Радиус изгиба металлопластиковых труб: можно ли, с каким радиусом правильно, способы в домашних условиях
alexxlab | 09.08.1990 | 0 | Разное
можно ли, с каким радиусом правильно, способы в домашних условиях
Здравствуйте, наш читатель! Если вы сами монтируете дома теплый водяной пол или систему отопления, нередко возникает необходимость укладки труб с изгибами. Вопрос о том, как согнуть металлопластиковую трубу, не так прост и банален, как кажется с первого взгляда. В этой статье мы с удовольствием поделимся всеми тонкостями процесса гибки и расскажем о применяемых приспособлениях.
Сгибать самому или вызвать мастера?
Если вы монтируете трубопровод самостоятельно, то сможете научиться гибке труб вручную. Но до этого обязательно следует потренироваться на обрезках.
Если вы не уверены в своих силах, то можно вызвать мастера. Но стоит ли прокладывать систему отопления или водоснабжения самостоятельно, если у Вас над душой будет стоять специалист и периодически выполнять мелкие вспомогательные работы?
Примерная стоимость работ
Гибка своими руками не стоит ничего, а даже сам вызов мастера уже стоит денег. Выполнение работ по гибке мастером стоит примерно столько же, как и стоимость материалов. Стоимость выезда и использования трубогибочного станка очень сильно зависит от самомнения мастера (и его испорченного настроения – время тратится, а работа по монтажу уплыла из-под носа).
Выполнение работ по гибке мастером стоит примерно столько же, как и стоимость материалов. Стоимость выезда и использования трубогибочного станка очень сильно зависит от самомнения мастера (и его испорченного настроения – время тратится, а работа по монтажу уплыла из-под носа).
Выполнив гибку, мы получаем экономию за счет отсутствия фитингов.
Можно ли гнуть металлопластиковые трубы? Можно. Пластик, армированный алюминиевой фольгой, обладает достаточной гибкостью. Для труб с разной жесткостью применяют различные способы. Более пластичные трубы из полиэтилена высокой плотности можно гнуть холодными, более твердые изделия из полипропилена или поливинилхлорида необходимо разогревать с помощью строительного фена.
Способы гибки
Способов ручной гибки металлопластика много, ниже мы приведем их краткую характеристику.
Ручной изгиб
Это самый простой, быстрый и самый ненадежный способ гибки без инструментов. Так можно гнуть изделия из полиэтилена высокой плотности диметром до 20 мм.
Технология гибки: труба обхватывается обеими руками на некотором расстоянии, большие пальцы находятся под ней и почти упираются друг в друга. Трубка изгибается на угол чуть больше 30°. Большие пальцы служат опорой (как бы шаблоном для трубы). Затем аналогичным образом перехватывают заготовку на расстоянии одного диаметра (20 мм), изгибают на 30-40°. Затем сдвигаются еще на диаметр и повторяют гибку. В результате заготовка изогнется под углом 90°.
Перед выполнением работ на трубопроводе стоит потренироваться на обрезках, иначе можно повредить заготовку – на ней будут трещины или складки.
При резком сгибании в один прием на трубе будет образовываться залом (перегиб), изменится форма труб – использовать такую заготовку нельзя.
Ручной изгиб с наполнителями
Можно использовать наполнители – песок или поваренную соль. Наполнителем заполняют полость внутри трубы, закрывают отверстия заглушками или заклеивают скотчем, закрепляют в тисках и гнут. Затем высыпают наполнитель.
Затем высыпают наполнитель.
Проволока
В качестве наполнителя иногда используют мелко резаную проволоку. Гибку проводят так же, как и в случае с песком и солью.После высыпания проволоки следует проверить, не остались ли кусочки внутри заготовки.
Наполнители и строительный фен
При гибке с применением песка, соли, проволоки можно разогреть место изгиба строительным феном.
Станок Вольнова
Лучше всего гнуть трубы при помощи трубогиба. Изгиб получается ровным и аккуратным, без складок и трещин. Но покупать его, если необходимо одноразово заменить систему отопления или водопровод, смысла не имеет.
В таких случаях используют станок Вольнова – простое устройство, которое можно изготовить даже самостоятельно. На листе металла или доске закрепляют ролик-шаблон и движущийся ролик с рукояткой и хомутом, скобу для закрепления трубы при гибке.
Трубогиб
Если Вы регулярно занимаетесь ремонтом сантехнических систем, то стоит купить трубогиб промышленного производства. Он не дает трубе сплющиться или образовать складки в месте сгиба.
Он не дает трубе сплющиться или образовать складки в месте сгиба.
Качество гибки на них самое лучшее, но они достаточно дороги, и покупать их для разовых работ не имеет смысла.
Пружина
В продаже имеются специальные пружинные кондукторы различных диаметров, наружные и внутренние. Можно и подобрать самому прочную пружину из толстой проволоки с частыми витками. К концу внутреннего кондуктора следует закрепить проволока, помогающая проталкивать ее в отверстие трубы и извлекать после гибки.
Правильно, чтобы центр пружины и будущего изгиба точно совпадал – тогда получится ровный аккуратный изгиб.
Какой метод лучше
Самый лучший метод – с помощью трубогиба. При гибке сохраняется круглое сечение, не образуют заломов и трещин. Среди ручных методов наилучшие результаты получаются при использовании пружинного кондуктора.
Правила сгибания
Минимальный радиус изгиба для металлопластика
Радиус изгиба должен быть не менее 5 диаметров трубы. Это правило действует для любых диаметров.
Это правило действует для любых диаметров.
Расчет длины участка изгиба
Длина участка изгиба рассчитывается по формуле:
2*π*R*φ/2, где
- R – радиус закругления (равен пяти диаметрам трубы), в мм;
- φ – угол изгиба в радианах,
- 2 – полный угол в радианах, равен 2.
В переводе на русский язык: угол изгиба в 90° = 0,5 радиана; 30°= 1/6; 60°= 1\3; 180°= 1; 45° =0,25.
Знать длину изгибаемого участка необходимо при использовании гибки с помощью оправки – чтобы место изгиба было полностью занято пружинной оправкой.
Пошаговая инструкция по сгибу в домашних условиях
Подготовка
Самостоятельно получить идеальные изгибы можно с помощью пружинных кондукторов или станка Вольнова. Для монтажа длинных бухт для системы «теплый пол» очень удобно пользоваться наружным пружинным кондуктором, который будет передвигаться снаружи трубы в нужном направлении и использоваться в определенных точках.
До начала работ необходимо определить диаметр изгиба и длину изгибаемого участка по формуле, приведенной выше. Это необходимо, чтобы в процессе гибки кондуктор полностью закрывал изгибаемый участок, иначе произойдет деформация трубы. Перед работой необходимо потренироваться на небольших кусках.
Гибку тонких изделий можно делать и руками. При определенных навыках это также получается неплохо.
Какие инструменты понадобятся
Для работы понадобятся: шлифмашинка или лобзик для порезки, наружный кондуктор или станок Вольнова в зависимости от выбранного метода, строительный фен.
Видео по сгибу
В нашем видео наглядно показаны самые простые способы гибки металлопластика. Многие нюансы выполнения работ легче понять, увидев последовательность действий воочию.
