтение «Перемотанный и перемонтированный BLDC делает генератор полуприличным» →
Posted in Разное HacksTagged BLDC, треугольник, генератор, кв, двигатель, выпрямитель, об/мин, обмотка, звезда15 октября 2018 г. Том Нарди
Было время, не так давно, когда ажиотаж вокруг настольной 3D-печати был настолько высок, что казалось, что можно напечатать что угодно. Только представьте, и ваш удобный волшебный 3D-принтер сможет воплотить это в реальность. Но теперь, когда больше людей получили непосредственный опыт работы с технологией, пузырь лопнул. Реальность немного отрезвила нас, и сегодня мы получили гораздо лучшее представление о том, что можно и что нельзя печатать на традиционном настольном 3D-принтере.
Но это не значит, что мы не удивляемся время от времени. В качестве прекрасного примера взгляните на этот почти полностью напечатанный на 3D-принтере ветряк, разработанный и построенный [Никола Петров]. Помимо электроники, столба, на котором она установлена, и некоторых других мелочей, он изготовил все детали на своем собственном широкоформатном принтере TEVO Black Widow. Он упоминает, что есть несколько вещей, которые он сделал бы по-другому, если бы ему пришлось построить еще один, но трудно найти что-то, на что можно было бы пожаловаться в такой великолепной сборке.
Помимо электроники, столба, на котором она установлена, и некоторых других мелочей, он изготовил все детали на своем собственном широкоформатном принтере TEVO Black Widow. Он упоминает, что есть несколько вещей, которые он сделал бы по-другому, если бы ему пришлось построить еще один, но трудно найти что-то, на что можно было бы пожаловаться в такой великолепной сборке.
Конечно, это не для новичков в 3D-печати. Прежде всего, вам понадобится принтер с шириной станины не менее 370 мм только для печати лезвий. [Никола] также рекомендует печатать детали из АБС-пластика и покрывать их ацетоном, чтобы сгладить и укрепить внешние поверхности. Мы были бы удивлены, если бы вы могли печатать такие большие объекты из АБС-пластика без обогреваемого корпуса, поэтому планируйте добавить это в свой список покупок.
С другой стороны, электроника настолько проста, насколько это возможно. Лопасти вращают стандартный шаговый двигатель NEMA 17 (через редуктор 1:5) для производства электроэнергии переменного тока. Затем он подается на два выпрямителя W02M и мощный конденсатор, который дает ему постоянный ток с минимальными усилиями. Теоретически он должен выдавать 1 А при напряжении 12 В, чего достаточно для освещения светодиодов и зарядки телефонов. В этой конструкции нет схемы зарядки аккумулятора или чего-то подобного, как [Никола] говорит, что читатель сам должен понять, как интегрировать турбину в свою систему.
Затем он подается на два выпрямителя W02M и мощный конденсатор, который дает ему постоянный ток с минимальными усилиями. Теоретически он должен выдавать 1 А при напряжении 12 В, чего достаточно для освещения светодиодов и зарядки телефонов. В этой конструкции нет схемы зарядки аккумулятора или чего-то подобного, как [Никола] говорит, что читатель сам должен понять, как интегрировать турбину в свою систему.
Если вы считаете, что ваши навыки 3D-печати не соответствуют задаче, не беспокойтесь. В прошлом мы видели ветряные турбины, построенные из потолочных вентиляторов, а иногда и того меньше.
Posted in 3d Printer hacks, green hacksTagged генератор, выпрямитель, шаговый двигатель, турбина, энергия ветра8 сентября 2018 г. Дэн Мэлони
«Они не строят их так, как раньше». В этой старой пиле много правды, особенно когда импульсный блок питания от 1940s до сих пор работает со своими оригинальными деталями. Но когда указанный источник питания размером с маленького малыша и в два раза тяжелее, сборка их, как в старые времена, — это еще не все, чем они должны быть.
Но когда указанный источник питания размером с маленького малыша и в два раза тяжелее, сборка их, как в старые времена, — это еще не все, чем они должны быть.
Источник питания, в который ныряет [Кен Ширрифф], взят из продолжающейся реставрации старинного телетайпа, о котором мы недавно рассказывали. В том посте мы отметили «загадочное голубое свечение» лампочек в блоке питания, в чем [Кен] решил разобраться подробнее. Лампы — это Тиратроны, которые нельзя классифицировать как вакуумные лампы, поскольку они заполнены различными газами. Тиратроны — это трубки, в которых используется ионизированный газ — в данном случае пары ртути — для проведения больших токов. В этой схеме тиратроны используются как однополупериодные выпрямители, которые можно быстро включать и выключать с помощью цепи обратной связи. Это поддерживает фиксированное выходное напряжение на номинальном уровне 140 В постоянного тока, необходимом для телетайпа, с удивительно малой пульсацией. Видео ниже из серии о всей реставрации; этот намекает на то, где блок питания включается в первый раз. Интересно наблюдать, как тиратроны переключаются с частотой около 120 Гц, когда источник питания находится под нагрузкой.
Интересно наблюдать, как тиратроны переключаются с частотой около 120 Гц, когда источник питания находится под нагрузкой.
Спасибо [Кену] и его коллегам по ретрокомпьютерам за поддержание работоспособности старого железа. Независимо от того, является ли целью его забот научный калькулятор 1974 года или основная память от IBM 1401, нам всегда нравится наблюдать за его работой.
