Радиально сверлильный 2н55 – 2Н55 Паспорт на радиально-сверлильный станок
alexxlab | 11.10.2020 | 0 | Разное
2Н55 Паспорт на радиально-сверлильный станок
Назначение и область применения
Радиально-сверлильный станок модели 2Н55 предназначен для широкого применения в промышленности.
Станок — универсальный и находит применение везде, где требуется обработка отверстий — от ремонтного цеха до крупносерийного производства.
На станке можно производить сверление в сплошном материале, рассверливание, зенкерование, развертывание, подрезку торцов, нарезку резьбы метчиками и другие подобные операции.
Применение приспособлений и специального инструмента значительно повышает производительность станка и расширяет круг возможных операций, позволяя вытачивать внутренние канавки, вырезывать круглые пластины из листа и т. д. При соответствующей оснастке на станке можно выполнять многие операции, характерные для расточных станков.
Кинематическая схема станка
Шпиндель получает вращение от электродвигателя через пусковую фрикционную муфту и коробку скоростей с тремя передвижными зубчатыми блоками. Фрикционная муфта соединяется с коробкой скоростей одной из двух передач: через шестерни
Реверсирование электродвигателя одновременно с реверсированием фрикционной муфты достигается автоматически с помощью специального механизма, который описан ниже.
Коробка подач получает вращение от шпинделя через шестерни 21 и 22. Один тройной и два двойных блока обеспечивают получение 12 подач, образующих геометрический ряд с р =1,41 в интервале от 0,056 до 2,5 мм/об.
Скачать 2Н55 Паспорт на радиально-сверлильный станок
pasportanastanki.ru
Радиально сверлильный станок 2н55
2Н55 характеристики станка
Купить этот станок без посредников:
Технические характеристики:
Станки модели 2н55 предназначены для обработки отвверстий в средних корпусных деталях. Сверления, рассверливания, зенкования, развертывания, нарезания резьбы; применяется в условиях единичного и серийного производства
Наибольший диаметр сверления в стали средней твердости 50 мм Вылет шпинделя (расстояние от оси шпинделя до образующей колонны) 450 – 1500 мм Расстояние от нижнего торца шпинделя до плиты 470 – 1500 мм Наибольшее вертикальное перемещение рукава по колонне 680 мм Наибольшее осевое перемещение шпинделя 350 мм Конус шпинделя Морзе 5 Наибольший вес инструмента, управляемый противовесом при наибольшей допускаемой затяжке 30 кг Количество скоростей вращения шпинделя 19 Пределы чисел Пределы чисел оборотов в минуту 30 – 1700 Мощность электродвигателя привода шпинделя 4,5 кВт Мощность электродвигателя перемещения рукава 1,7 кВт Габариты станка 2625 х 968 х 3265 мм. Вес станка 4100 кг.mashinform.ru
Гидро и пневмо контуры
Гидравлическая схема станка (рис. 27) обеспечивает преселективное управление скоростями и подачами шпинделя, управление фрикционными муфтами, а также зажим и отжим подвижных частей станка.
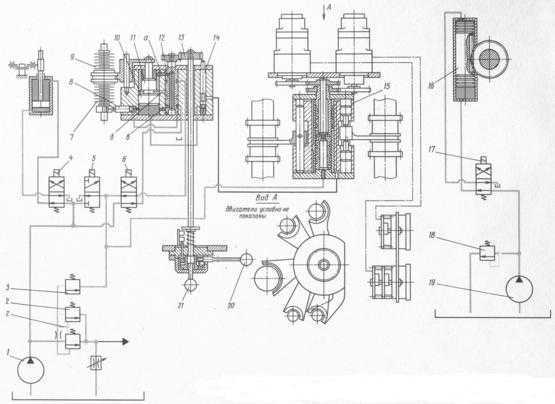
Р и с. 27. Гидроконструктивная схема радиально-сверлильного станка модели 2Н55 (2Н53):
1, 19 — гидронасосы; 2, 3, 18 — предохранительные клапаны; 4, 5, 6, 17 — распределители; 7, 9 — фрикционные муфты; 8 — плунжер тормоза; 10, 11 — поршни; 12 — крановый распределитель; 13 — шестерня; 14 — золотник; 15 — гидропреселектр; 16 — плунжер-рейка; 20, 21 — рукоятки; а, б, в — каналы
На колонне расположена отдельная гидростанция, обеспечивающая зажим и отжим колонны. Она состоит из насоса 19, предохранительного клапана 18 с переливным золотником распределителя 17. Клапан 18 настраивается на давление 2,5 МПа.