Как согнуть поливинилхлоидную трубу
Поливинилхлорид – негибкий материал, поэтому гнуть такие трубы следует только разогретыми до температуры от 80 до 170 °С.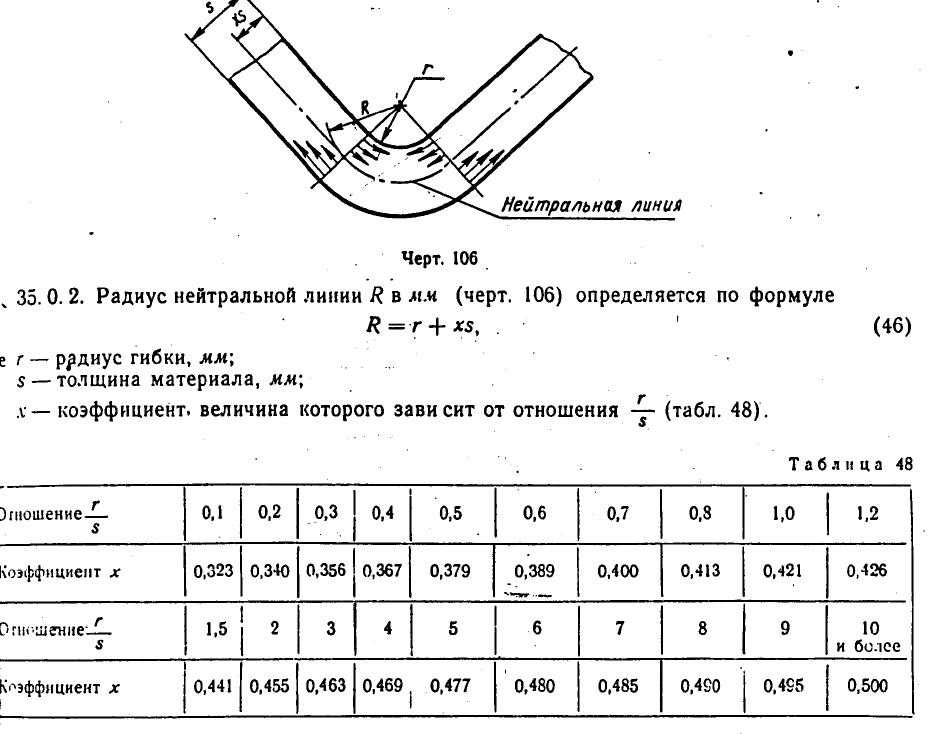
Советы специалистов
Не рекомендуется выполнять разогрев с помощью паяльной лампы. Открытый огонь быстро, но неравномерно прогревает заготовку и может повредить пластик.
Рабочие поверхности инструментов необходимо смазывать машинным маслом.
Чтобы точно получить нужный угол, трубу можно немного «перегнуть», а затем разогнуть. Так легче добиться большей точности угла сгиба.
Заключение
Если Вы, уважаемый читатель, решились на замену трубопроводов своими руками, то сможете и научиться гнуть трубы. Не стоит приглашать специалистов. Желаем Вам удачи в Ваших начинаниях. Делитесь полезной информацией с сайта с друзьями в соцсетях, подписывайтесь на нашу рассылку и приглашайте подписаться друзей.
Как гнуть металлопластиковые трубы и их полипропиленовые аналоги в домашних условиях
От автора: здравствуйте, дорогие друзья! Нередко при прокладке трубопровода возникает необходимость придать ему определенный угол. В принципе, для этого можно произвести соответствующую стыковку отрезков трубы, воспользовавшись специальным фитингом.
В принципе, для этого можно произвести соответствующую стыковку отрезков трубы, воспользовавшись специальным фитингом.
Но все мы знаем, что чем больше соединений, тем выше шанс получить протечку в трубопроводе, поскольку даже самый опытный мастер и самые качественные материалы не могут гарантировать стопроцентный результат. Вот почему оптимальным вариантом является придание соответствующего изгиба самой трубе, сохраняя ее целостность. Но для того чтобы не повредить изделие в процессе работы, необходимо знать, как гнуть металлопластиковые трубы или их полипропиленовые аналоги. Сегодня мы поговорим о том, можно ли сделать это правильно в домашних условиях, а если да, то каким образом.
Металлопластик
Содержание статьи:
Металлопластик хорошо гнется, поэтому придать отрезку необходимую форму можно довольно просто. Для этого существует несколько способов:
- ручной. Делается, соответственно, без применения каких-либо инструментов.
 В этом способе есть несколько ограничений. Например, подвергать подобной процедуре можно только те трубы, диаметр которых не превышает 0,2 сантиметра. Но даже такие могут легко деформироваться при сжимании руками, поэтому производить процедуру следует предельно аккуратно. В процессе подпирайте необходимый участок трубы снизу большими пальцами, а руки располагайте на равном расстоянии от формируемого угла. Если отрезок все же деформировался, использовать его для сборки трубопровода недопустимо, так как пропускная способность такого участка будет меньше необходимой. Это чревато возникновением проблем во всей системе;
В этом способе есть несколько ограничений. Например, подвергать подобной процедуре можно только те трубы, диаметр которых не превышает 0,2 сантиметра. Но даже такие могут легко деформироваться при сжимании руками, поэтому производить процедуру следует предельно аккуратно. В процессе подпирайте необходимый участок трубы снизу большими пальцами, а руки располагайте на равном расстоянии от формируемого угла. Если отрезок все же деформировался, использовать его для сборки трубопровода недопустимо, так как пропускная способность такого участка будет меньше необходимой. Это чревато возникновением проблем во всей системе; - с помощью пружины. Это специальный инструмент, имеющий невысокую стоимость, но прекрасно справляющийся со своими функциями и позволяющий добиться именно необходимого угла изгиба, что важно при монтаже трубопровода. Используя пружину, можно согнуть трубу, сделанную из металлопластика средней твердости. При этом важно правильно подобрать диаметр инструмента, соответствующий диаметру отрезка.

- с помощью жесткой проволоки. Этот способ отнимает чуть больше времени и сил, чем предыдущий. Суть его в том, чтобы создать внутри трубы своеобразный каркас, который не допустит ее деформацию в процессе сгибания. Для этого нарезаем проволоку небольшими кусками и помещаем их внутрь трубы так, чтобы в месте формирования угла не осталось пустот. Затем производим сгибание и убираем проволоку. После этого тщательно осмотрите внутренность трубы на предмет того, не осталось ли там куска каркаса.
 Это сделает материал более пластичным и значительно упростит работу с ним.
Это сделает материал более пластичным и значительно упростит работу с ним.Полипропилен
Данный материал обладает довольно высокой твердостью, поэтому при попытках его согнуть важно делать все правильно. В противном случае высок риск повредить трубу. Давайте немного разберемся в теории.
На то, какой радиус изгиба допустимо сформировать на конкретной трубе, напрямую влияет ее внешний диаметр. Например, для отрезка диаметром 32 мм допустимым значением радиуса изгиба является 256 мм, не более. Существует несколько стандартных соотношений, которые можно применять в работе:
- диаметр трубы 50 мм — радиус изгиба 400 мм;
- диаметр трубы 40 мм — радиус изгиба 320 мм;
- диаметр трубы 25 мм — радиус изгиба 200 мм;
- диаметр трубы 20 мм — радиус изгиба 160 мм.
После того как вы определились с необходимыми данными, а также составили схему будущего трубопровода, на которой ясно видно, сколько изогнутых отрезков вам понадобится, можно приступать к работе.
Чтобы осуществить процедуру сгибания в домашних условиях, проще всего воспользоваться строительным феном. Опишем процесс поэтапно.
- Первым делом нужно сделать шаблон, за счет которого будет формироваться необходимый изгиб на 90 градусов или на другой показатель — при изготовлении детали необходимо придать требуемый угол, под которым она будет удерживать трубу. Требований в этом пункте два: во-первых, шаблон должен быть сделан из чего-то твердого, во-вторых, иметь абсолютно ровную поверхность безо всяких бугров, трещин и т. д.