Читать далее «Импульсный источник питания в стиле 1940-х годов» →
Posted in RetrocomputingTagged токовая петля, выпрямитель, восстановление, ретрокомпьютинг, smps, импульсный источник питания, телетайп, тиратронУправление током дуговой сварки с использованием тиристорных трехфазных выпрямителей, применяемых при дуговой сварке металлическим газом, подключенной к сети
Управление током дуговой сварки с использованием трехфазных выпрямителей на основе тиристоров, применяемых для дуговой сварки металлическим газом, подключенной к сети
Омар Фетхи Бенауда * | Малышки из Бадреддина | Мохамед Бушакур | Сами Кала | Аззедин Бендиабделлах
Автор, ответственный за корреспонденцию:

Страница:
335-344
|
DOI:
https://doi.org/10.18280/jesa.540216
Получено:
2 августа 2020 г.
|
Принято:
10 января 2021 г.
|
Опубликовано:
27 апреля 2021 г.
| Ссылка
54.02_16.pdf
ОТКРЫТЫЙ ДОСТУП
Резюме:
Целью операции сварки является обеспечение непрерывности материалов, подлежащих сборке в крупных промышленных секторах. Это исследование направлено на то, чтобы предложить топологию трехфазных выпрямителей на основе тиристоров, применяемых в процессе дуговой сварки металлическим электродом в газе (GMAW), подключенных к сети, выходные токи контролируются и используют различные формы импульсов, такие как прямоугольные, отжиговые и пиковые. импульсные операции, а также изучить и сравнить влияние трех эталонных структур сварочного тока на сварочный ток, сварочное напряжение, диаметр капли и качество сварки. Чтобы обеспечить наилучшую импульсную работу, амплитуда и частота остаются одинаковыми для всех операций, применение графиков сетки в справочниках по структурам сварочных токов, сварочному току, сварочному напряжению и диаметру капель может проиллюстрировать четкое сравнение между ними. Результаты моделирования показывают, что работа прямоугольного импульса является лучшей среди них. Метод одностороннего амплитудного спектра (SSAS) также применяется к сварочному току и диаметру капель трех операций при медленном и быстром отрыве капель для оценки частоты отрыва капель. Результаты показывают большой успех SSAS в оценке точной частоты.
Чтобы обеспечить наилучшую импульсную работу, амплитуда и частота остаются одинаковыми для всех операций, применение графиков сетки в справочниках по структурам сварочных токов, сварочному току, сварочному напряжению и диаметру капель может проиллюстрировать четкое сравнение между ними. Результаты моделирования показывают, что работа прямоугольного импульса является лучшей среди них. Метод одностороннего амплитудного спектра (SSAS) также применяется к сварочному току и диаметру капель трех операций при медленном и быстром отрыве капель для оценки частоты отрыва капель. Результаты показывают большой успех SSAS в оценке точной частоты.
Ключевые слова:
дуговая сварка металлическим электродом, трехфазный выпрямитель, сетевая сеть, метод СОАС, сварочный ток, сварочное напряжение, диаметр капли, частота отрыва
1. Введение
Освоение поведения конструкций и узлов растущая потребность в различных секторах; воздухоплавание; автомобиль; транспорт нефти… и др. Глубокое знание явлений, происходящих в используемом материале, и факторов, влияющих на его поведение, позволяет предотвратить аномалии и выбрать условия его использования [1, 2].
Глубокое знание явлений, происходящих в используемом материале, и факторов, влияющих на его поведение, позволяет предотвратить аномалии и выбрать условия его использования [1, 2].
В области сварочной промышленности существует множество методов сварки. Процесс дуговой сварки металлическим газом (GMAW) является одним из наиболее известных из этих методов по нескольким причинам: в том числе высокая адекватность реализации при различной толщине свариваемых заготовок и, что наиболее важно, возможность адаптации к автоматической реализации. Сварные соединения требуют некоторой механической жесткости, которая зависит от контроля размеров сварного шва за счет контроля количества расплавленного металла для повышения качества сварки и предотвращения дефектов сварки [3, 4].
Оплавление проволоки и перевод в дугу могут осуществляться различными способами в зависимости от характера защитных газов, напряжения и интенсивности дуги. Различные так называемые самопроизвольные передачи получаются благодаря генераторам постоянного напряжения и тока (50 – 650 А). В нем также рассматриваются принудительные режимы передачи, возникающие в результате использования сигналов определенной формы (использование двух уровней интенсивности, использование источника переменной полярности) [5, 6].
В нем также рассматриваются принудительные режимы передачи, возникающие в результате использования сигналов определенной формы (использование двух уровней интенсивности, использование источника переменной полярности) [5, 6].
В процессе GMAW можно сказать, что превращение сварочной проволоки в капли расплава, направляющиеся к заготовке, регулируется явлением теплообмена [7, 8].
Процесс GMAW имеет четыре режима сварки, включая режим короткого замыкания, шаровидный режим, режим распыления и режим вращающейся жилы, а также другие промежуточные режимы среди упомянутых ранее.
В режиме распыления диапазон сварочного тока принимает средние значения, расплавленная проволока дает сферические капли, их диаметр меньше или равен диаметру сварочной проволоки из-за равномерного и равномерного плавления металла [9].
Кроме того, в этом режиме заготовка остается целой благодаря низкой теплоотдаче; т. е. заготовка редко прожигается или пробивается.
В процессе сварки преобразователи, такие как выпрямитель, инвертор и прерыватель, являются источниками тока и напряжения дуги.
В этом исследовании для питания процесса GMAW включены два выпрямителя на основе тиристорных переключателей.
