Рама для чпу станка своими руками – Чертежи и инструкция по сборке фрезерного станка с ЧПУ в базовой конструкции CNC2418 своими руками
alexxlab | 09.03.2020 | 0 | Разное
Как собрать станок с ЧПУ своими руками
 В этой статье мы рассказываем о том, что построить своими руками фрезерный станок с ЧПУ — выполнимая задача. Подробно описывается весь процесс создания: от проектирования до применения станка.
В этой статье мы рассказываем о том, что построить своими руками фрезерный станок с ЧПУ — выполнимая задача. Подробно описывается весь процесс создания: от проектирования до применения станка.
В первом случае к покупным комплектующим добавлялись самодельные детали, сделанные на токарном станке, во втором проекте автор обошелся готовыми частями, третий — бонус, изготовление функционального стола для станка, совмещенного с полками для хранения материалов и инструментов.
Содержание:
- Заключение и рекомендации
Как сделать самодельный станок с ЧПУ

Автор проекта Benne подробно описал весь процесс создания станка с ЧПУ для работы по дереву и другим материалам, начиная с проектирования.
1. Проектирование
Перед постройкой станка нужно как минимум нарисовать эскиз от руки, а лучше выполнить более точный трехмерный рисунок с помощью программы САПР. Автор проекта использовал google sketchup, довольно простую (бесплатную для 30-дневного использования) программу. Для более сложного проекта вы можете выбрать Autocad.
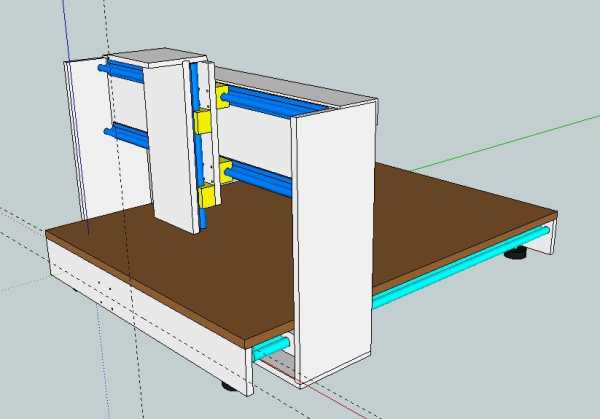
Главная цель рисунка — выяснить необходимые размеры деталей, для заказа их по интернету, и убедиться, что все движущиеся части станка подойдут друг к другу.
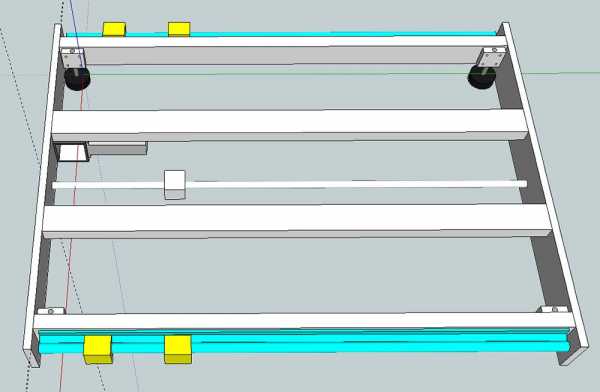
Как видите, детальных чертежей с размеченными отверстиями под крепления автор не использовал, намечал отверстия в процессе постройки станка, но такого исходного дизайна оказалось достаточно.
Габаритные размеры станка: 1050 х 840 х 400 мм.
Перемещение по осям: X 730 мм, Y 650 мм, Z 150 ммДлина направляющих и шариково-винтовой передачи зависит от размера задуманного вами станка.
Когда идет проектирование станка с ЧПУ, есть несколько вопросов, от ответа на которые зависит конечный результат.
Какой тип станка с ЧПУ вы хотите выбрать?
С подвижным столом или с подвижным порталом? Конструкции с подвижным столом часто используются для станков небольшого размера, до 30х30 см. Их легче построить, их можно сделать более жесткими, чем машины с движущимся порталом. Недостаток перемещения стола заключается в том, что при одинаковой зоне резки общая площадь станка получается раза в два больше, чем при использовании конструкции с подвижным порталом. В этом проекте зона обработки около 65×65 см, поэтому был выбран подвижный портал.
Что вы хотите обрабатывать с помощью станка с ЧПУ?
В данном проекте станок предназначался в основном для фанеры, лиственных пород дерева и пластмасс, а также для алюминия.
Из чего будет строиться станок?
Это в основном зависит от материала, который будет на станке обрабатываться. В идеале материал, который используется для изготовления станка, должен быть прочнее материала, который будет обрабатываться на станке или, как минимум, не менее прочным. Поэтому, если вы хотите резать алюминий, станок должен быть собран из алюминия или стали.
Какая длина осей вам нужна?
По первоначальному замыслу станок с ЧПУ должен был обрабатывать фанеру и МДФ, которые в Нидерландах выпускают размером 62 х 121 см. Поэтому для Y расстояние прохода должно быть не менее 620 мм. Длина хода по оси Х равна 730 мм, потому что иначе станок занял бы все пространство комнаты. Поэтому ось X короче, чем длина листа фанеры (1210 мм), но можно обработать половину, затем сдвинуть лист вперед и обработать оставшуюся часть. С помощью такой уловки получается обрабатывать на станке куски куда большие, чем длина оси Х. Для оси Z выбрано 150 мм, чтобы в будущем использовать четвертую ось.
Какой тип линейного движения вы будете использовать?
Существует множество вариантов системы линейного перемещения, от ее выбора во многом зависит качество работы. Поэтому есть смысл потратиться на лучшую систему, которую вы можете себе позволить. Автор проекта решил, что линейные рельсы были лучшим вариантом из тех, на которые ему хватало денег. Если вы строите 3-осевой фрезерный станок с ЧПУ, вам нужно купить комплект, состоящий из трех наборов линейных направляющих и двух линейных подшипников на каждую направляющую.
Какую систему привода подач вы будете использовать для каждой оси?
Основные варианты привода подачи: зубчатые ремни, механизмы реечной передачи и передача винт-гайка. Для самодельных станков с ЧПУ чаще всего используют передачу винт-гайка с использованием шарико-винтовой пары. Гайка крепится к подвижной части машины, винт закреплен с обоих концов. Винт крепится к двигателю. Если двигатели вращается, гайка с прикрепленной к ней движущейся частью машины будет двигаться вдоль винта и приводить машину в движение.
ШВП в данном станке используется для привода осей X и Y. Шарико-винтовые подшипники обеспечивают очень плавный ход, люфт отсутствует, повышается качество и скорость резки.
Для оси Z использован стержень M10 из высококачественной нержавеющей стали с самодельной гайкой из делрина.
Тип двигателя и контроллера
Обычно в самодельных станках с ЧПУ применяются шаговые двигатели. Сервоприводы в основном используются для мощных промышленных станков с ЧПУ, они дороже и требуют более дорогих контроллеров. Здесь использованы шаговые двигатели 3Nm.
Тип шпинделя
В проекте используется стандартный Kress, он имеет хороший 43-мм зажимной фланец, а также встроенный регулятор скорости (но последняя функция есть у большинства шпинделей).
Если вы собираетесь выполнять действительно сложную резку, стоит обратить внимание на шпиндели с водяным охлаждением — они дороже стандартных, зато шумят гораздо меньше, могут работать на низких оборотах без перегрева и с самыми разными материалами.
Затраты
На данный станок с ЧПУ ушло примерно 1500 евро. Готовый фрезерный станок с ЧПУ сходных характеристик стоит намного дороже, так что вы можете сэкономить, создав станок самостоятельно.
2. Комплектующие для создания станка с ЧПУ