- Отмечаем на отрезке трубы то место, в котором будем формировать изгиб. Сделать это можно с помощью маркера или карандаша.
- Теперь устанавливаем строительный фен. Место для его закрепления необходимо выбрать так, чтобы ничто не мешало поднести к оборудованию отрезок трубы.
- Поднесите ко включенному фену трубу и равномерно прогрейте требуемый участок. Для этого постепенно двигайте отрезок вдоль струи горячего воздуха, выходящего из фена.

- При нагреве вам нужно добиться такого состояния трубы, когда она уже легко гнется, но еще не плавится и не деформируется. Если говорить цифрами, то ее нужно довести до температуры не ниже 140 и не выше 170 градусов. Как только требуемое состояние будет достигнуто, сразу помещаем трубу в шаблон и фиксируем там. Осталось лишь дождаться ее полного остывания.
Помимо ручного способа, для процедуры сгибания можно воспользоваться специальной формовочной машиной, а то и вовсе высокотехнологичным оборудованием. Конечно, это зачастую удобнее и быстрее, чем описанный нами способ.
Также существуют специальные устройства, которые называются трубогибами. Они позволяют и зафиксировать отрезок, и нагреть его, и согнуть под нужным углом. Результат получается довольно качественным. Причем трубогибы есть как для полипропилена, так и для металлопластика.
Источник: [urlspan]sovetclub.ru[/urlspan]
С другой стороны, соответствующее оборудование есть далеко не у всех. Приобретать агрегат и хранить его дома нет особого смысла. Подумайте сами, сколько раз в жизни он нам пригодится? Один-два, да и то не факт. Все-таки трубопровод прокладывается далеко не каждый день. Так что ручной способ является оптимальным для использования в домашних условиях.
Приобретать агрегат и хранить его дома нет особого смысла. Подумайте сами, сколько раз в жизни он нам пригодится? Один-два, да и то не факт. Все-таки трубопровод прокладывается далеко не каждый день. Так что ручной способ является оптимальным для использования в домашних условиях.
Как видите, процедура сгибания металлопластиковых и полипропиленовых труб чем-то похожа. Как минимум, применение строительного фена. Если вы впервые собираетесь заняться подобным делом, то дадим пару рекомендаций.
Во-первых, не применяйте выбранный вами способ сразу на необходимом отрезке трубы. Возьмите для начала небольшой образец и поэкспериментируйте на нем. Вам нужно добиться того, чтобы не давить на стенки слишком сильно и не допускать перегибов. С первого раза не получится, уверяю. Движения нужно контролировать, они должны быть плавными и аккуратными. Только так вы сможете сформировать необходимый изгиб, не повредив при этом материал.
Во-вторых, если говорить о металлопластиковых трубах, то они бывают различных марок. от этого зависит жесткость материала. То есть она может быть разной. Поэтому, согнув трубу одного вида, вы на другой можете получить тем же способом совершенно иной эффект. Поэтому важно проводить предварительную тренировку на образце каждой новой разновидности материала.
от этого зависит жесткость материала. То есть она может быть разной. Поэтому, согнув трубу одного вида, вы на другой можете получить тем же способом совершенно иной эффект. Поэтому важно проводить предварительную тренировку на образце каждой новой разновидности материала.
В любом случае, немного потренировавшись, вы точно сможете справиться с любой трубой. Высокое качество сгибания нарабатывается исключительно практикой, для этого не нужны какие-то особые таланты или сверхспособности.
Так что не ждите, что у вас с первого раза получится все идеально — это вряд ли. Но проведя несколько тренировочных процедур, вы обязательно добьетесь приемлемого качества. Для того чтобы вы могли получить еще и наглядную информацию, оставляем под статьей ссылку на видео, где покажут процедуру сгибания трубы. Осваивайте, тренируйтесь и приступайте к работе! Успехов!
Как согнуть металлопластиковую трубу в домашних условиях
Углы и повороты есть у любого трубопровода, и чем их меньше, тем надежней система. Возможность изгибать металлопластиковые трубы облегчает монтаж и позволяет выполнить трубопровод с минимальным количеством узлов. Долговечность конструкции зависит от правильности выполнения изгибов и поворотов трубы.
Возможность изгибать металлопластиковые трубы облегчает монтаж и позволяет выполнить трубопровод с минимальным количеством узлов. Долговечность конструкции зависит от правильности выполнения изгибов и поворотов трубы.
Содержание
- Особенности металлопластиковых труб
- Основные методы сгибания металлопластиковых труб
- Сгибание труб вручную
- Использование амортизирующих средств
- Использование трубогиба
- Как рассчитать радиус изгиба?
- Рекомендации специалистов
Особенности металлопластиковых труб
Металлопластиковые трубы собраны на манер сэндвича: между двумя слоями полиэтилена высокого давления находится армированный металлический слой.
Армирование придает изделию необходимую прочность и жесткость, а слои из полимеров защищают металл от химического воздействия.
Такое строение делает трубы прочными, надежными и гибкими. Но при выполнении поворотов на 90 и более градусов возникает разница в напряжении материалов, что может привести к необратимой деформации или поломке трубы. Процесс сгибания выполняют аккуратно, стараясь распределить прилагаемое усилие.
Процесс сгибания выполняют аккуратно, стараясь распределить прилагаемое усилие.
Обратите внимание! Чаще всего необходимость в изгибании металлопластиковых труб возникает при монтаже теплого пола, где контур имеет форму змейки или спирали. В этом случае требуются углы и повороты на 180 градусов. В тех случаях, когда нужно обойти препятствие, выполняю “утку” – Z-образный изгиб.
Основные методы сгибания металлопластиковых труб
Тонкие трубы гнут руками без вспомогательных устройств. Для сгибания толстых и жестких, прибегают к дополнительным средствам и инструментам.
В домашних условиях необходимый изгиб трубам придают следующими методами:
- вручную без вспомогательных средств;
- вручную с использованием средств для амортизации: сыпучих веществ, проволоки или пружины-кондуктора;
- с помощью трубогиба.
Сгибание труб вручную
Руками гнут трубы диаметром до 2 см – с большей толщиной вручную справиться сложно. Этот способ требует тренировки, чтобы добиться точности выполнения. Лучше других он подходит, когда не требуется большого количества поворотов.
Этот способ требует тренировки, чтобы добиться точности выполнения. Лучше других он подходит, когда не требуется большого количества поворотов.
Порядок действий таков:
- На трубе отмечают места начала и конца изгиба.
- Берут в две руки так, чтобы большие пальцы располагались вдоль трубы и соприкасались.
- Изгибают на угол не более 20 градусов, чем больше радиус, тем меньше угол в каждой точке воздействия.
- Передвигают пальцы по трубе на 1-3 см и снова сгибают.
- Продолжают передвигаться по трубе до конца изгиба.
- Если угол получился избыточным, держась руками за прямые участки возле изгиба, осторожно разгибают до нужного угла.
Обратите внимание! Угол 90 градусов выполняется за 5-10 шагов, для разворота на 180 градусов потребуется 10-15 шагов.
Использование амортизирующих средств
Если нужно выполнить много углов и поворотов или жесткость и толщина трубы не позволяют согнуть ее руками, используют вспомогательные средства. Задача таких средств – защитить стенки трубы от чрезмерного напряжения при формировании поворота.
Задача таких средств – защитить стенки трубы от чрезмерного напряжения при формировании поворота.