Гидравлическая система сверлильной головки питается от насоса. Система настраивается на два рабочих давления с помощью предохранительных клапанов 2 (1,5 МПа) и 3 (0,8 МПа).
Распределители 5 и 6 обеспечивают гидравлическое преселективное управление. В изображенном на рис. 27 положении электромагниты распределителей 5 и 6 обесточены. При этом предохранительный клапан 3 соединен со сливом через распределитель 5, и поворот кранов-избирателей гидропреселектора 15 не вызывает немедленного действия, а лишь подготавливает путь потоку масла. Фрикционные муфты находятся в среднем положении. Это обеспечивается подачей давления (0,8 МПа) через крановый распределитель 12 одновременно в верхнюю и нижнюю полости цилиндра муфты по каналам а и в. Поршень 10 поднят вверх, а поршень 11 давлением масла прижат к поршню 10. При этом масло поступает также под плунжер 8 тормоза, обеспечивая быструю остановку шпинделя при переводе муфты в нейтральное положение. Рукоятка 20 при этом находится в фиксирующем пазу.
Перед выводом рукоятки из фиксирующего паза электромагнит распределителя 5 должен быть включен. Шестерня 13, насаженная на ось, при выводе рукоятки из паза нажимает на золотник 14 и, минуя полость поршня 10, масло под давлением поступает в гидропреселектор 15, что ведет к переключению зубчатых блоков. Одновременно масло под давлением поступает в предохранительный клапан 3. Клапан 3 запирается и давление в системе определяется давлением настройки предохранительного клапана 2 (1,5 МПа).
Распределитель 6 обеспечивает включение именно той муфты (верхней или нижней), которая требуется для осуществления набранной скорости шпинделя, ибо часть скоростей достигается включением верхней муфты 9, а другая часть — включением нижней муфты 7 (при одновременном реверсировании электродвигателя привода шпинделя). Положение электромагнита распределителя 6 задается специальным электрическим контактором при выборе чисел оборотов.
Часто при включении муфты нет необходимости в переключении шестерен, поэтому в схему введена электрическая блокировка, обеспечивающая срабатывание распределителя 5 лишь в том случае, если производится выбор скоростей и подач. Реверсирование вращения шпинделя в процессе работы осуществляется поворотом рукоятки 20. При этом поворачивается крановый распределитель 12 и в каналах а и б изменяется направление потока масла, поршень 11 перемещается в противоположном направлении, вводя в работу другую муфту.
Дополнительно линия г соединена с клапаном 3, который регулирует и поддерживает давление в системе постоянно, кроме периода работы преселектора 15 и переключения зубчатых блоков, когда клапан 3 закрыт давлением масла, подаваемого по линии распределителя 5.
Одновременно с подачей масла в гидропреселектор 15 и переключением зубчатых блоков необходимо понизить величину крутящего момента, передаваемого фрикционной муфтой, для предохранения зубьев шестерен от поломки во время переключения. С этой целью при повороте рукоятки 20 и переводе кранового распределителя 12 в одно из крайних положений включается электромагнит распределителя 5. При этом канал в соединяется со сливной линией, обеспечивая отсутствие давления под поршнем 10 и плунжером 8 тормоза, а каналы а и б оказываются под давлением. Вследствие разницы площадей поршневой и штоковой полостей поршень 11 идет вверх, обеспечивая сжатие дисков верхней муфты с небольшой силой, определяемой площадью штока. Такое слабое сжатие дисков позволяет получить медленное вращение привода в период переключения зубчатых блоков.
При срабатывании реле времени электромагнит распределителя 5 обесточивается, его золотник занимает верхнее положение, гидропреселектор 15 соединяется со сливом, т. е. готов к набору следующей скорости и подачи. При этом в зависимости от положения золотника распределителя 6 один из трубопроводов соединяется со сливом, обеспечивая полный поджим фрикционной муфты (верхней или нижней в зависимости от набранной скорости и положения рукоятки 20).
Часто в процессе обслуживания станка требуется отключить шпиндель от коробки скоростей без нарушения настроенных режимов обработки. Для этого служит рукоятка 21, которая при движении вниз вместе с шестерней 13 управляет золотником 14, через проточки которого масло из полости под поршнем 10 поступает в цилиндры отключения шпиндельного блока.
Управление цилиндром зажима сверлильной головки осуществляется распределителем 4. При обесточенном электромагните золотник распределителя 4 находится в верхнем положении и обеспечивает поступление масла в полость зажима.