Электрооборудование и электроника:
- 3 шаговых двигателя 3 Nm Nema 23;
- 3 драйвера шаговых двигателей DM556 Leadshine;
- блок питания 36 В для станков с ЧПУ;
- интерфейсная плата 5 Axis CNC Breakout Board для управления шаговыми драйверами;
- источник питания 5 В для интерфейсной платы;
- двухпозиционный выключатель On/Off;
- 3 сенсорных концевых выключателя;
- Шпиндель: Kress FME 800 (подойдут также Bosch Colt или Dewalt Compact Router).
По желанию:
- шкафчик/корпус для электрооборудования;
- подвижный пластиковый кабель-канал;
- 4-контактные кабельные вилки.
Механические части:
- линейные направляющие: для X — SBR 20 для Y и Z — SBR 16;
- шарико-винтовая пара (ШВП) для X и Y — диаметром 16 мм, шаг 5 мм4
- в качестве передаточного винта для оси Z: стальной штырь с резьбой M10 с самодельной гайкой из делрина;
- алюминиевый профиль: 30х60 мм, нарезанный на куски длиной 100 мм;
- алюминиевая пластина 15 мм толщиной;
- мощные антивибрационные выравнивающие ножки.
Программы:
- CAD/CAM-программа CamBam;
- программа для управления станком с ЧПУ Mach4
Станок в основном построен из алюминиевых пластин толщиной 15 мм и алюминиевых профилей 30×60 мм. Работы выполнялись с применением сверлильного и токарного станков. Пластины и профили заказывались нарезанными по размеру.
3. Ось Х

Базовая рама сделана из 4 отрезков алюминиевого профиля сечением 30х60 мм и двух боковых панелей толщиной 15 мм. В конце профилей есть по два отверстия диаметром 6,8 мм, с помощью метчика внутри отверстий выполнена резьба М8.

Нарезка резьбы в торцах алюминиевого профиля
Чтобы отверстия на концевых панелях совпадали, при сверлении обе пластины зажимались вместе. Посередине каждой пластины просверлено по 4 отверстия, чтобы установить подшипниковые опоры, и четыре дополнительных отверстия в одной из боковых пластин для крепления двигателя.
Их кусочков алюминия (50х50х20) сделаны 4 блока, чтобы прикрепить выравнивающие ножки. Блоки прикручены к наружным профилям четырьмя болтами М5 с мебельными t-гайками.

Линейные направляющие подходят непосредственно к алюминиевым профилям. Для оси X использовались рельсы диаметром 20 мм. Предварительно просверленные в основании линейных направляющих отверстия точно совпадают с пазами в алюминиевых профилях. Для установки использованы болты М5 и мебельные t-гайки.

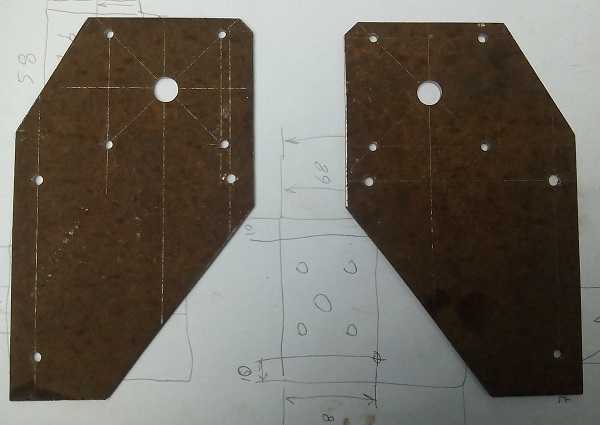
4. Боковые пластины портала

Боковые пластины портала почти одинаковы, но в одной из них просверлены четыре дополнительных отверстия для крепления мотора. Весь портал изготовлен из алюминиевых пластин толщиной 15 мм. Чтобы отверстия оказались точно в нужном месте, в тщательно отмеченных местах слесарным кернером были пробиты углубления, и по этим меткам просверлены отверстия на сверлильном станке, сначала сверлом меньшего диаметра, затем — нужного.
Из-за того, как спроектирован портал, пришлось сверлить отверстия в торцах боковых пластин и делать в отверстиях резьбу М8.
5. Сборка портала

Портал собран и установлен
Остальная часть портала выполнена так же, как и боковые части. Самым сложным было правильно выровнять линейные рельсы, которые должны были совпасть с краем пластины. При маркировке точного расположения отверстий автор прижал два куска алюминиевых профилей к боковым сторонам пластины, чтобы выровнять направляющие. В просверленных отверстиях нарезана резьба М5. При креплении направляющих к порталу необходимо убедиться, что расстояние между направляющими по всей длине одинаково, направляющие должны быть параллельны.

Линейные подшипники прикреплены к боковой стенке портала.
Несколько угловых скоб придают дополнительную жесткость конструкции.
В пластине на нижней части портала просверлено 6 отверстий, чтобы прикрепить ее к боковым пластинам. В середине пришлось просверлить два отверстия для крепления держателя гайки.
6. Каретка оси Y

Каретка оси Y состоит из одной пластины, к которой прикреплены линейные подшипники. Сверлить отверстия было довольно просто, но требовалась высокая точность. К этой пластине прикреплены подшипники как для оси Y, так и для оси Z. Поскольку линейные подшипники расположены близко друг к другу, даже малейшее смещение вызывает их заедание. Каретка должна легко скользить с одной стороны на другую. Рельсы и подшипники необходимо отрегулировать. Для выравнивания применялись высокоточные цифровые приборы. Когда было сделано крепление гайки привода для оси Y, потребовалось просверлить два дополнительных отверстия в пластине, чтобы прикрепить ее.
7. Ось Z
Линейные направляющие (рельсы) оси Z прикрепляются к подвижной части узла оси Z. Рельсы нужно было сместить на несколько миллиметров от края пластины. Для их выравнивания два куска пластика нужной толщины использовались в качестве прокладок. Было точно известно, что края алюминиевой пластины параллельны, поэтому между алюминиевыми бортиками, прикрепленными к краю пластины, и рельсами автор вставил куски пластика, отодвинув рельсы на нужное одинаковое расстояние, затем наметил места отверстий, просверлил их и нарезал внутреннюю резьбу.
Чтобы установить верхнюю пластину на узел оси Z, просверлены три отверстия в конце монтажной пластины. Не получилось прикрепить шаговый двигатель непосредственно к пластине, так что пришлось сделать отдельное крепление для двигателя из пластика (см. пункт 12).
Из того же пластика сделаны два блока корпусов подшипников. Приводной винт представляет собой стальной стержень с резьбой M10. Шкив для зубчатого ремня просверлен, нарезана резьба М10, и он просто прикручен к верхней части приводного винта. Он удерживается на месте тремя установочными винтами. Приводная гайка из делрина крепится к каретке оси Y.

Приводная гайка из делрина крепится к каретке оси Y.
Крепление шпинделя было заказано заранее, оно имеет зажимное кольцо 43 мм, которое подходит к используемому в проекте Kress.
Если вы хотите использовать шпиндель с водяным охлаждением, то в его комплектацию часто входит готовое крепление. Вы также можете приобрести крепления отдельно, если хотите использовать Dewalt или Bosch с цилиндрическим корпусом, или напечатать их на 3D-принтере.
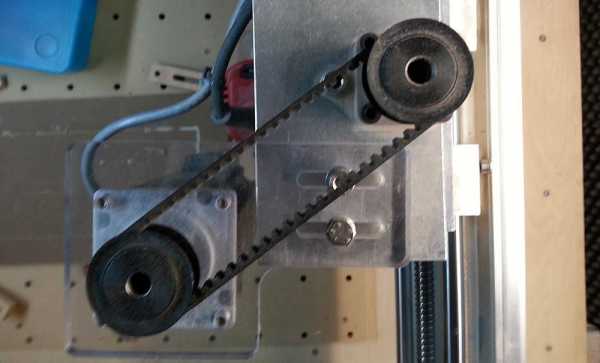
8. Зубчатые ремни и шкивы