При этом повышается точность сгиба, и для поворота на нужный угол требуется меньше шагов. Вручную с использованием амортизации гнут трубы средней жесткости, имеющие сечение до 125 мм.
Для амортизации можно использовать песок, соль или другие сыпучие вещества. Песок равномерно заполняет трубу и помогает избежать повреждения.
Порядок работы отличается от обычного наличием дополнительных шагов:
- Один конец заклеивают или закрывают заглушкой.
- Через другой конец засыпают мелкий чистый песок так, чтобы полностью заполнить трубу.
- Отсыпают немного песка, чтобы свободным остался участок трубы длиной около 1 см, и закрывают конец заглушкой.
- Плавно изгибают до нужного угла как при обычном ручном способе.
- Убирают заглушки, ссыпают песок, трубу промывают.
Для амортизации трубы можно использовать легко гнущуюся проволоку, например, медную или алюминиевую.
- Нарезают проволоку на отрезки чуть большей длины, чем длина изгибаемого участка.
- Куски проволоки плотно укладывают внутри трубы в месте сгиба.
- Плавно гнут вручную.
- Вытряхивают или вытягивают проволоку, проверяют, не осталось ли отрезков внутри трубы.
Способ хорош тем, что можно сразу согнуть трубу на нужный угол. Проволока распределяет напряжение в стенках и надежно защищает от повреждения.
Самым безболезненным считается сгибание металлопластиковых труб с помощью кондуктора – внутренней или внешней пружины из металла, не поддающегося деформации. Такие пружины в специализированных магазинах продаются под названием “пружинный трубогиб”.
Суть метода в том, что амортизирующую функцию выполняет либо вставленная внутрь пружина, либо надетая на трубу. Пружина обжимает трубу на участке изгиба, создавая дополнительный каркас, и предотвращает повреждение стенок при сгибании. Для внешнего обжима диаметр пружины должен быть на 1,5-2 мм больше диаметра, для внутреннего – на 1,5-2 мм меньше.
- Кондуктор надевают на трубу или протягивают внутрь на место планируемого сгиба.
- Плавно изгибают вручную.
- Убирают пружину.
Выполнить изгиб металлопластиковой трубы при помощи песка или проволоки можно только на коротких трубах. Эти методы используются в основном при монтаже водопроводов, где трубы заранее нарезают на участки нужной длины.
При монтаже теплого пола используют длинномерные трубы, скрученные в бухты (мотки). В этом случае особенно удобно использовать внешнюю пружину, передвигая ее по мере необходимости от поворота к повороту.
Использование трубогиба
Если необходима конструкция с идеально выполненными изгибами или планируются продолжительные работы по сгибанию труб, потребуется трубогиб. Это станок, позволяющий гнуть трубы любого диаметра и получать изгиб до 180 градусов. Из-за сходства с арбалетом устройство получило название “арбалетный трубогиб”.
Из-за сходства с арбалетом устройство получило название “арбалетный трубогиб”.
Основные части трубогиба:
- шаблоны (башмаки или пуансоны) – сменные насадки для труб разного диаметра;
- угловые опоры;
- траверсы или гибочная рама – две параллельных планки с отверстиями для крепления опор;
- шток, на котором крепится шаблон;
- механизм подачи и возврата штока.
В зависимости от типа механизма подачи штока трубогибы бывают ручными и гидравлическими.
Ручные трубогибы используют для изгибания труб диаметром 5-32 мм, гидравлические – для диаметров 12-100 мм.
Принцип работы прост: труба зажимается между шаблоном и угловыми опорами и при движении штока за счет усилия прижатия постепенно выгибается.
Порядок работы с этим инструментом следующий:
- Устанавливают трубогиб в горизонтальное положение.
- Отводят шток в нерабочее положение.
- На шток закрепляют пуансон, соответствующий диаметру.
 Поверхность пуансона смазывают маслом для снижения трения.
Поверхность пуансона смазывают маслом для снижения трения. - Угловые опоры размещают в нижней траверсе на максимальном расстоянии друг от друга и закрепляют верхнюю траверсу.
- Между опорами и шаблоном пропускают трубу. Контролируют ее расположение в проточке шаблона.
- Нажимают рычаг трубогиба и вдавливают трубу в проточку шаблона.
- Переставляют опоры ближе и снова нажимают рычаг.
- Постепенно переставляя опоры, доводят угол сгибания до требуемого.
- Отводят шток в нерабочее положение, вынимают трубу.
Как рассчитать радиус изгиба?
Прежде чем гнуть металлопластиковую трубу, необходимо произвести расчеты. Радиус изгиба металлопластиковой трубы должен быть в 5 раз больше диаметра. Это поможет предотвратить заломы, морщины и другие виды деформации.
Зная радиус, можно рассчитать длину изогнутого участка, шаги изгиба и угол, на который нужно сгибать трубу на каждом шаге.
Длину изогнутого участка L рассчитывают, исходя из радиуса R и угла поворота. Если необходимо повернуть трубу на 90 градусов, то L=1,57R, если на 180, то L=3,14R (Получено из формулы длины окружности L=2pR, где р=3,14).
Например, нужно изогнуть трубу диаметром 20 мм под прямым углом. Радиус изгиба будет равен 100 мм, а длина изогнутого участка – 157 мм. Если прямой угол выполнять по 15 градусов за шаг, то потребуется 6 шагов – примерно через каждые 26 мм.
Рекомендации специалистов
- Перед монтажом трубопровода стоит потренироваться в выполнении изгибов на образцах. Это поможет определить, какое усилие нужно приложить, с каким шагом удобнее выполнять гибку, какой метод использовать.
- Для тренировки можно купить отрезки труб разных марок и оценить, с какими проще работать.
- Чтобы изогнутая труба держала форму, первоначально ее следует загнуть на чуть больший угол, а затем распрямить до нужного.
- Иногда при ручных способах прибегают к дополнительным вспомогательным средствам, используя их как упор для трубы.
 Например, можно упереться в поворот коленом.
Например, можно упереться в поворот коленом. - Хорошо функционируют в изогнутом состоянии бесшовные трубы и со швом внахлест. Шов, выполненный встык, на месте изгиба может во время эксплуатации разойтись.
- Для выполнения “утки” – Z-образного изгиба – сначала гнут трубу в одну сторону, и через небольшое расстояние – в противоположную. Вблизи от края выполнить такой изгиб проблематично. Если это необходимо, следует сначала изогнуть трубу в 10-20 см от края, а затем отрезать излишек.
- Если вручную не удается согнуть трубу, ее можно прогреть строительным феном в месте изгиба. Чтобы проверить, достаточно ли прогрелись стенки, к ним подносят лист бумаги. Если бумага начала обугливаться, можно приступать к сгибанию.
- При использовании для амортизации проволоки или внутренней пружины протянуть вспомогательное средство внутрь трубы и убрать его после того, как труба будет согнута под необходимым углом. Поможет выполнить действие привязанная к краю проволоки или пружины бечевка.

Стандартная таблица радиусов изгиба трубы и размеры/угол короткого/длинного отвода
Ищете длинный и короткий радиус отвода трубы и размеры обратного отвода в мм? Найдите здесь минимальный изгиб стальной трубы ASME B16.9 вместе с допусками.