Выбор тиристорных ключей обусловлен приемлемой частотой коммутации [10].
Несмотря на то, что трехуровневый выпрямитель дает аналогичную эффективность паре двухуровневых выпрямителей, соединенных каскадом, тем не менее, каскадная топология предпочтительнее из-за более легкой диагностики неисправностей и более низкой стоимости обслуживания [11], и меньшая нагрузка на полупроводник (тиристор) и лучшая выходная мощность [12, 13].
Для питания GMAW сетевая сеть должна быть подключена к двухуровневым выпрямителям, а выходной выпрямленный ток должен контролироваться. Выпрямленный ток соответствует эталонному сварочному току.
В данной работе выполнено сравнительное исследование форм динамических откликов сварочного тока, сварочного напряжения и диаметра капли по переменным опорных сигналов сварочных токов при различных импульсных режимах с одной стороны, с другой стороны, на оценить частоту отрыва капель. Применяется метод одностороннего амплитудного спектра (SSAS).
Применяется метод одностороннего амплитудного спектра (SSAS).
Данная публикация разделена на несколько частей:
В первой части выполнено нелинейное моделирование процесса GMAW с его параметрами.
Вторая часть, выполнить соединение между парой двухуровневых выпрямителей и сетью с контролем выпрямленного тока в соответствии с эталонным током для питания процесса GMAW.
В третьей части в процессе GMAW применяются три импульсные операции эталонного сварочного тока, которые сравниваются, чтобы узнать поведение сварочного тока, сварочного напряжения и диаметра капель с помощью графиков сетки.
В последней части оценка частоты отрыва капель с использованием метода SSAS; за счет захвата сварочного тока этот метод преобразует сигнал из временной области в частотную в режиме реального времени, чтобы отказаться от использования дорогой сверхбыстрой камеры.
2. Моделирование процесса дуговой сварки металлическим электродом в среде защитного газа
В этом разделе используется несколько уравнений для описания этапов процесса GMAW от сварочной проволоки до заготовки, в которых процесс GMAW моделируется в соответствии с набором входных и выходных данных.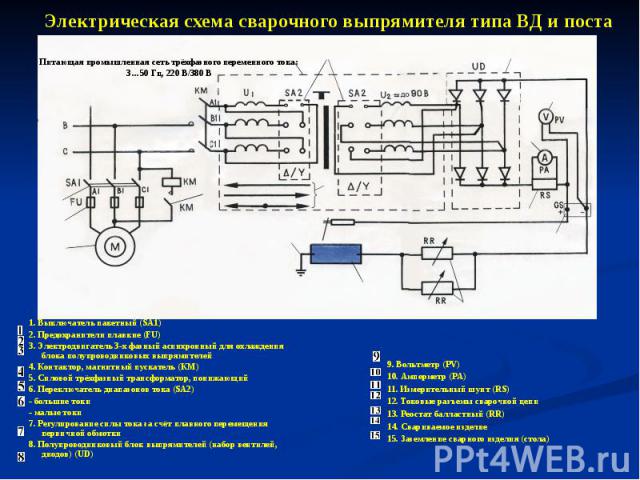 для облегчения контроля и измерения процесса GMAW на рисунке 1 показана схематическая блок-схема процесса GMAW на основе замкнутого цикла.
для облегчения контроля и измерения процесса GMAW на рисунке 1 показана схематическая блок-схема процесса GMAW на основе замкнутого цикла.
Таблица 1 показывает объяснение остальных параметров с их единицами измерения, так как эти параметры, включенные в Eqns. (3) и (4) для управления процессом GMAW на рисунке 1.
Рисунок 1 . Процесс GMAW на основе замкнутого контура с контролем скорости плавления, сварочного тока, сварочного напряжения и диаметра капель металла )
Номенклатура | Символ | Значение (единица измерения) |
Постоянная времени двигателя постоянного тока сварочной проволоки | т м1 | 50× 10 -3 (S) |
Сварочная проволока Коэффициент усиления двигателя постоянного тока в установившемся режиме | К м1 | 1,0 (мв -1 С -1 ) |
Постоянная времени двигателя постоянного тока горелки | т м2 | 80× 10 -3 (S) |
Установившееся усиление двигателя постоянного тока горелки | К м2 | 1,0 (мв -1 С -1 ) |
Угол зоны проводки с каплей | к | 90 (°) |
Поверхностное натяжение жидкой стали (Сталь) | г | 1,2 (Нм -1 ) |
Константа скорости плавления 1 | С 1 | 3,3× 10 -10 (м -3 S -1 А -1 ) |
Константа скорости плавления 2 | С 2 | 0,78× 10 -10 (м -3 S -1 Ш -1 А -2 ) |
Коэффициент аэродинамического сопротивления | С д | 0,44 |
Плотность плазмы (газ аргон) | р Р | 1,6 (кг м -3 ) |
Радиус электрода | р е | 0,005 (м) |
Суммарная индуктивность (питание и кабель) | л с | 306× 10 -6 (В) |
Суммарное сопротивление проводов (питание и кабель) | Р с | 6,8× 10 -3 (Ш) |
Плотность материала жидкого электрода (сталь) | р е | 7860 (кг м -3 ) |
Постоянная демпфера падения | б г | 0,8× 10 -3 (кг S -1 ) |
Постоянная пружины падения | К д | 5,3 (кг S -2 ) |
Проницаемость свободного пространства Гравитация | мкм 0 | 4 шт. |
Удельное сопротивление электрода | р | 0,43 (Вт·м -1 ) |
Скорость защитного газа | v П | 10 (мс -1 ) |
Зона постоянного заряда | В 0 | 12 (В) |
Коэффициент длины дуги | Е и | 400 (В м -1 ) |
Расстояние между контактным наконечником и заготовкой | л в | 0,025 (м) |
Дугостойкость | Р и | 0,0237 (Ш) |
 × 10 -7 (Н м -1 )
× 10 -7 (Н м -1 )2.1 Математическая модель тепломассопередачи заготовке
Теплопередача на единице длины основного металла H определяется как отношение полной подводимой мощности P источника тепла в ваттах к его скорость перемещения сварочной горелки R, как показано в следующем уравнении:
$H=\frac{P}{R}=\frac{\eta_{h} I_{a}\left(U_{s}+U_{a}\right)}{R}$ (1)
где, U a , I a , U s и h h – напряжение дуги, ток дуги, падение напряжения на вылете и эффективность теплопередачи на заготовку соответственно. {2}$ (2)
{2}$ (2)
l s — длина вылета, r — удельное электрическое сопротивление проволоки, а C 1 и C 2 — константы, связанные со скоростью плавления MR посредством уравнений. (1) и (2). Параметры электрода (удельное сопротивление и диаметр) вносят большой вклад в расчет значений констант C 1 и C 2 . Каждый сварочный процесс и сварочная проволока имеют свои константы (C 1 и C 2 ).