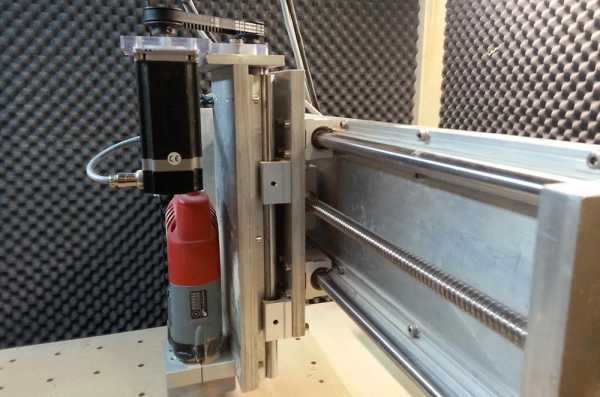
Часто двигатели крепятся на внешней стороне станка или на отдельной стойке. В таком случае двигатели можно соединить непосредственно с ШВП с помощью гибкой муфты. Но, поскольку станок размещается в маленьком помещении, вынесенные наружу двигатели мешали бы.
Вот почему моторы размещены внутри машины. Напрямую соединить двигатели с ШВП было нельзя, так что пришлось использовать зубчатые ремни HTD5m шириной 9 мм и шкивы.
При использовании ременной передачи, для подключения двигателя к приводному винту вы можете использовать понижающую передачу, что позволит использовать меньшие двигатели и при этом получать тот же крутящий момент, но меньшую скорость. Поскольку моторы были выбраны довольно большие, не требовалось снижения передачи ради получения большей мощности.
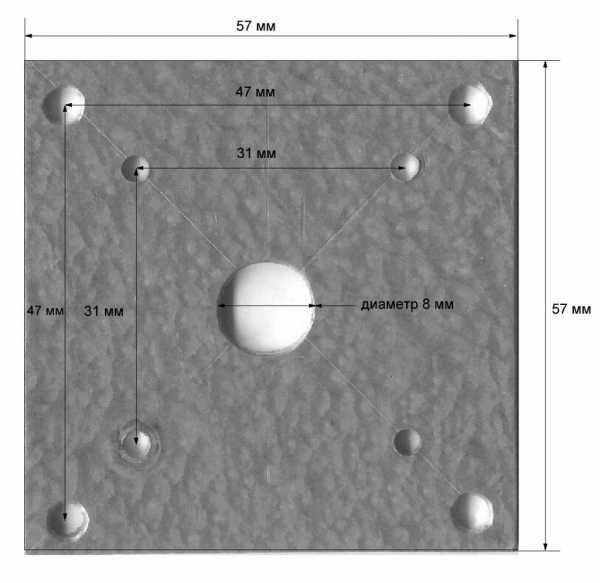
9. Крепления двигателя

Опоры двигателя изготовлены из кусков алюминиевых трубок квадратного сечения, нарезанных по заказу до нужной длины. Также можно взять стальную трубку и нарезать квадратные кусочки из нее. Крепления двигателя для осей X и Y должны иметь возможность выдвигаться и задвигаться, чтобы натянуть зубчатые ремни. На токарном станке были сделаны прорези и просверлено большое отверстие на одной стороне крепления, но вы также можете сделать это на сверлильном станке.

Большое отверстие с одной стороны крепления выпилено концевой пилой. Это позволяет двигателю сидеть на одном уровне с поверхностью, а также обеспечивает центрирование вала. Мотор крепится болтами М5. На другой стороне крепления сделаны четыре слота, чтобы двигатель мог скользить взад и вперед.
10. Подшипниковые опорные блоки

Опорные блоки для осей X и Y изготовлены из 50-миллиметрового алюминиевого прутка круглого сечения — от него отрезаны четыре кусочка толщиной 15 мм каждый. После маркировки и сверления четырех монтажных отверстий, высверлено большое отверстие в центре заготовки. Затем была сделана полость для подшипников. Подшипники должны быть запрессованы, а блоки закреплены болтами на торцевых и боковых пластинах.
11. Опора для приводной гайки по оси Z

Вместо ШВП для оси Z использовался стержень с резьбой M10 и самодельная гайка из кусочка делрина. Полиформальдегид делрин хорошо подходит для этой цели, потому что он самосмазывающийся и не изнашивается со временем. Если использовать для резьбы метчик хорошего качества, люфт будет минимальным.

12. Опоры для приводных гаек по осям X и Y

Для осей X и Y сделано крепление привода из алюминия. Гайки шарико-винтовой передачи имеют два небольших фланца с тремя отверстиями на каждой стороне. По одному отверстию с каждой стороны использовано для крепления гайки к держателю. Держатель обработан на токарном станке с большой точностью. После того, как вы прикрепили гайки к порталу и каретке оси Y, вы сможете попробовать переместить эти детали с одной стороны на другую, поворачивая ШВП вручную. Если размеры держателей неправильные, гайку заклинит.

Крепление оси Y.
13. Крепление двигателя оси Z
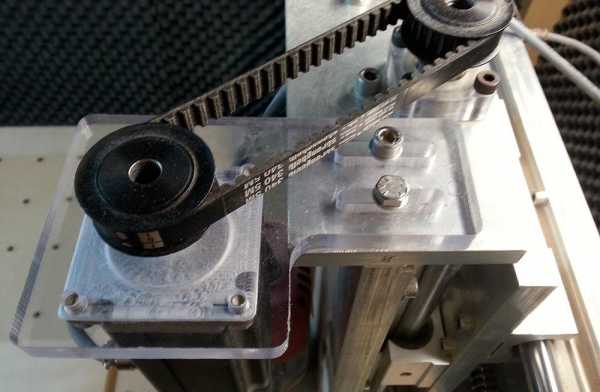
Крепление двигателя оси Z отличается от остальных. Оно вырезано из 12-миллиметрового акрила. Натяжение ремня можно отрегулировать, ослабив два болта сверху и сдвинув весь узел крепления двигателя. На данный момент акриловое крепление прекрасно работает, но в будущем есть мысль заменить его на алюминиевое, потому что при натяжении ремня акриловая пластина слегка сгибается.
14. Рабочая поверхность

Лучше всего подошел бы алюминиевый стол с Т-образными пазами, но это дорого. Автор проекта решил использовать перфорированную столешницу, потому что она укладывается в бюджет и дает много вариантов зажима обрабатываемой детали.
Стол сделан из куска березовой фанеры толщиной 18 мм и прикреплен, с помощью болтов М5 и гаек с Т-образными пазами, к алюминиевым профилям. Было куплено 150 шестигранных гаек М8. С помощью программы CAD была нарисована сетка с шестиугольными вырезами под эти гайки. Затем станок с ЧПУ вырезал все эти отверстия для гаек.
Поверх куска березовой фанеры был установлен кусок МДФ толщиной 25 мм. Это заменяемая поверхность. Чтобы прорезать отверстия в обеих частях использовалась большая фасонная фреза. Отверстия в МДФ выровнены точно с центром шестиугольных отверстий, вырезанных ранее. Затем кусок МДФ был снят и все гайки установлены в отверстия фанеры. Отверстия были немного меньше гаек, поэтому гайки забивались в них молотком. По завершении МДФ вернулась обратно на место.