Стандартная таблица радиусов изгиба труб показывает радиусы изгиба, доступные в продуктах для гибки труб. Отводы трубопроводов представляют собой фитинги, радиус изгиба которых обычно может варьироваться от 1D до 10D. Существуют различные измерения и категории в 9Стандартный радиус изгиба 0005 для фитингов трубы . Радиус изгиба выражается по отношению к внешнему диаметру трубы. Если радиус равен диаметру трубы, то радиус равен 1D. Радиус в 2 раза больше наружного диаметра, тогда изгиб трубы 2D. Существуют также различные стандартные углы изгиба трубы в диапазоне от 15% градусов до 180 градусов.
Угол определяет, насколько быстро или медленно изменяется направление потока и какое давление воздействует на стенку колена трубопровода в результате изменения направления. Чтобы знать, что разные радиусы изгиба и размеры изгибов трубопровода, пожалуйста, свяжитесь с нами, чтобы получить Таблица радиусов изгиба труб . На этой диаграмме представлены доступные радиусы изгиба трубопровода с указанием толщины стенки и размера изгиба. Существуют различные спецификации для удовлетворения различных требований применения, а гибка трубопровода может быть изготовлена из материала любой марки.
Содержание
- Изгибы труб с большим радиусом и обратные размеры
- Таблица радиусов изгиба стандартной трубы Таблица радиуса изгиба стандартной трубы Таблица радиуса изгиба стандартной трубы
- Размеры трубной арматуры Допуск по ASME B16.9
- Изгибы с малым радиусом Стандартный радиус
- Таблица радиусов изгибов большого радиуса
- Гибридная таблица радиусов изгиба труб с ЧПУ
- Весовая формула для изгиба холодного и горячего трубопровода
- Калькулятор минимального изгиба трубопровода и радиуса изгиба
Наиболее часто используемыми материалами являются аустенитные нержавеющие стали и углеродистые стали. Вы можете связаться с нами, чтобы узнать больше о стандартный отвод трубы размер , цена, размеры и марки материала. Применение трубных отводов можно увидеть во многих областях применения трубопроводов, таких как общие коррозионные среды, водопровод, нефть и газ, нефть и другие промышленные трубопроводы.
Вы можете связаться с нами, чтобы узнать больше о стандартный отвод трубы размер , цена, размеры и марки материала. Применение трубных отводов можно увидеть во многих областях применения трубопроводов, таких как общие коррозионные среды, водопровод, нефть и газ, нефть и другие промышленные трубопроводы.
Посмотреть таблицу размеров и спецификаций отводов и стальных отводов для холодных и горячих труб.
Изгибы труб с большим радиусом и размеры возврата
| NPS | Внешний диаметр | Тыльной стороной к лицевой стороне | От центра к центру | ||
|---|---|---|---|---|---|
| Дюйм. | OD | A | B | C | D |
| 1/2 | 21.3 | 48 | – | 76 | – |
| 3/4 | 26.7 | 43 | – | 57 | – |
| 1 | 33,4 | 56 | 41 | 7 1 90070 51 | |
| 1 1/4 | 42. 2 2 | 70 | 52 | 95 | 64 |
| 1 1/2 | 48.3 | 83 | 62 | 114 | 76 |
| 2 | 60.3 | 106 | 81 | 152 | 102 |
| 2 1/2 | 73 | 132 | 100 | 191 | 127 |
| 3 | 88.9 | 159 | 121 | 229 | 152 |
| 3 1/2 | 101.6 | 184 | 140 | 267 | 178 |
| 4 | 114.3 | 210 | 159 | 305 | 203 |
| 5 | 141.3 | 262 | 197 | 381 | 254 |
| 6 | 168.3 | 313 | 237 | 457 | 305 |
| 8 | 219.1 | 414 | 313 | 610 | 406 |
| 10 | 273. 1 1 | 518 | 391 | 762 | 508 |
| 12 | 323.9 | 619 | 467 | 914 | 610 |
| 14 | 355.6 | 711 | 533 | 1067 | 711 |
| 16 | 406.4 | 813 | 610 | 1219 | 813 |
| 18 | 457.2 | 914 | 686 | 1372 | 914 |
| 20 | 508 | 1016 | 762 | 1524 | 1016 |
| 22 | 559 | 1118 | 838 | 1676 | 1118 |
| 24 | 610 | 1219 | 914 | 1829 | 1219 |
| Все размеры – в мм | |||||
.
Стандартная таблица радиусов изгиба трубы
| Стандартные трубы | Спецификация | .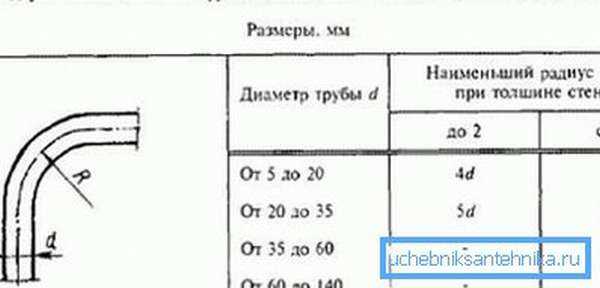 Бауарт 5 Бауарт 5 | 2,5Д | |
|---|---|---|---|---|
| Ду | Диаметр [ØD] | CLR | CLR | CLR |
| 20 | 26,9 | 110 | 67 | |
| 25 | 33,7 | 110 | 84 | |
| 32 | 42,4 | 110 | 106 | |
| 40 | 48,3 | 110 | 212 | |
| 50 | 60,3 | 125 | 151 | |
| 65 | 76,1 | 175 | 190 | |
| 80 | 88,9 | 205 | 222 | |
| 100 | 114,3 | 270 | 286 | |
| 125 | 139,7 | 330 | 350 | |
| 150 | 168,3 | 390 | 421 | |
| 200 | 219,1 | 510 | ||
| 250 | 273 | 650 | ||
| 300 | 323,9 | 775 | ||
| 350 | 355,6 | 850 | ||
| 400 | 406,4 | 970 | ||
| 500 | 508 | 1245 | ||
Свяжитесь с нами для получения стандартных углов изгиба трубы в 45/90/180 градусов.