Факторы теплоты и скорости плавления непосредственно контролируют тепломассоперенос к заготовке, можно также сказать, что независимость капель и способ переноса расплавленного металла оказывают большое влияние на стабильность дуги, распространение количество расплавленного металла и толщина поверхности сварки [14, 15]. Для поддержания режима транспортировки при регулировании выброса расплавленных капель необходимо контролировать величины массы и теплопередачи. 9{2} l_{s}\right)$
$i_{c}=v_{c}$
$\dot{v}_{d}=\frac{F_{T}-k_{d} x_ {d}-b_{d} v_{d}}{m_{d}}$
$\dot{x}_{d}=v_{d}$ (3)
где,
$\dot {V}_{c}=\frac{1}{\tau_{m 2}}\left(K_{m 2} V_{a r m 2}-v_{c}\right)$ и $\dot{S} =\frac{1}{\tau_{m 1}}\left(K_{m 1} V_{\text {arm} 1}-S\right)$ (4)
m d – масса капли, v d – скорость капли, x d – смещение капли, v c – скорость горелки, V am1 – напряжение якоря двигателя постоянного тока сварочной проволоки, В arm2 – напряжение якоря двигателя постоянного тока горелки, F T – результирующая сила, действующая на каплю, и V oc – напряжение холостого хода. {1 / 3}+x_{d} \prec l_ {s}$ (5) 9{2}+E_{a} l_{c} I_{a}-E_{a} l_{c} I_{a}+V_{0} I_{a}$ (8)
{1 / 3}+x_{d} \prec l_ {s}$ (5) 9{2}+E_{a} l_{c} I_{a}-E_{a} l_{c} I_{a}+V_{0} I_{a}$ (8)
где, U ct представляет собой напряжение от контактного наконечника до обрабатываемой детали, как уравнение. (8) зависит от интеграла значения сварочного тока, как указано в уравнении. (7).
Если статические силы отрыва (силы гравитации F g , электромагнитные силы F em и силы увлечения плазмы F d ) меньше статических сил сцепления (силы поверхностного натяжения F g ), то означает, что достигнута статическая теория условий равновесия [20, 21]. 9{2}\right]$ (12)
где r d /r e определяется как a (rd — радиус капли, а re — радиус сварочной проволоки), m 0 — проницаемость свободное место.
На основе равенства между препятствующей отрыву силой F g и суммарными статическими силами отрыва F T можно определить диаметр капли до отрыва Ddbd. Жидкий металл имеет коэффициент поверхностного натяжения, определяемый как g.
Жидкий металл имеет коэффициент поверхностного натяжения, определяемый как g.
$F_{T}=F_{\gamma} \rightarrow F_{e m}=F_{\gamma}-F_{g}-F_{d}-F_{m f}$ (13) 9{-k_{2} v_{d}}}\right)$ (18)
3. Процесс Grid-сеть-GMAW
На рис. 2 схематически показан процесс Grid-GMAW. Два трехфазных выпрямителя, подключенных к GMAW, для получения большого значения тока дуги I a . один трансформатор подключен по схеме «звезда-звезда» к шине 1, а другой — по схеме «треугольник-звезда» к шине 2.
Рисунок 2 . Электрическая модель процесса Grid-GMAW
3.1 Результаты моделирования
Рисунок 3 . Результаты моделирования процесса GMAW на основе замкнутого цикла) при импульсном режиме отжига
Рис. Результаты моделирования процесса GMAW на основе замкнутого контура в режиме прямоугольных импульсов
Рисунок 5 . Результаты моделирования процесса GMAW, основанного на замкнутом цикле) при работе с пиковыми импульсами
Результаты моделирования процесса GMAW, основанного на замкнутом цикле) при работе с пиковыми импульсами
3.2 Обсуждение результатов0292 rec ) стабилизируется на значении 20 А, поэтому это значение идентично эталонному значению. После применения импульса отжига его амплитуда колеблется от 20А до 250А в интервале частоты 0,1с, длина сварочной проволоки между каплей расплава и точкой контакта l s (мм) колеблется между 16,75 и 30,82мм; что означает, что его длина уменьшается на 28,36 мм за 0,1 с. Сварочный ток (I a ) изменяется от 20 А до 250 А за 0,03 с, ток (I и ) достигает максимального значения тока за 0,02 с. Повышение и понижение сварочного тока (I a ) занимает 60% от общего периода одиночного импульса отжига; где между формированием и выделением капли расплавленного металла проходит 0,06 секунды, сварочное напряжение U и (В) колеблется между 28,87 В и 52,64 В.