Поверхность стола параллельна осям X и Y и совершенно плоская.
15. Электроника

Использованы следующие компоненты:
- Основной источник питания с выходным напряжение 48V DC и выходным током 6,6 A;
- 3 драйвера шагового двигателя Leadshine M542 V2.0;
- 3 шаговых двигателя 3Nm hybrid Nema 23;
- интерфейсная плата;
- реле — 4-32V DC, 25A/230 V AC;
- главный выключатель;
- блок питания для интерфейсной платы 5V DC;
- блок питания для вентиляторов охлаждения 12V DC;
- 2 вентилятора Cooler Master Sleeve Bearing 80mm;
- 2 розетки — для шпинделя и пылесоса;
- кнопка аварийного отключения и концевые выключатели (до сих пор не установлены).
Если вы не хотите тратить много денег на покупку оборудования порознь, можно купить сразу комплектом. Перед заказом следует подумать о том, какого
top3dshop.ru
Руководство по созданию фрезерного CNC ЧПУ станка. Глава 2. Рама и механика

Всех приветствую! Судя по количеству просмотров первой части статьи, тема ЧПУ людям не безинтересна. Представляю вашему вниманию следующую главу о своём фрезерном ЧПУ станке. В ней пойдет речь о механической части станка. Не буду тянуть кота за уши и без долгого вступления перейду сразу к делу. Пора начать обдумывать конструкцию будущего станка. С чего начать? – конечно же с Интернета! Снова смотреть картинки и читать форумы. Сначала присматривался к фанерному станку с круглыми трубами – направляющими, по которым на подшипниках перемещается портал. Но опять же фанера… на сколько ее хватит в условиях вибрации и нагрузок, да и проживание на открытом воздухе на пользу точно не пойдет. Потом наткнулся в принципе на не сложную в изготовлении конструкцию станка из металлических квадратных труб, которую с успехом повторили несколько человек. Почитал, посмотрел фотографии и замечания по доработке, всё довольно просто и вроде бы нет дефицитных деталей даже для нашей глубинки. Все железки купил в одном магазине. Правда до этого был ещё в трех, где ничего не было. Уже начал беспокоиться, но название магазина «Находка» себя оправдало

Для сборки станка было приобретено:
— шпилька строительная М12 (2шт по 2 м) +соединительные гайки
— труба квадратная 20×20 на направляющие оси Z, решетку для крепления заготовки и ножки (6,5 м)
— труба квадратная 25×25 для стоек портала и чего-нибудь ещё (6 м)
— труба квадратная 30×30 для направляющих оси X, Y (3,6 м)
— труба 40×60 для основы всего перечисленного (3,6 м)
— уголок 40 (20 м)
— подшипники Z608 в количестве 40 штук
— гайки, болты, шайбы (около 1 кг)
На дворе была зима и весь этот металлолом сложил в кладовку до лучших, теплых времен. А пока ждал эти времена, набирался опыта (теоретического) сидя в интернете, без него никуда. Зима уступала свое место весне, сугробы медленно превращались в лужицы и тут неожиданно всплыла проблема, о которой я почему-то даже не подумал. А кто мне будет всю эту кухню сваривать…?
Сварщиков не дождёшься, есть один любитель, который не плохо владеет сваркой, но и у него свои дела. В общем поразмыслив и вспомнив поговорку «хочешь сделать хорошо – делай это сам» рискнул освоить ещё одно дело – сварочное. Прикупил сварочный инвертор, и станок сварю как надо и в хозяйстве такая вещь всегда пригодиться. Остановил свой выбор вот на этом, тем более что выбор был не большой, да и продавец советовал брать либо Ресанту либо ARC, а 190А для дома должно хватить с избытком.

Сначала тренировался на ненужных железках, а когда немного научился прочно сваривать и по возможности не прожигать дыры, дело дошло до станка и началось самое интересное. Поддержу мнение многих людей о том, что сварочный инвертор действительно классная штуковина. Впервые взяв держак в руки, положил шов в половину электрода МР3.
Железные работы начал с крепления подшипника к уголкам для оси Х. Отверстия в уголках просверлили на станке в школьной мастерской. Для осей Y и Z сверлил уже в домашних условиях с помощью…шуруповерта. С осью Y получилось нормально, а вот с Z накосячил. Позже, когда начал всё скручивать даже пришлось гвоздь вварить, чтобы выровнять. Сложно без фотографий, на словах, описать, как выравнивал и сваривал детали, попробую нарисовать.
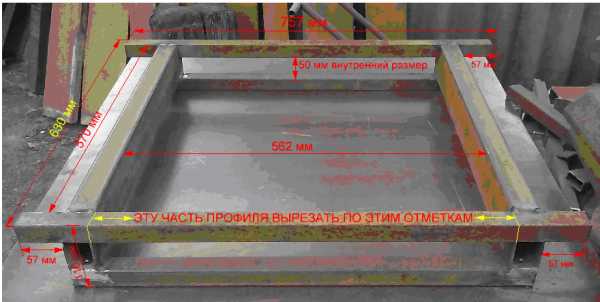
Основа станка
На ровную (желательно, но не обязательно) поверхность укладываем трубы 40×60, до этого уже нарезанные по 90 см. По углам стягиваем пластинами с болтами, или как я – нарезал деревянные рейки и стянул саморезами. Это делается для того, чтобы все трубы находились в ровной горизонтальной плоскости, и никуда не перемещались, пока их не приварили. С внешней стороны делаем припуск для возможности установки направляющих с катающимися по ним уголками. У меня получился припуск 7 см.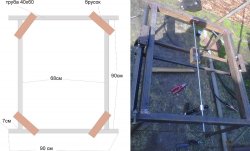
Как можно точнее всё выравниваем уголком, уровнем, рулеткой, чем угодно — по длине, ширине и диагонали, и прихватываем точечно сваркой. Еще раз проверяем вплоть до миллиметра и, если ничего не сместилось, окончательно всё свариваем. Т.к. у меня, как у начинающего сварщика швы получились некрасивые, а провар, как ни странно на всю глубину, для эстетики сгладил все швы болгаркой с установленным шлифовальным диском.
Станину сварили, перейдем к стойкам. Здесь в первую очередь на куске фанеры нужно начертить расположение деталей стойки (их 7). Затем нарезать трубы нужного размера, расположить эти отрезки на чертеже и закрепить в нескольких местах чем-нибудь. Я сделал также как в предыдущем случае – прикрутил деревяшки к фанере.
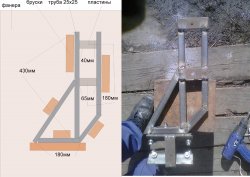
Точечно прихватываем отрезки труб между собой, чтобы не развалились, переворачиваем на другую сторону и проделываем то же самое. Если ничего не сместилось – свариваем навсегда. Нужно быть аккуратными, потому что в процессе сварки стойку может повести. У меня одна получилась хорошо, а вторую подправлял кувалдочкой.
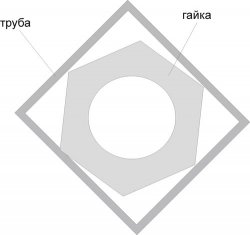
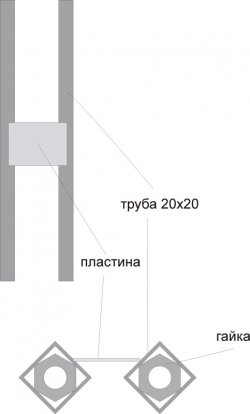
Направляющие, трубы 30×30 и 20×20 крепятся следующим образом. В трубу запрессовывается или забивается гайка подходящего размера, выравнивается и очень аккуратно, чтобы не залить резьбу приваривается к трубе.
После чего в детали, к которой мы будем прикручивать направляющую, просверливаем отверстие и растачиваем напильником до нужного диаметра, куда вставляется болт и вкручивается в направляющую. Когда всё было отрегулировано и настроено, я прихватил сваркой направляющую к станине для уверенности.
Ещё раз повторю, что все детали нужно устанавливать как можно точнее – это намного облегчит задачу, когда вы начнете выравнивать станок по всем трем осям, и положительно скажется на качестве изделий, которые будет вырезать ваш станок. С направляющими оси Z немного другая история. В оригинальной версии станка по оси Z в качестве направляющих использовались штоки от газовых амортизаторов, например от двери багажника.
В моём варианте вместо штоков – труба 20×20. В неё также вваривается гайка, затем параллельно укладываются две трубы и посредине фиксируются (свариваются) пластиной.
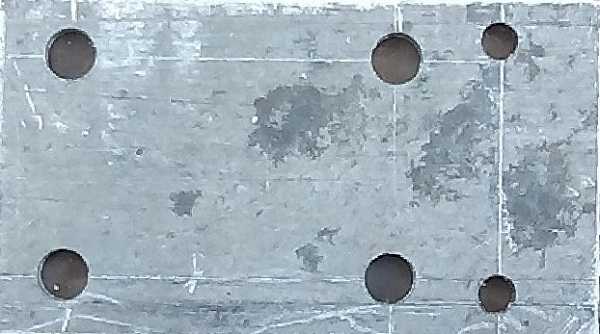
Далее рассмотрим уголки с подшипниками. Отверстия под болты, крепящие подшипники, просверливаем на таком расстоянии от вершины уголка, чтобы, когда уголок катился на подшипниках по направляющей, между вершиной уголка и ребром трубы оставался небольшой зазор. Зазор делается с небольшим запасом, потому как в процессе работы на трубе появляется выработка, и уголок немного осядет.