Размеры трубной арматуры Допуск по ASME B16.9
| NPS | ВСЕ ФИТИНГИ | ВСЕ ФИТИНГИ | ВСЕ ФИТИНГИ | ОТВОД НА 180 ГРАДУСОВ | КАПС | КОЛЕНИ И ТРОЙНИКИ | ПЕРЕХОДНИКИ | ОТВОД НА 180 ГРАДУСОВ | 180 ГРАДУСОВЫЕ ОТВОДЫ |
|---|---|---|---|---|---|---|---|---|---|
| NPS | И.Д. в конце (1), (3), (4) | Н.Д. на фаске (1), (2) | Толщина стенки (3) | Межцентровое расстояние O | Общая длина E | Расстояние от центра до конца A, B, C, M | Общая длина H | Выравнивание концов U | Обратная сторона K |
| ½ до 2½ | 0,03 | 0,06 -0,03 | Не менее 87,5% номинальной толщины | 0,25 | 0,12 | 0,06 | 0,06 | 0,03 | 0,25 |
| от 3 до 3 ½ | 0,06 | 0,06 | 0,25 | 0,12 | 0,06 | 0,06 | 0,03 | 0,25 | |
| 4 | 0,06 | 0,06 | 0,25 | 0,12 | 0,06 | 0,06 | 0,03 | 0,25 | |
| от 5 до 8 | 0,06 | 0,09 -0,06 | 0,25 | 0,25 | 0,06 | 0,06 | 0,03 | 0,25 | |
| от 10 до 18 | 0,12 | 0,16 -0,12 | 0,38 | 0,25 | 0,09 | 0,09 | 0,06 | 0,25 | |
| от 20 до 24 | 0,19 | 0,25 -0,19 | 0,38 | 0,25 | 0,09 | 0,09 | 0,06 | 0,25 | |
| от 26 до 30 | 0,19 | 0,25 -0,19 | … | 0,38 | 0,12 | 0,19 | … | … | |
| от 32 до 48 | 0,19 | 0,25 -0,19 | … | 0,38 | 0,19 | 0,19 | … | … |
Изгибы с малым радиусом Стандартный радиус
| Номинальный размер трубопровода (NPS) | Внешний диаметр фаски D | Изгибы 90° от центра до конца A |
| 1 | 33,4 | 25,4 |
| 1-1/4 | 42,2 | 31,8 |
| 1-1/2 | 48,3 | 38,1 |
| 2 | 60,3 | 50,8 |
| 2-1/2 | 73,0 | 63,5 |
| 3 | 88,9 | 76,2 |
| 3-1/2 | 101,6 | 88,9 |
| 4 | 114,3 | 101,6 |
| 5 | 141,3 | 127,0 |
| 6 | 168,3 | 152,4 |
| 8 | 219,1 | 203,2 |
| 10 | 273,0 | 254,0 |
| 12 | 323,8 | 304,8 |
| 14 | 355,6 | 355,6 |
| 16 | 406,4 | 406,4 |
| 18 | 457 | 457,2 |
| 20 | 508 | 508,0 |
| 22 | 558 | 558,8 |
| 24 | 610 | 609. 6 |
Таблица радиусов изгибов большого радиуса
| Номинальный размер трубопровода (NPS) | Внешний диаметр фаски D | От центра до конца | |
| Колено 90 градусов A | Колено 45 градусов B | ||
| 1/2 | 21,3 | 38,1 | 15,7 |
| 3/4 | 26,7 | 38,1 | 19,1 |
| 1 | 33,4 | 38,1 | 22,4 |
| 1-1/4 | 42,2 | 47,8 | 25,4 |
| 1-1/2 | 48,3 | 57,2 | 28,4 |
| 2 | 60,3 | 76,2 | 35,1 |
| 2-1/2 | 73,0 | 95,2 | 44,4 |
| 3 | 88,9 | 114,3 | 50,8 |
| 3-1/2 | 101,6 | 133,4 | 57,2 |
| 4 | 114,3 | 152,4 | 63,5 |
| 5 | 141,3 | 190,5 | 79,2 |
| 6 | 168,3 | 228,6 | 95,2 |
| 8 | 219,1 | 304,8 | 127,0 |
| 10 | 273,0 | 381,0 | 158,8 |
| 12 | 323,8 | 457,2 | 190,5 |
| 14 | 355,6 | 533,4 | 222,2 |
| 16 | 406,4 | 609,6 | 254,0 |
| 18 | 457 | 685,8 | 285,8 |
| 20 | 508 | 762,0 | 317,5 |
| 22 | 558 | 838,2 | 342,9 |
| 24 | 610 | 914,4 | 381,0 |
Гибридная таблица радиусов изгиба труб с ЧПУ
Н. Д. Д. | Радиус | Материал | Радиус |
|---|---|---|---|
| 1,25 дюйма, 31,75 мм, 1 ¼ дюйма | 2 дюйма, 50,8 мм, 2 дюйма | Нержавеющая сталь и инконель | |
| 0,25 дюйма, 6,35 мм, ¼ дюйма | 0,5 дюйма, 12,7 мм, ½ дюйма | Нержавеющая сталь | .5625”, 14,28 мм, 9/16 дюймов |
| 1 дюйм, 25,4 мм, 1 дюйм | 1,5 дюйма, 38 мм, 1 ½ дюйма | Нержавеющая сталь и алюминий | |
| 0,375 дюйма, 9,52 мм, ⅜ дюйма | 0,9375”, 23,8 мм, 15/16 дюймов | Нержавеющая сталь и медь | |
| 1,5 дюйма, 38 мм, 1 ½ дюйма | 2,25 дюйма, 57,15 мм, 2 ¼ дюйма | Нержавеющая сталь | |
| 0,5 дюйма, 12,7 мм, ½ дюйма | 0,5 дюйма, 12,7 мм, ½ дюйма | Нержавеющая сталь | 1,5 дюйма, 38 мм, 1 ½ дюйма |
| 0,75 дюйма, 19 мм, ¾ дюйма | 1,125 дюйма, 28,5 мм, 1 -⅛ дюйма | Нержавеющая сталь и алюминий |
Формула веса для изгиба холодного и горячего трубопровода
- ❖ Вес/кг = 0,0433 (D – T) TRθ / 100000 + L
- ➔ θ = угол изгиба
- ➔ D = наружный диаметр
- ➔ L = Вес двухсторонней прямой длины
- ➔ T = толщина в мм
- ➔ R = радиус изгиба
Калькулятор минимального изгиба трубопровода и радиуса изгиба
&солод; Расчет толщины стенки
ISO 161-1 использует следующую формулу для расчета толщины стенки трубы:
- σs=PN.
 (da-s/20.s)=PN.S
(da-s/20.s)=PN.S - σs = кольцевое напряжение (Н/мм2) | PN = нормальное давление (бар) | da = внешний диаметр трубы (мм)
- s = толщина стенки (мм) | S = трубы серийный (-)
&солод; Расчет стандартного соотношения размеров
Используя те же переменные, что и выше, стандартное соотношение размеров (т.е. SDR) трубы можно рассчитать следующим образом:
СПЗ = да/с
| Трубы из полиэтилена высокой плотности SDR | Мин. Долгосрочный Радиус изгиба в холодном состоянии |
| 9 или меньше | 20x Н.Д. |
| 11, 13,5 | 25x Н.Д. |
| 15,5, 17, 21 | 27x Н.Д. |
| 26 | 34x Н.Д. |
| 32,5 | 42x Н.Д. |
| 41 | 52x Н.Д. |
| С фитингом или фланцем присутствует в отводах | 100x Н. Д. Д. |
&солод; Расчет CLR (радиуса центральной линии) для угла изгиба
- π(2r) или πD
- π (пи) = 3,1416
Например, если ваш штамп создает радиус 2,2 дюйма, а вам нужно создать изгибы под углом 35°
3.1416 (2×2,2) = 13,823/360 = 0,0384
для расчета CLR 35 ° изгиб
0,0384 x 35 = 1,344 ”
Вы ищете лучшую цену в ниже странах. Великобритания, ОАЭ, Турция, Шри-Ланка, Нигерия, Вьетнам, Германия, Катар, Индонезия, Саудовская Аравия, Таиланд, Ирак.
В следующих городах мы также поставляем минимальное количество
Амравати, Ченнаи, Калькутта, Коимбатор, Мадхья-Прадеш, Пуна, Гуджарат, Ахмадабад, Раджкот.
Как согнуть пластиковые трубы. Методы гибки вручную
При прокладке домашнего водопровода или системы отопления часто возникает резонный вопрос: как согнуть металлопластиковую трубу в домашних условиях. Получить качественный результат можно даже без специальных навыков и знаний. Для эффективной гибки металлопластиковых конструкций существует несколько методов, каждый из которых имеет свои преимущества и особенности.
Получить качественный результат можно даже без специальных навыков и знаний. Для эффективной гибки металлопластиковых конструкций существует несколько методов, каждый из которых имеет свои преимущества и особенности.