Диаметр капли имеет две стадии, первая стадия называется процессом построения, во время которого диаметр увеличивается на значение 0,33 мм, после чего она немедленно высвобождается для перехода на новую стадию, называемую процессом отделения.
На рисунке 4 после применения операции прямоугольного импульса, хотя этот импульс отличается от предыдущего по структуре, они уравнены по амплитуде и частоте, чтобы провести между ними сравнительное исследование и выявить влияние каждого из них на динамическую характеристику выходов процесса GMAW. При поддержании выпрямленного тока (I rec ) на значении 20А амплитуда прямоугольных импульсов изменяется от 20А до 250А на частоте 10 Гц при ширине импульса равной 50% периода, длительности l s (мм) колеблется между 17,48 мм и 32,35 мм; чтобы расплавить около 29,74 мм в течение 0,1 с.
В течение 0,015 с сварочный ток (I a ) изменяется от 20 до 250А. Сварочное напряжение U и (В) колеблется в пределах от 26,90 В до 51,94 В. Капля отрывается, когда ее диаметр увеличивается на 0,34 мм и достигает 0,43 мм. Что касается рисунка 5, то после приложения пикового импульса к процессу GMAW результаты показывают другое поведение по сравнению с предыдущими, амплитуда пикового импульса (A) изменяется от 20 до 250 А в течение 0,008 с, затем снижается с 250 А. до 70 А в течение следующих 0,008 с, после этого он поддерживается на уровне 70 А в течение 0,04 с, а затем возвращается к исходному значению в течение 0,008 с.
до 70 А в течение следующих 0,008 с, после этого он поддерживается на уровне 70 А в течение 0,04 с, а затем возвращается к исходному значению в течение 0,008 с.
Длина вылета l s (мм) варьируется от 17,05 до 30,06 мм; где провод расходуется на 27,38мм за 0,1с.
Сварочный ток (I a ) изменяется от 20 до 250А в течение 0,02с, поддерживается на уровне 250 и 70А в течение 0,01с и 0,025с соответственно. Следовательно, эти два периода необходимы для образования капли. Сварочное напряжение U и (В) колеблется между 29,86 В и 52,63 В. Когда диаметр капли D dbd достигает 0,41 мм, она теряет 46% своего общего веса и становится диаметром 0,22 мм; это означает, что процесс отрыва происходит в два этапа за счет постепенного уменьшения сварочного тока (I и ).
4. Сравнительное исследование применяемых импульсных операций
Для сравнительного исследования между операциями ранее упомянутого импульса с постоянными частотами и амплитудами. Графики зависимости сварочного тока от сварочного напряжения и графики зависимости диаметра капель от длины сварочной проволоки представлены на рис. 6 и рис. 7 соответственно.
Графики зависимости сварочного тока от сварочного напряжения и графики зависимости диаметра капель от длины сварочной проволоки представлены на рис. 6 и рис. 7 соответственно.
4.1 Результаты моделирования
Рисунок 6 . Кривые динамического отклика: (a), (c) и (e): сварочный ток как функция сварочного напряжения, (b), (d) и (f): диаметр капли D dbd (m) как функция длины сварочной проволоки l s (мм), при: (a) и (b): режим импульсного отжига, (c) и (d): режим прямоугольного импульса, (e) и (f): импульс импульса эксплуатация
4.2 Обсуждение результатов
Графики на Рисунке 6, в сетке графиков, сварочное напряжение как функция сварочного тока выбраны потому, что они являются очень важными электрическими параметрами для определения характеристик сварки.
Выбор диаметра капли в зависимости от длины сварочной проволоки между каплей расплава и точкой контакта обусловлен передачей тепла от расплавленной проволоки в сферическую каплю с учетом капли как выхода, а проволоки как вход, качество сварки можно определить по соотношению между ними.
В части (а) рисунка 6 изменение сварочного напряжения в зависимости от сварочного тока образует интервал зацепления; Интервал сварочного напряжения варьируется от 28 до 52В, а сварочный ток от 20 до 250А. Сформированная ширина сетки операции импульса отжига меньше, чем в результате операций прямоугольных и пиковых импульсов, как показано в частях (c) и (e) соответственно.
В части (b) рисунка 6 диаметр капли варьируется от 0,08 до 0,4 мм, а длина сварного шва варьируется от 16 до 30 мм, эти два интервала образуют сетку с шириной меньше, чем у операций с прямоугольными и пиковыми импульсами, как показано на части (г) и (е) соответственно.
Исходя из приведенных выше результатов, можно сказать, что ширина сетки операции с прямоугольными импульсами является самой широкой по сравнению с другими операциями с импульсами.
4.3 Результаты моделирования
Рисунок 7 . Осциллограммы динамического отклика диаметра капли D dbd (м) в зависимости от импульсного сигнала эталонного тока i с (A) при работе с тремя импульсами
4. 4 Обсуждение результатов
4 Обсуждение результатов
обсуждение, на рисунке 7 диаметр капли как функция импульсного сигнала эталонного тока показывает более четкое изменение ширины сетки между операциями с тремя импульсами по сравнению с рисунком 6, как показано в частях (a), (b), ( в), (г), (д) и (е).