Возможные неи
i-perf.ru
Радиально-сверлильный 2Н55 / Радиально-сверлильные станки / Металлообрабатывающие станки Б-У
Радиально-сверлильный станок модели 2Н55 заменил устаревшую модель станка этой же серии 2А55.
Станок рассчитан на сверление в стали отверстий диаметром до 50 мм сверлами средней твердости (предел прочности при растяжении σ = 55..65 кг/мм²).
Станок радиально-сверлильный 2Н55 предназначен для сверления, рассверливания, зенкерования, развертывания, растачивания отверстий, нарезания резьбы метчиками, подрезки торцов резцом, а также выполнения других аналогичных операций при обработке различных корпусных деталей в механических цехах единичного, мелкосерийного и серийного производства, а также в сборочных цехах заводов тяжелого транспортного машиностроения. При оснащении станка приспособлениями и специальным инструментом его можно использовать для высокопроизводительной обработки крупногабаритных деталей в крупносерийном производстве.
Радиально-сверлильный станок 2Н55 имеет двухколонную компоновку станочной части, что позволяет создать жесткую конструкцию узла, не допускающую смещение оси шпинделя при зажиме колонны. Специальный зажим колонны центрального типа создает тормозной момент, гарантирующий высокопроизводительное сверление.
Для поворота колонны требуется незначительное усилие на самом малом радиусе сверления, что также обеспечивает высокую производительность работы и снижает утомляемость оператора. Широкий диапазон чисел оборотов и подач шпинделя обеспечивает высокопроизводительную работу при любых сочетаниях обрабатываемых материалов, инструмента размеров и т. д.
Уравновешивание шпинделя обеспечивается специальным противовесом, допускающим удобную регулировку с рабочего места в случае изменения массы инструмента.
Режимы резания, допустимые на станке, определяются динамическими параметрами станка:
- Эффективная мощность на шпинделе, кВт – 4,0
- Наибольший крутящий момент на шпинделе кг*см – 7100
- Наибольшее усилие подачи, кгс – 2000
При этом надо иметь в виду, что наибольшая мощность на шпинделе может быть использована, начиная с 7-й ступени чисел оборотов (80 об/мин см. раздел паспорта «Механика главного движения»).
Низшие числа оборотов шпинделя применяются на станке для выполнения операций, требующих меньшей мощности, но большего крутящего момента. Поэтому на шести первых ступенях скорости мощность на шпинделе не достигает максимально-эффективного значения.
Величина наибольшего допустимого усилия подачи обусловлена прочностью деталей станка и жесткостью его конструкции. Превышение допустимого значения усилия подачи вызывает отключение предохранительной муфты механизма подачи. Поэтому величину механической подачи следует выбирать так, чтобы не превзойти допустимого усилия подачи. Усилие подачи в значительной, степени зависит от правильной заточки сверла.
Широкие диапазоны скоростей вращения шпинделя и механических подач позволяют повысить производительность станка.
Преселективное дистанционное электрогидравлическое устройство позволяет менять режимы с предварительным их набором. Станок имеет механизм автоматического выключения при достижении заданной глубины сверления.
Наличие в станке преселективного управления скоростями и подачами, легкого гидрофицированного управления фрикционом шпинделя, возможность отключения шпинделя от коробки скоростей, наличие надежных гидравлических зажимов колонны и сверлильной головки, работающих как совместно, так и раздельно, а также сосредоточение всех органов управления на небольшом участке сверлильной головки позволяет максимально сократить вспомогательное время.
При необходимости частой смены инструментов рекомендуется пользоваться быстросменным патроном. Для нарезания резьб следует применять предохранительный патрон для метчиков.
Станок имеет следующие преимущества по сравнению с ранее выпускавшейся моделью:
- ужесточение зажима колонны благодаря развитому конусу, что позволяет работать на высоких режимах резания; увеличение объема рабочего пространства за счет увеличения ходов рукава по колонне и головки по рукаву;
- достижение заданной точности и достижение точности вне плиты благодаря двухколонной компоновке и развитым направляющим рукава;
- сокращение времени на переустановку рукава по высоте благодаря увеличенной скорости его перемещения и быстрому действию зажима;
- повышение ремонтопригодности благодаря новой конструкции направляющих колонны;
- отсутствие на верхнем торце механизмов, требующих обслуживания, что обеспечивает удобство при эксплуатации станка, улучшает его внешний вид.