Металлические трубы можно согнуть своими руками, для этого есть несколько способов
Содержание
- 1 Как согнуть пластиковую трубу: основные способы
- 2 Как согнуть пластиковую трубу трубогибом
- 3 Расчет радиуса изгиба пластиковой трубы
- 4 Гибка металлических труб в домашних условиях: советы и рекомендации
Как согнуть пластиковую трубу: основные методы
Почти на каждом плане трубопровода есть изгибы и повороты. Поэтому технология гибки металлических труб используется очень часто. Если попытаться придать трубе нужную форму, не зная ее характеристик, можно испортить изделие. Хрупкие металлопластиковые стены могут деформироваться или треснуть.
При необходимости сгибания металлопластиковой трубы в домашних условиях используется несколько способов.
Ручная гибка труб. Самый доступный способ гибки металлических труб, не требующий применения инструментов. Вы можете согнуть своими руками конструкцию, диаметр которой не превышает 20 мм. Трубы большого диаметра сложно согнуть вручную. Несмотря на скорость, этот способ можно назвать самым ненадежным. Можно ли сгибать таким образом металлопластиковые трубы, не нарушая их структуру, – дело практики, но без определенного опыта слишком велик шанс нарушить целостность материала.
Пружины для гибки металлических труб. Этот метод оптимален для конструкций из пластика средней жесткости. Пружины для гибки металлопластиковых труб при правильно подобранном диаметре позволяют добиться высокой точности гибки. Для этого потребуется достаточно прочная пружина, не поддающаяся деформации. К одному из ее концов прикреплена проволока, длина которой достаточна для снятия пружины после изгиба.
Для облегчения процесса гибки трубу можно нагреть строительным феном
Пружина проталкивается по внутренней стороне трубы к месту планируемого изгиба. Важно следить за тем, чтобы центры пружины и будущего изгиба точно совпадали. Изделие плавно сгибается под нужным углом, при этом можно сделать акцент на колене. По завершении изгиба пружина вынимается.
Важно следить за тем, чтобы центры пружины и будущего изгиба точно совпадали. Изделие плавно сгибается под нужным углом, при этом можно сделать акцент на колене. По завершении изгиба пружина вынимается.
Проволока жесткая для гибки металлических труб . Процесс гибки проволокой более длительный, но тоже достаточно эффективный. Проволока нарезается на мелкие кусочки, которые должны заполнить все пустоты трубы на изгибе. Слой проволоки послужит каркасом, предотвращающим появление неровностей и изломов. Далее труба сгибается так же, как и в случае с пружиной. Использованная проволока аккуратно удаляется из конструкции. Также необходимо проверить, не остались ли в трубе куски.
Применение песка . Один из самых трудоемких способов гибки. Часто используется в тех случаях, когда не удалось найти нужный размер пружины. В трубную часть насыпается мелкий просеянный песок, чтобы в трубе не было пустых мест. На оба конца трубы надеваются заглушки, чтобы песок не высыпался. Изделие зажимается в тисках в месте, достаточно удаленном от предполагаемого изгиба. Перед гибкой отрезок трубы нагревают паяльной лампой.
Изделие зажимается в тисках в месте, достаточно удаленном от предполагаемого изгиба. Перед гибкой отрезок трубы нагревают паяльной лампой.
Полезный совет! Существует опасность перегрева трубы, поэтому следует проверить степень нагрева песка. Для этого поднесите лист бумаги к месту нагрева. Если бумага начинает обугливаться, значит, песок достаточно прокален.
Песок, засыпанный внутрь трубы, предотвратит деформацию трубы при изгибе
После придания изделию нужной формы песок высыпается наружу. При необходимости трубу можно промыть. Вместо песка также можно использовать соль.
Как согнуть пластиковые трубы трубогибом
Трубогиб (станок Вольнова) – приспособление, благодаря которому можно легко согнуть металлопластиковую трубу в домашних условиях. Трубогиб позволяет сгибать конструкции без предварительного нагрева, радиус изгиба может достигать 180 градусов. Гибка металлопластиковых изделий с помощью трубогиба полностью безопасна, при этом полностью исключается возможность брака деталей. Ручная машина Вольнова имеет простую конструкцию. Он состоит из ручки, подвижного ролика, шаблонного ролика, кронштейна и изогнутой трубы. Пользоваться этим приспособлением очень просто, его можно сделать даже своими руками.
Ручная машина Вольнова имеет простую конструкцию. Он состоит из ручки, подвижного ролика, шаблонного ролика, кронштейна и изогнутой трубы. Пользоваться этим приспособлением очень просто, его можно сделать даже своими руками.
В домашних условиях чаще всего используются арбалетные или пружинные трубогибы. Поверхность, к которой будет изгибаться труба, перед началом работы лучше слегка смазать. Это уменьшит трение между деталями, и поверхность трубы не будет повреждена.
Полезный совет! Аналог трубогиба можно сделать в домашних условиях. Он будет состоять из досок, распиленных по схеме полукруга. Такой трубогиб необходимо плотно закрепить на основании. Важно, чтобы толщина доски превышала диаметр трубы.
В продаже имеются более современные трубогибы, например гидравлические или электромеханические. В хозяйстве трубогиб может пригодиться только по прямому назначению, то есть при ремонте или монтаже трубопровода. Поэтому покупка дорогих моделей имеет смысл только в том случае, если предстоит очень большой объем работ или если такие работы будут носить постоянный характер.
Поэтому покупка дорогих моделей имеет смысл только в том случае, если предстоит очень большой объем работ или если такие работы будут носить постоянный характер.
Работа с трубогибом снижает риск деформации трубы при гибке
Расчет радиуса изгиба пластиковой трубы
Существует универсальная формула для расчета радиуса изгиба металлопластиковой конструкции. По этой формуле радиус изгиба составит 5 диаметров трубы. Принцип работы этого правила можно наглядно представить на примере трубы диаметром 20 мм:
- Для последующих расчетов нужно определить четверть окружности. Если задан диаметр 20 мм, то радиус по формуле равен 100 мм (20 х 5 = 100).
- Рассчитываются начальные точки для изгиба угла. Используется формула С=2ПR/4, где С – размер участка, на котором будут выполняться работы; П = 3,14; R — радиус, полученный выше. Подставив свои данные, получается следующее: 2*3,14*100 мм/4=157 мм. Итак, в изгибе будет участвовать отрезок трубы длиной 157 мм.

- Получается, что каждые 10-20 мм это примерно 15 градусов от общего изгиба. На поверхности трубы карандашом отмечают границу сечения. Теперь можно приступать к любому способу сгибания.
Гибка металлических труб в домашних условиях: советы и рекомендации
Перед началом работы стоит сделать на образце несколько пробных гибов. Это поможет определить необходимое давление, выбрать удобное положение и способ сгибания. Но как бы ни был выбран метод изгиба, нельзя допускать сильного давления и перегибов. Идеально плавного изгиба при резком движении не получится.
Пластиковые трубы разных марок и производителей будут иметь разную степень жесткости. Соответственно, гнуться они тоже будут по-разному. Если нет опыта использования металлопластиковых изделий, можно приобрести несколько отрезков для тренировки. Чтобы труба держала нужную форму, можно согнуть ее под более острым углом, а затем согнуть до нужного. Так конструкция будет надежно зафиксирована.
Все описанные выше технологии гибки металлопластиковых труб проверены временем и активно применяются в строительной сфере. В создании ровного изгиба трубы, не мешающего функционированию системы, нет ничего технически сложного. Главное следовать инструкции и действовать максимально аккуратно.