Установка уголков на направляющую по оси Х происходит следующим образом. По двум сторонам трубы ставим 2 уголка и стягиваем их. Я стягивал с помощью двух пластин и длинных болтов. Стягиваем так, чтобы и люфта не было и в то же время уголки свободно, без усилий перемещались по трубе. Затем верхний и нижний уголок свариваем между собой пластинами с обеих сторон.

К внутренней стороне всех 4-х уголков привариваем пластины, в которых просверливаем отверстия и нарезаем в них резьбу. В верхних уголках, чтобы прикрутить к ним стойки, а в нижних уголках для возможности прижима уголка к направляющей и устранению люфта.
Проверка на лёгкость скольжения осей X Y. Видео снято на телефон

С уголками для оси Y, Z поступаем немножко по-другому. Здесь также скрепляем уголки между собой с двух сторон. Пластины нужны для установки ходовой гайки другая (ось Y). И одна для крепления шпинделя, вторая для ходовой гайки оси Z.

Но пластины с резьбой под регулировочные винты (внутри уголка) нужны только для одного уголка на каждой оси.

На данном этапе у нас уже должно получиться что-то вроде этого.

Уголки, по сторонам оси X соединил двумя трубами 20×20, а для дополнительной жесткости эти две трубы скрепил между собой, приварив по центру пластину, к которой позже прикрепил ходовую гайку оси Х.

Также для исключения перекоса, стойки помимо самих направляющих оси Y дополнительно усилил приварено трубой. Ходовые гайки (в прошлом соединительные) по осям Y, Z приварил прямо к пластинам, а по оси Х закрепил через деревянный брусок. Это было необходимо для того чтобы приподнять гайку на уровень ходового винта.

И вот здесь я допустил грубую ошибку. Нужно было уже на этом этапе произвести регулировку станка, а я это сделал, когда станок был практически полностью собран. В итоге разница по высоте (направляющая Х) с одной стороны была 0,5 мм, с другой 1,5 мм.
Если 0,5 мм для обработки дерева было ещё допустимо, то 1,5 мм уже много. Хотя, читал, что у некоторых дешевых китайских станков близкого размера перекос иногда достигает 5 мм! И если всё делать правильно, то нужно было всего лишь открутить одну направляющую и напильником доработать отверстие на эти 1,5 мм чего в моём случае было невозможно сделать.
Если бы я снял направляющую, в этот же момент вся конструкция наклонилась, а весу там килограмм 15 и согнуло бы в бараний рог ходовой винт. Из положения вышел подкладыванием кусочков жести под трубы на которые крепится решетка стола с заготовкой. После того как устранил 1,5 мм перекоса, просто прикрутил эту трубу к станине саморезами.

Двигатели крепил по всем трем осям одним способом.

Из листа 2 мм сделал крепление в форме буквы «П», двигатель прикрутил к креплению, а крепление в свою очередь к станку.

Ходовой винт, он же строительная шпилька, закрепил через подшипник специально только с одной стороны.

Пусть лучше будет небольшая расхлябанность, чем долбежка по валу двигателя, в случае установки шпильки на подшипники с двух сторон. А долбежка будет, потому как точно отцентрировать вал двигателя и шпильку очень проблематично. Ввиду отсутствия токарного станка крепления для подшипников сделал всё из той же, ставшей родной, фанеры.

В куске фанеры вырезал посадочное гнездо под подшипник, равное половине его ширины.

Просто и эффективно. Не знаю насколько в плане износостойкости, но пока всё хорошо.

На оси Z крепление подшипника немножко другое.

Шпильку (ходовой винт) соединил с валом двигателя через двойную гибкую муфту! Хотел было заказать нормальные, заводские, но цена в 10$ за штуку отпугнуло желание. Как соединить вал 8 мм с валом 12 мм? Долго думал над этим и пришел к безобразно простому решению. На вал движка надел кусочек топливного шланга, надевается с усилием, но это даже хорошо. На шпильку надел более широкий шланг. Не знаю откуда — мне его отдал водитель автомобиля ЗИЛ.
Также, с усилием запрессовываем тонкий шланг в толстый, для верности стягиваем хомутиками и получается замечательная гибкая муфта.

На тот момент у меня был только маленький китайский «дремель» мощностью 135w, для него сделал крепление, которое прикручивается к станку двумя болтами.

С перспективой на установку более мощного шпинделя предусмотрел ещё 4 отверстия с резьбой.

Для компенсации веса оси Z предусмотрены две пружинки. Чтобы и моторчику легче дышалось, и на винт с гайкой нагрузка была меньше.

Выбор шпинделя – это отдельный разговор. Наверное месяц не мог остановится на чем-то конкретном. В наших магазинах электроинструментов из того, что мне подходило была лишь одна модель Интерскола (фрезер со съёмным двигателем), но цена в 5500р гнала меня в сторону поиска чего-то более бюджетного. Хотелось либо отдельный шпиндель, наподобие Kress, либо обычный фрезер со съёмным двигателем, чтобы была возможность быстро снять двигатель со станка и использовать его как ручной фрезер. Даже вертел в руках маленький фрезер Диолд, но как только перевернул его цангой к себе – ужаснулся. Зажимная гайка накручивалась на цангу с перекосом наверное в миллиметр!
И вот однажды просматривая какой-то форум увидел обсуждения фрезера «Фиолент 1100». Как раз такого, какой видел в магазине, но почему-то даже не взял в руки по причине предвзятого отношения к этой марке. У самого лобзик Фиолент и кроме того, что «пилит» больше ничего хорошего сказать не могу о нем)) В общем люди говорили о этой модели, которая относится к классу «Professional», как к инструменту не очень качественно сделанному в плане удобства регулировок, но с неубиваемым двигателем. А зачем мне регулировки, если он будет стоять в станке? … К тому же подошва держится только на линейке одним болтиком и двигатель снимается буквально за 10 секунд.

Позвонил родственнику и он в тот же день купил этот фрезер. Но радовался покупке я всего лишь пару дней)). При первом включении обнаружил, что греется цанга и часть фрезера возле цанги. Включил минут на 20, нагрев хорошо ощущается, но рука терпит т.е. температура не критическая. Интернет сказал – либо подшипник, либо якорь двигателя.
Разумеется, я надеялся, что это подшипник, и дополнительно смазал его, однако нагрев не исчез. Т.к. у нас шла стройка, нужно было выбрать четверть в досках. Досок было много! Жужжал я им жужжал при этом фрезер сильно грелся, и чтобы не насиловать инструмент работал с передышкой — давал фрезеру остыть.
На следующий день включаю фрезер и…грррр. На малых оборотах вообще не крутится, только страшно рычит, максимальные обороты тоже не набирает, по признакам обрыв либо замыкание в обмотке. Вот вам, думаю, и хваленый неубиваемый двигатель. С унылым видом протёр от пыли и стружки, сложил в коробку с намерением везти в магазин и сдать по гарантии. Но что-то не давало покоя…Снова вытащил из коробки, осмотрел – пломб нигде нету! (большое спасибо украинцам за это).
Аккуратно разобрал, чтобы в магазине не заметили следы разборки:) Вытащил якорь, проверил мультиметром якорь и статор – вроде бы всё нормально, сопротивление примерно одинаково там, где нужно. Смотрю, на коллекторе от щёток явный черный след, протёр салфеткой со спиртом, собрал всё, включаю и, о чудо, работает как новый!
Видимо по неопытности, я доски фрезеровал сразу на всю глубину за один проход (10 мм) и ему это не понравилось, т.к. в этот же день доделал оставшуюся работу таким же объёмом, но уже выбирал за 2 прохода по 5 мм, без перерыва и при этом фрезер даже не грелся.
Сварил вот такое крепление, сейчас фрезер из стационарного в ручной, и обратно, превращается за пару минут.