4.5 Результаты моделирования
Рисунок 8 . Осциллограммы динамического отклика длины сварочной проволоки между каплей расплава и точкой контакта l s (мм) в зависимости от импульсного сигнала эталонного тока i s (A) при работе с тремя импульсами
4.6 Обсуждение результатов
На рис. 8 показано изменение длины сварочной проволоки в зависимости от импульса сигнала опорного тока i с (A) при операциях с тремя импульсами ширина сетки, сформированная при применении операции импульсного отжига, является узкой по сравнению с другими операциями. Кроме того, ширина сетки операции прямоугольного импульса является наибольшей среди операций импульсов спайка и импульса отжига.
Можно сказать, что результаты, полученные на Рисунке 7 и Рисунке 8, имеют одинаковое описательное значение для определения ширины ячейки, хотя полученные результаты на Рисунке 7 и Рисунке 8 различаются.
4.7 Зависимость ширины и формы сетки от качества сварки
Из предыдущего обсуждения можно сказать, что не только ширина сетки определяет качество сварки, но и форма сетки.
В импульсном режиме отжига, показанном на рис. 7, когда импульсный сигнал эталонного тока начинает достигать 250 А, процент образования капель достигает 85 %, этот процент составляет около 69 % в режиме пикового импульса, и полное формирование происходит в прямоугольный импульс. Можно сделать вывод, что самым быстрым процессом для формирования капель диаметром 4 мм является операция прямоугольного импульса, затем операция пикового импульса, а затем операция импульсного отжига.
Замечено, что время между окончанием образования капли и началом отрыва капли влияет на форму сетки; если она широкая и равномерная, это означает, что диаметр капель равномерный, образование капель быстрое и качество сварки очень высокое.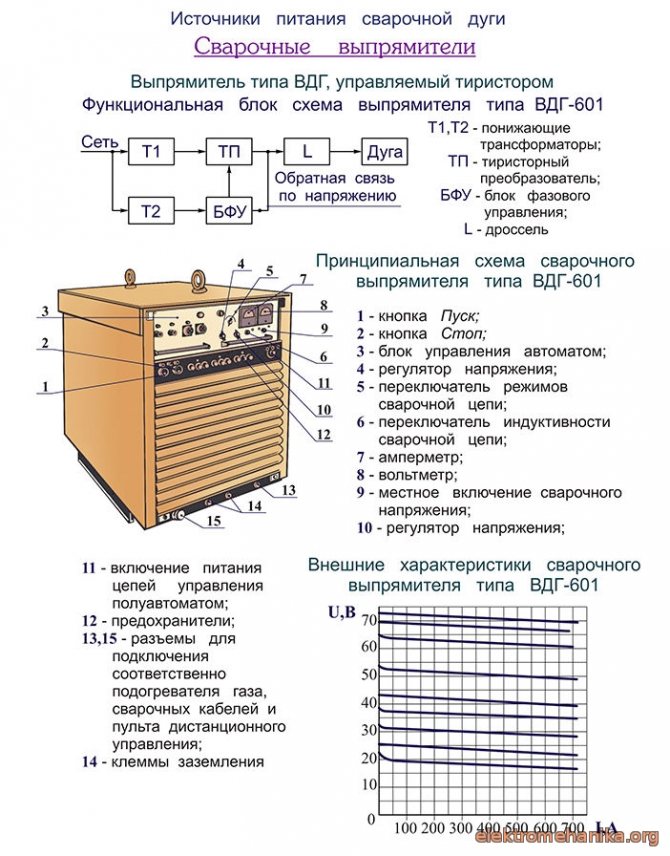
5. Оценка частоты отрыва капель по кривым сварочного тока и диаметра капель
В этом разделе для точной оценки частоты отрыва капель к диаметр капли сварочного тока. 9{-J 2 \pi f} d t$ (19)
Положительной стороной этого метода является вычисление частоты любого периодического сигнала.
5.2 Результаты моделирования
Рисунок 9 . Результаты моделирования спектрального анализа сварочного тока I a (A) при работе с тремя импульсами (низкая частота)
Рисунок 10 . Результаты моделирования спектрального анализа диаметра капель D dbd (м) при трехимпульсной работе (низкая частота)
5.3 Обсуждение результатов
По рисункам 9 и 10 после применения метода SSAS оценивается основная частота 10 Гц для сварочного тока и диаметра капель.
Оценка основной частоты очень важна, поскольку она совпадает с частотой отрыва капли.
Можно также сказать, что сварочный ток представляет собой сумму синусоидальных сигналов; каждый синусоидальный сигнал имеет свою амплитуду и частоту.
6. Оценка частоты отрыва капель при высокой частоте
Чтобы узнать об успешности метода SSAS при высокой частоте, увеличивают частоту импульсного сигнала эталонного тока i s (A) для всех испытанных импульсных операций, затем частота отрыва капли оценивается с помощью спектрального анализа сварочного тока.
6.1 Результаты моделирования
Рисунок 11 . Результаты моделирования спектрального анализа сварочного тока Ia (А) при трехимпульсных режимах (высокая частота)
6.2 Обсуждение результатов
Из рисунка 11 амплитуда ½I a (A)½ изменяется на частотах 100 Гц, 200 Гц и 300 Гц.
Частоты 200Гц и 300Гц кратны 100Гц, значит частота отрыва капли 100Гц.