Применение принципов формовки листового металла к пластику
Рисунок 1
Каждый изгиб имеет растягивающие напряжения на внешней поверхности и сжимающие напряжения на внутренней поверхности. Материал на внутренней стороне изгиба достиг своего пластического состояния, а снаружи изгиба нет; это эластичное состояние внутри изгиба заставляет изгиб открываться пружиной. Нейтральная ось не остается на уровне 50 процентов толщины материала во время гибки. Вместо этого, не претерпевая никаких физических изменений, он просто движется к внутренней поверхности материала, вызывая удлинение при изгибе.
Вопрос: Я формирую пластик, а не металл, но применяю принципы гибки металла в своем приложении. После нескольких лет итераций мы разработали точный метод плоского шаблона для наших операций по гибке резервуаров. Наши резервуары изготовлены из листового материала толщиной обычно 0,25 дюйма, утонченного в изогнутых областях по окружности и завернутого в прямоугольник с закругленными углами. У меня есть точный К-фактор для этого условия изгиба. Внутренний радиус этих изгибов составляет 0,75 дюйма, а по всему радиусу материал утончается до 0,078 дюйма.
Острую гибку также делаем из листового материала, утонченного в местах изгиба, но V-образного выреза с небольшим плоским дном. Он утончается на плоском дне до 0,063–0,078 дюйма. На основании того же К-фактора, что и для условия большого радиуса, плоский шаблон здесь создает слишком длинную деталь. Из этого я делаю вывод, что К-фактор для этого условия меньше, чем для условия большого радиуса.
Что вы можете сказать о К-факторе в сравнении с типом изгиба пластикового материала? Кажется, что если К-фактор для первого условия равен 0,4, К-фактор для второго условия равен 0,2 или меньше. Есть ли известная взаимосвязь для металлов при том же сравнении? Будем благодарны вам за любую информацию.
Ответ: К сожалению, мой опыт работы с пластиком ограничивается формованием Lexan™ на листогибочном прессе в условиях производства листового металла. Несмотря на то, что мой опыт формовки пластмасс ограничен, мне удавалось создавать хорошие детали, применяя теорию листового металла и расчеты компоновки для разработки плоской модели.
Хотя я обнаружил, что пружинение Lexan намного больше, чем у листового металла, время, необходимое для полного расслабления упругости в пластике, было довольно долгим — часы по сравнению с моментом сразу после изгиба, как в случае с листовым металлом. Кроме того, нагрев пуансона может помочь устранить пружинение, характерное для многих пластиков.
Терминология
Чтобы ответить на ваш вопрос, мне нужно определить термины, которые мы собираемся использовать для обсуждения. Хотя те, кто изучает пластик и регулярно работает с ним, могут использовать другую терминологию, при гибке листового металла коэффициент К — это множитель, используемый для определения того, где находится нейтральная ось в пределах изгиба. Это значение определяется как типом материала, так и методом формования: формование воздухом, гибка дна и чеканка.
При изгибе листового металла или пластика внешняя часть структуры материала расширяется, а внутренняя сжимается. Все это происходит на молекулярном уровне. Вы можете увидеть это по «запотеванию» некоторых прозрачных пластиков на внешней поверхности.
Существует также теоретическая область внутри изгиба, называемая нейтральной осью, где материал не расширяется и не сжимается. Когда материал плоский, его нейтральная ось составляет 50 процентов толщины. Во время формовки эта ось остается нейтральной, т. е. не расширяется и не сжимается, но перемещается внутри изгиба к внутренней поверхности материала (см. рис. 1 ).
е. не расширяется и не сжимается, но перемещается внутри изгиба к внутренней поверхности материала (см. рис. 1 ).
Поскольку длина нейтральной оси не изменяется, ее перемещение к внутренней поверхности вызывает удлинение материала по направлению к внешней поверхности; то есть кажется, что он растет или становится больше. Движение нейтральной оси является неотъемлемой частью определения общего удлинения изгиба.
Если вы обратитесь к Machinery’s Handbook , вы обнаружите, что коэффициент К, или значение множителя, находится в диапазоне от 0,40 до 0,50 для мягкой холоднокатаной стали с пределом прочности при растяжении 60 000 фунтов на квадратный дюйм, в зависимости от метода формования, при этом 0,446 соответствует среднее значение по умолчанию (см. Рисунок 2 ).
Рисунок 2
Согласно Machinery’s Handbook, коэффициент K, или значение множителя, колеблется от 0,40 до 0,50 для мягкой холоднокатаной стали с пределом прочности при растяжении 60 000 фунтов на квадратный дюйм, в зависимости от метода формования.
Например, если вы возьмете кусок материала толщиной 0,060 дюйма и умножите его на коэффициент К, равный 0,446, вы обнаружите, что нейтральная ось сместилась с 0,030 до 0,02676. Это означает, что нейтральная ось переместилась всего на 0,00324 дюйма ближе к внутренней поверхности. Кажется, что это немного, но этого достаточно, чтобы материал удлинился. Вот почему плоская заготовка всегда меньше суммы внешних размеров.
Обзор основных формул
Я полагаю, что коэффициент K, на который вы ссылаетесь, , на самом деле представляет собой вычитание изгиба (BD) или общее удлинение для каждого изгиба в детали. Чтобы найти BD, сначала нужно найти допуск на изгиб (BA) или расстояние вокруг радиуса изгиба.
Коэффициент K применяется в формуле BA, которая выглядит следующим образом:
BA = [(0,017453 × внутренний радиус) + (0,0078 × толщина материала)] × градусы дополнительного угла изгиба на внешней стороне изгиба
Значение 0,017453 — это просто число пи больше 180, а 0,0078 — число пи больше 180, умноженное на K-фактор. Второй частью расчета BD является внешний откат (OSSB), как определено в 9.0005 Рисунок 3 . Вы рассчитываете его следующим образом:
Второй частью расчета BD является внешний откат (OSSB), как определено в 9.0005 Рисунок 3 . Вы рассчитываете его следующим образом:OSSB = [Касательная (градус угла изгиба/2)] × (внутренний радиус изгиба + толщина материала)
Вы вычисляете BD, удваивая OSSB и вычитая BA из этого значения: BD = (OSSB × 2) – BA
Это дает значение удлинения или количество материала, которое необходимо удалить для каждого изгиба из суммы внешних размеров. (Подробнее об этом см. в статье «Основы применения функций изгиба» на сайте thefabricator.com.)
Что касается вашего вопроса, вы можете увидеть, как различия в толщине материала и внутреннем радиусе изгиба влияют на окончательные результаты. Чем больше радиус, тем больше величина удлинения.
Ваш радиус создается в процентах от ширины штампа, как определено правилом 20 процентов. Обратите внимание, что «20 процентов» — это только название; фактический процент основан на типе материала и прочности на растяжение. Например, для холоднокатаной стали этот процент составляет от 15 до 17 процентов от ширины матрицы.
Например, для холоднокатаной стали этот процент составляет от 15 до 17 процентов от ширины матрицы.
Рисунок 3
Чтобы вычислить вычет изгиба (BD), удвойте внешний отступ (OSSB) и вычтите припуск изгиба (BA).
Не зная точно, что такое радиус пуансона или ширина штампа, можно с уверенностью сказать, что чем меньше внутренний радиус, тем меньше BD.
Несмотря на это, проверить радиус легко; просто используйте свой базовый набор измерителей радиуса или калибровочные штифты. Если вы сопоставите радиус с расчетными значениями и измерите только после того, как пружинение установится, все должно работать идеально.
Утончение материала на линии сгиба
Утончение материала, указанное в точке сгиба, также повлияет на окончательные результаты. Я использовал этот трюк, утончая материал на линии изгиба в очень тонких деталях, которые были изготовлены с использованием процесса Чена или фототравления.