|
Параметры |
Значение |
|
Класс точности станка |
Н |
|
Наибольший условный диаметр сверления в стали 45, мм |
50 |
|
Наибольший условный диаметр сверления в чугуне, мм |
63 |
|
Расстояние от оси шпинделя до направляющей колонны (вылет шпинделя), мм |
400…1600 |
|
Наибольшее горизонтальное перемещение сверлильной головки по рукаву, мм |
1200 |
|
Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм |
450…1600 |
|
Наибольшее вертикальное перемещение рукава по колонне (установочное), мм |
800 |
|
Скорость вертикального перемещения рукава по колонне, м/мин |
1,4 |
|
Наибольшее осевое перемещение пиноли шпинделя (ход шпинделя), мм |
350 |
|
Угол поворота рукава вокруг колонны, град |
360° |
|
Рамер поверхности плиты (ширина длина), мм |
1000 х 2530 |
|
Обозначение конца шпинделя по ГОСТ 24644-81 |
Морзе 5 |
|
Частота прямого вращения шпинделя, об/мин |
20…2000 |
|
Количество скоростей шпинделя прямого вращения |
21 |
|
Пределы рабочих подач на один оборот шпинделя, мм/об |
0,056…2,5 |
|
Число ступеней рабочих подач |
12 |
|
Перемещение шпинделя на одно деление лимба, мм |
1 |
|
Перемещение шпинделя на оборот лимба, мм |
122 |
|
Наибольший допустимый крутящий момент, кгс*см |
7100 |
|
Наибольшее усилие подачи, кН |
20 |
|
Зажим вращения колонны |
Гидро |
|
Зажим рукава на колонне |
Электр |
|
Зажим сверлильной головки на рукаве |
Гидр |
|
Количество электродвигателей на станке |
7 |
|
Электродвигатель привода главного движения, кВт (об/мин) |
4 |
|
Электродвигатель привода перемещения рукава, кВт (об/мин) |
2,2 |
|
Электродвигатель привода гидрозажима колонны, кВт (об/мин) |
0,5 |
|
Электродвигатель привода гидрозажима сверлильной головки, кВт (об/мин) |
0,5 |
|
Электродвигатель насоса охлаждающей жидкости, кВт (об/мин) |
0,125 |
|
Электродвигатель набора скоростей, кВт (об/мин) |
0,15 |
|
Электродвигатель набора подач, кВт |
0,15 |
|
Электродвигатель привода ускоренного перемещения шпинделя, кВт |
– |
|
Габариты станка (длина ширина высота), мм |
2545*1000*3315 |
|
Масса станка, кг |
4100 |
nksrz.ru
Паспорт на радиально-сверлильный станок 2Н55 / Сверлильные станки / Stanok-online.ru
Печать документации: Одесский завод радиально-сверлильных станков
Год печати документации: –
Количество папок: 1
Количество страниц, листов: 89
Узнать стоимость документации
Паспорт и документация к данной модели станка находится в нашем архиве, в электронном виде. В комплект документации входит, по разделам, согласно содержания:
Руководство к станку
Содержание:
Введение
Назначение и область применения станка
Распаковка и транспортировка
Фундамент станка и установка
Ведомость комплектации
Краткая инструкция по использованию станка
1. Конструкция и работа станка
Общая компоновка станка. Спецификация узлов
Кинематическая схема станка
Спецификация зубчатых и червячных колёс, червяков, винтов и гаек
2. Конструкция узлов станка
Плита, цоколь, колонна
Охлаждение
Механизм зажима колонны
Рукав, его зажим на колонне и механизм подъёма
Сверлильная головка и её зажим
Фрикционная муфта
Коробка скоростей
Коробка подач
Механизм подачи
Механизм управления фрикционной муфтой
Шпиндель
Пружинный противовес
3. Электрооборудование станка
Общие сведения
Электросхема станка
Указания по обслуживанию электрооборудования станка
Спецификация покупного электрооборудования
4. Гидрооборудование станка
Техническая характеристика гидрооборудования
Схема гидравлическая принципиальная
Гидропреселектор
Привод гидропреселектора
Указания по обслуживанию гидрооборудования
5. Смазка станка
Спецификация мест смазки
6. Подготовка станка к первоначальному пуску. Первоначальный пуск и указания по технике безопасности
7. Настройка и наладка станка
8. Регулирование станка
Спецификация подшипников качения
Спецификация чертежей быстроизнашивающихся деталей
9. Особенности разборки и сборки станка при ремонте
Материалы по быстроизнашивающимся деталям
Схемы и чертежи станка:
– Расположение составных частей станка
– Расположение органов управления и табличек с символами
– Перечень графических символов, указываемых на табличках
– Схема кинематическая
– Цоколь и колонна чертёж
– Охлаждение чертёж
– Гидрозажим колонны чертёж
– Редуктор чертёж
– Механизм подъёма чертёж
– Зажим рукава чертёж
– Механизм зажима сверлильной головки чертёж
– Коробка скоростей и фрикционная муфта чертёж
– Коробка подач чертёж
– Механизм включения подач чертёж
– Цилиндр управления фрикционной муфты чертёж
– Циклограмма работы гидропреселектора чертёж
– Гидропреселектор чертёж
– Привод гидропреселектора чертёж
– Командоаппарат чертёж
– Шпиндель чертёж
– Противовес чертёж
– Схема расположения электрооборудования
– Схема электрическая принципиальная
– Схема электрическая соединений. Колонна.