После установки в станок, фрезер прошел пятичасовой тест-драйв с перекуром в пару минут, пока менял фрезу и подгонял к заготовке. Постоянно ощупывал его на предмет нагрева, и что странно, после такой обкатки греться он стал меньше. Видимо всё- таки дело было в подшипнике.
Кабели от моторов до контроллера – обычные многожильные в двойной изоляции, сечением 0,75 мм.

Кабели продеты в металлический рукав и уложены в пластиковый кабельканал.

«Рабочий стол» представляет собой конструкцию из двух неподвижно зафиксированных труб 20×20 и трех труб лежащих на них.

Одна прикручена, две другие можно передвигать в зависимости от размера заготовки.

Заготовка крепится нехитрым, но надежным приспособлением. Долго голову ломал над тем, как крепить заготовку. Хотел как у многих положить лист фанеры и к нему саморезами прикручивать деталь, но не нашел ровного листа нужного размера. Вариант со струбцинами тоже не подошел. Даже нарезал реек, но получалось очень громоздко, к тому же не хватало длины болтов. И тут на глаза попался кусок трубы. Опа! А, если ее разрезать вдоль на две части и просверлить дырочки под болтики, должно получиться неплохое и очень компактное крепление.

На том и остановился.
Три сломанные фрезы убедили меня в необходимости установки концевиков

и кнопки экстренного торможения

Для них в компьютерном магазине купил 6 м витой пары. Две фрезы сломал на второй картинке по собственной невнимательности, хотя какие там фрезы…обломанные и переточенные сверла 3 мм, а вот третья НАСТОЯЩАЯ фреза сломалась, когда в сети напряжение упало и заклинило один шаговик. Скажу, что фреза была крепкая и держалась до последнего пока не уперлась в крепление заготовки и даже немного сдвинула его, после чего с громким хлопком переломилась.

Добежать до клавиатуры, чтобы остановить станок я просто не успел. Самодельные фрезы-сверла такого сопротивления не оказывали и ломались со звуком щепки.
Как видно на фото – бомжует станок во дворе, а во время простоя я накрываю его полиэтиленовой плёнкой.

Это своеобразный парник и внутри скапливается конденсат, от которого железо начало ржаветь. Ходовой винт и направляющие спасает смазка, остальное пришлось покрасить, в защитных целях, да и внешне стало выглядеть получше. В итоге получился такой станочек. Жесткости хватает, точности тоже (для дерева), в целом это нормальный ЧПУ станок, на котором можно изготавливать хорошие изделия из мягких материалов. А возможно и из твердых…металл не пробовал фрезеровать.


А для затравки и тех, кто сомневается – микро возможности станка и одна из выполненных работ.


На этом заканчиваю рассказ о механике станка, надеюсь, что ничего не забыл. Прошу прощения за стиль письма, возможно, некоторые моменты были не понятны т.к. я сам не знаю как называть ту или иную деталь станка и потому «обзывал» их как в голову придёт.
Сажусь за написание заключительной части статьи о настройках, регулировках и запуске станка. До встречи!
Виктор (alchedat)
с. Алчедат, Кемеровская обл.
О себе автор ничего не сообщил.
datagor.ru
Самодельный ЧПУ станок. – своими руками Станок с ЧПУ
Самодельный чпу станок.Конструкция оси Y.
Самодельный чпу станок я сделал из профильных труб 80х40. Схема чпу станка тоже сделана мной. Можно посмотреть видео на канале железкин.Таким образом я достиг большей жёсткости портала Х. Конструкция по оси Y не представляет сложности. Потому что я описываю в своей статье весь процесс сборки рамы. Поэтому всё понятно как сделать такой станок буквально на коленке. И так первым делом надо нарезать профиль для чпу по размеру.
Профиль для рамы
Прикрутить (для того чтобы не повело после сварки) поперечины две штуки (на фото одна), после чего обварить и болт выкрутить.
Прикрутил поперечины
После того как обварен профиль основания, надо поставить два профиля 30х30 сверху и обварить.
верхние поперечиныПосле обваривания верхнего профиля, я вырезал с передней части отрезок. (смотрите на фото ниже). Так я его ставил целиком для того, чтобы профиль был приварен ровно.
 Установить сверху профиль
Установить сверху профильИ после этого я примеряю портал Х на свой самодельный чпу станок. Но перед этим ставлю рельсы для чпу.Так как лишний отрезок профиля вырезал. И теперь ничего не мешает.
Отверстия в профиле я закрываю металлом и обвариваю. Потому что отверстия выглядят не очень красиво. После того как я завершил все сварочные работы, я буду зашлифовывать все сварные швы. Потому что они не красиво выглядят.
Теперь я поставлю подшипники для чпу станка, и винт ШВП 1204.
На фото ниже видно под подшипником KP008 (передняя часть) я установил подкладку. Потому что она нужна для выравнивания подшипников по высоте. Так как высота переднего и заднего подшипника разная.
Я сделал эту подкладку из дюраля толщиной 3 мм. Смотрите фото ниже.
Подкладка под подшипник. Чертёж.
Чертёж. Вид на подшипник
Вид на подшипник
 Крупным планом.
Крупным планом.
Соединение с порталом Х
Когда установлены рельсы, можно поставить портал. Корпус гайки ШВП соединяю с порталом Х (на портале отверстия ещё не просверлены) потому что сверлить буду по месту.
 Место соединения корпуса гайки швп с порталом Х.
Место соединения корпуса гайки швп с порталом Х.
Соединение с порталом Х. Я так же привёл чертёж соединительной пластины в статье Портал станка с ЧПУ. (Х)
 Так выглядит соединительная пластина с порталом
Так выглядит соединительная пластина с порталом Размер соединяющего узла с порталом Х
Размер соединяющего узла с порталом ХПосле того как я завершил все работы по соединению портала, можно переходить к другой работе.
Узлы креплений ЧПУ станка.
Для того чтобы работа была последовательной, я перехожу к работе по креплению шаговых двигателей. Так как этот узел имеет важное значение, поэтому я сделал крепёж из стали толщиной 2мм.
 Основы для установки креплений шаговых двигателей.
Основы для установки креплений шаговых двигателей.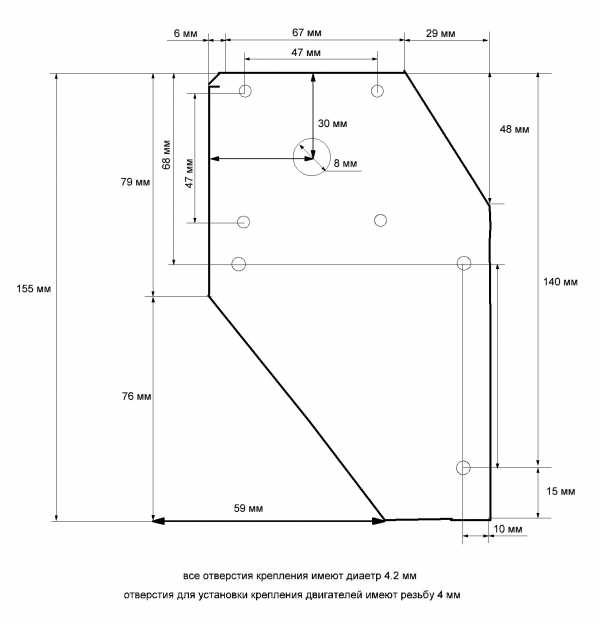 Левая и правая части одинаковые.
Левая и правая части одинаковые.Я вырезал две стальные заготовки, размер которых указан на чертеже в верхней части. Так как обе части одинаковые, я указал размер только на одну заготовку. И теперь на эти пластины я буду устанавливать крепление для шаговых двигателей. Но можно обойтись и без дополнительного переходного крепления. Потому что я для установки двигателей уже изготовил дополнительное крепление, я и буду его использовать. Потому что оно предусматривает возможность установки двигателей двух типов. Так как моём случае установлены два шаговых двигателя на один драйвер (двигатели Nema 17).
Переходное крепления я сделал из дюраля толщиной 3 мм. Для оси Y я изготовил два таких переходных крепления. Но можно установить такие же крепежи и на другие оси. Смотрите фото ниже текста.
 Крепёж для шаговых по YЗадняя часть с установленным креплением.
Крепёж для шаговых по YЗадняя часть с установленным креплением.Фото крепление Nema 17
 Крепление двигателя на переходном крепеже
Крепление двигателя на переходном крепежеТеперь снимаю все детали и окрашиваю раму и те детали, которые не покрашены. Потому что потом покрасить будет проблемно. Фото ниже. Сборка фрезерного станка с чпу.
Покраска станка с чпуПосле того как станок я покрасил, начинаю сборку. На фото, которое размещено ниже вы можете посмотреть на мой самодельный чпу станок.
 Предварительная сборка.
Предварительная сборка.Конструкцию стола я привожу в следующей статье. В статье самодельный чпу станок-как сделать стол для станка чпу.
Ножки для станка.
Для конструкции в качестве ножек я буду использовать крышки от зубной пасты. Но вполне возможно использование и других подходящих материалов.
 Ножки станка сделаны из крышек зубной пасты.
Ножки станка сделаны из крышек зубной пасты. Верхняя часть тюбика пасты отрезана.
Верхняя часть тюбика пасты отрезана.В заключении хочу сказать, что если что то не понятно я отвечу на все ваши вопросы. Задавайте свой вопрос в комментариях или пишите в личку. Смотрите видео на канале железкин в Ютуб. Так же там есть видео циклон для пылесоса. Это ажно, иметь пылеудаление ЧПУ. На сайте есть статья как сделать циклон. Можете почитать.
worksam.ru
ЧПУ на Ардуино | Чертежи, модель и сборка простой рамы для станка с ЧПУ
Чертежи рамы станка с ЧПУ
Классическая рама дешёвого станка с ЧПУ на Ардуино
Как сделать простую раму станка с ЧПУ? С чего начать изготовление станка с ЧПУ?
Для того, чтобы сделать классическую раму станка с ЧПУ, нам понадобится примерно 1 кв. м. фанеры толщиной 12мм, 4 мебельных направляющих длинной 35 см, 2 мебельных направляющих длинной 25 см, и пара десятков саморезов.
Эта рама обладает рядом положительных качеств:
- рама станка с ЧПУ выполнена по классической схеме, то есть может использоваться в других проектах;
- рама станка с ЧПУ состоит из минимального количества деталей;
- рама станка с ЧПУ сделана из легкодоступных материалов, проста в изготовлении и меет низкую себестоимость;
- рама станка с ЧПУ достаточно крепкая, чтобы станок с ЧПУ на Ардуино мог выполнять фрезеровку по дереву.
К минусам относится то, что имеет место определённая погрешность при обработке заготовки станком на такой раме, ввиду изготовления рамы из дерева. А дерево подвержено деформационным изменениям при варьировании окружающих условий (давление, влажность). Однако при желании, подобную раму можно изготовить из алюминиевого листа и алюминиевых профилей, что исключит влияние окружающей среды на деформацию, но усложнит процесс изготовления и увеличит стоимость рамы и станка с ЧПУ в целом.
Все детали, кроме направляющих и саморезов, классической рамы простого станка с ЧПУ на Ардуино вырезаны из 12мм фанеры. Начинаем с основания для станка размером 350×326мм. На основание крепим борта 350×30мм и мебельные направляющие длинной 350мм.

Далее, крепим стойки размерами 400×100мм к основанию и бортам, а также устанавливаем на мебельные направляющие рабочую платформу размерами 350×320мм. На этой платформе будет размещаться обрабатываемая заготовка, кроме того эта платформа подвижна: она отвечает за перемещение вдоль оси X.

На стойках устанавливаем основание для платформы Y размерами 350×250мм. На Y-основание крепим борта с размерами 350×30мм и направляющие для перемещения платформы вдоль оси Y.

Теперь на направляющие устанавливаем подвижную платформу с размерами 350×250мм. Эта платформа обеспечивает перемещение вдоль оси Y для самодельного станка с ЧПУ. Затем на платформу устанавливаем борта с размерами 250×30мм и мебельные направляющие длиной 250мм.

И наконец, устанавливаем последнюю подвижную платформу для перемещения вдоль оси Z с размерами 250×250мм. Простая рама для дешёвого станка с ЧПУ на Arduino готова.

Модель рамы простого станка с ЧПУ выполнена в программе SketchUp. Руководство пользователя, примеры и сама программа доступны на сайте разработчика: www.sketchup.com. Весь необходимый функционал имеется у бесплатной версии.
ecnc.ru
Станок ЧПУ своими руками, конструкции
В наше время у рукодельных людей всё чаще можно встретить новые станки, которые управляются не руками, как мы все привыкли, а компьютерной программной и компьютеризированной оснасткой. Такое новшество получило название ЧПУ (числовое программное управление).
Такая технология применяется во многих учреждениях, на больших производствах, а также в хозяйских мастерских. Автоматизированная система управления позволяет сэкономить очень много времени, а также повысить качество производимой продукции.
Автоматизированной системой управляет программа с компьютера. В эту систему входят асинхронные двигатели с векторным управлением, имеющие три оси движения электрического гравера: X, Z, Y. Ниже мы рассмотрим, какими бывают станки с автоматическим управлением и расчётами.
Общие понятия
Как правило, на всех станках с ЧПУ используется электрический гравер, либо фрезер, на котором можно менять насадки. Станок с числовым управлением применяется для придания тем или иным материалам элементов декора и не только. ЧПУ станки, в связи с продвижениями в компьютерном мире, должны иметь множество функций. К таким функциям относятся:
Фрезерование
Механический процесс обработки материала, в процессе которого, режущий элемент (насадка, в виде фрезы), производит вращательные движения на поверхности заготовки.
Гравировка
Заключается в нанесении того или оного изображения на поверхности заготовки. Для этого используют либо фрезы, либо штихель (стальной стержень с заострённым под углом одним концом).
Сверление
Механическая обработка материала резаньем, с помощью сверла, за счёт которого получаются отверстия разных диаметров и отверстия, имеющие много граней различных сечений и глубин.
Лазерная резка
Способ раскроя и резанья материала, при котором отсутствует механическое воздействие, сохраняется высокая точность заготовки, а также деформации, совершаемые данным способом, имеют минимальные деформации.
Графопостроитель
Производится высокоточное рисование сложнейших схем, чертежей, географических карт. Рисование производится за счёт пишущего блока, посредством специализированного пера.
Рисование и сверление печатных плат
Производство плат, а также рисование электропроводящих цепей на поверхности диэлектрической пластины. Также сверление маленьких отверстий под радиодетали.
Какие функции будет выполнять ваш будущий станок с программным управлением решать только вам. А дальше рассмотрим конструкцию станка ЧПУ.
Разновидность станков ЧПУ
Технологические признаки и возможности данных станков приравниваются к универсальным станкам. Однако, в современном мире, выделяют три разновидности станков ЧПУ:
Токарные
Предназначение таких станков заключается в создании деталей по типу тел вращения, которое заключается в обработке поверхности заготовки. Также производство внутренних и наружных резьб.
Фрезерные
Автоматизированная работа этих станков заключается в обработке плоскостей и пространств различных корпусных заготовок. Осуществляют фрезеровку плоскую, контурную и ступенчатую, под различными углами, а также с нескольких сторон. Производят сверление отверстий, нарезание резьб, развёртывание и растачивание заготовок.
Сверлильно — расточные
Выполняют рассверливание, сверление отверстий, растачивание и развёртывание, зенкерование, фрезеровка, нарезание резьб и многое другое.
Как мы видим, станки ЧПУ имеют большой ряд функционала, которые они совершают. Поэтому и приравниваются к универсальным станкам. Все они стоят очень дорого и купить какую-нибудь установку из вышеперечисленных просто невозможно, в силу финансовой недостаточности. И можно подумать, что придётся совершать все эти действия вручную, на протяжении всей жизни.
Можно не расстраиваться. Умелые руки страны, ещё с первого появления заводских станков ЧПУ, начали создавать самодельные прототипы, которые работают не хуже профессиональных.
Все комплектующие материалы для станочков ЧПУ можно заказать в интернете, где они находятся в свободном доступе и стоят довольно-таки недорого. Кстати, корпус автоматизированного станка можно изготовить своими руками, а за правильными размерами можно обратиться в интернет.
Совет: Перед выбором станка ЧПУ определитесь с тем, какой материал вы будете обрабатывать. Этот выбор будет иметь главное значение при сооружении станка, так как это напрямую зависит от размеров оборудования, а также затрат на него.
Конструкция
Конструкция станка ЧПУ полностью зависит от вашего выбора. Можно приобрести уже готовый стандартный набор всех необходимых деталей и просто собрать его в своём гараже или мастерской. Или заказывать всё оснащение отдельно.
Рассмотрим стандартный набор деталей на фото:
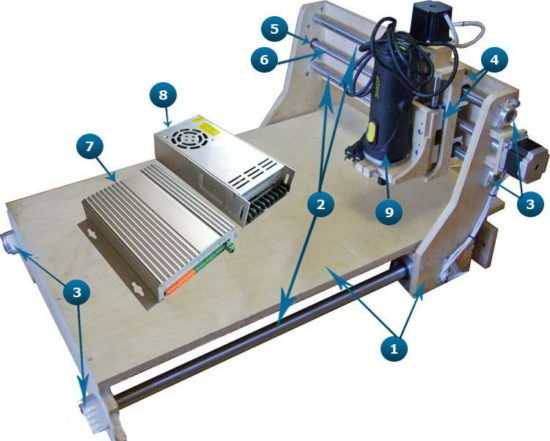
Фото: набор деталей.
- Непосредственно рабочая область, которая производится из фанеры — это столешница и боковой каркас.
- Направляющие элементы.
- Держатели направляющих.
- Линейные подшипники и втулки скольжения.
- Опорные подшипники.
- Ходовые винты.
- Контролёр шаговых двигателей.
- Блок питания контролёра.
- Электрический гравер или фрезер.
- Муфта, соединяющая вал ходового винта с валом шаговых двигателей.
- Шаговые двигатели.
- Ходовая гайка.
Используя данный перечень деталей, вы смело сможете создать свой собственный фрезерный по дереву с ЧПУ станок с автоматизированной работой. Когда вы соберёте всю конструкцию, можете смело приступать к работе.
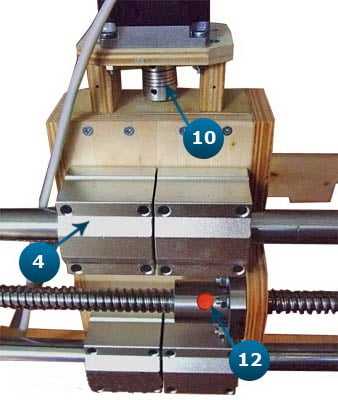
Фото: конструкция.
Принцип работы
Пожалуй, самым главным элементом на этом станке является фрезер, гравер или шпиндель. Это зависит от вашего выбора. Если у вас будет стоять шпиндель, то хвостик фрезы, который имеет цангу для крепления, будет плотно крепиться в цанговый патрон.
Сам патрон непосредственно закреплён на шпиндельном вале. Режущая часть фрезы подбирается исходя из выбранного материала. Электрический мотор, который располагается на движущейся каретке, вращает шпиндель с фрезой, что позволяет обрабатывать поверхность материала. Управление шаговыми двигателями происходит от контролера, на который подаются команды с компьютерной программы.
Электроника станка работает непосредственно на обеспечении компьютерного обеспечения, которое должно поставляться с заказываемой электроникой. Программа передаёт команды, в виде G — кодов на контролер. Тем самым эти коды сохраняются в оперативной памяти контролера.
После выбора на станке программы обработки (чистовой, черновой, трёхмерной), команды распределяются на шаговые двигатели, после чего происходит обработка поверхности материала.
Совет: Перед началом работы, необходимо протестировать станок, специализированной программой и пропустить пробную деталь, чтобы убедиться в правильности работы ЧПУ.
Сборка
Сборка станка своими руками не займёт у вас слишком много времени. Тем более что в интернете сейчас можно скачать очень много различных схем и чертежей. Если вы купили набор деталей для самодельного станка, то его сборка будет очень быстрой.
Итак, разберём один из чертежей собственно ручного станка.
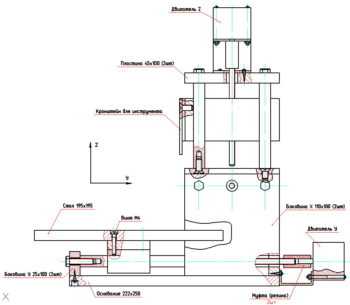
Чертёж самодельного станка ЧПУ.
Как правило, первым делом из фанеры, толщиной 10-11 миллиметров, изготавливается каркас. Столешница, боковые стенки и подвижный портал для установки фрезера или шпинделя, изготавливаются только из фанерного материала. Столешница делается подвижной, используются мебельные направляющие соответствующих размеров.
В итоге должен получиться вот такой вот каркас. После того, как каркасная конструкция готова, в дело вступает дрель и специальные коронки, с помощью которых можно сделать отверстия в фанере.
Каркас будущего станка ЧПУ.
В готовом каркасе необходимо подготовить все отверстия, чтобы установить в них подшипники, направляющие болты. После этой установки, можно производить установку всех крепёжных элементов, электрических установок и т.д.
После того, как сборка завершена, важным этапом становится настройка программного обеспечения станка и компьютерной программы. При настройке программы проверяется работа станка на правильность заданных размеров. Если всё готово, можно приступать к долгожданным работам.
Совет: Перед началом работы необходимо проверить правильность крепления заготовочного материала и надёжность крепления рабочей насадки. Также убедиться в том, что выбранный материал соответствует изготовленному станку.
Наладка оборудования
Наладка станка ЧПУ производится непосредственно с рабочего компьютера, на котором установлена программа для работы со станком. Именно в программу загружаются необходимые чертежи, графики, рисунки. Которые в последовательности преобразуются программой в G — коды, необходимые для управления станком.
Когда всё загружено, совершаются пробные действия, относительно выбранного материала. Именно при этих действиях совершается проверка всех необходимых предустановленных размеров.
Совет: Только после тщательной проверки работоспособности станка можно приступать к полноценной работе.
Техника безопасности
Правила и техника безопасности при работе с данным станком ничем не отличается от работы на всех остальных станках. Ниже будут представлены самые основные:
- Перед работой проверить исправность станка.
- Одежда должна быть заправлена должным образом, чтобы нигде ничего не торчало и не могло попасть в рабочую зону станка.
- Должен быть одет головной убор, который будет прижимать ваши волосы.
- Около станка должен быть резиновый коврик или невысокая деревянная обрешётка, которые защитят от утечки электричества.
- Доступ к станку детям должен быть категорически запрещён.
- Перед работой со станком проверить все крепёжные элементы на их прочность.
Совет: К работе на станке необходимо подходить с трезвой головой и пониманием, что при неправильной работе вы можете нанести себе непоправимый вред.
С полными требованиями к безопасности при работе со станком вы сможете найти во всемирной паутине, т.е. в интернете и ознакомиться с ними.
Видео обзоры
Обзор сборки станка самодельного с ЧПУ
Видео обзор простого станка с ЧПУ
Обзор возможностей самодельного ЧПУ станка
Обзор шаговых двигателей
Обзор видео многоканального драйвера для шаговых двигателей
stanki-info.ru