Из предыдущего обсуждения можно сказать, что, с одной стороны, метод SSAS доказал свою эффективность в оценке диаметра капель на низких и высоких частотах, а с другой стороны, он недорог в отношении сверхбыстрой камеры.
7. Заключение
Из приведенных выше результатов и обсуждений можно сделать некоторые заключительные замечания:
Когда процесс дуговой сварки металлическим электродом в среде защитного газа (GMAW) сочетается с трехфазными выпрямителями на основе тиристоров, которые подключены к сети , очень удовлетворительные результаты получены в отношении выпрямленного тока, динамических характеристик сварочного тока, сварочного напряжения и диаметра капли при трехимпульсных операциях (отжиг, прямоугольный и импульсный).
Для сравнительного исследования трех импульсных операций, применяемых в процессе GMAW, были построены наборы графиков сетки:
- Сварочный ток в зависимости от сварочного напряжения.
- Диаметр капли в зависимости от длины сварочной проволоки.
- Диаметр капли как функция импульсного сигнала эталонного тока.
- Длина сварочной проволоки между каплей расплава и точкой контакта в зависимости от импульсного сигнала эталонного тока.

Из графиков сетки можно сказать, что операция прямоугольного импульса оказалась самым быстрым процессом для формирования диаметра капли; кроме того, он хорошо удовлетворяет требованиям процесса сварки в режиме распыления.
Замечено также, что образование капель быстрое, диаметр капель равномерный, качество сварки высокое.
Существует несколько методов определения частоты отрыва капель, таких как сверхбыстрая камера, но это очень дорого, чтобы исправить это, некоторые методы основаны на оценке, такие как метод одностороннего амплитудного спектра (SSAS). В этом методе спектральный анализ посредством преобразования Фурье сварочного тока выполняется при низкой и высокой частоте сварки при трехимпульсных операциях, что позволяет получить очень точную оценку.
Для перспектив было бы лучше включить многоуровневый преобразователь в процесс GMAW. Это будет темой будущей статьи.
Благодарность
Эта работа была поддержана Исследовательским центром промышленных технологий CRTI, P. O.Box 64, Cheraga 16014 Algiers, Algeria.
O.Box 64, Cheraga 16014 Algiers, Algeria.
Ссылки
[1] Мвола, Б., Ках, П., Мартикайнен, Дж., Суоранта, Р. (2015). Современные процессы дуговой сварки металлическим газом: сварка разнородных металлов. Труды Института инженеров-механиков, часть B: Journal of Engineering Manufacture, 229(10): 1694-1710. https://doi.org/10.1177/0954405414538630
[2] Типи, А.Р.Д., Сани, С.К.Х., Париж, Н. (2015). Регулирование частоты отрыва капли в автоматическом процессе GMAW. Журнал технологии обработки материалов, 216: 248-259. https://doi.org/10.1016/j.jmatprotec.2014.09.018
[3] Мвола, Б., Ках, П., Лаюс, П. (2018). Обзор влияния контроля формы волны тока на геометрию сварного шва в процессе дуговой сварки металлическим электродом в среде защитного газа. Международный журнал передовых производственных технологий, 96: 4243-4265. https://doi.org/10.1007/s00170-018-1879-z
[4] Penttilä, S., Kah, P., Ratava, J., Eskelinen, H. (2019). Система GMAW, управляемая искусственной нейронной сетью: проплавление и обеспечение качества при многопроходной стыковой сварке. Международный журнал передовых производственных технологий, 105: 3369-3385. https://doi.org/10.1007/s00170-019-04424-4
Международный журнал передовых производственных технологий, 105: 3369-3385. https://doi.org/10.1007/s00170-019-04424-4
[5] Каймакан Д., Мищенко А., Скотти А. (2017). Оценка применения управляемого короткого замыкания в проходах заполнения с помощью двухпроводного процесса MIG/MAG. Welding International, 31(2): 90-99. https://doi.org/10.1080/09507116.2016.1218604
[6] Ван, К., Ци, Б., Конг, Б., Ян, М. (2017). Выходная характеристика и регулирование длины дуги процесса импульсной газовой дуговой сварки металлическим электродом. Журнал производственных процессов, 29: 427-437. https://doi.org/10.1016/j.jmapro.2017.08.007
[7] Zhang, X., Gao, H., Zhang, G. (2020). Независимый от тока перенос металла за счет использования капельного резонанса при дуговой сварке металлическим электродом в среде защитного газа. Журнал технологий обработки материалов, 279: 116571. https://doi.org/10.1016/j.jmatprotec.2019.116571
[8] Дос Сантос, Э.Б., Пистор, Р., Герлих, А.П. (2017)..jpg) Профиль импульса и перенос металла при импульсной газовой дуговой сварке: образование капель, отрыв и скорость. Наука и технология сварки и соединения, 22(7): 627-641. https://doi.org/10.1080/13621718.2017.1288889
Профиль импульса и перенос металла при импульсной газовой дуговой сварке: образование капель, отрыв и скорость. Наука и технология сварки и соединения, 22(7): 627-641. https://doi.org/10.1080/13621718.2017.1288889
[9] Wang, Z. (2016). Система контроля переноса металла на основе лазерной подсветки для роботизированной дуговой сварки металлическим электродом в среде защитного газа. Робототехника и компьютерное интегрированное производство, 38: 52-66. https://doi.org/10.1016/j.rcim.2015.10.004
[10] Макошиц, М., Хартманн, М., Эртль, Х. (2017). Концепции управления для гибридных выпрямителей, использующих блок ввода активного тока с ячейкой с плавающим преобразователем. в IEEE Transactions on Power Electronics, 32(4): 2584-2595. https://doi.org/10.1109/TPEL.2016.2570429
[11] Verveckken, J., Silva, F.A., Barros, D., Driesen, J. (2012). Прямое управление мощностью последовательного преобразователя унифицированного регулятора перетока мощности с трехуровневым преобразователем с фиксированной нейтральной точкой. IEEE Transaction on Power Delivery, 27(4): 1772-1782. https://doi.org/10.1109/TPWRD.2012.2200508
IEEE Transaction on Power Delivery, 27(4): 1772-1782. https://doi.org/10.1109/TPWRD.2012.2200508
[12] Фархади, М., Фард, М.Т., Абапур, М., Хаг, М.Т. (2017). Привод асинхронного двигателя с питанием от преобразователя постоянного тока в переменный с отказоустойчивостью при отказах разомкнутых и короткозамкнутых выключателей. IEEE Transactions on Power Electronics, 33(2): 1609-1621. https://doi.org/10.1109/TPEL.2017.2683534
[13] Чжао Х., Цзинь Т., Ван С., Сун Л. (2016). Селективное подавление гармоник в режиме реального времени, основанное на безпереходном внутреннем управлении с обратной связью для каскадных многоуровневых инверторов. IEEE Transactions on Power Electronics, 31(2): 1000-1014. https://doi.org/10.1109/TPEL.2015.2413898
[14] Шигета М., Наканиши С., Танака М., Мерфи А.Б. (2017). Анализ динамического поведения плазмы при дуговой сварке металлическим газом с помощью спектроскопии изображений. Welding International, 31(9): 669-680. https://doi.org/10. 1080/09507116.2016.1223220
1080/09507116.2016.1223220
[15] Дос Сантос, Э.Б., Куройва, Л.Х., Феррейра, А.Ф.К., Пистор, Р., Герлих, А.П. (2017). О визуализации плазмы газовой дуговой сварки и взаимосвязи между длиной дуги и напряжением. Прикладные науки, 7(5): 503. https://doi.org/10.3390/app7050503
[16] Цзэн, М., Хуанг, Дж., Чжан, Ю., Ху, П. (2017). Моделирование процесса GMAW с использованием метода управления формой волны тока. Журнал технологии обработки материалов, 240: 404-413. https://doi.org/10.1016/j.jmatprotec.2016.10.018
[17] Солтани С., Эхтесад М., Базарган-Лари Ю. (2020). Управление массо- и теплопереносом в процессе GMAW с использованием линеаризации обратной связи и наблюдателя скользящего режима. International Communications in Heat and Mass Transfer, 111: 104410. https://doi.org/10.1016/j.icheatmasstransfer.2019.104410
[18] Mousavi Anzehaei, M., Haeri, M. (2016). Надежная оценка длины дуги в процессе GMAW с помощью адаптивного расширенного фильтра Калмана. Труды Института Измерения и Контроля, 38(11): 1334-1344. https://doi.org/10.1177/0142331215587040
https://doi.org/10.1177/0142331215587040
[19] Ариф, Н., Ли, Дж.Х., Ю, К.Д. (2008). Моделирование шарового переноса с учетом потока импульса в GMAW. Journal of Physics D: Applied Physics, 41(19): 1-6. https://doi.org/10.1088/0022-3727/41/19/195503
[20] Сартипизаде, Х., Хаэри, М. (2018). Контроль частоты отрыва капель в процессе GMAW с помощью прогнозирующего управления гибридной моделью. Journal of Dynamic Systems, Measurement, and Control, 140(11): 111008. https://doi.org/10.1115/1.4040251
[21] Singaravelu, DL, Rajamurugan, G., Devakumaran, K. (2018). Модифицированный процесс дуговой сварки в среде защитного газа короткой дугой для сварки корневого шва. Материалы сегодня: Слушания, 5 (2): 7828-7835. https://doi.org/10.1016/j.matpr.2017.11.463
[22] Anzehaee, M.M., Haeri, M. (2011). Оценка и контроль размера и частоты капель в режиме прогнозируемого распыления процесса дуговой сварки металлическим газом (GMAW). ISA Transactions, 50(3): 409-418. https://doi. org/10.1016/j.isatra.2011.02.004
org/10.1016/j.isatra.2011.02.004
[23] Ву, К., Цзоу, Д., Гао, Дж. (2008). Определение критического тока перехода для переноса металла при дуговой сварке металлическим электродом в среде защитного газа (GMAW). Границы материаловедения в Китае, 2: 397-401. https://doi.org/10.1007/s11706-008-0059-8
[24] Гош, П.К. (2017). Концепция процесса дуговой сварки металлическим электродом в импульсном токе. В кн.: Дуговая сварка металлическим электродом в импульсном токе. Формование материалов, обработка и трибология. Спрингер, Сингапур. https://doi.org/10.1007/978-981-10-3557-9_2
[25] Чжао Ю., Чанг Х. (2018). Численное моделирование перехода переноса металла из шарового режима в струйный при дуговой сварке металлическим электродом в среде защитного газа методом фазового поля. Журнал технологии обработки материалов, 251: 251-261. https://doi.org/10.1016/j.jmatprotec.2017.08.036
[26] Сюй П., Сюй Ф. (2019). Метод спектрального анализа в реальном времени и его реализация на ПЛИС для сигналов с длинной последовательностью.