– Схема электрическая соединений. Рукав.
– Схема электрическая соединений. Панель управления.
– Схема электрическая соединений. Сверлильная головка.
– Схема гидравлическая принципиальная
– Гидропанель чертёж
– Схема смазки
– Схема транспортировки станка
– Фундамент станка чертёж
– Установка станка чертёж
Краткое описание станка:
Для правильной эксплуатации радиально-сверлильного станка модели 2Н55 и обеспечения должного ухода за ним необходимо подробно ознакомиться с содержанием руководства. Особое внимание следует уделить изучению органов управления, указания по наладке и регулировке, разделам, освещающим особенности ухода за гидрооборудованием, электрооборудованием и системой смазки. Радиально-сверлильный станок модели 2Н55 предназначен для широкого применения в промышленности. Благодаря своей универсальности станок находит применение везде, где требуется обработка отверстий, от ремонтного цеха, до крупносерийного производства. На станке можно производить сверление в сплошном материале, рассверливание, зенкерование, развёртывание, подрезку торцов в обоих направлениях. Нарезку резьбы метчиками и другие подобные операции. Применение приспособлений и специального инструмента значительно повышает производительность станка и расширяет круг возможных операций, позволяя производить на нём выточку внутренних канавок, вырезку круглых пластин из листа и т.д. При соответствующей оснастке на станке можно выполнять многие операции характерные для расточных станков.
stanok-online.ru
Станок радиально-сверлильный 2Н55 | Станочный Мир
Если Вам необходимо купить Станок радиально-сверлильный 2Н55 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок радиально-сверлильный 2Н55 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru
Станок радиально-сверлильный мод. 2Н55
Предназначен для сверления, рассверливания, зенкерования, развертывания, растачивания отверстий, нарезания резьбы метчиками, подрезки торцов резцом, а так же выполнения других аналогичных операций при обработке различных корпусных деталей.
Для поворота колонны требуются незначительное усилие на самом малом радиусе сверления, что так же обеспечивает высокую производительность работы и снижает утомляемость оператора. Широкий диапазон чисел оборотов и подач шпинделям обеспечивает высокопроизводительную работу при любых сочетаниях обрабатываемых материалов, инструмента, размера и т.д..
Преселективное дистанционное электрогидравлическое устройство позволяет менять режимы с предварительным их набором. Радиально-сверлильный станок имеет механизм автоматического выключения при достижении заданной глубины сверления.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ: | |
| Наибольший диаметр сверления в стали средней твердости, мм | 50 |
| Вылет шпинделя (расстояние от оси шпинделя до образующей колонны), мм | 375-1600 |
| Расстояние от торца шпинделя до плиты, мм | 450-1600 |
| Наибольшее вертикальное перемещение рукава по колонне, мм | 680 |
| Наибольшее осевое перемещение шпинделя, мм | 350 |
| Конус шпинделя | Морзе 5 |
| Наибольший вес инструмента, управляемый противовесом при наибольшей допускаемой затяжке, кг | 30 |
| Количество скоростей вращения шпинделя | 21 |
| Пределы чисел об./мин. | 20-2000 |
| Мощность электродвигателя привода шпинделя, кВт | 4,5 |
| Мощность электродвигателя перемещения рукава, кВт | 1,7 |
| Габариты станка, мм | 2665Х1020Х3430 |
| Вес станка, кг | 4700 |
www.special-mechanics.ru
Станок радиально-сверлильный 2Н55Ф2 | Станочный Мир
Если Вам необходимо купить Станок радиально-сверлильный 2Н55Ф2 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок радиально-сверлильный 2Н55Ф2 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru